как сделать для профильной трубы своими руками, самодельный профилегиб, а также гибка изделий без станка
Домой Инструменты и оборудование Как сделать трубогиб для профильной трубы своими руками? Особенности гибки вручную и…
Изгибание круглой или профильной трубы требует особого подхода, а неумелые действия приведут к повреждениям и деформациям. Трубогибы помогают решить данную проблему, обеспечивая изгибание по нужному радиусу с высоким качеством.
Это приспособление можно приобрести в готовом виде, но можно сделать и своими руками, избегая ненужных затрат (смотрите другие инструменты для строительства и ремонта).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
[stextbox id=’warning’]Еще по теме: Как быстро и правильно возвести каркас из профильной трубы[/stextbox]
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.

- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).

[stextbox id=’info’ defcaption=»true»]Изгиб ограничивается минимально допустимым диаметром.[/stextbox]
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Конструктивные разновидности устройств
Работа любого трубогиба или профлегиба основана на одинаковом принципе — фиксация трубы в месте наибольшего напряжения и гнутие по определенному диаметру с допустимым усилием. Однако реализация его может осуществляться разными конструктивными решениями. Выделяются такие основные конструкции профлегибов – намоточного, вальцовочного и арболетного типа.
Приспособления с прижимным роликом
Приспособления с прижимными роликами или вальцовочного типа. Основу конструкции составляют 2 ролика – опорный и обкатывающий. Нижний опорный ролик устанавливается стационарно в металлическом каркасе. Он имеет лузу с размерами трубы, а его диаметр соответствует диаметру изгиба. Сверху в контакт с опорным роликом входит обкатывающий ролик, который имеет возможность двигаться по его поверхности с прижимающей нагрузкой.
Угол изгиба трубы зависит от расстояния, пройденного обкатывающим роликом. Например, для изгиба на 90 °, он должен пройти четверть длины окружности опоры, а на 180 ° – половину. Для создания нужного изгибающего усилия подвижный элемент соединен с рычагом, который управляется обычно вручную.
Устройства намоточного типа
Принцип намотки на цилиндр реализуется таким образом. Один конец трубы надежно фиксируется. В месте изгиба она зажимается между опорным роликом и стационарным прижимным устройством. Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Оптимальный вариант – 2 неподвижных ролика с лузой нужной формы и размера.
Изгибание осуществляется за счет приложения нагрузки к свободному концу трубы. Она наматывается на опорный ролик. При изгибании трубы малого размера процесс можно обеспечить вручную, но для изгибания большой необходим гидравлический привод.
Приспособления арболетного типа
Арболетный трубогиб работает с использованием 3-х роликов. Труба в месте изгиба устанавливается на двух опорных роликах одинакового диаметра. Сверху на нее давит третий ролик, ось которого располагается строго посредине между осями опорных элементов.
Изгиб происходит по диаметру верхнего ролика, имеющего возможность вертикального перемещения, а фиксация обеспечивается опорными роликами. Технология изгибания не изменится, если перевернуть систему – опорные ролики сверху, а изгибающий ролик – снизу. В то же время, такой вариант позволяет создать усилие с помощью домкрата.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
 Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.Особенности гибки профильных труб
Профильные трубы изгибаются аналогично круглым изделиям, но во время работы по выгибанию следует учитывать определенные нюансы
:- Профильное сечение более подвержено деформации, причем добавляется крутящее искажение и сплющивание боковых стенок. Для исключения этого луза роликов должна строго соответствовать форме и размерам профиля. В обычной круглой лузе вероятность деформации велика.
- Минимальный диаметр изгиба определяется по высоте профиля (h). Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
- Особое внимание сварному шву. Он должен располагаться только сбоку.
 Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.
Когда надо согнуть трубу с высотой менее 20 мм, диаметр изгиба должен быть более 2,5h, а при высоте более 20 мм – 3,5h. При толщине стенки 1 и менее мм, гнуть не рекомендуется, т.к. велика вероятность деформации. Придется использовать сварку.Возможности изгибания без станка
Трубогиб или профлегиб необходим при строгом нормировании диаметра изгиба и при значительном размере трубы. Если диаметр изгиба не очень важен, а необходимо обеспечить определенный угол изгиба, то операцию можно осуществить вручную без специальных приспособлений.
Используются такие варианты:
- Заполнение полости трубы песком. Применяется мелкозернистый песок, который плотно засыпается внутрь. Торцы следует закрыть заглушками. Такое наполнение не позволит деформироваться материалу, а потому трубу можно гнуть по любому цилиндру вручную. Диаметр цилиндра, по которому производится гибка, не должен быть меньше минимально допустимого.
- Заполнение водой. Лучший вариант – заполнение полости с последующей заморозкой воды. Если концы трубы надежно загерметизированы, то ее можно смело гнуть по любому цилиндрическому шаблону.
- Роль амортизатора может эффективно исполнить пружина. Если надо согнуть трубу небольшой длины, то можно в ее внутренний канал ввести стальную пружину, которая будет плотно сидеть в полости. Такую пружину следует самостоятельно намотать из стальной проволоки.
- Изогнуть трубу без станка, по шаблону можно после предварительного нагрева с помощью газовой горелки.

Полезные видео
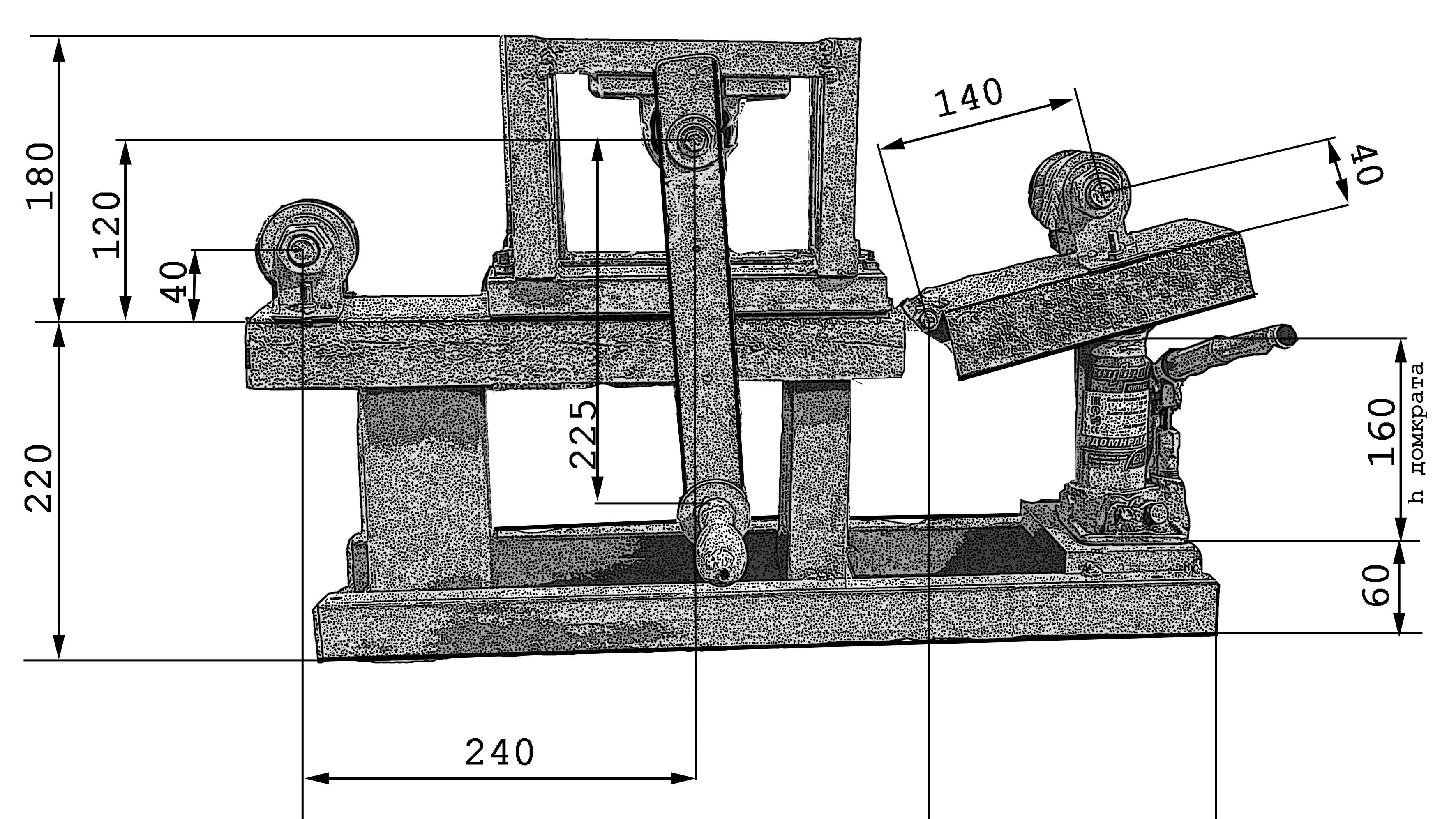
Размеры и чертежи самодельного трубогиба для профильной трубы:
[yvideo number=»eoWdXK1XdCI»]
Как сделать своими руками по чертежам, все элементы конструкции — свои, в том числе ролики, за исключением одной детали — протяжного вала, видео будет интересно тем, кто обустраивает домашнюю мастерскую, либо хочет сэкономить во время строительных работ:
[yvideo number=»vhUNvapJ4fQ»]
Самодельный гибочный станок из подручных материалов, цель — изготовление дуг для теплицы, смотрим:
[yvideo number=»uLPqia3Asv0″]
При изгибании необходимо помнить о том, что она склонна к деформации и повреждениям при такой операции.
- ТЕГИ
- трубогиб
Предыдущая статьяКак выбрать хороший качественный пузырьковый уровень? Настройка и регулировка, как выставить уровень во время работы
Следующая статьяЧто такое строительный степлер? Виды и назначение, как правильно вставить скобы самому
ЭТО ПРИГОДИТСЯ
В ТОПЕ ПРОСМОТРОВ
Самодельные трубогибы для профильной трубы
У мастеров и любителей, занимающихся изготовлением разного рода наружных конструкций, рано или поздно появляется необходимость использовать изогнутые элементы из профильной трубы. Для сгибания такого вида проката есть специальные станки, однако они достаточно дорогие. Как быть, если надобность в гнутом профиле возникает нечасто и хочется сэкономить? Ответ напрашивается такой — надо изготовить трубогиб для профильной трубы самостоятельно. Предлагаем разобраться, как решить данный вопрос.
Предлагаем разобраться, как решить данный вопрос.
Содержание статьи:
- 1 Почему для профильной трубы?
- 2 Что представляет собой инструмент для сгибания труб?
- 3 Что понадобится для изготовления инструмента?
- 4 Как собирается ручной трубогиб?
- 4.1 Как происходит сгибание трубы?
- 5 Заключение
Почему для профильной трубы?
Сейчас мы говорим исключительно о профильной трубе — то есть имеющей не круглый поперечный срез, а квадратный или прямоугольный, реже — овальный. Подобный прокат часто используется в качестве арматуры при строительстве разного вида сооружений, благодаря таким характеристикам:
- меньшему весу (и цене) по сравнению с цельнометаллическими элементами;
- форме, позволяющей компактно складировать, перевозить и прокладывать профтрубу, особенно по плоским поверхностям;
- возможности простого и удобного монтажа;
- повышенной прочности;
- стойкости к деформациям.

И если вы выбрали именно профильную трубу, но хотите сделать конструкцию закругленной формы, к примеру, теплицу, беседку, навес, арку, то прямой профиль придется гнуть специальным станком. Поскольку условие нашего эксперимента — минимальные денежные затраты, для работы будем брать самодельный трубогиб для профиля.
Что представляет собой инструмент для сгибания труб?
Трубогибом емко и логично называют профилегибочный станок, где равномерно сгибают профильную трубу так, чтобы она не сплющилась ни в каком месте. Просвет сечения сохранит свою конфигурацию, а сам профиль принимает форму дуги.
Станки, с помощью которых гнут профтрубу, в зависимости от типа привода бывают:
- электрическими;
- гидравлическими;
- механическими (ручными).

Ручной профилегиб BendMax
Трубогибочный станок Blacksmith
Трубогиб с электрическим приводом
Гидравлические трубогибы отличаются высокой мощностью и очень хороши тем, что не требуют применения физических усилий в работе. Если учесть их низкую стоимость, становится ясно, почему они широко используются в строительных бригадах. Однако трубогибы с гидравликой могут быть как компактными переносными, так и громоздкими. Разница в том, что для профтрубы какого диаметра они предназначены.
Станок последнего типа, для ручной гибки, можно сделать самостоятельно. Самостоятельно изготовленный инструмент обойдется намного дешевле, ведь почти все нужные материалы найдутся в любом гараже. К тому же собственный трубогиб можно собрать специально для планируемых задач, к примеру, под определенный радиус дуги.
Что понадобится для изготовления инструмента?
Основные конструктивные узлы и детали, из которых мы будем делать трубогиб:
- Для станины, где будет закреплен сам механизм, понадобится швеллер (уголок).
- Валки подходящего диаметра, которые будут задавать изгиб профильной трубе, можно подобрать или заказать в токарной мастерской.
- Также понадобится цепной механизм — шестерни с натянутой цепью, с помощью которых крутящий момент будет передаваться на валы.
- Натяжитель.
- Для регулируемого вала понадобится направляющая — ее можно сварить из двух уголков.
- В качестве элемента, приводящего барабан в движение, подойдет отрезок профтрубы.
- Винт регулировки.
- Любая ручка, подходящая для вращения.
- Болты для крепления колес.

Как собирается ручной трубогиб?
Из швеллера варится станина удобной для работы высоты, на ножках-опорах. На поверхности основания, посередине, закрепляется центральный ролик. Этот вал должен соединяться с прижимным винтом и с его помощью подниматься и опускаться. Центральный валок — главный элемент трубогиба, именно он и сгибает заготовку.
По обе стороны от центрального вала, параллельно ему, ставятся два вращающихся ролика. Задача этих второстепенных валков — облегчить сгибание трубы и не давать ей ложиться параллельно основанию, сохраняя изгиб.
Задача этих второстепенных валков — облегчить сгибание трубы и не давать ей ложиться параллельно основанию, сохраняя изгиб.
Три валка должны образовывать равнобедренный треугольник. Ограничивающие валики крепятся на одном месте, а можно предусмотреть возможность перемещать их относительно центрального. В этом случае вы сможете регулировать угол изгиба трубы.
На рабочей части валиков надо сделать бортики-направляющие из уголка, удерживающие заготовку в ровном положении, не позволяя ей «гулять». Направляющие помогают контролировать точность и равномерность изгиба. К одному из роликов подсоединяется привод.
Как происходит сгибание трубы?
В самодельный ручной станок на ролики помещается отрезок проката, который надо согнуть. При помощи винта профиль плотно крепится в одном положении. Затем, вращая ручку, прокручивают валы, одновременно протягивая трубу вдоль них. Сделав оборот прижимного винта для усиления давления, пропускают заготовку через ролики еще раз. Так постепенно достигается нужная кривизна дуги. При необходимости и настойчивости, профильный отрезок можно сгибать даже в кольцо.
При необходимости и настойчивости, профильный отрезок можно сгибать даже в кольцо.
Заключение
В том, чтобы самостоятельно сделать ручной трубогиб для профиля, нет сложностей или секретов. Так что необязательно покупать специальный станок, если заниматься гибкой вам надо лишь пару раз в год. Все что требуется — отыскать нужные составляющие, а собрать ручной трубогиб под силу практически любому мастеру. С помощью этого приспособления вы можете гнуть профильные заготовки в дугу с различным радиусом.
Гибочные станки, листопрокатные станки, решения для штамповки и резки
Гибочные станки, листопрокатные станки, решения для штамповки и резкиСвяжитесь с нами
Boschert USA является эксклюзивным североамериканским представителем технологически передовых европейских производственных линий от Boschert GmbH, Stierli-Bieger, PBT, Boschert Gizelis и AMB Picot. Наш портфель машин изменит вашу работу, чтобы удовлетворить потребности магазина будущего; повышение эффективности, производительности и производительности, а также повышение вашей способности заниматься новыми полезными проектами.
О нас
Обзор машин по маркам
Компания Boschert GmbH, базирующаяся в Германии, специализируется на высококачественных, «современных» станках с ручным управлением и станках с ЧПУ для штамповки, высечки, обработки медных прутков, плазменно-пробивных, лазерно-пробивных и планшетных волоконно-лазерных станков. Boschert, мировой лидер в производстве штамповочных, режущих и надрезных станков, стремится к постоянному совершенствованию и внедрению новых идей в практические приложения. Продукция Boschert известна тем, что сочетает в себе мастерство старого мира с технологиями нового мира. Будучи новатором, компания Boschert установила новые отраслевые стандарты точности и безопасности.
View Machines Вот уже более 80 лет компания Stierli-Bieger AG является мировым лидером в производстве горизонтальных гибочных и правильных станков. Благодаря широчайшему ассортименту машин для гибки и правки компания Stierli предлагает решения для самых разных отраслей с высокими требованиями — от производства стали до металлообработки, железных дорог и судостроения. Эти безопасные, компактные и точные станки варьируются от простых станков с ручной калибровкой до систем ЧПУ с лазерным наведением и производительностью от 9 до 900 тонн. Эти машины швейцарского производства доступны с инструментами и аксессуарами для применения от небольших кронштейнов до судовых рам, рельсов и конструкционной стали. Stierli придерживается запатентованной системы контроля качества, предоставляя клиентам гарантию долгосрочного партнерства.
Эти безопасные, компактные и точные станки варьируются от простых станков с ручной калибровкой до систем ЧПУ с лазерным наведением и производительностью от 9 до 900 тонн. Эти машины швейцарского производства доступны с инструментами и аксессуарами для применения от небольших кронштейнов до судовых рам, рельсов и конструкционной стали. Stierli придерживается запатентованной системы контроля качества, предоставляя клиентам гарантию долгосрочного партнерства.
Имея более чем столетний опыт и более 5000 станков, находящихся в эксплуатации по всему миру, французские листогибочные станки AMB Picot основаны на четырех ключевых концепциях: надежность, качество, простота использования и производительность. рентабельность. Благодаря последним технологическим достижениям трех- и четырехвалковые гибочные станки Picot могут сворачивать листовой металл самых разных форматов в бесконечные изогнутые, круглые или конические формы. Новое программное обеспечение Picot EasyRoll© на основе искусственного интеллекта делает гибку более интуитивной и безошибочной, учитывая предварительную гибку, пружинение и наиболее эффективные протоколы гибки. Picot обслуживает многие отрасли промышленности, включая архитектуру, промышленное производство, транспорт, общественные работы, аэрокосмическую промышленность, энергетику и строительство. Машины Пико одинаково хорошо подходят как для прототипирования отдельных изделий, так и для крупносерийного производства.
Picot обслуживает многие отрасли промышленности, включая архитектуру, промышленное производство, транспорт, общественные работы, аэрокосмическую промышленность, энергетику и строительство. Машины Пико одинаково хорошо подходят как для прототипирования отдельных изделий, так и для крупносерийного производства.
С 1991 года швейцарская компания Profile Bending Technology, или PBT, производит исключительные профильные гибочные станки и системы управления с ЧПУ, чтобы удовлетворить требования к точности, качеству и техническим характеристикам для широкого спектра применений и отраслей. Профилегибочные станки PBT используются для выполнения точных и воспроизводимых изгибов труб, стержней, уголков, Т-образных профилей, U-образных профилей, балок и нестандартных сложных профилей. Ведущие в мире технологии гибки профилей и системы управления с ЧПУ компании PBT используются во многих областях металлообрабатывающей промышленности: автомобилестроении, аэрокосмической промышленности, архитектуре, криволинейном освещении, производстве окон и фасадов, строительном оборудовании и конвейерных технологиях, кровельных системах и многом другом.![]()
Boschert-Gizelis предлагает производителям полный спектр инновационных листогибочных прессов и ножниц, чтобы удовлетворить потребности самых передовых производителей металлообработки. Boschert-Gizelis, немецко-греческое партнерство с производственными предприятиями в Греции, предлагает проектирование и разработку машин, а также полную линейку обрабатывающих машин. Обладая опытом и стремлением к инновациям и качеству, Boschert-Gizelis также имеет специальное подразделение робототехники для автоматизации гибки и резки. Компания твердо намерена инвестировать в исследования и разработки, стремясь предоставлять высококачественные технологически продвинутые продукты, а также разрабатывать новые продукты, отвечающие меняющимся требованиям быстро меняющейся отрасли листового металла.
Просмотр машинКоманда Boschert в США – сочетание опыта, навыков и дружеского стремления удовлетворить потребности клиентов:
Приложение
Наша команда инженеров работает с клиентами над созданием решений, отвечающих вашим требованиям, и решит проблемы, от которых отказались другие
Отдел продаж
Глубоко понимая потребности производителя, мы стремимся найти, создать и предоставить правильное решение для вашего производственного цеха
Обслуживание и запасные части
Мы стремимся к обучению и обслуживанию на протяжении всего срока службы вашей машины, оперативно и находчиво поставляем запасные части и аксессуары для вашей машины
Коллегиальность
Мы ставим наших клиентов на первое место. Мы гордимся тем, что мы отзывчивы, с нами легко работать, дружелюбны, гибки и любезны
Мы гордимся тем, что мы отзывчивы, с нами легко работать, дружелюбны, гибки и любезны
Подробнее о нас Запросить бесплатное предложение
Нам доверяют инновационные компании по всему миру
Главная | HAEUSLER AG – производитель круглогибочных станков
HAEUSLER – это не просто имя, HAEUSLER – это убеждение. Наши машины не только помогают вам быстрее достигать целей, но и отличаются легендарным качеством. Вот почему мы ежедневно стремимся не только удовлетворить высокие требования наших клиентов, но и превзойти их. HAEUSLER – Ваш партнер в области гибки.
НОВОСТИ HAEUSLER
ВЫСТАВКА
MF-Tokyo
Токио, Япония
УЗНАТЬ БОЛЬШЕ
12.7.2023 – 15.7.2023
Schweissen & Schneiden
Эссен, Германия
УЗНАТЬ БОЛЬШЕ
11.9.2023 – 15.9.2023
FABTECH USA
Чикаго, США
УЗНАТЬ БОЛЬШЕ ПОДРОБНЕЕ
11. 9.2023 – 14.9.2023
9.2023 – 14.9.2023
БЮЛЛЕТЕНЬ НОВОСТЕЙ
Ежегодное мероприятие WindEurope возвращается в Данию – родину ветровой энергии. Вся ветроэнергетика будет находиться в Копенгагене с 25 по 27 апреля 2023 года в Bella Center в течение трех дней.
ПОДРОБНЕЕ
С 27 по 29 сентября 2022 года в Гамбурге, Германия, пройдет выставка WIND ENERGY. Мы также будем там и приглашаем вас посетить нас на нашем стенде.
ПОДРОБНЕЕ
Полная автоматизация – высочайшее качество!
ПОДРОБНЕЕ
САМЫЕ ПОПУЛЯРНЫЕ ДОКУМЕНТЫ
Откройте для себя мир HAEUSLER. Все продукты, все услуги, проекты и многое другое.
Получите краткий обзор услуг и типов машин от HAEUSLER.
Откройте для себя новый 4-валковый круглогибочный станок HAEUSLER EVO.
Ознакомьтесь с нашими услугами и продуктами в области гибки труб.
Следуйте за нами!
Чтобы держать вас в курсе актуальных тем, мы также представлены для вас в социальных сетях – следите за нами в наших социальных сетях и получайте информацию о нашей компании, продуктах, карьерных возможностях и выставках.
HAEUSLER FACTS
лет опыта
С момента основания HAEUSLER выступает за инновации и новаторский дух
%
Коэффициент развития
HAEUSLER является лидером в разработке новых продуктов и в области автоматизированной гибки
Страны
HAEUSLER поставляет свою продукцию более чем в 100 стран мира
9003 0 Актуальные темы
HAEUSLER
Обзор продукции
Откройте для себя мир HAEUSLER. Все продукты, все услуги, проекты и многое другое.
ИННОВАЦИЯ
Ветряная мельница HAEUSLER Инновация для ветряных мельниц
С нашим обширным оборудованием для производства ветряных мельниц вы всегда найдете оптимальное решение. Эффективные машины, высокая производительность и комплексное обслуживание — вот что вы получаете с ветряными мельницами HAEUSLER. Узнайте больше о наших решениях для производства ветряных электростанций.
УЗНАТЬ БОЛЬШЕ
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
VRM 4-валковый круглогибочный станок Эффективный процесс гибки в деталях Круглогибочный станок с 4 валками VRM в нашем официальном документе.
 Узнайте о бесчисленных преимуществах гибочного станка VRM.
Узнайте о бесчисленных преимуществах гибочного станка VRM.УЗНАТЬ БОЛЬШЕ
ИННОВАЦИИ
HAEUSLER BENDtronic
ГИБКА ПРЕВРАЩАЕТСЯ В ИГРУ ДЛЯ ДЕТЕЙ
Революционная система BENDtronic® от HAEUSLER позволяет любому контролировать не только движения машины, но и сам результат гибки. Программное обеспечение имеет графическую поддержку и позволяет выполнять гибку за один или несколько проходов. Его также можно использовать для изделий любой формы, таких как цилиндры и трубы, овалы, резервуары или другие более сложные геометрические формы, вплоть до S-образных заготовок. BENDtronic® содержит различные вспомогательные инструменты, которые обеспечивают оператору оптимальную поддержку во время гибки.
УЗНАТЬ БОЛЬШЕ
WHITEPAPER
3-валковый круглогибочный станок HDR
Особенности и детальное сравнение -рулонные машины на рынке. В нашем всеобъемлющем техническом документе эти функции и преимущества показаны вам с помощью четких графиков.
 Узнайте об особенностях гибочного станка HDR.
Узнайте об особенностях гибочного станка HDR.УЗНАТЬ БОЛЬШЕ
ИННОВАЦИИ
Гибочные станки EVO
ЭВОЛЮЦИЯ ИЗГИБОВ
Низкие эксплуатационные расходы, повышенная производительность и простота использования: EVO обладает целым рядом замечательных преимуществ. Естественно, проверенное качество HAEUSLER – сделано в Германии.
УЗНАТЬ БОЛЬШЕ
Компания HAEUSLER сертифицирована
в соответствии с DIN EN ISO 9001.
Наша надежная система управления качеством в соответствии с DIN EN ISO 9001 гарантирует нашим клиентам неизменно высокое качество продукции и услуг.
К СЕРТИФИКАТУ
С лучшими рекомендациями
«СИЛЬНЫЙ ПАРТНЕР»
В компании HAEUSLER мы видим сильного партнера для нашей основной компетенции в производстве теплообменников из нержавеющей стали. Производственные требования согласованы друг с другом, и машины постоянно совершенствуются. От идеи до разработки, строительства и производства до сервиса — мы получаем все из одних рук.