Как согнуть профильную трубу – радиусная гибка профиля
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно.
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибкиИзделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиямиЭто несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
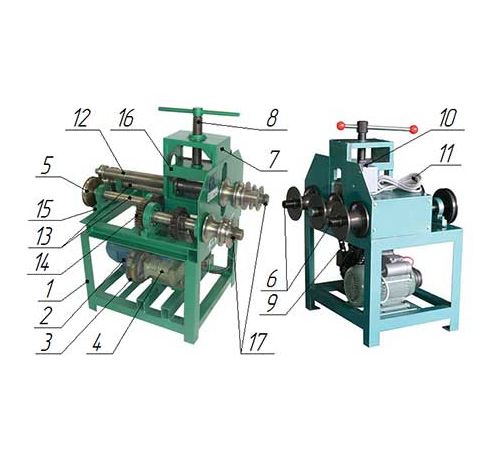
Семейство ручных профилегибов ПГПрофилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как согнуть профильную трубу в домашних условиях без трубогиба
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.
Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.
Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
Процесс гибки профильной трубы с помощью оправкиБольшую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг.
 Длина рычага должна быть достаточной для повышения усилия;
Длина рычага должна быть достаточной для повышения усилия; - Воздействием на рычаг осуществляется сгибание.
 Длина рычага должна быть достаточной для повышения усилия;
Длина рычага должна быть достаточной для повышения усилия;Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубыПружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
Как сделать трубогиб для гибки профильных трубИзделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.
Видео: Как согнуть трубу без трубогиба для навеса
как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему,
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).

[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством.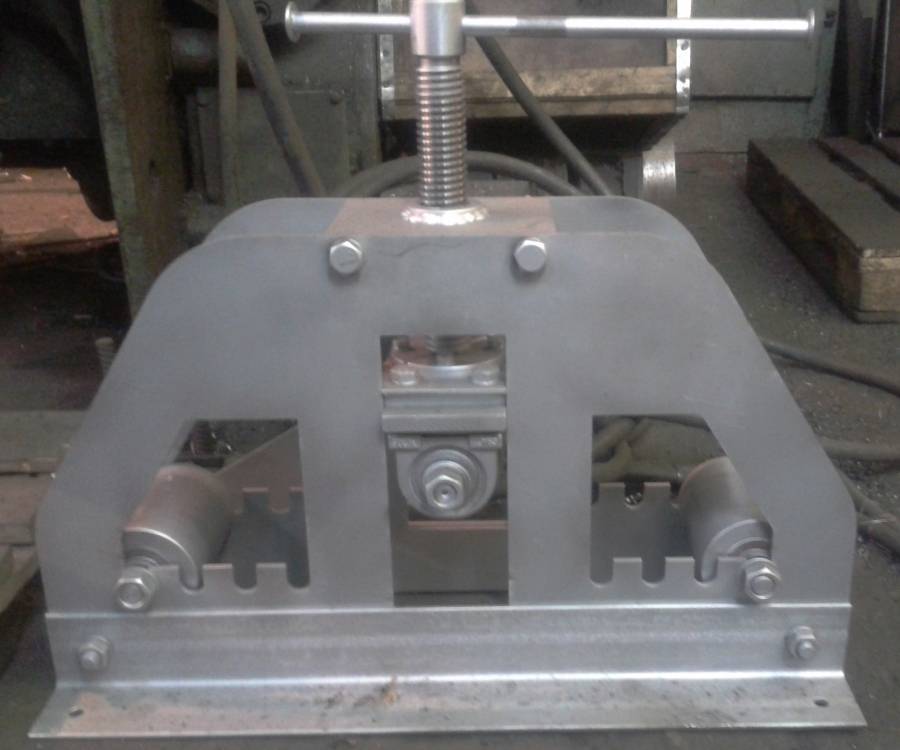 Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы:
- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
- Особое внимание сварному шву. Он должен располагаться только сбоку.
Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.
 Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.Полезные видео
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции. Для исключения этого следует использовать такое приспособление, как трубогиб. Оно может иметь разную конструкцию и изготавливаться своими силами.
Трубогиб профильной трубы сделанный своими руками: виды конструкций, фотографии, чертежи
Одним из металлических материалов, нашедших широкое применение в последние годы на территории нашей страны стали профилированные прямоугольные трубы различного сечения. Их используют и для установки забора из профлиста или сетки–рабицы, и для изготовления садовой мебели, и для монтажа навесов для автомобилей или гаражей. Часто технология производства тех или иных изделий требует получения загиба профильной трубы под тем или иным углом, а также по дуге окружности различного диаметра. Для этих целей целесообразно изготовить трубогиб для профильной трубы из подручных материалов. Основные конструкции профилегибов и технологию их самостоятельного производства рассмотрим в рамках данной статьи.
Часто технология производства тех или иных изделий требует получения загиба профильной трубы под тем или иным углом, а также по дуге окружности различного диаметра. Для этих целей целесообразно изготовить трубогиб для профильной трубы из подручных материалов. Основные конструкции профилегибов и технологию их самостоятельного производства рассмотрим в рамках данной статьи.
Ручной профилегиб своими руками
Первый вариант изделия позволяет получить радиальный загиб прямоугольной трубы вплоть до получения кольца.
Принцип работы данного трубогиба основан на использовании двух опорных и одного рабочего ролика, который и оказывает постепенное деформирующее давление на заготовку. При этом, основной рабочий стальной вал имеет определенный свободный ход, ограниченный размером направляющих.
Для изготовления направляющих трубогиба необходимо приготовить четыре отрезка стального уголка 50×50 длиной по 300 миллиметров, а также несколько стальных пластин толщиной 5-8 миллиметров. Большая пластина будет играть роль основания всей конструкции, поэтому к ней будут крепиться с помощью сварных швов уголковые направляющие и на болтах вспомогательные ролики.
Значительно облегчить процесс сборки направляющих трубогиба, обеспечить необходимое их взаимное расположение и зафиксировать непосредственно при выполнении соединения между собой и присоединения к стальному основанию могут помочь деревянные шаблоны, выпиленные из доски толщиной 25-30 миллиметров. А усилить механическую прочность основания, призваны привариваемые снизу два куска стального уголка, равные по длине нижней пластине. В верхней части направляющих необходимо приварить стальную пластину, в которой просверлено отверстие, диаметр которого больше диаметра винта, оказывающего давление на рабочий вал приспособления.
Для получения достаточного давления без опасения выхода из строя резьбы винта или опорной гайки можно использовать детали, имеющие кинематическую резьбу прямоугольного или трапециевидного сечения. Простейший вариант подобных детали можно найти от пришедших в негодность слесарных тисков. Имеющаяся у винта рукоятка значительно облегчит всю дальнейшую работу. После установки на болтах направляющих роликов, приспособление может быть использовано для выполнения гибки профильных труб различного сечения. Для удобства работы по изготовлению трубогиба своими руками приводим сборочный чертеж изделия.
Простейший вариант подобных детали можно найти от пришедших в негодность слесарных тисков. Имеющаяся у винта рукоятка значительно облегчит всю дальнейшую работу. После установки на болтах направляющих роликов, приспособление может быть использовано для выполнения гибки профильных труб различного сечения. Для удобства работы по изготовлению трубогиба своими руками приводим сборочный чертеж изделия.
Чертежи трубогиба для профильной трубы
Сталь, как и другие сплавы отличается высокой прочностью. При этом она имеет и другое очень важное свойство – пластичность. Именно благодаря ей материал может изменять первоначальную форму не разрушаясь и сохранять полученную форму в дальнейшем. Еще одним существенным свойством металлов и сплавов, присущим им в той или иной степени является упругость. Под ее действием профильная труба стремится вернуться в первоначальную форму. Таким образом, весь процесс деформации (гибки) металла связан с использованием пластичности и преодолением упругости без использования ударных нагрузок, которые могут привести к образованию на поверхности материала вмятин или разрывов.
Простое приспособление для гибки профильной трубы
Второй вариант трубогиба основан на использовании физической силы человека и использовании различной формы оправок для получения загиба того или иного радиуса. Его основой является достаточно большой стол-верстак, имеющий покрытие в виде стального листа. На одной из кромок установлен упор для фиксации свободного торца профилированной заготовки квадратного сечения со сторонами 20×20 или 25×25 миллиметров.
Рядом с упором, на расстоянии, примерно равном ширине обрабатываемой заготовки крепится оправка, фиксирующаяся на крышке верстака с помощью струбцин и стальных стержней, устанавливаемых в соосно просверленные отверстия. После предварительной подготовки противоположный конец заготовки перемещается по дуге большого диаметра вокруг оправки и деформируется в дугу.
Данный принцип формования профильных заготовок не возможен без обеспечения необходимого свободного пространства вокруг рабочего стола, а так же без жесткой фиксации самого верстака к полу помещения, в котором он установлен.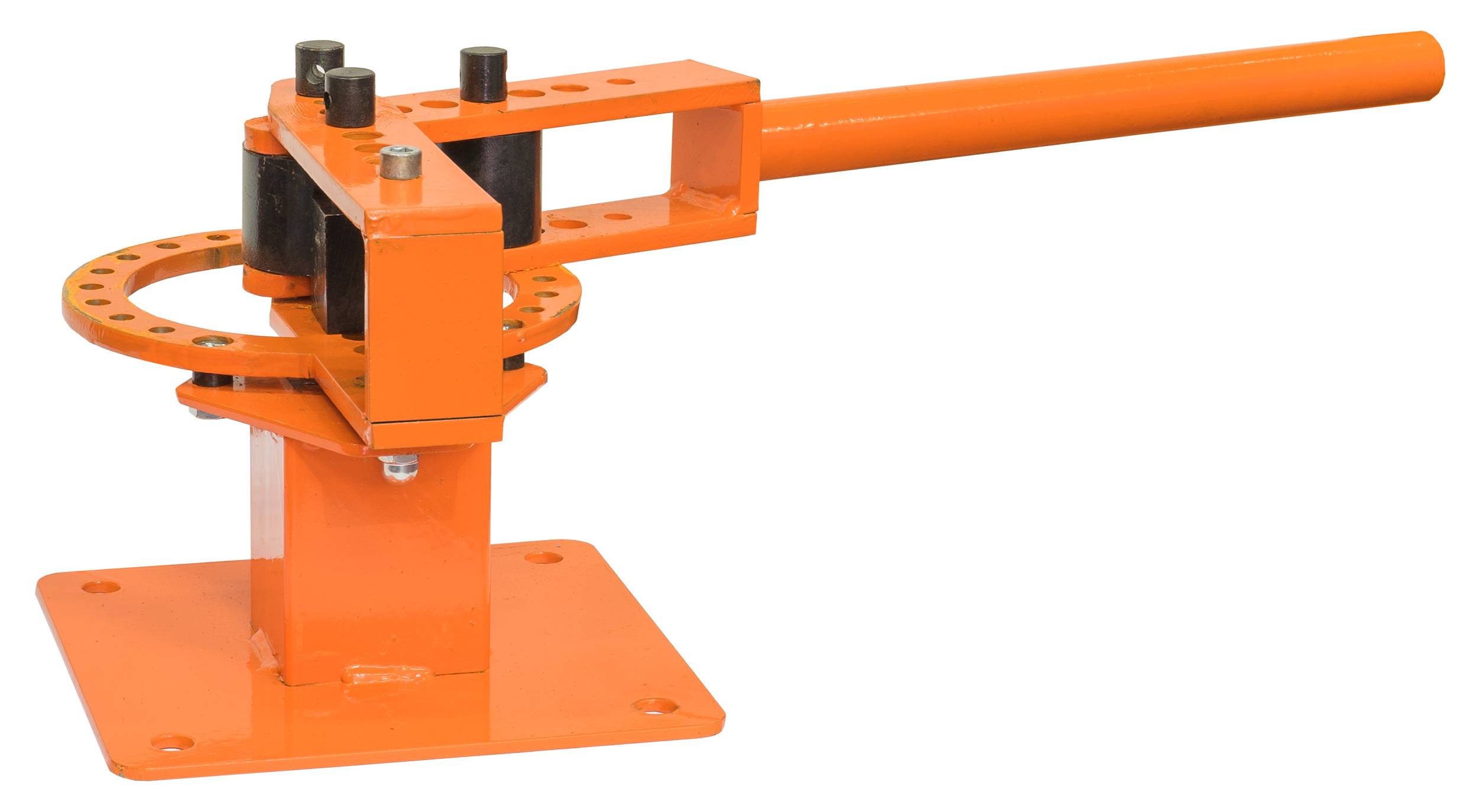
При выполнении большого количества стандартных дуг, имеющих тот или иной радиус закругления, следует позаботиться об изготовлении в достаточном количестве оправок. Рассмотрим строение одной из них.
Основой детали является уголковый прокат с посадочными отверстиями для фиксации на кромке верстачной крышки. Рабочая поверхность выполнена из двух сваренных между собой квадратных профилей. Петля в левой части данного профилегиба позволяет надежно зафиксировать один край деформируемой трубы, а приваренные между уголком и гнутым профилем ребра жесткости обеспечивают необходимую жесткость, позволяющую противостоять образующимся рабочим нагрузкам достаточно большой величины. Как правило, на каждый вид работ сложно заготовить заранее необходимые приспособления. Но в мастерской, работающей с гибкой профильных труб долгое время, скапливается большое количество различных оправок.
Кроме металлических оправок могут быть использованы приспособления из плоских листовых заготовок большой прочности. Для удобства дальнейшей эксплуатации лучше промаркировать каждую рабочую кромку, указав радиус закругления.
Трубогиб – третий вариант
Кроме радиальных сгибов может возникнуть необходимость получения гибки деталей под теми или иными углами.
Для этих целей может быть использовано следующее приспособление, представляющее собой небольшой стальной столик на стойки с расположенными на нем рабочими узлами.
Основанием для получения загиба трубы является стальной валик диаметром 80-100 миллиметров. Особенностью его является приваренный по кромке стальной стержень, который позволяет частично вдавливать внутреннюю поверхность профиля. Фиксация заготовки выполняется при помощи болта большого диаметра, устанавливаемого в соответствующее отверстие.
Такое приспособление вполне может быть изготовлено в рамках небольшого гаража или сарая.
Для облегчения преодоления сопротивления заготовки деформации внутрь нее до места гибки можно вставить квадратный стальной стержень подходящего размера. Используя подобный трубогиб, возможно получение сгиба в любой точке детали.
Используя подобный трубогиб, возможно получение сгиба в любой точке детали.
Для примера напоследок профилегиб с электроприводом:
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации – нам интересно ваше мнение 🙂
Статьи, которые Вам будут интересны:
технологии и приспособления для гибки. Особенности и способы гибки профильных труб по радиусу своими руками Как гнут профильную трубу в домашних условиях
При строительстве малых архитектурных форм, изготовлении козырьков, навесов, или монтаже систем отопления (водоснабжения), домашние мастера сталкиваются с необходимостью согнуть профтрубу.
При массовом производстве металлоконструкций, особенно в профильных мастерских, используют трубогибы промышленного изготовления.
Такие приспособления позволяют быстро и без дефектов загнуть профтрубу размером от 20 до 40 мм. Однако покупка трубогибочного оборудования для разового применения нерентабельна, в ряде случаев дешевле обратиться в мастерскую и оплатить работу по формовке профиля. Если такой вариант вас не устраивает, рассмотрим способы, как согнуть профильную трубу в домашних условиях.
Особенности формовки труб с квадратным (прямоугольным) сечением
В отличие от круглой трубы, в которой натяжение материала происходит относительно равномерно, профиль имеет углы 90°. Внутренняя часть профиля не может гнуться без деформации боковых стенок. В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие мастера «самоделкины» портят заготовки, либо нарушают прочностную структуру материала.
Основное правило – не допускать критических изгибов, либо принудительно (запрограммировано) деформировать материал.
В промышленных трубогибах, для равномерного распределения нагрузки, формируется выштамповка на внутренней стороне радиуса. Для этого на роликах, либо оправке (в зависимости от конструкции трубогиба), предусмотрен специальный прилив-бортик.
Весь «лишний» металл загибается вовнутрь, не образуя складок. В результате нагрузка распределяется равномерно, и согнуть квадратную трубу можно на достаточно малом радиусе.
Правильно гнем профилированные трубы без дополнительных затрат
Существует множество способов, как согнуть профильную трубу в домашних условиях без использования промышленного трубогиба.
Секторная сварка
Этот способ доступен при наличии сварочного аппарата. Еще понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в проделывании равномерно распределенных секторных разрезов по внутренней стороне.
Количество материала уменьшается, и можно не переживать за образование складок и разрывов металла. После выпиливания секторов, профиль легко принимает заданную форму, а образовавшиеся распилы завариваются любым доступным способом.
Способ трудоемкий, зато можно согнуть трубу на любой радиус, в том числе с переменным значением. Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшаются.
С вопросом, как согнуть профильную трубу в домашних условиях , приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.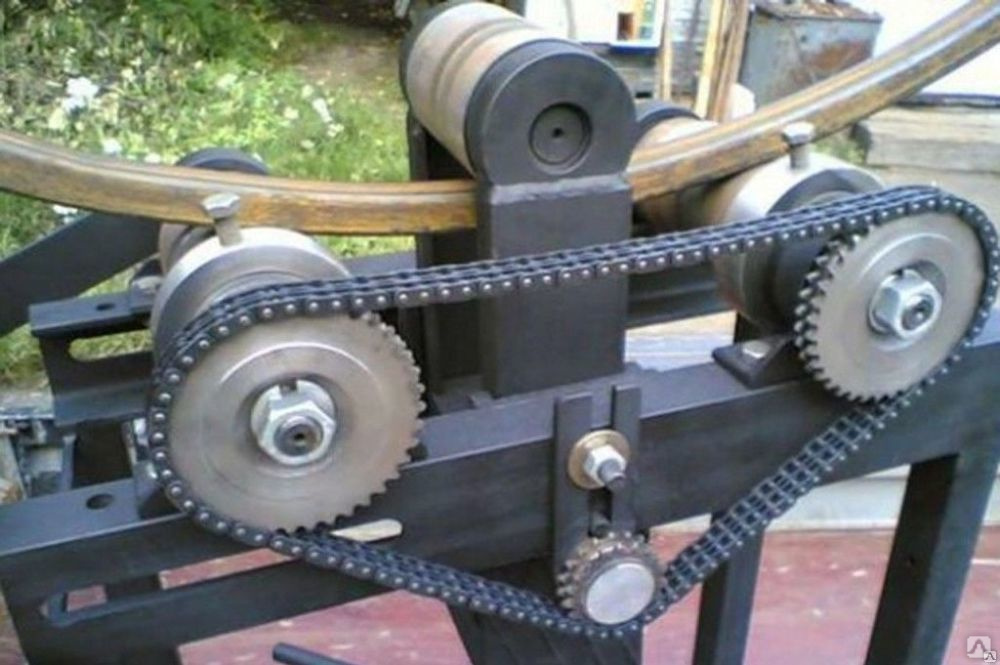
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути – это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть – вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму.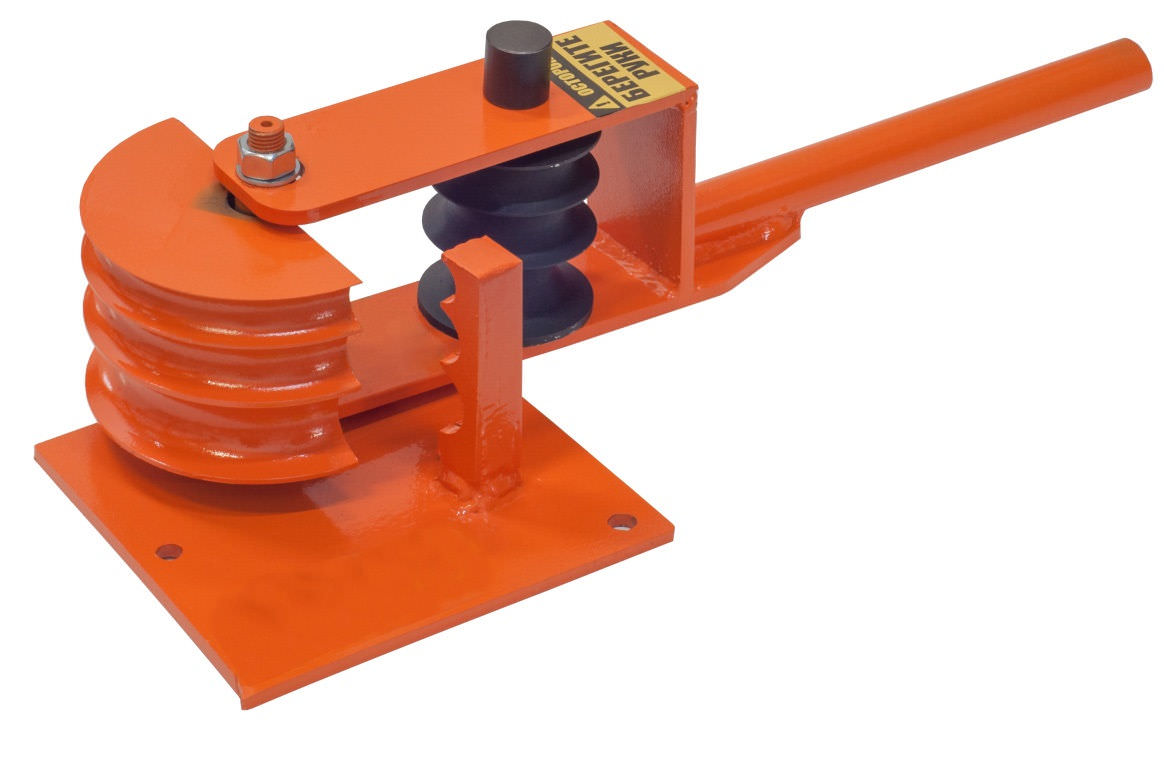 Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом – от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.

Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 – 80;
- 20×20 – 100;
- 25×25 – 110;
- 30×30 – 120;
- 20×40 – 125;
- 20×45 – 130;
- 40×40 – 140;
- 50×50 – 150;
- 60×40 – 160;
- 50×50 – 180;
- 80×40 – 240;
- 80×80 – 360;
- 100×100 – 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться .
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже
Профильные трубы незаменимы в процессе сборки каркасов для строительных конструкций. Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Теплицы, разнообразные парники, беседки и другие объекты возводятся с их помощью достаточно быстро и качественно. Однако все не так просто.
Чтобы согнуть такую трубу приходится использовать дорогостоящее специальное оборудование, что не всегда приемлемо для домашнего мастера. Давайте поговорим о том, как согнуть профильную трубу в домашних условиях.
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Галерея изображений
Простейшие приспособления для холодной гибки
Рассмотрим, как самостоятельно изготовить два очень простых приспособления, которые помогут изогнуть профильную трубу.
Оправка для профиля
Основанием для приспособления станет верстак. Важно, чтобы не только рабочая зона, но и пространство вокруг нее были свободны. Для закрепления оправки придется выполнить в одном крае столешницы верстака несколько близко расположенных отверстий.
Собственно оправка или шаблон выполняется из фанеры. Однако, этот вариант приемлем только в том случае, если предполагается выполнение нескольких деталей.
Простейшая оправка для трубы изготавливается из толстой фанеры или из доски. Такого шаблона хватит на несколько изгибаний
Если же нужно будет согнуть большое количество труб по этому шаблону, оправку лучше всего изготовить из стального уголка. В некоторых случаях профильное изделие необходимо согнуть под разными углами.
Для такой работы понадобится сразу несколько шаблонов, которые следует подготовить заранее. Перед началом работы оправка прочно прикрепляется к основанию с помощью струбцин.
К ее краю надежно фиксируется подлежащая сгибанию труба. После чего производится гибка. Выполняется операция плавно, без резких рывков. Усилие, прикладываемое к трубе, должно нарастать постепенно. В процессе изгибания деталь принимает форму оправки. Для этого потребуется значительное усилие.
Усовершенствованная гибочная плита
Это удобное многофункциональное приспособление, которое позволяет провести качественную гибку профиля своими руками. Устройство представляет собой прочную металлическую пластину-основание, закрепленную на пьедестале. Последний с помощью крепежных болтов фиксируется на полу мастерской.
Набор стальных оправок для разных радиусов
Фанерные одноразовые заготовки
Оправка для узкой профильной трубы
Как вариант можно рассмотреть аналогичное приспособление, крепящееся на верстак. После работы гибочную плиту легко демонтировать и убрать или же можно использовать ее как подставку для проведения других слесарных операций.
Для изготовления такого приспособления понадобится толстая пластина из металла. Ее приваривают на телескопическую подставку. Для упоров под гибку на основании-пластине выполняются два отверстия.
В них ставятся болты-упоры. На них надеваются и фиксируются насадки различных радиусов, что позволяет изгибать трубы так, как нужно. Из листовой толстой стали вырезается прижимная пластина.
Гибочную плиту желательно оснащать прижимной пластиной из прочного металла. Она позволит сохранить соосность профильной детали в процессе гибки
Ее использование обязательно, чтобы соосность сгибаемой детали не была нарушена, так как сгибая профильную трубу без трубогиба можно случайно деформировать ее в двух различных направлениях. Пластина закрепляется над насадками на болтах-упорах.
Пластина закрепляется над насадками на болтах-упорах.
Простейший способ изгибания профильной трубы:
Способов ручного изгибания профилированных труб довольно много. И все они имеют общий недостаток: требуется очень большое усилие для их сгибания. Физически неподготовленный мастер может и не справиться с такой работой. Изгибание деталей с помощью специализированных устройств намного проще, точнее и не требует особых физических усилий.
Проблема в том, что стоимость такого оборудования достаточно велика. Поэтому покупать прибор только для того, чтобы выполнить разовую работу, безусловно, нерентабельно. Лучший вариант – аренда специализированного оборудования, что позволит за небольшую плату получить профильные изделия, согнутые точно по шаблону.
В процессе работы (обычно совершенно неожиданно) может возникнуть вопрос – а как согнуть профильную трубу в домашних условиях? На сегодняшний день есть несколько достаточно эффективных методик, и при наличии определенной сноровки с задачей можно справиться, не обращаясь в мастерскую к профессионалам.
Способ 1. Использование трубогибочных машин
Когда мы говорим о гибке профильных труб, то чаще всего подразумеваем формирование из заготовки дуги определенного радиуса. Чем больше этот радиус, тем легче наша задача, поскольку так внутренняя полость будет подвергаться меньшим деформациям ().
Обратите внимание! Изгибать круглые и профильные трубы под прямым углом не получится: излом практически гарантирован. Для этой цели обычно применяют либо сварное соединение, либо специальные переходники, позволяющие состыковать два отдельных отрезка.
Если необходимость в изготовлении дуг возникает достаточно регулярно, то стоит приобрести ручной или стационарный профилегибочный станок. Он представляет собой устройство с несколькими валиками, которые воздействуют на заготовку, придавая ей нужную форму.
Инструкция по работе на трубогибе достаточно проста:
- Деталь нужного размера укладываем в станок и зажимаем в креплениях.
- Включаем электродвигатель или начинаем вращать рукоятку.
- Рабочие валики смещают ось трубы в направлении изгиба, при этом одновременно выполняется растягивание одной из стенок.
- На противоположную стенку воздействует гибочный шаблон, придавая заготовке нужную форму.
- Для снижения деформации внутренней полости часто применяют гидравлическую стабилизацию: края детали закрываются заглушками, а вовнутрь под небольшим давлением закачивается жидкость.

Чтобы повысить эффективность всех операций, стоит соблюдать такие правила:
- Чем медленнее мы производим обработку, тем ниже риск излома или неконтролируемой деформации деталей.
- При работе следует принимать во внимание ограничения по толщине стенки и сечению трубы, актуальные для вашей модели станка.
- Толстые трубы лучше изгибать в заводских условиях после предварительного прогрева: за счет увеличения пластичности металла повышается качество обработки.
Цена бытовых устройств данного типа стартует примерно со 100 долларов. Вот почему для обработки небольшого количества деталей можно либо арендовать аппарат на несколько дней, либо воспользоваться услугами мастеровой.
Народные средства
Способ 2. Подрезка и сварка
Однако трубогибочный аппарат под рукой есть далеко не всегда. Вот почему любому мастеру стоит заранее изучить, как загнуть профильную трубу в домашних условиях с применением более распространенных инструментов.
Если целостность внутренней полости для нас не является критичной, можно воспользоваться угловой шлифовальной машинкой и сварочным аппаратом:
- На деталь наносим разметку, выделяя участок, по которому будет проходить линия изгиба.
- С внутренней стороны с помощью болгарки с отрезным диском делаем несколько пропилов не менее чем на 3/4 сечения.
- Взявшись за концы детали, формируем изгиб.
Совет! при необходимости излишки металла вырезаем той же болгаркой.
- Фиксируем заготовку в шаблоне и свариваем края разрезов.
- После того как металл остынет, меняем диск болгарки на шлифовальный и полируем обработанную поверхность.
Способ 3. Внутренняя пружина
Если сохранение целостности стенок является принципиальным, то для выполнения стоящей перед нами задачи нужно своими руками изготовить специальную пружину:
- Берем стальную проволоку диаметром до 4 мм . Чем толще стенки трубы, тем прочнее должна быть проволока.
- Используя полнотелую стальную болванку, навиваем пружину квадратного сечения . Размер стороны квадрата подбираем таким образом, чтобы полученная конструкция без труда проходила во внутреннюю полость трубы.
- Закладываем пружину в область изгиба, после чего прогреваем деталь паяльной лампой.
- Используя шаблон или круглую болванку подходящего диаметра, формируем дугу . При этом пружина внутри защитит деталь от излома и сохранит ее профиль.
Данная методика является довольно трудоемкой, поскольку изготовление пружины отнимает много времени и сил. С другой стороны, использовать эластичную вставку можно многократно, так что описанный способ вполне подходит для выполнения масштабных работ.
Способ 4. Заполнение песком или водой
Если же под рукой нет подходящей стальной проволоки, а необходимость в изготовлении дуги из трубчатой заготовки стоит довольно остро, стоит воспользоваться одной из методик, предполагающих внутреннее заполнение.
В качестве заполнителя можно использовать жидкость:
- Перед тем как гнуть профильную трубу из меди с тонкими стенками (иногда они используются в отопительных системах), ее полость заливаем водой, герметично закрыв оба торца.
- После заливки выносим изделие на холод или помещаем в морозильную камеру. Ожидаем до тех пор, пока вода полностью замерзнет.
- Используя болванку или шаблон, производим загиб трубы, после чего вынимаем пробки и сливаем воду.

В теплое время года, а также при обработке толстостенных заготовок воду заменяем песком:
- Материал просеиваем, удаляя все загрязнения, после чего тщательно прокаливаем на огне.
- Один край заготовки затыкаем деревянной пробкой.
- Засыпаем в полость сухой песок, тщательно уплотняя его путем постукивания по земле или верстаку.
- Устанавливаем пробку на другой конец детали и выполняем гибку. Если не спешить, то песок за счет поддержания внутреннего давления не позволит сформироваться внутреннему излому.
Вывод
Если вы хотя бы периодически работаете с металлом, то знать о том, как согнуть профильную трубу без трубогиба, вам нужно обязательно. Конечно, все описанные методы не смогут в полной мере заменить качественное профессиональное оборудование, но в критической ситуации они способны прийти на помощь, позволив решить поставленную задачу максимально оперативно ().
Профильные виды труб с сечением квадратной или прямоугольной формы позволяют сооружать разнообразные конструкции, способные выдерживать повышенные нагрузки. При возведении частного строения нужно обладать навыками и знаниями, как согнуть профильную трубу в домашних условиях собственноручно, чтобы не повредить ее целостность.
Основные характеристики профильных труб
Главной особенностью профильных труб по сравнению со стандартными изделиями считается их сечение. Именно данная разница не во всех случаях позволяет использовать стандартные способы изгиба для создания требуемого радиуса кривизны.
Кроме этого, промышленные предприятия производят профильную трубную продукцию из разнообразных материалов, в том числе из меди, алюминия, латуни и т.д. Это приводит к необходимости использования разных техник, чтобы в итоге согнуть профильную трубу.
В процессе осуществления механических воздействий с целью получения изогнутого изделия труба может получить дефекты и тогда в процессе эксплуатации целостность конструкции со временем разрушится. По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
По этой причине желательно изучить возможность ее растяжения до того, как согнуть профтрубу.
Чтобы достигнуть нужного радиуса изгиба при выполнении работы самостоятельно, следует ее делать плавно и неторопливо и контролировать величину прилагаемых усилий. Это позволит значительно уменьшить вероятность возникновения повреждений и получить требуемую форму изделия.
На выбор варианта, как в домашних условиях согнуть квадратную трубу, оказывает влияние толщина стенок трубной продукции. При четком представлении, каким должен получиться конечный результат, и правильном подходе к определению способа гнутья возведенная конструкция будет отличаться прочностью, надежностью, эстетичным видом и долговечностью.
Следует знать, что при термическом воздействии, оказываемом на профильные изделия, происходят изменения во внутренней структуре металла, из которого они произведены. В итоге прочность и надежность конструкции может оказаться под большим вопросом. Помимо этого, многократные попытки гнуть профильную трубу своими руками, приведут к ее разрушению.
Использование трубогиба
Согнуть профильную трубу без трубогиба или иных аналогичных приспособлений в домашних условиях будет непросто, особенно при большой толщине стенок изделий из металлов (прочитайте: ” “). Если планируется одноразовая работа, то приобретать станок для изгиба труб нет смысла. Специальное оборудование в данном случае лучше взять в аренду, обратившись в компании, которые оказывают подобные услуги.
Если предстоит гнуть своими руками профильную трубу, наиболее целесообразно и разумно использовать трубогиб, имеющий специальное ведущее колесо. Оно, передвигаясь по одной из граней, позволяет выгнуть профильное изделие так, как необходимо домашнему умельцу в конкретном случае.
Трубогибы выпускают:
- с ручным управлением;
- с электроприводом.
Когда изгиб профильных изделий выполняется вручную, колесо приспособления приводится в движение при помощи специальной ручки.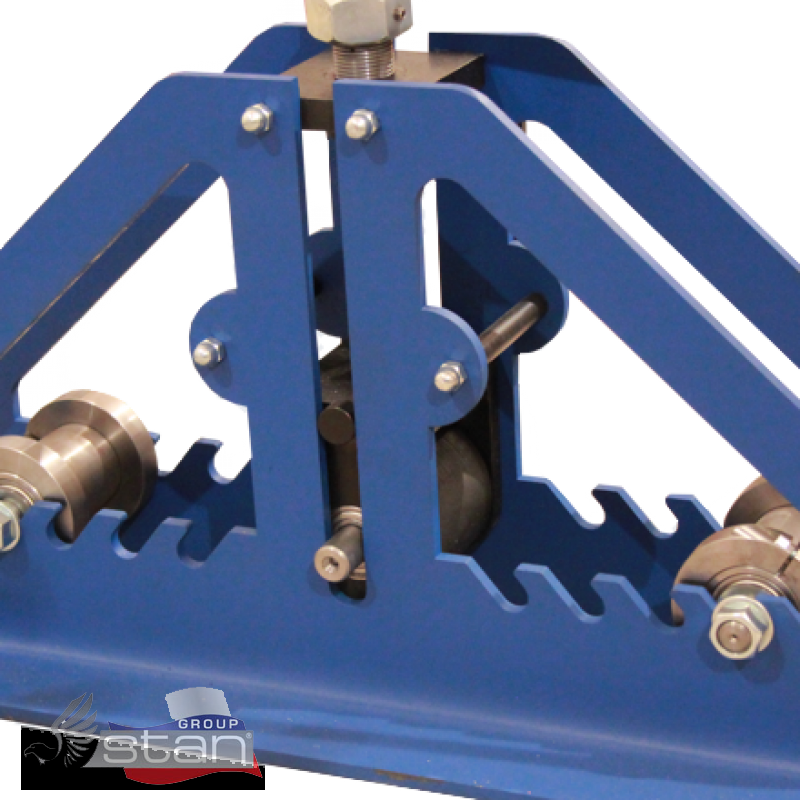 Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
Применять данный способ следует в том случае, когда сечение трубы имеет небольшую площадь, а будущая конструкция должна получиться не громоздкой и ее форму можно изменить собственноручно.
При большом объеме работ и таком же размере труб, потребуется трубогиб для профильной трубы , оборудованный электроприводом, который приводится в движение просто – путем нажатия на кнопку. Принцип функционирования данного устройства аналогичен – колесо передвигается по грани трубы, но результат получается более эстетичным и менее трудозатратным.
Другие способы собственноручного сгибания труб
Существует несколько вариантов, позволяющих сделать изгиб профильной трубы в бытовых условиях без специальных станков.
К выполнению гибки металлических изделий относительно радиуса, предъявляется несколько требований. Толщина их стенок должна превышать 2 сантиметра, иначе изгиб способен нарушить целостность трубы. При высоте профиля (обозначенной буквой Z) более 2-х сантиметров труба, согнутая на отрезке протяженностью 3,5хZ, не разрушится и не станет менее надежной.
Важную роль играет температура, которую при сгибании имеет изделие. Известно, что трубе, находящейся в нагретом состоянии, придать кривизну гораздо легче. При проведении работ в бытовых условиях необходимо придерживаться техники безопасности.
Чтобы выполнить изгиб труб, имеющих высоту профиля до 1 сантиметра, не требуется нагревать изделия для придания им криволинейного очертания. А вот трубную продукцию с высотой профиля свыше 4-х сантиметров без нагрева согнуть своими руками не удастся.
Использование болгарки при сгибании профильных труб
Чтобы гнутая профильная труба, сделанная своими руками, получилась требуемого радиуса загиба, можно применить болгарку.
Для этого:
- В месте, где планируется изгиб, нужно выполнить несколько поперечных пропилов (как правило, их потребуется 3).
- Потом следует собственноручно согнуть профильную трубу.
- В завершении места пропилов сваривают сварочным аппаратом.

Поскольку у профильной продукции сечение имеет правильную форму, то полученное изделие должно приобрести эстетичный вид при условии, что сваренные участки будут тщательно зашлифованы. Одновременно показатели прочности останутся прежними.
Изгиб профильных изделий с применением пружины
Данный вариант отличается простотой исполнения, для чего потребуется выполнить следующий перечень работ:
- Берут проволоку, желательно, чтобы она была стальной, толщиной примерно 2 миллиметра, и делают из нее пружину.
- Далее ее вставляют в трубу.
- Нагревают место будущего сгиба.
- В завершение работы изгибают изделие, соблюдая требуемый радиус.
Следует сразу же следить за правильностью сгиба профильной трубной продукции, поскольку нагретое изделие сохраняет свою эластичность непродолжительное время.
В процессе изготовления пружины нужно обращать внимание на такой важный момент: ее сегменты должны быть меньше на 1,5 –2 миллиметра, чем параметры соответствующей стороны сечения, которое имеется у профильного металлического изделия. Если придерживаться данного правила, не возникнет проблем с тем, как вставить пружину внутрь трубы.
Применение песка для сгибания трубы
Например, чтобы получилась квадратная или прямоугольная гнутая труба, используют песок, предварительно просеянный и хорошо просушенный. Также нужны будут деревянные клинья, имеющие соизмеримый срез изделия, и которые можно будет вбить в трубу.
Порядок выполнения действий выглядит так:
- С одной из сторон трубного изделия забивают клин.
- Внутрь трубы насыпают песок.
- Забивают клин со второй стороны, получив в итоге своеобразную заглушку.
- После фиксации одного конца приступают к изгибу трубы на нужную величину радиуса. При желании место будущего сгиба для облегчения процесса можно нагреть.

За счет песка, засыпанного внутрь, будет обеспечена прочность и целостность конструкции трубы. После успешного выполнения работы его удаляют, предварительно убрав деревянные клинья.
Выполнение изгиба труб при помощи воды
Изогнуть профильную трубу собственными силами в домашних условиях также можно с помощью воды. Этот вариант задействуют, когда трубная продукция произведена из меди или другого цветного металла. Один конец изделия закрывают заглушкой и наливают внутрь его воду. Изделие следует поместить в место, где вода замерзнет. После этого согнуть его самостоятельно будет несложно. Чтобы легче получилась труба квадратная гнутая, нужно сгибать ее не посередине, а ближе к одному из концов.
Гибка профилей :: Kersten Europe
Строительные профили бывают самых разнообразных. Kersten использует обширное современное оборудование для гибки стандартных строительных профилей и профилей по индивидуальному заказу. Мы используем методы холодной и индукционной гибки, чтобы изгибать самые разные типы и размеры практически с любым желаемым радиусом с учетом особых требований (допусков).
Профили можно гнуть в 2D и 3D. Компания Kersten специализируется на 3D-изгибе легких и тяжелых профилей, где профиль, а также радиус имеют градиент.Этот метод используется для строительства лестниц, предметов искусства, промышленных смесителей и, в частности, для строительства направляющих для американских горок.
В зависимости от свойств профиля, радиуса и применения изогнутого изделия, профиль изгибается в соответствии с одним из следующие методы гибки:
Для прокатки профилей используется полная серия профилегибочных станков. Kersten Europe производит прокат профилей от 80 до 1.000 мм, а также труб от Ø 10 до Ø 610 мм.
Для прокатки не требуется специального инструмента, и станок не нужно переоборудовать для гибки определенного профиля с различными радиусами.Это делает стоимость прокатки технически очень интересной.
Для прокатки всегда требуется большая длина. Однако это может быть ограничено умной классификацией материалов. Мы с радостью проконсультируем вас по этому поводу.
На следующей анимации показан процесс прокатки трубы. Вы можете увидеть, как труба прокатывается на станке, и как определяется дополнительный припуск на изгиб. Затем он автоматически удаляется, оставляя трубу с трехмерным контуром для оптимального соединения трубы с трубкой.
Производительность по прокатке профиля
Индукционная гибка
Индукционная гибка – это очень эффективный и точный метод гибки с использованием тепла для гибки труб, труб и профилей. Он вступает во владение там, где методы холодной гибки имеют свои ограничения. Комбинация скорости, местного нагрева и охлаждения позволяет изгибать даже более крупные профили. Трубы до Ø1016 мм и стандартные конструкционные профили до 1100 мм.
Подробнее об индукционной гибке
Гибка на оправке – хорошее решение для гибки тонкостенных профилей с очень малым радиусом.По сравнению с прокаткой может быть получен гораздо меньший радиус. Однако этот метод изгиба требует специального оборудования для защиты профиля от разрывов и деформаций, которые могут возникнуть при изгибе на небольшом радиусе.
Оборудование означает, что начальные затраты относительно высоки и, следовательно, менее привлекательны при работе с небольшими партиями. Однако зачастую оборудование для стандартных строительных профилей уже доступно. Для этих стандартных профилей и / или больших серий идеально подходит изгиб на оправке.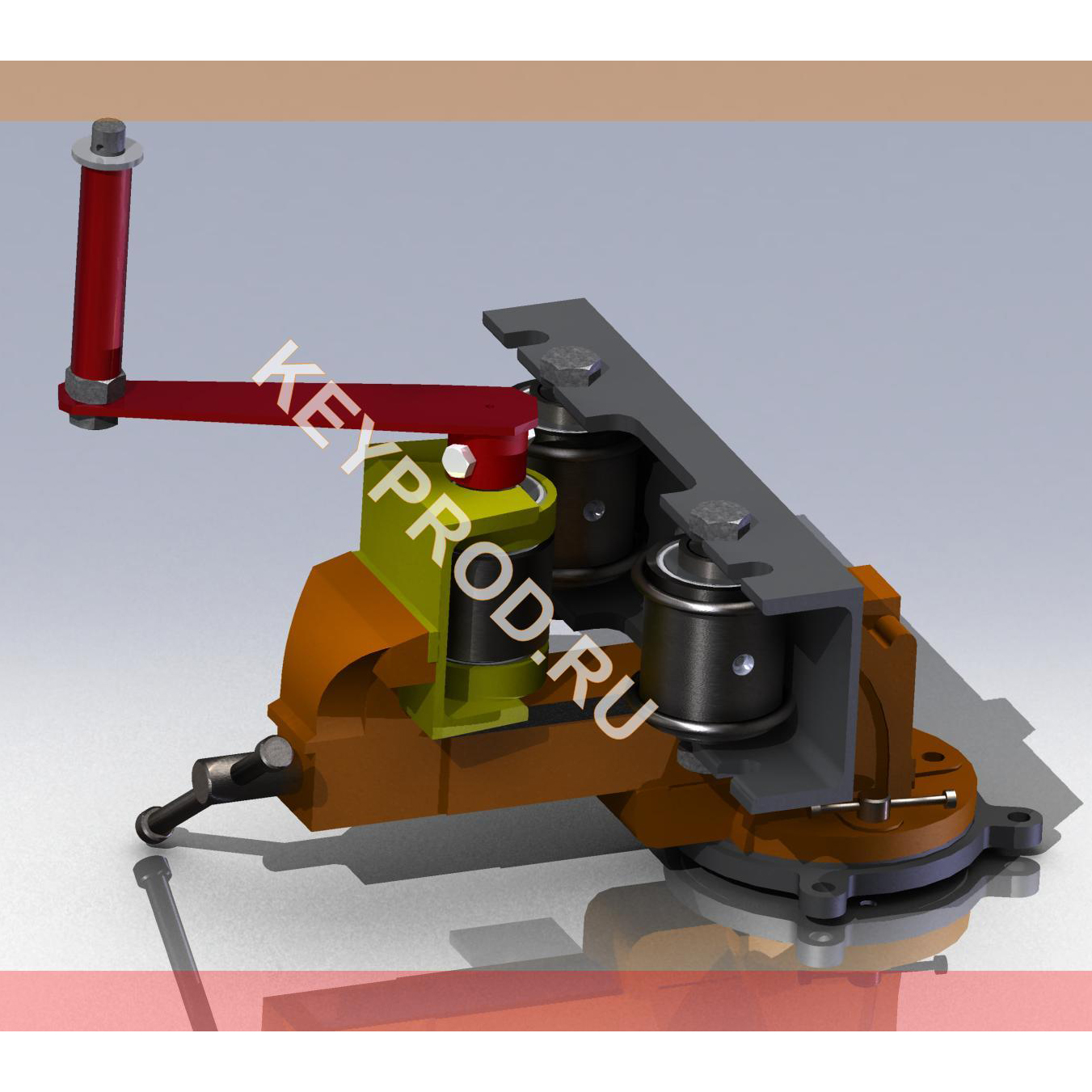 Это быстро, очень эффективно и обеспечивает неизменно высокое качество.
Это быстро, очень эффективно и обеспечивает неизменно высокое качество.
Краткий обзор гибки профиля
- Холодная гибка стальных, нержавеющих и алюминиевых профилей
- Полный ряд стандартных строительных профилей: от UNP 80 до HEA 1000
- Горячая гибка индукционным способом для еще большего трубы и профили
- Гибка труб различных размеров труб, балок и полых профилей с малым радиусом
- Прокатка профилей из набора или роликов по индивидуальному заказу заказчика
- Трехмерная гибка легких и тяжелых труб и профилей
MC150B – Профилегибочная машина
Профилегибочный станок MC150B NARGESA .Наш трубогиб MC150B разработан с целью минимизировать производственные затраты и обеспечить максимальную производительность при гибке труб и профилей.
ЦЕНА 3.300,00 €
Он был изготовлен для различных профилей, таких как плоский стержень или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, изгиб сплошного стержня, квадратного и круглого типа, спиральная труба или даже для квадратной, прямоугольной или круглой трубы из разных материалов: чугун, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий.Цель этих операций по гибке варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Два приводных ролика. Два нижних ролика моторизованы и имеют накатку для лучшего захвата.
Надежная трансмиссия с помощью плоских закаленных шестерен.
Диаметр осей: 40 мм.
Полезная длина осей: 74 мм.
Максимальная сила гибки круглой трубы: 2 дюйма или 50 мм.
Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
Мы поставляем профилегибочный станок MC150B с 9 роликами и стандартными шайбами, которые можно комбинировать и изготавливать все виды профилей. (Квадратная труба, прямоугольный, квадратный стержень, круглый и прямоугольный стержень, U-образный профиль, Т-образный профиль, угол, плоский стержень, кромочный стержень …) Это только для специальных круглых труб, когда нам нужны специальные ролики.
(Квадратная труба, прямоугольный, квадратный стержень, круглый и прямоугольный стержень, U-образный профиль, Т-образный профиль, угол, плоский стержень, кромочный стержень …) Это только для специальных круглых труб, когда нам нужны специальные ролики.
Миллиметровая шкала для изгиба верхнего вала.
Два рабочих положения, горизонтальное и вертикальное на одном рабочем столе.
Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении спиралей и винтовых лестниц.
Мощность двигателя: 0,75 кВт / 1 л.с.
Электропитание: 3 фазы, 230/400 В или 230 В, 1 фаза
Скорость роликов: 6 об / мин
Что такое гибка труб и ее наиболее известные промышленные применения
Что такое гибка труб?
Гибка труб, или гибка труб, – это один из основных процессов обработки, который даже люди в этой отрасли иногда принимают как должное. По определению, под гибкой труб понимается любой процесс обработки металлов давлением, используемый для постоянного формирования труб или трубок. Эта процедура обработки может быть процессом формования или гибки произвольной формы.
После того, как труба изготовлена, она обычно должна пройти пост-производственные операции, чтобы превратить ее в пригодный для использования продукт. Сгибание – одна из самых распространенных из этих процедур. Это может быть выполнено вручную или на трубогибочных станках с компьютерным управлением по методике холодной или горячей штамповки.Гибка труб – это технологический метод, используемый в различных процессах обработки металлов давлением для повышения компетентности в производстве сантехнической арматуры. Трубу можно гнуть в разные стороны и под разными углами.
В зависимости от конкретной используемой процедуры гибки механические и физические свойства исходного материала могут быть изменены. Самый простой изгиб может повернуть трубу на угол 90 градусов, образуя колено, но трубогибочные машины предлагают гораздо больше возможностей и вариантов. Кроме того, изгиб трубы может быть выполнен в паре других геометрических форм, включая 2D и 3D размеры.
Процессы гибки труб
Процесс гибки трубы начинается с загрузки трубы или трубы в трубогибочную машину и закрепления ее на месте между двумя штампами – зажимным блоком и формовочным штампом. Два других штампа свободно удерживают саму трубу – штампик давления и штамп грязесъемника.
Процедура гибки трубы включает использование механической силы для прижатия основной трубы или трубки к штампу, заставляя трубу или трубку приспосабливаться к форме штампа. Обычно основная труба удерживается на месте, в то время как ее конец вращается и катится вокруг матрицы станка.Различные формы обработки труб включают проталкивание основной трубы через ролики, которые изгибают ее в виде простой кривой. При многократном изгибе труб внутри трубы помещается оправка для предотвращения ее сжатия. Труба удерживается в натяжении шлифовальной головкой, чтобы предотвратить любое повреждение при нагрузке. Матрица грязесъемника обычно изготавливается из более мягких материалов, таких как алюминий или латунь, чтобы не повредить или не поцарапать сгибаемый материал.
Трубогибочные машины могут быть с приводом от человека, с гидравлическим приводом, с гидравлическим приводом, с пневматическим приводом или могут работать с электрическим серводвигателем.Процессы гибки труб включают гибку под прессом, гибку с вращающейся вытяжкой, гибку в роликах и индукционную гибку.
Промышленное применение техники
Трубы и гибка труб жизненно важны для самых разных отраслей промышленности. Они чрезмерно используются во всем, от автомобильной промышленности до авиации, судостроения, авиакосмической, нефтегазовой, нефтегазовой и т. Д. Автомобильный сектор в значительной степени полагается на станки для гибки оправки, чтобы минимизировать овальность тонкостенных труб при изгибе. Современные трубогибочные машины могут помочь устранить складки и на внутреннем радиусе изгиба.
Д. Автомобильный сектор в значительной степени полагается на станки для гибки оправки, чтобы минимизировать овальность тонкостенных труб при изгибе. Современные трубогибочные машины могут помочь устранить складки и на внутреннем радиусе изгиба.
Две другие отрасли, которые полагаются на высококачественную гибку труб, – это аэрокосмическая и авиационная промышленность. В этих двух отраслях изгибы должны быть на 100% точными, поскольку нет права на ошибку. В аэрокосмической отрасли особенно важно создавать кривые с максимальной точностью.
Различные изделия из гнутого металла, от обработки труб до конструктивных элементов, обеспечивают высокие результаты и выдерживают самые сложные промышленные и коммерческие условия. Корпоративные гиганты из различных промышленных секторов работают со сторонними компаниями, занимающимися трубной, трубной и профильной гибкой, для обеспечения быстроты выполнения работ, жестких допусков и гарантированного контроля качества.
От изогнутых труб и трубных колен до сложных проектов по гибке под углом – отрасли используют этот метод обработки для производства:
- Гибка и прокат конструкционных сталей
- Морское и нефтехимическое оборудование
- Металлы гнутые для оборудования детских площадок
- Гнутые металлы для фитнес-оборудования
- Трубы, трубки и другие металлические детали для систем отопления, вентиляции и кондиционирования воздуха и охлаждения
- Транспортное оборудование
- Сельхозтехника
- Пневмотранспортные системы
- Воздуховоды для обогатительных фабрик
- Цистерны и стальные опоры для сосудов
- Уличные фонари и вывески
- Строительные и архитектурные акценты
- Различные комплектующие для мебели
Уже много лет трубы и профилегибочные станки с цифровым управлением удовлетворяют самым высоким техническим характеристикам и требованиям качества.Гибка труб применяется практически во всех сегментах металлообрабатывающей промышленности.
Вот четыре верхних сектора, в которых применяется технология гибки труб.
Аэрокосмическая промышленность
Одна из важнейших задач аэрокосмической промышленности – создание прочных и прочных изгибов, превышающих стандартные отраслевые спецификации. Аэрокосмические компании используют различные профилегибочные станки для производства гидравлических трубопроводов, выхлопных систем, труб двигателя, каркасов сидений и топливопроводов.
Автомобильная промышленность
От различных внутренних компонентов до проворачивания топливопроводов, прецизионная гибка в автомобилях требует максимальной точности и повторяемости, чтобы удовлетворить потребности производителей автомобилей в больших объемах. Потребности в гибке автомобилей постоянно меняются, поскольку сложные выхлопные компоненты и системы постоянно должны развиваться и вписываться в более мелкие и узкие места для производства современных суперкаров.
Для получения требуемых точных изгибов, как правило, на трубах малого радиуса и уменьшающейся толщине материала инженеры-механики обычно применяют процесс, называемый форсированной гибкой.Гибка с ускорением – это процедура, при которой материал проталкивается в инструменты во время выполнения гибки. Гибка с ускорением помогает обеспечить точную и точную гибку без поломки трубы или профиля. Этот тип изгиба играет жизненно важную роль в решениях для автомобильной промышленности при создании автомобильных выхлопных систем, тормозных и топливных магистралей, каркасов сидений, конструктивных элементов и систем охлаждающей жидкости.
Тяжелая грузовая промышленность
В индустрии тяжелых грузовиков изгибы с малым и точным радиусом часто выполняются на трубах и материалах трубопроводов, которые трудно изгибать, например, на нержавеющей стали 409 и 304.Эти материалы можно сгибать только на высококачественной гибочной машине, потому что для них требуются высокопрочные трубы большого диаметра. Станки для гибки труб и профилей используются для производства топливопроводов для тяжелых грузовиков, труб двигателя, многих конструктивных элементов и других изделий на заказ.
Судостроительная промышленность
Существует полный перечень услуг и решений по гибке, используемых в судостроительной промышленности, от малых судов до коммерческих судов. Техника обработки используется для создания гидравлических линий, выхлопных систем, топливопроводов и водоводов.
Заключительные слова
Когда обычные 90-градусные отводы не подходят для конструкции вашей системы или требований к пространству, изогнутые трубы, трубы и профили являются отличным вариантом трассировки. Благодаря глубокому пониманию этого термина, процесса и его промышленного применения теперь вы знаете, что найти решение для труб, трубок и профилей всех размеров довольно просто.
Другие статьи от Industry Tap…
▷ Профилегибочная машина бывшая в употреблении
Гибка профиля труб с помощью вертикального профилегибочного станкаПрофилегибочная машина для полной свободы проектирования
Задача гибки профилей состоит в том, чтобы иметь возможность производить гибку профиля выборочно и точно в желаемая форма. Полые профили, как и трубы, связаны с риском изгиба. Перегиб трубы приведет к повреждению заготовки, так как она не подлежит ремонту. Профилегибочный станок содержит умную механическую систему, которая предотвращает это и позволяет производить точные радиусы.Существует несколько различных типов профиля , оборудование для гибки металла . Станки для гибки на оправке используются для тонкостенных труб диаметром всего несколько сантиметров. Эти машины состоят из оправки, гибочного инструмента, гибочной головки и контрподшипника. Во время гибки на оправке изгибаемый профиль проталкивается через оправку и фиксируется между гибочным инструментом и зажимом. Гибочная головка с механическим или гидравлическим приводом поворачивается вдоль оси гибки и тем самым формирует заготовку.Контрподшипник используется как опора для трубы в процессе гибки.
Типы станков для гибки профиля
Станок для гибки профиля в мастерскойТребования к процессу гибки зависят от радиуса изгиба, прочности стены и материала. Чем более хрупким будет материал, чем тоньше стенки и меньше радиус изгиба, тем сложнее будет процесс изгиба. Процесс гибки на оправке лучше всего подходит для получения высококачественного материала с малым радиусом изгиба.Закаленная цементированная сталь – единственный материал, из которого может быть изготовлен инструмент для гибки. Этап дополнительного упрочнения необходим, чтобы гарантировать длительный срок службы инструмента. Если инструмент не затвердеет, он может сжиматься или деформироваться, что приводит к образованию складок. В процессе гибки эти складки оказывают формирующее влияние на заготовку, что делает ее бесполезной. Помимо использования закаленной стали, образование складок можно предотвратить, используя более гладкую складку или предварительно нагревая профиль.Для всех областей применения необходимо производить разные инструменты, поэтому гибка на оправке больше всего подходит для производства серийных и стандартных компонентов.
Профильнооблицовочный станок Euromac Пирамидальные гибочные ролики особенно подходят для индивидуального изготовления профилей с радиусами радиуса. Обычно они состоят из трех роликов , которые движутся навстречу друг другу. Желаемый изгиб получаемого профиля зависит от размера внешних роликов и глубины среднего ролика.Ролики вращаются и могут изготавливать сложные гнутые трубные заготовки. Ролики для гибки пирамид обычно используются автомобильными мастерскими и сантехниками для изготовления отдельных профилей, таких как трубы и выхлопные трубы. Пирамидальные гибочные ролики доступны в виде комплектных обрабатывающих центров , которые могут производить сложные трубы и профили в желаемом количестве. Компания BILGER имеет особенно дешевую и гибкую машину для гибки профиля на продажу , которую можно использовать для небольших компаний, монтажных работ и предпринимателей. Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью набора стандартных инструментов, чтобы он соответствовал требованиям оператора.
Он сочетает в себе гибкость роликов для гибки пирамид с эффективностью станка для гибки стержней. Небольшой гибочный станок под названием «Variobieger» можно быстро собрать с помощью набора стандартных инструментов, чтобы он соответствовал требованиям оператора.
Размеры и типы станков для гибки профиля
Гибка профиля с помощью механического гибочного станкаТипы двигателей и рабочих систем для станков для гибки профиля разработаны в зависимости от требований к профилю.Трубы и стержни малых и средних размеров могут изготавливаться с использованием чисто механических систем, таких как рычаги, шарнирные прессы и шпиндели. Эти профили регулярно создаются в зависимости от визуальной оценки, и этого обычно достаточно для некритичных приложений. Полумеханические гибочные машины работают с гидравлическими двигателями с ручным управлением. С помощью ручного насоса оператор может использовать гидравлическую систему для приложения большого целевого усилия к профилю. Этот процесс чаще всего используется для монтажных работ.Это позволяет производить отдельные изгибы профиля без использования электроэнергии. Автоматические и полностью гидравлические двигатели используются для гибочных станков . Они доступны для профилей всех размеров. Особенно большие гибочные станки можно найти рядом с путевыми и трубопроводными сооружениями. Необходимые изгибы производятся на месте с помощью мобильных станций.
Работа с профилегибами
Профили необходимы в контексте строительства.Они представляют собой элемент, состоящий из нескольких компонентов, используются для производства предварительно разработанного продукта. Для индивидуального производства профилей и требуется тот же набор навыков, что и в профиле занятий тех, кто занимается отделкой продукции. Индивидуальному производству профилированных деталей могут научиться также талантливые, но в остальном неквалифицированные рабочие. Гибка профилей относительно безопасна. Тем не менее, перед использованием профилегибочного станка полезно пройти инструктаж по технике безопасности. Компоненты массового производства полностью автоматически производятся на профилегибочных машинах, таких как гибочные станки для алюминиевых профилей или профилегибочные станки из ПВХ.Как и в случае с любой другой производственной машиной, единственными необходимыми задачами являются загрузка и разгрузка. Кроме того, эти продукты требуют регулярного контроля качества. Чтобы не приходилось учить квалифицированных рабочих обращаться с инструментами, рекомендуется подготовить шаблоны для этого во время контроля качества профилей. Износ гибочного инструмента минимален. Однако высокое усилие , необходимое для правильного изгиба профилей, может серьезно повлиять на контрподшипники станка.Обычно они регулируются. Строгие меры контроля качества могут достаточно рано выявить необходимость корректировки, чтобы предотвратить потери продукции и необходимость постпроизводства.
Тем не менее, перед использованием профилегибочного станка полезно пройти инструктаж по технике безопасности. Компоненты массового производства полностью автоматически производятся на профилегибочных машинах, таких как гибочные станки для алюминиевых профилей или профилегибочные станки из ПВХ.Как и в случае с любой другой производственной машиной, единственными необходимыми задачами являются загрузка и разгрузка. Кроме того, эти продукты требуют регулярного контроля качества. Чтобы не приходилось учить квалифицированных рабочих обращаться с инструментами, рекомендуется подготовить шаблоны для этого во время контроля качества профилей. Износ гибочного инструмента минимален. Однако высокое усилие , необходимое для правильного изгиба профилей, может серьезно повлиять на контрподшипники станка.Обычно они регулируются. Строгие меры контроля качества могут достаточно рано выявить необходимость корректировки, чтобы предотвратить потери продукции и необходимость постпроизводства.
Производители профилегибочных машин
BILGER , GRANGIER CONSTRUCTEUR , O + P и NUOVA производят хорошие продукты для мастерских и монтажных работ. Поставщики станков для гибки металла ROUNDO , KNUTH , VOORTMANN и THOMAN рекомендуются для промышленных гибочных станков.Специальные машины, например, для крупных применений, таких как трубопроводы, доступны из SUPERIOR и GENERAL DISCILLING . Получите доступ к самому большому выбору станков для гибки металла на продажу и к самой низкой цене на станки для гибки листового металла на TradeMachines.
Описание 5 основных компонентов гибочного инструмента
При первом подходе к инструменту для гибки необходимо иметь представление о гибке в целом, а также о различных компонентах, которые используются в этой задаче.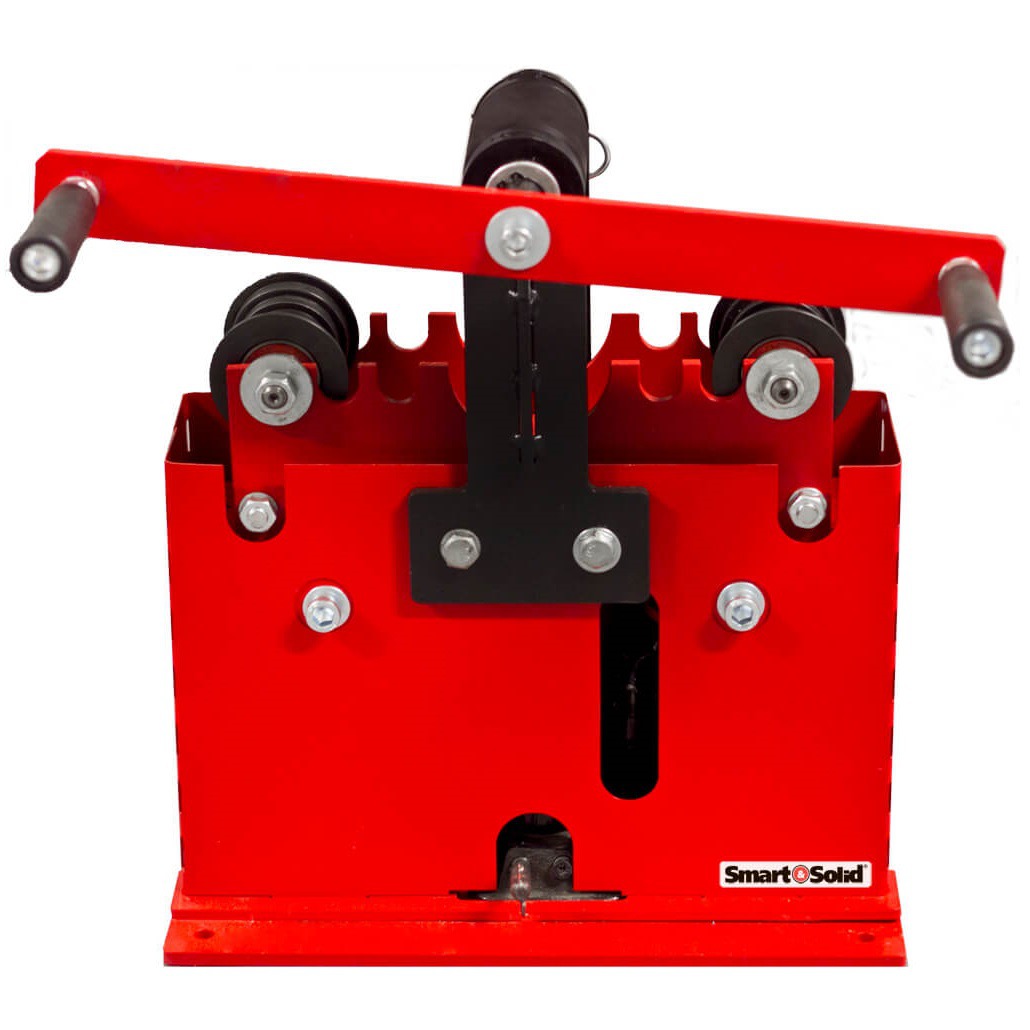 Каждый компонент способствует успеху операции, но основные компоненты включают гибочную матрицу, зажимную матрицу, нажимную матрицу, грязесъемную матрицу и оправку. Однако прежде чем мы углубимся в каждый из этих компонентов инструмента, давайте рассмотрим некоторые основы гибки труб в целом.
Каждый компонент способствует успеху операции, но основные компоненты включают гибочную матрицу, зажимную матрицу, нажимную матрицу, грязесъемную матрицу и оправку. Однако прежде чем мы углубимся в каждый из этих компонентов инструмента, давайте рассмотрим некоторые основы гибки труб в целом.
Труба и гибка труб в простейшем виде – это любой процесс изменения формы части трубы или трубы. Гибка труб и труб выполняется таким образом, чтобы их можно было подогнать к определенным машинам, как часть более крупного целого, например, в выхлопной системе, или в определенных средах, таких как трубы, которые используются под землей для переноса материала из одной точки в другую.
Трубы и трубы можно найти в широком диапазоне применений и почти во всех отраслях промышленности. Однако одними из наиболее распространенных применений являются автомобильные (выхлопные системы, подголовники и т. Д.).
Каждый компонент инструмента, который мы рассмотрим позже, необходим для достижения правильного изгиба для любого конечного применения. Каждый компонент играет жизненно важную роль в том, как сгибается кусок трубы.
Как изгибаются трубы и трубы?Трубку и трубу можно гнуть вручную, но это не очень распространено.Две основные причины, по которым гибка вручную является непопулярным решением, заключаются в том, что она непоследовательна и ее трудно масштабировать.
Гораздо более распространена гибка труб и труб, выполняемая на станках. Некоторые гибочные станки полагаются на сотрудников, которые используют станок, настраивают инструмент и управляют станком вручную, но все чаще компании выбирают обработку с ЧПУ.
ЧПУ, числовое программное управление, обработка более последовательна, чем машины с приводом от человека. Станки с ЧПУ также могут помочь в выполнении расчетов.Кроме того, станки с ЧПУ помогают избежать путаницы в том, какой метод гибки использовать в данных обстоятельствах.
Существует множество методов сгибания труб, и использование неправильного из них может принести больше вреда, чем пользы. Даже обученные и опытные рабочие могут совершать ошибки в процессе, который они используют, или при физическом выполнении изгиба. Таким образом, даже владельцы и менеджеры, у которых есть квалифицированные сотрудники, захотят использовать трубогибочные станки с ЧПУ, которые помогают снизить значительную часть риска и напряжения при гибке труб.
Как видно из диаграммы выше, в процессе гибки используется ряд инструментов. Каждый из этих компонентов необходимо точно настроить, чтобы добиться правильного изгиба. Станки с ЧПУ могут помочь в использовании правильного инструмента.
Кроме того, успешность или неудача любого изгиба часто определяется расчетами, которые выполняются еще до настройки инструмента. При гибке необходимо произвести ряд расчетов. Некоторые из этих расчетов определяют такие вещи, как идеальный радиус изгиба, а другие определяют, может ли ваше конкретное оборудование даже выполнить изгиб.
Расчеты и формулы изгиба труб могут быть непростыми даже для опытных трубогибов, поэтому мы рекомендуем ознакомиться с некоторыми из наших ресурсов по расчетам изгиба, если вам нужна помощь или вы хотите узнать больше.
Скоропортящиеся и нескоропортящиеся компоненты наборов инструментов для трубогибовКомпоненты для гибки труб состоят как из скоропортящихся компонентов (которые вам в конечном итоге придется заменить), так и из нескоропортящихся компонентов (тех, которые вам не придется заменять).
Две большие части скоропортящегося инструмента – это грязесъемники и оправка (хвостовик, корпус, носик и шариковые оправки – все в комплекте). К нескоропортящимся компонентам относятся:
- Плашки для гибки
- Плашки зажима
- Плашки давления
- Колодки цанговых патронов
- Держатели стеклоочистителей
- Стойки стеклоочистителя
- Зажимная балка
- Регулятор зажима
- Bend Die Base (бобышка)
- Гибочная стойка (инструментальная стойка)
Первым элементом, который следует учитывать, является гибочная матрица. Гибочный штамп используется для формирования трубы и определяет радиус изгиба. Существует ряд стандартных конфигураций штампов, а также штампов для гибки на опоре и фланце. Требования к применению будут определять, какой тип гибочного штампа является подходящим, но гибочные штампы для опоры и фланца используются в ситуациях, когда высота больше ширины, и в ситуациях, когда недостаточно материала для стойки через отверстие.
Гибочный штамп используется для формирования трубы и определяет радиус изгиба. Существует ряд стандартных конфигураций штампов, а также штампов для гибки на опоре и фланце. Требования к применению будут определять, какой тип гибочного штампа является подходящим, но гибочные штампы для опоры и фланца используются в ситуациях, когда высота больше ширины, и в ситуациях, когда недостаточно материала для стойки через отверстие.
Зажимная матрица прижимает трубу к гибочной матрице, когда гибочная матрица вращается.В то время как пресс-форма применяется, как следует из ее названия, давление, необходимое для изгиба трубки. Пресс-матрица прикладывает давление, вдавливая трубку в гибочную матрицу.
СтеклоочистительГрязесъемник поддерживает трубку с внутренней стороны изгиба, предотвращая образование складок. Стальные грязесъемные плашки используются для гибки стальных медных, алюминиевых и бронзовых труб. В то время как стеклоочистители из алюминия / бронзы используются для труб из нержавеющей, титановой и инконелевой стали.
ДержателиОправка – это компонент, который поддерживает внутреннюю часть трубы, что предотвращает сжатие и складки во время изгиба.Стальные / хромированные оправки используются для гибки стальных, медных, алюминиевых и бронзовых труб. В то время как оправки из алюминия / бронзы используются для гибки труб из нержавеющей, титановой и инконелевой стали. Помимо оправок со стандартным шагом, оправки с малым шагом могут использоваться для тонкостенных труб и гибов с малым радиусом.
Хотите узнать больше?Введение в инструменты для гибки с вращающейся вытяжкой, объясняет эти основные компоненты, а также многие другие основы работы с инструментами для гибки. В этом бесплатном руководстве вы найдете:
- Введение в поворотную гибку с вытяжкой
- Инженерное руководство
- Изгиб с малым радиусом
- Завершение рассмотрения заявки
- Особенности применения и особенности применения
- Резюме и преимущества
Нажмите здесь или нажмите кнопку ниже, чтобы загрузить «Введение в инструменты для поворотной гибки».
| 3C-C.L.O.M.E.A. Гибочные машины J&S Machine включает в себя полную линейку 3C-C.L.O.M.E.A. гибочные машины, способные удовлетворить многие потребности гибочной промышленности. Модель 3C-C.L.O.M.E.A. Линия продукции включает в себя множество машин, используемых для гибки оконных профилей и фасадных профилей, уголков, труб и труб, а также множества других материалов.Для этого 3C-C.L.O.M.E.A. разработала полную линейку гидравлических и электромеханических машин. С применением нескольких доступных вариантов управления, 3C-C.L.O.M.E.A . имеет гибочный станок, соответствующий вашим потребностям.
|
 L.O.M.E.A. это высокопроизводительные гидравлические машины для гибки стальных и алюминиевых профилей. Наружные ролики гидравлически позиционируются для достижения желаемого радиуса. Корпус и рама машины изготовлены из тяжелого чугуна G30 и приварены к металлическому основанию с помощью электросварки.Все валы, шестерни и шестерни изготовлены из хромоникелевой стали, прошедшей термообработку и шлифовку, и установлены в динамических конических подшипниках с консистентной смазкой, рассчитанных на высокие нагрузки. Все три ролика этих машин имеют привод, чтобы дать им достаточную мощность для протягивания материала через изгиб. Модели CR13-R – CR24-R могут работать как в горизонтальном, так и в вертикальном положении.
L.O.M.E.A. это высокопроизводительные гидравлические машины для гибки стальных и алюминиевых профилей. Наружные ролики гидравлически позиционируются для достижения желаемого радиуса. Корпус и рама машины изготовлены из тяжелого чугуна G30 и приварены к металлическому основанию с помощью электросварки.Все валы, шестерни и шестерни изготовлены из хромоникелевой стали, прошедшей термообработку и шлифовку, и установлены в динамических конических подшипниках с консистентной смазкой, рассчитанных на высокие нагрузки. Все три ролика этих машин имеют привод, чтобы дать им достаточную мощность для протягивания материала через изгиб. Модели CR13-R – CR24-R могут работать как в горизонтальном, так и в вертикальном положении.

Производство трубной гибки более 13 лет!
Noble Industries обладает оборудованием и знаниями для выполнения всех ваших задач по гибке труб и трубогибу ! Гибка трубы и трубки может быть простой задачей или может выглядеть как художник и обладает собственной наукой. Качество гибки понимается благодаря нашим многолетним знаниям в области гибки труб и трубных изделий. Мы можем гнуть круглую, квадратную, прямоугольную или овальную трубу. Мы специализируемся на прецизионной гибке труб и минимальной деформации труб. Noble Industries может выдерживать жесткие допуски и может изгибать трубы самых разных размеров. Когда трубчатый продукт изгибается, существует вероятность деформации, если он изгибается слишком быстро или выходит за пределы допуска материала. Другие факторы, которые необходимо учитывать, включают толщину стенки и степень изгиба.Большая часть нашей крупногабаритной гибки труб выполняется на нашем трубогибочном оборудовании с ЧПУ. У нас также есть ручное гибочное оборудование, которое требует крепления. Гибка с ЧПУ позволяет производить изгибы с точным и точным радиусом, изгибы с большим и малым радиусом и эллиптические изгибы – все на одной и той же детали. Самой дорогой частью некоторых работ по гибке труб или гибке труб может быть тип уникального инструмента или приспособления для производства деталей и проверки качества результатов. Небольшие производственные партии от 50 до 100 металлических деталей или производственные партии от 500 000 до 1 000 труб – Noble Industries оправдает ваши ожидания.
Качество гибки понимается благодаря нашим многолетним знаниям в области гибки труб и трубных изделий. Мы можем гнуть круглую, квадратную, прямоугольную или овальную трубу. Мы специализируемся на прецизионной гибке труб и минимальной деформации труб. Noble Industries может выдерживать жесткие допуски и может изгибать трубы самых разных размеров. Когда трубчатый продукт изгибается, существует вероятность деформации, если он изгибается слишком быстро или выходит за пределы допуска материала. Другие факторы, которые необходимо учитывать, включают толщину стенки и степень изгиба.Большая часть нашей крупногабаритной гибки труб выполняется на нашем трубогибочном оборудовании с ЧПУ. У нас также есть ручное гибочное оборудование, которое требует крепления. Гибка с ЧПУ позволяет производить изгибы с точным и точным радиусом, изгибы с большим и малым радиусом и эллиптические изгибы – все на одной и той же детали. Самой дорогой частью некоторых работ по гибке труб или гибке труб может быть тип уникального инструмента или приспособления для производства деталей и проверки качества результатов. Небольшие производственные партии от 50 до 100 металлических деталей или производственные партии от 500 000 до 1 000 труб – Noble Industries оправдает ваши ожидания.
Наши методы гибки труб на заказ. Методы включают гибку с помощью плунжера, прокатку, гибку на оправке и гибку с вращательной вытяжкой.
Плунжер для гибки труб
Плунжерная трубка и изгиб трубы – это метод, при котором штамп прижимается к той секции трубы или трубы, где требуется изгиб. Матрица будет давить на боковую стенку материала и заставлять ее изгибаться, на другой боковой стенке также есть противоположные матрицы. Это заставит трубу или трубу соответствовать контурам штампа или инструмента.
Вальцегибочный станок
Рулонная труба и гибка трубы протягивает материал через ролики, оказывая давление на трубу, когда она проходит через ролики. Положение роликов постепенно изменяется во время работы, пока не будет достигнут желаемый радиус. Этот метод позволяет добиться более плавного изгиба и меньшего искажения изгибаемой трубы или трубы.
Положение роликов постепенно изменяется во время работы, пока не будет достигнут желаемый радиус. Этот метод позволяет добиться более плавного изгиба и меньшего искажения изгибаемой трубы или трубы.
Трубогиб на оправке
Изгиб трубы на оправке используется, когда изогнутая труба и труба не должны иметь деформации или иметь очень небольшую деформацию.Труба и труба поддерживаются изнутри гибкой оправкой, которая поддерживает материал, так что изгиб происходит без внутреннего складывания или деформации.
Трубогиб
ротационно-вытяжным способомПоворотный вытяжной изгиб образуется путем протягивания детали вокруг вращающегося формирователя изгиба. Передняя кромка сгибаемого материала прижимается к штампу для гибки, в то время как материал остается между канавкой штампа для формования и противодействующей силой, обычно называемой встречным изгибом или штампом для прижима.Формовочная матрица поворачивается до желаемой степени изгиба, завершая процесс.
Перечень оборудования Noble Industries для гибки труб и труб
- Трубогиб с ЧПУ SOCO – оправка с вращением на 360 градусов – длина 20 футов с максимальным размером трубы 2 дюйма круглой или 2 дюйма х 2 дюйма квадратной формы.
- Рондо (трехвалковые) трубчатые и угловые ролики – 3 “X 3”
- Трубогиб 3/4 “
- Разные специальные матрицы
Продукты и профиль клиента
Noble Industries обеспечивает гибку труб для следующих изделий:
- Примерами гибки труб для автомобилей и транспорта являются поручни.
- Ручки для тележек для медицинских, стоматологических и промышленных
- Трубогиб для тренажеров и тренажеров
- Дисплеи для точек покупки для розничной торговли и хозяйственного магазина
- Строительные проекты
Это лишь некоторые из областей, в которых используются наши услуги по точной гибке труб.
Выберите Noble Industries для всего вашего производства металла
Noble Industries – лучший выбор для всех ваших производственных нужд.