Продольная резка металла: тонкости процесса
Из этого материала вы узнаете:
- Какие существуют виды продольной резки металла
- На каком оборудовании осуществляется резка
- Какое есть дополнительное оснащение линий продольной резки металла
- Какова технология продольной резки
Несмотря на появление новых материалов и бурное развитие технологий их обработки, металл по сей день остается основным конструкционным материалом. Современная промышленность освоила и широко применяет множество разнообразных способов его обработки. Продукт одних технологий является сырьем для других и т. д. Но, не вдаваясь в тонкости классификации процессов, отметим, что сегодня существует большой спрос на такой продукт металлообработки, как листовой прокат и штрипсовая лента. Поэтому продольная резка металла была и остается весьма востребованной технологической процедурой.
Основные типы раскроя металла
В основе технологий обработки листового проката лежит его раскрой.
- продольная;
- поперечная;
- продольно-поперечная.
Продольная резка нужна для выработки полос металла определенных габаритов. Она применяется в основном для изготовления деталей серийного профиля.
Листовой металлопрокат стандартных размеров поступает на производство свернутым в рулоны. Далее материал необходимо распустить вдоль и нарезать поперек листа. Это возможно сделать на станках продольной и поперечной резки металла. Данное оборудование часто работает в одной линии с устройствами по производству металлочерепицы и профнастила.
Возможности станков для продольной и поперечной резки металлопроката часто объединяют в рамках одной производственной линии. Как правило, они представляют собой комплексы модулей, управление работой которых возложено на автоматическую систему. На таком оборудовании рулоны с листовым прокатом нарезают на заготовки нужных размеров.
В данной же статье речь пойдет о продольной резке металла.
Виды продольной резки металла
Этот тип раскроя служит для получения широкого ассортимента продукции. Как и в любой технологии, тут есть свои сильные и слабые стороны. Продольную (в чистом виде) резку металла обычно применяют для изготовления простых заготовок, например, полос определенных размеров. Более сложные изделия требуют применения специальных методов резки. Рассмотрим некоторые из них.
Художественная резкаЭта технология нашла применение в создании декоративных элементов интерьера и экстерьера. С ее помощью можно изготовить ворота, декоративные решетки и ограждения, фонари, элементы внутренних и внешних лестниц, детали инсталляций и прочие аксессуары.
Художественная резка металла используется при изготовлении логотипов, декоративных рамок. Резка металла производится специальными пилами.
Лазерная резка
Так принято называть технически усовершенствованный способ разрезания металла. Модернизация состоит в замене пил лазерной установкой, что позволяет увеличить скорость и точность процесса, а также уменьшить процент выхода брака. За счет устранения динамического воздействия на заготовки появилась возможность выработки большего количества разных материалов.
Модернизация состоит в замене пил лазерной установкой, что позволяет увеличить скорость и точность процесса, а также уменьшить процент выхода брака. За счет устранения динамического воздействия на заготовки появилась возможность выработки большего количества разных материалов.
Современные станки для лазерной резки управляются компьютерами, что сильно упрощает работу с ними. Надо лишь укрепить лист заготовки на рабочем столе и, выбрав определенный рисунок, запустить процесс. При этом следующая деталь может иметь совсем иную конфигурацию.
Рекомендуем статьи по металлообработке
- Клепка металла: как происходит и что для этого необходимо
- Технология цинкования металла: обзор современных методов
- Перевозка металлических изделий: требования и правила
При помощи станков лазерной обработки можно получать достаточно сложные детали с узорным контуром.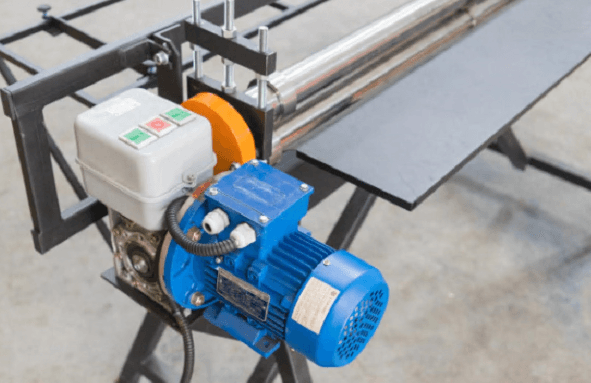 Такую технологию называют фигурной резкой. При ней ввиду отсутствия механического воздействия на металлические листы не происходит деформация последних.
Такую технологию называют фигурной резкой. При ней ввиду отсутствия механического воздействия на металлические листы не происходит деформация последних.
Это еще одна разновидность лазерной резки, режимы которой подобраны так, что отпадает необходимость в дополнительном шлифовании. Небольшой (до 0,4 мм) диаметр лазерного луча позволяет вырезать довольно сложные узоры. Этот метод применяется также при разделении рулонов.
На каком оборудовании осуществляется продольная резка металла
Существует три группы оборудования для продольной резки металла, каждая из которых ориентирована на свои объемы производства. Так, например, небольшие станки позволяют справиться с малыми объемами резки, высокопроизводительные агрегаты применяются там, где речь идет о небольших сериях. При изготовлении больших партий продукции следует использовать производственные линии. Выбор же определенной модели станка связан в первую очередь с тем, какие именно задачи вы намерены решать с его помощью.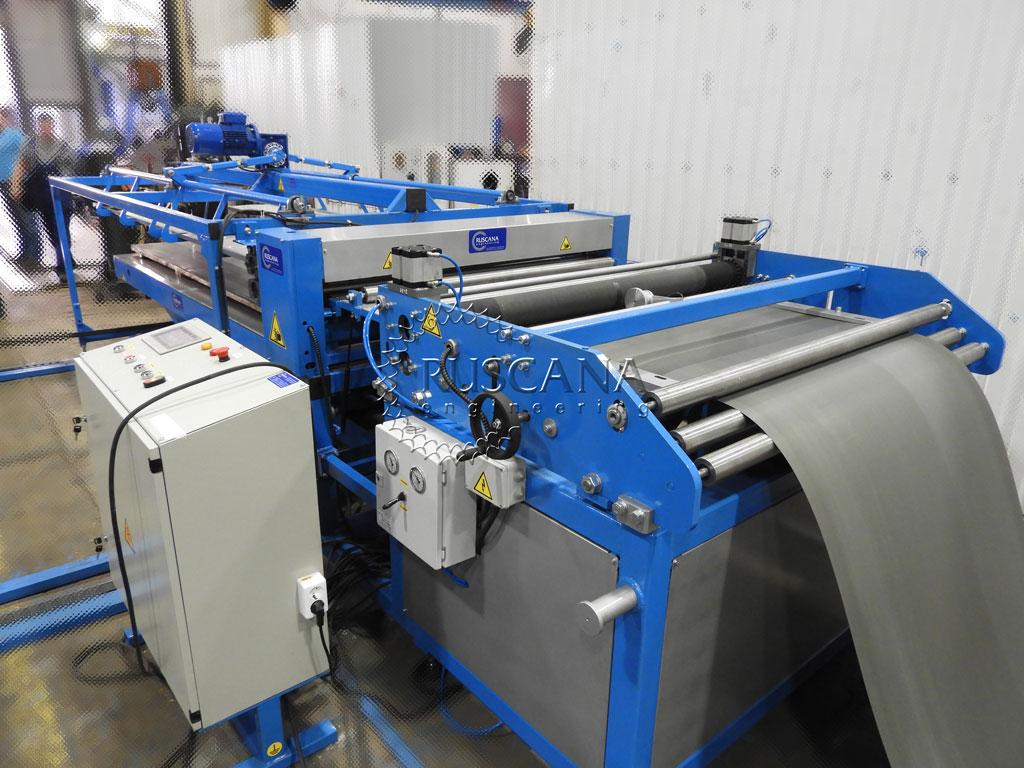
В подающие вальцы станков для продольной резки листового металла на полосы материал загружают в листовом виде. Далее заготовка подается в зону обработки, где режется специальными ножницами дискового типа, способными раскроить листы различной толщины из разного сырья, к примеру, из стали, алюминия, меди, плотного картона, пластика и т. д.
Нож для продольной резки металла – это режущий диск, который при помощи болтов крепится к прижимному валу, что позволяет регулировать ширину нарезаемых полос. Регулируют процесс в зависимости от модели станка вручную или автоматически. Более современные типы оборудования обеспечивают, кроме продольной, еще и поперечную резку.
Подобные станки часто снабжают блоками, которые предназначены для нанесения защитной пленки, наклеиваемой на лист до его раскроя.
Линия продольной резки металла.
С увеличением объемов целесообразно перенести производство на линию продольной резки рулонного металла, которая имеет достаточно высокую производительность. Ее широко используют при изготовлении разного рода заготовок, полуфабрикатов, комплектующих деталей и готовых изделий из листового проката.
Ее широко используют при изготовлении разного рода заготовок, полуфабрикатов, комплектующих деталей и готовых изделий из листового проката.
Стандартная линия для резания листовых материалов состоит из таких узлов:
- Бункера – места, куда на валу устанавливают рулон материала, подлежащего раскрою.
- Транспортера, состоящего из системы подающих валов, предназначенных для разматывания рулона с последующей подачей листа в зону резания.
- Режущего узла – агрегата, непосредственно осуществляющего резку материала. В некоторых высокоскоростных узлах дополнительно монтируется устройство, которое с целью снижения динамической нагрузки на режущий инструмент за счет повышения пластичности раскраиваемого материала осуществляет нагрев его индукционными токами.
Как правило, режущий узел любой линии состоит из двух блоков. Первый осуществляет продольный роспуск листа, а второй является механизмом для поперечной резки обрабатываемого материала. Синхронизация операций на высокоскоростных линиях обеспечивается управляющим числовым программируемым устройством. После раскройки листа в структуре металла по кромкам в результате индукционного нагрева образуются остаточные напряжения, которые необходимо снять. Эта операция также выполняется непосредственно на линии.
Синхронизация операций на высокоскоростных линиях обеспечивается управляющим числовым программируемым устройством. После раскройки листа в структуре металла по кромкам в результате индукционного нагрева образуются остаточные напряжения, которые необходимо снять. Эта операция также выполняется непосредственно на линии.
Основным достоинством таких линий является высокая скорость обработки материала и широта типоразмеров выпускаемых с их помощью заготовок, что связано с возможностями настройки режущего блока.
Агрегат продольной резки металла.Если необходимо организовать производство большого количества однотипных деталей, то есть речь идет об изготовлении крупной серии, то следует воспользоваться агрегатом – автоматической линией производства заготовок.
Агрегат для резки рулонного металла включает в себя следующие модули:
- Транспортер. Он представляет собой установленную на рельсы тележку с бункером для рулона с прокатом.

- Узел предварительной обработки. Здесь лист готовится к раскрою: прогревается, обрезаются кромки. Отходы от обрезки наматывают на отдельные бухты.
- Блок продольного резания. В этом модуле посредством дисковых ножей лист распускается вдоль на полосы.
- Петлевой компенсатор. Это устройство служит для уменьшения скорости движения нарезанных полос.
- Приемный барабан. Нарезанные вдоль полосы нужной ширины наматываются на приемный барабан.
- Система разгрузки барабана. Механизирует процесс снятия готовых рулонов с приемного барабана.

Управление подобными агрегатами – автоматическое. Готовые рулоны отправляются на дальнейшую обработку.
Дополнительное оснащение линий продольной резки металла
В условиях серийного, крупносерийного и массового производства линия может быть укомплектована следующим оборудованием:
- Кромкосматывателем. При раскрое тонколистового металла в местах разреза образуется кромка, которая срезается с листа и собирается отдельно. Как правило, используются два отдельных кромкосматывателя: один для сматывания левой кромки, а другой – для правой.
- Намотчиком рулонного металла. Если на выходе получаются штрипсы длиной более 3,5 м, то они сматываются этим механизмом в рулоны. В противном случае листы пакетируются.
- Грузовой тележкой. Представляет собой транспортное средство с установленным на нем гидравлическим погрузочно-разгрузочным механизмом. Повозка служит для транспортирования заготовок на следующую операцию или на промежуточный склад.
Технология продольной резки металла
Техпроцесс продольной резки металла включает несколько последовательных этапов.
Работа линии идет в автоматическом режиме:
- Листы подаются на рабочий стол и нарезаются вдоль на полосы.
- На индукционную установку подается ток, и листы нагреваются. Ток регулируется в зависимости от толщины металла.
- Помимо общего нагрева выполняется локальный нагрев мест разреза.
- На последнем этапе производится продольная резка заготовок.
На небольших станках ручной труд также механизирован – мастер только выставляет металлический лист и запускает двигатель оборудования. Далее он лишь контролирует рабочий процесс, особенно заточку режущих ножниц, так как неисправный инструмент может испортить металлические листы во время резки.
Важные вопросы, касающиеся продольной резки металла
- Насколько долговечны дисковые ножи?
Ножи для резки металлических листов делают из легированной инструментальной стали марки ХВГ с последующей ее термообработкой и шлифовкой. Сталь обладает высокими эксплуатационными свойствами, позволяющими ножам нарезать из нее до 800 т листов толщиной 0,55 мм. А если учесть, что обычно используют двусторонние ножи, то расчетный ресурс увеличивается вдвое.
Сталь обладает высокими эксплуатационными свойствами, позволяющими ножам нарезать из нее до 800 т листов толщиной 0,55 мм. А если учесть, что обычно используют двусторонние ножи, то расчетный ресурс увеличивается вдвое.
К тому же затупившиеся ножи можно восстановить, отшлифовав их на обычном плоскошлифовальном станке. Шлифовка позволяет продлить срок службы ножей еще в 2-3 раза.
- Можно ли работать на станках, если температура окружающего воздуха ниже нуля?
В документации сказано, что диапазон температур окружающего воздуха, при котором возможна эксплуатация большинства линий резки, составляет от -20 °С до +40 °С. Более того, при соблюдении некоторых простых правил работа может осуществляться вне помещения на открытой территории.
- В каких случаях целесообразно для резки листового металла использовать легкие станки?
При небольших объемах производства уменьшаются затраты на оборудование. Закрепленным на определенном месте линиям резки требуется специальная вспомогательная техника: погрузчик, кран-балка. Да и сами они стоят недешево. Линии становятся выгодными, начиная с определенных объемов производства.
Закрепленным на определенном месте линиям резки требуется специальная вспомогательная техника: погрузчик, кран-балка. Да и сами они стоят недешево. Линии становятся выгодными, начиная с определенных объемов производства.
Также использование легких станков позволяет экономить на помещениях. Разместить такое оборудование можно практически везде: на свободных производственных площадях, на стройплощадке, на открытом полигоне и т. п.
- По каким критериям выбирать станок для резки металла?
В перечень основных технических характеристик станков входят мощность их электродвигателя и диаметр валов. В процессе резки происходит разжим валов с установленными на них дисковыми ножами. Поэтому чем выше диаметр валов, тем толще может быть разрезаемый лист, а также большее количество пар ножей можно установить на один станок.
Использование линий продольной резки металла значительно повышает технологическую эффективность производства, но как уже было сказано, экономически их применение становится выгодным, начиная с определенных объемов. Их широко используют в серийном и массовом производстве.
Их широко используют в серийном и массовом производстве.
В настоящее время на рынке можно отыскать множество компаний, предлагающих свои услуги по продольной и поперечной резке листового металла. Цена за работу существенным образом зависит от объемов заказа, используемого оборудования, сырья, а также квалификации персонала.
Технология продольной резки металла и основное оборудование
Рулонная сталь
Наш завод является одним из крупнейших поставщиков оцинкованного, оцинкованного с полимерным покрытием, холоднокатаного металлопроката. Вся продукция сертифицирована и производится в строгом соответствии с ГОСТ.
О продукции
Перфорированный крепеж
Мы постоянно расширяем ассортимент товаров. Производственные мощности нашего завода позволяют делать отгрузки необходимых перфорированных изделий в любых объемах.
Подробнее
Резка металла и другие услуги
Принимаем заказы на переработку металла по давальческой схеме. Осуществляем резку следующих видов листового и рулонного проката: оцинкованный, с покрытием, холоднокатаный, алюминий, нержавеющий, электротехнический.
Осуществляем резку следующих видов листового и рулонного проката: оцинкованный, с покрытием, холоднокатаный, алюминий, нержавеющий, электротехнический.
Подробнее об услугах
- Главная
- Mеталлообработка и ЛСТК
Современные методы металлообработки позволяют получить изделия с разнообразной конфигурацией, благодаря изменению формы и размеров исходного сырья. Кроме того, в результате обработки заготовки могут обретать новые физические или механические свойства, которые делают детали незаменимыми в определенных технологических процессах. Одним из видов обработки данных материалов является продольная резка металла, с помощью которой изготавливаются штрипсы, полосы и ленты, отделяются мерные отрезки от крупных рулонов. Как правило, для резки применяются специальные комплексы или станки, которые управляются автоматикой, обеспечивающие высокую производительность и точность выполняемых операций.
Особенности технологии
В первую очередь осуществляется перемещение металлической полосы в зону, в которой будет производиться продольная резка. Материал фиксируется между двумя валами, один из которых имеет канавки, а другой оснащается дисками. В результате вращения данных элементов возникает прижимающее усилие, которое транслируется на верхний вал, и материал разрезается. Процедура может быть ускорена благодаря разогреву рабочих дисков с помощью тока, что увеличит пластичность обрабатываемого металла. Валы не останавливаются в течение всего процесса, поэтому листы материала подаются беспрерывно, что обеспечивает высокую производительность обработки.
Основные устройства
Продольная резка может осуществляться с помощью специальных станков, линий или агрегатов. Первый тип устройств подходит для поперечного разделения мерных металлических пластин, для этого в оборудование загружается не рулон, а часть полотна. Линии для резки металла обладают большей производительностью по сравнению со станками, с помощью устройств, как правило, изготавливаются штрипсы и мерные детали. Оборудование состоит из бункера, транспортера и режущего узла. Агрегаты, с помощью которых осуществляется продольное разделение материала, представляют собой полностью автоматизированные устройства и используются на крупных предприятиях для обработки больших партий металла. Следует учитывать, что перед производством перфорированного крепежа или других деталей, необходимо определиться с мощностью требуемого оборудования и учесть условия, в которых оно будет эксплуатироваться.
Оборудование состоит из бункера, транспортера и режущего узла. Агрегаты, с помощью которых осуществляется продольное разделение материала, представляют собой полностью автоматизированные устройства и используются на крупных предприятиях для обработки больших партий металла. Следует учитывать, что перед производством перфорированного крепежа или других деталей, необходимо определиться с мощностью требуемого оборудования и учесть условия, в которых оно будет эксплуатироваться.
Задать вопрос менеджеру
×
Выберите отдел:*
— Выбрать –Рулонная сталь, листовой прокат, металлопрокат с покрытием, лентаПерфорированный крепеж, метизная продукция, компл. для систем вентиляцииПроизводство и строительство зданий, профиль ЛСТК
Ваше имя:*
Номер телефона:*
Ваш E-mail:
Перечень продукции:
Рулонная сталь Металлопроката с покрытием Листовой прокат Лента оцинкованная Перфорированный крепеж Профиль ЛСТК Изготовление и монтаж зданий
Текст заявки:
Если у Вас в наличии эскизы, чертежи изделий, проекты зданий
просьба прикрепить файлы
файл не выбран
+ Добавить еще
txt, rtf, doc, docx, xls, xlsx, ods, odt, jpg, jpeg, bmp, png
Задать вопрос менеджеру
×
Ваше имя:*
Номер телефона:*
Ваш E-mail:
Перечень необходимых услуг:
Продольная резка металла Поперечная резка металла Перемотка рулонов металла Нанесение защитной пленки на металл Лазерная резка металла Плазменная резка металла Гибка металла Пробивка металла Порошковая покраска
Текст заявки:
Если у Вас в наличии эскизы, чертежи изделий
просьба прикрепить файлы
файл не выбран
+ Добавить еще
txt, rtf, doc, docx, xls, xlsx, ods, odt, jpg, jpeg, bmp, png
линий продольной резки | Металлообрабатывающее оборудование
Линия продольной резки создаст несколько ширин или «множеств» из более широкого основного рулона. Мульты изготавливаются из заданной ширины. Бобинорезка состоит из трех основных частей: разматывателя, бобинорезки и разматывателя. Материал подается с разматывателя через зазор между двумя дисковыми режущими дисками (один сверху, другой снизу), а затем перематывается в щелевые мульты на размотчике. Процесс продольной резки называют отчасти искусством и отчасти наукой. Важно, чтобы поставщик оборудования и конечный пользователь работали согласованно, чтобы надлежащие компоненты, размер оправки, набор инструментов, мощность и натяжение подходили для разрезаемого материала.
Мульты изготавливаются из заданной ширины. Бобинорезка состоит из трех основных частей: разматывателя, бобинорезки и разматывателя. Материал подается с разматывателя через зазор между двумя дисковыми режущими дисками (один сверху, другой снизу), а затем перематывается в щелевые мульты на размотчике. Процесс продольной резки называют отчасти искусством и отчасти наукой. Важно, чтобы поставщик оборудования и конечный пользователь работали согласованно, чтобы надлежащие компоненты, размер оправки, набор инструментов, мощность и натяжение подходили для разрезаемого материала.
Мы являемся ведущим производителем в отрасли, предлагающим высокоскоростную резку, автоматическую подачу рулонов и намотку без помощи рук. Наше оборудование, используемое для резки узких полос из основных рулонов, бывает различной ширины и толщины и работает со скоростью до 300 м/мин.
Наши линии продольной резки обеспечивают высокую точность и позволяют вносить изменения на лету. Моталки высокой производительности и полный контроль над оборудованием с использованием самых современных технологий для контроля качества и автоматизации, мы предлагаем наши линии вовремя и в рамках бюджета!
Линия продольной резки производит продольные разрезы в основном рулоне стали на заданную меньшую ширину. Эти меньшие рулоны или «мульты» затем отправляются на последующие операции, такие как штамповки металла, производители труб или профилегибочные цеха, которые будут использовать материал в своем конечном продукте. Линия продольной резки ASP рассчитана на рулоны шириной от 8 до 96 дюймов, грузоподъемностью от 5 до 60 тонн и толщиной от 0,006 до 1,00 дюйма. В зависимости от толщины материала и предела текучести можно получить скорость от 100 до 2000 футов в минуту.
Эти меньшие рулоны или «мульты» затем отправляются на последующие операции, такие как штамповки металла, производители труб или профилегибочные цеха, которые будут использовать материал в своем конечном продукте. Линия продольной резки ASP рассчитана на рулоны шириной от 8 до 96 дюймов, грузоподъемностью от 5 до 60 тонн и толщиной от 0,006 до 1,00 дюйма. В зависимости от толщины материала и предела текучести можно получить скорость от 100 до 2000 футов в минуту.
Процесс начинается с загрузки рулона стали или основного рулона на разматыватель. Разматыватель может быть двухконусным для больших толщин или односторонним разжимным стержнем для тяжелых или легких толщин. Бухта может быть загружена в конусы с помощью аппарели толкающего типа или с помощью турникета и тележки для намотки, которая вкручивает оправку с одного конца во внутренний диаметр основной катушки. Прижим прижимается к внешнему диаметру основной катушки, и полосы обрезаются на основной катушке. Рулон скручивается с конусов или оправки и очищается, чтобы головка рулона могла войти в направляющие кромок перед машиной для правки и правки (если плоскостность имеет решающее значение в последующих операциях). Далее идет продольная резка, состоящая из двух параллельных оправок, на которых установлены вращающиеся режущие ножи.
Далее идет продольная резка, состоящая из двух параллельных оправок, на которых установлены вращающиеся режущие ножи.
Эти ножи частично проникают в рулонный материал, вызывая трещину или излом на обеих сторонах материала, отделяя мульты друг от друга. Резиновые съемные кольца также используются в зависимости от толщины материала для получения хорошей кромки, чтобы не было заусенцев, которые будут мешать дальнейшим операциям. Поскольку материал разрезается, дальние внешние края рулона обрезаются. Эта кромочная отделка наматывается на намоточный станок. Если материал, который нужно разрезать, очень тонкий, можно использовать петлевую яму, чтобы принять разную толщину мультов, поскольку краевые разрезы обычно тоньше, чем центральные. Чем тоньше материал, тем длиннее линейный метраж основной катушки. Петлевая яма займет дополнительный объем перед входом в стенд натяжения. Стенд натяжения расположен перед намотчиком. Натяжное устройство необходимо потому, что основная катушка имеет утолщение или больший диаметр в центре своей ширины, чем по краям. Без натяжного стенда щелевой материал из центра основной катушки схватывался бы быстрее, а внешние полосы свисали бы свободно. Откат представляет собой разжимной стержень. Обычно он расширяется от 20 до 24 дюймов в диаметре или больше с использованием расширительных прокладок или листьев. Откатчик принимает щелевые мульты. Оправка наматывающего устройства снабжена перемычкой, представляющей собой вал с разделительными дисками, которые предотвращают чередование более узких рулонов по ширине. Положение дисков прямо на одной линии с ножами продольной резки. Готовые разрезанные мульты обвязываются по внешнему диаметру и сбрасываются с оправки наматывающего устройства на ожидающую рулонную тележку или турникет.
Без натяжного стенда щелевой материал из центра основной катушки схватывался бы быстрее, а внешние полосы свисали бы свободно. Откат представляет собой разжимной стержень. Обычно он расширяется от 20 до 24 дюймов в диаметре или больше с использованием расширительных прокладок или листьев. Откатчик принимает щелевые мульты. Оправка наматывающего устройства снабжена перемычкой, представляющей собой вал с разделительными дисками, которые предотвращают чередование более узких рулонов по ширине. Положение дисков прямо на одной линии с ножами продольной резки. Готовые разрезанные мульты обвязываются по внешнему диаметру и сбрасываются с оправки наматывающего устройства на ожидающую рулонную тележку или турникет.
Наше текущее оборудование включает в себя:
60″ x 9″ оправка Loopco, петлевого типа, в сборе с инструментами
62″ x 3/8″ до 1/16″ x 9″ оправка x 25 тонн Loopco Loopco, тип петли
72″ x Оправка 0,250 x 8 дюймов x 60 000 # Петля Cauffiel с инструментами
72 x 0,500 x 60 000 # American с резаком для лома, терминальное оборудование
96 x 70 000 Sesco с вагонеткой для рулонов, оборудование для металлолома
 jpg”>
jpg”>Новый Машины | |
Подержанное оборудование | |
Предстоящие события | |
О компании США | |
Контакты США | |
Бесплатно Руководства пользователя и схемы деталей | |
Дом |
Подержанное оборудование
ВСЕ Подержанные Машины
Используется
Воздушные компрессоры
Используемые папки Autobrakes/листового металла
Используемые папки адвокатского сословия
Используется Тормоза из листового металла
Сгибатели щек бывшие в употреблении
Используется Гибочные станки для шипов / Папки для шипов
Б/у Клинчер / крепеж
Бывшие в употреблении катушки
Бывшие в употреблении машины для вставки углов
Бывшие в употреблении Обжимной / отбортованный / роторный станок
Используемый сверлильный станок
Используется Станок для бисероплетения воздуховодов
Б/у Ножницы для изоляции воздуховодов
Используется Фленджеры / станки для отбортовки кромок
Бывшее в употреблении Gorelockers / Машины для локтей
Бывшие в употреблении шлифовальные станки
Бывшие в употреблении аксессуары ОВКВ
Используется Споттеры
Pin изоляции воздуховода HVAC б/у Металлурги
Подержанные Станки лазерной резки
Используется Механическое трубопроводное оборудование
Б/у Надрезы Машины
Используется Pittsburgh Seamers
Подержанная плазма Станки для резки
Гибочные прессы б/у
Пробивка б/у Машины
Используется Рулоны листового металла
Бывшие в употреблении профилегибочные станки
Используется Пилы
Подержанный лист Ножницы по металлу
Используется Станки для резки листового металла
Используется Спиральные машины
Бывшие в употреблении Сварщики
Гэри Разрезатели | Банка Нокер Slitters
Гэри Разрезатели
Гэри Станок для резки листов Superduty 3350Станок для резки листов Superduty модели 3350 добавляет новое измерение к этой качественной линии многократной резки оборудование.
 Для обслуживания процессора требуется широкий спектр
мощностей плюс превосходное качество резки, Superduty имеет
добавленная мощность .. оснащена одним двигателем мощностью 3/4 л.с. двигатель .. податливый
крутящий момент, необходимый для резки металла различной толщины
(от 16 до 30 калибров) при рабочих скоростях до 100
футов в минуту. Алюминиево-магниевые гасители скручивания позволяют
устройство ножей для резки полос шириной до 1 1/2 дюйма.
по ширине.
Для обслуживания процессора требуется широкий спектр
мощностей плюс превосходное качество резки, Superduty имеет
добавленная мощность .. оснащена одним двигателем мощностью 3/4 л.с. двигатель .. податливый
крутящий момент, необходимый для резки металла различной толщины
(от 16 до 30 калибров) при рабочих скоростях до 100
футов в минуту. Алюминиево-магниевые гасители скручивания позволяют
устройство ножей для резки полос шириной до 1 1/2 дюйма.
по ширине.Стандартные характеристики модели Gary Модель 3350 Станок для резки листов Superduty :
- Холоднокатаные токарные, шлифованные и полированные валы диаметром 3 дюйма установлены на двухстенных шарикоподшипниках со смазкой на весь срок службы. Датчики из холоднокатаной стали
- с обеих сторон допускают левый или правый ручное управление 9Торцевые рамы 0233 изготовлены из алюминиево-магниевого сплава с использованием эксклюзивной Gary Torsion Tube Assembly для легкого прочного устройства.
- Стол из толстой стали с Т-образным усилением.
- Один 3/4 л.с. мотор-редуктор доступен на 110 или 220 вольт однофазный 60 Гц Двигатели
- снабжены тепловой защитой от перегрузок посредством электростартера двигателя.
- доступны со скоростью 40, 60, 80 или 100 футов в минуту.
- Пульт дистанционного управления для легкой настройки ножа. Пальцы съемника
- обеспечивают резку без перекручивания.
- стандартные ножи толщиной 3/4 дюйма и внутренним диаметром 3 дюйма. Х 5 ” О.Д. Высокоуглеродистая или дополнительная высокоуглеродистая высокохромистая сталь

Вернуться к началу
Гэри Модель 3354 Однодисковый продольно-резательный станок
Этот Gary Machinery продольно-резательный станок предназначен для использования на месте, но в равной степени подходит для использования дома в промышленности окружающей среде, эти прочные ротационные ножницы – это то, что никто не режет Запас листового металла должен быть без.
 Гэри S английский
Wheel Slitter способен резать полосы в любом месте
шириной от 1 до 24 дюймов из исходного листа любого размера с
без ограничений по длине. Простое управление включает в себя перемещение указателя
до желаемой ширины реза, зафиксируйте ручными ручками,
включите и подайте материал – инструменты не требуются. Этот резак
предназначен для мягкой стали калибра 16 или более легкой, также может резать
алюминий, нержавеющая сталь и различные неметаллические материалы
легко.
Гэри S английский
Wheel Slitter способен резать полосы в любом месте
шириной от 1 до 24 дюймов из исходного листа любого размера с
без ограничений по длине. Простое управление включает в себя перемещение указателя
до желаемой ширины реза, зафиксируйте ручными ручками,
включите и подайте материал – инструменты не требуются. Этот резак
предназначен для мягкой стали калибра 16 или более легкой, также может резать
алюминий, нержавеющая сталь и различные неметаллические материалы
легко.
Стандартные характеристики Из Гэри Модель 3354 Однодисковый продольно-резательный станок :
Вернуться к началу
Жестяной молоток TK 2024 и TK 1624 Бобинорезательные станки
TK Разрезные станки 20 Ga и 16 Ga : Прочный 24-дюймовый
ножницы для горловины с быстрорегулируемым задним упором и шкалой. Стоять
является необязательным.
Стоять
является необязательным.
*Показано с опцией Стенд
TK 2024 Бобинорезка
Особенности:
Вес: 300 фунтов
Размеры: 42 х 18 х 22 дюйма
Емкость: Листовой металл 20 Га
Горловина: 24 дюйма
Двигатель: 1/2 л.с., 115 В
Минимальная ширина резки: 1,25 дюйма
Максимальная ширина резки: 24,25 дюйма
Скорость (прибл.): 90 футов в минуту
TK 1624 Бобинорезательный станок
Характеристики:
Вес: 550 фунтов
Размеры: 46 х 19 х 30 дюймов
Емкость: Листовой металл 16 Га
Горловина: 24 дюйма
Двигатель: 3/4 л.
![]()