Схема сварочного аппарата постоянного тока
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.
Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.

Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки.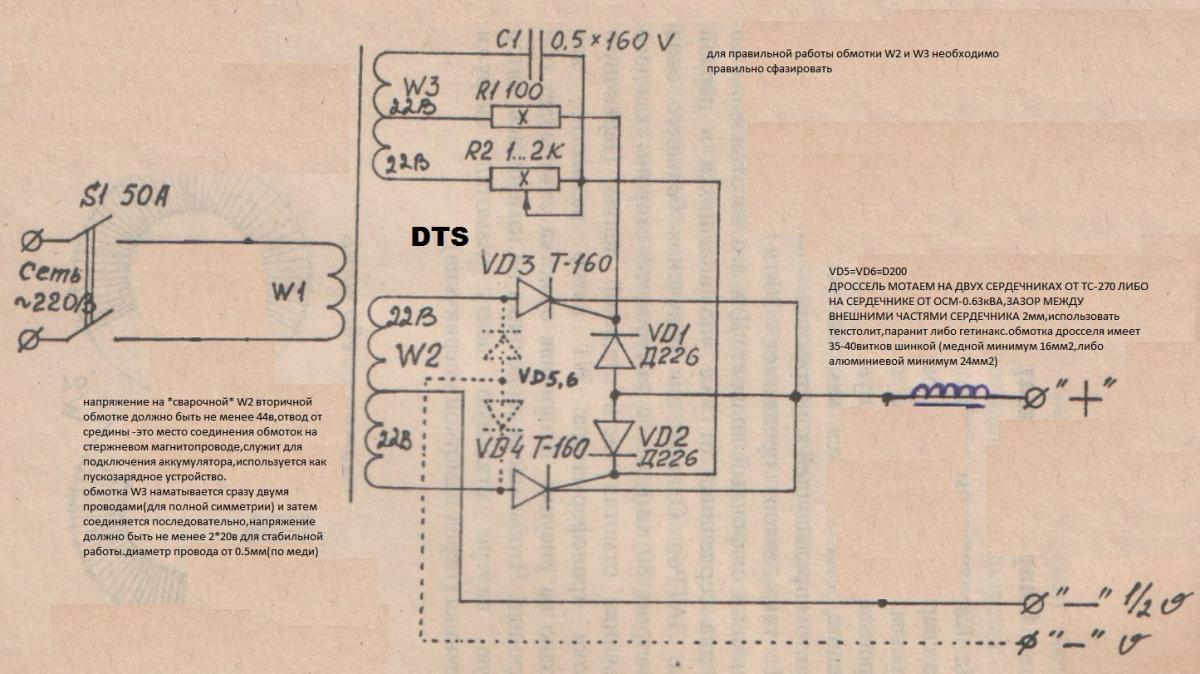
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
мой опыт. Делаем сварочные аппараты своими руками
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Трансформатор удастся изготовить самостоятельно. Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.

Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А.
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата.![]() Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителяПри сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
 Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестеромПосле того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертораПравильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселеПри выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов.
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.ru/svoimi-rukami/svarochnyj-apparat
- https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
Самодельный сварочный аппарат постоянного тока своими руками
Сборка сварочного аппарата постоянного тока своими руками
Как считают специалисты, [изготовление сварочного аппарата] постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Как собрать сварочный аппарат своими руками?
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
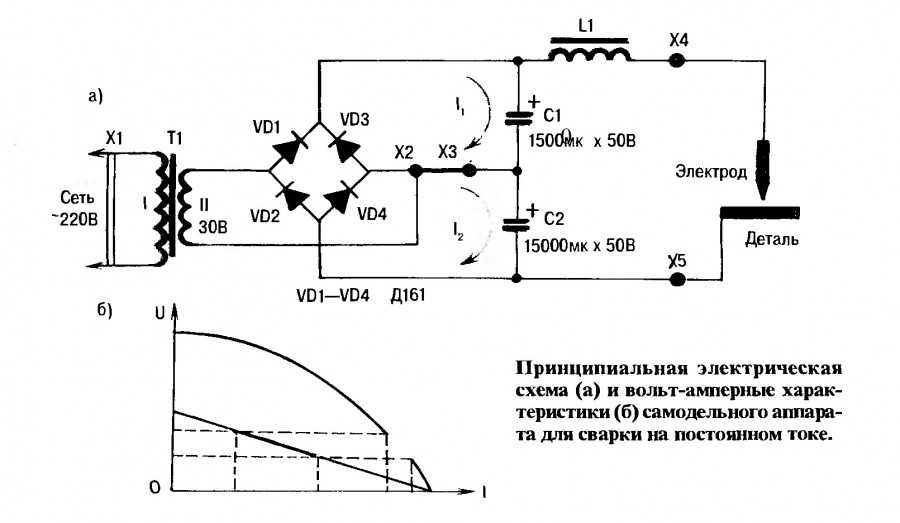
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Делаем сварочные аппараты своими руками
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Как сделать сварочный трансформатор своими руками?
Время чтения: 10 минут
Сварочный аппарат просто обязателен, если вы хотите надежно соединить металлические детали. Ему под силу не только сварка, но и резка металлических заготовок. При этом состав и толщина металла могут быть неограниченными. Существует множество разновидностей сварочного оборудования, но на сегодняшний день особой популярностью пользуются трансформаторные, инверторные и полуавтоматические.
Многие домашние мастера хотели бы заняться сварочным делом для себя или в качестве подработки, но стоимость заводских аппаратов кажется им слишком высокой. Это не удивительно, ведь чтобы приобрести более-менее качественный аппарат вам придется выложить от 100 долларов и до бесконечности. Не все обладают такой возможностью.
В этой ситуации лучше сделать сварочный аппарат самому. Ну а если вы ничего в этом не смыслите, то начните с малого — со сборки трансформатор. Трансформатор — это буквально сердце сварочного аппарата. На этом этапе у многих могут возникнуть бесконечные вопросы: как намотать сварочный трансформатор? Как рассчитать сварочный трансформатор? Как сделать сварочный аппарат? Не беспокойтесь. В этой статье мы расскажем, как сделать сварочный трансформатор своими руками и получить отличную основу для дальнейшего изготовления самодельного аппарата.
Общая информация
Как мы сказали выше, трансформатор — это сердце сварочного аппарата. Он необходим для преобразования поступающего извне напряжения в переменный или постоянный ток, пригодный для сварочных работ. Представляет собой две обмотки (первичную и вторичную), которые связаны индуктивно. Обмотки располагаются на сердечнике, который является магнитопроводом и изготавливается из электротехнической стали.
Не важно, что вы собираете: сварочные трансформаторы для дома или мощный профессиональный аппарат. Он в любом случае должен обеспечить необходимые вам характеристики для выполнения сварки. Обычно при сборке самодельного аппарата наматывают трансформатор, рассчитанный на силу тока около 150-170 Ампер и способный выдержать напряжение около 50 В.
Этих характеристик достаточно для бытового применения. Вы сможете варить практически любые металлы и использовать электроды диаметром до 3 мм. При желании можно варить и «четверкой», но швы не будут такими же качественными. Под больший диаметр электрода нужно собирать более мощный аппарат.
Также при сборке трансформатора учитывайте его габариты. Размер трансформатора увеличится, если вы пожелаете сделать более мощный сварочный аппарат. Соответственно вес и габариты аппарат тоже увеличатся. Если для вас критичен вес и размер сварочника, то мы рекомендуем сделать аппарат с более слабыми характеристиками.
Особенности аппаратов с самодельным трансформатором
Сварочный аппарат из самодельного трансформатора не будет похож на стандартный заводской сварочник из магазина. Вы должны четко осознавать эту особенность. Не думайте, что сможете в домашних условиях собрать аппарат, идентичный заводскому. Это, конечно, возможно, но в таком случае действительно легче купить готовое устройство в магазине и не мучиться.
Обратите внимание
Какие же особенности стоит учитывать? Прежде всего, домашний аппарат на самодельном трансформаторе не сможет каждый раз выдавать одни и те же характеристики, даже если вы их вручную установите. Проще говоря, вы можете установить силу тока в 120 Ампер, а аппарат в большинстве случаев выдаст либо большее, либо меньшее значение. Погрешность будет всегда. В большинстве случаев она не критична, но если вам важно держать все под контролем, то лучше присмотритесь к покупным аппаратам, в которых все сделано по уму.
В домашних условиях трудно сделать точный регулятор, который позволит без погрешностей регулировать параметры сварки. Но если вам нужно сварить теплицу или забор, то не беспокойтесь об этом. Аппарат с самодельным трансформатором подойдет для этих задач. И погрешности не сильно повлияют на результат.
Если вы изготовите трансформатор, работающий на постоянном токе, то он будет существенно дешевле заводского. Но его надежность будет под вопросом, поскольку заводские аппараты оснащаются системой предохранителей, что редко встретишь в самоделках. Тем не менее, благодаря самостоятельно сборке вы можете намотать трансформатор с любыми характеристиками, а значит сделать как мощный, так и слабенький аппарат. Достаточно произвести расчет сварочного трансформатора для вашего аппарата.
Если вы решите использовать самодельный трансформатор для дальнейшей сборки аппарата, то его (и все остальные компоненты) можно поместить на металлический каркас или в корпус от какого-нибудь электроприбора ( блок питания от ПК , например). Также вы можете использовать для сборки любые схемы и модернизировать их при конструировании. Но не забудьте проверить все узлы самодельного аппарата (и трансформатора в частности) перед тем как впервые включить устройство в сеть и приступить к сварке.
Это основные особенности, на которые вам нужно обратить внимание. Мы не упоминали необходимость наличия элементарных знаний в области электротехники. Это и так понятно. Но если вы ими не обладаете, то предварительно изучите тему и только затем приступайте к сборке трансформатора.
Трансформатор переменного тока
Самодельный сварочный трансформатор переменного тока — это классический тип трансформатора, который применятся в конструкции трансформаторного сварочного аппарата. Трансформатор, работающий на «переменке», проще трансформатора на «постоянке», дешевле и ремонтопригоднее. Но у него есть ряд существенных недостатков. На аппаратах с трансформатором переменного тока хуже поджигается дуга. Она горит нестабильно и требует от сварщика опыта. В противном случае швы получаются некачественными и дефектными.
Тем не менее, трансформатор на «переменке» — это основа трансформатора на «постоянке» (о котором мы расскажем далее), так что вам все равно придется научиться собирать его. И в этом нет ничего сложного.
Выбор проводов для обмотки
Для сборки сварочного трансформатора переменного тока вам необходимы провода для намотки первичной и вторичной обмотки. Также вам нужно сделать так называемый сердечник. Для этого нужна специальная электротехническая сталь, чтобы на этот сердечник уже намотать обмотки.
Определимся с техническими характеристиками, которые должен обеспечить наш трансформатор. Мы в качестве примера возьмем напряжение в 60 В и сварочный максимальный сварочный то от 120 до 160 Ампер. При таком раскладе минимальное сечение у проводов составляет 4 кв.мм.
Но мы рекомендуем использовать провода сечением 7 кв.мм., это оптимальный вариант. При использовании таких проводов ваш самодельный трансформатор не будет бояться перепадов напряжения. Ну а что касается диаметра медной жилы для первичной обмотки, то в данном случае оптимальным вариантом будет значение в 3 мм.
Подбирая провода обратите внимание на их оболочку. Она обязательно должна быть тканевой. Ни в коем случае не полимерной. Поскольку полимеры легко плавятся от избыточного нагрева, что часто приводит к короткому замыканию. Если по какой-то причине вы не смогли подобрать провод достаточного диаметра, то можете взять два тонких провода и наматывать их вместе.
Но учитывайте, что в такой ситуации обмотка увеличиться в размерах и трансформатор будет нуждаться в большем корпусе. Габариты аппарата и его вес так же увеличатся. Вся эта информация применима к первичной обмотке. Для вторичной обмотки можно использовать более толстые провода. Вроде тех, с помощью которых подключается держатель электрода.
Сборка сердечника
Итак, провода выбраны и подготовлены. Теперь нам нужно собрать тот самый сердечник. На изображении ниже показан идеальный по всем параметрам сердечник для самодельного трансформатора. Он стержневого типа.
Для сборки вам понадобятся пластинки, изготовленные из электротехнической стали. Оптимальная толщина одной пластинки — не менее 0.35 и не более 0.55 мм. А необходимый размер сердечника (a, b, c, d на рисунке выше) рассчитывается отдельно исходя из сечения провода. Но многие умельцы выбирают размеры «на глаз». Главное, чтобы все витки поместились.
Теперь приступаем к сборке сердечника. Возьмите пластины (они должны быть Г-образными) и складывайте в том порядке, который указан на изображении ниже. Когда вы получите сердечник достаточной толщины, скрепите все пластинки по углам с помощью болтов. Обработайте пластинки с помощью надфиля. Потом изолируйте сердечник.
Следующий этап — намотка трансформатора. Сначала наматывается первичная обмотка. Необходимо сделать около 210-215 витков. Мотать нужно так, как указано на изображении ниже. Когда сделаете все витки, прикрепите сверху текстолитовую пластинку. На ней можно закрепить концы обмотки, используя болты.
Далее вам нужно перемотать вторичную обмотку. На ней необходимо сделать около 70 витков. Затем так же прикрепите текстолитовую пластинку и на ней закрепите концы обмотки с помощью болтов. Готово! Трансформатор можно использовать и в таком виде, а можно применить для дальнейших модификаций. На изображении ниже показан конечный вид намотанного трансформатора.
Трансформатор постоянного тока
Из трансформатора можно собрать не только аппарат переменного тока, но и сварочник на постоянном токе. Соответственно, для этих целей нужно изготовить трансформатор постоянного тока. Такой трансформатор будет полезен для полуавтомата или инвертора. Он позволяет получить стабильную, легко поджигающуюся дугу. Подобному аппарату под силу сварка любых металлов, в том числе нержавеющей стали или чугуна.
Для сборки трансформатора постоянного тока вам понадобится всего 10-15 минут. Поскольку мы будем просто модернизировать трансформатор переменного тока, сделанный ранее. Вам необходимо подключить выпрямитель к вторичной обмотке. Выпрямитель должен быть собран на диодах.
У диодов должно быть нормальное охлаждение и они должны быть рассчитаны на ток с силой около 200 Ампер. Мы рекомендуем использовать диоды типа Д161. Также нам необходимо выровнять ток. Для этого нужно взять два конденсатора С1 и С2. Их основные характеристики должны быть такими: 15000 мкФ, напряжение 50В. Все компоненты собираются по схеме, которую вы можете видеть ниже. L1 — это дроссель, он нужен для регулировки тока. Х4 — это контакты, предназначенные для подключения держака электрода. А х5 — это контакты для подключения массы.
Данная схема сварочного трансформатора проверена временем и отлично себя зарекомендовала. Вполне рабочая схема, при этом очень удобная.
Вместо заключения
Чтобы собрать трансформатор для сварки своими руками не обязательно обладать специфичными навыками. Но желательно иметь хотя бы базовые знания в области электротехники и понимать, как их применить. Если у вас нет этих знаний, то потратьте буквально неделю на изучение темы. В интернете есть множество бесплатных учебников и наглядных видеороликов. После такого краткосрочного самостоятельного обучения вы уже будете больше понимать и сможете попытать свои силы в сборке трансформатора. А после соберете полноценного сварочного аппарат.
Ведь у самодельного аппарата есть множество достоинств. Он экономичный, недорогой, функциональный и ремонтопригодный. Вы сами выбираете, какие детали и какого качества использовать для сборки. Благодаря такой особенности дальнейший ремонт и техническое обслуживание самодельного сварочника не будет проблемой. И уж точно не «влетит в копеечку».
Словом, желаем вам удачи в изучении темы и в сборке самодельного аппарата! Делитесь своим опытом и советами в комментариях ниже. Это будет полезно для многих читателей.
Самодельный сварочный аппарат постоянного тока своими руками
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
Схема сварочный аппарат
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
tokar.guru
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Сварочный аппарат СварисПринципиальная схема сварочного инвертора СварисСхемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
Инвертор САИ 200Принципиальная схема сварочного инвертора САИ 200В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Как применяют сварочный инвертор: электрическая принципиальная схема
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Читайте также: Заточка цепи для бензопилы своими руками.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Электрическая схема сварочного аппарата конденсаторного типа
Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка – вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
В чем особенность конденсаторной сварки?
На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение.
Мастера покупают изобретения в лучшем китайском интернет-магазине.В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.
Электроника для самодельщиков в китайском магазине.
Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Далее смотрите на видео с 5:32
Для труб из полипропилена есть своя модель аппарата.
Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
izobreteniya.net
Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем.
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора. С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.
- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.
Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.
Кроме традиционных прямоугольных сердечников, особым спросом пользуются тороидальные сердечники. Аппарат на таком железе работает в 3-5 раз эффективнее – не перегревается, диаметр электродов не критичен, габариты сварочного устройства постоянного тока намного меньше, электрические потери в сердечнике минимизированы за счет круглой формы. В изготовлении такой сварочный аппарат сложнее, но результат стоит того.
Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
Похожие статьиСварочный аппарат на мощных тиристорах
Самодельная электроника в быту
материалы в категории
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
Схема сварочного аппарата на тиристорах
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 – напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha – фаза открывания тиристора, t – время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу.
Моделист-конструктор 1994 №9.
А.ЧЕРНОВ, г. Саратов
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.
Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Принципиальная схема самодельного сварочного аппаратаЕсли вы используете напряжение 110 В переменного тока или 120 В переменного тока. Более короткая буква – очень хорошая идея.
Мини сварочный аппарат схемы самодельные схемы проектов.
Схема самодельного сварочного аппарата . Я полагаю, что мой сварщик может считаться немного высокоинтеллектуальным в разомкнутой цепи. Современные полупроводники позволяют заменить традиционный сетевой трансформатор на импульсный источник питания, который намного легче, и позволяет легко регулировать ток с помощью потенциометра.Этот запрос был отправлен мне одним из преданных читателей этого блога г-ном. 10 – электрическая схема сварочного аппарата, показанного на фиг. 11 – вид в перспективе с разнесением деталей основных компонентов трехфазного сварочного аппарата постоянным током с тремя модулями. Помимо сварки, те же регуляторы используются для зарядки аккумуляторов или для питания электронагревательных элементов. 9 подключен к t или scott в первичной обмотке и к двухфазной звезде на вторичной обмотке. Для выпрямления и регулировки сварочного тока в самодельном сварочном аппарате используется схема с управляемыми тиристорами большой мощности, которая должна позволять изменять напряжение с 01 на 09 uxx.Схема самодельного инвертора Inverterswagatam предназначена с изображением принципиальной схемы инверторного сварочного аппарата размером 600 x 600 пикселей и для просмотра деталей изображения щелкните изображение. Вот фотогалерея принципиальной схемы инверторного сварочного аппарата с описанием изображения. Найдите нужное изображение. Затем вы просто наматываете катушку на 95 или 104 витка. Когда сварка не выполняется, присутствует 80 В переменного тока, это называется разомкнутой цепью и не продолжает накапливаться после этого.Эта устарелая машина является первым поколением инверторных машин. Однако я бы не стал использовать подшипник с намотанной медью. Электроника мини проекты компоненты электроники diy электроника led проекты схемы.
Найдите кого-нибудь, у кого есть сварщик, возьмите мультиметр и проверьте обрыв цепи. Вы действительно видите это на реальной машине. Мой сварочный аппарат fronius tp1400 полностью работоспособен, и меня не интересует его конфигурация. 28 изображений принципиальная схема инвертора и схемы измененная схема инвертора синусоидальной волны делает эту схему инвертора синусоидальной волны ic 556 принципиальной схемой и принципиальной схемой инвертора.Как сделать сварочный аппарат в домашних условиях. Для этого используется самодельный сварочный аппарат переменного тока. Приведены схемы для аппаратов дуговой сварки на 120 и 220 вольт переменного тока. Сварочный инвертор до 100А Сварочный инвертор является альтернативой обычному сварочному трансформатору. Данная схема представляет собой сложную схему, основанную на SMPS и требующую высокой мощности, и может оказаться вне досягаемости для начинающих любителей. Медные трубки здесь почти не пригодились. Однажды мне понадобились удлиненные 50 см руки на точечном сварочном аппарате, чтобы достать до середины листа, и единственное, что у меня было под рукой, – это медные трубы и стальной пруток.Это напряжение варьируется от одного сварщика к другому. Вот подробности требования. По просьбе mrtun, самодельная схема сварочного аппарата небольшого размера – это то, что большинство начинающих любителей и инженеров-механиков будут искать для решения своих случайных сварочных работ по сварке металла на верстаке.
Схема сварочного аппарата постоянного тока – для схем электрических схем
Предупреждение : scandir (ключевые слова): не удалось открыть каталог: нет такого файла или каталога в / srv / users / wiring / apps / wiring / public / templates / 1 / одиночный.php в строке 2
Предупреждение : scandir (): (errno 2): нет такого файла или каталога в /srv/users/wiring/apps/wiring/public/templates/1/single.php on строка 2
Предупреждение : array_diff (): Ожидаемый параметр 1 будет массивом, bool указано в /srv/users/wiring/apps/wiring/public/templates/1/single.php в строке 2
Предупреждение : array_rand () ожидает, что параметр 1 будет массивом, значение null задано в / srv / users / wiring / apps / wiring / public / templates / 1 / single.php в строке 3
Предупреждение : файл (ключевые слова /): не удалось открыть поток: нет такого файла или каталога в / srv / users / wiring / apps / wiring / public / templates / 1 / single. php в строке 4
Предупреждение : shuffle () ожидает, что параметр 1 будет массивом, bool задано в /srv/users/wiring/apps/wiring/public/templates/1/single.php on line 5
Предупреждение : count (): параметр должен быть массивом или объектом, который реализует Countable в / srv / users / wiring / apps / wiring / public / templates / 1 / single.php в строке 6
Предупреждение : недопустимый аргумент для foreach () в /srv/users/wiring/apps/wiring/public/templates/1/single.php в строке 14
Предупреждение : count (): Параметр должен быть массивом или объектом, который реализует Countable в /srv/users/wiring/apps/wiring/public/core/core.php в строке 81
Предупреждение : Недопустимый аргумент для foreach () в / srv / users / wiring / apps / wiring / public / core / core.php на линии 114
- Дом
- Схема сварочного аппарата постоянного тока
Схема сварочного аппарата постоянного тока -.. . . . . .
Схема сварочного аппарата постоянного тока –
Схема сварочного аппарата постоянного тока –
Пожалуйста, создайте БЕСПЛАТНЫЙ СЧЕТ продолжить чтение или скачать !
Начни свой месяц БЕСПЛАТНО !!
Надежно проверено
Соответствующие электрические схемы
‘;Сварщик готов
В некотором смысле можно сказать, что Ready Welder – это «первопроходец» в новой «подотрасли» сварочной промышленности, которая теперь известна как «индустрия портативной сварки».. Компания Ready Welder в конце 90-х разработала первый легкий сварочный аппарат MIG с батарейным питанием, который появился на рынке в конце 1997 года. В последующие годы были разработаны новые модели Ready Welder для удовлетворения определенных потребностей пользователей. С тех пор появились и другие компании. с портативными сварочными аппаратами MIG, предназначенными для того, чтобы быть конкурентоспособными, но большинство из них прослужили недолго, а другие, все еще находящиеся в бизнесе, не могли сравниться с успехом и ростом Ready Welder, особенно в последние несколько лет после того, как он был обнаружен армией США.- ПОРТАТИВНОСТЬ: Ready Welder в этом случае достаточно легок, чтобы его можно было переносить в руке.
- МОЩНЫЙ: Этот сварочный аппарат MIG может работать от батарей или от переменного тока при подключении к сварочному аппарату в качестве катушечного пистолета.
- ДИАПАЗОН АМПЕРАТУРЫ : Ready Welder сваривает очень тонкие металлы, используя батарею на 12 и 6 вольт (18 вольт), или очень толстые металлы с напряжением 36 вольт постоянного тока (три батареи на 12 вольт), обеспечивая ток от 45 до 350 ампер. мощность.
- УНИВЕРСАЛЬНОСТЬ : Сварка стали, нержавеющей стали, алюминия или любого свариваемого металла или сплава; Кроме того: используйте его как катушечный пистолет или как автономный сварочный аппарат.Ready Welder II выполняет сварку с газовым баллоном или без него, как и проволокой с флюсовым сердечником.
- ЭКОНОМИЧНОСТЬ : Удобство в использовании, быстрая установка, экономичность в использовании, низкая стоимость покупки – вот те факторы, которые делают его «обязательным» для любого ящика для инструментов.
- УНИКАЛЬНОСТЬ : Дизайн, защищенный авторским правом, и запатентованная схема делают его уникальным продуктом, который удовлетворяет ранее неудовлетворенные потребности во всем мире.
- ФАКТОР БЕЗОПАСНОСТИ : После почти 10-летней истории работы Ready Welder Corporation не получала отчетов или претензий о каких-либо травмах в результате использования Ready Welder.
- КУПИТЬ СЕЙЧАС! Если вы готовы приобрести Ready Welder, просто позвоните по телефону 1 (310) 834-3321 и разместите заказ сегодня!
С момента появления в 1997 году Ready Welder как первого портативного сварочного аппарата с батарейным питанием, на рынке появились и другие сварочные аппараты с батарейным питанием. Ни один из них не обладал всеми желательными качествами Ready Welder II. В результате армия США является и остается одним из самых важных клиентов Ready Welder. (см. Свидетельства военных) Кредитные карты IMPAC приняты. НСН № 5130-01-522-1379 Военный пакет. Тел. 1-800 935 3644
Ready Welder – это компактный сварочный аппарат MIG с батарейным питанием. Он работает от двух или трех последовательно соединенных 12-вольтовых батарей постоянного тока, вырабатывающих от 200 до 350 ампер мощности для глубокого проникновения в металлы. Для более тонких металлов батареи на 12 и 6 вольт, соединенные последовательно, чтобы произвести 18 вольт постоянного тока и более низкий ток, отлично подойдут. Использование одной 12-вольтовой батареи обычно не рекомендуется..
Профессионалы, которые его используют, сообщают, что Ready Welder является высокодоходным активом в их сварочной отрасли, поскольку он имеет более низкую первоначальную стоимость и более низкие эксплуатационные расходы. Для ремонта в полевых условиях с Ready Welder можно использовать грузовик меньшего размера. Затраты на установку и электроэнергию меньше, чем до начала использования этого Продукта.
Ready Welder также можно использовать в качестве катушечного пистолета, подключив его к Stick Welder или обычному сварочному аппарату MIG. Он работает от 115 вольт переменного тока, когда он подключен к любому сварочному устройству, для которого может потребоваться катушечный пистолет, например, как при сварке алюминия.
Наша модель 10000 – это оригинальная Ready Welder II, представленная в 1997 году. С тех пор мы разработали несколько новых моделей, каждая из которых имеет все те же основные функции, что и модель 10000. Последней из новых моделей, представленных в начале 2004 года, является вариации модели -CS. В моделях с холодным выключателем добавлена функция безопасности – отключение пускового курка под напряжением к устройству, когда сварка не выполняется.
Прежде чем купить или даже подумать о приобретении сварочного аппарата MIG, мы рекомендуем вам щелкнуть «Отзывы и военные отзывы», чтобы узнать, что пользователи Ready Welder думают о продукте после его покупки и использования.Затем просмотрите сравнительную таблицу , чтобы узнать, на что способен Ready Welder и как он отличается от других сварочных аппаратов MIG.
Каждый клиент обслуживается индивидуально обученным сотрудником, стремящимся удовлетворить потребности клиента. Мы гордимся нашим сервисом, тем, что делимся с ними нашим опытом, и нашей ограниченной гарантией на один год.
Модель № 10000MVP-CS, известная как «Пакет для обслуживания автомобилей», специально разработана для грузовых автомобилей для обслуживания или мобильных ремонтных автомобилей.Каждый грузовик для технического обслуживания должен иметь такой.
- Техническое обслуживание самолетов
- Производители алюминия
- Ремонт автомобилей и туристических транспортных средств
- Кузнецы
- Лодочная верфь и доки
- Ремонт котлов
- Здания – металлические
- Грузовые и грузовые контейнеры
- Колледж, Средняя школа и ПТУ Магазин
- Художественные факультеты колледжей, старших классов и профессиональных училищ
- Бетонная промышленность
- Металлические конструкции
- Служба контейнерных перевозок
- Контейнеры, грузы и фрахт – Ремонт
- Подрядчики (всех типов)
- Подрядчики – Оборудование и материалы – Аренда
- Морские подрядчики
- Конвейеры и конвейерное оборудование
- Исправительные учреждения
- Палубы, строительство и обслуживание –
- Самостоятельные работники
- Док-платы и пандусы
- Инженерные мастерские
- Экспортеры в Европу, Азию, Южную часть Тихого океана, Южную Америку, Индию, Пакистан, Австралию, Ближний Восток и т. Д.
- Инспекторы по техническому обслуживанию объектов
- Службы закупок федерального правительства (военные и прочие)
- Строители и установщики заборов (кованое железо Cyclone и т. Д.)
- Вилочные погрузчики и грузовики промышленные
- Грузовые контейнеры
- Решетки
- Шлифовальные станки и оборудование
- Термическая обработка – металл
- Конструкция Hi Rise
- Подъемное и такелажное оборудование
- Подъемное и такелажное оборудование – Аренда
- Домовладельцы
- Хонинговальные и доводочные услуги
- Свалки
- Карты – моторизованные
- Подрядчики по ландшафтному дизайну
- Механические цеха
- Станки – Ремонт и восстановление
- Машины – новые
- Машины – Ремонт
- Машины – Аренда
- Обслуживающий персонал
- Сервисные компании
- Подъемно-транспортное оборудование
- Резка металла
- Скульптура из металла
- Металлические изделия
- Металлообрабатывающее оборудование
- Внедорожники / гоночные автомобили
- Гибка и изготовление труб
- Ремонт бассейна и спа
- Стеллажи
- Железнодорожное оборудование и материалы – ремонт
- Ремонт железных дорог
- Строительные леса и подъемники
- Школы и университеты для учителей и студентов
- в классах ручного и производственного обучения
- Металлолом
- Оборудование СТО – Обслуживание
- Расходные материалы для СТО
- Работа с листовым металлом
- Судостроители и ремонтники
- Изготовители и установщики вывесок
- Солнечная энергия и системы – установка и ремонт
- Установщики арматуры
- Установщики солнечных панелей
- Структуры и оборудование для управления звуком
- Государственные и местные органы власти
- Производители стали
- Обработка стали
- Оборудование для обработки и производства стали
- Цистерны металлические
- Танки – ремонт
- Производители и оптовики шин
- Производители инструментов – OEM
- Пункты проката инструментов
- Буксирное оборудование – автомобилестроение
- Дистрибьюторы и производители тракторов
- Тракторное оборудование и запчасти
- Аренда и лизинг тракторов
- Ремонт и обслуживание тракторов
- Прицепы – грузовики, лодки
- Кузова грузовых автомобилей
- Ремонт и обслуживание грузовиков
- Грузовые перевозки
- Гибка и изготовление труб
- Установщики спутниковых антенн для телевизоров
- Армия США, ВМС США, ВВС США
- Морские пехотинцы США, Береговая охрана США,
- Национальная гвардия США во всех штатах
- Сварщики профессиональные
- Сварщики, самодельщики
- Сварочное оборудование – Аренда
- Сварочное оборудование – ремонт
- Сварка – коммерческая и промышленная
Готовый сварщик II
Ready Welder II пользуется доверием пользователей, прежде всего за его портативность, исключительную мощность и универсальность.Среди других важных характеристик – экономичность, легкий вес и возможности пистолета с катушкой. Мы гордимся своей годовой гарантией и быстрым и эффективным обслуживанием, которое наш ремонтный отдел оказывает в случае необходимости.
-RWC-
The Ready Welder Corp. – это ВЕТЕРАНСКИЙ ПРЕДПРИЯТИЕ США, принадлежащее США
Мини-машина для точечной сварки за 20 долларов сваривает тонкие стальные полосы на аккумуляторных батареях
Когда я думаю о сварочных аппаратах, я представляю себе довольно большие агрегаты, защитные перчатки и маски, а также искры, возникающие в процессе сварки, когда две металлические части плавятся вместе.
Итак, когда я увидел небольшую «портативную мини-машину для точечной сварки DIY» , которая стоит 25 долларов на Banggood [обновление: или чуть меньше 20 долларов, отправленных на Aliexpress ], я подумал: «Что ЭТО? Оказывается, он предназначен для сварочных работ с тонкими никелированными стальными полосами, такими как те, которые можно найти прикрепленными к батареям 18650 или полным аккумуляторным блокам.
Технические характеристики аппарата для мини точечной сварки:
- Управляется неназванным MCU
- Дисплей – ЖК-дисплей с параметрами сварки:
- WELD ENERGY – 01-99 регулируется клавишами вверх и вниз
- INPUT – Отображение входного напряжения питания
- WELD WAY – ручной / автоматический режим (регулируется кнопкой «квадратная метка»)
- На основе 5 полевых МОП-транзисторов на 300 А
- 30см 10AWG кабели для сварочных ручек
- 25V 10000uF высокочастотный низкоомный конденсатор для повышения стабильности сварки.
- Разное – Выключатель питания, зуммер
- Источник питания – 12 В через разъем постоянного тока или автомобильные / литиевые батареи через входные кабели 20 см 10AWG
Набор предназначен для сварки полос из никелированной стали толщиной от 0,1 до 0,15 мм и включает в себя контроллер, две сварочные ручки, два кабеля питания и черную вилку. Лучший способ понять, как это работает, – посмотреть демоверсию на YouTube. Ниже показано, как пользователь приваривает металлическую полосу к батарее 18650.
Обратите внимание, что описанный выше рецензент, возможно, не сварил полосу оптимальным образом, как объясняет один из комментаторов:
Две ручки должны быть размещены вертикально, перпендикулярно пластине, на поверхности, потому что тогда они будут передавать самую сильную энергию из-за размера поверхности! Об этом тоже пишет китайский производитель! Привет из Венгрии, точечный сварщик.
Это тоже похоже на опасность поражения электрическим током, но я полагаю, что люди будут осторожны. Он также продается на Amazon, и в некоторых обзорах пользователей указано, что он может быть легко разрушен коротким замыканием:
Получив этот аппарат для точечной сварки, я подключил его и попробовал сделать несколько точечных швов. Устройство работало правильно на уровне 20 и 30. Затем я установил его на уровень 40 и попробовал еще одну сварку. Как только я коснулся зондами металла, возникла огромная взрывная искра.Вот и все. Похоже, что устройство теперь обеспечивает прямое замыкание на аккумулятор. По-видимому, либо произошло короткое замыкание МОП-транзисторов, либо цепь управления застряла в полностью включенном состоянии.
Другой сообщил о подобной проблеме на Banggood,
Обработано 2 точки, третья точка наклеена на расплавленную полосу. Не отключился и закурил, отключил электричество. Был в автоматическом режиме с установленной мощностью 20, питаясь от 12-вольтовой батареи 7 ампер-часов. Теперь он непрерывно качает полный ток, прикоснитесь к 1, склонному к металлической полосе, затем, когда вы коснетесь второго датчика, он испускает огромную искру и плавится / прожигает полосу / пробивает дыру насквозь.В таком состоянии безопасно иметь при себе.
но видимо есть решения:
Проблема в том, что полевые МОП-транзисторы не сбалансированы и питание проходит через один и происходит перегрузка, эта схема требует защиты, некоторые решения на YouTube.
Похоже, это связано с падением напряжения и может быть решено с помощью конденсатора емкостью 470–1000 мкФ 16 В, как описано в видео ниже.
Он также объясняет, что если вы взорвете свой MOSFET, их можно заменить на полевые МОП-транзисторы Infineon IRL40SC228CT (0.5мОм, 1440А в импульсном режиме).
Жан-Люк основал CNX Software в 2010 году, работая неполный рабочий день, прежде чем бросить работу менеджера по разработке программного обеспечения и начать писать ежедневные новости и обзоры на полную ставку позже в 2011 году.
Создание выпрямителя для гальванических покрытий своими руками
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по отделочным материалам с 1989 года
Вход в систему не требуется: звоните прямо сейчас
Обсуждение началось в 2003 г., но продолжаются до 2018 г.
2003 г.Q.Приветствую, я хотел бы начать с благодарности всех вас за ваши немедленные и информативные ответы на все мои вопросы за последние несколько месяцев. Я всегда стараюсь прочитать ранее отправленные письма, прежде чем писать свои собственные, просто потому, что знаю, что становится утомительно отвечать на одни и те же вопросы снова и снова. Я не нашел то, что искал, ни в одном опубликованном письме, так что вот оно.
Я пытаюсь построить выпрямитель постоянного тока для какого-то хобби. Я хотел бы преобразовать обычные бытовые 120 В переменного тока в выпрямитель постоянного тока с переменным регулированием, способный выдавать 15 В с выходом не менее 20 ампер.Я видел несколько прототипов анодизаторов и гальванических выпрямителей, однако я не встречал никаких планов относительно одного с достаточной силой тока (> 15 ампер). Если есть какие-либо опубликованные письма или сайты электроники, которые я мог бы изучить, это было бы большим подспорьем. Спасибо всем и спасибо, Тед, за ответ на мой последний вопрос.
Фрэнк Б. [фамилия удалена редактором для конфиденциальности]– Торонто, Онтарио, Канада
2004
В. У меня два вопроса:
Есть ли у кого-нибудь схема для создания гальванического выпрямителя, способного покрыть детали до прибл.100 / кв. Дюйм
Следующий вопрос: можно ли использовать выходной сигнал высококлассной фрезерной машины для сварки TIG постоянным током либо прямо, либо с модификацией для уменьшения пульсации?
Я знаю, что получу ответ: «Почему бы тебе просто не передать это профессионалу?» У меня есть две причины, одна из которых состоит в том, что мне любопытно научиться делать это самому, чего я не могу сделать, если Я передаю это кому-нибудь другому. И причина, по которой я это делаю, заключается в том, что у меня есть целый механический цех, полный приобретенного мной оборудования, которое сидело и начало ржаветь, я хочу медленно в свободное время разбирать машины, перекрашивать их, полировать и наклеивать ржавые детали, чтобы они не ржавеют легко.Да, я мог бы поискать подержанный агрегат, но я хотел бы дешево поэкспериментировать в свободное время; Я не собираюсь строить бизнес или конкурировать с профессионалами, и я не верю, что смогу так же хорошо выполнять свою работу без профессионального оборудования
Мы будем благодарны за любые конструктивные ответы.
Генри В. [фамилия удалена редактором для конфиденциальности]– Бенсенвилл, Иллинойс
2004
А. Привет, Франк; привет Генри. Этот вопрос здесь задавали несколько раз, и он остается в основном без ответа – вероятно, не столько потому, что кто-то что-то скрывает, сколько потому, что не было рынка для журнала по хобби-электронике, чтобы разработать статью о том, как спроектировать и построить что-то такое Немногие любители электроники проявили бы интерес и не имели бы легкого доступа к приобретению запчастей.Лучшим выбором для схемы может быть продавец подержанного оборудования для нанесения покрытий, который, вероятно, накопит коробки с инструкциями по эксплуатации, отсоединенные от выпрямителей, с которыми они идут; они будут включать схематические диаграммы, которые вы ищете.
Другая причина, по которой выпрямители сложнее построить, чем другие электронные проекты, заключается в том, что цепи управления не являются основной проблемой; скорее, большая штука есть. Создание выпрямителя – это в первую очередь не схема управления, это большие вещи, которые сложно построить самостоятельно и которые нельзя купить в радиорубке, например, большие трансформаторы, дроссели, тяжелые переключатели ответвлений, диоды с большим током и т. Д.Но если вы можете выдержать его до 20 ампер, возможно, вам поможет буква 12200 . Удачи!
Это работает в обоих направлениях, промышленность многим обязана любителям – все гальванические выпрямители работали на частоте 60 Гц до недавнего времени, но мы узнали из индустрии персональных компьютеров, созданной любителями, что гораздо меньшие и более легкие блоки питания можно построить путем «измельчения». “(тем или иным образом прерывая ток для генерации более 60 Гц). Этот подход медленно внедрялся в крупные выпрямители в гальванической промышленности, но сейчас он довольно распространен; в этой отрасли их обычно называют «переключаемыми выпрямителями».Если вы можете собрать схему переключаемого выпрямителя, а не обычный, вам не понадобятся огромные компоненты, которые сложно создавать 🙂
Тед Муни, P.E.
Стремление к жизни Алоха
finish.com – Пайн-Бич, Нью-Джерси
2004
В. Я, конечно, понимаю, что обычный журнал по электронике не публиковал бы эту схему, однако я определенно верю, что, учитывая количество веб-сайтов, посвященных расходным материалам для домашнего покрытия и тому подобному, есть большое количество мастеров, которые будут заинтересованы, я думаю, я бы сказал на этом этапе, если кто-то проявляет такой интерес и игнорирует ответственность за использование и утилизацию химических отходов должным образом, забудьте об этом.Что касается получения “больших” компонентов, то у меня уже есть источники для них из сети, их легче найти, чем базовую схему выпрямителя. Прочитав предложенную статью, этот блок вырабатывает 2,5 В, тогда как 12 В, судя по буквам, которые я здесь прочитал, кажется предпочтительным выбором. Спасибо всем, кто предоставил информацию.
Генри В. [фамилия удалена редактором для конфиденциальности]– Бенсенвилл, Иллинойс
2005
A. Я читал несколько запросов о домашних любителях, желающих построить выпрямители, и их причины убедительны (в конце концов, гальваника – это весело).Но я должен согласиться с Тедом; Создание полезного выпрямителя было бы большим и сложным делом, не подходящим для большинства домашних любителей. К тому же он вам и не нужен!
Выпрямитель только преобразует переменный ток в постоянный, предпочтительно 12 В постоянного тока. Хорошим источником постоянного тока 12 В являются морские батареи глубокого разряда. Хотя батареи не являются практичным вариантом для гальванических мастерских, они отлично подходят для гальваники деталей в гараже. Теперь, имея рекомендованные батареи, необходимо знать несколько технических вопросов и вопросов безопасности:
Во-первых: не используйте соединительные кабели, они искры! Морские аккумуляторы идут с винтовыми клеммами, используйте их.
Секунда: Емкость батареи имеет решающее значение, используйте две или три параллельно для более длительного времени покрытия и / или более крупных деталей. Также вам понадобится хорошее автомобильное зарядное устройство [affil. ссылка на информацию / продукт на Amazon], чтобы зарядить батареи между циклами.
Третий: вам нужно будет контролировать ток (посмотрите на пусковую способность автомобильного аккумулятора, он огромен!). Я использую БОЛЬШОЙ щеточный трансформатор из старого источника питания духовки. Обратите внимание: большой ток требует большого количества меди, иначе это приведет к большому нагреву! Достаточно тепла, чтобы расплавить металл и вызвать пожар.
Четвертое: Измерьте мощность! Важны хороший амперметр и вольтметр.
Наконец, как и в любом домашнем проекте, несчастные случаи могут случиться. Ответ, который я дал, носит исключительно информационный характер.
Брент ФресИнженер по материалам и процессам – Лоди, Калифорния
19 февраля 2008 г. – эта запись добавлена к этой теме редактором вместо создания дублирующейся темы
В. Мне нужны электрические схемы, чтобы построить свой собственный гальванический выпрямитель.. Диапазон от 1 до 10 вольт и переменный ток до 100 ампер. 240 вольт. Однофазный вход. Требуются только базовые планы, которые будут развиваться как проект оттуда.
Майк ПреториусИнженерное дело и оружейное дело – Виндхук, Намибия
22 марта 2009 г.
A. Привет, Майк Преториус. Просто сравните гальванику и электросварку –
Оба работают по одному и тому же принципу «Низкое напряжение и высокая сила тока». Сила тока – это средство, которое наносит металлический наполнитель на катод (коллектор).
Для создания гальванического блока вам потребуются: –
(a) Понижающий трансформатор высокой мощности 220 В / 12 В
(b) Variac для управления входным напряжением питания
(c) Высокоамперный мостовой выпрямитель для переключения переменного тока на постоянный диодный выпрямитель
Питание 220 В —> Вариак —> Трансформатор —> Диодный выпрямитель —> Полож. / В —> Анод, отриц. / В —> Катод.
Вы можете взять сварочный аппарат постоянного тока с трансформатором и просто контролировать входное напряжение с помощью вариакета / потенциометра.
Йохан Лутс– Палм-Спрингс, Калифорния,
, 27 сентября 2009 г.
?? Привет, Майк Преториус,
. Как насчет обратной связи … вы создали свой собственный гальванический выпрямитель? Вы следовали моим инструкциям?
Меня удивляют высокие цены на гальванические выпрямители.
Йохан
– Палм-Спрингс, Калифорния,
, 1 ноября 2012 г.
А.Проблема с использованием переменного тока заключается в том, что используется очень мало обмоток, то есть рассеивает тепло, когда установлено низкое напряжение, которое может потребоваться для гальванического выпрямителя. Это может привести к сгоранию обмоток вариатора при достаточно высокой нагрузке.
Стив Горзо– Калгари, Альберта, Канада
11 января 2013
В. У меня есть 5 (пять) аппаратов для сварки MIG на 300 ампер. Теперь я хочу преобразовать это в гальванический выпрямитель. Кто угодно, пожалуйста, дайте свои ценные рекомендации. Спасибо.
Инженерные работы Rajasekar– Хосур, Индия
6 февраля 2014 г.
В. Относительно ответа Йохана Лутса:
Может кто-нибудь сказать мне, зачем вам нужен трансформатор?
Как я понял, мостовой выпрямитель преобразует переменный ток в постоянный.
Я тоже не понимаю, почему вариак используется перед трансформатором?
Признаюсь, я мало что знаю о выпрямителях, но я смотрю спецификации выпрямителя RS 605, который я извлек из блока питания компьютера (http: //pdf.datasheetcatalog.com / datasheet / RECTRON / RS604.pdf)
Он говорит от 50 до 1000 вольт и 6 ампер.
Также указано низкое прямое напряжение, но я не могу понять, сколько оно.
Что произойдет, если вы просто подключите 2 провода переменного тока мостового выпрямителя к розетке, а 2 провода постоянного тока подключите к пластине?
Гэри Уилсон– Нью-Рошель, Нью-Йорк, США
Февраль 2014
А. Привет, Гэри. Я не знаю, как сделать гальванический выпрямитель, но могу попытаться ответить на пару ваших вопросов.
Ток в доме составляет 110 или 220 вольт, тогда как напряжение покрытия больше похоже на 3–12 В, поэтому трансформатор снижает напряжение до приемлемого диапазона, одновременно увеличивая доступный ток.Если оставить в стороне и исключить неэффективность трансформатора, он преобразует, скажем, 5 А при 220 В в 50 А при 22 В. Хотя фраза «изолирующий трансформатор» была немного разбавлена до того, что это не очень хорошая характеристика, еще один важный момент. действие трансформатора состоит в том, чтобы отделить выход от источника, чтобы уменьшить скачки высокого напряжения.
Мостовой выпрямитель – это просто 4 диода для преобразования переменного напряжения в серию «верблюжьих горбов», а не в плавный постоянный ток. Хотя профессионалы не будут пытаться использовать этот выход, потому что это вызывает определенные проблемы, поэтому они будут использовать индукционный / емкостной «дроссель», чтобы сгладить его, любитель может попробовать без дросселя, но с мостовым выпрямителем, подключенным так, как описывает Йохан. .Подключите проводку, подключив мостовой выпрямитель к розетке, напряжение будет слишком высоким, и не будет изоляции, а вероятность пореза себя током будет очень высока!
Фактически, Variac – это переменный трансформатор. Таким образом, Йохан предлагает фиксированный понижающий трансформатор с 220 В до 22 В, за которым следует регулируемый трансформатор для перехода, скажем, с 22 В на переменное напряжение покрытия.
С уважением,
Тед Муни, P.E.
Стремление к жизни Алоха
Finish.com – Пайн-Бич, Нью-Джерси,
, 9 октября 2015 г.
A. Я разработал линейный источник питания постоянного тока с переменным напряжением для питания любительского радиооборудования, который может соответствовать требованиям примерно до 35 ампер, как я построил свой, но с линейными регуляторами, которые я использовал, его можно масштабировать, используя более или менее регуляторы с максимальным током до 9 ампер на микросхему регулятора. Я еще не пробовал использовать его для гальваники, но могу принести его в магазин, когда в следующий раз выйдет из строя наш цинковый выпрямитель.
** Обратите внимание, что в современных источниках питания и выпрямителях предусмотрены определенные меры безопасности, которые не предусмотрены в этой конструкции, поэтому используйте их на свой страх и риск. **
Вы можете увидеть конструкцию и схему, посмотрев это видео.
Прочтите схему линейного регулятора, который вы выбрали, чтобы узнать, как работать с несколькими регуляторами параллельно, и, как сказал Тед, это не вопрос построения цепи управления, а вопрос наличия тяжелых компонентов, которые выдержат большой ток. розыгрыш гальваники.
Стив Горзо– Калгари, Альберта, Канада
9 октября 2015 г.
A. Купил мостовой выпрямитель от Amazon за 3,35 доллара.
«Мостовой выпрямитель 400 В, 25 А»
Если у вас нет собственных деталей для сборки одного из диодов, и в этом случае просто используйте диаграмму г-на Муни, я бы сказал, что эту цену невозможно превзойти.
Джон Уилкинсон– Клируотер, Флорида, США
29 января 2018
Стив Г. писал: «Я разработал линейный источник питания постоянного тока с переменным напряжением для питания оборудования любительской радиосвязи, который может соответствовать требованиям до 35 ампер, как я построил свой, но с линейными регуляторами, которые я использовал, он масштабируемый. за счет использования большего или меньшего количества регуляторов с максимумом до 9 ампер на микросхему регулятора.Я еще не пробовал использовать его для гальваники, но могу принести его в магазин, когда в следующий раз выйдет из строя наш цинковый выпрямитель ».
Я хотел бы спросить Стива Горзо, есть ли у него возможность попробовать свой линейный блок питания на гальваническое покрытие, и если да, то это сработало? Кроме того, я был бы признателен за помощь в создании своего собственного. У меня есть несколько частей от вещей, из которых я утилизировал, например микроволновые печи и стереокомпоненты.
Дэвид Граймс– Кларинда, Айова, США
этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, относящуюся к отделке металлов, пожалуйста, проверьте эти каталоги:
О нас / Контакты – Политика конфиденциальности – © 1995-2021 finish.com, Пайн-Бич, Нью-Джерси, США
Лучшие сварщики TIG за деньги
Для алюминия, нержавеющей стали, титана или тонких листов контроль нагрева является ключевым фактором.
Никакой технологический процесс не контролирует нагрев и дает прекрасные сварные швы, как аппарат TIG.
Назовете ли вы его TIG, Heli-Arc или GTAW, этот процесс является передовым.
Этот двуручный метод также является наиболее полезным для освоения.
Если вы не уверены, что вам действительно нужно, за аппарат для сварки TIG можно дорого заплатить.
Мы пробирались сквозь толпу машин, чтобы найти 10 лучших сварщиков TIG.
Быстрое сравнение
| Продукт | |||
|---|---|---|---|
| Изображение | Продукт | Подробности | |
Yeswelder TIG-250P | Прямоугольная сварка TIG Включает ножную педаль Генератор готов | ||
Иствуд TIG 200 | Качество для тяжелых условий эксплуатации Preflow и postflow Двойная мощность 120/240 | ||
Lincoln Electric TIG 200 | TIG на переменном токе для алюминия Мощный, но портативный Отлично подходит для магазинов DIY | ||
PRIMEWELD TIG225X | Хорошо построенный и хорошо проверенный Хорошо проникает, сварные швы гладкие Двойной вход: 110 В и 220 В | ||
Miller Electric Maxstar STR | Профессиональный сварщик TIG Универсальный – от 110 В до 480 В Широкий диапазон силы тока | ||
ESAB Rebel EMP215ic | Автоматические настройки Разработано для использования вне помещений Двойной вход 120/240 | ||
Everlast PowerTIG 255 | Импульсная модуляция до 500 Гц Работа на низком токе Дуэльная сварка постоянным и переменным током | ||
Weldpro Digital TIG 200GD | Отличные отзывы Множество функций за деньги Двойной вход: 110/220 В | ||
Amico TIG-160DC | Сварщик легкого веса Сварщик TIG / Stick 2-в-1 Сварка стали толщиной до 3/8 дюйма | ||
Mophorn TIG-165S | Двойной вход 120/240 В Сварщик TIG Arc 2 в 1 Идеально для начинающих |
Лучший сварщик TIG с отзывами
Вот список лучших сварщиков TIG, которых мы нашли на рынке:
1.Yeswelder TIG-250P AC / DC TIG Алюминиевый сварочный аппарат с импульсом
- 10–165 А TIG
- Сварщик стержневой сваркой 5-250 А
- Блокировка спускового крючка 2T / 4T
- прямоугольная волна переменного тока
- Импульсная сварка TIG переменным / постоянным током
Плюсы
- Пылезащитная крышка откидной передней панели
- Автоматически сохраняет ваши настройки
- WP26 Горелка TIG
- Функция предотвращения прилипания
- Включает педаль управления нагревом
Минусы
- Регулятор в комплект не входит
- Горелка TIG дешевая качественная
Обзор
YesWelder TIG-250P AC / DC TIG Сварщик алюминия с импульсным режимом – это AC / DC TIG с импульсной модуляцией для удаления окисления на поверхности.Эта функция также предотвращает попадание загрязнений в сварочную ванну. Этот аппарат имеет цифровые настройки, за исключением уровня силы тока, который является бесступенчато регулируемым аналоговым типом. YesWelder разработал этот сварочный аппарат для динамической регулировки настроек во время сварки, поддерживая постоянную дугу.
TIG-250P также включает блокировку спускового крючка 2T / 4T, чтобы уменьшить утомляемость рук при выполнении длинных сварных швов, таких как швы металлических воздуховодов. Некоторым владельцам не нравится ощущение кнопки фонаря, и они жалуются, что ее трудно нажимать и удерживать.YesWelder TIG-250P AC / DC TIG Aluminium Welder поставляется с металлической ножной педалью с 5 контактами, которая решает эту проблему.
Как аппарат переменного тока, этот аппарат может без проблем сваривать алюминий. Некоторые владельцы считают, что YesWelder должен был включить в эту модель газовый регулятор, например, Eastwood TIG200. YesWelder TIG-250P AC / DC TIG Aluminium Welder включает режим прямоугольной волны, таймер точечной сварки и возможность «грязного питания», что делает его дружественным к генератору, чего нет в Eastwood TIG200.
2. Сварочный аппарат Eastwood TIG 200 AC / DC
- Преобразователь прямоугольной формы
- Сварка TIG на постоянном и переменном токе
- Двойная входная мощность 120/240
- Сваривает листы толщиной до ¼ дюйма
- Гарантия 3 года
Плюсы
- Высокочастотная пилотная дуга
- Рабочий цикл 60 процентов при 90 А Горелка
- WP-17 является отраслевым стандартом
- Предпусковой поток для очистки сварных швов
- 12-футовый разъем резака
Минусы
- Пользователям не нравится педаль
- Дешевый качественный расходомер
Обзор
Eastwood 200 – излюбленный источник в мастерских по ремонту автомобилей.Он широко известен своими кузовными и малярными инструментами, металлообрабатывающим оборудованием, дробеструйными шкафами, наборами ударных молотков и тяжелыми инструментами для реставрационных работ каркаса. Сварочный аппарат Eastwood TIG 200 более тяжелый, чем это обычно бывает с оборудованием, предназначенным для небольших магазинов и ремесленников. Возможность сваривать на переменном токе дает вам возможность сваривать алюминий.
Благодаря двойной входной мощности 120/240, цифровому дисплею и 60-процентному рабочему циклу при 90 А, TIG 200 предлагает больше, чем большинство сварочных аппаратов TIG в своем ценовом диапазоне.Это настоящий аппарат для сварки TIG на переменном и постоянном токе с высокочастотным бесконтактным управлением дугой, способный сваривать листовую сталь толщиной до дюйма. При установке резака WP-17 в соответствии с отраслевым стандартом в нем легко найти запасные части.
Пользователи часто упоминали педальное управление как нечто, что им не нравилось в этом сварочном аппарате, хотя им нравились сварочные возможности аппарата. Это стандартная деталь, которую можно легко заменить, чтобы добиться желаемых характеристик. Иствуд был достаточно умен, чтобы включить дозирование газа до и после сварки, чтобы установить защиту до и после начала сварки.Это обеспечивает более высокое качество сварных швов без пористости и окисления. Гарантия на Eastwood TIG 200 составляет 3 года.
3.Lincoln Electric 200 AC / DC Сварочный аппарат TIG
- Двойное напряжение 120/240 вход
- AC / DC процессы
- Диапазон от 10 до 200 А для TIG
- Готовый к сварке алюминий
- Промышленное качество сборки
Плюсы
- 20 импульсов в секунду для контроля нагрева
- Регулятор баланса переменного тока для очистки TIG
- Высокочастотный бесконтактный запуск дуги
- Включает педаль
- Поставляется с красивым регулятором
Минусы
- Контроль качества непоследовательный
- Работает только на ножной педали
Обзор
Lincoln Electric Square Wave TIG 200 – это портативный сварочный аппарат TIG на 200 А для любителей, мастеров, художников и небольших производителей.Новички с расширенными функциями могут легко воспользоваться преимуществами по мере накопления опыта.
Это аппарат переменного и постоянного тока, сваривающий листы толщиной 24 и лист толщиной 3/16 дюйма. Для алюминия процесс TIG на переменном токе на этой машине имеет систему импульсных сигналов для плавного осаждения присадочного металла, что обеспечивает более красивую работу. Импульсная модуляция позволяет очищать сварочную ванну по мере ее прохождения. Он также имеет регулируемую частоту переменного тока для регулировки ширины валика.
Простой интерфейс настройки, рабочий цикл 40% и двойное входное напряжение 120/240 делают сварочный аппарат удобным, который можно использовать где угодно.Lincoln Electric предлагает на этого сварочного аппарата 3-летнюю гарантию. Есть несколько сообщений о том, что этот сварочный аппарат вышел из строя в магазине без особого использования, поэтому хорошая гарантия дает некоторое спокойствие.
Square Wave TIG 200 поставляется с ножной педалью, газовым регулятором типа расходомера, горелкой TIG и 10-футовым шлангом.
4.Primeweld TIG225X Сварочный аппарат TIG AC / DC
- Широтно-импульсная модуляция
- Инверторное питание
- Пуск высокочастотной дуги
- Включает регулятор
- Дуэльный вход: 110 В и 220 В
Плюсы
- Имеет резак CK17 американского производства.
- Включает металлическую ножную педаль
- Очень широкий диапазон от 10 до 225 А
- Частота импульсов 200 Гц
- Гарантия 3 года
Минусы
- Стоит больше, чем другие в своем классе
- Некоторые претензии к расходомеру
Обзор
Сварочный аппарат TIG225X TIG компанииPrimeweld предлагает наиболее универсальный и простой в использовании набор функций, доступных для сварочного аппарата TIG AC / DC в этом ценовом диапазоне.Высокая частота на основе инвертора, начиная с широтно-импульсной модуляции, обеспечивает соотношение импульсов 10/90 от 10 до 225 ампер, что является невероятно широким диапазоном силы тока для этого класса. Частота импульсов 200 Гц обеспечивает плавную сварку TIG и добавляет настоящую способность TIG для использования одной стороны цикла переменного тока для очистки сварочной ванны. Этот аппарат имеет 100-процентный рабочий цикл при 108 ампер, выходной мощности достаточно для непрерывной сварки ⅛-дюймового металла. Он имеет рабочий цикл 40% при полной мощности.
Primeweld поддерживает TIG225X AC / DC TIG с 3-летней гарантией и высоко оцененной службой поддержки клиентов в США.TIG225X поставляется с металлической ножной педалью, регулятором и всеми любимым американским фонариком CK17 с гибкими линиями. Это позволяет перейти на водяное охлаждение за счет приобретения дополнительной горелки с водяным охлаждением и охладителя воды CK20 от PrimeWeld.
TIG225X имеет двойной вход 120/240 вольт и предлагает большую универсальность с потрясающим набором настроек на передней панели. 225 ампер позволяют сваривать ½-дюймовую металлическую пластину, а 10 ампер могут обеспечить сварку листового металла 24 калибра.Владельцы в восторге от качества сварки на этом аппарате, а PrimeWeld известна своим удивительным старомодным обслуживанием клиентов. Пользователи сообщают об отличной упаковке, и эта машина поставляется с хорошим выбором деталей и аксессуаров, хотя у некоторых владельцев были проблемы с включенным расходомером. PrimeWeld поддерживает свой продукт и решает эти проблемы для владельцев, которые с ним сталкивались.
5.Miller Electric Maxstar STR TIG Welder – Лучший в целом
- Одно- и трехфазное входное напряжение
- Использует любой источник питания от 110 до 480 вольт
- Порт данных карты памяти
- Обновляемое программное обеспечение
- Таймер сна отключает неработающую машину
Плюсы
- Среди лучших сварочных аппаратов TIG на переменном и постоянном токе в своем классе
- Пуск высокочастотной дуги
- Память настроек упрощает использование
- 10 А нижний конец сваривает тонкий листовой металл
- 100-процентный рабочий цикл при 175 А
Минусы
- Без горелки TIG
- Только процессы постоянного тока
Обзор
Сварочный аппарат Miller Electric Maxstar STR 210 TIG с высокочастотным стартером является одним из новейших дополнений к линейке сварочных аппаратов Miller TIG, разработанных для профессиональных сварщиков TIG на постоянном токе для нержавеющей и низкоуглеродистой стали.Постоянным током можно сваривать алюминий, но этот процесс сварки нечасто выполняется в производственных условиях, поскольку тщательная очистка и смешивание гелия с аргоном слишком дорого обходятся. Однако MaxStar может предоставить средства для этого, если потребуется.
MaxStar имеет переключатель режима ожидания на передней панели, который переводит аппарат в спящий режим и экономит электроэнергию, когда он не выполняет сварку. Система Miller TIG Pro-Set предоставляет заводские настройки, чтобы вы могли быстро начать работу. Беспроводной пульт дистанционного управления означает, что сварочный аппарат Miller Maxstar STR210 TIG прост в использовании на расстоянии 300 футов без необходимости возвращаться обратно к месту, где он находится, просто для внесения изменений.Это всего лишь еще одна функция, разработанная для промышленного использования этого удивительного сварочного аппарата TIG.
Наш лучший выбор, Miller Electric MaxStar 210 STR – это отличное решение, которое отличается широким диапазоном силы тока и улучшенными низкими значениями силы тока, что обеспечивает более плавное управление при сварке листового металла. Порт для карты памяти позволяет сохранять настройки между машинами. Вход с несколькими напряжениями Auto-Line, 100-процентный рабочий цикл при 175 А и трехлетняя гарантия Miller сделали MaxStar 210 нашим премиальным выбором.
6. ESAB Rebel 215ic Сварочный аппарат TIG на постоянном токе
- Сердечник из флюса, MIG и TIG
- Большой экран дисплея
- Гарантия 3 года
- Двойной вход 120/240 В
- Чехол для тяжелых условий эксплуатации, устойчивый к атмосферным воздействиям
Плюсы
- Руководство пользователя на дисплее
- Включает пистолет MIG и горелку TIG
- Поставляется с газовым регулятором
- Автоматические настройки с блокировкой
- Список бортовых запчастей
Минусы
- Только сварочный аппарат TIG на постоянном токе
- Этот дорогой
Обзор
Сварочный аппарат ESAB Rebel EMP215ic TIG разработан в соответствии со стандартами IPS23 для работы на открытом воздухе.Корпус изготовлен в соответствии с промышленными стандартами для всепогодного использования. Он имеет двойное входное напряжение 120/240 В, рабочий цикл 40% и является одним из немногих многопроцессорных сварочных аппаратов TIG, которые помимо флюсового сердечника могут выполнять как MIG, так и TIG, но это не выходная мощность переменного / постоянного тока.
ESAB оснастил Rebel 215 большим цифровым дисплеем с высоким разрешением для настройки, в который также были загружены руководство пользователя и список запчастей. Этот простой в использовании аппарат позволяет сохранить четыре предустановки для каждого процесса сварки. Есть переключатель 2T / 4T с блокировкой спускового крючка для длинных сварных швов, чтобы не утомлять руки.
Технология Smart MIGESAB адаптируется к индивидуальным стилям, внося небольшие постепенные улучшения в настройки машины по мере необходимости. Также имеется функция автоматической настройки, где вы вводите диаметр проволоки и толщину листа, а процессор станка настраивает для вас. Эта функция имеет приоритет для опытных сварщиков и особых ситуаций.
На Rebel 215 предоставляется трехлетняя гарантия, он поставляется с горелками Tweco MIG и TIG и оснащен регулятором Victor.
7.Everlast 255EXT Сварочный аппарат TIG AC / DC
- Двойная входная мощность 120/240
- Рабочий цикл TIG 240 В 100 процентов при 200 А
- Множественные формы волны переменного тока
- Переключатель блокировки пускового курка горелки 2T / 4T
- Сварка TIG постоянным и переменным током
Плюсы
- Высокочастотный и подъем дуги
- Частота импульсной модуляции до 500 герц
- Предварительный и последующий поток газа для лучшей защиты
- Регулятор баланса переменного тока для очистки сварочной ванны
- 240 Мощность TIG от 3 до 250 ампер
Минусы
- Горелка с водяным охлаждением, но без водяного охладителя
- Сообщения об отказе платы ВЧ
Обзор
Everlast – это импульсный сварочный аппарат TIG на постоянном и переменном токе с двойным входным напряжением 120/240 В и 100-процентным рабочим циклом при номинальной мощности.В нем предусмотрена предварительная и последующая подача газа, при которой подача защитного газа запускается непосредственно перед зажиганием дуги, а затем происходит ожидание, пока дуга не погаснет, прежде чем отключать подачу газа. Это сохраняет сварной шов более чистым и снижает вероятность образования пористости в сварном шве.
Everlast предоставил этому аппарату для сварки TIG несколько форм сигналов переменного тока, которые позволяют точно настраивать характеристики дуги для сварки алюминия TIG. Сварщикам в домашних мастерских, возможно, никогда не придется выбирать между истинным синусом, двумя видами квадратного синуса или треугольной формой волны.Однако хорошо иметь возможность, когда ваши сварочные навыки достигнут точки, в которой это будет полезно.
Everlast PowerTIG 255EXT также оснащен цифровым дисплеем, памятью настроек и возможностью простой настройки параметров с помощью микропроцессора. Высокочастотный запуск дуги без касания означает предотвращение любого загрязнения вольфрамового электрода. Для точечной сварки имеется таймер сварного шва, а на сварочный аппарат Everlast PowerTIG предоставляется 5-летняя гарантия. Диапазон от 3 до 200 ампер позволяет сваривать от листа толщиной 24 до пластины толщиной 3/8 дюйма.
8. Weldpro Digital TIG 200GD Сварочный аппарат TIG AC / DC
- 120/240 В, двойное питание
- Переключатель фиксации 2T / 4T
- Широкий диапазон от 10 до 200 А
- Поставляется с ножной педалью
- Угловая панель управления
Плюсы
- Высокочастотная пилотная дуга
- Импульсная модуляция 200 Гц
- Предварительный / последующий поток для более чистых сварных швов
- Сварка переменным и постоянным током
- Весы переменного тока для очистки от окисления
Минусы
- Педаль некачественная
- Отчеты о нерабочем ручке тока
Обзор
Weldpro Digital TIG 200GD TIG Welder – это простой в использовании аппарат для сварки TIG, который работает от двойного входного питания 120/240 В и имеет как TIG постоянным, так и переменным током с широтно-импульсной модуляцией 200 Гц для переменной ширины шва.Регулируемый баланс переменного тока составляет от 30 до 70 процентов и очищает алюминий от окисления, обеспечивая хорошее проплавление сварных швов.
Weldpro Digital оснащен резаком CK17 с гибкой головкой, в которой используются стандартные американские детали. Есть довольно много жалоб на проблемы с качеством педали терморегулирования. Weldpro Digital TIG 200GD оснащен переключателем 2T / 4T, который работает как блокировка резака. Это позволяет выполнять длинные проходы валика без необходимости удерживать кнопку горелки нажатой во время сварки MIG.
Эти аппараты для сварки TIG предлагают широкий диапазон от 5 до 200 А переменного тока при использовании источника питания 240 В. Максимальный ток на 120 входов – 140 ампер. AHP AlphaTIG 200X включает высокочастотный запуск дуги без касания, предотвращающий попадание загрязнений на вольфрамовый электрод.
Weldpro Digital TIG 200GD оснащен цифровым дисплеем, имеет двухлетнюю гарантию и включает горелки MIG и TIG, регулятор и зажим для электродов.
9.Amico TIG-160DC Сварочный аппарат TIG
- Двойная входная мощность 120/240 В
- Горелка для высокочастотной сварки TIG
- Технология инвертора IGBT
- Гарантия 1 год
- Оптимизированное зажигание дуги
Плюсы
- Рабочий диапазон 15-220 ампер
- Работает на колебаниях “грязной энергии”
- Легкий 16-фунтовый груз
- 60-процентный рабочий цикл при 220 А
- 13-футовое соединение резака
Минусы
- Без газового регулятора
- Не сваривает алюминий
Обзор
Amico TIG-160DC – это недорогой сварочный аппарат с двумя входами на 120/240 В, который подключается к любому общему источнику питания.Он рассчитан на мощность 160 А постоянного тока при питании от 240, а также может выполнять сварку на постоянном токе. 60-процентный рабочий цикл при 220 ампер довольно впечатляет для любой машины в этом ценовом диапазоне. Еще одна впечатляющая особенность TIG-160 – высокочастотный подъем дуги.
Это сварочный аппарат с инверторным питанием, легкий и мощный. Amico TIG-160DC оснащен принудительной настройкой вентилятора, чтобы устройства работали дольше, что является одной из причин того, что у него такой хороший рабочий цикл при максимальной мощности.Эта машина поставляется с проводом резака длиной 13 футов. Соединения зажима электрода и зажима заземления имеют длину 10 футов каждое.
Amico поставляет TIG-160 с аргоновым шлангом длиной 8 футов и адаптером на 120 вольт, позволяющим подключаться к бытовому току 20 ампер. Некоторых пользователей не устраивало отсутствие газового регулятора, но машины в этом ценовом диапазоне нередко поставляются без него. Гарантия на Amico TIG-225 составляет 1 год.
10.Сварочный аппарат Mophorn TIG-200 TIG
- Аппарат TIG или аппарат для дуговой сварки
- Ручка бесступенчатой регулировки силы тока
- Диапазон силы тока от 20 до 200 ампер
- Двойное входное напряжение 120/240
- Компенсирует колебания мощности
Плюсы
- Просто переведите переключатель для сварки TIG или Stick
- 8-футовый провод резака
- Весит всего 20 фунтов
- Инверторное питание
- Лифтовой дуговый зажигание
Минусы
- Только ручной контроллер, без ножной педали
- Сообщения о неисправной защите от перегрева
Обзор
Сварщик Mophorn TIG-200 – наш бюджетный сварщик TIG в этом обзоре, потому что за эти деньги здесь есть что понравиться.Двойное входное напряжение 120/240, двойное входное напряжение, 60-процентный рабочий цикл и выходная мощность 200 А для машины в этом ценовом диапазоне просто потрясают.
Он также предлагает возможность сварки TIG или электродной сварки, широкий рабочий диапазон TIG от 20 до 200 А, горячий старт и плавно регулируемый аналоговый контроль силы тока.
Одним из существенных недостатков является отсутствие педального управления. Вместо этого TIG-200 использует управление кончиками пальцев. К сожалению, он также не поддерживает любую доступную педальную систему.
Это не препятствие, учитывая цену, но подумайте об этом. В процессе TIG уже требуется рука, чтобы использовать горелку, и руку, чтобы подавать сварочный стержень в лужу. Дополнительное ручное управление не облегчает трудную работу. Ножная педаль имеет свое место в работе TIG.
При этом пользователи сообщали о плавной сварке, и многие были удивлены соотношением цены и производительности этого аппарата для сварки TIG.
Сварочные аппараты
– что такое рабочий цикл и как он рассчитывается?
Что такое рабочий цикл?Рабочий цикл – это процент времени, в течение которого машина будет безопасно работать (или сваривать) в течение определенного периода времени при заданной силе тока.Например, многофункциональный сварочный аппарат Weldforce WF-205MST имеет рабочий цикл 200 А при 30%. Это означает, что он будет работать при 200 А в течение 3 минут в течение 10 минут. В течение оставшихся 7 минут машина переключится на тепловую перегрузку для охлаждения.
Все сварочные аппараты оснащены (или должны быть) оснащены защитой от тепловой перегрузки, что означает, что аппарат отключается, когда внутренние критически важные компоненты достигают определенной температуры, чтобы предотвратить повреждение. Затем машина перезапустится, когда она вернется к безопасной температуре.
Рабочий цикл будет меняться при разной силе тока. При более высокой выходной силе тока машина будет нагреваться быстрее, и рабочий цикл уменьшится. При более низких значениях тока рабочий цикл увеличивается.
Например – если мы снова посмотрим на машину WF-205MST;
Рабочий цикл при 200 А = 30%
Рабочий цикл при 145 А = 60%
Рабочий цикл при 110 А = 100%
Как рассчитывается и проверяется рабочий цикл?
Хотя основная формула всегда одна и та же (% времени включения в течение периода тестирования), существует несколько переменных, которые могут повлиять на результат теста рабочего цикла, в том числе:
- Период времени, в течение которого он измеряется (обычно 5 или 10 минут – 10-минутный период более требователен).
- Температура окружающей среды, при которой проводился тест (более высокая температура окружающей среды требует более высоких требований).
- Был ли тест проведен со «свежей», холодной машиной или с машиной, которая уже была нагрета от длительного использования. (Тестирование уже нагретой машины, очевидно, требует гораздо больших усилий с ее системой охлаждения.)
Наиболее широко принятым стандартом для тестирования и определения значений рабочего цикла является европейский стандарт EN60974-1, на котором основан австралийский стандарт AS60974-1.Этот стандарт очень требователен и поэтому считается лучшим показателем того, как машина будет работать в «реальных» условиях. Все машины Weldforce от Weldclass протестированы на соответствие этому стандарту.
Снова возьмем пример Weldforce WF-205MST с номинальным рабочим циклом 200 А при 30%. Чтобы достичь этого рейтинга в соответствии со стандартом EN60974-1, сначала машина была «разогрета» перед испытанием путем непрерывной сварки, чтобы заставить ее отключиться при тепловой перегрузке как минимум дважды.Затем он был испытан в контролируемой камере, нагретой до 40 ◦ C. В течение 10 минут он был способен сваривать при 200 А (что на этой машине является максимальной мощностью) в общей сложности 3 минуты … следовательно, номинальный рабочий цикл 200 А при 30%.
Испытываются ли все сварочные аппараты на рабочий цикл одинаково?
К сожалению, не все машины проходят испытания на соответствие стандарту EN / AS60974-1, и поэтому может быть сложно сравнить номинальные значения рабочего цикла одних машин с другими.Например, , если испытание Weldforce WF-200MST проводилось всего за 5 минут и / или с холодным аппаратом и / или при более низкой температуре окружающей среды, рейтинг вполне мог быть 200 А при 50-60%, что быть нереалистичным и вводящим в заблуждение.
Все машины Weldforce от Weldclass проходят испытания на рабочий цикл в соответствии с EN / AS60974-1, что означает, что указанные значения рабочего цикла точно представляют, как каждая машина будет работать в «реальных» условиях.
Является ли рабочий цикл лучшим способом оценки производительности сварочного аппарата?
Да и нет!
Номинальный рабочий цикл – при условии, что он точен и не завышен (как иногда бывает) – является полезным показателем того, как сварочный аппарат будет работать с точки зрения производительности и мощности (или производительности).
Однако рабочий цикл не следует рассматривать изолированно.
Точно так же, как вы (обычно) не принимаете решение о покупке автомобиля, основываясь только на его максимальной скорости (скажем, без учета таких аспектов, как управляемость, ускорение, безопасность и т. Д.) … Таким же образом существуют и другие факторы. следует учитывать, когда речь идет о сварочных машинах.
Во-первых, сам процесс сварки может влиять на продолжительность рабочего цикла. Более высокий рабочий цикл может быть важен для сварщиков MIG, но может быть менее важным для Stick / MMA и TIG.См. Дополнительную информацию об этом ниже.
Потребляемая мощность, источник питания и эффективность сварочного аппарата также добавляют еще одно измерение к вопросу о рабочем цикле.
Это особенно характерно для однофазных (240 В) сварочных аппаратов, где аппарат (в соответствии со стандартом AS60974-1) должен иметь эффективный входной ток (I 1eff ), равный или меньший номинальной мощности. источник питания, на который рассчитана машина – обычно 10А или 15А.
Часто это требование является ограничением (или «потолком») рабочего цикла, в большей степени, чем то, на что фактически способна машина. Например, сварочный аппарат Weldforce WF-180MST MIG имеет рабочий цикл 10% при максимальной мощности 180 А. Эта машина на самом деле способна к значительно более высокому рабочему циклу, но для того, чтобы быть подходящей для источника питания 10 А, мощность и рабочий цикл были ограничены или ограничены.
Вот почему машины с большей эффективностью имеют преимущество (особенно однофазные машины 240 В 10 А / 15 А).Благодаря большей эффективности они могут обеспечить более высокую мощность и рабочий цикл при том же уровне потребляемой мощности.
Следующие машины Weldclass включают технологию «PFC», которая значительно увеличивает эффективность и увеличивает рабочий цикл; Сварочные аппараты Weldforce WF-205MST и WF-255MST MIG / Stick / TIG и плазменный резак Cutforce CF-45P.
Важность рабочего цикла в различных сварочных процессах
Хотя рабочий цикл никогда не бывает «второстепенным», различные сварочные процессы предъявляют более высокие или низкие требования к сварочному аппарату с точки зрения производительности или рабочего цикла.
Следующие ниже комментарии основаны на «практическом опыте» и могут служить руководством для определения того, какое внимание следует уделять номинальным значениям рабочего цикла – по сравнению с другими факторами и характеристиками – при выборе подходящего сварочного аппарата.
Обратите внимание, что все приложения индивидуальны, и общие комментарии здесь не всегда могут быть применимы к вашей ситуации.
Рабочий цикли сварка MIG
Поскольку это автоматический процесс (например, присадочный металл подается автоматически), оператор MIG имеет возможность выполнять сварку в течение длительных периодов времени с минимальным временем отключения или простоя между сварками.
Конечно, это зависит от приложения к приложению.
В производственных ситуациях, например, когда могут использоваться приспособления для минимизации настройки и максимального увеличения «времени сварки», рабочий цикл может быть очень важным. Когда дело доходит до выбора правильного сварщика, выбор сварщика, у которого «слишком много» мощности, а не «ровно столько», является мудрым решением. Например, ваше приложение может включать производственную сварку стали толщиной до 8 мм. Теоретически сварочный аппарат на 200 А, такой как Weldforce WF-205MST, способен на это, однако в производственной ситуации аппарат на 250 А (например, WF-255MST) будет обеспечивать больший рабочий цикл.(При токе 200 ампер WF-255MST имеет почти вдвое больший рабочий цикл, чем WF-205MST).
При техническом обслуживании рабочий цикл может быть не столь критичным, поскольку% «Время сварки» обычно ниже. Часто оператор может выполнить всего 1 или несколько сварных швов, прежде чем ему придется выполнять другие операции перед возобновлением следующего шва.
Рабочий цикл и ручная сварка стержневыми электродамиBecuase MMA / ручная сварка – это очень ручной процесс, включающий замену электродов, измельчение шлака и т.д.Это означает, что рабочий цикл обычно не так критичен, как для MIG.
С этой точки зрения рабочий цикл 30% (в случае MMA) можно считать «высоким». Например, Weldforce WF-135S – это самый маленький аппарат MMA / Stick в диапазоне Weldclass (максимальная выходная мощность 140 А), но с рабочим циклом 100 А при 60% его мощности достаточно для работы с обычными электродами 2,6 мм почти без остановок и также легко будет использовать электрод 3,2 мм.
Исключения из этого правила – приложения для стержней / MMA, требующие очень высокого рабочего цикла – могут включать наплавку, когда каждый электрод запускается в быстрой последовательности с очень небольшим «тайм-аутом».
Рабочий цикл и сварка TIG
Когда дело доходит до сварки TIG, значение рабочего цикла может значительно варьироваться.
TIG обычно используется для детальной работы с более тонкими материалами и / или небольшими деталями. В этом случае машина часто никогда даже не приблизится к достижению предела рабочего цикла … и действительно, большая часть сварочных работ выполняется при низкой силе тока, при этом рабочий цикл машины может составлять 100%. Кроме того, поскольку TIG – это ручной процесс (когда присадочный металл подается вручную), соотношение «время сварки / время включения» и «время выключения» ниже (по сравнению с MIG).
Однако есть некоторые приложения для сварки TIG, где очень важен высокий рабочий цикл. Одним из примеров этого является сварка TIG стыков труб, когда требуется длинный непрерывный шов.
Комментарии и вопросы?
Есть свои мысли или вопросы по дежурному циклу? Не стесняйтесь оставлять комментарии ниже ↓ или нажмите здесь, чтобы отправить нам запрос.
Другие статьи по инверторным сварочным аппаратам;
Что такое инверторный сварочный аппарат и как он работает?
Использование генераторов для питания инверторных сварочных аппаратов
Что такое горячий запуск, сила дуги и защита от прилипания?
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях.