Классификация и обозначение строгальных станков
Строгальные станки предназначаются для обработки так называемых линейчатых поверхностей – горизонтальных, вертикальных и наклонных плоскостей. К линейчатым относятся и фасонные поверхности, представляющие собой сочетание плоскостей, расположенных под разными углами. Возможна обработка и таких фасонных поверхностей, профиль которых имеет криволинейные участки, образуемые дугами окружности или более сложными кривыми.
Обработке на строгальных станках подвергаются как детали малых размеров, так и весьма крупные поковки, отливки и сварные конструкции длиной до 12 м, шириной до 6 м и высотой до 3 м; вес таких деталей может достигать 200 т.
Группы станков по виду работ
В зависимости от вида выполняемых работ все строгальные станки можно разделить на две основные группы: станки общего назначения и станки специализированные и специальные.
К станкам общего назначения относятся поперечно-строгальные и продольно-строгальные.
К специализированным станкам относятся поперечно-строгальные с подвижной кареткой (для обработки тяжелых деталей), ямные продольно-строгальные (для обработки весьма крупных и тяжелых деталей) и кром-кострогальные (для обработки кромок крупных листов и других деталей).
Специальные станки предназначены для выполнения лишь вполне определенных детале-операций; они применяются в основном в массовом производстве.
Обозначения
Для обозначения металлорежущих станков принята единая цифровая система, по которой все станки, выпускаемые отечественной станкостроительной промышленностью, делятся на 9 групп, каждая группа – на 9 типов, а каждый тип – на размеры.
Б соответствии с этой системой любой металлорежущий станок обозначается трехзначным цифровым шифром.
Первая цифра
Первая цифра шифра обозначает группу станка,оно не дает заметного эффекта. При обдирке использовать охлаждение с целью повышения скорости резания более целесообразно, чем при чистовом строгании.
Помимо перечисленных факторов на допустимую скорость резания могут оказывать влияние также жесткость крепления резца и обрабатываемой детали, ее массивность, отсутствие зазоров в суппорте станка. При недостаточной жесткости крепления при строгании могут возникнуть вибрации, и резец быстро выйдет из строя.
Вторая и последующие
вторая – его тип, а третья (иногда и четвертая) условно характеризует размеры станка.
В ряде случаев в шифр станка между первой и второй цифрами вводится прописная буква русского алфавита, указывающая, что станок принадлежит к последующей серии, улучшенной или модернизированной по сравнению с предыдущей. Иногда прописная буква ставится также в конце цифрового шифра, что указывает на ту или иную область применения данной модификации базовой модели.
В принятой классификации строгальные станки составляют седьмую группу, поэтому обозначение (шифр) любого строгального станка начинается с цифры 7.
Типы строгальных станков
Станки этой группы разделяются на следующие типы:
- 1 – продольно-строгальные одностоечные
- 2 – продольно-строгальные двухстоечные
- 3 – поперечно-строгальные
- 4 – долбежные
- 5 – протяжные горизонтальные
- 7- протяжные вертикальные и 9 – разные (в том числе и специализированные).

Примеры обозначения
Так, шифр станка, начинающийся с цифр 73…, означает, что это . Шифром 7116 обозначен продольно-строгальный одностоечный станок с наибольшими размерами обрабатываемой детали по ширине 1600 мм, а шифром 7210 – продольно-строгальный двухстоечный станок с наибольшими размерами обрабатываемой детали по ширине 1000 мм. Шифром обозначен поперечно-строгальный станок с наибольшей длиной строгаемой детали 600 мм, а шифром 7А36 – станок такой же размерной характеристики, но отличающийся от предыдущей модели конструктивными и эксплуатационными признаками: он гидрофицирован, вместо имеет гидравлическое устройство с бесступенчатым регулированием скоростей, а вместо храпового механизма подачи – гидравлический механизм также с бесступенчатым регулированием величины подачи стола.
Похожие материалы
Устройство продольно-строгальных станков
Основные узлы продольно-строгальных станков и их назначение. На рис. 26 показан общий вид одностоечного продольно-строгального станка модели 7142А. Основными узлами этого станка являются стол 8, станина 2 и траверса б. По траверсе перемещаются два вертикальных суппорта 4 и б, а по вертикальным направляющим станины – боковой суппорт 1. Главное рабочее движение сообщается от электродвигателя 9 с помощью червячно-реечной передачи столу 3, а движение подачи – суппортам.
Основными узлами этого станка являются стол 8, станина 2 и траверса б. По траверсе перемещаются два вертикальных суппорта 4 и б, а по вертикальным направляющим станины – боковой суппорт 1. Главное рабочее движение сообщается от электродвигателя 9 с помощью червячно-реечной передачи столу 3, а движение подачи – суппортам.
Перемещение суппортов но направляющим траверсы и станины осуществляется предусмотренными для этой цели отдельными электродвигателями. Все суппорты имеют устройства для быстрого передвижения и приспособлены для автоматического подъема резца в конце рабочего хода. Траверса 5 имеет ускоренное перемещение вверх и вниз по станине, осуществляемое электродвигателем 7. Управление станком сосредоточено на пульте 8, смонтированном на гибком шланге, который можно расположить в любом месте.
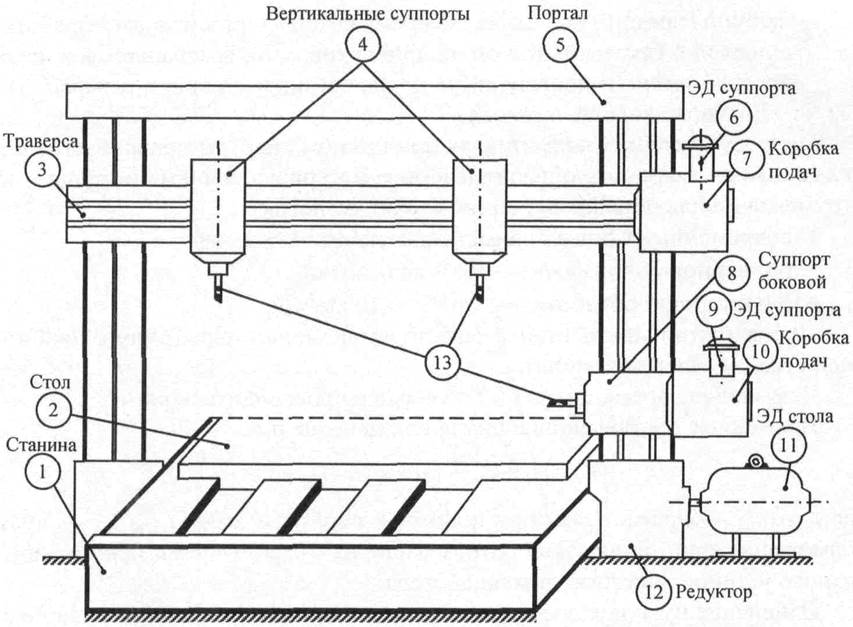
На рис. 27 показан общий вид двухстоечного продольно-строгального станка модели 7212. Он состоит из следующих основных узлов: станины 1, стола 2, перемещающегося по горизонтальным направляющим станины, поперечины 3, передвигающейся по вертикальным направляющим стоек, жестко скрепленных со станиной и с соединительной балкой портала 4, верхних суппортов 5; перемещающихся по направляющим поперечины, коробки подач поперечины 6, бокового суппорта 8, коробки подач бокового суппорта 9, узла электропривода 11 и коробки скоростей 12.
Управление станком осуществляется на пульте управления 10, а также с помощью подвесной кнопочном станции 7, Привод и управление подачами суппортов производятся с помощью коробок подач. Управление вертикальными суппортами сдублировано с обоих концов поперечины.
Крышкой 13 закрывается узел централизованной смазки механизмов станка.
Механизм главного рабочего движения. Привод главного рабочего движения осуществляется от электродвигателей постоянного тока (Д4 на кинематической схеме, рис. 28).
Электропривод стола работает по системе генератор-двигатель. Он состоит из реверсивного электродвигателя постоянного тока, который питается от генератора-преобразовательного агрегата. Питание обмотки возбуждения электродвигателя привода производится от постороннего источника электрической энергии – генератора постоянного тока – возбудительного агрегата.
Электропривод позволяет осуществлять бесступенчатое регулирование скорости вращения электродвигателя привода стола в пределах от 125 до 1500 об/мин. Далее вращение передается на двухдиапазонную коробку скоростей.
Далее вращение передается на двухдиапазонную коробку скоростей.
При работе на первом – скоростном – диапазоне (при чистовом строгании) движение передается от электродвигателя Д4 через косозубые зубчатые колеса 3, 4, 1 и 2, зубчатую муфту 5, вал 9, реечное колесо 11 и рейку 12, скрепленную со столом станка.
При работе на втором – силовом – диапазоне (при черновом строгании) движение через зубчатую пару 3 и 4 передается косозубым колесам 6 и 7 и далее через зубчатую муфту 5, как на первом диапазоне.
Управление приводом главного рабочего движения осуществляется при помощи коробки скоростей (путем переключения рукоятки, при этом муфта 5 сцепляется с зубчатыми колесами 2 или 7) и посредством пульта управления.
Зубчатое колесо 8, находящееся на выходном валу коробки скоростей, предназначено для передачи движения через шестерни 10, 13 и червячную пару 14 и 15 на лимб 7 пульта управления.
Лимб располагает двумя неподвижными упорами 4 и 8 (рис.
В пазах секторов 10 и 12 расположены кулачки 1 и 11 включения конечных переключателей, которые осуществляют реверсирование стола. На этих же секторах есть еще два кулачка 3 и 9 включения аварийного выключателя. При несрабатывании конечных переключателей реверса стола они обеспечивают включение аварийного выключателя.
Установка длины хода стола производится перемещением секторов при помощи рукояток 5 и 6. Каждая рукоятка и управляемый ею сектор окрашены одним цветом. На кольце 2 теми же цветами обозначены границы перемещения секторов при установке длины хода стола.
Механизм подачи суппортов
 рис. 28). При изменении направления движения стола станка с обратного (холостого) хода на рабочий включается реверсивный двигатель Д2 коробки подач. От электродвигателя через червячную передачу 2 и 1 (рис. 30) движение передается на главный вал коробки подач Х, на котором на попонке неподвижно закреплен диск 9 и установлен фрикцион 10, соединенный пальцем с собачкой 6 на диске 7. Собачка в свою очередь передает вращение храповому колесу 4 и жестко соединенному с ним зубчатому колесу 5, а последнее – зубчатым колесам 30 и 29 вала IX. От вала IX движение получают зубчатые полумуфты 24 и передающие вращение зубчатым полумуфтам 25, 20, 17, 16, 22 и 26, свободно насаженным на валах V, VI, VII и VIII.
рис. 28). При изменении направления движения стола станка с обратного (холостого) хода на рабочий включается реверсивный двигатель Д2 коробки подач. От электродвигателя через червячную передачу 2 и 1 (рис. 30) движение передается на главный вал коробки подач Х, на котором на попонке неподвижно закреплен диск 9 и установлен фрикцион 10, соединенный пальцем с собачкой 6 на диске 7. Собачка в свою очередь передает вращение храповому колесу 4 и жестко соединенному с ним зубчатому колесу 5, а последнее – зубчатым колесам 30 и 29 вала IX. От вала IX движение получают зубчатые полумуфты 24 и передающие вращение зубчатым полумуфтам 25, 20, 17, 16, 22 и 26, свободно насаженным на валах V, VI, VII и VIII.
Между зубчатыми полумуфтами на шлицевых участках валов V – VIII расположены кулачковые муфты 27, 23, 21 и 18, которые соединяются с теми или иными зубчатыми полумуфтами при помощи рукоятки 28, при этом валы V, VI, VII и VIII вращаются в обратную сторону, и, следовательно, осуществляется реверс подачи.
Электродвигатель Д2 остановится лишь через некоторое время после прекращения подачи, после того как кулачок нажмет на конечный выключатель реверса стола. Во время обратного хода стола происходит зарядка механизма подач, т. е. подготовка его для новой рабочей подачи. Импульс, полученный от конечного выключателя реверса стола электродвигателем Д2, заставляет последний вращаться в обратную сторону. Собачка 6 при этом срабатывает, а зубчатое колесо б остается неподвижным. Диск 9 и фрикцион 10 проворачиваются до упора в подвижный упор 11. На этом заканчивается подготовка механизма подач для новой подачи.
Для осуществления установочного перемещения суппортов поперечины необходимо с подвесной кнопочной станции передать команду электродвигателю Л2. Последний в этом случае будет вращаться только в направлении подачи. Одновременно с нажатием кнопки включается электромагнит 82, который штырями 38 через упорный подшипник 34 при помощи пальцев 31 и кулачковой муфты 8 сцепляет червячное колесо 1 с храповым колесом 4.
Одновременно с нажатием кнопки включается электромагнит 82, который штырями 38 через упорный подшипник 34 при помощи пальцев 31 и кулачковой муфты 8 сцепляет червячное колесо 1 с храповым колесом 4.
От электродвигателя Д2 движение будет передаваться через червячную передачу 2 и 1, колеса 4 и 5 на зубчатые колеса 30 и 29 вала IХ и далее, так же как при автоматической подаче.
Установка величины подачи осуществляется с помощью маховичка 14, расположенного в торце коробки подач суппортов поперечины. При вращении этого маховичка движение через зубчатые колеса 15 и 12 передается на подвижный упор 11. Меняя таким образом угол между подвижным и неподвижным упорами, устанавливают величину подачи. Отсчет величины подачи производят по лимбу 18, закрепленному на зубчатом колесе 12.
Привод горизонтального и вертикального перемещения суппортов осуществляется следующим образом (см. кинематическую схему, рис. 28). В каретке левого суппорта имеются кронштейн, в котором закреплена гайка 47 горизонтального перемещения, соединенная с ходовым винтом 27, и коническое зубчатое колесо 46 на ходовом валу 18. Колесо передает движение от коробки подач через зубчатые колеса 45, 37, 44, 41 и 42 на винт 43 салазок левого суппорта, который, перемещаясь в двух гайках 38 и 39, производит вертикальное перемещение салазок с резцедержателем.
Колесо передает движение от коробки подач через зубчатые колеса 45, 37, 44, 41 и 42 на винт 43 салазок левого суппорта, который, перемещаясь в двух гайках 38 и 39, производит вертикальное перемещение салазок с резцедержателем.
В каретке правого суппорта находится гайка 31 горизонтального перемещения, соединенная с ходовым винтом 40, и коническое зубчатое колесо З6 на ходовом валу 17, передающее движение от коробки подач через зубчатые колеса 35, 34 и 29 на винт 28 салазок правого суппорта. Перемещаясь в двух гайках 33 и 32, оп осуществляет вертикальное перемещение салазок с резцедержателем. Управление перемещением суппортов производится тягами 16 и 19.
Привод подач бокового суппорта аналогичен рассмотренному приводу подач суппортов поперечины.
Механизмы подъема и зажима поперечины. Для подъема и опускания поперечины станок снабжен специальным механизмом из двух червячных редукторов, приводимых в движение одним электродвигателем.
От электродвигателя Д1 (см. кинематическую схему, рис. 28) движение передается на левую и правую части поперечины при помощи червячных пар 28, 22 и 24, 25 через винты 21 и 30 на гайки 20 и 26, закрепленные в поперечине.
кинематическую схему, рис. 28) движение передается на левую и правую части поперечины при помощи червячных пар 28, 22 и 24, 25 через винты 21 и 30 на гайки 20 и 26, закрепленные в поперечине.
Механизм зажима поперечины на стойках, сблокированный с механизмом ее подъема, получает движение от электродвигателя через червяк И и далее на червячное колесо 52, соединенное с гайкой 58. Эта гайка, воздействуя на винт 54, сообщает ему поступательное перемещение и через шайбу 50 передает усилие на рычаги зажима 49, 48, 55 и 56 поперечины. Подъем и опускание поперечины возможны только после освобождения зажима.
Управление станком и его наладка. Управление станком осуществляется с пульта управления и дистанционно – с подвесной кнопочной станции.
На рис. 31, и показана подвесная кнопочная станция, а на рис. 31, б – панель пульта управления. Там же (в подписи под рисунком) приведены необходимые данные о приборах, кнопках и рукоятках, с помощью которых осуществляются необходимые управляющие действия.
Подключение станка к сети переменного тока производится с помощью специальной рукоятки выключателя (на рисунке ие показана) и контролируется лампой, автоматически загорающейся при подключении к сети.
После загорания лампы нажатием кнопки 9 (см. рис. 31, б) включают двухмашинный (возбудительный) агрегат, при этом одновременно включается вентилятор электродвигателя привода с гола, что фиксируется загоранием лампы 10. Затем нажатием кнопки 2 включают трехмашинный (преобразовательный) агрегат; одновременно включается маслонасос смазки направляющих станины стола, что контролируется сигнальной лампой 8.
Далее перед наладкой станка нажатием кнопок б и 7 (см. рис. 31, а) включают установочное перемещение стола соответственно в направлении рабочего или обратного хода.
Установка длины хода стала производится следующим образом, Вначале определяют, против каких делений на линейке стола расположены начало и конец обрабатываемой детали. Затем на лимбе пульта против соответствующих делений рукоятками 1 (см. рис. 31, б) устанавливают риски секторов и проверяют предварительно установленную длину хода стола. При необходимости ее корректируют.
рис. 31, б) устанавливают риски секторов и проверяют предварительно установленную длину хода стола. При необходимости ее корректируют.
Перебег стола рекомендуется устанавливать перед началом рабочего хода около 150 мм и в конце рабочего хода 50 мм. Упоры управления должны быть надежно закреплены.
Перед переключением станка на рабочий режим (автоматический цикл) рукоятками выбора диапазона скоростей движения стола устанавливают нужный диапазон (рекомендуется при черновом строгании работать на первом диапазоне, а при чистовом – на втором). Затем с помощью рукояток 8 и б (см. рис. 31, б) устанавливают величины скоростей соответственно обратного и рабочего ходов стола.
Далее производят настройку механизмов подачи рукоятками выбора направления перемещения суппортов и маховичками установки величины подачи, после чего нажатием кнопки 10 или 11 (см. рис. 31, а) включают работу стола по автоматическому циклу.
Если работа суппортов поперечины производится с горизонтальной подачей, то салазки их следует зажать гайками.
При перемещении поперечины вниз с целью сохранения параллельности ее положения относительно плоскости стола следует поперечину сначала поднять вверх для выборки зазора в паре винт – гайка, а затем уже опускать вниз.
Смазка станка. Для повышения надежности работы станка и увеличения срока его службы необходимо своевременно производить профилактические осмотры и регулярную смазку узлов и механизмов. Система смазки станка показана на рис. 32.
Ответственные поверхности, работающие в тяжелых условиях (направляющие станины, зубья шестерни привода стола и ее подшипники) смазываются от центральной смазочной станции. Работа ее осуществляется следующим образом. Резервуар с маслом 2 размещается и специальных секциях станины. Масло из него поступает через сетчатый фильтр грубой очистки 1 по трубопроводам (см. стрелки) к насосу 8, приводимому в движение электродвигателем. От насоса масло проходит через кран б и пластинчатый фильтр б к маслораспределителю 9, от которого через дроссели регулирования 8 поступает к выведенным на рабочие поверхности ответственных деталей точкам смазки.
Для контроля наличия масла в системе нагнетательной цепи предусмотрено реле давления 7, которое воздействует на конечный выключатель и прекращает движение стола или делает невозможным его включение при отсутствии масла в нагнетательном трубопроводе. Для измерения давления масла в трубопроводах в системе имеется манометр 10. Величина давления масла регулируется и поддерживается предохранительным клапаном с переливным золотником 4.
Смазка зубчатых колес и подшипников коробок подач поперечины и бокового суппорта производится при помощи плунжерного насоса через распределители, имеющиеся в каждой коробке.
Направляющие, ходовые винты, ходовые валы и конические зубчатые колеса поперечины, а также ходовые винты и винтовые зубчатые колеса бокового суппорта смазываются специальными дозаторами.
Зубчатые колеса и подшипники коробки скоростей, детали червячных редукторов подъема поперечины, редукторы зажима поперечины и червячная пара пульта управления смазываются путем разбрызгивания масла, находящегося в соответствующих емкостях корпусов.
p
13-дюймовый двухскоростной рубанок | Wahuda Tools
Гарантия
ОГРАНИЧЕННАЯ ГАРАНТИЯ НА 2 ГОДА
WAHUDA гарантирует отсутствие дефектов изготовления и материалов в своем оборудовании в течение двух (2) лет с даты первоначальной покупки первоначальным владельцем. Эта гарантия распространяется только на продукты, продаваемые в США. Гарантия не распространяется на любой продукт, используемый в профессиональных или коммерческих производственных целях, а также в промышленных или образовательных целях. На такие случаи распространяется наша ограниченная гарантия сроком на 1 год с условиями и исключениями.
После проверки авторизованным сервисным центром или нашим агентом Гарантия не распространяется на сбои, поломки или дефекты, которые, как считается, были прямо или косвенно вызваны неправильным использованием, отсутствием или ненадлежащим обслуживанием, неправильным использованием или злоупотреблением, небрежностью, несчастных случаев, повреждений при обращении или транспортировке или естественного износа любой детали или компонента, считающихся расходным материалом. Примерами расходных материалов являются вставки, ножи или изнашиваемые элементы, такие как приводные ремни, подшипники или щетки. Кроме того, гарантия аннулируется, если ремонт или модификация машины производятся неавторизованным сервисным центром без прямого согласия WAHUDA. Чтобы подать гарантийную претензию, позвоните по бесплатному номеру 877-568-8879или по электронной почте [email protected]. Гарантия распространяется только на первоначального покупателя и не может быть передана. Дата покупки и серийный номер вашей машины уже зарегистрированы в WAHUDA при отправке. Если вы приобрели машину у одного из наших авторизованных дилеров, зайдите на сайт www.wahudatools.com и зарегистрируйте машину онлайн. Поэтому при обращении в WAHUDA вам нужно будет указать только свое полное имя. Неисправные устройства должны быть возвращены с предоплатой за перевозку в авторизованный сервисный центр WAHUDA для проверки. Если претензия по гарантии будет признана недействительной из-за исключений, перечисленных выше, WAHUDA по вашему указанию утилизирует или вернет продукт.
Примерами расходных материалов являются вставки, ножи или изнашиваемые элементы, такие как приводные ремни, подшипники или щетки. Кроме того, гарантия аннулируется, если ремонт или модификация машины производятся неавторизованным сервисным центром без прямого согласия WAHUDA. Чтобы подать гарантийную претензию, позвоните по бесплатному номеру 877-568-8879или по электронной почте [email protected]. Гарантия распространяется только на первоначального покупателя и не может быть передана. Дата покупки и серийный номер вашей машины уже зарегистрированы в WAHUDA при отправке. Если вы приобрели машину у одного из наших авторизованных дилеров, зайдите на сайт www.wahudatools.com и зарегистрируйте машину онлайн. Поэтому при обращении в WAHUDA вам нужно будет указать только свое полное имя. Неисправные устройства должны быть возвращены с предоплатой за перевозку в авторизованный сервисный центр WAHUDA для проверки. Если претензия по гарантии будет признана недействительной из-за исключений, перечисленных выше, WAHUDA по вашему указанию утилизирует или вернет продукт. В случае, если вы решите вернуть товар, вы будете нести ответственность за обработку и стоимость доставки возврата. WAHUDA предоставляет вышеуказанные гарантии вместо всех других гарантий, явных или подразумеваемых. WAHUDA не несет ответственности за какие-либо особые, косвенные, случайные, штрафные или косвенные убытки, включая, помимо прочего, упущенную выгоду, возникающую в результате или в связи с гарантией, нарушением любого соглашения или гарантии, эксплуатацией или использованием своего оборудования. , включая, помимо прочего, убытки, возникающие в результате повреждения приспособлений, инструментов, оборудования, частей или материалов, прямые или косвенные убытки, вызванные любой другой частью, упущенную выгоду или прибыль, финансовые или процентные платежи, а также претензии любого третьего лица, независимо от того, уведомление о таких возможных убытках было передано WAHUDA. WAHUDA не несет ответственности за ущерб любого рода в связи с любой задержкой или невыполнением WAHUDA своих обязательств по настоящему соглашению или претензиями, поданными в качестве предмета судебного разбирательства против WAHUDA более чем через один (1) год после возникновения такой причины иска.
В случае, если вы решите вернуть товар, вы будете нести ответственность за обработку и стоимость доставки возврата. WAHUDA предоставляет вышеуказанные гарантии вместо всех других гарантий, явных или подразумеваемых. WAHUDA не несет ответственности за какие-либо особые, косвенные, случайные, штрафные или косвенные убытки, включая, помимо прочего, упущенную выгоду, возникающую в результате или в связи с гарантией, нарушением любого соглашения или гарантии, эксплуатацией или использованием своего оборудования. , включая, помимо прочего, убытки, возникающие в результате повреждения приспособлений, инструментов, оборудования, частей или материалов, прямые или косвенные убытки, вызванные любой другой частью, упущенную выгоду или прибыль, финансовые или процентные платежи, а также претензии любого третьего лица, независимо от того, уведомление о таких возможных убытках было передано WAHUDA. WAHUDA не несет ответственности за ущерб любого рода в связи с любой задержкой или невыполнением WAHUDA своих обязательств по настоящему соглашению или претензиями, поданными в качестве предмета судебного разбирательства против WAHUDA более чем через один (1) год после возникновения такой причины иска. . Действительность, конструкция и исполнение настоящей Гарантии, а также любая продажа оборудования компанией WAHUDA регулируются законодательством штата Теннесси без учета коллизионных норм законодательства любой юрисдикции. Любые действия, каким-либо образом связанные с предполагаемым или фактическим предложением, принятием или продажей со стороны WAHUDA, или любые претензии, связанные с выполнением любого соглашения, включая, помимо прочего, настоящую Гарантию, должны рассматриваться в федеральных судах или судах штата в округе Шелби, штат Теннесси. WAHUDA оставляет за собой право изменять технические характеристики своих машин без предварительного уведомления.
. Действительность, конструкция и исполнение настоящей Гарантии, а также любая продажа оборудования компанией WAHUDA регулируются законодательством штата Теннесси без учета коллизионных норм законодательства любой юрисдикции. Любые действия, каким-либо образом связанные с предполагаемым или фактическим предложением, принятием или продажей со стороны WAHUDA, или любые претензии, связанные с выполнением любого соглашения, включая, помимо прочего, настоящую Гарантию, должны рассматриваться в федеральных судах или судах штата в округе Шелби, штат Теннесси. WAHUDA оставляет за собой право изменять технические характеристики своих машин без предварительного уведомления.
Строгальные станки по дереву: настольные и ручные строгальные станки
Фильтры: 26 результатов
Категория
Марка
Поиск брендов
2-дневная доставка
Товары со значком SWIFT обычно доставляются к вам в течение 2 дней или меньше.
Узнать больше.
 Узнать больше.
Узнать больше.Состояние
Цена
Мин.
К
Макс
Средняя оценка
Источник питания
Характеристики продукта
Батарейки в комплекте
Батарейная платформа
Напряжение
Вид:
Фильтр
Сортировать по:
- Лучшие продавцы
- Цена (от низкой к высокой)
- Цена (от высокой к низкой)
 cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=planers&srule=featured-items&start=0&sz=24″ data-id=”featured-items”>
Популярные товары
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=planers&srule=featured-items&start=0&sz=24″ data-id=”featured-items”>
Популярные товары cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=planers&srule=turnto-ratings&start=0&sz=24″ data-id=”ratings”>
Рейтинги
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=planers&srule=turnto-ratings&start=0&sz=24″ data-id=”ratings”>
Рейтинги- Популярные товары
- Лучшие продавцы
- Цена (от низкой к высокой)
- Рейтинги
 cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=planers&srule=price-high-to-low&start=0&sz=24″ data-id=”price-high-to-low”>
Цена (от высокой к низкой)
cpooutlets.com/on/demandware.store/Sites-cpooutlets-Site/default/Search-UpdateGrid?cgid=planers&srule=price-high-to-low&start=0&sz=24″ data-id=”price-high-to-low”>
Цена (от высокой к низкой)Фильтры: 26 результатов
Сравнивать
189 долларов США.00
БЕСПЛАТНО Аккумулятор Makita 18V LXT 5 Ач
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Сравнивать
$699. 00
00
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Сравнивать
$549,00
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
Цена снижена с
179 долларов.00
к Сохранять
10%
$161,99
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
$524,99
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
4799,99 долларов США
Этот товар доставляется напрямую от производителя в течение 1-2 недель.
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
$982,99
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
5999,99 долларов США
Этот товар доставляется напрямую от производителя в течение 3-5 дней.
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
79,99 долларов США
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
3699,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
4129,99 долларов США
Этот товар доставляется напрямую от производителя в течение 3-5 дней.
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
$19,49
БЕСПЛАТНАЯ доставка при заказе $149+
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
2349,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
5 698,00 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
4449,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
3399,00 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
1699,99 долларов США
Этот товар доставляется напрямую от производителя в течение 3-5 дней.
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
109,00 долларов США
БЕСПЛАТНЫЙ набор для открывания бутылок и стакана для пинты Metabo Grinderfest
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
4499,99 долларов США
Этот товар доставляется напрямую от производителя в течение 3-5 дней.
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
10 899,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
159,00 долларов США
БЕСПЛАТНЫЙ набор для открывания бутылок и стакана для пинты Metabo Grinderfest
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
5999,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
4449,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
ИЛИ ОПЛАТА НОМЕРОМ
Сравнивать
4856,99 долларов США
Этот товар поставляется от производителя; получить через 2-5 дней
БЕСПЛАТНАЯ доставка при заказе от $149
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
ИЛИ ОПЛАТА
Мы не смогли найти подходящие продукты плоские с каждой стороны.