Как правильно варить электросваркой – делаем красивые швы
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
ПодготовкаПрежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат – электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.

- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.

Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой.
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 – 1,5 см, высота 1 – 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода.
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.

Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
И также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Сварные швы в зависимости от скорости сварки
Правильные движения электродомПосле тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
д.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень. Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
- Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.

Манипулирование электродом
Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео
Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
Сварочный шов – как правильно накладывать швы?
Накладывать правильный и качественный сварочный шов можно с легкостью научиться самостоятельно. Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Подготовка к сварным работам
Для выполнения сварных соединений обязательно осуществляется подготовка соответствующего оборудования. Чтобы работать электрической дуговой сваркой, необходимо взять следующие инструменты и материалы.
- Непосредственно само сварное оборудование, которое бывает разного типа.
- Электроды необходимого диаметра — он обычно зависит от того, какая толщина соединяемых элементов.
- Специальный заостренный молоток, которым будут сбивать шлак.
- Металлическая щетка для зачистки участка металла, где формируется сварной шов.
При формировании стыка следует помнить о соответствующих мерах безопасности. Выполнять работы без соответствующей маски, оснащенной специальными световыми фильтрами, не представляется возможным.
Желательно надевать довольно плотную одежду с длинными рукавами, перчатки, сделанные из замшевых материалов.
 Кроме того, следует взять выпрямитель, или трансформатор, если оборудование довольно старое. Однако в последнее время все чаще накладывают сварные швы при помощи инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Кроме того, следует взять выпрямитель, или трансформатор, если оборудование довольно старое. Однако в последнее время все чаще накладывают сварные швы при помощи инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами.
Электродуговая технология подразумевает использование электродов с так называемой обмазкой. При подаче напряжения на электрод и сварные элементы с ее помощью образуется специальная газовая зона над ванной. За счет нее происходит абсолютное вытеснение воздуха, что не допускает непосредственного контакта кислорода и свариваемых металлов. Когда сваривают элементы, на поверхности соединения формируется шлак, который также не дает расплавленному железу контактировать с воздухом.
Формирование правильного сварочного шва осуществляется при удалении электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку. Защитный слой шлака после того, как металл затвердеет, следует убрать.
Защитный слой шлака после того, как металл затвердеет, следует убрать.
Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости.
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.
Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Когда все эти подготовительные работы завершены, осторожно зажигают дугу. Делать это нужно следующим образом: электрод держат под углом к заготовкам примерно 60 градусов, его медленно ведут по поверхности металла вплоть до появления искр. Затем им слегка касаются заготовок и отводят от них на расстояние примерно 5 мм, образуя тем самым электрическую дугу.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании.
Сварочный шов: как перемещать электрод?
Перемещать электрод при производстве сварных работ следует по одной из трех траекторий.
- Поступательное — электрическая дуга направляется вдоль оси соединяемых элементов. Это позволяет не только поддерживать ее постоянное горение, но и формировать довольно тонкий и прочный сварной шов.
- Продольное — позволяет обеспечить получение ниточного шва различной высоты, которая будет напрямую зависеть от того, с какой скоростью происходит перемещение электрода. По сути, соединение получается весьма прочным, но для его усиления придется совершать некоторые поперечные движения.
- Поперечное — обеспечивает формирование требуемой ширины сварного соединения. Оно подразумевает выполнение колебательных движений. Ширина шва выбирается на основе толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ применяют все эти движения, которые при сочетании друг с другом образуют конкретную траекторию. Она обычно своя у каждого сварщика. В принципе сама по себе траектория не слишком важна, главное, чтобы кромки заготовок были как можно лучше проплавлены и, соответственно, получился шов с заранее заданными параметрами.
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
В отличие от плоских деталей, при сваривании труб электрод держат под углом 45 градусов. Максимальная высота данного соединения должна составлять не более 4 м. В зависимости от толщины труб ширина шва может быть достаточно большой — в некоторых случаях до 4 см. При проведении промышленных работ для получения полноценного и долговечного соединения участки, где будет формироваться шов, очищают от жиров, ржавчины и прочих загрязнений, которые могут снизить прочность шва.
Сварка подразумевает постоянное совершенствование навыков, только в этом случае удастся получить наиболее качественное соединение, которое будет служить в течение долгого времени.
Как правильно класть сварочный шов: разновидности, возможные ошибки
Сварка – самый популярный способ соединения металлических изделий. Но, часто применяемый, не значит простой. Науке, как правильно класть шов сваркой, нужно учиться так же, как и другим. Несложно приобрести теоретические знания и даже получить удостоверение об окончании профильного обучения. При первом опыте выясняется, что не всегда можно выполнить красивый сварочный шов.
Опытные мастера знают, как правильно наносить сварочный шов. Но, и они могут столкнуться с нештатной ситуацией, поскольку техника в сварном деле идет вперед и промышленность выпускает более современное оборудование. Следует постоянно повышать свою квалификацию и осваивать новые методы, как правильно делать шов сваркой.
Виды сварок
Разные виды сварок отличаются друг от друга способом воздействия на соединяемые материалы.
- Дуговая. Самый часто применяемый вследствие его простоты способ. При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр – от ширины сварного шва.
- Газовая. Источником тепла при газовой сварке выступает горелка. Из нее действием сильного давления выходит пламя, которое образовалось при горении смеси, состоящей из горючего газа типа ацетилена и кислорода.
- Полуавтоматическая. Используется механический прибор – полуавтомат. Роль электрода выполняет проволока при автоматизированной ее подаче. Туда же поступает газ, задачей которого является защита расплавленного металл от агрессивного воздействия среды. Имеется возможность установки различных режимов, что делает возможной сварку многопроходных швов полуавтоматом.
- Автоматическая. В отличие от полуавтоматики весь процесс проводится сварочным аппаратом. Необходима только настройка автомата для конкретной операции.
- TIG сварка. Популярностью пользуется у профессионалов. Привлекает ее универсальность и возможность сваривать металл разной толщины.
 При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр – от ширины сварного шва.
При дуговой сварке в качестве плавящего инструмента используют электрод. С помощью него возбуждается дуга и удерживается на всем протяжении процесса сварки. Электрод выбирают в зависимости от марки металла, а его диаметр – от ширины сварного шва.
Независимо от того, какой вид сварки применяется, правильный сварочный шов получится в результате соблюдения требований технологического процесса, проведения подготовительных работ, выполнении рекомендаций.
Разновидности сварных швов
Как правильно делать сварочный шов во многом зависит от его вида.
Геометрические параметры шва включают в себя его ширину, протяженность, глубину залегания, размер выпуклости. Красивые сварные швы могут получиться только при удачном подборе его параметров для каждого конкретного случая.
Стыковые швы получаются при обычном соединении поверхностей металла или их торцов. Много времени для такого процесса не требуется. Потребление металла также является минимальным. При соединении тавровым способом в результате получается конструкция, имеющая вид перевернутой буквы “Т”.
Достоинством метода является то, что с его помощью возможно соединение элементов, имеющих значительную разницу в ширине. Использование установки “лодочкой” делает процесс сварки более удобным и уменьшает вероятность появления дефектов. Обычно такое соединение осуществляется за один проход.
Угловое соединение обычно выполняется под прямым углом, но возможны и небольшие отклонения от этой величины. Более прочным соединение получается при проварке с двух сторон. Метод внахлест подходит для тонких деталей. При накладывании одной детали на другую проваривание осуществляется с двух сторон.
Важным моментом, как правильно класть сварочный шов, является удачный выбор скоса кромок. Имеются различные варианты. Кроме того, возможно соединение без скоса кромок, например, при способе внахлест.
Подготовка
Значительным по своей важности моментом, как сделать красивый шов при сварке, является правильное проведение подготовительных работ. Поскольку процесс сопровождается появление огня, необходимо вдумчиво подготовить рабочее место сварщика, выполняющего работу. Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Обеспечить его защитной одеждой и маской. Около места проведения работ не должны находиться легковоспламеняющиеся предметы и материалы.
Свариваемое изделие необходимо очистить от загрязнений, пыли, остатков на его поверхности пятен краски, жира и масла. Кроме механического воздействия допустимо применение растворителей или спирта.
Если используется сварочное оборудование, то следует предварительно проверить его работоспособность. Затем выбрать режим и выставить необходимые параметры. При неисправности прибора его эксплуатация строго запрещена.
Возбуждение дуги
Одним из основных моментов, как правильно варить сваркой швы, является грамотное возбуждение дуги. Следует выбрать один из известных способов. Первый из них заключается в том, что, держа электрод в руке, его кончиком прикоснуться к металлу и отвести быстро назад на расстояние 2-4 миллиметра. Промедление грозит прилипанием электрода к металлу. Результатом станет появление дуги. Если этого не произошло, следует повторить попытку.
Другой способ заключается в том, что быстрым движением провести электродом по поверхности металла и сразу приподнять его на несколько миллиметров. Одним из секретов, как правильно накладывать сварочный шов, является поддержание во все время процесса сварки короткой дуги. Это обеспечит плавность сваривания и получения качественного шва с хорошим внешним видом. Однако, при чересчур короткой дуге возможно прерывание процесса, что вызовет появление дефекта в виде кратера. Для продолжения работы кратер необходимо заварить.
Бесконтактный способ возбуждения дуги возможен при использовании осциллятора. Он служит дополнением к главному сварочному аппарату. Для возбуждения дуги электрод следует приблизить к металлической поверхности на расстояние порядка 5-ти миллиметров. Затем следует нажать соответствующую кнопку на осцилляторе и дождаться появления сварочной дуги.
Положение электрода
Знание, как класть сварочный шов, начинается с умения выбрать нужное положение электрода. Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству.
Иначе, может произойти ситуация, при которой произойдет шлакование шва, что не пойдет на пользу его качеству.
Существует три варианта положения электрода при сварке. Первые два предполагают его наклон в разные стороны в одинаковых пределах, а третий происходит под прямым углом.
Способ “углом вперед” подразумевает движение вперед от сварщика. Он подходит для сваривания нетолстых металлов в вертикальном и горизонтальном положениях. При “угле назад” движение осуществляется по направлению к сварщику. Удобно применять на коротких дистанциях для сваривания стыковых и угловых швов. В труднодоступных местах используется положение угла 90 градусов. Это несколько сложнее, но решает вопрос со сваркой потолочного шва.
Движения электродом
Идеальный сварочный шов, вернее приближение к нему, возможен при удачном выборе способа движения электрода при сварке. Самые обычные движения – по оси электрода и вдоль оси шва. Но простое перемещение по заданному направлению не принесет желанного результата. При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
При этом будет получен узкий нитевидный шов. Его можно использовать в качестве первого шва при многопроходной сварке.
Для получения нужного эффекта движения должны носить колебательный характер. Это обеспечит получение шва нужной ширины, хороший прогрев не только корня шва, но и его кромок.
Траектории, по которым происходит колебательное поперечное движение:
- зигзаг;
- петля;
- ломанная линия;
- елочка или треугольники;
- полумесяц;
- серп.
Все движения выполняют поперек направления сварного шва.
Ломанную линию используют, когда предстоит сварка металлических листов встык в нижнем положении. Полумесяц выбирают для стыковых и угловых швов. Перед сваркой елочкой необходимо предварительно сделать наплавку небольшой поверхности, на которой она будет держаться. Простая техника ведения электрода елочкой состоит в том, что, передвинув его в горизонтальном направлении, поместить затем чуть выше в середину шва.
Движения полумесяцем могут применяться при ТИГ сварке. При этом ширина шва будет большой, но ее можно контролировать при самом процессе сварки. Поперечные движения полумесяцем гарантируют хорошую проварку кромок деталей.
Применение петли обеспечивает красивые соединения при сварке тонких металлов. Цепочка петель должна быть непрерывной. Применение петлеобразных движений оправдано, когда необходимо хорошо прогреть края шва. Особенно это важно, когда происходит сварка деталей из высоколегированной стали. Амплитуду возвратно-поступательных движений выбирают в зависимости от необходимой ширины шва.
Выбор схемы движения для решения задачи, как сделать красивый сварочный шов, зависит от его положения в пространстве. Швы бывают горизонтальными и вертикальными. Горизонтальный шов, расположенный наверху, называется потолочным. Он является самым трудным для выполнения, поскольку сварщик должен долго находиться в неудобной позе. Горизонтальный шов можно выполнять двумя способами – движениями налево или направо.
При сварке в вертикальном направлении направление движения шва – снизу вверх. Создание вертикального шва является более трудным, чем горизонтального, поскольку происходит интенсивное стекание вниз расплавленного металла. Если вести движение сверху вниз, то капли металла при застывании образуют твердую преграду для продолжения шва. Сварку вертикального шва следует вести при короткой дуге.
Включения
Посторонними включениями называют полости внутри шва, заполненные шлаком, флюсом, оксидом, инородным металлом.
При попадании в сварочный шов частиц шлака образуется дефект, называемый шлаковыми включениями. Сварочный шов шлакуется при недостаточно хорошей зачистке кромок и сварочной проволоки от загрязнений и оксидов. К другим причинам, почему шлакуется сварочный шов, относятся: сварка длинной дугой, маленькое значение тока, слишком большая скорость процесса сварки. Если осуществляется многопроходный шов, то шлаки могут попадать внутрь при отсутствии зачистки предыдущих слоев.
Шлаковые сечения уменьшают площадь поперечного сечения шва, что приводит к уменьшению прочности.
Флюсовые включения возникают в результате того, что гранулы флюса не успели раствориться в жидком металле и не всплыли на его поверхность. Чтобы предотвратить эту ситуацию, необходимо использовать флюс высокого качества и предотвратить непреднамеренное попадание его в сварочную ванну. Инородные тела могут попасть в сварочную ванну случайно.
Выбор инвертора
Правильный сварной шов получится при выборе оборудования, подходящего для конкретных условий сварки. Сварочный инвертор – надежный компактный аппарат, отличающийся простотой применения. Характеристики позволяют генерировать ток разной величины, что делает возможным сварку деталей различной толщины и разные марки металлов. Существует автоматическая система отключения при перепадах напряжения сети, перегреве и слишком продолжительном времени работы.
Одной из важных характеристик при выборе инвертора является его мощность. В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
В инструкции по эксплуатации указывается срок беспрерывной работы конкретной модели. Дополнительные опции делают работу с ним более удобной.
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.
- Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
- Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
- Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбранные режим сварки, тип электрода, величина тока.
- Слишком большая или маленькая длина дуги.
- Использование сварочного оборудования с просроченным сроком поверки.
- Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную раковину.
 Появляются трещины, подлежащие ликвидации.
Появляются трещины, подлежащие ликвидации.Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
- недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
- большое содержание влаги на кромках и электроде;
- наличие в зоне сварки сквозняков;
- некачественные электроды;
- большая разница в химическом составе основного и присадочного материалов.

Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Интересное видео
Как сделать сварочный шов идеальным
Как сделать красивый и правильный сварочный шов, если нет опыта. В наше время сварной шов можно встретить практически в каждой существующей отрасли. Но большинство владельцев домов прибегают к услугам профессионалов, хотя на самом деле такой навык можно легко получить самостоятельно и здорово экономить, тем более, что сварочный процесс достаточно интересен, и от сварки обычных инструментов вас может потянуть к созданию необычайно красивых изгородей.
Обучиться делать правильный сварочный шов несложно, главное, чтобы вы разобрались со всеми нюансами и можете смело переходить непосредственно к процессу.
Подготовительный этап
Перед тем, как начать проходить любое обучение и понять, как именно вы будете варить электрической сваркой, следует обязательно запастись некоторыми принадлежностями заранее, чтобы все было под рукой.
Для сварки вам потребуется:
- Сварочный аппарат – электрическая сварка.
- Набор электродов. Учтите, что у них бывают разные диаметры и их следует подбирать в зависимости от толщины и плотности металлического участка. Они нужны для того, чтобы подводить ток к сварочному шву. Начинающим мастерам настоятельно рекомендуем покупать стержни с нагревающимися и легко плавящимися составами.
- Перчатки и резины с длинными рукавам. Лучше всего использовать замшевые.
- Маска, которая оснащена затемненным светофильтром.
- Плотная рабочая одежда.
- Молоток, который потребуется для сбивки шлака (речь идет о стекловидном материале).
- Щетка для очищения швов.
- Трансформатор – его применяют для преображения напряжения сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер и он нужен в том случае, когда хотите получить сварной шов высшего качества.
- Выпрямитель.

Вместо выпрямителя и трансформатора новички могут использовать другой, более простой механизм, который называется инвертором. Он очень удобный, а еще является универсальным. При помощи него можно будет сварить и сплавы из алюминия, и надежные высокопрочные стальные сплавы.
С ним в комплекте обычно идет пара проводов, на концах которых есть зажимы. На один конец следует вставить электрод, а на вторую прикрепить детали, которые нужны для сварки. Также никогда не забывайте о технике безопасности!
До того, как вы начнете сварочные работы, следует выполнить подготовку рабочей поверхности, и в этом случае нужно будет убирать с поверхности ржавчину (для этого обработайте ее шкуркой, наждачной бумагой или даже болгаркой). Если этого не сделать, то могут появиться проблемы при розжиге дуги.
Технология процесса сварки
Сварка представляет собой процесс, который возделывается под действием высокой температуры. Именно под ее воздействием обрабатываемая поверхность начинает расплавляться, и образуется ванна, в которой смешивается главный металл с сердцевиной из металла электрода. Размер полученной ванны может быть разным, и многое зависит от изначального типа сварки, расположения к поверхности, скорости перемещения дуги и прочего. По усредненным данным, ширина сварки бывает от 0.8 до 1.5 см, а высота от 1 до 3 см, глубина составляет 0.5 см.
Именно под ее воздействием обрабатываемая поверхность начинает расплавляться, и образуется ванна, в которой смешивается главный металл с сердцевиной из металла электрода. Размер полученной ванны может быть разным, и многое зависит от изначального типа сварки, расположения к поверхности, скорости перемещения дуги и прочего. По усредненным данным, ширина сварки бывает от 0.8 до 1.5 см, а высота от 1 до 3 см, глубина составляет 0.5 см.
Кислород во время соединения с металлом может оказываться ненужное воздействие на стыковку шва, и именно по этой причине электрод будет покрыт особой обмазкой, которая во время плавления будет образовывать такую газовую зону в области дуги, а также над расплавленной ванной, куда не попадает воздух. Именно по этой причине металл не будет взаимодействовать с кислородом. Более того, поверх шва начинает образовываться шлак, который тоже способен препятствовать взаимодействию кислорода и сплава. На финишном этапе он будет считаться щеткой.
Тренировочное упражнение с зажиганием дуги
Как сделать сварочный шов идеальным? Перед любым видом деятельности следует для начала поднабраться опыта.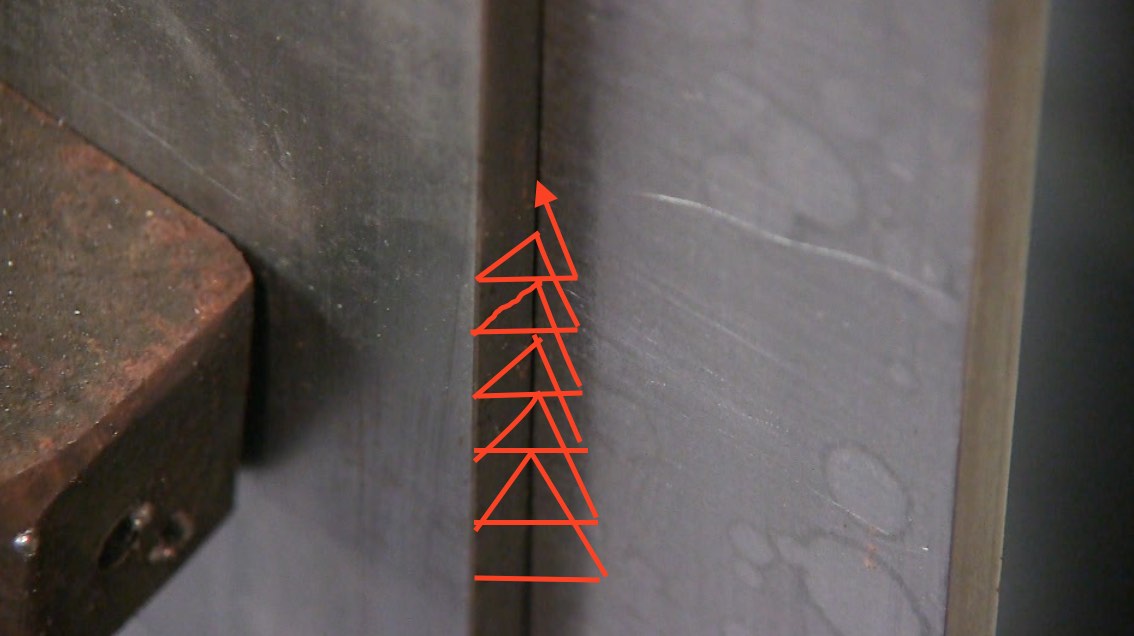 То же самое касается сварочного процесса, поэтому перед тем, как начать сплавлять несколько металлов, следует потренироваться, и сделать на лишнем или старом листе металла валики. Тут потребуется очистить поверхность от ржавчины и грязи.
То же самое касается сварочного процесса, поэтому перед тем, как начать сплавлять несколько металлов, следует потренироваться, и сделать на лишнем или старом листе металла валики. Тут потребуется очистить поверхность от ржавчины и грязи.
Далее нужно зажать электрод в держателе сварочного аппарата (инверторе). После этого для того, чтобы переместить ток в зону для плавления, следует просто почиркать, или же вы можете сделать это движение постукиванием. Далее, когда будет создана электрическая дуга, электрод нужно направить на заготовку, и отметим сразу тот факт, что зазор между металлической поверхность и электрической дугой должен быть одинаковым на всем промежутке, но не менее, чем 0.3 см, и не более, чем 0.5 см.
Обратите внимание, что если зазор между металлом и дугой постоянно менять, то дуга из электричества разорвется, а сварной шов получится некрасивым, с недостатками.
Обычно электрический стержень держат под углом наклона в 71 градус. Вы можете его отклонять вперед/назад таким образом, как будет удобнее. В дальнейшем наклон можно поменять в зависимости от специфики сварки и удобства мастера. Кроме того, на этапе тренировки следует прочувствовать силу тока электрической сварки, чтобы подача была стабильной. Если сила тока будет небольшой, то дуга из электричества будет гаснуть, а если большой, то металл начнет расплавляться. Опыт в работе со сваркой приобретается путем метода проб и ошибок.
Вы можете его отклонять вперед/назад таким образом, как будет удобнее. В дальнейшем наклон можно поменять в зависимости от специфики сварки и удобства мастера. Кроме того, на этапе тренировки следует прочувствовать силу тока электрической сварки, чтобы подача была стабильной. Если сила тока будет небольшой, то дуга из электричества будет гаснуть, а если большой, то металл начнет расплавляться. Опыт в работе со сваркой приобретается путем метода проб и ошибок.
Правильные движения при помощи электрода
После того, как вы потренируетесь валиками, начнут получаться красивые и ровные углубления, можно начать приступать к тренировке сварочного шва. Именно тут вы сможете понять, как правильно класть идеальный шов электрической сваркой. Этот этап будет посильным для начинающих, которые успели набить руку на валиках, прочувствовать нужную силу тока, и расстояние между зазорами.
Для сварного шва следует для начала подготовить все нужное оборудование, как это было описано выше (зажгите электрическую дугу). Отличительной чертой будет то, что рука мастера в этот раз будет двигаться не по прямой, а по косой траектории, и делать легкие колебательные движения с малой амплитудой. Выглядит все так, как будто мастер старается переместить плавящийся, раскаленный металл от одного края элемента сварки к другому. Движения могут отличаться, и быть похожими на зигзаг, петли, или даже напоминать повторяющиеся изгибы, к примеру, как серпы или елки.
Траекторию можно различать по направлениям:
- Поступательное. Перемещение электрода получается вдоль его оси, и для этого будет достаточно поддерживать стабильную длину электрической дуги.
- Продольное. Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.
- Колебательное. Такая траектория дает возможность получать необходимую ширину шва, и сделать можно будет, совершая колебательные движения рукой. Высота волны колебания подтирается исходя из того, какого размера должен быть желаемый стык.
 Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.
Это самый тонкий шов, который похож на ниточку. Чтобы вы смогли его накладывать, требуется придерживать высота, которая зависит от скорости, с которой движется стержень с электричеством. Для того, чтобы вы смогли закрепить полученный шов, следует проделать и поперечное направление движения.Тренировку можно проделать на ненужном листе металла. Для начала стоит начертить мелом линию таким образом, чтобы ее было видно сквозь затемненное стекло в маске для сварки. Далее, вдоль линии следует прочертить электродом шов по любой траектории, перечисленной выше. После того, как остынет стык, от него молотком нужно отбить шлак, и тогда будет красивый шов.
Для получения таких первоначальных навыков можно смело начинать со сварки соединительных швов.
 Они могут быть разной формы – вертикальные, и горизонтальные, стыковые, углообразные, внахлест и прочие. После того, как вы почувствуете, что рука стала двигаться увереннее, можно начать попробовать варить ажурные и красивые швы.
Они могут быть разной формы – вертикальные, и горизонтальные, стыковые, углообразные, внахлест и прочие. После того, как вы почувствуете, что рука стала двигаться увереннее, можно начать попробовать варить ажурные и красивые швы.Лучше всего информация усваивается с визуальным восприятием, поэтому рекомендует посмотреть видео в конце статьи. Так вы сможете самостоятельно научиться навыку работы с электрической сваркой. Не забывайте о покупке необходимых принадлежностей и инструментов, а еще не забывайте о том, что такое занятие опасное, и поэтому для проведения работ обязательно нужна будет специальная оснастка, а также защитные меры. Чтобы освоить такой тип работ, следует заранее потренироваться на листе металла, который вам не нужен.
Сварка углового шва – как сделать правильный сварочный шов ВИДЕО
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги – в процессе сварки при ее обрыве.
Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги – в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию (“прилипнет”).
Отрывать “прилипший” электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички. Используйте наиболее удобный для вас способ.
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать “прилипание” электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество оксидов.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.

При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а – в горизонтальной плоскости; б- в вертикальной плоскости.
В конце шва нельзя резко обрывать сварочную дугу и оставлять на поверхности металла кратер, являющийся концентратором напряжений и зоной с повышенным содержанием вредных примесей. Во избежание образования кратера необходимо прекратить перемещение электрода, т. е. произвести задержку на 1-2c, затем сместиться назад на 5 мм и быстрым движением вверх и назад оборвать дугу.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют “ниточным”. Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера. Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
Она должна хорошо сплавиться с основным металлом до того момента, когда начнется поступательное движение электрода в направлении сварки. При этом рекомендуется выполнять небольшие перемещения электродом вдоль оси шва. Однако большинство сварщиков предпочитают перемещать электрод вдоль оси шва без каких-либо продольных колебаний, определяя скорость сварки по формированию валика.
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Широкие швы (1,5-5)d3 получают с помощью поперечных колебаний, изображенных на рис. 3.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны. Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение. Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления. Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера – это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера – это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении. При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения – это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным. Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги). При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в “лодочку”) однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° – сварка “в лодочку” (рис. 11а), а при наклоне под углом 30 или 60° – в несимметричную “одочку” (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис..jpg) 11в
11в
Рис. 11. Положение электрода при сварке “в лодочку”: a – сварка в симметричную “лодочку”; б – сварка в несимметричную ; в – пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в “лодочку”) многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в “лодочку” многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a – порядок наложения слоев; б – траектория движения электрода при выполнении последнего прохода; в – сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a – подготовка соединения к сварке; б – положение электрода при сварке однопроходным швом равных толщин; в – положение электрода при втором и третьем проходе при выполнении многопроходного шва; г – положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности – еще более короткой. Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.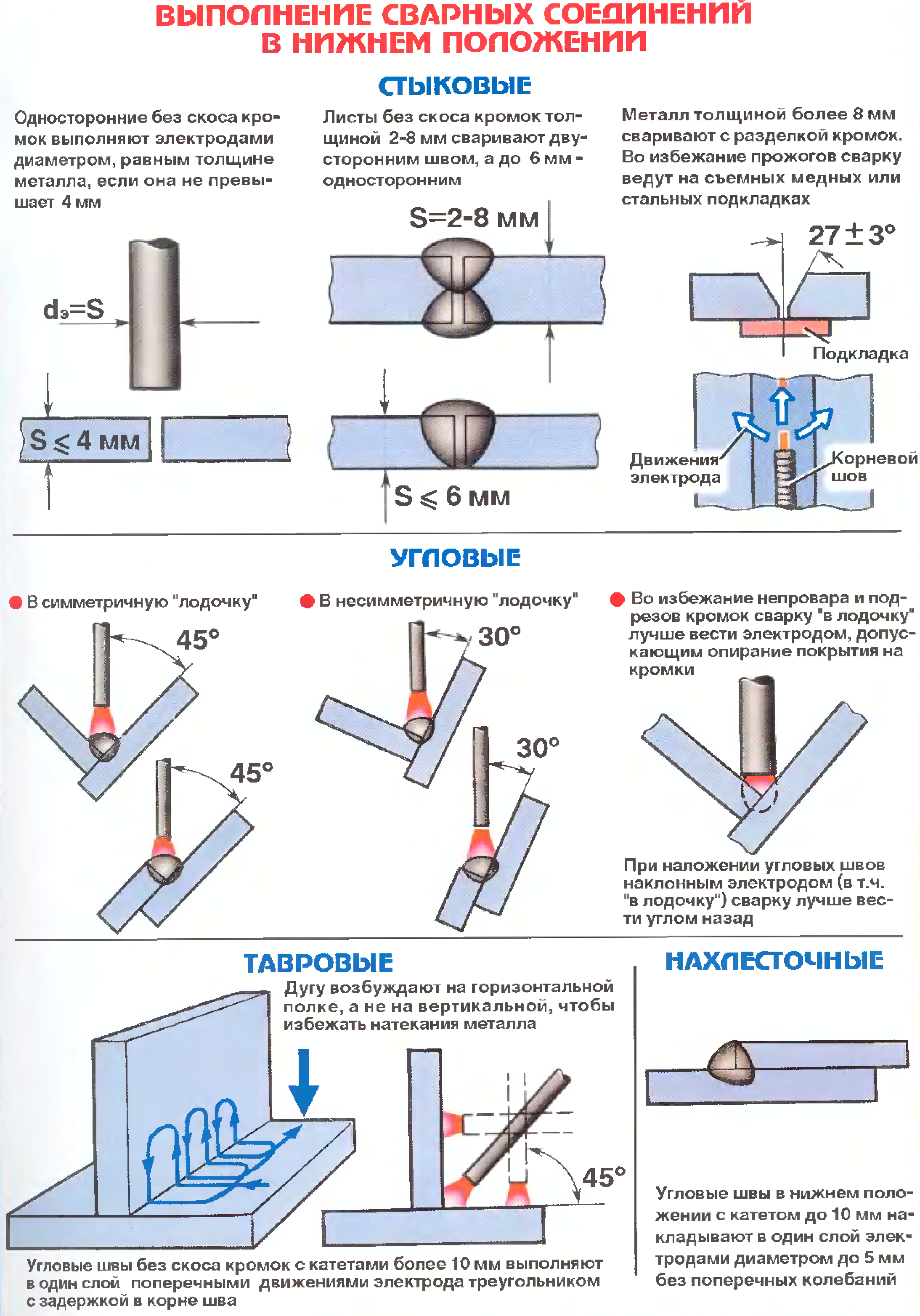
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности – рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a – на прямой полярности; б – на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.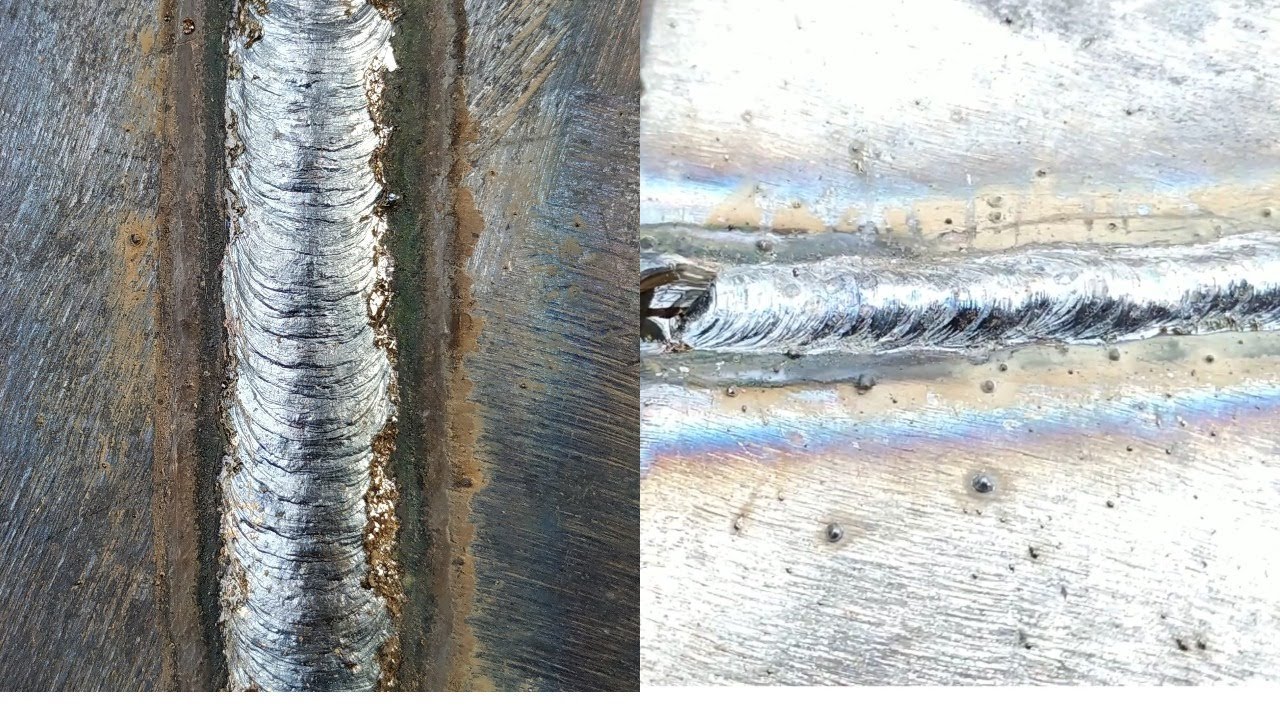
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями – рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a – сварка с поперечными колебаниями электрода; б – пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва.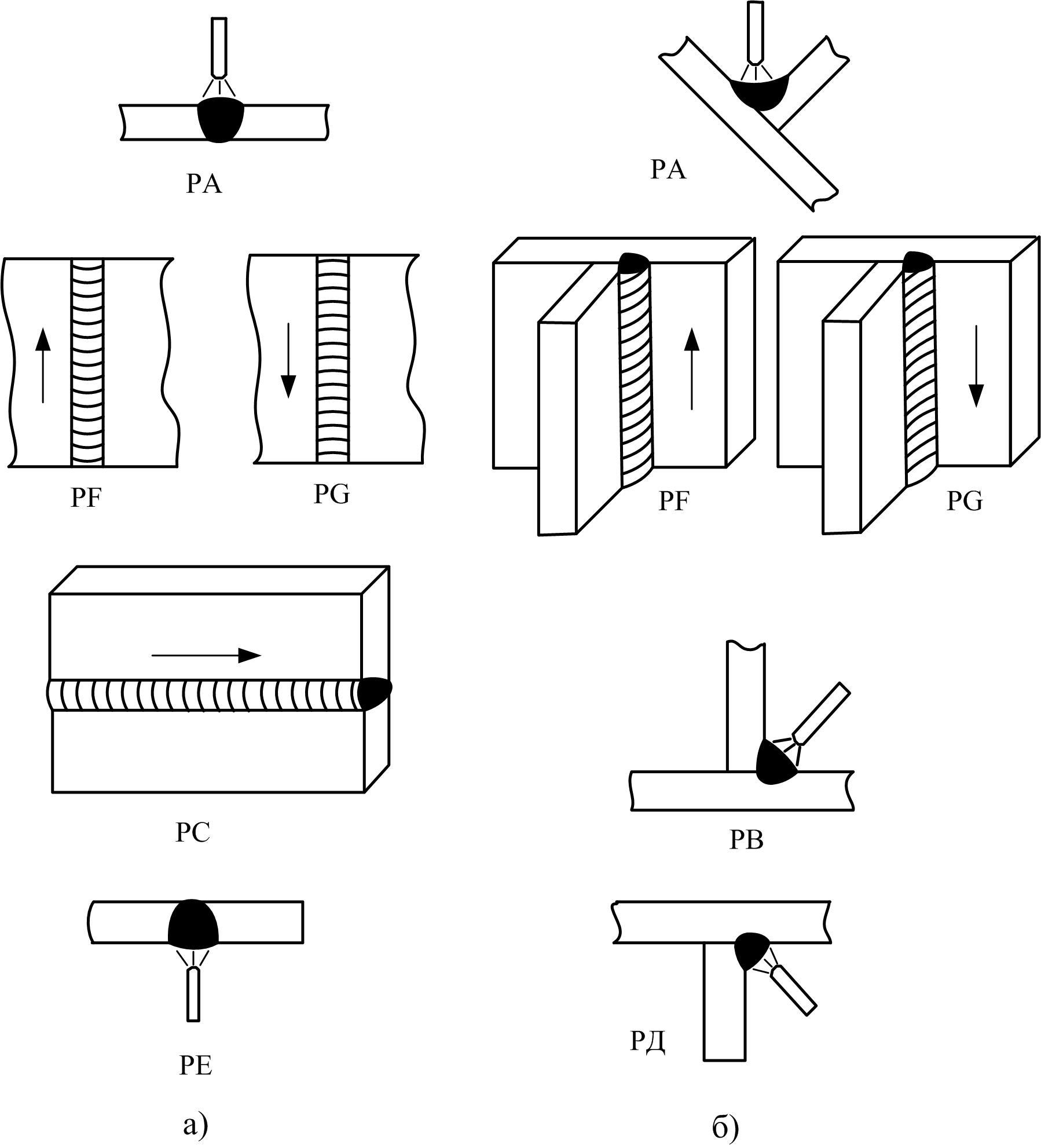 Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате “вылизывания” дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
типы стыков, способы и техника нанесения
Сварка – один из основных методов скрепления двух элементов, а сварочные швы – зоны, соединяющие две металлические заготовки между собой. Получаются такие спайки в ходе расплавления и последующего остывания стали.
Хороший сварщик должен знать виды сварных соединений и уметь наносить все разновидности швов. Без этих навыков невозможно изготовить качественную и долговечную конструкцию.
Сварочные швыТипы стыков
Сварные швы делятся на 5 вариаций:
- нахлёсточные;
- параллельные;
- стыковые;
- угловые;
- т – образные.
Сварочные швы и их разновидности
Нахлёсточные часто используют для создания резервуаров цилиндрической формы, которые планируется эксплуатировать в горизонтальном или вертикальном положении. Свариваемые элементы накладываются внахлёст, но полностью не перекрываются. В итоге получается структура, которая похожа на ступеньку. С торцевых сторон деталей наносятся сварочные швы.
Параллельные способы нанесения применяют для увеличения прочности структуры. Оба составляющих плотно прикладываются друг к другу и скрепляются сваркой со стороны рёбер. Данным приёмом можно укрепить конструкции, на наружность которых будет приходиться сильное механическое воздействие. Однако такую технологию запрещено использовать в ремонте движущихся механизмов.
Угловой шов
Стыковая версия является самой популярной. Свариваемые части должны находиться в одинаковой плоскости, одна напротив другой. Такой стык используется для скрепления водопроводных труб, дымоходов, хранилищ или стальных колонн. Также эту систему эксплуатируют в машиностроении, при изготовлении воздушного и водного транспорта, на военных заводах. Да, и создание подобной «склейки» требует минимум средств и времени.
Угловые виды сварных швов хорошо применимы для скрепления нескольких заготовок, которые необходимо расположить под прямым углом. Заготовка делается следующим образом: под углом 90° устанавливаются детали (в виде символа «Г»), а в месте примыкания краёв накладывается сварной шов. Эта сварка распространена как в промышленности, так и в частном хозяйстве. А с её помощью можно изготовить прочные опоры или котлы.
Тавровый шов
Т – образный или тавровый сварной шов не похож на другие, поскольку готовая часть будет выглядеть как буква «Т». Неопытному человеку будет трудно создать подобное, поскольку в процессе важно учитывать ограничения, относящиеся к удержанию электрода (рекомендуется придерживаться угла в 60°). При этом толщина соединяемых листов может отличаться. Также для выполнения потребуется больше проволоки, а сваренные тавровым методом элементы могут выйти с дефектами.
Техника работы
Движение стержня по сплошной линии будет недостаточно для хорошей сварки, и чтобы стать мастером своего дела, нужно понять технику использования аппарата. Главные особенности технологии – постоянный контроль зазора между составляющими. Если расстояние будет слишком маленьким, то сталь плохо прогреется, что негативно отразиться на его крепости. Следует контролировать и скорость ведения штатива, и основную процедуру спайки. Главное, чтобы расплавленный металл равномерно распределялся по канавке.
Характеристики сварного шва
Как правильно накладывать шов:
- Варить круговыми или зигзагообразными движениями. Траектория должна сохранятся на протяжении всей спайки.
- Держать ручку под правильным углом. Чем острее наклон, тем меньше глубина пропарки.
- Контролировать темп передвижения электрода. Тут всё зависит от напряжения аппарата. Большой ток позволяет двигать держатель с большей скоростью, а швы в итоге будут более тонкими.
- Грамотно выбрать слои спайки. В стыковых местах можно сделать несколько рядов, однако, этой методикой чаще изготавливают тавровый сварной шов.
Учёт этих правил поможет достичь желаемого результата, и специалист безошибочно произведёт любые виды сварочных швов.
Способы нанесения
К методам нанесения относятся:
- Горизонтальный тип. По правилам можно наносить шов как с права на лево, так и в обратную сторону. Тут важно соблюдать приемлемый угол наклона, поскольку излишки расплавленного металла будут вытекать наружу. Если у человека мало навыков, то всю процедуру можно выполнить за 2-3 прохода.
- Вертикальный тип. Рабочая поверхность может располагаться в потолочной или настенной зонах. Сварочные соединения также можно делать двумя методиками: сверху вниз, и снизу вверх. Однако выбирать лучше первый вариант, поскольку тепло от дуги способствует высокому прогреванию сплава.
- Потолочный тип. Выполнять весь процесс нужно очень быстро, сохраняя стабильный темп ведения стержня. Также для сохранения сплава в шве потребуется делать вращательные движения. Следует отметить, что текущая разновидность является самой сложной, и приступать к работе следует после получения необходимого опыта.
Типизация сварочных швов по способу нанесения
С первого раза тяжело понять, какие бывают разновидности, и изучить все технологии. Но регулярная практика сделает из любого новичка настоящего профессионала.
Как определить хороший сварной шов по сравнению с плохим сварным швом
Сварные швы, возможно, не первое, что приходит в голову, когда внимание привлекает великолепный небоскреб или безупречный старинный автомобиль, но это должно быть так. Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка – это способ соединения only двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным и эффективным способом соединения металлов на постоянной основе.
Без сварки изготовленные на заказ изделия из металла, такие как небоскребы, автомобили, лодки, машины, мосты, самолеты, танки и сотни тысяч изделий, не могли бы существовать.
В той или иной форме сварка существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия труда постепенно уступили место бронзе.
Большинство людей сегодня могут быть знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревали до ярко-красного цвета, а затем соединяли друг с другом, чтобы образовался сварной шов.Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка оказывает огромное влияние на нашу повседневную жизнь, сварные швы проверяются визуально и / или физически. Во всех случаях прочный и долговечный сварной шов считается хорошим сварным швом.
Методы сварки
Сварка занимает одно из первых мест среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других. Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит упругость сварного шва и обеспечит отсутствие дефектов на поверхности. Хотя испытания необходимы для проверки полной целостности сварного шва, имеется визуальных индикаторов , которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
AKA: GMAW (газовая дуговая сварка металла)
Применение: Сварка MIG (металл в среде инертного газа) – это наиболее широко используемый и, возможно, самый простой в освоении вид сварки в промышленности и в быту. Это процесс, при котором между плавящимся проволочным электродом и металлом заготовки образуется электрическая дуга. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкий листовой металл и сплавы, такие как низкоуглеродистая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины посередине валика, слишком тонкие и / или отсутствие обесцвечивания основного металла (который должен составлять около 1/8 дюйма).
Узнайте больше на Hobart Welders
Сварка палкой
AKA: Дуговая сварка, дуговая сварка металлическим электродом (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Ручная сварка – это самый простой из всех видов сварки, и с ней легко справиться в домашних условиях.Сварку палкой можно использовать при производстве, строительстве и ремонте. В этом процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение.
Материалы: Обычно используется для обработки углеродистой стали, низко- и высоколегированной стали, нержавеющей стали, чугуна и высокопрочного чугуна. Иногда используется для никеля, меди (и их сплавов) и алюминия.
Признаки плохого сварного шва включают: Брызги, подрезы, видимое отсутствие плавления и трещины.Однако необходимо провести испытания всех сварных швов, чтобы определить адекватное проплавление.
Ознакомьтесь с этим замечательным ресурсом Lincoln Electric с более подробными объяснениями.
Кислородная сварка
AKA: Кислородная сварка и резка, Кислородно-ацетиленовая сварка, Кислородная сварка и газовая сварка.
Применение: Кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали. Этот метод заключается в смешивании кислорода и ацетилена для создания пламени, способного плавить сталь.В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Признаки плохого сварного шва включают: Нижняя сторона сварного шва имеет недостаточное проплавление, чрезмерные скопления металла, сварной шов слишком большого размера, сварные швы меньшего размера, поднутрение, перекрытие, неполное плавление, пористость и / или растрескивание. Чрезмерный рост зерен или наличие твердых пятен визуально определить невозможно.
Узнайте больше на WeldingGuru.com
Сварка TIG
AKA: GTAW (газовая дуговая сварка вольфрамом)
Применение: Сварка TIG (вольфрамовый инертный газ) сравнима со сваркой в кислородно-ацетиленовом газе и требует гораздо большего опыта от оператора. Это еще один процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без необходимости чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Признаки плохого сварного шва включают: выгорание , отсутствие присадочного металла, широкий плоский валик без четкого рисунка валика, неустойчивые валики, включения вольфрама, пористость и / или подрезы.
Узнайте больше на TheFabricator.com
Сварочные испытания
Если сварной шов не выглядит хорошо, это не значит, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо провести рентгеновский тест, тест магнитофлюкс, тест на проникновение красителя или ультразвуковой тест, который ищет пустоты, отсутствие плавления и т. Д.
Качество сварных швов обычно проверяется в зависимости от функции, для которой они предназначены, и в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях. Методики тестирования включают:
Испытания газовой сварки Испытания физических сварных швов Тест кислотным травлением Управляемый тест на изгиб Испытание на свободный изгиб Рентгеновское обследование | Испытание на обратный изгиб Nick Break Test Испытание на разрыв Гидростатические испытания Испытание на магнитные частицы Гамма-тестирование | Флуоресцентный пенетрантный тест Испытания на твердость Тесты Magnaflux Электромагнитные испытания Испытание на акустическую эмиссию Тестирование феррита |
Прочтите о каждой методике тестирования на сайте Welding Guru.com и решите | ||
Советы по устранению типичных дефектов сварки MIG
Дефекты сварного шва часто возникают из-за неправильной техники или параметров, например из-за недостаточного покрытия защитным газом или неправильной скорости движения.
Экономьте время и деньги
Как и в большинстве случаев, сварка время от времени подвержена человеческим ошибкам. Дефекты сварного шва часто вызваны неправильной техникой, параметрами или настройками оборудования.Когда появляется дефект сварного шва, сварщикам важно знать, как исправить ситуацию как можно быстрее.
Пористость при сварке
Пористость, один из наиболее распространенных дефектов сварки MIG, возникает в результате захвата газа сварочным металлом. Недостаточное покрытие защитным газом является одной из самых серьезных причин, и эту проблему можно решить несколькими способами. Сначала проверьте регулятор или расходомер на предмет достаточного расхода газа, при необходимости увеличивая его. Проверьте газовые шланги и сварочный пистолет на предмет возможных утечек и заблокируйте зону сварки, если есть сквозняки.
Для обеспечения надлежащего покрытия защитным газом также важно использовать достаточно большое сопло, чтобы полностью защитить сварочную ванну газом, поддерживать сопло в чистоте и без брызг и следовать рекомендациям производителя по правильной выемке контактного наконечника.
Другие причины пористости включают:
- Грязный основной материал.
- Слишком большой угол наклона пистолета.
- Удлинение проволоки слишком далеко от сопла. Хорошее практическое правило – протягивать проволоку не более чем на 1/2 дюйма за сопло.
- Влажные или загрязненные баллоны с защитным газом. Немедленно замените поврежденные цилиндры.
Термины «холодная шлифовка» и «отсутствие плавления» часто используются как синонимы. Однако они немного отличаются и могут происходить независимо друг от друга или в сочетании друг с другом при сварке MIG.
Отсутствие плавления является результатом того, что металл сварного шва не может полностью сплавиться с основным металлом или с предыдущим наплавленным валиком.Это в первую очередь вызвано неправильным углом наклона сварочной горелки или неправильной скоростью движения. Избегайте этой проблемы, поддерживая угол наклона пистолета от 0 до 15 градусов во время сварки и удерживая дугу на передней кромке сварочной ванны. Иногда необходимо увеличить скорость движения, чтобы сохранить правильное положение дуги. Недостаточный нагрев сварного шва также может стать причиной отсутствия плавления. Это можно исправить, увеличив настройки напряжения или скорости подачи проволоки.
Использование неправильных скоростей движения также может привести к холодному нахлесту, что приводит к переполнению сварного шва и, по существу, перекрытию кончиков сварного шва.Увеличение скорости движения помогает предотвратить эту проблему.
Прогорание
Прожог, который происходит, когда металл шва полностью проникает через основной материал, особенно часто при сварке тонких материалов менее 1/8 дюйма или около 12 калибра. Избыточный нагрев является основной причиной прожога, и это можно исправить, снизив напряжение или скорость подачи проволоки. Также может помочь увеличение скорости движения, особенно при сварке MIG материалов, особенно склонных к нагреву, таких как тонкий алюминий.
Сильное разбрызгивание
Несколько проблем в процессе сварки MIG могут способствовать чрезмерному разбрызгиванию, в том числе:
- Недостаточно защитного газа.
- Загрязнение основного материала, загрязненная или ржавая сварочная проволока.
- Слишком высокое напряжение или скорость движения.
- Чрезмерный вылет проволоки.
Обеспечение надлежащего потока защитного газа, тщательная очистка основных материалов, снижение настроек параметров сварки и использование более короткого вылета – это способы избежать чрезмерного накопления брызг.
Для самозащитной порошковой проволоки убедитесь, что при сварке используется прямая полярность (электрод отрицательный), и используйте метод затягивания, чтобы свести к минимуму возможность образования брызг. При использовании порошковой или металлопорошковой проволоки низкое напряжение также может привести к чрезмерному разбрызгиванию. Если вы видите скопление брызг, при необходимости увеличьте напряжение.
Контактный наконечник неправильного размера, изношенный контактный наконечник или неправильная выемка между контактным наконечником и соплом также могут стать причиной чрезмерного разбрызгивания.
Вогнутые и выпуклые сварные швы
Цель состоит в том, чтобы создать гладкий плоский сварной шов.Слишком вогнутые или выпуклые сварные швы могут нарушить целостность готового изделия.
Вогнутые сварные швы особенно часто используются при сварке вертикально вниз и являются просто результатом работы против силы тяжести. Установите более низкие параметры, чтобы сварочная ванна была менее текучей и лучше заполняла шов. Если вогнутый сварной шов появляется в плоском или горизонтальном положении, это часто является результатом слишком высокого напряжения, слишком низкой скорости подачи проволоки или слишком высокой скорости движения.
Выпуклые сварные швы – это высокие канатные сварные швы, которые обычно возникают при плоской и горизонтальной сварке, но могут также возникать в угловых сварных швах, когда параметры слишком низкие для материала. Выпуклые сварные швы обычно плохо сращивают пальцы. Увеличьте напряжение, чтобы не допустить выпуклости шариков. Всегда соблюдайте рекомендуемые процедуры сварки и используйте соответствующий защитный газ для материала, а также правильную полярность для проволоки.
Устранение типичных дефектов сварных швов
Чтобы свести к минимуму время и деньги, затрачиваемые на устранение дефектов сварки MIG, используйте систематический подход к устранению неисправностей в случае их появления.Найдите любые переменные, которые изменились в процессе сварки, такие как параметры или техника сварки, а затем рассмотрите эти советы как потенциальные средства исправления.
Изображения предоставлены Джошем Велтоном из Brown Dog Welding.
13 распространенных типов дефектов сварки
Когда в сварном шве образуются дефекты, они могут ослабить соединение. В некоторых случаях это приводит к полному разрушению сварной конструкции.
В серьезных случаях нарушение сварного шва может привести к серьезным последствиям.
Итак, вам нужно разобраться в различных дефектах.
Но кроме того, вы должны знать, как их предотвратить.
Имея это в виду, давайте углубимся.
Что такое дефект сварного шва?
Короче говоря, дефект сварного шва – это любой дефект или дефект, который ставит под угрозу предполагаемое использование сварного изделия. Они классифицируются в соответствии с ISO 6520.
Это также означает, что дефект или дефект не могут повредить сварной шов, и говорят, что сварной шов имеет разрыв, когда это происходит.Таким образом, сварной шов может иметь несплошность и не считаться дефектным. Эти допустимые пределы указаны в ISO 5817 и ISO 10042.
Однако, если существует достаточно несплошностей (т. Е. Они превышают предел, определенный в применимом кодексе или спецификации), то несплошности классифицируются как дефекты, и сварной шов отбраковывается.
Сварной шов должен быть достаточно прочным для использования по назначению на самом базовом уровне, и многие дефекты могут ослабить соединение. Но в некоторых случаях сварной шов тоже должен быть эстетичным.Таким образом, большинство дефектов либо ослабляют сварной шов, либо делают его рваным и непривлекательным.
Мы все хотим, чтобы наши сварные швы не вышли из строя или не были отвергнуты. Итак, вам необходимо знать, какие типы дефектов могут возникнуть и как их избежать.
13 распространенных типов дефектов сварных швов
Неправильные сварные швы включают слишком широкие или слишком узкие, с чрезмерно выпуклой или вогнутой поверхностью, а также с грубыми неравномерными волнами.
Эти характеристики могут быть вызваны неправильным обращением с резаком, слишком медленной скоростью перемещения, слишком большим или низким током, неправильным напряжением дуги, неправильным вылетом или неправильным защитным газом.
Но когда возникает конкретный дефект, вы хотите знать, какой параметр требует настройки, чтобы вы могли его исправить. Таким образом, список по типу дефекта, а также способы устранения проблемы будут полезны.
Список всех когда-либо встречавшихся дефектов сварных швов будет длинным и громоздким. Но в целом наиболее частыми дефектами сварных швов являются:
- Трещины
- Включения
- Отсутствие плавления
- Пористость
- Выточка
- Плохое проникновение
- Прожигать
- Недозаполнение
- Избыточное армирование
- Брызги
- Переворот / перекрытие
- Усы
- Механическое повреждение
1.Трещины
Можно начать с одного из самых очевидных и серьезных дефектов сварного шва – трещин. Это ослабляет сварной шов, и, что еще хуже, трещины имеют тенденцию к быстрому росту, что усугубляет проблему.
Итак, разумеется, вы не хотите, чтобы на сварных швах образовывались трещины. Но это может быть проблемой, и есть три основных типа трещин:
- Продольные трещины проходят вдоль сварного шва или параллельно ему.
- Поперечные трещины по ширине борта.
- Кратерные трещины обычно возникают в конце сварного шва, когда дуга прекращается. Они часто имеют звездообразную форму и образуются, когда в конце сварного шва образуется вмятина или «кратер».
Трещины можно разделить на горячие и холодные.
Сварные швы можно нагревать до температуры более 10 000 ° C, при этом горячие трещины возникают по мере охлаждения сварного шва и перехода из жидкой фазы в твердую. Горячие трещины обычно возникают при использовании присадочного материала из неподходящего сплава.
Холодные трещины возникают после охлаждения сварного шва.Они могут появиться через несколько часов или дней после того, как соединение будет выполнено. Этот дефект обычно возникает при сварке стали и часто вызван деформациями основного металла.
Для предотвращения трещин:
- Используйте присадочный материал из сплава, подходящего для свариваемого металла.
- Избегайте сварки стали с высоким содержанием серы и углеродистой стали.
- Разогрейте сустав.
- Убедитесь, что стык заполнен, и избегайте выпуклого валика.
- Используйте прочный, бездефектный основной металл.
- Избегайте малых токов в сочетании с высокими скоростями движения.
- Не используйте водород в качестве защитного газа для черных металлов.
- Сохраняйте хорошее соотношение глубины и ширины шва.
- Избегайте образования кратеров на конце сварного шва, поместив соответствующий присадочный материал в конце валика.
- Учитывайте расширение и сжатие сварного шва во время сварки и остывания.
2. Включения
Примеси могут попасть внутрь сварного шва, и они называются включениями.Загрязнения, попавшие в сварной шов, резко ослабляют соединение.
Шлак часто образуется при использовании флюса, например, при пайке и пайке, порошковой сварке и дуговой сварке под флюсом. Шлак должен плавать до вершины лужи и не застревать внутри валика. Это означает, что расплавленной ванне нельзя позволять слишком быстро остывать.
Но это может происходить и при сварке MIG. Кусочки ржавчины и даже вольфрама можно считать шлаком и вызвать загрязнение сварных швов.Итак, сварка MIG и TIG не застрахована от включений.
Чтобы предотвратить образование включений в сварных швах:
- Хорошо подготовьте и очистите основной металл.
- Избегайте настройки низкой силы тока (не допускайте слишком быстрого охлаждения сварочной ванны).
- Поддерживайте соответствующую скорость вращения горелки (сварочная ванна и шлаковая лужа не должны смешиваться).
- Соблюдайте правильный угол наклона резака.
- Очистите шлак от предыдущих сварных швов между проходами.
3. Отсутствие плавления
Это может показаться очевидным, но присадочный материал должен быть хорошо связан с основным металлом с обеих сторон и свариваться снизу за несколько проходов.Если есть пустоты, зазоры или плохая адгезия, соединение будет структурно нарушено.
Способы предотвращения недостаточного слияния:
- Хорошо очистите основной металл и удалите все загрязнения.
- Используйте электрод правильного размера.
- Выберите сплав электродов, подходящий для свариваемого металла.
- Не перемещайте резак слишком быстро.
- Не допускайте слишком короткой дуги.
- Поддерживайте силу тока, достаточную для работы.
4. Пористость
Пористость сварного шва (также известная как сварной шов с червоточиной) – это место, где пузырьки газа накапливаются и застревают внутри сварного шва. Он также называется пористым. Поперечное сечение пористого сварного шва будет напоминать губку, внутри которой находятся все пузырьки воздуха.
Во время сварки могут образовываться такие газы, как пар, водород и углекислый газ, которые обычно выходят из расплавленного валика. Но если пузырьки газа задерживаются, они могут ослабить ваш сустав и испортить работу.
Избегайте пористых сварных швов по:
- Тщательно очистите и подготовьте основной металл.
- Убедитесь, что стык сухой.
- Если используется, настройте поток защитного газа правильно (слишком низкий или высокий может создать проблемы).
- Следите за тем, чтобы сила тока не становилась слишком высокой (т. Е. Слишком «горячей»).
- Используйте электроды из сплава, подходящего для работы.
- Убедитесь, что покрытие электрода не повреждено, если оно есть.
- Перемещайте фонарик достаточно медленно, чтобы образовалась лужа расплавленного металла, позволяющая газу выходить пузырями.
- Избегайте длинной дуги.
- Используйте электроды с низким содержанием водорода.
5. Выточка
Когда в процессе сварки пятна или сечения становятся меньше исходного основного металла, дефект называется поднутрением. Это часто проявляется в виде «выемки» на краю сварного шва, сверху или снизу сварного шва.
Уменьшение толщины снижает прочность сварного соединения и делает соединение чувствительным к усталости.Этот дефект часто является результатом слишком сильного тока или слишком быстрого перемещения резака.
Методы предотвращения подрезов включают:
- Не перемещайте резак слишком быстро.
- Используйте правильную силу тока и избегайте слишком высоких значений.
- Держите резак под правильным углом (и, если возможно, направьте тепло на более толстые участки).
- Используйте электрод правильного размера.
- Дуга должна быть короче.
- Убедитесь, что у вас правильный защитный газ с правильной скоростью.
- Используйте правильную технику сварки.
- Используйте несколько проходов.
6. Плохое проникновение
Когда валик не заполняет стыковое соединение до конца, сварной шов плохо провар. Иногда это также называют неполным проникновением. Как бы вы это ни называли, эта форма дефекта также ставит под угрозу целостность сустава.
Для хорошего проникновения:
- Используйте электрод подходящего размера для сварки (избегайте электродов большего размера).
- Не перемещайте лужу слишком быстро.
- Подготовьте V-образные канавки для стыковых соединений со сторонами с уклоном от 60 до 70 градусов.
- Выровняйте детали так, чтобы не было больших или неправильных зазоров, которые нужно было заполнить.
- Поддерживайте оптимальную настройку силы тока или тепла и избегайте слишком низкой настройки тока.
7. Прожигать до конца
Если во время сварки будет приложено слишком много тепла, в металле можно проделать отверстие.Этот дефект называют прожогом, но иногда его еще называют проплавлением. Конечно, создание отверстия нарушает цель сварного шва и разрушает соединение.
Этот тип дефекта обычно встречается при работе с тонким материалом толщиной менее 1/4 дюйма. Но это может произойти с более толстым инвентарем, если настройки сварочного аппарата слишком велики, если зазор между деталями большой и / или вы слишком медленно перемещаете горелку.
Как правило, для предотвращения этого типа дефекта:
- Не позволяйте току становиться слишком сильным.
- Избегайте чрезмерных зазоров между пластинами.
- Убедитесь, что ваша скорость передвижения не слишком низкая.
- Избегайте больших углов скоса.
- Убедитесь, что нос не слишком маленький.
- Используйте провод правильного размера; слишком маленький подчеркивает проблему.
- Обеспечьте соответствующий металлический прижим и / или зажим.
8. Недозаполнение
Когда валик сварного шва находится ниже поверхности основного металла, сварной шов считается недостаточно заполненным.Сам валик тоньше основного металла, что ослабляет соединение. Это состояние часто проявляется в виде «колеи», проходящей по всей длине борта, которую иногда называют выпуклым суставом.
Метод предотвращения недозаполненных сварных швов включает:
- Не двигайтесь слишком быстро.
- Используйте правильную текущую настройку.
- Используйте электрод / присадочную проволоку правильного размера.
9. Избыточное армирование
В отличие от недостаточно заполненного шва, дефект возникает, когда в шве слишком много присадочного материала.Это известно как избыточное армирование или «высокая» коронка. Спецификации и нормы проекта часто регулируют то, что считается слишком высоким.
Иногда излишки арматуры могут выходить даже из нижней части стыка. Иногда это называют избыточным проникновением.
Другие разновидности дефекта включают узкие валики с крутыми сторонами, вызванные недостаточным покрытием флюса на подающей проволоке или низким напряжением.
Кроме того, когда избыточная арматура неровная и рваная, ее можно назвать арматурой «горного хребта», и это вызвано избыточным потоком на подающей проволоке или быстрой / неравномерной скоростью движения.
Во избежание избыточного армирования:
- Держите резак в движении с правильной скоростью. Слишком медленно, и будет размещен лишний наполнитель. Слишком быстро – бусинка становится неустойчивой.
- Правильно установите силу тока и избегайте перегрева.
- Отрегулируйте напряжение, чтобы оно не было слишком низким.
- Совместите детали так, чтобы зазор не был слишком большим.
10. Брызги
Брызги, которые обычно не представляют угрозы для структурной целостности, можно рассматривать как дефект.Эстетика сварного шва иногда так же важна, как и его прочность. Но ничто не заставляет сварные детали выглядеть неряшливо, как брызги, прилипшие к окружающему металлу.
Брызги часто возникают у сварочных аппаратов MIG, но могут возникать и при других сварочных процессах. Хотя вы никогда не сможете полностью избавиться от брызг, есть несколько вещей, которые вы можете сделать, чтобы свести их к минимуму:
- Хорошо очистите основной металл.
- Используйте правильную силу тока, избегайте «горячих» настроек.
- Используйте правильное напряжение, избегайте низких настроек.
- Убедитесь, что полярность установлена правильно.
- Держите короткую дугу.
- Увеличьте угол электрода.
- Убедитесь, что подающая проволока беспрепятственна.
Сопутствующие товары : Как уменьшить разбрызгивание при сварке
11. Переворот / перекрытие
Когда присадочный материал на носке сварного шва покрывает основной металл без сцепления, возникает дефект перекоса или перекрытия.
Если вы хотите избежать этого состояния:
- Не допускайте слишком низкой скорости движения.
- Соблюдайте правильный угол наклона резака.
- Не используйте электроды большего размера.
- Установите правильную силу тока, избегайте высоких значений.
12. Бакенбарды
При сварке MIG усы представляют собой короткие отрезки электродной проволоки, проникающие сквозь сварной шов на корневой стороне соединения. Они вызваны проталкиванием электродной проволоки за переднюю кромку сварочной ванны.
Эти выступающие провода выглядят плохо, но они также могут вызывать проблемы.Во-первых, усы считаются вкраплениями и ослабляют сустав. В трубах они могут даже препятствовать потоку или даже разрываться внутри и вызывать повреждение оборудования на нижнем уровне.
Усы можно предотвратить с помощью:
- Уменьшение скорости подачи проволоки.
- Сохраняйте оптимальную скорость движения, избегайте слишком быстрого движения.
- Увеличьте длину вылета проволоки.
- Плетение факела.
13. Механические повреждения
Установив идеальный бус, вы не выберетесь из леса.Повреждение может быть вызвано отбойными молотками, шлифовальными машинами и другими инструментами. Неудивительно, что для обозначения этого типа дефекта используется термин «механическое повреждение».
Здравый смысл поможет вам предотвратить механические повреждения с помощью предупреждений, например:
- При удалении шлака или очистке стыка не становитесь слишком агрессивными
- Избегайте сильных ударов молотком
- Не позволяйте другим крупным металлическим предметам ударять по вашим сварным швам или шлифовать их
Завершение
Как вы можете видеть из нашего сокращенного списка типичных дефектов (да, мы могли бы обсудить и другие), сварщикам необходимо изучить определенные основы по веским причинам.Дефекты обычно возникают при несоблюдении одного из этих принципов. В числе краеугольных камней:
- Подготовьте основной металл, чтобы обеспечить его чистоту и отсутствие загрязнений
- Правильно расположите детали в соответствии с типом выполняемого сварного шва без больших зазоров
- При необходимости создайте V-образные канавки под правильным углом
- Правильно установите силу тока и напряжение
- Поддерживайте правильную длину дуги
- Переместите резак с оптимальной скоростью
- Используйте электрод правильного размера
- Убедитесь, что подающая проволока ничем не препятствует
- Найдите и удерживайте резак под прямым углом
- При необходимости плести электрод надлежащим образом
- Избегать механических повреждений основного металла и готового валика
Умение определять различные дефекты и исправлять их делает ваши суставы более прочными и презентабельными.Это также делает вас лучшим сварщиком.
Все эти потенциальные дефекты сначала могут показаться огромными, и их невозможно избежать. Но продолжайте сварку. Чтобы стать хорошим сварщиком, нужно терпение и много практики.
Сварочные символы: схемы и типы
Сварка не может занять надлежащее место в качестве инженерного инструмента, если не предусмотрены средства для передачи информации от дизайнера рабочим.
Символы сварки позволяют разместить на чертежах полную информацию о сварке.
Схема условного изображения сварных швов на технических чертежах, используемая в данном руководстве, соответствует методу проецирования «третьего угла».
Этот метод преимущественно используется в США.
Соединение является основой для обозначений сварки.
Контрольная линия символа сварки (рис. 3-2) используется для обозначения типа выполняемого сварного шва, его местоположения, размеров, протяженности, контура и другой дополнительной информации.
Любое сварное соединение, обозначенное символом, всегда будет иметь сторону стрелки и другую сторону. Соответственно, термины «сторона стрелки», «другая сторона» и «обе стороны» используются здесь для определения местоположения сварного шва относительно соединения.
Конец символа сварки используется для обозначения процессов сварки и резки, а также технических требований, процедур или дополнительной информации, которая будет использоваться при сварке.
Если сварщик знает размер и тип сварного шва, он имеет только часть информации, необходимой для выполнения сварного шва.Процесс, идентификация присадочного металла, который будет использоваться, требуется ли упрочнение или выкрашивание корня, а также другие соответствующие данные должны относиться к сварщику.
Обозначение, помещаемое в конце символа, обозначающего эти данные, должно устанавливаться каждым пользователем. Если ноты не используются, конец символа можно опустить.
Сварочные символы
Стандартное расположение элементов обозначения сварки – Рисунок 3-2Элементы обозначения сварки
Различают термины «символ сварки» и «символ сварки».”
- Обозначение сварного шва (рис. 3-3) указывает желаемый тип сварного шва.
- Обозначение сварки (рис. 3-2) представляет собой обозначение сварного шва на чертежах.
Собранный «символ сварки» состоит из следующих восьми элементов или любых из этих элементов, если необходимо:
- Ссылка
- Стрела
- Основные обозначения сварных швов
- Размеры и другие данные
- Дополнительные символы
- Финишные символы,
- Хвост,
- Спецификация
- Процесс или другие ссылки
Расположение элементов символа сварки относительно друг друга показано на рисунках 3-2 выше.
Основные обозначения сварных швов
Основные символы сваркиСимволы сварки используются для обозначения сварочных процессов, используемых в операциях соединения металлов, независимо от того, является ли сварной шов локализованным или «круговым», является ли это заводской или полевой сваркой, а также контур сварных швов.
Эти основные символы сварных швов (символы дуги и газовой сварки, символы контактной сварки, пайки, кузнечно-термитного, индукционного и проточного шва) приведены ниже и показаны на рис. 3-3.
Дополнительные символы
Эти символы используются во многих сварочных процессах вместе с символами сварки и используются, как показано на рисунках 3-3.
Дополнительные символы для дуги и газа
Основные и дополнительные символы дуговой и газовой сварки – Рис. 3-3Эти сварные швы обозначаются ссылкой на процесс или спецификацию в конце символа сварки, как показано на рис. 3-4.
Рисунок 3-4Когда требуется использование определенного процесса (рис. 3-5), процесс может быть обозначен одним или несколькими буквенными обозначениями, показанными в таблицах 3-1 и 3-2.
Ссылка на конкретный процесс – Рисунок 3-5Обозначение сварочного процесса буквами
Буквенные обозначения не присваиваются сварке точечной дуги, контактной точечной сварке, дуговому шву, контактному шву и выступающей сварке, поскольку используемые символы сварных швов являются адекватными.
Обозначение процессов резания буквами
Если нет спецификации, процесса или другого символа, хвост может быть опущен (рис. 3-6).
инжир. 3-6 Другие общие символы сварных швовНа рисунках 3-7 и 3-8 показаны символы сварного шва по всему периметру и сварного шва, а также контактные точечные и контактные швы.
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Контактные точечные и контактные швы
Подробнее: Обозначения швов и точечной сварки сопротивлением
Значение местоположения стрелки
Для обозначений сварки с угловым швом, канавкой, фланцем, заусенцев и с высадкой стрелка соединяет контрольную линию символа сварки с одной стороной соединения, и эта сторона должна считаться стороной соединения, указанной стрелкой (рис.3-9).
Обозначение боковой угловой сварки со стрелкой
Сторона, противоположная стрелке, считается другой стороной соединения (рис. 3-10).
Символ угловой сварки другой стороны
Символы для проекционной сварки, контактной точечной сварки, контактного шва, дугового шва, дуговой точечной и электрозащитной сварки
Для этих символов стрелка соединяет контрольную линию символа сварки с внешней поверхностью одного элемента соединения по средней линии требуемого сварного шва.
Стержень, на который указывает стрелка, считается лонжероном со стрелкой.
Другой шарнир считается другим лонжероном (рис. 3-11).
Обозначения при сварке разъемов и пазов
Дополнительные сведения об обозначениях при сварке “вилка и паз” можно найти здесь.
Ближний элемент
Когда соединение изображено на чертеже как область, параллельная плоскости проекции, и стрелка символа сварки направлена в эту область, боковой элемент соединения, показанный стрелкой, считается ближайшим элементом соединения, следующим за обычные условные обозначения черчения (рис.3-11).
Обозначение сварки на ближней стороне
Когда соединение изображено на чертеже одной линией и стрелка символа сварки направлена к этой линии, сторона соединения, указанная стрелкой, считается ближней стороной соединения, в соответствии с обычными схемами оформления (рис. . 3-12 и 3-13).
Сварка с V-образной канавкой со стрелкой сбоку
Символ сварки с V-образной канавкой другой стороны
Расположение сварного шва относительно стыка
Сторона стрелки
Сварные швы на стороне соединения, указанной стрелкой, показаны путем размещения символа сварного шва сбоку от контрольной линии по направлению к считывающему устройству (рис.3-14)
Сварные швы со стороны стрелки
Другая сторона
Сварные швы на другой стороне стыка показаны путем размещения символа сварного шва сбоку от контрольной линии от считывающего устройства (рис. 3-15).
Сварные швы на другой стороне стыка
Обе стороны
Сварные швы на обеих сторонах соединения показаны путем размещения символов сварных швов по обе стороны от контрольной линии, по направлению к считывающему устройству и от него (рис.3-16).
Нет бокового значения
Символы точки сопротивления, контактного шва, заусенцев, сварного шва сами по себе не имеют значения стороны стрелки или другого бокового значения, хотя дополнительные символы, используемые вместе с этими символами, могут иметь такое значение.
Например, символ контура заподлицо (рис. 3-3) используется вместе с обозначениями точек и швов (рис. 3-17), чтобы показать, что один элемент открытой поверхности стыка должен быть заподлицо.
Обозначения контактных точек, контактных швов, заусенцев и осажденных сварных швов должны располагаться по центру контрольной линии (рис.3-17).
Обозначения точечного шва и сварного шва с выпуклостью или высадкой
Ссылки и общие примечания
Обозначения со ссылками
Когда спецификация, процесс или другая ссылка используется с обозначением сварки, ссылка помещается в хвост (рис. 3-4).
Обозначения без ссылок
Символымогут использоваться без спецификации, процесса или других ссылок, когда:
- На чертеже появляется примечание, подобное следующему: «Если не указано иное, все сварные швы должны выполняться в соответствии со спецификацией №….”
- Используемая процедура сварки описана в другом месте, например, в производственных инструкциях и технологических листах.
Общие примечания
Общие примечания, подобные приведенным ниже, могут быть размещены на чертеже для предоставления подробной информации о преобладающих сварных швах. Эту информацию не нужно повторять на символах:
- «Если не указано иное, все угловые швы имеют размер 5/16 дюйма (0,80 см)».
- “Если не указано иное, корневые отверстия для всех сварных швов с разделкой кромок составляют 3/16 дюйма.(0,48 см) ».
Индикация процесса
Когда требуется использование определенного процесса, процесс может обозначаться буквенными обозначениями, приведенными в таблицах 3-1 и 3-2 (рис. 3-5).
Символ без хвоста
Если для обозначения сварки не используются спецификации, процесс или другие ссылки, хвостик можно не указывать (рис. 3-6).
Обозначения сварных швов по всему периметру и сварных швов в полевых условиях
Сварные швы, проходящие полностью вокруг стыка, обозначаются символом сварного шва по всему периметру (рис.3-7). Сварные швы, полностью охватывающие стык, включающий более одного типа сварных швов, обозначенных символом комбинированного сварного шва, также обозначаются символом сварного шва по всему периметру. Обозначение сварного шва по всему периметру также обозначает сварные швы полностью вокруг стыка, в которых точки пересечения металла в точках сварки находятся более чем в одной плоскости.
Полевые сварные швы – это сварные швы, выполненные не в цехе или на месте первоначального строительства и обозначаемые символом полевого шва (рис. 3-7).
Объем сварки, обозначенный символами
Резкие изменения
Символы применяются между резкими изменениями направления сварки или степени штриховки размерных линий, за исключением случая, когда символ сварки по всему периметру (рис.3-3).
Скрытые швы
Сварка скрытых стыков может быть закрыта, если сварка аналогична сварке видимого стыка. На чертеже указано наличие скрытых элементов. Если сварка скрытого стыка отличается от сварки видимого стыка, необходимо предоставить конкретную информацию о сварке обоих.
Расположение обозначений сварных швов
Символы сварных швов, за исключением контактных точек и контактных швов, должны отображаться только на контрольной линии символа сварки, а не на линиях чертежа.
г. Обозначения контактных сварных швов и контактных швов могут быть размещены непосредственно в местах требуемых сварных швов (рис. 3-8).
Использование знаков в дюймах, градусах и фунтах
-дюймовые метки используются для обозначения диаметра сварного шва, контактного пятна и круглого выступа, а также ширины дугового шва и контактного шва, когда такие сварные швы указываются десятичными размерами.
В общем случае метки в дюймах, градусах и фунтах могут использоваться или не использоваться на обозначениях сварки по желанию.
Конструкция символов
Условные обозначения сопряжения, скоса, J-образной канавки, конической канавки и углового фланца всегда следует отображать с перпендикулярной опорой влево (рис. 3-18).
В обозначении сварного шва со скосом или J-образной канавкой стрелка должна указывать с определенным изломом в сторону элемента, который должен быть скошен (рис. 3-19). В случаях, когда элемент, подлежащий снятию фаски, очевиден, разрыв стрелки можно опустить.
Информация о сварочных обозначениях должна размещаться для чтения слева направо вдоль линии отсчета в соответствии с обычными правилами оформления (рис.3-20).
Для соединений, имеющих более одного сварного шва, для каждого сварного шва должен быть показан символ (рис. 3-21).
Буквы CP в хвостовой части стрелки указывают на полный проплавленный шов независимо от типа сварного шва или подготовки соединения (рис. 3-22).
Когда основные символы сварного шва неадекватны для обозначения желаемого сварного шва, сварной шов должен быть показан с помощью поперечного сечения, деталей или других данных со ссылкой на символ сварки в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис.3-23).
Две или более контрольных линии могут использоваться для обозначения последовательности операций.
Первая операция должна быть указана на контрольной линии, ближайшей к стрелке. Последующие операции необходимо последовательно отображать на других опорных линиях (рис. 3-24).
Дополнительные справочные линии также могут использоваться для отображения данных, дополняющих информацию о символах сварки, включенных в справочную линию, ближайшую к стрелке.
Информация о тесте может отображаться на второй или третьей строчке от стрелки (рис.3-25).
При необходимости, символ сварки по всему периметру должен быть помещен на стыке линии стрелки и линии ссылки для каждой операции, к которой он применяется (рис. 3-26). Обозначение сварного шва также может использоваться таким образом.
Как решить 8 распространенных проблем при сварке с помощью этих простых шагов
Сварка определяется как процесс, при котором два или более куска металла или термопласта скрепляются вместе с помощью тепла и давления.Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен. Некоторые из наиболее распространенных сегодня типов сварки – это сварка металла в инертном газе (MIG) или газовая дуговая сварка металла (GMAW), дуговая сварка или дуговая сварка в среде защитного металла (SMAW), вольфрамовая сварка в инертном газе (TIG) или дуговая сварка вольфрамовым электродом (GTAW). ) и порошковой дуговой сваркой (FCAW).
С годами эти методы сварки были упрощены за счет использования превосходного сварочного оборудования.С таким оборудованием многие операторы могут забыть о важных этапах выполнения сварки. Однако, когда эти же операторы сталкиваются с проблемами, они не могут диагностировать и устранять проблемы. Вот несколько распространенных проблем со сваркой и способы их устранения.
1. Брызги
При газовой дуговой сварке (GMAW) частым нежелательным побочным эффектом является образование того, что сварщики называют разбрызгиванием. Это капли расплавленного материала, образующиеся возле сварочной дуги.Брызги возникают при слишком высоком сварочном токе, неправильной полярности или недостаточной газовой защите. Во избежание разбрызгивания рекомендуется уменьшить сварочный ток и длину дуги. Кроме того, сварщик может проверить правильность полярности расходных материалов. Наконец, рекомендуется проверить тип и расход защитного газа, а также очистить газовое сопло и увеличить угол между резаком и пластиной.
2. Пористость
Пористость вызывается абсорбцией азота, кислорода и водорода в расплавленной сварочной ванне, которая затем выделяется при затвердевании и захватывается металлом сварного шва.Причины пористости включают наличие влаги, ржавчины, смазки или краски на краях пластины, недостаточную защиту от газа или сварку небольших зазоров, между которыми находится воздух. Чтобы избежать образования пористости в сварном шве, сварщик должен повторно запечь или использовать свежие сварочные материалы и проверить сварочную горелку на герметичность. Также помогает наличие сухих и чистых краев тарелок. Также было бы неплохо проверить тип и расход защитного газа, очистить газовое сопло сварочного устройства и убедиться, что угол между горелкой и пластиной не слишком велик или мал.
3. Выточка
Подрезы возникают, когда напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле наклона, или если электрод слишком велик для толщины пластины. Кроме того, при слишком высокой скорости движения обычно возникают подрезы. Помимо наблюдения за скоростью, важно проверить правильность обращения с используемым электродом. Сварщикам не рекомендуется использовать электрод больше, чем необходимо, потому что, если количество расплавленного металла станет слишком большим, произойдет подрезание.Затем важно следить за тем, сколько переплетения используется. Наконец, не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва.
4. Деформация
Деформация происходит при сжатии свариваемых металлов, когда он остывает и затвердевает. Это происходит, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков, плохая подгонка пластины (недостаточный зажим) перед сваркой. Некоторые хорошие решения для предотвращения деформации – это сварка с обеих сторон соединения, сварка от центра (в противоположных направлениях) с использованием электрода большего размера и надежного зажима.Изменение последовательности сварных швов или расположения стыка, или выполнение меньшего количества проходов также может помочь снизить риск
.
5. Трещины
В любой конструкции каждая трещина (независимо от размера) считается дефектом. Это может быть опасно, потому что маленькие трещины могут со временем стать больше. Это не так просто, как заполнить зазор материалом, потому что трещины необходимо зашлифовать, а затем выполнить новую сварку, чтобы исправить ошибку. Поскольку это утомительно, профилактика предпочтительнее лечения.Чтобы избежать трещин, необходимо потратить время на шлифовку, очистку, опиливание или удаление заусенцев с краев пластин, чтобы они легко стыковались друг с другом. Было бы неплохо повторно нагреть обе стороны стыка, так как правильная температура имеет значение и скрепляет пластины вместе. И перед тем, как приступить к сварке, проверьте, набрано ли у вас необходимое количество тепла, проверив настройки машины.
6. Неполное проникновение и слияние
Неполное сращивание корня – это когда сварной шов не сваривается на одной стороне стыка в корне.Неполное проникновение корня происходит, когда корневая область сустава с обеих сторон не спаяна. Эти проблемы чаще возникают в процессах с плавящимися электродами (MIG, MAG, FCAW, MMA и SAW), когда сварочный металл «автоматически» осаждается, когда дуга поглощает электродную проволоку или стержень. Решения включают использование более широкого корневого зазора, электродов, диаметр которых приблизительно равен ширине зазора между корнем. При сварке было бы хорошо использовать меньшую скорость движения и переплетение между краями пластин.
7.Включения шлака
Включение шлака – это мелкие частицы флюса, которые застревают в металле сварного шва, что препятствует полному проплавлению сварного шва. Способ предотвратить это – иметь в хорошем состоянии расходные детали с флюсовым покрытием. Правильный ток, напряжение и хорошие характеристики дуги необходимы для обеспечения качественных сварных швов с полным сплавлением при прохождении через них.
8. Неправильная доставка телеграммы
Когда сварщики начинают слышать дребезжащий звук внутри кабеля горелки, возможно, проблема связана с системой подачи проволоки.В этом случае это всегда связано с обеспечением правильной настройки оборудования и технического обслуживания. Иногда сварщики делают ошибку, используя наконечники, которые слишком велики для применения, что может привести к некоторым другим проблемам сварки, перечисленным выше. Некоторые советы включают обеспечение правильного функционирования контактного наконечника пистолета и двойную проверку размера провода, который будет использоваться. Рекомендуется проверить кончик провода, чтобы убедиться, что он не изношен и нуждается в замене.Что касается приводных роликов, то их стоит проверить, так как они изнашиваются. Всегда следите за тем, чтобы ведущие ролики и направляющая труба находились в непосредственной близости.
Важность лучшего оборудования
В конце концов, наличие надлежащих знаний о том, как избежать сварочных ошибок и наличие лучшего и новейшего сварочного оборудования с самыми современными технологиями, действительно имеет значение, когда дело доходит до уменьшения шансов возникновения дефектов. Таким образом, наличие надежных поставщиков, известных своим превосходным качеством продукции, таких как Welding Industries Australia (WIA), имеет важное значение для предприятий, которые зависят от сварки как части своей основной структуры бизнеса.
Дата: 31 августа 2017 г.
Основы сварки MIG: методы и советы для достижения успеха
Для новых операторов сварки важно установить надлежащие методы сварки MIG, чтобы добиться хорошего качества сварки и максимальной производительности. Передовые методы безопасности также являются ключевыми. Однако не менее важно, чтобы опытные сварщики знали основы, чтобы не приобретать привычки, которые могут отрицательно повлиять на качество сварки.
От использования безопасной эргономики до правильного угла наклона горелки MIG, скорости хода сварки и многого другого – хорошие методы сварки MIG обеспечивают хорошие результаты.Вот несколько советов.
Надлежащая эргономика Комфортный сварщик – более безопасный. Надлежащая эргономика должна быть в числе первых основ, которые необходимо установить в процессе MIG (конечно, наряду с надлежащими средствами индивидуальной защиты).Комфортный сварщик – безопаснее. Надлежащая эргономика должна быть в числе первых основ процесса сварки MIG (конечно, наряду с надлежащими средствами индивидуальной защиты). Эргономику можно определить просто как «изучение того, как можно расположить оборудование, чтобы люди могли выполнять работу или другие действия более эффективно и с комфортом».” 1 Важность эргономики для сварщика может иметь далеко идущие последствия. Окружающая среда на рабочем месте или задача, из-за которой сварщик постоянно дотягивается, перемещается, сжимает или поворачивается неестественным образом и даже остается в статической позе в течение длительного периода времени без отдыха. Все это может привести к повторяющимся стрессовым травмам с пожизненными ударами.
Надлежащая эргономика может защитить сварщиков от травм, а также повысить производительность и рентабельность сварочных операций за счет сокращения отсутствия сотрудников.
Вот некоторые эргономические решения, которые могут повысить безопасность и производительность:
1. Использование сварочного пистолета MIG с блокирующим спусковым крючком для предотвращения «щелчка». Это вызвано приложением давления к спусковому крючку в течение длительного периода времени.
2. Использование пистолета MIG с поворотной шейкой, чтобы облегчить сварщику движения для достижения стыка с меньшими нагрузками на тело.
3. Держать руки на уровне локтей или немного ниже во время сварки.
4.Располагайте работу между талией и плечами сварщика, чтобы гарантировать, что сварка будет завершена в максимально нейтральной позе.
5. Снижение нагрузки от повторяющихся движений за счет использования пистолетов MIG с задними шарнирами на кабеле питания.
6. Использование различных комбинаций углов рукоятки, углов шейки и длины шейки для удержания запястья сварщика в нейтральном положении.
Правильный рабочий угол, угол перемещения и перемещениеПравильный сварочный пистолет или рабочий угол, угол перемещения и техника сварки MIG зависят от толщины основного металла и положения сварки.Рабочий угол – это «отношение между осью электрода и заготовкой сварщика». Под углом перемещения подразумевается использование либо угла толкания (указывающего в направлении движения), либо угла сопротивления, когда электрод направлен против движения. (Справочник по сварке AWS, 9-е издание, том 2, стр. 184) 2 .
Плоское положениеПри сварке стыкового соединения (соединение под углом 180 градусов) сварщик должен держать сварочную горелку MIG под рабочим углом 90 градусов (по отношению к заготовке).В зависимости от толщины основного материала нажмите на пистолет под углом горелки от 5 до 15 градусов. Если соединение требует нескольких проходов, легкое движение из стороны в сторону, удерживаемое на носках сварного шва, может помочь заполнить соединение и минимизировать риск подрезов.
Для Т-образных соединений держите пистолет под рабочим углом 45 градусов, а для соединений внахлест подходит рабочий угол около 60 градусов (15 градусов против 45 градусов).
Горизонтальное положениеВ горизонтальном положении сварки хорошо работает рабочий угол от 30 до 60 градусов, в зависимости от типа и размера соединения.Цель состоит в том, чтобы предотвратить провисание или перекатывание присадочного металла на нижней стороне сварного шва.
Вертикальное положение От использования безопасной эргономики до правильного угла наклона горелки MIG, скорости хода сварки и многого другого – хорошие методы MIG обеспечивают хорошие результаты.Для тройника сварщик должен использовать рабочий угол немного больше 90 градусов по отношению к стыку. Обратите внимание, что при сварке в вертикальном положении существует два метода: сваривать в восходящем или нисходящем направлении.
Направление вверх используется для более толстого материала, когда требуется большее проникновение. Хорошая техника для Т-образного соединения – это перевернутая буква V. Эта техника гарантирует, что сварщик сохраняет однородность и глубину проплавления в корне сварного шва, где встречаются две детали. Эта область является наиболее важной частью сварного шва. Другой способ – это сварка под уклон. Это популярно в трубной промышленности для сварки открытого корня и при сварке тонкостенных материалов.
Положение над головойПри сварке MIG над головой цель состоит в том, чтобы удерживать расплавленный металл сварного шва в стыке.Это требует более высоких скоростей движения, а рабочие углы будут зависеть от расположения шарнира. Сохраняйте угол хода от 5 до 15 градусов. Любая техника плетения должна быть сведена к минимуму, чтобы бусинка оставалась маленькой. Чтобы добиться наибольшего успеха, сварщик должен находиться в удобном положении по отношению как к рабочему углу, так и к направлению движения.
Вылет проволоки и расстояние между контактным наконечником и рабочей поверхностьюВылет проволоки изменяется в зависимости от процесса сварки.Для сварки коротким замыканием рекомендуется поддерживать вылет проволоки от 1/4 до 3/8 дюйма, чтобы уменьшить разбрызгивание. Более длительный вылет увеличивает электрическое сопротивление, снижает ток и приводит к разбрызгиванию. При использовании струйного переноса дуги вылет должен составлять около 3/4 дюйма.
Правильное расстояние между контактным наконечником и рабочей поверхностью (CTWD) также важно для достижения хороших сварочных характеристик. Используемый CTWD зависит от процесса сварки. Например, при использовании режима переноса распылением, если CTWD слишком короткий, это может вызвать ожоги.Если он будет слишком длинным, это может привести к разрыву сварного шва из-за недостаточного покрытия защитным газом. Для сварки распылением подойдет CTWD 3/4 дюйма, а для сварки коротким замыканием подойдет от 3/8 до 1/2 дюйма.
Скорость сваркиСкорость движения в значительной степени влияет на форму и качество сварного шва. Сварщикам необходимо будет определить правильную скорость сварочного хода, оценив размер сварочной ванны по отношению к толщине шва.
При слишком высокой скорости сварочного хода операторы получат узкий выпуклый валик с недостаточным закреплением на концах сварного шва. Недостаточный провар, деформация и непоследовательный сварной шов вызваны слишком быстрым перемещением. Слишком медленное перемещение может привести к слишком большому нагреву сварного шва, что приведет к получению слишком широкого сварного шва. На более тонком материале это также может вызвать прожиг.
Заключительные мысли
Когда дело доходит до повышения безопасности и производительности, опытный сварщик-ветеран, как и новая сварка, должен установить правильную технику MIG и следовать ей.Это помогает избежать возможных травм и ненужных простоев из-за доработки сварных швов низкого качества. Помните, что сварщикам никогда не помешает освежить свои знания о сварке MIG, и в их интересах и в интересах компании продолжать следовать передовым методам.
1. Словарь Коллинза, «эргономика», collinsdictionary.com/dictionary/english/ergonomics.
2. Справочник по сварке , 9 изд., Т. 2, Сварочные процессы, часть 1. Американское общество сварщиков: Майами, Флорида., п. 184.
5 шагов для правильной подготовки к сварке
Когда вы готовитесь к сварке, вы хотите удалить с поверхности загрязнения и покрытия, не удаляя излишки поверхностного материала. Weiler Abrasives
В любом случае правильная подготовка металла к сварке является ключом к получению высококачественных результатов, поддержанию стабильного уровня производительности и минимизации затрат, особенно затрат, связанных с доработкой и простоями.
Начало работы с максимально чистой поверхностью значительно увеличивает шансы на получение надежного и прочного шва. Вот почему вооружение операторов передовыми методами правильной и эффективной подготовки к сварке важно для оптимизации всей сварочной операции.
1. Сформируйте план
Для правильной подготовки к сварке важно иметь план до начала работы. В противном случае легко полностью погрузиться в проект, который кажется простым, а затем быстро обнаружить, что существует множество факторов, которые могут привести к дорогостоящим задержкам, дополнительным шагам или переделкам.Наличие плана также помогает противостоять побуждению сокращать путь при возникновении проблем.
Учтите эти вопросы при составлении стратегии подготовки к сварке:
• Что требуется для процесса сварки, который я использую? При дуговой сварке в среде защитного металла (SMAW) часто можно избежать загрязнения поверхности материала, но этот процесс требует дополнительной очистки после сварки и между проходами. Газовая дуговая сварка металлическим электродом (GMAW) и газовая дуговая сварка вольфрамовым электродом (GTAW) обычно требует большей подготовки и более чистой поверхности для получения качественных сварных швов, но также требует меньше усилий для очистки после сварки.
• Какой носитель лучше всего подходит для материала, с которым я работаю? На поверхности некоторых материалов, например горячекатаной стали, имеется крупная прокатная окалина, которую необходимо полностью удалить перед сваркой. Более твердые материалы, такие как сплавы INCONEL, твердеют и требуют высокоэффективных абразивов, таких как керамика, для подготовки к сварке. Мягкие и цветные материалы, такие как алюминий, могут быть более восприимчивыми к нагрузке колеса, иногда называемой засорением. Здесь частицы основного материала прилипают к кругу, и для этого требуется абразив, предназначенный для предотвращения накопления материала в среде.
• Каковы требования к окончательной отделке? При выборе абразива важно знать и понимать требования к отделке.
2. Обрезка, подгонка, фаска
После того, как план составлен, вторым этапом подготовки металла к сварке часто является резка, подгонка и снятие фаски с основного материала. Тщательный уход и подготовка, которые вы вложили в первоначальный разрез, могут сократить объем работы, которая потребуется для очистки в дальнейшем.
Для резки можно использовать множество инструментов, включая резак / плазменный резак, ножницы, столы для лазерной / гидроабразивной резки / ЧПУ и ручные инструменты, такие как отрезные круги. У каждого типа есть свои плюсы и минусы.
Правильная подготовка металла к сварке – ключ к достижению высококачественных результатов, поддержанию постоянного уровня производительности и минимизации затрат.
Сделав начальный срез как можно более чистым, прямым и последовательным, вы упростите получение качественных результатов. Ручная резка с помощью угловой шлифовальной машины недорога, портативна и не требует стольких настроек и обслуживания, как большинство других опций. Однако для получения чистых и прямых резов вам потребуется изрядное количество практики и навыков.
Чистый, равномерный зазор между двумя свариваемыми деталями позволит получить более прочный и стабильный сварной шов с меньшим количеством присадочного металла, что снизит затраты и сэкономит время.
3. Подготовка, очистка поверхности
После того, как материал разрезан и скошен, пора подготовить поверхность для начального сварочного прохода. Удаление прокатной окалины, химикатов, загрязнений и покрытий с основного материала помогает обеспечить надлежащее проплавление сварного шва и устранить примеси, пористость и включения. Обязательно тщательно очистите рабочую поверхность в пределах 2,5 см от стыка с обеих сторон.
При очистке некоторых нержавеющих сталей и других сплавов лучше использовать ацетон и проволочную щетку, чем абразивную среду.Ржавчина, резиновые покрытия, порошковое покрытие и краска достаточно легкие, поэтому их можно более эффективно очистить проволочной щеткой.
Если приложение требует абразивного средства для очистки поверхности, подумайте, что вы пытаетесь удалить. Для подготовки к сварке начните с менее грубого варианта и увеличивайте агрессивность только по мере необходимости. Для более тяжелых покрытий и прокатной окалины лучшим вариантом обычно является шлифовальный круг или лепестковый диск.
Лепестковые диски обычно используются при подготовке к сварке, потому что ими легко управлять, и вы можете одновременно шлифовать, чистить и смешивать.Шлифовальный круг более агрессивен и долговечен, что полезно при работе с неровными или неровными швами, такими как факельный шлак. Будьте осторожны, не возитесь со шлифовальным кругом слишком тяжело, потому что удалить слишком много основного материала легко.
4. Выберите оптимальную зернистость
Распространенное заблуждение состоит в том, что грубый абразив всегда выполняет работу быстрее. Хотя это правда, что более грубый и агрессивный абразив будет удалять материал быстрее, это не всегда хорошо.
Использование слишком крупного абразива может удалить излишки материала или повредить поверхность.Удаление слишком большого количества материала может привести к выходу готовой детали за пределы окончательных спецификаций и допусков. Поскольку рисунок царапин более грубый, при визуальном осмотре также может быть труднее увидеть дефекты поверхности и трещины. Хотя вы не можете удалить материал так быстро с помощью более мелкого абразива, он часто более продуктивен, может минимизировать количество проходов, необходимых для достижения желаемой отделки за меньшее время, и может предотвратить переделку.
Внешний угол шлифовального круга является наиболее агрессивным, поэтому чем круче угол въезда, тем больше вероятность того, что круг удалит больше материала с поверхности, чем требуется, и подрежет или вырежет заготовку.Меньший угол заточки помогает повысить управляемость и снизить риск строжки.
Для получения самых прочных и стабильных сварных швов требуются одинаковые материал и толщина стенки. Если вы используете слишком агрессивный абразив, он может выдолбить или порезать поверхность.
Твердый шлифовальный круг обычно удаляет окалину с минимальными усилиями, но также требует более высокого уровня навыков, чтобы предотвратить удаление слишком большого количества материала. Лепестковые диски с крупным зерном (24 и 36) и абразивные материалы с покрытием также могут выполнять работу быстро, но они могут загружаться.Это тратит драгоценное время и увеличивает утомляемость и разочарование оператора. Вы можете значительно улучшить результаты, выбрав абразив, предназначенный для очистки материала и минимизации нагрузки, используя верхнее покрытие, а также зерно с открытым покрытием.
В зависимости от материала и его состояния, шлифовальный диск с абразивным покрытием с зернистостью 60 может обеспечить всю необходимую агрессивность и в конечном итоге выполнить работу быстрее, чем лепестковый диск с крупным зерном. Диск с зернистостью 60 оставляет лучшую поверхность и с меньшей вероятностью будет выдавливать и подрезать, что позволяет получить желаемую поверхность быстрее с меньшим количеством проходов, без теплового обесцвечивания и с меньшими усилиями.Всякий раз, когда вы можете уменьшить количество вторичных операций, вы значительно снизите эксплуатационные расходы.
5. Выберите правильный абразивный профиль
Доступны несколько абразивных профилей, которые могут облегчить или усложнить работу.
Проволочные колеса более устойчивы к нагрузкам, но не удаляют основной материал. Это делает их хорошим выбором для удаления поверхностных загрязнений и покрытий, не затрагивая основной металл. Абразивы предназначены для резки и удаления основного металла.Из-за конструкции абразива между зернами могут накапливаться тяжелые покрытия и основной материал, что снижает их режущую способность.
Лепестковый диск типа 27 (плоский профиль) может дать результат, значительно отличающийся от результата типа 29 (конический профиль). Неправильный профиль фактически ограничивает количество абразива, контактирующего с поверхностью металла. Выбирайте лепестковые диски типа 27 для более низких углов шлифования (от 5 до 10 градусов) и для небольших применений, таких как чистовая обработка и смешивание. При шлифовании под большими углами (от 15 до 30 градусов) выбирайте лепестковый диск типа 29, который более типичен для агрессивного съема материала.
Металлическая щетка также бывает разных стилей и размеров. Калибр проволоки и тип узла являются наиболее эффективными исполнителями. Варианты включают стрингер, скручивание кабеля и стандартное скручивание.
• Щетка для стрингера имеет узлы, которые очень туго скручены в узкий профиль. Эта щетка предназначена для очистки узких зазоров и начальных сварных швов трубопроводов и многопроходных сварных швов. Они также обычно используются в общих производственных приложениях.
• Щетка для скручивания кабеля использует узел, который скручен до конца, с большим количеством проволоки в узле, поэтому он имеет дополнительную ширину, жесткость и агрессивность.Это может быть значительно более эффективным для подготовки к сварке, если вам не нужно специально углубляться в узкую 1/8 дюйма. зазор.
• Узел стандартной скрученной щетки не перекручен до самого края, что позволяет кончикам раздвигаться на конце для увеличения прилегаемости. Они эффективны для компонентов с большим количеством дефектов поверхности, текстуры или контура. Неопытные операторы часто получают наиболее эффективную очистку с помощью стандартной поворотной щетки, потому что она покрывает более широкую площадь и легче контролировать .
• Уменьшите угол заточки: При использовании шлифовального круга уменьшите угол заточки. Это поможет вам добиться максимального контроля и снизить риск порезов. Внешний угол шлифовального круга является наиболее агрессивным, поэтому чем круче угол въезда, тем больше вероятность того, что круг снимет с поверхности больше материала, чем вы хотите, и подрежет или выдолбнет заготовку. Уменьшая угол, вы расширяете контакт поверхности круга с заготовкой и уменьшаете агрессивность круга.
• Следите за давлением. Если вы используете проволочные колеса, помните, что концы проволоки предназначены для работы. Слишком сильное нажатие может привести к изгибу проволоки, и концы больше не будут касаться материала.
• Используйте последовательные штрихи. Введите ход шлифования при натяжении, а не при нажатии, чтобы контролировать агрессивность шлифовального круга. Шлифуйте ровно по материалу, используя плавные ровные движения, а не короткие прерывистые движения. Это обеспечивает эффективные результаты с абразивами с покрытием и связанными абразивами.
• Избегайте заточки рычага. Когда вы управляете шлифовальным кругом только руками, вибрация круга может сказаться на ваших запястьях и предплечьях. Вместо этого используйте ноги и большие мышцы тела, чтобы двигать кофемолку и управлять ею. Чтобы свести к минимуму усталость, двигайте в направлении движения всем телом, а не только руками.
Правильная очистка и подготовка основного материала – важный первый шаг в производстве высококачественных сварных швов. Помните, что когда вы готовитесь к сварке, вам нужно удалить с поверхности загрязнения и покрытия, а не излишки поверхностного материала.