Приспособления для токарных станков расширяющие возможности
Гидравлическая схема этого суппорта обеспечивает постоянство расстояния между вершиной резца и копировальным пальцем, скользящим вдоль копира, благодаря чему вершина резца повторяет профиль копира.
Электрокопировальное устройство, как еще один вид приспособления для токарных станков, состоит из электрической копировальной головки, жестко закрепленной на поперечных салазках суппорта; ее палец скользит вдоль неподвижного копира, когда всему суппорту сообщается продольная подача. В фартуке суппорта для включения, выключения и реверсирования поперечной подачи имеются специальные электромагнитные муфты. При движении каретки суппорта вдоль направляющих станины копир отклоняет щуп. Это приводит к замыканию контактов в копировальной головке и подаче сигнала на включение той электромагнитной муфты, которая сообщает поперечным салазкам подачу, восстанавливающую нейтральное положение щупа, т. е. и здесь система обеспечивает постоянство расстояния между щупом и вершиной резца.
Основным достоинством не механических систем копирования является то, что щупу, скользящему по шаблону, не приходится воспринимать силу резания. Он только подает команду исполнительному органу (гидроцилиндру или муфтам), который сообщает рабочую подачу инструменту. Благодаря малому давлению щупа на копир и малым размерам щупа оказывается возможной обработка крутых и тонких переходов профиля на повышенных режимах, притом – по копирам, изготовленным из дешевых материалов.
Для выполнения на токарно-винторезном станке фрезерных работ может быть использовано приспособление для токарных станков, изображенное на рис. 4. Державка 1 закрепляется в резцедержателе станка. Поворотная часть приспособления 2 с направляющими может поворачиваться относительно державки и закрепляться на ней винтами 6. По направляющим поворотной части 2 с помощью ходового винта 3 перемещается каретка 5, в которой закрепляется обрабатываемая заготовка 4.
приспособления +для токарных станков
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку.
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Ну а если Вам нужно к примеру из кругляка сделать квадрат, или шестигранник, ну или на каком то валу нарезать шпоночный паз, то для этих операций можно изготовить более простую фрезерную приставку, на основе токарного патрона и кое каких железяк. Как я её изготавливал из гаражного хлама и как она работает желающие могут посмотреть в видеоролике чуть ниже, или у меня на канале ютуба suvorov-custom. Всем приятного просмотра.
Приспособление для плавного перемещения задней бабки.
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см.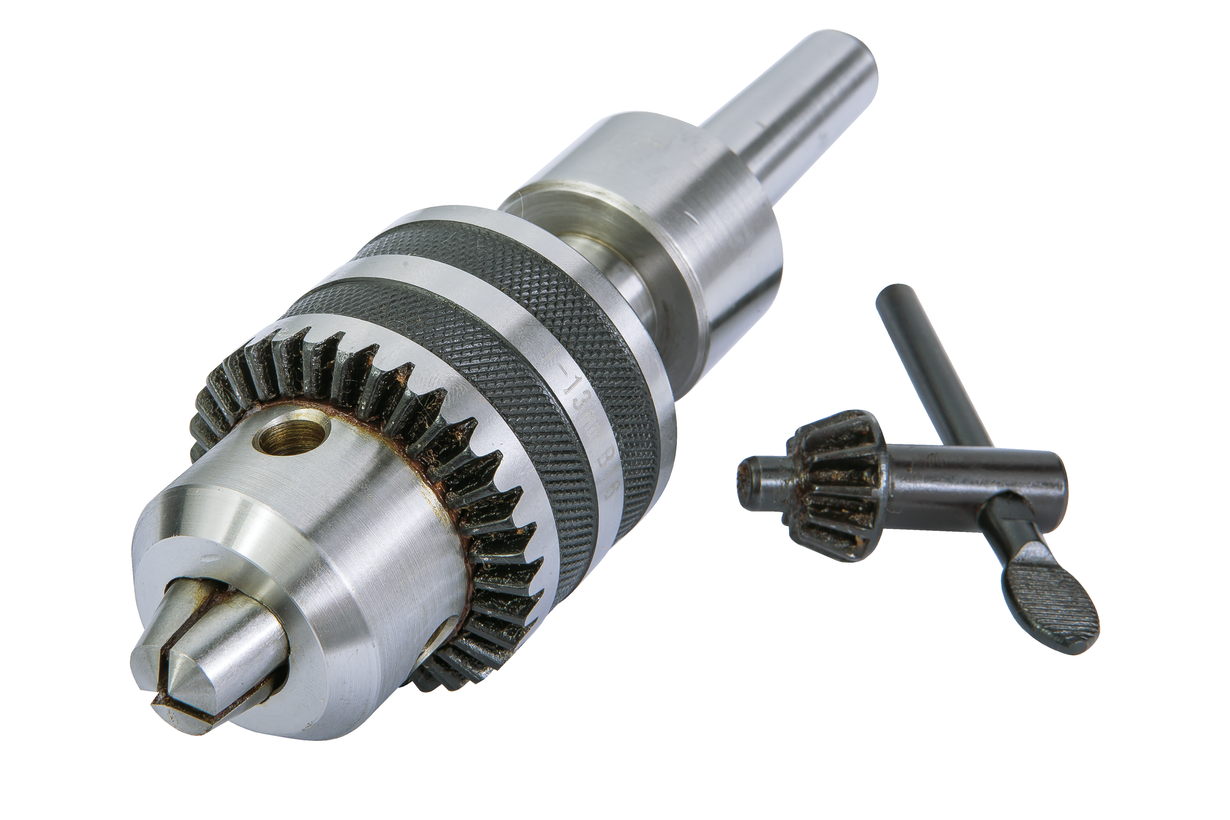 рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка.
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции.
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы.
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Ну и в заключении о самодельных приспособлениях для токарных станков я публикую чуть ниже ещё одно видео с моего канала suvorov-custom, в котором я показываю ещё одно простейшее, но очень полезное приспособление, с помощью которого можно очень быстро отцентровать заготовку и далее окончательно зажать её ровно в патроне токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка.
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты.
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм.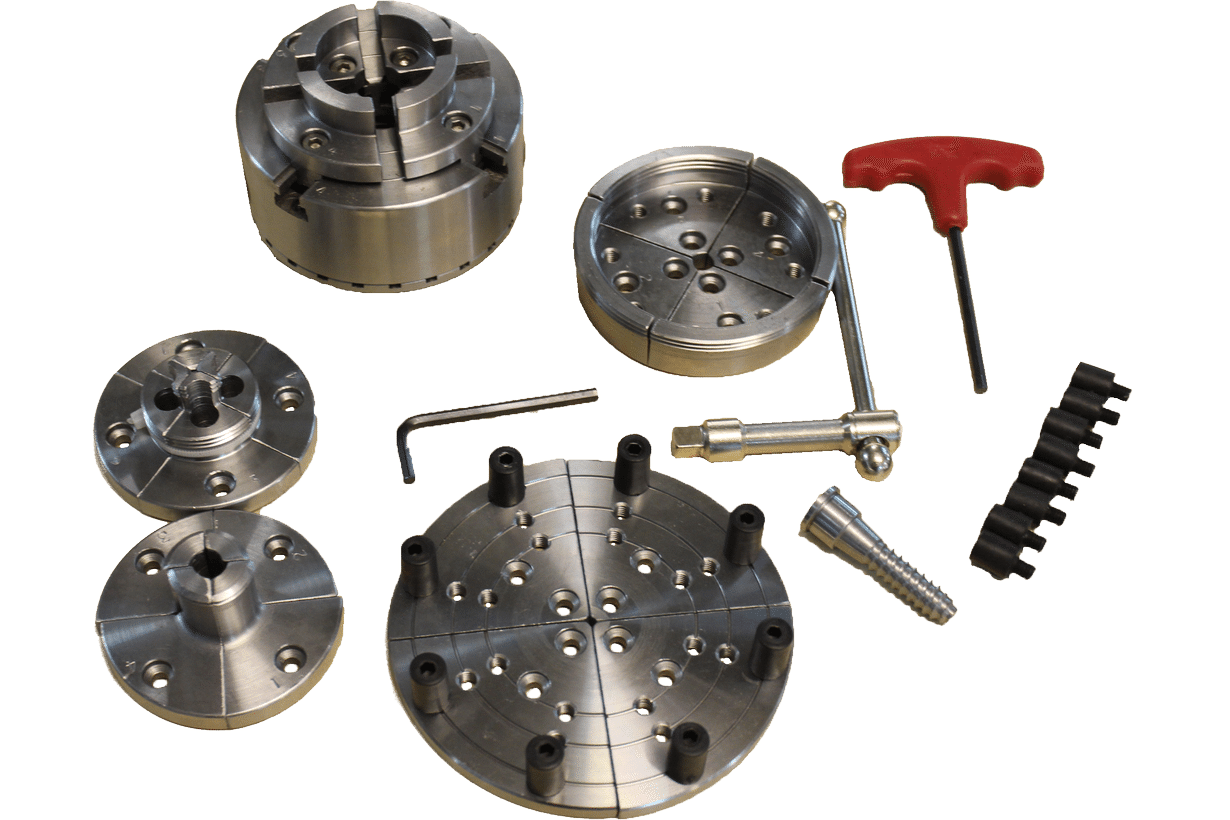 Это положение стержня 5 фиксируется контргайкой 3.
Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
А ещё чуть ниже я опубликовал видео о самодельном делительном приспособлении для моего токарного станка ТВ 4, которое я изготовил всего за пару часов.
Ну и ещё ниже показано и рассказано о восстановлении моего станка ТВ — 4.
Вот вроде бы и всё. Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.
Приспособления для токарного станка по металлу
Для расширения функциональности токарного станка рекомендуется применение специальных фрезерных деталей. Они изготавливаются в разнообразных вариантах, что дает возможность с их помощью выполнения разнообразных задач в сфере обработки деталей. Фрезерные приспособления для токарного станка бывают нескольких видов, сложность их конструкции зависит от особенностей поставленной задачи.
Современное оборудование на голову выше советских аналогов, металл, используемый в конструкции, отличается высоким качеством, прочностью и долговечностью. Крепежи агрегата имеют сертификаты качества, а также являются долговечными.
Для проведения работ на подобном агрегате мастерам требуется профильный медицинский осмотр, оборудование требует от специалиста внимательности, щепетильности, хорошего зрения. Финишная обработка любого фрагмента из металла проходит в несколько этапов.
Виды и назначение
Приспособление для токарного станка по металлу изготавливается в трех разновидностях:
- Первый вариант является специальным. С его помощью увеличиваются эксплуатационные возможности агрегата.
- Второй вариант дополнительных частей используется для того чтобы фиксировать инструмент.
- Благодаря применению третьего варианта оборудования фиксируются детали, которые подлежат обработке на токарном станке.
С помощью различной оснастки обеспечивается широкий спектр работ, выполняемых токарным агрегатом:
- качественно закрепляются металлические фрагменты;
- повышается точность обработки металлических заготовок;
- появляется возможность правильно выполнять фрезерные операции;
- ускоряется процесс обработки металлических деталей.
Фрезерное приспособление для токарного станка производится на заводах. Оно характеризуется высоким уровнем прочности, такая особенность обеспечивает ему длительное применение.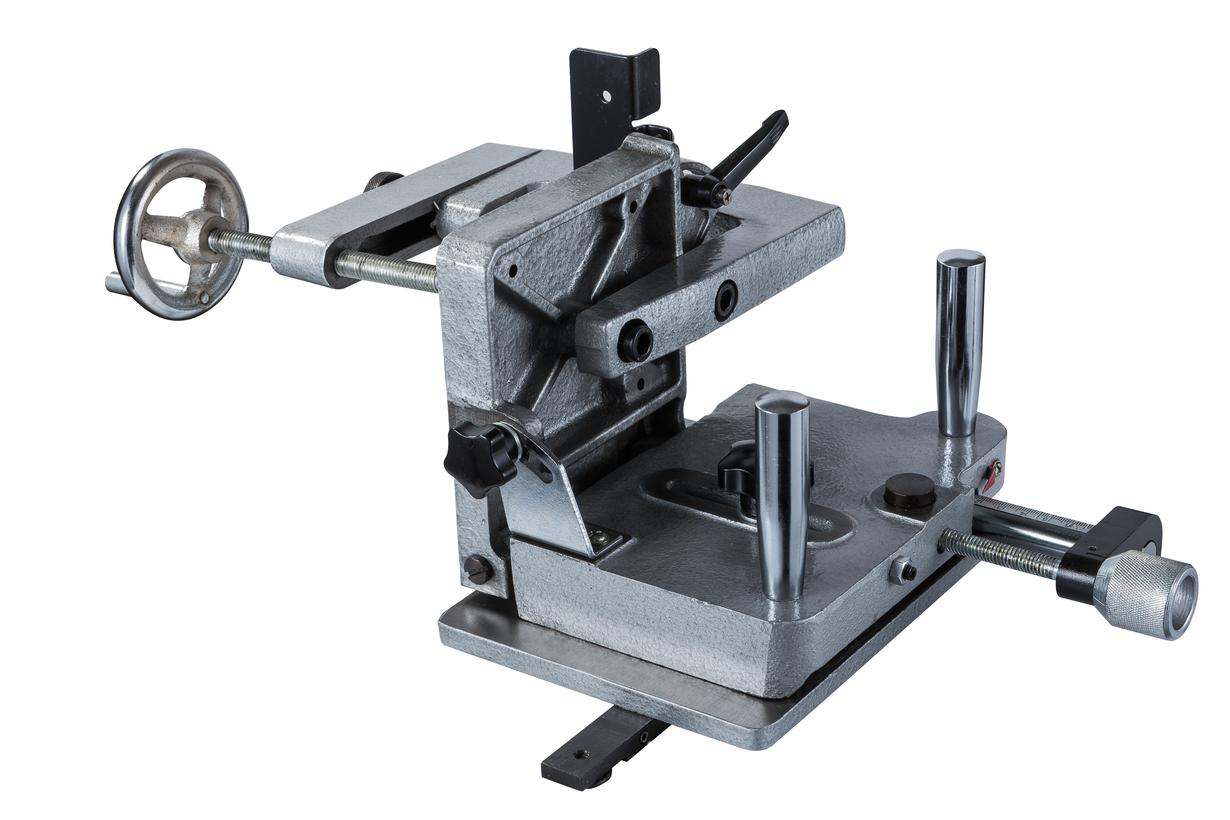
Благодаря использованию материалов высокого качества для изготовления оснастки значительно продляется срок ее эксплуатации. В домашних условиях несложно использовать самодельное приспособление для токарного станка по металлу. Наиболее часто осуществляется применение специальной приставки, благодаря которой мастера могут выполнять следующие операции:
- фрезеровать плоскости;
- выбирать пазы и канавки;
- обрабатывать основу с помощью торцевых и концевых фрез;
- контурно обрабатывать разнообразные изделия.
Фрезерная приставка для токарного станка
Приспособление для токарного станка дает возможность не только расширить сферу применения оборудования, но и максимально точно выполнять работы по металлообработке.
Какое оборудование использовать?
Выбирать приспособление на токарный станок необходимо в соответствии с поставленными перед оператором задачами. Наиболее часто специалистами осуществляется использование нескольких частей.
Виброопоры – идеально подходит для токарного станка по металлу, а также для шлифовального оборудования. С его помощью обеспечивается увеличение качества обработки детали. Благодаря подобному изделию значительно уменьшается вибрация, такой принцип работы положительно отображается на длительности эксплуатации станка.
Центры. Токарные агрегаты имеют универсальную конструкцию, но она вынуждает мастера использовать специальную оснастку. Благодаря центрам обеспечивается максимально качественная настройка параметров точности.
Патроны. Применение устройства наиболее часто осуществляется в агрегатах по дереву. С помощью подобного оборудования обеспечивается максимально надежная фиксация фрагмента. Крепление патрона осуществляется с помощью болта через хомутик.
Кулачки. Такого вида детали характеризуются присутствием нескольких вариантов исполнения. С их помощью обеспечивается надежная фиксация детали с внешней стороны вала.
Кулачок для токарного станка
Кулачковые токарные патроны – детали используются для фиксации заготовок, которые имеют прямоугольную, цилиндрическую или фасонную форму. Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Различают несколько разновидностей патронов – двухкулачковые, трехкулачковые и четырехкулачковые. Разрешается применение изделий с разнообразными видами токарных установок.
Подбор оборудования обязан проходить после изучения всех достоинств агрегата, а также анализа условий помещения, где будет установлено оборудование. Дополнительно следует определить, где будет размещаться шкаф с металлическими фрагментами и готовыми изделиями.
Дополнительные детали
Агрегат имеет второстепенные, но довольно важные детали в своей конструкции.
Люнетов. Применяются в конструкциях, которыми проводится обработка металла и дерева. Сферой применения подобных узлов являются фрезерные, токарные и шлифовальные замки. С помощью установок поддерживаются длинные заготовки.
Резцедержателей. Применение агрегатов осуществляется в токарных станках по металлу. Благодаря этим устройствам закрепляются резцы на суппорте. Приспособление имеет поперечное и продольное перемещение по отношению к металлическому фрагменту.
Приспособления для металлорежущих станков производятся в широком ассортименте, особенность дает возможность для токарей подбора наиболее приемлемого варианта в соответствии с поставленными задачами.
В индивидуальном паспорте оборудования всегда указы технические характеристики и ведомственные требования к эксплуатации установки на территории предприятия. Необходимо неуклонно выполнять все условия при установке агрегата.
Несоблюдение техники безопасности, а также ТУ могут привести к нарушению технологического процесса, а также травмам рабочего персонала.
Особенности использования кулачковых патронов
Наиболее часто в металлообрабатывающих агрегатах используются кулачковые патроны. В подобном случае рекомендуется применять двухкулачковые приспособления для токарного станка. Они являются оптимальным вариантом при отсутствии необходимости в максимально точном центрировании.
С их применением осуществляется фиксирование небольших деталей, отливкой, поковок. Кулачковые патроны фиксируют детали, которые имеют строго определенные геометрические параметры. Если необходимо обработать произвольные по конфигурации заготовки, то это требует применения четырехкулачковых патронов.
Самодельные приспособления характеризуются появлением индивидуального привода, такая конструкция дает возможность максимально простого центрирования.
При использовании патронов с таким приводом предоставляется шанс обработки на станке прямоугольных и асимметричных деталей. Квадратные прутки обрабатываются с использованием самоцентрирующихся приспособлений, которые оснащаются четырьмя кулачками.
Часто в металлообрабатывающих станках осуществляется применение трехкулачковых патронов.
Трехкулачковый патрон для токарного станка
С их помощью обеспечивается качественное выполнение работ с прутками, имеющими большое сечение.
Дополнительно они применяются для обработки деталей, имеющих круглую или шестигранную форму. Для такой оснастки характерны высокие усилия зажима, благодаря максимально простой конструкции изделия его переналадку в соответствии с размерами заготовки сможет выполнить любой желающий мастер.
Если трехкулачковые патроны будут активно использоваться, это приведет к потере точности, что является их единственным недостатком.
Советы мастеров
При большом сечении заготовок рекомендуется применение вращающегося и упорного центров. С их помощью обеспечивается эффективное проведение работ по металлу, помещение заготовки в центр происходит только после проведения ее зацентровки.
С торцов вала заготовки с этой целью необходимо выполнить специальные отверстия. Благодаря применению хомутика деталью от шпинделя осуществляется получение вращающегося момента.
Фрезерное оснащение отличается скрупулезностью и ювелирностью, работа проходит в равномерном ритме, от мастера требуется постоянный контроль движения вала.
Патроны, которые выполнены по поводковому типу, характеризуются небольшим корпусом. Его устанавливают на шпиндель токарных станков.
Торцевая часть агрегата оснащается запрессованным пальцем, с его помощью проводится отправка необходимого крутящего момента на хомутик. Фиксация хомутика к детали, которая обрабатывается, осуществляется болтом.
Применение поводкового патрона не проводится при большой величине центрового отверстия заготовок. В таком случае возникает необходимость применения вращающегося центра, имеющего особую конструкцию.
Рабочая часть дополнительных деталей характеризуется выраженной рифленой поверхностью. Если при обработке заготовки необходимо срезать слой большой толщины, тогда необходима установка вращающегося заднего центра на станок. Он позволяет работать оборудованию на высокой скорости.
Приспособления для станков позволяют значительно упростить процесс обработки металлических заготовок. Для обеспечения качественного выполнения работ рекомендуется правильно проводить подбор изделия. С этой целью токарь должен руководствоваться определенными правилами. Он может купить готовое приспособление или сделать его самостоятельно.
Видео по теме: Полезное приспособление для токарного станка
приспособы для станка по металлу, фрезерная приставка для работы на карусельно-токарном станке и другие варианты
При производстве изделий из металла с небольшим объемом фрезерной обработки не следует приобретать отдельный станок. Небольшие плоские элементы, пазы и выборки можно выполнить посредством специализированных приспособлений на токарный станок.
Небольшие плоские элементы, пазы и выборки можно выполнить посредством специализированных приспособлений на токарный станок.
Различные приспособления для токарных станков, имеющиеся в настоящий момент, дают возможность расширить функциональность подобных агрегатов и сделать проще выполнение определенных работ на них. Например, если оснастить шпиндель токарно-карусельного станка специализированной фрезерной головкой, становится возможным осуществление фрезерных операций.
Для чего нужна оснастка?
Все оснащение для токарных станков имеет 3 вида. Первый тип приспособлений – специализированные, обеспечивают увеличение функциональных возможностей оснащения, второй практикуется для закрепления инструментария, а третий используется для фиксации изделий, которые подвергаются обработке на станках. Установка различных видов приспособлений обеспечивает:
- сокращение времени, необходимого на установку заготовки на токарное станочное оснащение, что дает прирост эффективности обработки металлических деталей;
- точность обработки деталей;
- возможность проведения обработки материалов посредством фрезы;
- надежное крепление изделий.
Оснащение для станков изготавливается на заводах. Такие приспособления, как правило, практикуются на предприятиях. Небольшие компании и мастера в домашних условиях зачастую применяют самодельные приспособления. Широкое распространение получила оснастка для фрезерования – специализированная приставка, которая позволяет осуществлять:
- фрезерование канавок и пазов;
- обработку контуров и поверхностей фрезерованием всевозможных изделий;
- фрезерование плоских поверхностей;
- торцовое и концевое фрезерование.


Отыскать чертежи таких приспособлений не составит труда в Сети и в специальных журналах.
Описание кулачковых патронов
Токарные патроны для станков могут обладать 2-4 кулачками. Если предельно точная центровка не требуется, желательно использовать 2-кулачковые патроны. В них, в большинстве, закрепляют не очень большие детали, поковки (заготовки, обработанные ковкой или горячим штампованием) и отливки (заготовки, отлитые в форму или полученные литьем под давлением). Как правило, подобные приспособления для токарных станков предусмотрены для закрепления деталей с точно установленными геометрическими характеристиками.
4-кулачковые патроны практикуются при обработке произвольных по форме деталей. Кулачки в них можно без проблем центровать посредством того, что они имеют индивидуальный привод. Если используются патроны с подобным «собственным» приводом, на станке можно подвергать обработке лишенные симметрии и ортогональные детали.
А самоцентрирующиеся 4-кулачковые патроны преимущественно подходят для прутков квадратного сечения.
Наиболее широко распространены 3-кулачковые патроны. Они делают возможным выполнение качественных работ с круглыми прутками большого сечения, деталями, имеющими шестигранную и круглую конфигурацию. Такое оснащение для работ по металлу выделяется большим усилием зажима и простым устройством, а также незамысловатой перенастройкой для обработки болванок с различными размерами. Кулачки бывают цельными либо сборными. К недостаткам 3-кулачковых патронов можно отнести то, что они быстро утрачивают точность при интенсивном использовании.
Кулачки бывают цельными либо сборными. К недостаткам 3-кулачковых патронов можно отнести то, что они быстро утрачивают точность при интенсивном использовании.
Другие приспособления
Револьверная головка существенно повышает продуктивность металлорежущих станков. Она бывает круглой либо 6-гранной (по ГОСТу 3859-83). Круглая револьверная головка изготавливается с 2-я версиями центрирующих отверстий – с цилиндрическими и с конусными.
ГОСТ 3859 включает общие рекомендации по производству приспособлений для токарных станков. Клиент может обрисовать изготовителю, какая конкретно револьверная головка ему требуется и каких размеров. Иначе говоря, такое оснащение изготавливается индивидуально.
Револьверная головка практикуется в сменных многорезцовых державках (резцовых блоках). Она обеспечивает быструю и предельно точную регулировку режущих инструментов.
Револьверная оснастка может быть установлена на станки с числовым программным управлением и на станки универсального типа, которые оснащены салазками, имеющими крестовую конструкцию.
Обработка тонких (нежестких) валов производится посредством неподвижных или подвижных токарных люнетов. Неподвижная оснастка монтируется и закрепляется на направляющих станка, подвижная может устанавливаться на суппорте (а конкретно на его каретке). Подвижные люнеты являются более современными и результативными. Эти приспособления для токарных станков прекрасно подходят для чистовой обтачки заготовок, имеющих большую длину.
Для обработки заготовок, имеющих конические поверхности, применяется специализированная конусная линейка. Она устанавливается на каретке параллельно образующей (или боковой) поверхности конуса. Вместе с тем суппорт станка поворачивают на 90°.
Линейка имеет деления для отсчета углов ее поворота. Деления могут быть миллиметровыми или угловыми.
На многих производствах конусная линейка используется очень интенсивно (как и представленная ранее револьверная головка), поскольку она несложная в эксплуатации.
Кроме того, практикуется и далее указанное оснащение:
- шлифовальные головки для токарного станка;
- 4-позиционные резцедержатели;
- планшайбы токарные;
- резцедержатели картриджного типа.
А также сверлильно-фрезерное устройство, которое предназначается для осуществления сверлильных, фрезерных работ и нарезки резьбы под различными углами на изделиях, установленных на суппорте агрегата. Устройство устанавливается на заднюю стенку станины токарного станка при помощи кронштейна 6 болтами М16.
Вспомогательные элементы
Эксплуатация фрезеровальных приспособлений на токарном станке невозможна без применения вспомогательных деталей. Для установки приспособления на корпусе суппорта требуется выполнять отверстия и фиксировать основание устройства посредством болтов.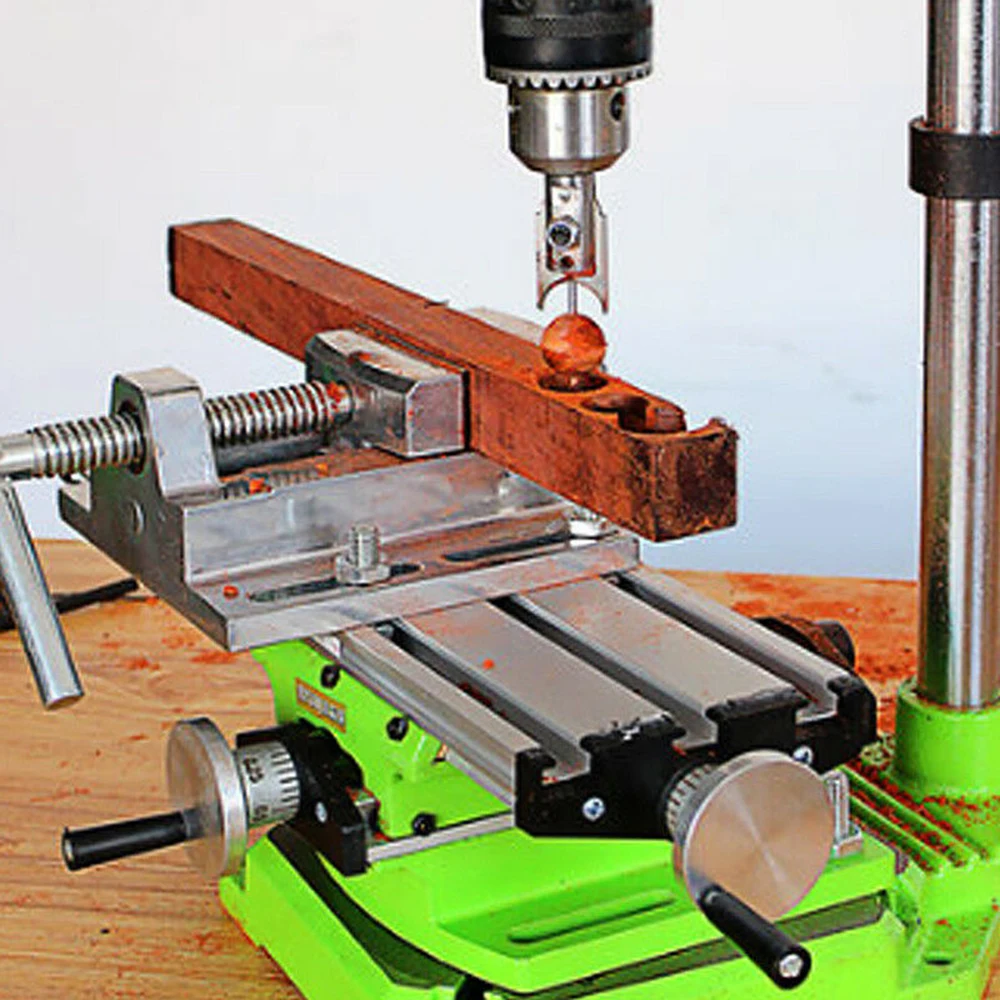
Люнеты (дополнительные опоры) уменьшают провисание длинного вала при его обработке. Центры удерживают заготовку большой длины. Цанговые зажимы требуются для фиксации фрез в кулачковом патроне и шпинделе токарного станка. Они жестко закрепляют хвостовик инструмента, центруют его и увеличивают точность обработки. Отсутствует риск порчи кулачков в случае проворачивания фрезы.
Использование станочных поворотных тисков делает больше угол поворота изделия без переустановки, увеличивает возможности оснащения.
При работе по шаблону ставится подшипник либо копировальная втулка. Благодаря чему осуществляется простое и точное ведение фрезера по сложной траектории.
В заключение
Приспособления для фрезерования при незначительной загруженности способны заменить станок. В то же самое время они не требуют дополнительной площади под размещение оборудования и экономят время на переустановку детали с одной операции на другую.
О приспособлениях для фрезерования на токарном станке смотрите в видео ниже.
Техоснастка и приспособления для токарных станков
Технологическая схема обработки на токарном станке определяет основные требования, предъявляемые к оборудованию: надежно закрепить заготовку, обеспечив передачу ей крутящего момента, и расположить заданным образом режущий инструмент, предусмотрев его закрепление и быструю смену.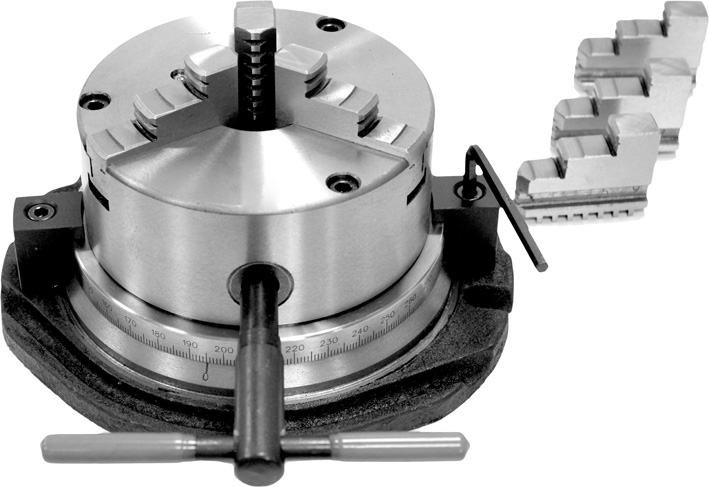 Для выполнения этих требований предназначены устройства технологической оснастки.
Для выполнения этих требований предназначены устройства технологической оснастки.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Без фиксирующих, центрирующих и поддерживающих приспособлений работа токарного станка в принципе невозможна. Комплектом оснастки снабжается каждый станок токарной группы, независимо от производственного профиля, масштаба и серийности производства.
УСТРОЙСТВО
По принципу действия токарный станок рассчитан на обработку поверхностей вращения. Обрабатываемая заготовка устанавливается соосно с вращающим ее шпиндельным валом. В зависимости от конфигурации применяется размещение детали с помощью зажимных приспособлений в комбинации с поддерживающими устройствами либо без них, а также установка в центрах.
В качестве устройств, одновременно центрирующих и передающих крутящий момент, используются патроны кулачкового и цангового типа. Более универсальные кулачковые патроны обеспечивают зажим и базирование по поверхностям вращения (как наружным, так и внутренним) в широком диапазоне диаметров. При этом оснащенные сменными втулками цанговые патроны, уступая им в универсальности, более надежно фиксируют и центрируют заготовку.
Детали увеличенной длины, закрепленные в патроне, для предотвращения изгибных деформаций и вызываемых ими погрешностей обработки нуждаются в дополнительной поддержке. В этих целях организуется вторая опора в виде станочного центра, своим базирующим конусом входящим в центровое отверстие на торце заготовки. Упорные и вращающиеся станочные центры различных модификаций и типоразмеров устанавливаются в пиноли задней бабки станка.
При установке в центрах деталь позиционируется двумя станочными центрами, один из которых располагается в гнезде шпинделя, а крутящий момент передается специальным поводковым патроном.
Важными моментами в токарной обработке являются установка в заданном положении резца, его жесткая фиксация, а также быстрая и удобная замена при необходимости перехода на другой инструмент. Для этого используются различные установочные устройства – резцедержатели.
В зависимости от назначения резцедержатель может быть одно- и многопозиционным. Однопозиционный быстросъемный держатель предусматривает удобную смену резца вместе с картриджем, тогда как при использовании многопозиционного устройства смена инструмента производится изменением положения (поворотом) приспособления, несущего несколько различных резцов.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА
Способ установки как детали, так и режущего инструмента определяется требованиями к точности обработки и условиями конкретного производства. Предлагаемый ассортимент станочной оснастки позволяет подобрать комплект устройств и приспособлений, удовлетворяющий потребности любого предприятия.
Вы можете купить в любом городе, адреса которых представлены:
и прочие регионы России.
Цена зависит от дополнительной комплектации, расстояния доставки, необходимости пусконаладочных работ и др.
Дополнительная оснастка и приспособление для токарных станков
Использование дополнительной оснастки на металлорежущих станках любого назначения обуславливается желанием расширить возможности уже имеющегося оборудования. Как правило, применение дополнительной оснастки позволяет увеличить производительность, вести обработку нестандартных деталей и выполнять нетипичные для этого типа станков операции.
К технологической оснастке металлорежущих станков относят основные и вспомогательные инструменты и всевозможные приспособления, позволяющие устанавливать инструмент и заготовку особым способом. Также к технологической оснастке станков относят всевозможные поворотные механизмы, типа лимб, съёмные копировальные устройства и даже зажимные патроны и всевозможные втулки.
Дополнительную оснастку станков применяют по-разному – она может устанавливаться как в держатель для инструмента, так и в патрон. Если речь идёт о сверлильных или фрезерных станках, то под понятие «дополнительная оснастка» в основном подпадают всевозможные быстрозажимные тиски, способные менять угол наклона и поворота. В заточных станках используются копиры.
В заточных станках используются копиры.
Но наиболее распространена всевозможная дополнительная оснастка в токарных станках – только зажимных патронов имеется более десятка различных видов. К ним относятся сверлильные, цанговые, быстросменные, клиновые для автоматических станков, клинореечные, патроны с цельными кулачками и с хвостовиком, клиновые механизированные – и это ещё далеко не все их разновидности.
Кроме того, на токарных станках применяются всевозможные втулки, устанавливаемые в заднюю бабку – в их задачи входит совмещение различного типа инструмента с этой частью станка.
Такое большое количество оснастки гарантирует не только увеличение функциональности металлообрабатывающих станков – оснастка используется и для улучшения качества обработки деталей. Её прямое назначение – увеличить быстродействие станка и качество изготавливаемой продукции. Поэтому очень важным моментом является выбор необходимой оснастки.
Правильный выбор дополнительной технологической оснастки должен учитывать много факторов – это и специфика обрабатываемой детали, и особенности её обработки, и последовательность выполнения операций, и, конечно же, тип станка.
На больших и маленьких предприятиях и даже в частных мастерских, оборудованных малогабаритными станками, технологическая оснастка применяется довольно широко, без неё трудно представить полноценную работу металлорежущих станков.
Приспособления на токарный станок по металлу
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку .
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Ну а если Вам нужно к примеру из кругляка сделать квадрат, или шестигранник, ну или на каком то валу нарезать шпоночный паз, то для этих операций можно изготовить более простую фрезерную приставку, на основе токарного патрона и кое каких железяк. Как я её изготавливал из гаражного хлама и как она работает желающие могут посмотреть в видеоролике чуть ниже, или у меня на канале ютуба suvorov-custom. Всем приятного просмотра.
Приспособление для плавного перемещения задней бабки.
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
Приспособление для закрепления свёрл на суппорте станка .
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции .
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы .
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Ну и в заключении о самодельных приспособлениях для токарных станков я публикую чуть ниже ещё одно видео с моего канала suvorov-custom, в котором я показываю ещё одно простейшее, но очень полезное приспособление, с помощью которого можно очень быстро отцентровать заготовку и далее окончательно зажать её ровно в патроне токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка .
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты .
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.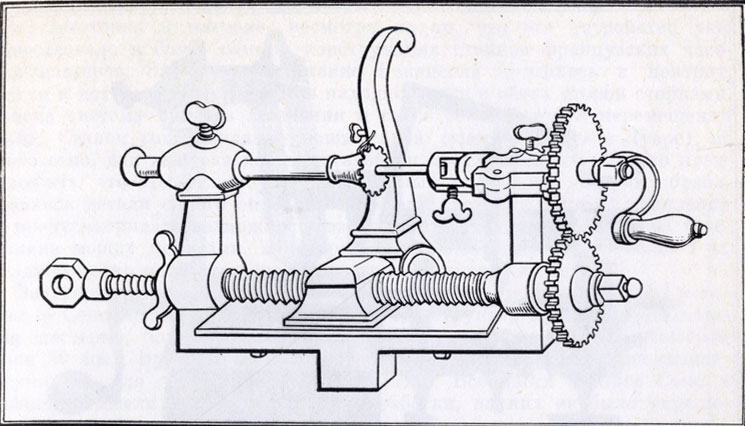
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
А ещё чуть ниже я опубликовал видео о самодельном делительном приспособлении для моего токарного станка ТВ 4, которое я изготовил всего за пару часов.
Ну и ещё ниже показано и рассказано о восстановлении моего станка ТВ — 4.
Вот вроде бы и всё. Конечно же здесь были опубликованы далеко не все приспособления для токарных станков, но если в вашей мастерской появятся хотя бы опубликованные в этой статье приспособления, то возможности вашей мастерской существенно расширятся, творческих успехов всем.
Функциональные возможности токарного станка во многом определяются применением специальных приспособлений. С их помощью можно выполнять дополнительные операции (фрезерование, шлифовка, нарезка резьб и т. д.), упростить выполнение работ или обеспечить фиксацию деталей со сложной конфигурацией.
Приспособления для фиксации заготовок
Для крепления заготовок используются универсальные приспособления – центры, втулки и оправки. Центры применяются для деталей длиной более трех метров с базовыми поверхностями в форме центровых отверстий. В зависимости от конструкции они подразделяются на вращающиеся и неподвижные, устанавливаются в пиноли передней и задней бабки. Угол конуса переднего центра зависит от типа работ. Для обычных операций он равен 60°, для тяжелых работ – 90°. Материалом является инструментальная сталь с твердостью HRC 55-58.
Существуют различные варианты конструкции центров для выполнения специальных операций:
- Рифленые центры для обработки пустотелых заготовок.
- Центры с выточкой. Применяются для подрезки торца.
- Подпружиненные или «плавающие центры – для точной установки деталей по торцу.
На рисунке выше представлены конструкции центров: а – обыкновенный; б – рифленый; в – с выточкой, г – вращающийся для заготовок с центровыми углублениями; д – вращающийся для заготовок с коническими концами.
В том случае, если деталь не может быть зафиксирована в патроне, например по причине неправильной геометрической формы, используется специальное приспособление для закрепления заготовок на станках – планшайба. Это плоский диск с радиальными или концентрическими пазами, который крепится к шпинделю станка через фланец. Пазы могут иметь Т-образную или фигурную форму в поперечном сечении. Заготовка центрируется и фиксируется на планшайбы с помощью сменных прихватов и наладок.
Для точения некоторых заготовок с внутренними сквозными отверстиями применяется фиксация с помощью оправки. Данные приспособления подразделяются на центровые и шпиндельные. В свою очередь центровые подразделяются на цельные и разжимные.
На рисунке выше показаны оправки в разрезе: а – центровые; б – шпиндельная; 1 – стержень; 2 – заготовка; 3 – разрезной элемент; 4 – гайка.
Дополнительные опоры
При обработке заготовок большой длины и малого диаметра, для обеспечения надежной фиксации применятся дополнительные опоры – люнеты. Они необходимы для повышения жесткости обрабатываемых заготовок. В зависимости от конструкции люнеты могут быть:
- подвижными;
- неподвижными;
- модернизированными с самоустанавливающейся муфтой;
- самоцентрирующимися, с встроенными в кулачки подшипниками.
Неподвижные приспособления применяются для обработки заготовок валов, длина которых превышает 10 диаметров изделия. Перед установкой люнета необходимо закрепит заготовку в центрах и проточить шейку под кулачки.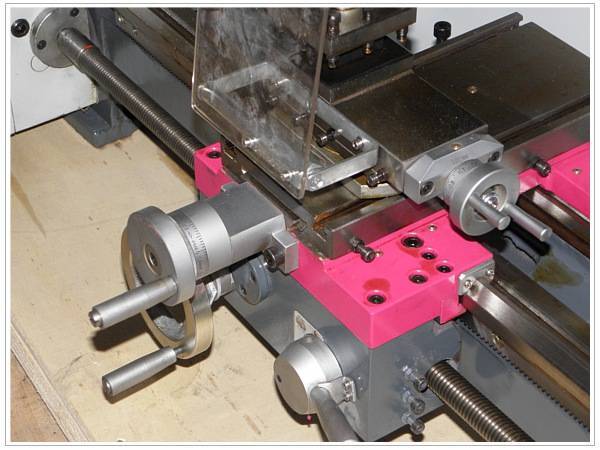 Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Сам люнет состоит из чугунного корпуса с откидной крышкой для облегчения фиксации заготовки. Корпус крепится к станине планкой и болтом. Кулачки перемещаются с помощью регулирующих винтов, для их фиксации в нужном положении используются специальные винты. В некоторых конструкциях вместо кулачков используются ролики для снижения силы трения.
Подвижные люнеты устанавливаются непосредственно на каретку суппорта. Данное приспособления также используется для точения длинных валов, в частности для чистовой обработки, нарезки резьбы и других операций. Регулируемая кулачковая система позволяет настроить люнет под размер вала.
Приспособления для фрезерования и шлифовки
В современной металлообработке широко применяются приспособления для фрезерования поверхности обрабатываемой детали. С его помощью можно производить выборку пазов и канавок, контурную обработку и фрезерование плоскостей. На приспособление можно устанавливать торцевые и концевые фрезы для соответствующих операций.
Специальные шлифовальные приспособления применяются при штучном и мелкосерийном производстве, когда экономически нецелесообразно приобретать специальный станок для данной операции. Приспособление для шлифовки имеет собственный электродвигатель который подключается к цепи токарного станка. Головка приспособления имеет собственную станину, которая крепится вместо резцедержателя. Вращение осуществляется с помощью ременной передачи.
Применение различных приспособлений позволяет использовать весь потенциал токарного станка, является экономически оправданным с точки зрения уменьшения эксплуатационных расходов.
Установку и закрепление заготовок для их обработки на токарных станках производят с помощью различных приспособлений, которые подразделяются на универсальные и специальные.
Выбор того или иного приспособления зависит, прежде всего, от конструкции заготовки и вида обрабатываемой поверхности, типа и модели станка, принятой схемы базирования, требуемого качества обработки и типа производства.
Наиболее распространенными универсальными приспособлениями являются: центры, люнеты, патроны и планшайбы.
Центры применяют при обработке валов с соотношением длины и диаметра 4 и 10. Причем для установки заготовки в центрах необходимым условием является наличие центровых отверстий с торцов вала. По конструкции центры делятся на неподвижные (рис. 7.12, а) и вращающиеся (рис. 7.12, б). Первые устанавливают в шпинделе, вторые — в задней бабке. По виду
Рис. 7.12. Приспособления для токарных станков: а — неподвижный центр; б — вращающийся центр; в — патрон; г — планшайба; д — люнет; 1,2— конические
зубчатые колеса; 3 — кулачек; 4 — торцевая резьба
наконечника центры можно разделить на упорные, срезанные, шариковые и обратные.
Патроны применяют на токарных, токарно-винторезных, револьверных и других станках. Они бывают поводковыми, трехкулачковыми, четырехкулачковыми, цанговыми и др. Наибольшее распространение получили трехкулачковые патроны (рис. 7.12, в). В корпусе патрона установлены три конических зубчатых колеса /, имеющие квадратные гнезда для торцевого ключа. Колеса 1 зацеплены с большим коническим колесом 2, которое с тыльной стороны имеет торцевую резьбу 4, входящую в зацепление рейки кулачков 3. При вращении торцевым ключом зубчатого колеса 1 кулачки 3, перемещаясь, зажимают или освобождают заготовку. Приводы кулачков патронов могут быть пневматическими, гидравлическими и электрическими. Уровень автоматизации приспособления зависит от уровня автоматизации станка.
Планшайбы (рис. 7.12, г) применяют в тех случаях, когда установка заготовок в патроне в силу их конструктивных особенностей невозможна.
Люнеты (рис. 7.12, д) применяют для уменьшения деформаций заготовки от сил резания. Подвижные люнеты устанавливают на продольном суппорте станка, а неподвижные — на станине.
Рекомендуемые аксессуары для токарных станков – Turn A Wood Bowl
Для токарного станка нужно много вещей, которые не обязательно вписываются в красивые аккуратные категории. Я назову эти изделия аксессуарами для токарных станков.
Взгляните на этот список и подумайте о проектах, которые вы создаете на своем токарном станке. Вероятно, было время, когда вы вращались, и вам нужна была особая деталь для выполнения задачи. Для этого и предназначена эта страница.
Надеюсь, вы заранее найдете принадлежность токарного станка, которая вам понадобится для выполнения конкретной задачи, и все будет готово.В противном случае этот список будет здесь для вас.
Ниже приведен мой список рекомендуемых принадлежностей для токарных станков. Я добавил ссылки Amazon, чтобы вы могли проверить текущую цену и доступность.
Live-центры
Приводные центры прикреплены к задней бабке и имеют подшипники, которые свободно вращаются при вращении токарного станка. Подвижные центры используются для надежной фиксации заготовки дежи при повороте и могут обеспечить дополнительную поддержку и стабильность.
Я использую Robust Live Center с конусом Морзе № 2 или MT2 в качестве основного живого центра.Robust Live Center также имеет доступный набор центральных конусов, который включает два конуса разного размера. Они отлично подходят для обработки тонких отверстий чаш и полых форм.
Я также использую Live Center MT2 с ураганом 60 ° Cone. Этот же рабочий центр также доступен в модели №1 с конусом Морзе, если задняя бабка вашего токарного станка – MT1.
Приводные центры
Приводные центры, в отличие от приводных центров, не имеют подшипников, но достаточно неподвижны и не вращаются свободно. Приводной центр, иногда также называемый мертвой точкой, обычно помещается в полость конуса Морзе передней бабки, и трение удерживает его на месте.Заглушка токарного станка используется для смещения приводных центров с передней бабки.
Для крепления заготовок стакана к токарному станку я использую приводной центр с четырьмя зубьями, чтобы надежно удерживать заготовку стакана. Комплект приводных центров токарного станка удобно иметь под рукой, поскольку он позволяет использовать несколько различных вариантов установки детали на токарный станок.
Этот более широкий приводной центр отлично подходит для больших заготовок дежи. Причина, по которой я иногда использую этот четырехзубчатый цилиндрический центр вместо лицевой панели, заключается в том, что он дает мне возможность тонко регулировать ориентацию заготовки чаши на токарном станке по мере того, как она принимает форму.Более широкая шпора хорошо держится на зеленом дереве.
Адаптеры
Когда я только начал точить, я понятия не имел, какой размер резьбы использовался для лицевых пластин и патронов. Мне было интересно, делают ли конкретные производители свое оборудование определенного размера и подходят ли они ко всем токарным станкам. Откуда вы знаете?
Существует несколько стандартных размеров шпинделя передней бабки. Узнайте больше об идентификации деталей токарного станка, прочитав эту статью.
К счастью, это не так сложно, как могло показаться на первый взгляд.Разве это не так в отношении многих вещей?
Если вы начнете с настольного токарного станка с диаметром 1 дюйм и шпинделем передней бабки с восьмью резьбами, а затем купите токарный станок с другим диаметром и с другой резьбой, все в порядке. Вы можете просто использовать адаптер для вашего оборудования.
Нет необходимости отказываться от старого снаряжения из-за обновления. Посмотрите на следующую таблицу адаптеров и выберите то, что вам нужно.
Если аксессуар не полностью плоский, используйте пластиковую шайбу, чтобы заполнить пространство.Без шайбы заготовка дежи будет вибрировать и вызывать проблемы.
Опоры для инструментов
В дополнение к упрочненной прямой опоре для инструмента с верхней кромкой, которая идет в комплекте с моим токарным станком, я использую 12-дюймовую внешнюю изогнутую опору для инструмента и 12-дюймовую изогнутую внутреннюю опору для инструмента. Оба этих упора для инструмента имеют стойку диаметром один дюйм. Если вам нужны стойки опоры для инструмента диаметром 5/8 ″, обратите внимание на эту большую опору для чаши 8,5 ″.
Оба этих упора для инструмента имеют стойку диаметром один дюйм. Если вам нужны стойки опоры для инструмента диаметром 5/8 ″, обратите внимание на эту большую опору для чаши 8,5 ″.
Измерьте диаметр отверстия стойки упора для инструмента. Убедитесь, что вы заказываете столб с диаметром, который лучше всего подходит.Все эти опоры для инструмента имеют верхнюю кромку из закаленной стали и редко, если вообще когда-либо, требуют обслуживания или опиловки.
Подставка для инструмента French Curl
Это изогнутый упор с инструментами, который я использую с токарным станком Jet 1221VS. Поддержка French Curl Tool Support дает мне хороший доступ к внутренней части чаш. Изогнутая форма позволяет моему кончику долбить как можно ближе к поверхности чаши, что обеспечивает стабильный, контролируемый и гладкий рез.
Удлинитель задней бабки
Бывают случаи, когда вам нужно немного увеличить вылет задней бабки.Этот удлинитель задней бабки с MT2 на MT2 (конус Морзе 2) – это то, что нужно, когда заготовка чаши заполняет область поворота токарного станка, и вам нужно немного сместить банджо. Я также использую удлинитель задней бабки с MT2 на MT2, чтобы дотянуться до центра дежи и поддержать ее, пока вырезаю несколько заготовок дежи.
Джейкоб Чак
Патрон Jacob или сверлильный патрон – это аксессуар для токарного станка по дереву, который может быть установлен на передней или задней бабке. Джейкоб Чак имеет соединение с конусом Морзе и просто вставляется на место.Выбивающая планка выбьет патрон из передней бабки.
Патрон Jacob обычно используется для крепления сверла. Одна из целей прикрепления сверла – высверлить исходный центральный материал на торцевой заготовке чаши.
Токарный станок Light
Хорошее качество света и регулируемое освещение необходимы при повороте чаш, как на этапах поворота, так и на этапе чистовой обработки. Для получения более подробной информации о токарном станке, смотрите эту статью.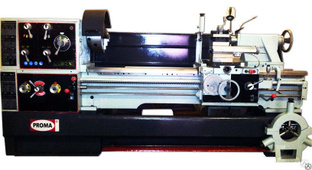
На моем токарном станке я использую лампу Moffatt с гибким рычагом, которая прикреплена к руке на моем токарном станке.Эту лампу легко перемещать и устанавливать в любом месте. Также доступна другая версия лампы Moffat с винтовым зажимом для облегчения монтажа. Moffat as предлагает лампу с двумя монтажными отверстиями, поэтому светильник можно прикрепить к приспособлению, стойке или любой другой поверхности, на которую можно закрепить два болта.
Я рекомендую лампы Moffat по нескольким причинам, но в основном прочный гибкий рычаг удерживает лампу в нужном положении и не вибрирует и не раскачивается при повороте.
На своей станции заточки я использую светодиодную рабочую лампу с магнитным основанием для правильного освещения рабочего места.Этот свет имеет решающее значение для определения правильности заточки инструмента. Эта лампа с магнитным креплением также идеально подходит для небольших настольных токарных станков.
Если установка лампы непосредственно на токарный станок не идеальна, попробуйте использовать этот гибкий торшер для освещения рабочего места. Эти яркие лампы можно свободно перемещать и очень хорошо освещать определенные участки.
Суппорт
В процессе изготовления чаш рекомендуется часто проверять толщину стенок.Пальцы – лучший способ сначала измерить эту толщину. Как только чаша становится слишком глубокой и пальцы не дотягиваются до нее, в дело вступают хорошие штангенциркули.
У меня есть несколько суппортов, которые я использую в процессе изготовления чаши. Простые штангенциркули с большим зажимом делают свою работу каждый раз.
Чем больше чаш, тем больше мне понадобится вариаций суппортов. Этот трехкомпонентный набор суппортов представляет собой фантастический универсальный способ покрыть множество различных стилей, форм и размеров чаш.Я использую один из этих трех или нескольких из них почти каждый раз, когда переворачиваю миску.
Тонкие пропилы
Когда пришло время удалить шипы или разделить более крупные детали, лучше всего подойдет пила для тонких пропилов. Я люблю свою японскую пилу. Мелкое количество зубьев и тонкий, но прочный стальной рез – такой плавный и точный. Каждый раз, когда я использую эту пилу, я хочу изучить подробные японские столярные изделия. Ха! Я пока сосредоточусь на повороте деревянной чаши. Эта тянущая пила быстро и безопасно удаляет шипы или деревянные швы без особых усилий.
Я люблю свою японскую пилу. Мелкое количество зубьев и тонкий, но прочный стальной рез – такой плавный и точный. Каждый раз, когда я использую эту пилу, я хочу изучить подробные японские столярные изделия. Ха! Я пока сосредоточусь на повороте деревянной чаши. Эта тянущая пила быстро и безопасно удаляет шипы или деревянные швы без особых усилий.
Измерения
Часто я проверяю угол наклона выемок у меня в чаше, чтобы убедиться, что я не отклоняюсь от желаемого угла. Для выполнения этой задачи я использую простой металлический регулируемый транспортир с фиксатором. Самое приятное в этом транспортире – фиксатор винта с накатанной головкой посередине. Я могу зафиксировать желаемый угол и посмотреть, совпадает ли фаска моего долота.
Если вы предпочитаете делать что-то более цифровое или если чтение с ручного транспортира затруднено, попробуйте этот крутой цифровой транспортир.Просто установите угол, соответствующий углу скоса долота, и значение угла станет волшебным.
Разметка
Маркировка размеров и расположения шипов и пазов – важная задача, требующая точности. Для этой важной работы я использую качественный разделитель. После установки правильного размера патрона разделитель можно использовать снова и снова для четкой и точной маркировки дна чаши.
Если вы предпочитаете более экономичную версию этих разделителей, попробуйте этот сопоставимый разделитель.
Небольшой совет о размерах разделителя и патрона. У меня есть три разных размера кулачков патрона. На задней части рабочего стола, сделанного из дерева, я сделал небольшой калибр с четырьмя отверстиями. Левое отверстие – постоянное, а остальные три – размер каждого из моих патронов. Итак, если мне нужно сделать отметку для моего патрона среднего размера, я помещаю левую ножку разделителя в крайнее левое отверстие и регулирую ее до тех пор, пока правая ножка не совпадет со средним отверстием. Узнайте больше об изготовлении шипов и пазов.
Другой вариант вместо разметки – использовать этот шаблон с прозрачным кругом. Этот круговой шаблон хорошо подходит для плоских заготовок чаши и позволяет увидеть, как получить максимальную отдачу от каждого куска дерева.
Этот круговой шаблон хорошо подходит для плоских заготовок чаши и позволяет увидеть, как получить максимальную отдачу от каждого куска дерева.
Обслуживание токарного станка
Обслуживание токарного станка очень важно, и его легко упустить из виду. В этой статье, посвященной обслуживанию токарного станка по дереву, я подробно объясняю все шаги, необходимые для поддержания максимальной производительности вашего токарного станка.
Вот некоторые из продуктов, которые я использую для обслуживания токарного станка и обсуждаю в статье.
<Руководства по рекомендуемому оборудованию
Принадлежности для токарных станков по дереву: как правильно купить?
Принадлежности для токарных станков по дереву предлагают широкий выбор, который можно добавить к вашему токарному станку. Принадлежности – отличный способ помочь улучшить впечатления, усовершенствовать процесс и открыть двери для новых возможностей создания еще более захватывающих продуктов с использованием вашего токарного станка.
Добавление подходящих принадлежностей – отличный способ расширить спектр разнообразных функций и сделать токарный станок еще лучше.Существует множество видов принадлежностей для токарных станков, поэтому вы должны учитывать, что вам нужно и что вам нужно. Вы можете выбрать из множества принадлежностей для токарных станков по дереву
.Раскрытие информации: Как партнер Amazon я зарабатываю на соответствующих покупках.
Виды принадлежностей к токарным станкам по дереву
Патрон
Лицевая панель
Лицевая панель – незаменимый аксессуар для вашего токарного станка, так как вы можете прикрепить к токарному станку практически любую форму или материал с помощью подходящей лицевой панели.Лицевая панель круглая, изготовлена из чугуна. В нем есть отверстия, которые можно использовать для t-гаек, чтобы прикрепить к ним заготовку. Когда у вас есть деталь, соединенная с лицевой панелью, вы должны использовать резьбовые шпильки самого токарного станка.
Когда у вас есть деталь, соединенная с лицевой панелью, вы должны использовать резьбовые шпильки самого токарного станка.
Лицевая панель позволяет вам открывать возможности для различных начальных форм и даже готовых продуктов, которые вы будете проектировать и создавать.
Оправка
Оправка – это зажим, который используется для удержания деревянных деталей на месте при вращении токарного станка.Вы можете выбрать из множества оправок, и это зависит от типа работы, а также от материала, над которым вы работаете, чтобы определить, какая из них вам подходит.
Если вы не можете найти оправку, которая соответствует вашим конкретным потребностям, можно заказать оправки на заказ. Чем больше вы работаете на токарном станке, тем лучше понимаете значение оправок.
Расточные оправки
Растачивание – это метод, используемый для сверления в деревообработке. Сверлильный инструмент используется для формирования круговых врезаний и имеет статический размер.Это один из многих замечательных аксессуаров, которые можно прикрепить к токарному станку. Обратите внимание, что вам также понадобится держатель расточной оправки. Следует проверить, есть ли в магазине принадлежности для токарных станков по дереву и приобрести расточную оправку с держателем.
Черновые канавки
Ролики для черновой обработки используются для черновой обработки древесины от квадратной до круглой. Эти инструменты относятся к категории миниатюрных инструментов для деревообработки. Обычно они изготавливаются из быстрорежущей стали и имеют в поперечном сечении примерно U-образную форму.
Этот инструмент используется для быстрого удаления материала, когда режущая кромка заточена примерно на 40-45 градусов.Вы можете перемещать его в любом направлении, но часто оставляет плохое покрытие. Вам понадобится этот инструмент для работы по дереву, если вы не работаете только с мисками или тарелками.
Долото косое
Получив цилиндрический кусок дерева с помощью инструмента для черновой строжки, вам, вероятно, потребуется «строгать» дерево. Косое долото сделает эту работу. Эти инструменты бывают разных размеров и разной формы поперечного сечения
Косое долото сделает эту работу. Эти инструменты бывают разных размеров и разной формы поперечного сечения
Этот инструмент используется, когда его кладут на заготовку так, чтобы его край составлял 45 градусов по отношению к оси заготовки.Фаска расположена так, чтобы тереться о вращающуюся деталь, острие резания должно находиться в центре до нижней половины режущей кромки. Кромки долота обычно заземляются, чтобы получить угол от 60 до 80 градусов.
Этот инструмент очень универсален, и его следует добавить в ваш список расходных материалов для токарных станков по дереву.
Канавки для шпинделя
Канавки шпинделя в основном используются для точения бухт. Бухты – это просто закругленные бороздки или гребешки на поверхности древесины.Эти инструменты бывают разных размеров и имеют полукруглое поперечное сечение
.Разница между черновыми канавками и канавками шпинделя заключается в том, что канавка, проходящая по всей длине полотна, в канавках шпинделя мельче, чем черновая канавка. Режущая кромка канавки шпинделя может быть заточена под любым углом от 30 до 45 градусов, в зависимости от стиля обработки и личных предпочтений. Самые опытные токари теперь могут шлифовать канавки шпинделя
.Инструменты для отрезки и развальцовки
Вам понадобятся отрезные и зигзагообразные инструменты, чтобы повернуть канавку с квадратным дном или отрезать заглушку на концах.Три отрезных инструмента включают отрезной инструмент с канавками, отрезной инструмент для алмазной резки и оригинальный отрезной инструмент. Эти инструменты заточены, чтобы обеспечить угол наклона от 60 до 90 градусов. Однако версия с рифлением требует шлифовки только одной фаски. Инструмент для отрезки и закругления кромок, вероятно, такой же, как и отрезной инструмент квадратного сечения. Этот инструмент обычно используется для более мелких разрезов, чем обычные отрезные инструменты, и полезен при формировании валиков.
Датчик центра
Найдите центр любой квадратной или круглой заготовки для токарной обработки с помощью инструмента для определения центра. Во многих версиях этого инструмента одна сторона определяет диагональную линию на круглой ложи, а другая сторона определяет диагональную линию на квадратной ложи. Вы найдете центр ложа, отметив 2 противоположные диагональные линии. Этот инструмент – лишь одна из многих принадлежностей токарного станка по дереву, которые просто необходимы.
Во многих версиях этого инструмента одна сторона определяет диагональную линию на круглой ложи, а другая сторона определяет диагональную линию на квадратной ложи. Вы найдете центр ложа, отметив 2 противоположные диагональные линии. Этот инструмент – лишь одна из многих принадлежностей токарного станка по дереву, которые просто необходимы.
Резцы для чаш
Выточки чаши имеют квадратную форму и не зашлифованы по направлению к верхним краям канавки. У этих бороздок также больше вариантов, чем у любого другого инструмента, и нужно спросить у опытных рабочих, что делает один лучше другого для конкретных работ.
Важной особенностью канавок для чаши является то, что они очень жесткие, и для хорошей работы они должны быть прочными. Эти инструменты заточены под углом от 40 до 55 градусов, однако их можно найти под разными углами. Независимо от того, нужен ли вам другой угол, это зависит от внутренней формы чаши. Вы должны попробовать несколько долот, чтобы решить, какой из них лучше всего подходит для вас.
Скребки
Скребки используются для чистовой внутренней отделки деревянных изделий, таких как чаши.В отличие от других обсуждаемых инструментов, они используются с острием режущей кромки и без трения скоса. Они бывают разных размеров и форм, и токари часто перетачивают их для выполнения индивидуальных работ.
Отличным стартовым предметом для новичка будет набор из 8 долот PSI для деревообработки LCHSS8-HSS. Этот набор идеально подходит для людей, которые хотят переворачивать маленькие ручки, шпиндели, миски и более крупные проекты.
Цанга
Цанга – это зажим или кольцо, которое используется для крепления заготовки к токарному станку.Эта цанга навинчивается на токарный станок снаружи и часто имеет удерживающую способность от 0 до 7 дюймов в диаметре. Эти цанги также предназначены для удержания различных форм, таких как квадратные, круглые и шестиугольные.
 youtube.com/embed/n1LtBk_XexY?” frameborder=”0″ allowfullscreen=”true” title=””/>
youtube.com/embed/n1LtBk_XexY?” frameborder=”0″ allowfullscreen=”true” title=””/>
▷ Продажа бывших в употреблении токарных инструментов, запчастей, принадлежностей и приспособлений
Подержанных принадлежностей и запасных частей для токарных и токарных станков
Индекс
- Принадлежности и запасные части для токарных и токарных станков
- Широко используемые принадлежности для токарных и токарных станков токарные станки
- Стандартные аксессуары для токарных станков
- Специальные аксессуары для токарных станков
- Важные запасные части для токарных станков
- Купите бывшие в употреблении аксессуары и запасные части
Токарные станки – это универсальные инструментальные станки для производства точных, симметричных относительно вращения деталей.Ряд стандартных и специальных принадлежностей для токарных станков позволяет полностью использовать их производительность.
- Принадлежности позволяют полностью использовать производительность
- Токарный инструмент с особым значением
- Зажимной патрон и токарный центр в качестве стандартных принадлежностей
Запасные части помогают поддерживать точность производства вашего токарного станка на высочайшем уровне.Какие аксессуары для токарных станков входят в стандартную комплектацию и какие дополнительные функции можно использовать со специализированными аксессуарами?
Токарный инструмент играет особую роль в принадлежностях токарных станков. Эти токарные инструменты, с одной стороны, являются быстроизнашивающимися деталями, которые требуют регулярной замены. Они также бывают разных форм и материалов, которые выбираются в зависимости от предполагаемого применения.
Для выполнения канавок или резьбы на токарном станке могут потребоваться специальные токарные инструменты. Простые токарные инструменты из быстрорежущей стали имеют меньший срок службы, чем инструменты из твердого металла, но их можно переточить. Инструменты из твердого металла также подходят для высоких скоростей резания, что особенно удобно при серийном и массовом производстве. Этот аксессуар для токарной обработки из твердого металла также состоит в основном из инструментальной стали, и используется только одна режущая кромка из твердого металла. Их можно припаять или прикрутить, чтобы их можно было легко заменить. Оксидная керамика и алмазы также используются в качестве режущих материалов для специальных применений. Керамика даже тверже и более жаропрочная, чем твердый металл, и поэтому подходит для очень высоких скоростей резания.Алмаз часто используется для чистовой обработки цветных металлов на очень высоких скоростях.
Инструменты из твердого металла также подходят для высоких скоростей резания, что особенно удобно при серийном и массовом производстве. Этот аксессуар для токарной обработки из твердого металла также состоит в основном из инструментальной стали, и используется только одна режущая кромка из твердого металла. Их можно припаять или прикрутить, чтобы их можно было легко заменить. Оксидная керамика и алмазы также используются в качестве режущих материалов для специальных применений. Керамика даже тверже и более жаропрочная, чем твердый металл, и поэтому подходит для очень высоких скоростей резания.Алмаз часто используется для чистовой обработки цветных металлов на очень высоких скоростях.
Самыми важными принадлежностями токарного станка являются силовой зажимной патрон, который сидит на приводном шпинделе и передает крутящий момент на заготовку, а также центр токарного станка в противоположной задней бабке. В токарных станках механика центр токарного станка, который установлен с возможностью вращения или подпружинен в подшипниках качения, расположен в пиноли задней бабки с конусом Морзе.Его также можно заменить другими принадлежностями для токарных станков для специальных производственных серий, такими как сверлильный патрон, который часто используется. Это позволяет производить центральные отверстия и используется, в частности, при изготовлении центрирующих отверстий, в которые при вращении защелкивается центр токарного станка. Специальные центрирующие сверла – еще одна разновидность стандартных принадлежностей для токарных станков. Они создают сложную геометрию центрирующего отверстия согласно DIN 332 за одну операцию.
Есть две причины для использования специальных принадлежностей для токарных станков.Во-первых, они повышают точность производства, а во-вторых, они незаменимы при изготовлении деталей определенной геометрии. Люнеты служат дополнительной опорой для длинных и тонких вращающихся деталей. Поворотные оправки позволяют зажимать полые детали.
Запасные части для токарных и токарных станков необходимы в первую очередь для восстановления точности оборудования, которое было нарушено из-за износа. Это особенно полезно для подшипников приводных шпинделей и для регулировки шпинделей.
Это особенно полезно для подшипников приводных шпинделей и для регулировки шпинделей.
Вы хотите купить бывшие в употреблении инструменты, запасные части или принадлежности для токарного / токарного станка? Тогда Surplex – это то, что вам нужно! Мы регулярно используем предлагаемые аксессуары для токарных станков. Однако на одном из многочисленных промышленных аукционов вы найдете не только бывшие в употреблении аксессуары. Поскольку аукционы часто являются результатом банкротств или ликвидации компании, всегда есть шанс найти неиспользованные токарные инструменты, запасные части и принадлежности по очень привлекательным ценам. Если в настоящее время вы не можете найти подходящие принадлежности для токарных станков, посетите нас снова в ближайшем будущем.Или вы можете связаться со службой поддержки клиентов Surplex, которая с радостью посоветует вам найти подходящий токарный инструмент или запасные части.
Принадлежности для токарных станков | Цифровая платформа IMTS
Принадлежности для токарных станков являются вспомогательными частями токарного станка для работы. Токарные станки – очень распространенное технологическое оборудование в современной промышленности. Среди различных основных станков наиболее часто используемой моделью является многофункциональный токарный станок с ЧПУ с несколькими аксессуарами для токарных станков, такими как электроинструменты, то есть для добавления функции фрезерования в токарный станок.Токарно-фрезерный станок может выполнять программное фрезерование и программированное точение с помощью принадлежностей токарного станка. В этой модели токарного станка используется запрограммированный токарный инструмент, который может выполнять ряд сложных задач обработки и сокращать цикл обработки при ограниченных затратах.
Дополнительные, но мощные аксессуары для токарных станков
Среди всех важных принадлежностей для токарных станков электроинструменты, такие как револьверные головки, являются неотъемлемой частью многих токарных станков с ЧПУ, а также токарных и фрезерных станков. Поэтому многие известные поставщики револьверных головок и электроинструментов разработали на Тайване, чтобы удовлетворить потребности пользователей и потребителей токарных процессов. Кроме того, с помощью револьверной головки, токарного станка или, скажем, токарного центра с ЧПУ, можно выполнять не только токарную, но и фрезерную и многозадачную обработку, что раньше можно было выполнять только на обрабатывающих центрах. В токарном оборудовании многие револьверные головки приводятся в движение одним серводвигателем, что обеспечивает наилучшие результаты резки и снижает потребление энергии.В то же время они также могут обеспечивать большую жесткость, тем самым обеспечивая идеальные характеристики резки.
Поэтому многие известные поставщики револьверных головок и электроинструментов разработали на Тайване, чтобы удовлетворить потребности пользователей и потребителей токарных процессов. Кроме того, с помощью револьверной головки, токарного станка или, скажем, токарного центра с ЧПУ, можно выполнять не только токарную, но и фрезерную и многозадачную обработку, что раньше можно было выполнять только на обрабатывающих центрах. В токарном оборудовании многие револьверные головки приводятся в движение одним серводвигателем, что обеспечивает наилучшие результаты резки и снижает потребление энергии.В то же время они также могут обеспечивать большую жесткость, тем самым обеспечивая идеальные характеристики резки.
Что такое токарная обработка и принадлежности для токарных станков?
Токарные станки, также известные как токарные станки, представляют собой станки, которые вращают обрабатываемую деталь по оси X, которая соединена со шпинделями для выполнения различных задач обработки. Этот метод обработки использует инструмент для обработки детали на шпинделе. Наряду с револьверными головками, инструментальные магазины и устройства автоматической смены инструмента также являются самыми продаваемыми продуктами тайваньских поставщиков комплектующих для станков из-за их более высокого соотношения затрат и производительности, чем у мировых конкурентов.Фактически, изготовленный на Тайване инструментальный магазин и система ATC обеспечивают клиентам оптимальное время смены инструмента и могут помочь производителям удовлетворить индивидуальные и строгие потребности клиентов, такие как процесс сверления.
Многие детали имеют сложные кривые и контуры, один режущий инструмент не может выполнить все требования обработки. Револьверная головка и ее автоматический инструментальный механизм могут предоставить дополнительные возможности обработки. Кроме того, режущие инструменты на револьверной головке также могут вращаться благодаря внутреннему серводвигателю, поэтому производительность обработки этих электроинструментов не ниже, чем у традиционных обрабатывающих центров. Не только вертикальный токарный станок оснащен револьверной головкой, но и горизонтальный токарный станок также оснащен этим стандартным оборудованием, поэтому оба станка могут выполнять одинаковые требования к обработке.
Не только вертикальный токарный станок оснащен револьверной головкой, но и горизонтальный токарный станок также оснащен этим стандартным оборудованием, поэтому оба станка могут выполнять одинаковые требования к обработке.
Станки токарно-фрезерные горизонтально-фрезерные
Горизонтальный токарный станок – одно из старейших вращающихся обрабатывающих станков в истории станков. Токарный станок этого типа получил наибольшее распространение в промышленности. Даже если обрабатывающий центр использовался десятилетиями, горизонтальный токарный станок не подлежит замене.Функции горизонтальных токарных станков, которые проще в использовании, настройке и обслуживании, более популярны во многих отраслях промышленности.
В горизонтальных токарных станках задняя бабка является жизненно важным компонентом. Поскольку длина заготовки иногда бывает довольно большой, когда заготовка вращается на патроне, приводимом в действие электрическим шпинделем, плоскостность заготовки может быть нарушена независимо от состава материала. В этом случае задняя бабка играет важную роль в поддержке конца обрабатываемой детали, тем самым надежно фиксируя всю обрабатываемую деталь на определенном уровне.
Таким образом, для пользователей вертикальные или горизонтальные токарные станки не являются хорошими или плохими, а только отличаются от требований к применению и обработке. По мере увеличения скорости вращения шпинделя высокоскоростные фрезерные и токарные центры становятся опцией для производителей расходных материалов 3C, поскольку они могут одновременно выполнять множество задач точной обработки с помощью дополнительной оси.
Производительность и мощность обрабатывающего центра
Некоторые пользователи думают, что токарные центры можно отнести к обрабатывающим центрам, и это большое изменение по сравнению с прошлым.
Контроль и управление
Помимо механических деталей и узлов важна еще одна вещь: система управления. Целью системы управления станком является уменьшение количества человеческих ошибок, которые произошли при одновременном повышении производительности.
Целью системы управления станком является уменьшение количества человеческих ошибок, которые произошли при одновременном повышении производительности.
Кроме того, теперь целью системы управления является достижение более высоких ожиданий, таких как интеллектуальное управление, удаленный мониторинг, гибкие рабочие модели и бесперебойные производственные линии на производственной площадке.Следовательно, будь то ЧПУ или ЧПУ, или даже другие типы (например, ПЛК), высокая производительность обработки является основной целью этих механических систем управления.
Нужна помощь в поиске следующих принадлежностей для токарных станков?Выставка IMTS объединяет производителей со всего мира. Отправьте нам сообщение с вашими требованиями, и наши эксперты IMTS с радостью ответят на ваши вопросы.
| Деревообрабатывающие инструменты На главную> Деревообрабатывающее оборудование> Токарные станки и принадлежности> Токарные станки и принадлежности Rikon
|
FLIP через наш последний каталог деревообрабатывающих инструментов Посмотреть телешоу Highland Woodworker
|
 C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Магкрафт Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.Олсон Пила Односторонняя токарная обработка дерева Бык-Голова – Оксенкопф Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.
C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Магкрафт Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.Олсон Пила Односторонняя токарная обработка дерева Бык-Голова – Оксенкопф Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р. Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser
Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser gif”> Деревообрабатывающее оборудование
gif”> Деревообрабатывающее оборудование jpg”> Проекты по деревообработке
jpg”> Проекты по деревообработке 99
99
| Набор резьбовых зубил из 12 предметов | |
| Тиски для резчиков по дереву | |
| Молоток для резьбы по дереву (15 унций) | |
| (61062) Прямой патрон SC3 с резьбой 1 “x8, кулачками 50 мм, винтом по дереву и комплектом лицевой панели 2”.. | |
| (61064) SC3 Патрон, прямой патрон 3/4 дюйма x 16, резьба, 50 мм, кулачки, винт по дереву и 2-дюймовая лицевая панель | |
| (61065) SC3 Патрон с прямой резьбой M33, кулачки 50 мм, винт по дереву и комплект лицевой панели 2 “. | |
| (62063) SC4 Патрон, кулачки 50 мм, винт по дереву и 2-дюймовая лицевая панель Требуется вкладыш в комплект поставки | |
| (62003) Патрон SC4, кулачки 50 мм, требуется пластина для винта под дерево | |
| SC4 только корпус патрона, 8 кулачковых винтов – требуется пластина (без ключа, кулачков или пластины) | |
| Патрон SC3, кулачки 50 мм, винт под дерево и ключ патрона – требуется пластина | |
| (62112) (Вставка) Резьбовой адаптер M20x2 RH | |
(62113) (вставка) Резьбовой переходник M20x1. 5 RH 5 RH | |
| (62115) (Вставка) Резьбовой переходник 7/8 “x12 TPI UN LH | |
| (62125) (Вставка) Резьбовой адаптер RH M33x3,5 ISO | |
| (62126) (вставка) Резьбовой переходник 3/4 дюйма, гладкое отверстие | |
| (62127) (Вставка) Резьбовой переходник 1-1 / 8 “x8 TPI UNC RH | |
| (62128) (вставка) Резьбовой переходник 3/4 “x16 TPI UNF RH | |
| (62129) (вставка) Резьбовой переходник 1 “x10 TPI BSF RH | |
| (62130) (Вставка) Резьбовой адаптер RH M30x3.5 RH | |
| (62131) (Вставка) Резьбовой переходник 1 “x12 TPI UNF RH | |
| (62132) (Вставка) Резьбовой переходник 1-1 / 4 “x8 TPI UNS-RH для токарных станков DVR-XP и 1624-44 | |
| (62133) (вставка) Резьбовой переходник 1 “x8 TPI UNC RH | |
| (62134) (Вставка) Резьбовой переходник 5/8 дюйма, гладкое отверстие | |
| (62136) (Вставка) Резьбовой переходник 3/4 “x10 TPI BSW RH | |
| (62137) (Вставка) Резьбовой адаптер M24x3 RH | |
| (62152) (Вставка) Резьбовой переходник M18x2.5 RH | |
| (62157) (Вставка) Заглушка переходника для резьбы – можно просверлить до 30 мм | |
| (62159) (Вставка) Резьбовой переходник 1 “x8 TPI LH&RH с двойной резьбой | |
| (62160) (Вставка) Резьбовой переходник 7/8 “x14TPI RH | |
| (62161) (Вставка) Резьбовой адаптер M25x2 RH | |
| (62162) (Вставка) Резьбовой переходник 1-1 / 4 “x8TPI UNS RH | |
| (62313) (губки) 50 мм стандартные губки | |
| (62317) (Захваты) 130 мм Захваты ласточкин хвост | |
| (62321) (челюсти) 35 мм стандартные челюсти | |
| (62322) (Захваты) Тяжелая чаша 75 мм и губки захвата | |
| (62323) (Челюсти) Длинноносая челюсть | |
| (62327) (Зажимы) Штифтовые кулачки с отверстием 9 мм | |
| (62329) (губки) 100 мм ласточкин хвост и глубокие захваты | |
| (62326) (Губки) Миниатюрная цапфа с отверстием 13 мм | |
| (62337) (Челюсти) Ручка Губка | |
| (62356) (Челюсти) Монтажные губки Mini | |
(62377) (Jaws) Комплект Mega Remount Jaw с угловыми буферами в комплекте. . . | |
| (62378) (Челюсти) Мягкие губки | |
| (62572) Кольцо лицевой панели 2 “(подходит для 62313 стандартной челюсти) | |
| (62574) Кольцо лицевой панели 4 дюйма (подходит для 62313 стандартной челюсти) | |
| (62811) Центральная шпора | |
| (62816) SC3-Рукоятка управления | |
| (62825) Универсальный гаечный ключ RP | |
| (62826) Рычаг управления с внутренним шестигранником SC4-8 мм | |
| (62833) Стандартный Woodworm RH | |
| (62834) Стандартный Woodworm LH | |
| (62835) Комплект для снятия крепления губки | |
| (62836) Комплект для крепления патронов SC | |
| (62838) Угловой упор для переустановки губок |
Принадлежности | AMMCO
- Модель #: 40111
- Номер детали: 940111
Преобразует 2800 в 2801.Переключатель блокировки, педаль хода и защитный экран. Токарный станок не может работать без присмотра с открытым капотом.
- Модель #: 40610
- Номер детали: 940610
Круглые, твердосплавные пластины, положительные грабли, 10 шт. В упаковке
В упаковке
- Модель #: 40609
- Номер детали: 940609
LH, положительный передний угол, для круглых – сверла No.40610
- Модель #: 40608
- Номер детали: 940608
RH, положительный передний угол, для круглого сверла No.40610
- Модель #: 40435
- Номер детали: 940435
Положительный рейк, 10шт. , для токарных станков ACCUTURN (ACCUTURN – торговая марка ACCU INDUSTRIES, INC.)
, для токарных станков ACCUTURN (ACCUTURN – торговая марка ACCU INDUSTRIES, INC.)
- Модель #: 40430
- Номер детали: 940430
Отрицательный рейк, 10 шт., для токарных станков PERFORMANCE (PERFORMANCE – торговая марка PERFORMANCE EQUIPMENT CO., INC.)
- Модель #: 40425
- Номер детали: 940425
правый и левый, 3/8 дюйма
- Модель #: 40420
- Номер детали: 940420
Негатовские грабли, 10шт. , для токарных станков HUNTER (HUNTER – торговая марка HUNTER ENGINEERING CO.)
, для токарных станков HUNTER (HUNTER – торговая марка HUNTER ENGINEERING CO.)
- Модель #: 40415
- Номер детали: 940415
Положительный рейк, 10шт., для токарных станков KWIK-WAY (KWIK-WAY – торговая марка KWIK-WAY MANUFACTURING CO.)
- Модель #: 40410
- Номер детали: 940410
Положительный рейк, 10шт., для токарных станков FMC (JOHN BEAN CO. (правопреемник FMC CORPORATION) является дочерней компанией SNAP-ON-TOOLS, INC. и товарным знаком той же компании)
- Модель # 25969
- Номер детали: 925969
Положительный рейк (6918 или 7681) – левый – для моделей 3850
- Модель # 25968
- Номер детали: 925968
Положительный рейк (6918 или 7681) – правая – для моделей 3850
- Модель #: 40630
- Номер детали: 940630
Правая и левая, положительный передний угол, для круглых – сверло No. 40610
40610
- Модель #: 41201
- Номер детали: 941201
Левая и правая положительные грабли, для расточной оправки с двумя резцами0, в комплекте 2 шт.1 Биты со стопорными винтами
- Модель # 2801
- Номер детали:
1
Экологический корпус токарного станка Deluxe (ELE).В комплекте 940111. Токарный станок не может работать без присмотра с открытым капотом.
- Модель # 2800
- Деталь #:
0
Защитный кожух токарного станка (ELE). Меньше пыли в воздухе. Более чистые полы. Более тихий магазин. Добавлена безопасность и удобство.
Меньше пыли в воздухе. Более чистые полы. Более тихий магазин. Добавлена безопасность и удобство.
- Модель # 5722
- Номер детали:
2 Для гаек диаметром 1 7/8 дюйма и 2 1/2 дюйма
- Номер модели: 3218
- Номер детали:
8 25/16 “x 3/8” – стандартно с моделями 1000, 3000, 3850, 4000, 4100, 7000, 7700
- Номер модели: 3022
- Номер детали:
1 1/4 “x 1 1/16” – стандартно с моделями 1000, 3000, 3850, 4000, 4100, 7000, 7700
- Модель #: 10651GP
- Номер детали:
1GP Для # 6950 Twin Cutter
- Модель #: 10650GP
- Номер детали:
0GP Для # 6950 Twin Cutter
- Модель # 8899
- Номер детали:
9 0Для двухрезальных машин 6900 и 6950
- Модель # 7900
- Номер детали:
с независимыми расточными оправками – для Lg.
