Трубогиб гидравлический НВ-40 (профилегиб гидравлический) YOUMET арт. 900108
Гидравлический трубогиб HB-40 предназначен для гибки труб профильного сечения из металла или другого материала по заданному радиусу, методом прокатки. Профилегиб снабжен вальцами с тремя проточками 20, 40 и 60 мм под популярные размеры профильных труб:
– профильные трубы – 15х15, 20х20, 40х20, 40х25; 60х30
– квадрат – все размеры до 20.
Для радиусной гибки станок оснащен одним верхним приводным вальцом и двумя прижимными. Вальцы изготовлены из высокопрочной стали и сделаны на подшипниках, что обеспечивает легкость вращения. Прижим вальцов обеспечивает гидравлический домкрат грузоподъемностью 6 тонн. Прижимные быстросъемные ролики перемещаются горизонтально для гибки на любой радиус, а также для работы с малыми заготовками.
Профилегиб HB-40 легко размещается в небольших помещениях и занимает мало места. Простота конструкции и легкость в эксплуатации делают этот станок незаменимым на небольших предприятиях и производствах.
Компактные размеры и современные технические решения, применяемые в этой конструкции обеспечивает высочайшую производительность, при мобильности устройства.
Особенности:
• Верхний приводной вал.
• Прочная конструкция.
• Прижим осуществляется за счет гидравлического домкрата.
• В стандартной комплектации вальцы для профильной трубы.
• Простота в использовании.
• Мобильность.
• Прижимные ролики перемещаются горизонтально.
Комплектация:
– Профилегиб гидравлический.
– Комплект вальцов под профильную трубу.
Тип профиля | Максимальное сечение профиля, мм | Минимальный диаметр гибки, мм | Комплект роликов |
|---|---|---|---|
60х10 | 300 | стандарт | |
20х20 | 300 | стандарт | |
| 300 | стандарт |
Тип профиля | Максимальное сечение профиля, мм | Минимальный диаметр гибки, мм | Комплект роликов |
|---|---|---|---|
51х2. 51 х 1 | 600 | доп. ролики | |
25х25 | 300 | доп. ролики | |
15х15 | 300 | доп. ролики | |
20 | 300 | доп. ролики | |
| 40х4
| 500 | доп. ролики |
23х23х3 | 300 | доп. ролики | |
23х23х3 | 300 | доп. |

 ролики
роликиГидравлический профилегиб STALEX HRBM-65 – Афалина ГК
Описание
Мощный гидрвлический трубогиб для гибки профильных труб, полосы, прутка.
Усиленная конструкция для длительного срока службы с 3-мя приводными роликами. Простое управление, удобен в работе.
Для интенсивного промышленного применения.
Максимальный размер труб – 70х70х3мм, 80х40х3мм.
Особенности
- Мощная стальная сварная рама
- Передвижная панель управления
- Гидравлический привод верхнего вала
- Защитный чехол от пыли на участке перемещения верхнего вала
- Вдоль перемещения верхнего ролика на станке установлена шкала повторяемости
- Датчик системы давления
- Ролики имеют возможность регулировки ширины
Виды обрабатываемых профилей
Технические характеристики
| Stalex HRBM-65 | |
|---|---|
| Питание электродвигателя, В | 380 |
| Мощность двигателя, кВт | 2,25 |
| Диаметр валов, мм | 65 |
| Скорость вращения, об/мин | 9,3 |
| Габариты, мм | 1250х1150х1800 |
| Вес нетто/брутто | 790 / 920 кг |
- Трубогиб гидравлический электромеханический STALEX EHB-10
- Станок профилегибочный гидравлический STALEX HRBM50HV
- Станок профилегибочный гидравлический STALEX HRBM40HV
- Трубогиб гидравлический STALEX НТВ – 1000
- Трубогиб гидравлический с электроприводом STALEX EHB-40
- Трубогиб гидравлический STALEX HB-60 Premium
- Трубогиб гидравлический STALEX HB-60 Light
- Трубогиб гидравлический STALEX HB-40
- Трубогиб пневмогидравлический STALEX HB-16Q
- Трубогиб ручной гидравлический STALEX HB-16
- Трубогиб пневмогидравлический STALEX HB-12Q
- Трубогиб ручной гидравлический STALEX HB-12
- Трубогиб ручной гидравлический STALEX HB-8
- Трубогиб гидравлический STALEX HTR-40
- Трубогиб электрогидравлический STALEX EHPB-3D
- Трубогиб электрогидравлический STALEX EHPB-2D
- Трубогиб гидравлический MHPB-4J
- Трубогиб гидравлический MHPB-3J
- Трубогиб гидравлический MHPB-2J
- Трубогиб гидравлический MHPB-1А
- Трубогиб ручной гидравлический STALEX HB-10
- Гидравлический профилегиб STALEX THW24S-16
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
Обязательные для заполнения поля отмечены звездочкой (*).
| * Ваше Имя: |
Пример: Сидоров Иван Петрович |
*Текст сообщения: Информация о заказе, либо любой интересующий вопрос пишется в произвольной форме. Сообщение будет обработано нашим менеджером. |
|
| * Ваш телефон: |
Пример: 8-351-2345678 |
||
| Ваш Город: |
Пример: Челябинск |
||
| Ваш E-Mail: |
Пример: [email protected] |
||
| * Введите код: |
Пример: abc3127 |
||
|
Special
|
|||
5 вещей перед покупкой, 6 шагов к изгибу
Китай Высококачественные профилегибочные станки Производители Заводская цена Продажи
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ.
Стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубки и трубы для гибки стали и алюминия.
Гидравлические машины для гибки профилей – серии PBH и PBA годы. BIT отвечает требованиям к точности, качеству и техническим характеристикам широкого круга клиентов и отраслей по всему миру. 9Профилегибочные станки с ЧПУ 0005 BIT предназначены для многократного использования по порядку, обеспечивая простоту эксплуатации, точные изгибы и высокую повторяемость. Чрезвычайно удобные в использовании, они также полностью доступны как для учеников, так и для опытных рабочих, для гибки стальных и алюминиевых профилей Made Easy.
BIT предлагает 3 типа профилегибочных станков ( PBH , PBA , MS ), они используются для гибки уголков, плоских стержней, тавровых балок, двутавровых балок, двутавровых балок, U-образных профилей, круглые и квадратные прутки, трубы и трубы квадратного сечения, а также сложные экструдированные профили.
Параметры станка для гибки алюминиевых профилей PBA
| Model | PBA-300F | PBA-450 | PBA-500 | PBA 500 + | PBA-500F | PBA-600 | ПВА 600 + | ПВА-800 | PBA-1000 | PBA-1200 |
| Power (kW) | 2.5 | 5.5 | 4 | 6. | 5 | 5 | 10 | 10 | 18 | 22.5 |
| Roller Speed (rpm) | 1-30 | 1-20 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 |
| Max.DIA Mold (mm) | 160 | 240 | 240 | 240 | 240 | 260 | 260-400 | 260/320 | 300 | |
| Roller DIA (mm) | 30 | 50 | 50 | 50 | 50 | 60 | 80 | 80 | 105 | 125 |
| Axis Distance (mm) | 100 | 180-390 | 100-300 | 270-600 | 310 | 270-600 | 370-1200 | 270-600 | 500-1200 | |
| Y-axis Thrust (tons) | 5 | 15 | 15 | 20 | 15 | 25 | 25 | 35 | 50 | 70 |
| Accuracy Y-axis (mm) | ≤ 0,01 | ≤0,01 | ≤0,01 | ≤0,02 | ≤0,02 | ≤0,02 | ≤0,02 | ≤0,02 | ≤0,02 | |
Max.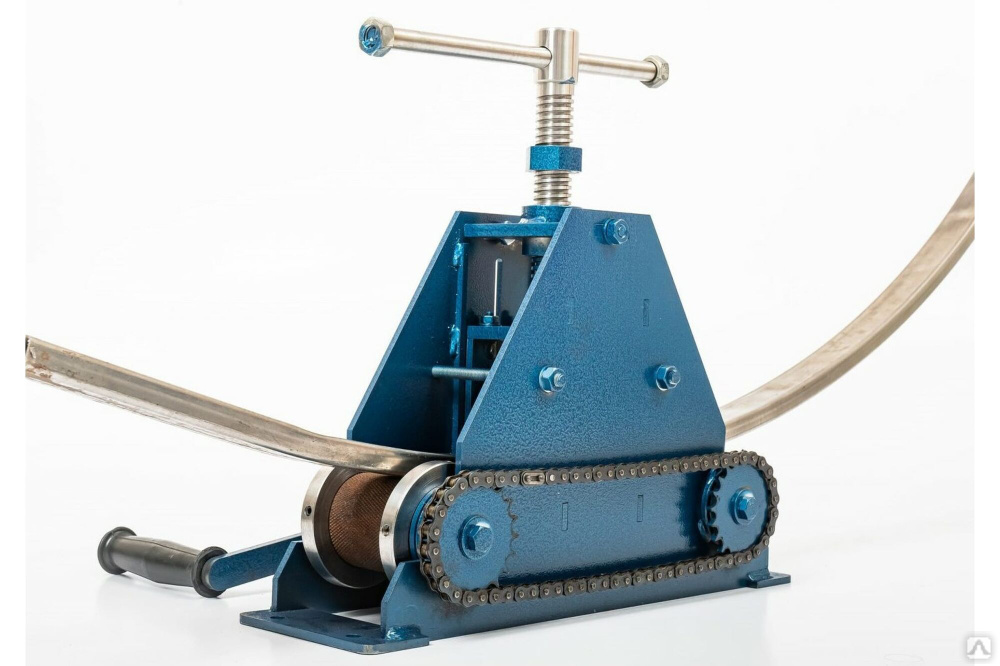 tor straksiSISIS) tor straksiSISIS) | 3333988||||||||||
| .TOR | ≤0,02 | |||||||||
| .TOR | . | 4000 | 2500 | 4500 | 6000 | 6000 | 10000 | 1300 | ||
| Max.Section size (W×H)(mm) | 50×70 | 120×150 | 150×200 | 120×150 | 150 × 200 | 200 × 250 | 200 × 250 | 250 × 300 | 300 × 450 | |
| Dimension (M) | 1.2 × .8 × 1,3 | 33333333333333333333333333333333333333333333333333333333333333333333333333333339нт 9005 (M) 1. 2 ×. 2 ×. | 1.5×1.2×1.4 | 1.6×1.2×1.5 | 1.5×1.2×1.4 | 1.5×1.2×1.4 | 1.8×1.8×1.6 | 1.8×1.8×1.6 | 1.9×20×1.75 | 2,1×2,2×1,85 |
Параметры гибочной способности профилегибочного станка PBH
Если необходимая вам гибочная секция больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000CM 3 .
| Model | PBH 120 | PBH 140 | PBH 200 | PBH 300 | PBH 360 | PBH 450 | PBH 500 | PBH 550 | PBH 600 | PBH 700 | |||||
МАКС. | 120×25 Φ1000 | 150×30 Φ1500 | 175×40 Φ2500 | 200×50 Φ2500 | 250×70 Φ3500 | 250×70 Φ3500 | 300×70 Φ4000 | 300×80 Φ5000 | |||||||
| MAX.Section (мм) мин. Полученная диаграмма (мм) | 180 × 20 φ400 | 200 × 35 φ600 | 250 × 30 0005. 35 | 3333340340340340340340340340340340340340340340340340340340340340340340340343403434034034343403434340343403434034343403434343403434034034349н. 50 400×60 Φ2000 | 450×70 Φ1000 | 500×80 Φ1200 | 500×100 Φ1600 | 650×100 Φ2000 | |||||||
| Max.Section(mm) Мин. диаметр изгиба (мм) | 50×50 Φ500 | 60×60 Φ600 | 70×70 Φ800 | 80×80 Φ1500 | 110×110 Φ1600 | 130×130 Φ2000 | 145×145 Φ2500 | 165×165 Φ3000 | 200 × 200 φ3500 | 240 × 240 φ4000 | |||||
макс. ×4 ×4 Φ1800 | 170×6 Φ2000 | 219×6 Φ2500 | 245×8 Φ3000 | 325×8 Φ4000 | 400×8 Φ8000 | 452×10 Φ8000 | 510×20 Φ1000 | ||||||||
| Max.Section (mm) Min.Bending DIA(mm) | 65×65×6 Φ1000 | 90×90×6 Φ1500 | 100×100×6 Φ2000 | 120×120×8 Φ3000 | 150 ×150×8 Φ5000 | 180×180×10 Φ6000 | 200×200×10 Φ8000 | 250 × 250 × 12 φ10000 | 300 × 300 × 12 φ15000 | 350 × 350 × 12 φ30000 | |||||
| 333 3 | |||||||||||||||
| 34.s.s.s.s.s.slive.s.slide). ×80×10 Φ1000 | 100×100×12 Φ1200 | 120×120×12 Φ1500 | 140×140×14 Φ1500 | 160×160×20 Φ1800 | 180×180×20 Φ3000 | 200×200×20 Φ4000 | 200×200×28 Φ4000 | 200×200×30 Φ4500 | 200×200×30 Φ4500 | ||||||
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 80×80×10 Φ1500 | 100×100×12 Φ2000 | 120 × 120 × 12 φ2000 | 140 × 140 × 14 φ2500 | 160 × 160 × 20 φ3000 | 180 × 180 × φ4000 | 9340 180 × 180 × 180 × 2009005 | 340340 180 × 2009. 2000340 × 200 | 0340 × 200 | 0340 × 200030340 180 × 2009. 2000340340 × 2000 3000 | 180 × 2000,2340 × 2000 3000 | . 28 Φ6000 | 200×200×30 Φ8000 | 200×200×30 Φ8000 | |
| Max.Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||||
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||||
| Max.Section(mm ) мин. Прибытие DIA (мм) | 80 × 80 × φ700 | 80 × 80 × 10 φ800 | 100 × 100 × 10 0005 φ1000 | 130 × 130 × 15 a | 33340 130 × 130 × 15 9000 a5.3340 130 × 130 × 15 9000 a 9000 a 130 × 130 × 15 a | 3 ×20 180×180×20 Φ3000 | 200×200×20 Φ3000 | 250×250×30 Φ4000 | 300×300×30 Φ4000 | 350×350×30 Φ5000 | |||||
| Max.Section(mm) Min.  Bending DIA(mm) Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | |||||
| Max.Section(mm) Min.Bending DIA(mm) | 140 Φ4000 | 160 Φ6000 | 200 Φ9000 | 240 Φ15000 | 320 Φ32000 | 400 Φ35000 | 450 Φ40000 | 500 Φ40000 | |||||||
| Sectional modulus cm 3 | 10-20 | 16-45 | 45-75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400 | 400-500 | 500-600 | |||||
| Motor power(kW) | 5.5 | 11 | 11 | 15 | 18. 5 5 | 22 | 30 | 37 | 37 | 45 |
Профилегибочные станки BIT оснащены прочной стальной конструкцией, серводвигателем или гидравлической системой, а также удобными в использовании прочными гибочными роликами, обеспечивающими быструю и надежную работу и предназначенными для минимизация потерь энергии.
Примечания: Первая половина – это гибка стального профиля , а вторая половина алюминиевого профиля г. видео.
видео.
Шесть шагов гибки профиля
- Шаги 1#: Загрузка гибки металлических профилей – металлический профиль вставляется между верхним роликом и правым нижним роликом. Металлический профиль при необходимости может опираться и не подвергается деформационным нагрузкам.
- Шаги 2#: Движение правого нижнего ролика до верхнего ролика достигает положения зажима – металлический профиль блокируется между роликами и может перемещаться вперед и назад, вращая ролики. Прикладываемое давление ниже, чем необходимое для деформации профиля.
- Шаги 3#: Предварительная гибка между верхним валком и левым валком – правый валик медленно поднимается, начинает прокатку и выполняет предварительную гибку между верхним валком и левым валиком.
- Этапы 4#: Рабочая фаза – на этой фазе увеличивается давление и происходит деформация профиля за счет перемещения профиля и движения валков.
- Шаги 5#: Предварительная гибка между верхним роликом и правым роликом – Левый ролик опущен, а правый ролик поднят.
 Материал направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом.
Материал направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом. - Шаги 6#: Разгрузка металлического профиля – устранено давление на профиль и увеличено пространство между роликами, чтобы профиль можно было извлечь из станка.
 Материал направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом.
Материал направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом.Понятно, что для загрузки профиля на станок должно присутствовать достаточное расстояние между роликами. Ясно также, что для блокировки профиля между валками и приложения давления необходимо уменьшить это расстояние. Один или несколько роликов должны иметь возможность двигаться относительно других.
5 основных моментов, на которые следует обратить внимание перед покупкой профилегибочного станка
Выбор профильного гибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т.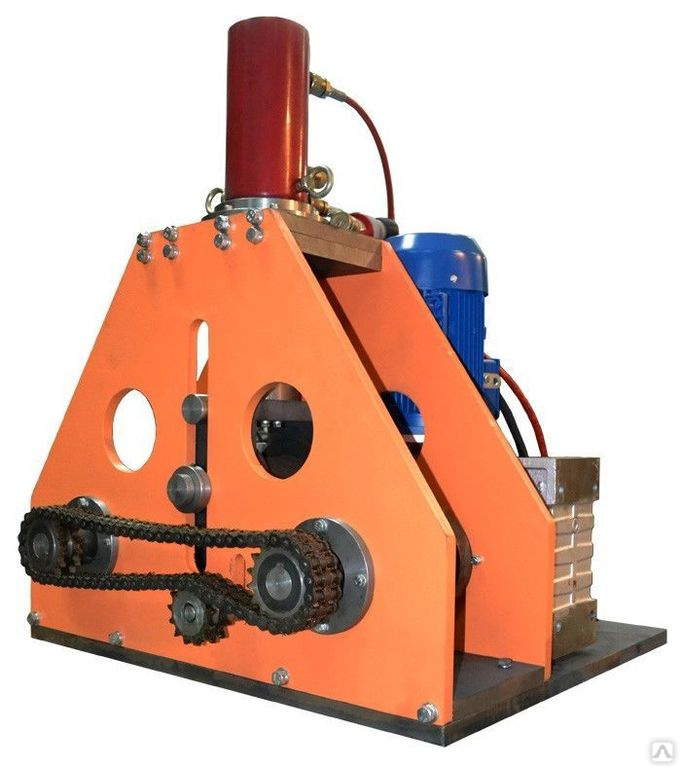 д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
1#:
Предел текучестиЧто касается предела текучести углового железного ролика, машины BIT единообразно рассчитываются на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). . Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
2#:
Правильный размер Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным формовочным тоннажем и адекватной длиной захвата – достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
3#:
Различная способность к изгибу Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового стального ролика.
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет рейтинг модуля сечения. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять материалы, с которыми она будет работать.
Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять материалы, с которыми она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, такую как производительность и производительность.
4#:
Разгибание плоских концовПрофилегибочный станок серии PBH имеет независимое движение двух нижних роликов, что позволяет оператору свести к минимуму жертву отгибаемых плоских участков на заготовке. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты. Благодаря преимуществам своей конструкции и принципу работы, двухзажимный профилегибочный станок хорошо решает эту проблему.
Благодаря преимуществам своей конструкции и принципу работы, двухзажимный профилегибочный станок хорошо решает эту проблему.
5#:
Посмотреть таблицу пределов изгиба Сравните информацию о том, какое усилие может создавать угловой железный ролик и для работы с какими металлами (листами, рулонами и т. д.) он предназначен, и сравните ее с вашими заводские сертификаты или другую соответствующую информацию, чтобы определить, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профилегибочного станка PBH для справки.
Подробнее: Гибка валков в 12 процессах гибки металла
Профилегибочный станок с двойным зажимом
Процесс гибки 3-валкового гибочного станка рулон или 4 рулона. Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Преимущества двухзажимных станков
Трехвалковый профилегибочный станокТрехвалковый двухзажимный угловой станок представляет собой экономичные профилегибочные машины, относительно простые в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
процесс гибки 4-валковой профилегибочной машины4-валковой профильной гибочной машины Станок с 4 роликами имеет на один прижимной ролик больше, чем станок с 3 роликами, что позволяет сильнее зажимать профиль под верхним роликом и повышать точность гибки, но делает работу оператора более громоздкой при одновременном снижении способности изгиба та же модель.
В то время как четырехвалковые профилегибочные станки с ЧПУ обеспечивают быструю и точную гибку, трехвалковые станки идеально подходят для производителей, работающих с широким спектром материалов.
Принцип работы
Двухзажимный профильный гибочный станок имеет два режима гибки: симметричная гибка и асимметричная гибка .
Относительное изменение положения заготовки (за счет движения вверх и вниз вала верхнего ролика или вала нижнего и верхнего ролика) и давление, создаваемое при вращательном движении в направлении, перпендикулярном деформации самого профиля, вызывают профиль производить непрерывную пластическую деформацию (сделать наружный слой профиля деформацией) Волокно растягивается, внутреннее волокно сжимается для получения деформации изгиба, среднее волокно не изменяется), а заготовка заданной формы получается при комнатной температуре ( мы называем это холодной гибкой).
Симметричный изгибСимметричный изгиб
Относится к трем роликам симметричной формы (пирамидальной формы) во время изгиба. Верхний ролик или два нижних ролика вращаются в симметричном относительном положении в центре, оказывая давление на профиль, вызывая пластическую деформацию
Верхний ролик или два нижних ролика вращаются в симметричном относительном положении в центре, оказывая давление на профиль, вызывая пластическую деформацию
Недостатки: невозможно предварительно согнуть профиль. На конце заготовки после гибки остаются большие прямые кромки, что приводит к отходам.
Асимметричная гибка
Относится к асимметричной форме трех роликов во время гибки. Верхний ролик и два нижних ролика перемещаются вертикально в асимметричных центральных положениях, а верхний ролик или два нижних ролика вращаются, оказывая давление на профиль. Производить пластическую деформацию. Конец профиля можно предварительно загнуть.
Дополнительная литература
- Гибка металлических профилей различного сечения
- ОСНОВНЫЕ МОМЕНТЫ, КОТОРЫЕ НЕОБХОДИМО ЗНАТЬ ПЕРЕД ЭКСПЛУАТАЦИЕЙ ПРОФИЛЬНОГИБОЧНОГО СТАНКА
Страница не найдена 404
Что случилось? Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker – Приложение !
Приложение Machineseeker для iPhone и Android .
Дополнительная информация
Machineseeker.com является официальным спонсором:
Популярные подержанные машины: Топ 200 -1к -2к -3k -4k -5к -6к -7к -8k -9к -10к -11к -12к -13к -14k -15к -16к -17к -18k -19к -20к -21k -22k -23k -24k
Вся информация, предложения и цены на этом сайте могут быть изменены и не носят обязательного характера!
Используя этот веб-сайт, вы принимаете наши условия и политика конфиденциальности .