10 правил пайки. Учимся паять. | Топовые Топы
Привет! Умеете ли вы паять? Большинство скажет: да, держал я в руках паяльник но при этом совершает ошибки, которые даже не замечают. Сегодня я покажу, что не стоит делать пайке.
Всегда используйте припой. Пайка это процесс склеивания металла. Когда мы соединяем при пайке две детали, мы плавим сам металл, но у той же меди температура плавления почти 1100 градусов, а температура на жале паяльника около 300 градусов. Оловянно-свинцовый как раз плавится при такой температуре. Когда мы плавим припой и припаиваем его к детали, мы её не повреждаем, но при помощи свежерасплавленного металла на ней можем надежно присоединить другую деталь.
Коротнуло так коротнуло! В общем, не повторять…Перед пайкой посмотрите, не включен ли прибор от аккумулятора или в сеть. Если включен – выключите или обесточьте. На фото показано, что произойдет, если начать паять включенный в сеть прибор.
Припой без флюса не обволакивает провод
Используйте флюс. Без флюса припой не пристаёт к металлу из-за оксидной плёнки, которую он разрушает, но смазав им провод, припой ложится гладко.
Примеры “активного” и “нейтрального” флюсПримеры “активного” и “нейтрального” флюс
Грамотно выбирайте флюс: если вам нужен флюс, который оксидную пленку на металле будет удалять более эффективно, то используйте «активный» флюс, но не стоит забывать, что в его составе содержатся кислоты, и если их затем не смыть, то через некоторое время они повредят саму деталь. Классические «нейтральные» или же «безотмывычные» флюсы не вредят металлу, но и оксидную пленку убирают хуже.
Чтобы отмыть «активный» флюс, то используйте спирт или ацетон. Отмывать нужно хорошо и делается это после того, как деталь у Вас будет припаяна.
Если флюс не помогает, поможет механическая очистка деталей.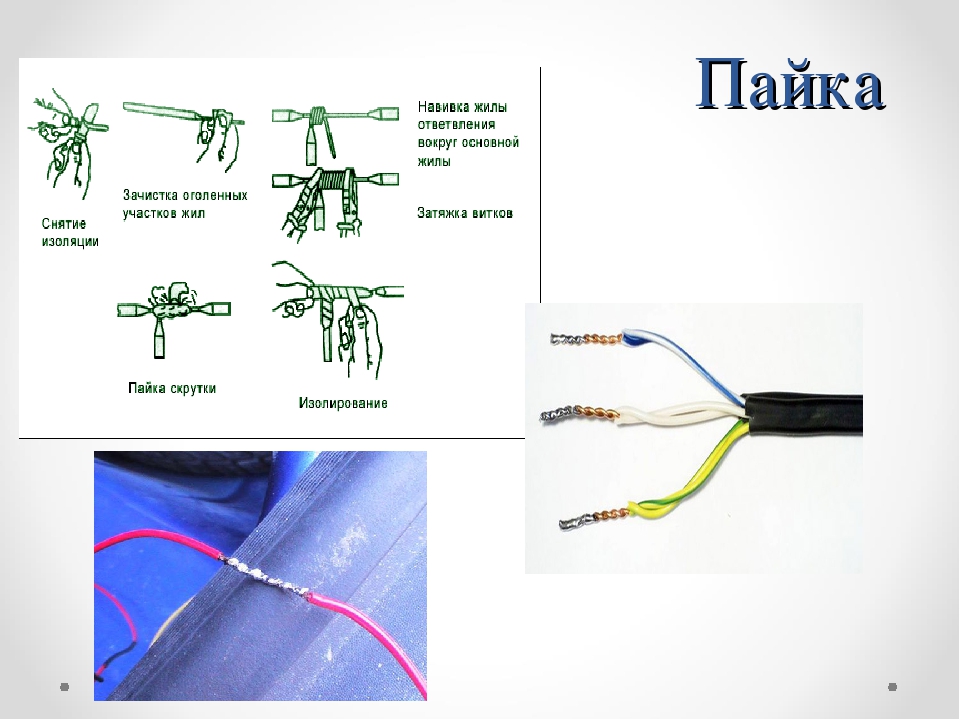 Бывает так, что приходится паять детали, которые давно провалялись или их дед еще с завода принес. Оксидная пленка на металле там настолько толстая, что флюс не поможет. В таком случае, потрите металл наждаком или острым предметом, чтобы эту оксидную пленку снять, затем используйте флюс и пайка пойдет как по маслу.
Бывает так, что приходится паять детали, которые давно провалялись или их дед еще с завода принес. Оксидная пленка на металле там настолько толстая, что флюс не поможет. В таком случае, потрите металл наждаком или острым предметом, чтобы эту оксидную пленку снять, затем используйте флюс и пайка пойдет как по маслу.
Не снимайте изоляцию проводов паяльником. Во-первых это дико дымит и воняет, во-вторых кусочки резины остаются на проводе и это помешает пайке. Не делайте так! Для снятия изоляции подойдут кусачки или нож, и плавиться тогда ничего не будет.
При постоянной пайке, жало обрастает нагаром. А как его очистить в таком случае? Старый советский паяльник можно очистить напильником, но ни в коем случае не делайте это с современными паяльниками, так как на их жале есть специальное покрытие, чтобы не прилипал припой. Очищать современные жала можно прикупив либо синтетическую губку для паяльника, либо специальную пасту для его очистки.
Если у Вас паяльник с регулировкой температуры жала, то не стоит её делать слишком большой – так, жало и сам паяльник проживут дольше, но и слишком низкую температуру тоже устанавливать не надо, а то припой перестанет плавиться. Лучше всего делать температуру на паяльнике такую, при которой будет плавиться ваш припой.
Если Вы при пайке навалили много припоя, и он Вам мешает, не стоит его отпаивать паяльником, вы можете повредить плату или другую деталь, а еще это долго. В таком случае используйте оплётку – мягкую косичку, которая легко впитывает в себя припой. Так, вы решите проблему очень быстро!
В конце добавлю, что браться за пайку сложных деталей без тренировки и набитой руки не стоит, обязательно тренируйтесь на чем-нибудь простом, прокачивайте свои навыки пайки и становитесь гуру в этом деле!
А чтобы не пропустить другие полезные статьи, интересные подборки и топы – подписывайтесь на наш канал!
Основные принципы технологии пайки – Пайка
Основные принципы технологии пайки
Категория:
Пайка
Основные принципы технологии пайки
Технология пайки включает комплекс последовательно выполняемых операций, основными из которых являются подготовка поверхности соединяемых деталей, сборка, пайка и обработка деталей после пайки. Этот комплекс операций в том или ином объеме имеет место при всех способах пайки. Поэтому, несмотря на их разнообразие, технология пайки имеет много общего. Независимо от применяемого способа пайки для получения качественных паяных соединений требуются:
Этот комплекс операций в том или ином объеме имеет место при всех способах пайки. Поэтому, несмотря на их разнообразие, технология пайки имеет много общего. Независимо от применяемого способа пайки для получения качественных паяных соединений требуются:
1. Тщательная очистка соединяемых поверхностей деталей перед пайкой от загрязнений и окисных пленок. Если при сварке загрязнения и окисные пленки в зоне шва приводят лишь к снижению прочностных и других характеристик сварного соединения, то при пайке они препятствуют взаимодействию между основным металлом и расплавленным припоем и, следовательно, образованию спаев.
2. Соблюдение при сборке деталей под пайку установленных зазоров.
3. Удаление окисной пленки с соединяемых поверхностей основного металла и припоя в процессе пайки. Для получения паяного соединения недостаточно очистить соединяемые поверхности металлов перед процессом пайки. Необходимо также обеспечить надежные условия удаления окисной пленки непосредственно в процессе пайки.
4. Равномерный нагрев соединяемых поверхностей деталей до температуры пайки. Если при сварке плавлением для образования шва необходимо лишь местное расплавление кромок соединяемых деталей, то при пайке требуется обеспечить одинаковые условия взаимодействия между флюсом (газовой средой), припоем и основным металлом. Принимая во внимание, что взаимодействие протекает в соединительном зазоре 0,1— 0,2 мм, легко представить, насколько важно иметь при пайке равномерную температуру нагрева. Только соблюдение этих общих для всех способов пайки условий протекания процесса пайки гарантирует высокое качество паяных соединений.
Выбор способа пайки определяется техническими требованиями к изделию, конструкцией паяемой детали, материалом, из которого она изготовлена, применяемым припоем, количеством изготовляемых деталей й оснащенностью предприятия оборудованием. При изготовлении небольшого количества деталей экономически целесообразно применять для пайки газовые горелки. При наличии на предприятии соответствующего оборудования можно использовать для этой цели индукционные и другие способы нагрева.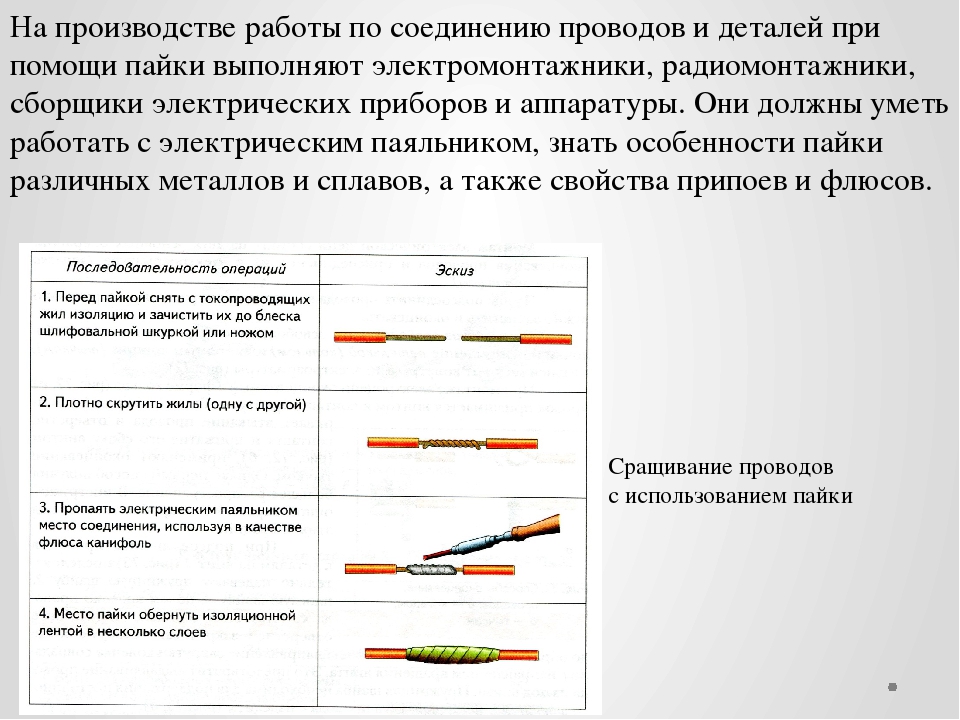 При массовом производстве деталей наиболее рациональна механизированная пайка в печах с применением контролируемых газовых сред.
При массовом производстве деталей наиболее рациональна механизированная пайка в печах с применением контролируемых газовых сред.
Процесс пайки определяется режимом пайки: температурой и условиями нагрева, выдержкой при температуре пайки и условиями охлаждения. В некоторых случаях режим пайки характеризуется также давлением, прикладываемым к соединяемым деталям в процессе пайки.
Приемы пайки мягкими припоями. При ручной пайке применяются паяльники различных конструкций. Процесс пайки начинают с подготовки мест спая,” затем после припаивания очищают шов. Подготовка мест спая состоит обычно из механической очистки поверхностей деталей (напильником, шабером, пескоструйным аппаратом и др.), обезжиривания, травления и сборки под пайку. Иногда детали перед пайкой предварительно подвергают лужению. Зазоры между соединяемыми поверхностями при сборке под пайку должны быть в пределах 0,05—0,2 мм; в зазоры менее 0,05 мм мягкие припои не проникают, а зазоры более 0,2 мм снижают прочность спая.
При пайке твердыми припоями зазоры следует делать в пределах 0,5—1 мм и более.
Сложные узлы собираются в приспособлениях, фиксирующих взаимное расположение деталей. Выбор паяльника зависит от формы и размеров соединяемых деталей, а также от характера паяльных работ. В большинстве случаев применяют молотковые паяльники. Торцовые паяльники используют обычно лишь при пайке в труднодоступных местах.
Подготовка паяльника состоит из заправки его напильником под углом 25—40°, снятия заусенцев и тщательного облуживания припоем. Зачищенный паяльник 4пп°еВают в Г0Рне> на огне паяльной лампы до 350— 400 °С или электронагревом, а затем его быстро снимают с огня и очищают от образовавшейся окалины (путем погружения в хлористый цинк). После этого рабочей частью паяльника захватывают определенную дозу припоя и несколькими трущими движениями по кусковому нашатырю залуживают припоем.
На подготовленное к пайке соединение наносят хлористый цинк или какой-либо другой флюс, а затем вводят припой.
Для получения доброкачественного шва необходимо тщательно растереть паяльником припой по месту пайки до полного залуживания. Если при этом какая-либо часть шва не залуживается, то необходимо профлюсо-вать или зачистить это место заново.
Рис. 1. Пайка мягкими припоями
В процессе пайки рабочая часть паяльника должна лежать на спае всей поверхностью. Только в этом случае обеспечивается быстрый прогрев места спая и заполнение его припоем (рис. 1,б).
В последнее время начали применять весьма производительный способ пайки путем погружения соединяемых деталей в ванну с расплавленным припоем или с расплавленной солью. Для хорошего затекания припоя в швы соединяемых деталей в состав солей добавляют 4—5% буры. При пайке деталей в расплавленных солях обычно используют электрические соляные ванны для термической обработки инструмеМа и соляные электродные однофазные и трехфазные печи с автоматическим регулированием температуры.
Приемы пайки твердыми припоями. Пайка твердыми припоями может производиться различными способами.
При пайке газопламенными горелками места спая нагревают пламенем паяльных ламп или газовых горелок. Для нагрева мелких деталей пользуются паяльной лампой или горелкой, работающей на осветительном газе или ацетилене. Для нагрева крупных деталей используют специальные и обычные сварочные кислородно-ацетиленовые горелки.
При пайке погружением деталей в ванну с расплавленными солями припой предварительно, еще в твердом виде, прикрепляют к месту спая деталей.
При пайке в печах детали с заранее нанесенным флюсом и припоем нагревают. В ряде случаев пайку производят в печах с электрическим обогревом в защитной атмосфере (водорода или аммиака), предохраняющей металл от окисления. Такой способ пайки в условиях массового производства деталей позволяет применять механизацию и автоматизацию процесса и вместе с тем обеспечивает высокое качество паяных соединений.
Наиболее рациональным способом является пайка с нагревом токами высокой частоты.
Однако в практике слесарной обработки часто пайка твердыми припоями осуществляется с помощью паяльных ламп, газовых горелок и в горнах.
Перед пайкой соединяемые части детали (изделия) должны быть тщательно очищены от грязи, окалины, жира и собраны с учетом зазоров под пайку.‘При пайке твердыми припоями заготовки в зависимости от назначения можно соединять встык, внахлестку и реже в замок (рис. 2,а). Затем места спая покрывают флюсом (бурой), укладывают припой и скрепляют мягкой проволокой, чтобы соединяемые части не сместились (рис. 2,б). После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы или горелки и следят за процессом плавления. Вначале нагрев места спая нужно вести медленно. Когда вздувшаяся бура осядет, нагрев усиливают и продолжают его до тех пор, пока припой полностью не расплавится и не зальет место соединяемых частей детали. Чтобы ускорить расте-каемость припоя в зазоре соединения, поступают так: место спая покрывают флюсом и слегка водят по всему шву куском заостренной железной проволочки.
Рис. 2. Приемы сборки деталей для пайки твердыми припоями
Паяние можно вести и в такой последовательности. Подготовленную деталь покрывают флюсом и подвергают нагреву. Когда температура нагрева будет достаточной для расплавления припоя, вводят припой в спай и следят за его расплавлением и растеканием по шву. По окончании пайки дают детали охладиться, зачищают шов от излишка наплавленного припоя, затем промывают и высушивают деталь.
Реклама:
Читать далее:
Пайка алюминия и его сплавов
Статьи по теме:
Технология соединения | PVA TePla IVS
Новейший метод соединения – диффузионная сварка – в настоящее время стал неотъемлемой частью производства сложных компонентов. Благодаря идеально скоординированному взаимодействию поверхностного давления, температуры и времени диффузионная сварка создает соединения высочайшего качества – без швов и деформации. Высокопрочные соединения с замыканием материалов создаются без применения присадочных материалов.
Высокопрочные соединения с замыканием материалов создаются без применения присадочных материалов.
Процесс, основанный на диффузионных процессах, можно использовать для соединения подобных или различных металлов. Помимо металлов способ позволяет соединять ряд керамических материалов и стекол. Поскольку при сварке соприкасающиеся поверхности компонентов растворяются, сварные узлы обладают свойствами, соответствующими базовым материалам. Таким образом, из полуфабрикатов получают монолитные детали. Диффузионная сварка предназначена для областей применения, для которых характерны высокие механические, термические и коррозионные нагрузки.
Для инициации необходимого переноса материала компоненты обычно нагревают до 50–80 % от температуры плавления материалов. Одновременно развивают механическое усилие с помощью гидравлического пресса. Среда высокого вакуума или очень чистого защитного газа предотвращает нежелательные эффекты окисления.
Существенные области применения диффузионной сварки – изготовление следующих изделий:
- Плоские теплообменники
- Охлаждающие пластины (отопление, охлаждение)
- Микроструктурированные высокопроизводительные теплообменники и микрореакторы
- Детали турбин (газовые и авиационные турбины)
- Медицинская техника (смешанные соединения, а также присадочные материалы отдельных узлов)
- Изготовление прототипов (слоистые объекты)
- Производство пресс-форм (охлажденные формы с практически точными контурами, высоконагруженные распределительные плиты)
как это делается. Несколько советов
Пайка известна каждому человеку. И что бы результат соответствовал ожиданиям, необходимо соблюсти несколько важных правил.
Что вы узнаете
Что такое пайка: особенности процесса
Пайка — процесс, при котором соединяются одни металлы при помощи других, из более легкоплавких. Происходит это при высокой температуре (180 — 300°С) путём введения между деталями припоя (сплав свинца и олова), у которого более низкая температура плавления. В результате его затвердения, образуется прочный, неразъёмный и хорошо электропроводимый материал. Нагрев производится при помощи паяльника. Существуют различные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего приобрести самый обычный паяльник с напряжением в 220В и мощностью 40Вт.
Обычно поверхности металлов покрываются слоем оксида, и перед пайкой, их необходимо зачищать. Но поверхности вновь могут окислиться. Что бы этого не происходило, и поверхность расплавленного припоя была более текучей, используют флюс.
Самый распространённый вид флюса — канифоль.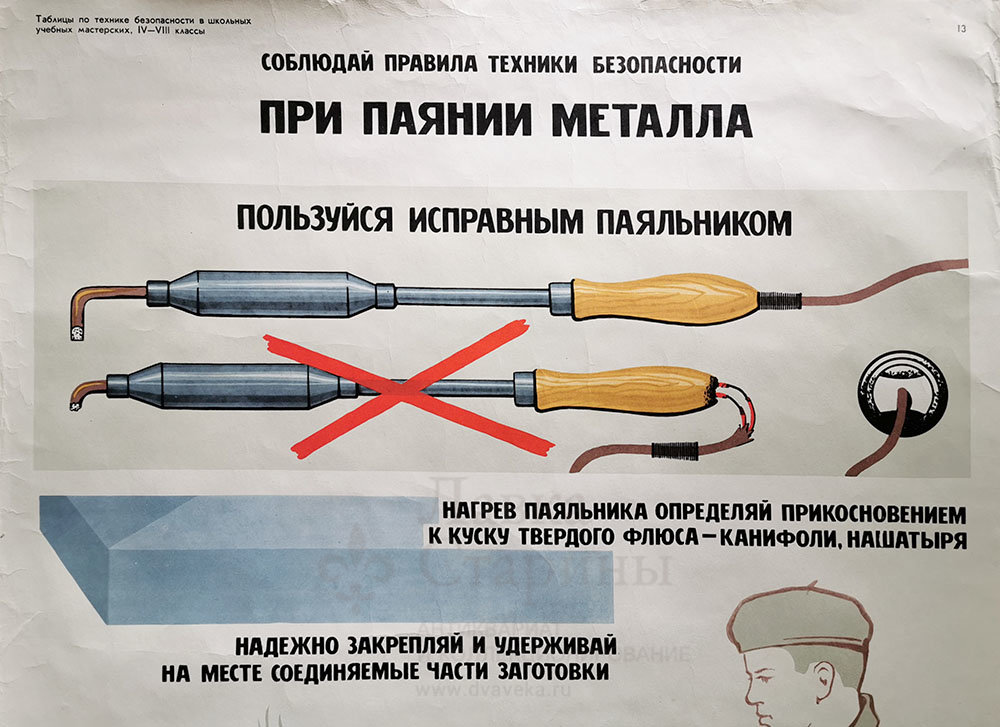 Она состоит из смол хвойных деревьев и обладает янтарно-жёлтым цветом. Благодаря ей, место пайки не подвергается коррозии и не пропускает утечку электрического тока.
Она состоит из смол хвойных деревьев и обладает янтарно-жёлтым цветом. Благодаря ей, место пайки не подвергается коррозии и не пропускает утечку электрического тока.
Пайка и выбор паяльника
Чтобы правильно выбрать паяльник, предлагаю ознакомиться с его видами:
- Паяльник от 3 до 10 Вт — для микросхем;
- От 20-40 Вт — бытовой вариант, подойдёт например для радиотехники;
- От 60 до 100 Вт — для пайки толстых проводов;
- От 100 до 250 Вт — для крупных предметов, например, радиатора.
Паяльник лучше всего выбирать со встроенным термодатчиком.
Техника безопасности
Пайка — это небезопасный процесс, и перед тем как его начать нужно обязательно соблюсти все правила техники безопасности.
- Перед началом работ наденьте хорошие защитные очки — это застрахует от попадания припоя в глаза;
- Паяльник можно держать только за ручку;
- Нагретый паяльник не должен касаться изоляции питающего провода, так как это может привести к короткому замыканию, и, как следствие, — к пожару;
Рекомендую примотать провод паяльника изолентой к ручке — тогда будет меньше риска его соприкосновения с горячей поверхностью
- Перегревать паяльник также нельзя — проверяем это коснувшись канифоли — должен появиться легкий дымок;
- Позаботьтесь о подставке для паяльника — они есть в продаже;
- При пайке электронных устройств, провода питания должны быть отсоединены.
 К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ; - Не вдыхайте пары при пайке — они вредны для организма. До и после работ проветривайте комнату. Использовать для этого лучше технические помещения;
- Тщательно моем руки и лицо после работ. Проводить их лучше в одежде с длинным рукавом.
 К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;Технология пайки
- Жало после покупки паяльника обычно обрабатывается напильником для придания ему формы двугранного угла (30-45 градусов). Включаем его в розетку и оставляем на полчаса. Затем проходимся по нему напильником, снимая окалину.
- За это время очищаем рабочую поверхность от всех загрязнений до блеска. Удаляем все коррозионные корочки при помощи напильника, ножа, или скребков.
- Покрываем жало флюсом. Макаем его в канифоль и греем. После того, как оно покрылось ей, сразу же убираем. Также рекомендую использовать специальные флюс-пасты. Берите понемногу, без излишка.
- Подготовленную поверхность закрепляем в неподвижном состоянии (пассатижами, тисками, пинцетом, механической скруткой), а затем лудим, то есть равномерно наносим расплавленный припой к обеим сторонам. Обычно это ПОС -10, ПОС -30, ПОС — 40, ПОС-50, ПОС-61.
- Наносится слой флюса, чтобы избежать окисления под нагревом.
- Для получения сплава хорошего качества, наносится ещё один слой припоя.
 Берите понемногу, без излишка.
Берите понемногу, без излишка.5 правил для хорошего результата
- Для получения качественного результата необходимо следить за равными температурами спаиваемых поверхностей. То есть, недостаточно нагреть одну поверхность, и приложить её к другой. При низком нагреве жала припой только немного размягчится, но не расплавится. При высоком — будет чрезмерное выпаривание припоя.
- Если что-то не получилось с первого раза — нужно дать остыть деталям! Нельзя на них дуть, и остужать искусственно. Время подбирается путём эксперимента. Желательно сначала потренироваться на чём-нибудь, например, на медных проводах, прежде чем приступать к основной работе.
- Флюс наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно лишь чуть-чуть коснуться канифоли.
- Жало прикладываем к месту пайки всей лопаткой!
- Припой должен быть распределён равномерно по всей поверхности. А жало хорошо очищенным от окислов.
Только практика поможет научиться хорошо паять. Соблюдайте технику безопасности, и не бойтесь экспериментировать!
Автор статьи: Vsevolod B.
Всей семьёй занимаемся обустройством нового дома, ремонтом, осваиваем огородничество, занимаемся садоводством. На практике используем разные подходы и технологии, информацией о которых готовы делиться и обсуждать.
Как герметизировать провода в наружной распределительной коробке. Правила пайки алюминиевых и медных проводов
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединенийСоединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
- Нож для зачистки изоляции;
- Бокорезы;
- Пассатижи или плоскогубцы;
- Наждачная бумага;
- Паяльник;
- Припой;
- Флюс.
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльникаДля качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке».
Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Марка припоя | Состав, % | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте.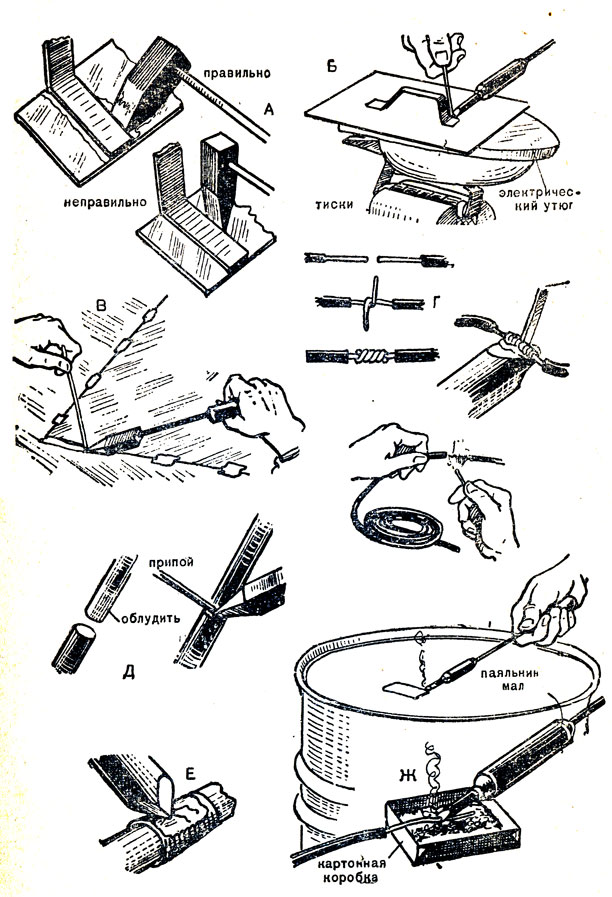 И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Технология пайки и луженияСовет #1 : Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном.
 Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Рисунок 4. Облуживание жала паяльника
Совет #2 : Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Рисунок 6. Электрический и газовый тигли для пайки проводов
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
Наиболее распространенным способом соединения в современной электропроводке является пайка проводов. Для данного способа характерна высокая степень надежности электрического соединения, что в свою очередь обеспечивает высокую пожаробезопасность и общую безопасность эксплуатации. Каким образом добиться желаемого результата, правильно и безопасно выполнить данную работу рассмотрим ниже. Начнем с подготовки. Дальше будут описаны теоретические и практические аспекты пайки медных и алюминиевых проводников. Рассматривать детально выбор между медью и алюминием, пожалуй, не будем. Отметим лишь, что хотя медь и стоит больше, зато по качеству и долговечности значительно превосходит алюминиевую проводку. Итак, к вашему вниманию порядок пайки проводов в распределительной коробке.
Начнем с подготовки. Дальше будут описаны теоретические и практические аспекты пайки медных и алюминиевых проводников. Рассматривать детально выбор между медью и алюминием, пожалуй, не будем. Отметим лишь, что хотя медь и стоит больше, зато по качеству и долговечности значительно превосходит алюминиевую проводку. Итак, к вашему вниманию порядок пайки проводов в распределительной коробке.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете .
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.
 Припой – это то, чем непосредственно спаиваются жилы.
Припой – это то, чем непосредственно спаиваются жилы.При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, вы можете в нашей соответствующей статье.
В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Некоторые особенности процесса
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой.
Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к , которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том,
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов — более 10 кв.мм, то паяльник должен быть 100 Ватт.
Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов — более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
пайка деталей, металл для паяльника
Соединение между собой металлических деталей с использованием такого инструмента, как паяльник, является довольно популярной и широко используемой процедурой. Для того чтобы процесс пайки осуществлялся правильно, важно понимать сущность этого процесса. Необходимо следовать определенному алгоритму и соблюдать при этом технику безопасности.
Что представляет собой
Пайка деталей паяльником представляет собой физико-химический технологический процесс с целью получить неразделимый сплав нескольких металлических элементов. Вводится в пространство между деталями расплавленный металл, который в дальнейшем застывает.
В процессе происходит расплавление припояВ ходе пайки осуществляется взаимное растворение припоя и основных объектов пайки. Именно за счет этих процессов достигается:
- высокий показатель прочности;
- хорошая герметичность;
- электро- и теплопроводность.
Где применима
Пайку можно использовать с несколькими целями:
- получить несколько отдельных деталей;
- осуществить сбор узла;
- произвести полноценный сбор прибора.
К сведению. Примером высокой актуальности пайки является то, что она постоянно используется при изготовлении рекламных конструкций и проектировании стендов.
Также широкое распространение получила пайка в ходе собирания радио- и электротехнических устройств.
Назначение
Использование паяния обеспечивает электропроводное соединение металлических предметов между собой и с компонентами электрической схемы.
В процессе получается электропроводное соединениеЭтот метод довольно прост и гибок. Благодаря ему можно добиться низкого переходного сопротивления соединяемых элементов.
Что нужно для работы
Для спаивания нужно наличие нескольких инструментов:
- Паяльник. Он является основным инструментом. Именно за счет него и осуществляется нагрев. Паяльники бывают разной мощности. У них широкие границы температур и скорости нагревания. Обычно паяльники работают от электросети, вольтаж которой составляет 220 вольт.
- Припой. Это металл, благодаря которому и осуществляется спайка. Делается он из того металла или металлической смеси, температура плавления которого превышает аналогичный показатель олова. Чаще всего припой продают в виде проволоки. Иногда внутри этой конструкции уже есть флюсовые или иные кислотные добавки.
- Флюс (канифоль). Нужен для процесса лужения. Применяется тогда, когда нужно спаять два провода между собой или дорожку и деталь. Для этого соединяемые объекты покрываются при помощи паяльника предварительно расплавленным флюсом (канифолью). Следующим шагом является нанесение на стык олова. Затем происходит спайка.
Как верно использовать припой
Припой представляет собой сплав олова и свинца с возможной добавкой других металлов. Форма выпуска — трубка или проволока. Внутри припоя находится канифоль.
К сведению. Соединение деталей припоем очень удобно.
Именно с помощью припоя с флюсом в составе удобно спаивать между собой различные детали.
Перед процессом необходимо залудить соединяемые поверхностиРекомендуется использовать следующие модификации:
- ПОС-61;
- ПОС-50;
- ПОС-40.
К сведению. Наиболее удобными металлами для соединения являются латунь и медь.
Остальные металлы поддаются соединению несколько хуже и могут потребовать использование флюса. Это то вещество, которое препятствует процессу окисления металлов во время нагрева. В качестве такого компонента рекомендуется использовать сосновую канифоль.
В процессе нагрева необходимо сначала пройтись кислотойПри использовании припоя нужно следовать ряду советов:
- Стряхнуть излишек припоя с конца жала или быстро вытереть его при помощи тряпки. Чистая поверхность является более притягательной для расплавленного металла.
- Нельзя брать на конец жала слишком маленькое количество припоя. Будет отсутствовать тот необходимый объем, за счет которого можно производить соединение деталей качественно.
- Слишком большое количество прибоя может вызвать замыкание соседних контактов.
- Недостаточность флюса ведет к рыхлости полученной точки соединения. Его избыток приводит к выплеску припоя на соседние контакты.
- Если количество смеси с флюсом подобрано верно, то состав без проблем втягивается в зазоры между элементами пайки.
Как правильно припаять детали
Перед тем как приступить к процессу, очень важно осуществить правильную подготовку паяльника:
- Пока паяльник холодный, нужно снять с его поверхности всю находящуюся на ней грязь. Для этого нужно использовать напильник.
- Удалить окисную пленку, используя механическую зачистку.
- Произвести обезжиривание при помощи едкого натра, углекислого натрия, ацетона.
- Покрыть место соединения флюсом.
- Собрать объект в желаемом положении, зафиксировав детали надлежащим образом.
- Разогреть изделие.
- Осуществлять постепенное прогревание путем перемещения жала по разным сторонам поверхности.
- Достичь правильной температуры. То есть той, при которой припой плавится, когда соприкасается с объектами.
- Нанести флюс на соединение стыков.
- Подать припой в зону стыка.
- Подогреть деталь и нанести состав таким образом, чтобы последний растворился и затек в стык.
- Завершить пайку.
- Очистить спаянное изделие от флюса, убрать лишний припой.
К сведению. По возможности детали предварительно лучше залудить на стыке. Это повысит уровень прочности соединения.
Очень важно соблюдать меры безопасности при пайке, благодаря этому можно:
- предотвратить термические ожоги;
- минимизировать риск возникновения пожара;
- предотвратить поражение электрическим током.
Перед тем, как начинать паять, важно проверить, исправен ли кабель питания. Ни в коем случае нельзя допускать касания жалом проводов и других предметов. Помещать паяльник можно только на специализированную подставку. Нельзя прикасаться к корпусу устройства. Инструмент нужно брать исключительно за ручку.
Инструмент берут только за ручкуВозможно возникновение ряда проблем в процессе пайки:
- Недостаточный прогрев соединяемых элементов. Эту проблему можно идентифицировать по приобретению припоем характерного тусклого цвета. При этом значительно снижается уровень механической прочности контакта, такое соединение очень легко разрушится.
- Чрезмерный прогрев элементов пайки. Перегрев отличается тем, что соединение элементов будет отсутствовать вовсе, при этом поверхность не покрывается припоем.
- Сдвиг элементов, подлежащих соединению до того, как припой успел затвердеть. В этом случае заметно отсутствие стыка между элементами. На затвердевшем припое очень легко можно заметить наличие разрыва в припойной пленке.
Устранить вышеперечисленные дефекты можно посредством проведения повторной пайки.
Некачественное соединение видно невооруженным глазомТехнология пайки паяльником представляет собой процедуру, сочетающую в себе желаемый результат высокого качества и технологичность. Работа паяльником отличается простотой. В целом, этим навыком можно овладеть за несколько часов. При этом чрезвычайно важно выполнять этапы пайки последовательно с должной аккуратностью и при соблюдении технологических правил работы.
Качественное соединение возможно только в условиях исправности инструмента. Существует ряд проблем, которые могут возникнуть при пайке, однако их легко заметить визуально. Процесс требует четкого соблюдения правил техники безопасности.
Правила безопасности пайки в электропечах
Пайка в электропечах представляет собой способ пайки, при котором для нагрева соединяемых изделии используется энергия (тепло) нагретых печей, электропечей.
В целом можно выделить три способа пайки в печах, в зависимости атмосферы в камере пайки печей:
1. Вакуумированная камера;
2. Защитная газообразные среды.
3. Обыкновенная атмосфера с применением твёрдых флюсов.
Но, не взирая на различия в этих способах меры безопасности паяльщика при работе в электропечах являются общими.
Любой из паяльщиков должен знать правила безопасной работы с видами этих печей, а так же правилами безопасности работы с ними.
Давайте рассмотрим главные опасные факторы, которые могут возникнуть при использовании рассматриваемого нами способа пайки:
1. Опасность может состоять в токсичных газах, которые входят в состав контролируемых атмосфер.
2. Повышенная температура поверхностей оборудования и материалов (повышенное тепловое излучение).
3. Повышенное электоронапряжение в электрических цепях (токоведущи части).
4. Увеличенная напряженность электромагнитных полей.
5. Повышенный уровень шума на рабочем месте (уровень шума ограничивается ГОСТ 12.1.003-83).
6. Повышенная травмаопасность от механизмов движущихся машин.
7. Работа с контролируемыми взрывоопасными атмосферами.
В связи с наличием таких достаточно опасных для жизни и здоровья факторов обязательным условием допуска к пайке в электропечах является прохождение обязательного инструктажа по технике безопасности. При этом помимо обычного инструктажа по работе с электрооборудованием проводится инструктаж по правилам работы именно в электропечах.
Кроме непосредственных паяльных работ при помощи электропечи, следует помнить о своевременной их чистке, осмотре и ремонте при необходимости. Естественно все операции по чистке и диагностике электропечей осуществляются только при отключенном питании, в противном случае возникает ситуация опасная для жизни человека.
Так, же для допуска к данному виду работ, паяльщик должен быть ознакомлен с основами работы с металлами, в частности с теми которые будут подвергаться пайке в электропечах.
Читайте так же:
Разборные цепи
Металлургические шлаки
Правка и размотка арматуры
Правила техники безопасности при пайке
02 июн 2020 – FlaaimПайка – это процесс соединения двух металлов с помощью электричества. При плавлении двух металлов обычно используется присадочный металл, температура плавления которого ниже, чем у другого металла. В процессе два металла сплавлены вместе. Это опасная практика, поскольку она может повлиять на вас как физически, так и умственно, а также на здоровье в целом. Поэтому важно принять необходимые меры предосторожности, чтобы избежать травм.С учетом многих мер предосторожности, вот основные правила техники безопасности при пайке
.1. Никогда не касайтесь верхней части паяльника
Что ж, для вашей безопасности никогда не касайтесь кончика паяльника. Основная причина в том, что он нагревается примерно до 400 градусов вольт на выходе из утюга, чего достаточно, чтобы убить вас на месте. Это опасная зона для прикосновения, и вы никогда не должны класть руку на кончик. Это для вашей безопасности.
2.Не прикасайтесь к основному шлейфу паяльником
.По возможности избегайте контакта между паяльником и гибким проводом. Шлейф имеет способность очень хорошо проводить электричество. Это, в свою очередь, доставляет вам очень легко, а последствия смертельны. Это может привести к травмам или даже смерти. Напряжение около 400 градусов – это не шутка. Насколько это возможно, не допускайте контакта.
3. Всегда на своем месте
Всегда возвращайте паяльный пистолет на место, где он стоит.Положите его на подставку или в ящик для инструментов. Это необходимо для предотвращения несчастных случаев. Вы можете по ошибке сесть или наступить на него и получить травму. Кроме того, ребенок может соприкоснуться с ним и пострадать, поэтому важно, чтобы вы держали его на подставке.
4. Припой в вентилируемых зонах
Пары, выходящие из паяльного пистолета, содержат ядовитые вещества, вредные для вашего здоровья. Рекомендуется переехать в проветриваемые помещения, чтобы можно было подышать свежим воздухом. Также желательно наклонять голову в сторону, но не вверх, чтобы предотвратить прямой контакт с парами.
5. Носить защитные очки
Очкииграют важную роль в защите ваших глаз от прямых лучей от паяльного пистолета. Железо. У железа одни из самых острых лучей, и когда они соприкасаются с глазом, они повреждают его, и со временем может произойти слепота.
6. Вымой руки
Припой содержит свинец, который является очень ядовитым металлом. Некоторые из негативных эффектов свинца включают:
- Причины ослабления костей у детей раннего возраста.
- Преждевременный аборт у беременных.
- влияет на мозг и может привести к умственной потере.
- Может вызвать бесплодие.
При таких эффектах важно мыть руки после работы.
7. Носите тяжелую одежду
На рабочем месте рекомендуется носить тяжелую одежду и следить за тем, чтобы она плотно прилегала к вам. Это необходимо для предотвращения контакта с какими-либо продуктами от паяльника. Эти пары очень опасны, особенно при контакте с кожей.
Это лучшие методы безопасности, которые обеспечат ваше здоровье на рабочем месте, предотвратив все виды травм.
Советы по безопасности при пайке в Falconer Electronics: 14 советов
Советы по безопасности при пайкеПайка печатных плат вручную требует огромных навыков, терпения и опыта. Как мы уже говорили в предыдущем сообщении в блоге, наша команда в Falconer Electronics имеет более чем 100-летний опыт пайки печатных плат.Ниже приведен список советов по безопасности при пайке, которые помогут обеспечить безопасность наших сотрудников.
Полезные советыНаконечники для солдатского паяльника
- Для начала, если паяльник выскользнул из рук, ПОЖАЛУЙСТА, НЕ ХРАНИТЕ ЕГО! Паяльник очень ГОРЯЧИЙ! Пусть упадет! Сохраняйте спокойствие и возьмите его за ручку. Пригодится надеть перчатки или иметь под рукой сухую ткань (да, это был каламбур).
- Во-вторых, всегда возвращайте паяльник на подставку, когда он не используется.
- Кроме того, держите паяльник выключенным и отключайте его от сети, когда он не используется.
Солдат
- Припой. Также он может просочиться через отверстие в печатной плате. Более того, это обожжет вас! Ой! Сделав это раз или два, разумно надеть перчатки. Также отлично подойдет использование пинцета для удержания проволоки.
Общая безопасность
- Защитные очки! Надевайте защитные очки! Безопасные очки! Кстати, мы упоминали защитные очки? Защитные очки, вероятно, служат самым важным инструментом и ресурсом, который вы будете использовать при пайке.
- Носите длинные рукава и перчатки. Наша команда заметила, что солдатик играет в «вышибалу». Припой любит бросать в вас небольшие тепловые электростанции. К сожалению, у нас мало времени, чтобы «увернуться» от этих сгустков радости. Максимально защитите свою кожу. Кстати, мы упоминали, что вы должны быть в защитных очках?
- Также важно немедленно промыть лед или холодную воду на случайные ожоги припоя. При серьезных травмах как можно скорее обратитесь за медицинской помощью!
- Держите поблизости огнетушитель.Также убедитесь, что он актуален и соответствует коду.
- Вытяжка дыма! Желательно с использованием системы вентиляции, выходящей из здания. Для домашнего использования, а также для любителей, есть много вариантов, включая вентиляторы с фильтрующими ящиками.
- Самое главное, никогда не припаивайте электрические цепи или провода под напряжением. Это может быть потрясающе!
Процедуры очистки
- Держите губку для очистки влажной.
- Также тщательно вымойте руки по окончании пайки.Особенно, если вы потом перекусите. Остающийся припой на пальцах обычно не улучшает вкус еды.
- Кроме того, содержите рабочее место в чистоте и не загромождайте его. Поэтому шнуры от паяльника не будут легко запутываться с другими предметами на вашем рабочем месте. Паяльник может быстро упасть. Как мы уже упоминали, НИКОГДА не беритесь за падающий паяльник. Еще хуже было бы найти паяльник на коленях.
- Наконец, избегайте грязи или частиц при пайке.
Благодарим вас за чтение нашего сообщения в блоге о советах по безопасности при пайке. Продолжайте читать в блоге о пайке печатных плат в этом месяце.
Завершение
Наконец, спасибо, что нашли время прочитать этот пост.
Кроме того, нажмите эти полезные ссылки для получения дополнительной информации:
Наконец, чтобы узнать о сборках жгутов проводов, нажмите ниже:
Краткие советы по безопасности при пайке – Лабораторные ресурсы – Ресурсы для студентов – Электротехника и компьютерная инженерия – Колледж наук и инженерии
Перед началом работы прочтите следующую информацию по технике безопасности при пайке.Эта информация должна быть легко доступна с паяльной станции.
Паяльные инструменты при неправильном использовании могут вызвать серьезные ожоги.
Паяльник
- Никогда не прикасайтесь к нагревательному элементу паяльника. Обычно это выше 400 ° C / 700 ° F!
- Всегда возвращайте паяльник на подставку. Никогда не кладите его на рабочий стол ни на мгновение.
- Используйте зажимные приспособления, чтобы удерживать изделие или компоненты на месте.Это более безопасно, чем использование одной руки, и оставляет обе руки свободными для работы с паяльным инструментом. Если вам необходимо удерживать компонент или провод, удерживайте их пинцетом или зажимами, чтобы предотвратить случайный ожог кожи.
- Дайте паяным соединениям примерно минуту остыть, прежде чем прикасаться к ним.
- Перед заменой паяльного жала убедитесь, что паяльная станция выключена и остыла в течение 5 минут до безопасной температуры.
- Никогда не оставляйте горячие паяльные инструменты без присмотра.Оставайтесь с паяльным инструментом на 5 минут, пока он не остынет до безопасной температуры.
- Следите за тем, чтобы место пайки было чистым и не загроможденным, чтобы предотвратить повреждение или ожог нагретым утюгом.
- Не кладите бумагу и другие горючие материалы рядом с паяльными инструментами.
Поглотитель дыма припой
- Всегда используйте поглотитель дыма. Дым припоя токсичен для организма. Не выполняйте пайку, если поглотитель дыма не работает должным образом, и немедленно сообщайте о любых проблемах – fernandg @ seattleu.edu.
- Расположение поглотителя дыма важно. Поместите поглотитель дыма как можно ближе к вашему объекту, чтобы он втягивал дым в систему фильтрации.
- Откройте окно, чтобы обеспечить лучшую вентиляцию.
- Отдел должен вести учет изменений фильтра. Используйте только угольные фильтры HEPA +. Ежегодно проверяйте правильность работы.
Защита глаз
- Пользоваться защитными очками. Припой может разбрызгиваться на короткое расстояние.
Мыть руки
- Всегда мойте руки водой с мылом после пайки.
Обучение пайке
Обращайте внимание и осознавайте свое окружение
- Будьте осторожны в том, что вы делаете, работайте осторожно. Не используйте паяльный инструмент, если вы не концентрируетесь на работе.
- Не используйте паяльные инструменты в людных местах, где другие учащиеся могут не осознавать опасности.
Избегайте неожиданной операции и ожогов кожи
- Убедитесь, что выключатель питания паяльника выключен, прежде чем вставлять вилку кабеля питания в розетку.
- Другой студент мог использовать паяльную станцию до вас, поэтому будьте осторожны, прежде чем обращаться с ней.
Электробезопасность
- Не используйте паяльник с повреждением корпуса, кабеля или шнура. Немедленно сообщайте о любой проблеме – fernandg @ seattleu.edu.
Золотые правила успешной пайки – Northampton and District Model Railway Club
Базовая пайка
Шесть золотых правил
Металл . Всегда следите за тем, чтобы место, которое вы хотите припаять, было чистым, сухим и обезжиренным. При необходимости очистите поверхность растворителем (MEK, Mek Pak, Plasticweld или аналогами). Область также должна быть яркой, чтобы принять припой. Отшлифуйте металл, чтобы не было окисления.Используйте щетку для царапин, наждачную бумагу, тонкую проволочную вату или абразивную резину (например, блок Gariflex), чтобы сделать металл ярким и блестящим.
Жало паяльника должно быть чистым, без царапин и покрыто слоем мелкодисперсного припоя. Используйте средство для очистки наконечников и очиститель, чтобы кончик оставался хорошо покрытым и блестящим.
Используйте припой с правильной температурой плавления для работы. Все припои, кроме 70 или , подходят для цветных и некоторых черных металлов.
- 70 o припой для белого металла.На самом деле это не припой, а металл под названием Cerabend, который используют сантехники, когда они изгибают медную трубу, чтобы предотвратить ее разрушение или растрескивание. Легко плавится в горячей воде. Используйте с низкотемпературным утюгом (предпочтительно) или стандартным утюгом с переключателем яркости или лампочкой в цепи.
- Следует запомнить – 70 o плохо сцепляется с цветными металлами, но легко прилипает ко всем припоям, поэтому при прикреплении белых металлических деталей, например, к раме локомотива, нанесите тонкий слой лужения на металл рамы. например, сначала с 145 o , затем с помощью 70 o сделайте соединение между белой металлической частью и рамой.
- 145 o используется для пайки более мелких деталей. Этот припой иногда содержит некоторое количество кадмия, поэтому не вдыхайте пары и используйте его в хорошо вентилируемом помещении. Это касается всех паров припоя.
- 188 o и 296 o , используемые для основных соединений. Припои с более высокими температурами плавления могут использоваться, когда требуется более прочное соединение, например, с крупногабаритными рамными локомотивами.
- Для высокотемпературных серебряных припоев (620 o , 630 o и т. Д.) Требуется паяльная лампа или фонарик, и это совсем другой процесс!
Используйте подходящий флюс для металла. Большинство цветных металлов можно паять с помощью коммерческих флюсов (Carr’s и т. Д.), Разбавленной фосфорной кислоты различной силы или кремового флюса, такого как Powerflow. После завершения работы ее следует промыть раствором теплой воды и 10% спирта (метамфетамин, хирургический спирт) или небольшим количеством бикарбоната соды в воде, чтобы получить щелочной раствор. Это нейтрализует кислоту во флюсе и перестанет работать.
Используйте горячий утюг. Однако выключайте утюг, когда им не пользуетесь, например, если вы не собираетесь паять в ближайшие пять минут или около того.Если вы этого не сделаете, вы приготовите кусочек и, в конечном итоге, покроете кончик скрагом, и вам придется полностью переделать банку или получить новую. При повторном включении утюг вернется к температуре в течение минуты или около того, поэтому любая задержка в работе будет очень незначительной.
Быстро входите и выходите. Начните работу с горячим утюгом, выпустите припой и убирайтесь. Если вы оставите утюг на работе слишком долго, вы можете отпаять все близлежащие стыки или вызвать слишком большое растекание припоя.
Сначала потренируйтесь на кусках лома, прежде чем приступить к работе с моделью.Затем, когда ваша уверенность увеличится, начните с чего-то вроде простого травленого вагончика. А если работа идет не так, как надо, остановитесь, выключите утюг, пойдите выпейте чашку чая и повторите попытку позже.
Пайка имеет свои опасности. Кончики утюга очень горячие и могут вызвать серьезные ожоги. Припой содержит тяжелые металлы, которых следует избегать проглатывания, поэтому не ешьте, не пейте и не курите на рабочем месте и тщательно мойте руки перед едой. Избегайте вдыхания паров, особенно от припоя 145 o .Да, и если вы уроните горячий утюг – не пытайтесь его поймать! Чертовски больно, когда ты поймаешь не тот конец!
Соблюдайте эти простые правила и рекомендации, и вы паять успешно.
Следите за нами и ставьте лайки:
Пайка, обращение с печатными платами и доработка: Рекомендации по монтажу
ОчисткаОстатки флюса могут быть гигроскопичными или кислыми и должны быть удалены. Пассивные компоненты обычно приемлемы для использования со всеми растворителями, описанными в спецификациях MIL-STD-202 и EIA-RS-198.Допускаются растворители на спиртовой основе, также приемлемы системы очистки воды с надлежащим контролем.
Следует позаботиться о том, чтобы компоненты были тщательно очищены от остатков флюса, особенно пространство под компонентом. В противном случае такие остатки могут стать проводящими и эффективно обеспечить обход конденсатора с низким сопротивлением.
Избыточная ультразвуковая мощность или прямая передача вибрации на печатную монтажную плату может вызвать резонансную вибрацию на плате.Это может вызвать трещину в чувствительных компонентах (например, конденсаторе MLCC) или его паяных соединениях с платой и ухудшении прочности клемм конденсатора. Во избежание этого рекомендуются следующие условия очистки:
Мощность: ≦ 20 Вт / л
Частота: ≦ 40 кГц
Продолжительность: ≦ 5 мин.
ПРИМЕЧАНИЕ: Подробная информация относится к JEITA ET-7405, а размер ванны составляет 250 мм X 200 мм X 180 мм (глубина)
Наиболее часто рекомендуемая частота ультразвука – 40 кГц.Она считается «универсальной частотой», потому что она, как правило, безопасна для использования в большинстве приложений и обеспечивает наиболее интенсивную энергию кавитации для удаления наиболее распространенных типов загрязнений (масла, смазки, металлической стружки) с самого широкого диапазона подложек. Более низкие частоты, такие как 20 или 25 кГц, создают более крупные кавитационные пузыри, которые более агрессивны при взрыве. Более высокие частоты (68–250 кГц) будут производить меньшие кавитационные пузырьки с меньшей энергией, но их больше.
Перед тем, как начать производственный процесс, проверьте оборудование / процесс очистки, чтобы убедиться, что они не разрушают компоненты. После монтажа подвергается жесткой ультразвуковой очистке; мытье душа; Покрытие малярными лентами может привести к отслаиванию концов компонентов. При очистке следует соблюдать осторожность.
Пост пайкиПосле того, как компоненты SMD припаяны к плате, любой изгиб или изгиб печатной платы вызывает напряжение в паяных соединениях компонентов.Для устройств с выводами напряжения поглощаются податливостью металлических выводов и обычно не вызывают проблем, если напряжение не достаточно велико для преодоления снятия напряжения, обеспечиваемого выводом.
Керамические конденсаторыболее восприимчивы к таким нагрузкам, потому что у них нет подходящих выводов и они хрупкие по своей природе. Наиболее частый вид отказа – низкое сопротивление постоянному току или короткое замыкание. Второй вид отказа – это значительная потеря емкости из-за разрыва контакта между наборами внутренних электродов.
Распространенные причины механического растрескивания
Трещины, вызванные механическим изгибом, очень легко идентифицировать и обычно принимают одну из следующих двух общих форм:
Основные правила безопасности при пайке – SoftSoldering.com
* Обратите внимание, что этот сайт все еще находится в стадии строительства. Загляните в ближайшее время, чтобы увидеть фотографии, видео и другие впечатления! SoftSoldering.com является участником программы Amazon Services LLC Associates, партнерской рекламной программы, предназначенной для предоставления сайтам средств зарабатывать рекламные сборы за счет рекламы и ссылок на Amazon.com. Если вы совершите покупку по одной из моих ссылок, я получу небольшую комиссию (бесплатно для вас). Он держит свет в блоге, так что большое спасибо, если вы это сделаете! 🙂
Использование техники Тиффани для пайки мягким припоем ювелирных изделий в домашних условиях может быть веселым, безопасным и прибыльным хобби. Важно помнить, что вы работаете с расплавленным металлом, а также с некоторыми расходными материалами, которые могут выделять ядовитые летучие органические соединения и потенциально опасные пары. Но не волнуйтесь! Легко оставаться в безопасности, имея несколько специальных средств защиты и общее понимание того, с чем вы работаете.
* Добро пожаловать! Эти сообщения могут содержать партнерские ссылки на продукты, которые мне нравятся и которые могут облегчить ваше путешествие по мягкой пайке. Если вы совершите покупку по моим ссылкам, я получу небольшую комиссию, так что спасибо вам большое, если вы это сделаете! 🙂
Огнетушитель
Я имею в виду… вы работаете с теплом, электричеством и тем, что мне кажется наиболее близким к современной алхимии… возьмите огнетушитель. Он нужен каждому – поэтому у немногих из нас он есть.Это одна из тех вещей, которые должны быть в каждом доме – так что держите ее под рукой при пайке.
Проветривайте, проветривайте, проветривайте!
Используйте вытяжку рядом с работой! Если бы вы купили только один элемент для пайки, основанный на безопасности, это. является. ЭТО. Независимо от того, работаете ли вы рядом с открытым окном или нет, оно вытягивает из воздуха гадости, которые выделяются при воздействии высокой температуры на припой и флюс, и надежно удерживает их в сменных фильтрах.
Держите его как можно ближе к работе – чем ближе он сидит, тем эффективнее.Вытяжной вентилятор защитит вас, но также и всех остальных в помещении. Случайные частицы будут задерживаться фильтром вместо того, чтобы оседать на вашей мебели, прилавках и т. Д.
Кроме того, не паяйте рядом с птицами – они не зря использовали канареек, чтобы узнать, есть ли ядовитые газы в шахтах – их хрупкие маленькие системы легко выходят из строя в плохом воздухе. У кошек могут возникать респираторные проблемы с большей вероятностью, чем у других животных, поэтому лучше не подпускать их к месту пайки.
Наденьте маску.
Маска, которая защищает от опилок, никуда не годится – вам нужна настоящая паровая маска, чтобы не допустить попадания гадостей в легкие. Купите один со сменными фильтрами – это единовременное вложение, которое может спасти вас от профессиональной астмы и даже кожных реакций (да, я знаю, это звучит странно, но вдыхание определенных паров может сделать вашу кожу более чувствительной к ним позже).
Наденьте защитные очки
Серьезно, они стоят 2 доллара.Не пропускайте их. Пожалуйста.
Обеспечьте себе жаростойкую рабочую поверхность
Всегда работайте на каменной или керамической поверхности. Пластик может плавиться, а дерево легко покрывается царапинами и царапинами. Керамическая плитка – это отличная рабочая поверхность, которую легко чистить и которую можно убрать, когда вы ее не используете.
Надевайте перчатки.
Когда вы доберетесь до фаз флюса и пайки, рекомендуется надеть перчатки. Флюс довольно кислый и может творить неприятные вещи с пальцами и кутикулой.Кроме того, ваша кожа является самым большим органом вашего тела, и предотвращение всасывания в нее этих неприятных вещей, как правило, является хорошей идеей.
Используйте настоящую подставку для паяльника.
Нет, я не имею в виду тот хлипкий, гнутый кусок металла, который идет в комплекте с вашим паяльником. Я имею в виду ту прекрасную стабильную катушку, которая надежно прикручена к металлической основе, которая надежно сидит на краю вашей рабочей станции.
Любой случайный удар локтем по шнуру может привести к катастрофе утюга.Ожоги второй степени могут случиться всего за миллисекунды с помощью утюга с углом наклона 450 градусов, особенно если вы рассеянно дотянетесь до него, пока он катится по столу. Убедитесь, что он закреплен на надежной термостойкой подставке.
Не допускайте домашних животных
Независимо от того, есть ли у вас животное, которое более склонно к респираторным заболеваниям или нет, лучше не подпускать домашних животных к рабочей поверхности. Во-первых, возбужденное виляние хвостом может привести к запуску утюга через всю комнату или опрокидыванию вещей, а любопытные котята могут заняться вашими делами на чистой рабочей поверхности – без буэно.
* И, как я уже говорил, НИКОГДА не паяйте в комнате с какой-либо птицей.
Носите правильную одежду.
Рубашки с длинными рукавами и брюки, закрывающие ноги (БЕЗ шорт!), Могут показаться излишеством, пока вы в первый раз не уроните себе на колени горячее оловянное украшение. Еще лучше надеть хлопковый или кожаный фартук во время пайки. Синтетическая одежда может плавиться при контакте с расплавленным припоем – и, следовательно, плавить – на вашей коже – избегайте их вообще.
Держите пакет со льдом наготове в холодильнике
Могут возникнуть ожоги. Возможно, с вами такого никогда не случится, но всегда полезно иметь готовый пакет со льдом для хранения в холодильнике. Потому что у подготовленных людей дела идут своим чередом. Просто говорю’.
Ни еды, ни питья
Я думаю, что это само собой разумеющееся, но на тот случай, если вам нравится перекусить, пока вы выполняете поделки, здесь не место, чтобы есть или пить. Токсины, переносимые воздухом, и кислотные / химические вещества могут отравить вас, если вы их потребляете.Так что … пообедай где-нибудь в другом месте. И вымойте руки после пайки – лучше всего подойдет мыло для посуды со щепоткой пищевой соды.
Вот и все!
Как я уже сказал, по большей части вам просто нужно убедиться, что вы все делаете правильно – как и в любом другом хобби. С правильными инструментами и безопасной установкой скамейки для мягкой пайки, описанной выше, все будет в порядке. 🙂
Я попытался перечислить все, что мог придумать, но уверен, что нужно внести некоторые улучшения.Любые предложения приветствуются – напишите мне в комментариях ниже!
Наклейки с предупреждением об опасности, прикрепленные к партиям припоя.
11 июля 1989 г.
Г-н Карл Сеймур
Администратор и кредитный менеджер
Borde Communications
Valsayn Road, CUREPE
Почтовый ящик 897
Порт-оф-Спейн
ТРИНИДАД
Уважаемый г-н Сеймур:
Это ответ на ваше письмо от 12 января в Национальное бюро стандартов относительно этикеток с предупреждениями об опасности, прикрепленных к партии припоя, полученной вашей компанией.Национальный институт стандартов и технологий (ранее Национальное бюро стандартов) направил ваше письмо в Управление по охране труда (OSHA). Примите наши извинения за долгую задержку с получением этого ответа.
В своем письме вы упоминаете, что в течение нескольких лет вы закупали припои в Соединенных Штатах, но недавно поставки припоев содержали предупреждающие надписи, указывающие, что вдыхание паров припоя «может быть вредным и может быть опасным. привести к врожденным дефектам и т. д.«25 ноября 1985 года вступил в силу стандарт OSHA по информированию об опасностях (HCS). Стандарт требует, чтобы производители и импортеры химических веществ оценивали опасность продаваемых ими химикатов и продуктов. во всех отраслях промышленности, а не только в производственном секторе, охватываемых первоначальным стандартом.
В соответствии с HCS производители химикатов или материалов, которые могут создать опасное воздействие во время их использования, должны предоставлять информацию об опасности посредством предупреждающих этикеток, прикрепленных ко всем контейнерам их продукции, и посредством предоставления паспортов безопасности материалов (MSDS) всем последующим получателям. или пользователей их продуктов.Этикетки должны включать идентификацию химически опасного вещества, соответствующие предупреждения об опасности, а также название и адрес производителя, импортера или ответственной стороны. Дистрибьюторы химических веществ также должны соблюдать требования стандарта к маркировке и обеспечивать предоставление сотрудникам паспортов безопасности материалов (MSDS). Кроме того, стандарт требует, чтобы работодатели разработали и реализовали письменную программу информирования об опасностях и сообщали информацию об опасностях своим сотрудникам через официальные программы обучения.HCS включает в себя «нисходящий поток информации», что означает, что производители химикатов несут основную ответственность за создание и распространение информации, в то время как пользователи химикатов должны получать информацию и передавать ее своим сотрудникам.
Стандарт информирования об опасностях OSHA был обнародован, чтобы гарантировать, что все работодатели получают информацию, необходимую для информирования и обучения своих сотрудников по опасным веществам, с которыми они работают, а также для помощи в разработке и внедрении программ защиты сотрудников.Он также предоставляет сотрудникам необходимую информацию об опасностях, чтобы они могли участвовать в мерах защиты, применяемых на их рабочих местах, и поддерживать их.
Таким образом, с ноября 1985 года производители опасных веществ в Соединенных Штатах должны были соблюдать требования Агентства по УО, как описано выше, и именно поэтому поставки припоя, которые вы получали из США, содержали предупреждающие этикетки, упомянутые вами в твое письмо. Что касается вашего конкретного вопроса о том, существуют ли «стандарты для припоя» и «действительно ли припой вреден» для здоровья, OSHA с 1981 года обеспечивает соблюдение своих стандартов воздействия неорганического свинца на рабочем месте.Припой содержит, как вы указали в приложениях к вашему письму, большой процент свинца. Во время пайки персонал рискует подвергнуться воздействию паров свинца. Текущий стандарт OSHA для профессионального воздействия свинца во время пайки установлен на уровне 50 микрограммов свинца на кубический метр воздуха (50 мг / м3), измеренном как 8-часовое средневзвешенное воздействие (например, воздействие свинца на сотрудников в воздухе, измеренное и в среднем за 8-часовой рабочий день). Стандарт OSHA устанавливает требования к обеспечению мониторинга окружающей среды (рабочего места), ведению документации, обучению и обучению сотрудников, медицинскому надзору, защите от медицинского удаления, гигиеническим помещениям и другим требованиям, которые должны соблюдаться работодателями, если воздействие свинца на их сотрудников превышает указанные пределы. .
В своем письме вы также спрашиваете о «вредных побочных эффектах, возникающих при вдыхании паров флюса припоя». «Флюс припоя» обычно относится к веществу, наносимому при пайке и пайке твердым припоем на части соединяемой поверхности, и которое действует при приложении тепла для предотвращения образования оксида и облегчения течения припоя. Флюсы могут содержать соли гидразина и / или другие вредные или токсичные соединения, воздействие которых само по себе может представлять опасность для здоровья, опять же в зависимости от продолжительности и количества (или дозы) воздействия.Информацию о химическом составе любых флюсов для припоя, которые вы можете использовать, можно получить на этикетках в паспорте безопасности материалов, прилагаемом к флюсам, если они производятся в Соединенных Штатах. Чтобы вы знали, имеют ли место эти или какие-либо другие виды вредного воздействия на вашем рабочем месте, вы можете попросить компетентного специалиста по гигиене труда, такого как промышленный гигиенист, провести обследование вашего рабочего места и разработать программу гигиены труда. для ваших сотрудников.Мы не можем сказать вам, какие вредные воздействия, если таковые имеются, происходят или могут произойти на вашем рабочем месте; такая оценка может быть произведена только после проведения обследования безопасности и здоровья на месте. В интересах безопасности и здоровья было проведено обследование безопасности и здоровья вас и ваших сотрудников, вы можете организовать такую оценку. Результаты обследования безопасности и здоровья на месте позволят вам разработать программу безопасности и здоровья, специфичную для вашего рабочего места, и предоставить вам необходимую информацию, чтобы обеспечить безопасное и здоровое рабочее место, свободное от признанных опасностей и предотвращающее потенциальную безопасность и здоровье на рабочем месте.