Подготовка управляющих программ для станков ЧПУ в системе NX
Уровень сложности:
Длительность курса: 40 ак.ч.
График обучения:
Аннотация
Курс посвящен изучению программы NX по подготовке управляющих программ для станков с ЧПУ.
Курс является продолжением программы изучения основ твердотельного моделирования в программе NX или может проходиться отдельно, специалистами, имеющими представления о работе в системе NX.
В процессе изучения курса, Вы приобретете необходимые знания и навыки работы с модулем САМ.
Овладев навыками работы в программе NX, Вы с легкостью сможете создать управляющие программы для станков с ЧПУ.
Курс проводится в очной форме.
Знания и умения, полученные в результате обучения
По окончании курса, слушатели получат необходимые знания и навыки работы с САМ.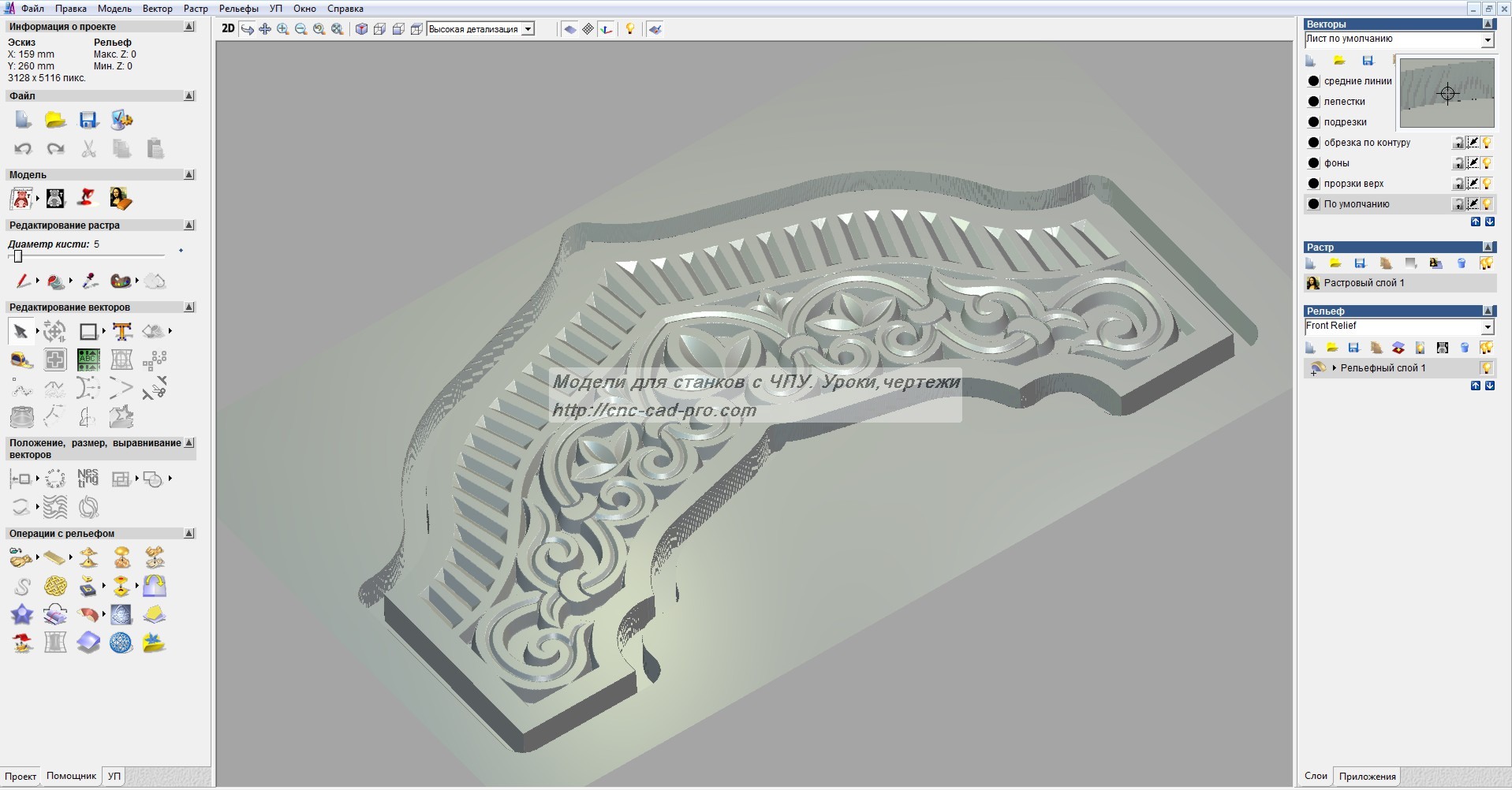
- Основные принципы работы в модуле САМ.
- Инструменты CAD в модуле CAM.
- Плоское фрезерование. Параметры операций обработки.
- Анализ модели. Моделирование заготовки. Помощник ЧПУ.
- Сверление. Центрование. Создание зенковок. Нарезание резьбы. Оптимальная траектория движения.
- Операции фрезерования.
- Разработка оснастки.
- Многоосевая позиционная обработка (3+2).
- 5-ти осевая непрерывная обработка.
- Токарная обработка. Параметры операции токарной обработки.
Преподаватели
- Бровкина Яна Юрьевна
- Степанова Анна Борисовна
Курсы связанных направлений
25 600 ₽
Расчёт стоимости с учётом возможных скидок
32 000 ₽
Скидки предоставляются в зависимости от количества слушателей,
суммы договора и других условий, оговариваемых с Заказчиком.
Расчёт стоимости с учётом возможных скидок представлен как справочная информация. Фактический размер скидки может несколько отличаться из-за округления значения суммы.
1. Введение: основные принципы работы.
2. Инструменты CAD в модуле CAM.
3. Плоское фрезерование. Параметры операций обработки.
4. Анализ модели. Моделирование заготовки. Помощник ЧПУ.
5. Сверление. Центрование. Создание зенковок. Нарезание резьбы. Оптимальная траектория движения.
6. Группа операций фрезерования:
- Контурные операции
- Операции черновой обработки
- Обработка по Z-уровням
- Построцессирование
- Операции вдоль потока
- Операции обработки криволинейного контура
- Изучение операций поиска и доработки вогнутых углов детали
- Гравировка.
 Фаска. Скругления
Фаска. Скругления
 Фаска. Скругления
Фаска. Скругления7. Разработка оснастки.
8. Многоосевая позиционная обработка (3+2).
9. 5-ти осевая непрерывная обработка.
10. Токарная обработка. Параметры операции токарной обработки.
CAM-системы для станков с ЧПУ
Содержание:
- Самое слабое звено – человек?
- Знакомьтесь: CAM-CAD системы
- Зачем все это нужно
- Как это работает
- Сколько стоит CAM-система и как не ошибиться при покупке ПО
- Основные CAM-системы, которые используются на российских предприятиях
Образ типичного станочника середины XX века – замасленный халат, кепка и традиционный карандаш за ухом, безвозвратно ушел в прошлое. Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», – почти все они теперь управляются электроникой и компьютерами.
Конечно, помощь человека нужна и этим «умникам». Но только для того, чтобы поменять содержимое их инструментального магазина, установить необходимую оснастку, произвести ряд настроек и привязку инструмента. А самое главное – обеспечить наличие соответствующей компьютерной программы. В ней должен содержаться набор последовательных команд с описанием всех необходимых операций, которые должен выполнить станок, график и траектории перемещения его подвижных органов, указания по геометрии и параметрам обработки детали.
Самое слабое звено – человек?
Оказалось, что человек для создания программ изготовления деталей на станках с числовым программным управлением (ЧПУ) подходит плохо. Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.
Так как во второй половине прошлого века начали активно развиваться системы автоматизированного проектирования (САПР) инженерных работ, при помощи которых, среди всего прочего, можно создать трехмерную графическую компьютерную модель любой детали, человек как создатель управляющих программ оказался лишним звеном. Его как слишком медленную прослойку между умными и исполнительными станками с ЧПУ, с одной стороны, и почти неограниченными возможностями программного комплекса САПР с другой, также заменило специализированное программное обеспечение.
Знакомьтесь: CAM-CAD системы
По-английски новый программный комплекс получил название CAM – ComputerAidedManufacturing (компьютеризированная подготовка производства), и вошел на правах одной из самых важных составляющих в систему программ САПР. Учитывая, что английское название последней – «Computer Aided Design System», сокращенно – CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ.
Использование CAM-систем позволяет проектировать технологические процессы, быстро синтезировать программы для станков с ЧПУ, моделировать процессы станочной обработки и многое другое. Однако все эти важные подзадачи чаще всего решаются на основе объемных геометрических моделей, которые являются продуктом работы CAD-системы. Поэтому в обиходе, справочной литературе и технической документации чаще встречается название CAD/CAM-системы, что указывает на тесную взаимосвязь этих двух понятий.
Зачем все это нужно?
Процессы подготовки управляющей программы при помощи компьютера и изготовление нужной детали на станке с ЧПУ происходят значительно быстрее, чем при выполнении этой работы традиционном способом. И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.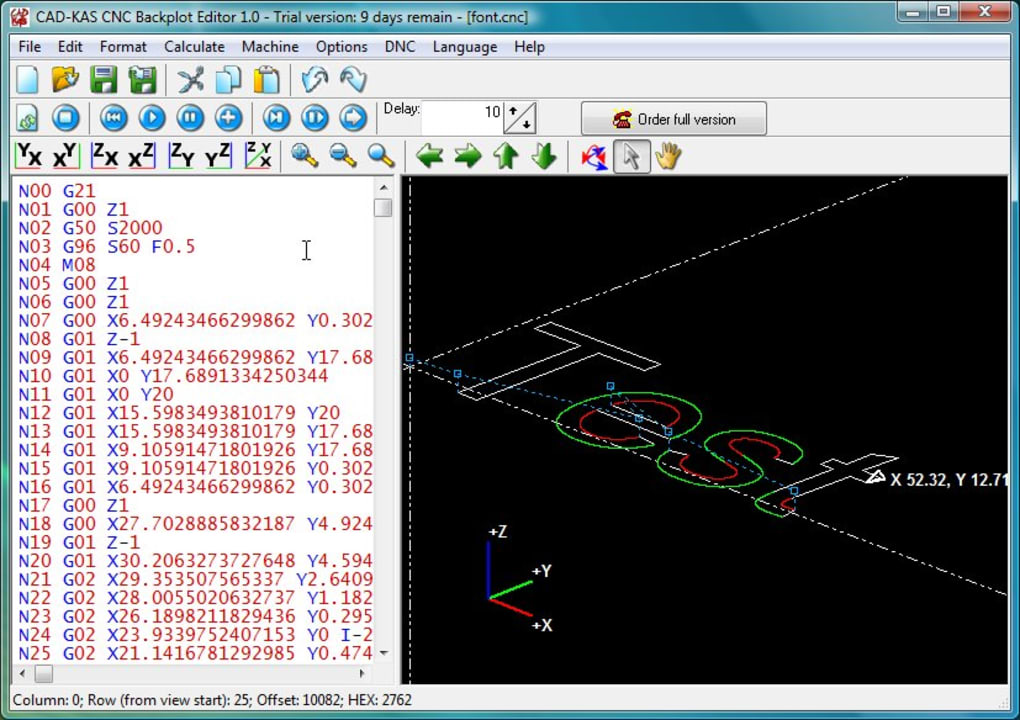
Кроме того, возможность создания и анализа виртуальной трехмерной модели сложнопрофильной детали до начала работ по ее изготовлению, во многих случаях позволяет избежать конструкторских и технологических ошибок еще на этапе подготовки производства. Специалисты считают, что современное машиностроительное предприятие может быть конкурентоспособным и успешно занимать свою нишу на рынке, если будет соответствовать трем условиям:
● сократит до минимума срок подготовки производства и вывода продукции на рынок;
● добьется меньшей себестоимости продукции, чем основные конкуренты;
● обеспечит наилучшее качество продукции.
Всего этого можно добиться только за счет использования современного оборудования, достижений науки и развития компьютерных технологий. Важнейшей из которых является использование в процессе производства станков с ЧПУ и мощной программной среды – CAM/CAD систем.
Как это работает?
В качестве исходных данных при создании программы управления станком, используются результаты проектирования из CAD-системы.
На практике обычная последовательность действий при изготовлении какой-либо детали на заказ, например, на 4-координатном фрезерном станке с ЧПУ, такова:
1. Создание 3D-модели по эскизу или чертежу.
Создание 3D-модели по эскизу или чертежу.
2.Создание управляющей программы на основе 3D-модели.
3.Передача программы в станок с ЧПУ.
4.Закрепление заготовки, выполнение операций 3-х осевой фрезеровки.
5. Выполнение операций 4-х осевой фрезеровки. Контроль размеров готовой детали.
Сколько стоит
CAM-система и как не ошибиться при покупке ПО?Приобретение лицензионного программного обеспечения до сих пор не стало привычкой наших компьютеризированных сограждан. Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть.
Во-первых, найденное в сети или переписанное у кого-то по случаю «вскрытое» ПО, скорее всего, нормально работать не будет. Во-вторых, если использование нелицензионного программного обеспечения обнаружится, штрафы и судебные санкции могут финансово «подрубить» даже достаточно крепкое предприятие. Поэтому лицензию на использование одной из CAM/CAD систем, которые в избытке представлены на рынке промышленного ПО, придется купить. Стоимость – от нескольких тысяч долларов.
Поэтому лицензию на использование одной из CAM/CAD систем, которые в избытке представлены на рынке промышленного ПО, придется купить. Стоимость – от нескольких тысяч долларов.
Основные CAM-системы, которые используются на российских предприятиях
● PowerMill. Разработчик – компания Delcam. Преимущества: 2,3 и 5-осевая высокоскоростная обработка 3D-поверхностей. Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире.
● MasterCam. Популярная CAD/CAM-система для многоосевой обработки. Последняя версия – MasterCam-X7. Разработчик – компания CNC Software. Почти 170 тысяч инсталляций в мире. Имеет модуль русификации.
● SprutCAM. Разработчик – компания СПРУТТехнология (Россия). В отличие от многих существующих в мире систем, поддерживает разработку управляющего программного обеспечения для многокоординатных фрезерных станков, а также станков электроэрозионного типа, учитывая 3D-модель кинематики станка.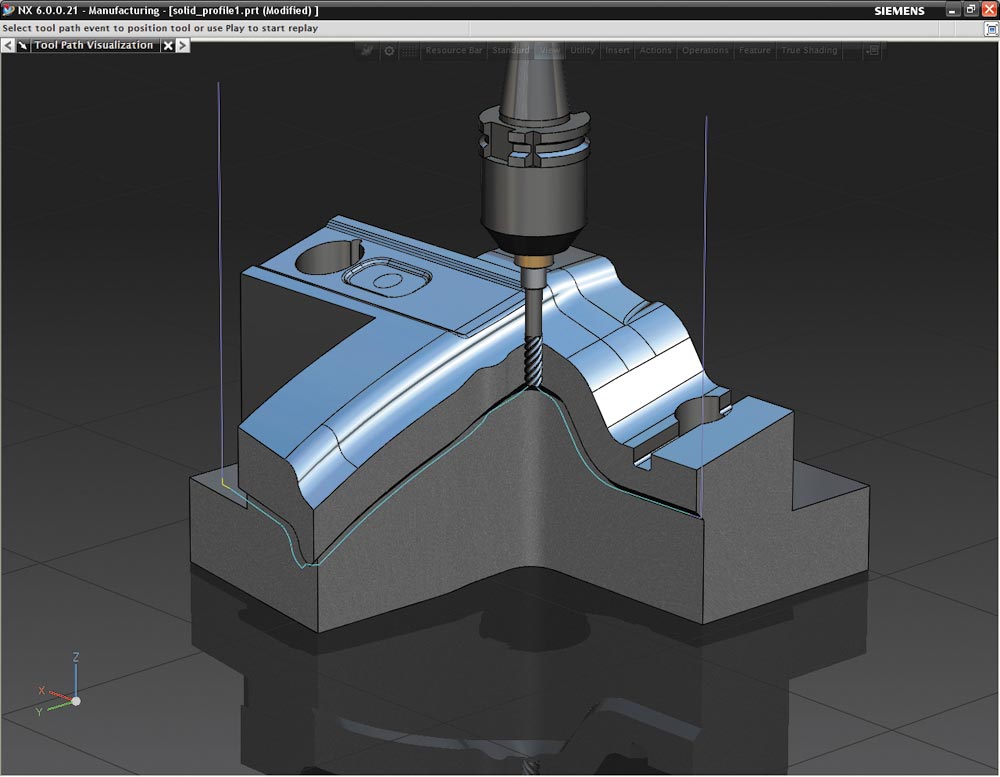 Создает достоверную 3D-модель станка, что позволяет виртуально просмотреть будущий процесс обработки детали. Все преимущества российского разработчика: удобный интерфейс, обновление версий, поддержка, приемлемая цена, наличие справочной литературы.
Создает достоверную 3D-модель станка, что позволяет виртуально просмотреть будущий процесс обработки детали. Все преимущества российского разработчика: удобный интерфейс, обновление версий, поддержка, приемлемая цена, наличие справочной литературы.
● ADEM. Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
● ESPRIT. Разработчик – компания DP Technology (США). Высокопроизводительная, многофункциональная, обучающаяся система среднего класса. Русифицированный интерфейс и справочная система. Лучше остальных программных комплексов поддерживает электроэрозионные станки.
● CAMWorks. Разработчик – Geometric Technologies Inc. (Индия-США). Работает в среде и по модели программного комплекса SolidWorks. Поддерживается работа с 2-х и 5-координатными фрезерными станками.
Перечисленные CAM-системы – наиболее популярны, изучены и активно используются на российских предприятиях. При выборе конкретного продукта и его версии, кроме возможностей программного комплекса и его цены, следует учитывать возможности своего станочного парка, наличие «горячей» линии или других видов поддержки русскоязычных пользователей, возможность бесплатного или более дешевого обновления до новых версий.
Автор статьи: ведущий технолог АО “КоСПАС” М.В. Ягупов
Основные этапы создания управляющих программ для станков с ЧПУ
Насколько сложно обеспечить создание управляющих программ к станкам с ЧПУ, какова последовательность формирования управляющих программ – об этом пойдет речь в данной статье.
Области применения фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ, предлагаемые компанией INTERLASER, предназначены для резки и раскроя листовых материалов – фанеры, МДФ и др., производства резных изделий из дерева, пластика (акрила, полиамида), мягких металлов и сплавов, искусственного камня.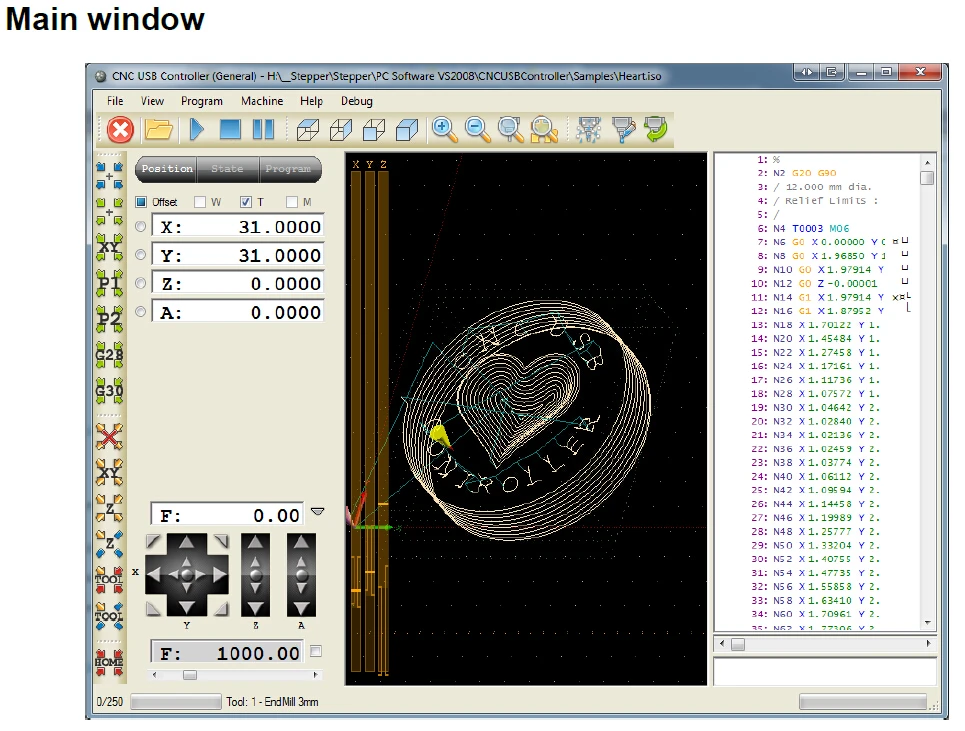 Существуют также специальные модели станков для обработки более твердых материалов – стали, мрамора, природного камня. Резные детали лучше изготавливать из дерева твердых пород – дуба, ясеня, бука.
Существуют также специальные модели станков для обработки более твердых материалов – стали, мрамора, природного камня. Резные детали лучше изготавливать из дерева твердых пород – дуба, ясеня, бука.
Фрезерные станки с ЧПУ – универсальное оборудование, получившее распространение:
Подготовка управляющих программ
Насколько сложно создавать управляющие программы для фрезерных станков с ЧПУ, и можно ли без специального образования самостоятельно справиться с их подготовкой? Что нужно знать и каков порядок разработки управляющей программы для обработки изделий необходимых размеров и формы?
Существует определенная последовательность действий, необходимых для обработки деталей на фрезерных станках с ЧПУ – об этом пойдет речь ниже.
Этапы процесса изготовления резных деталей на станках с ЧПУ
Условно технологический процесс обработки деталей на станках с ЧПУ, подготовка которого ведется в соответствии с новыми технологиями CAD-CAM, можно разделить на 3 основных этапа:
1.Компьютерное моделирование (СAD-система) – создание трехмерной (3D) модели будущей детали. Для проектирования 3D модели применяются специальные программы, в частности, SolidWork, 3ds max. Для сохранения созданного файла используется форма STL.
2.Продолжение работы – непосредственное создание управляющей программы в соответствии с созданной моделью и заданными параметрами обработки (CAM-система) – ведется в программе ArtCAM, TYPES, адаптированной для станков с ЧПУ. Подготовленный файл STL вносится в программу ArtCAM, после чего вводятся параметры процесса обработки, такие как глубина, последовательность резания, размеры готовой детали, типы инструментов и др. Все эти действия выполняет оператор станка. Сохранение внесенных данных выполняется в файле форматом, рекомендуемом для данной модели станка (информацию об этом можно найти в сопровождающей технической документации станка с ЧПУ).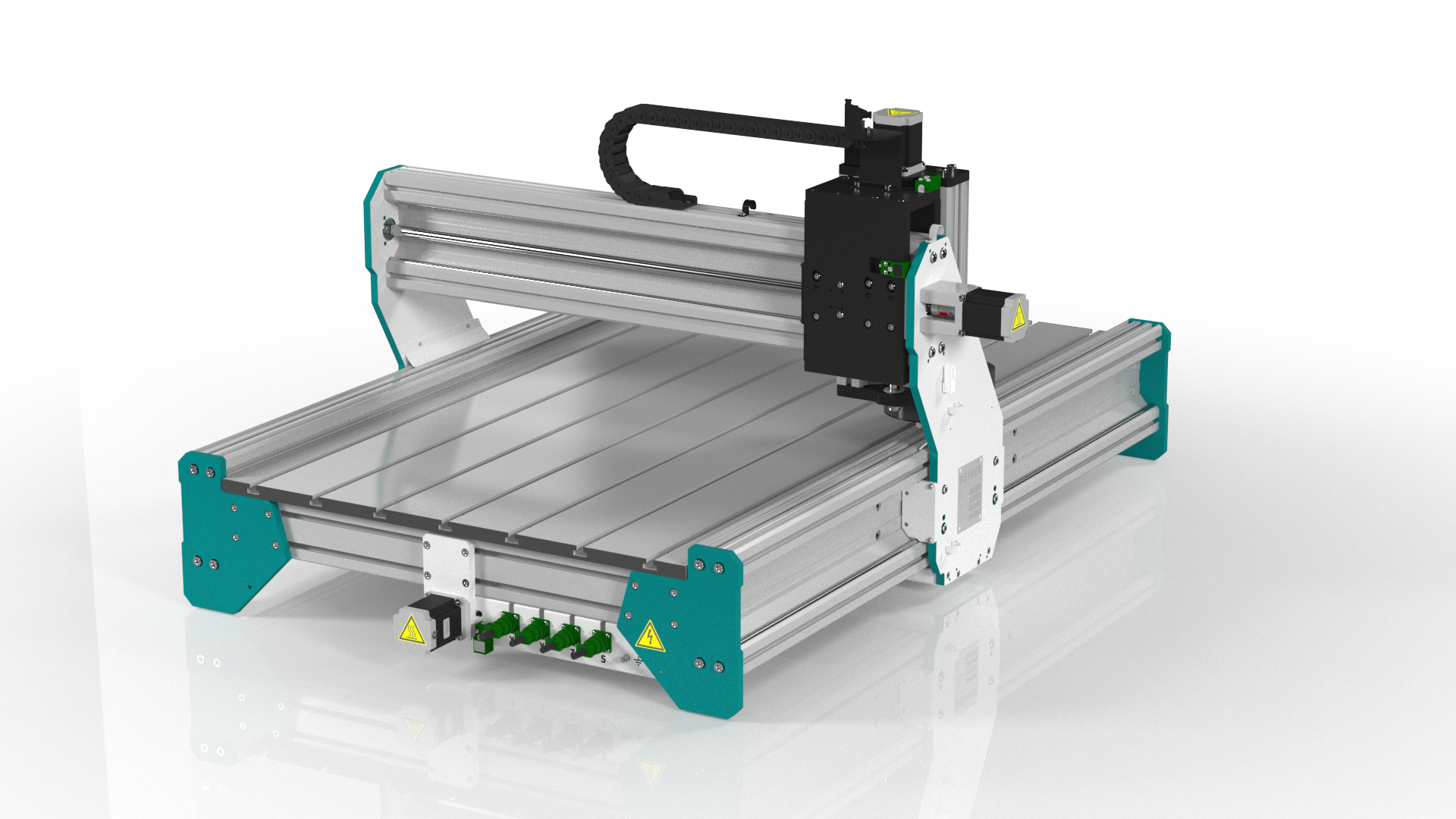
Станки, реализуемые компанией INTERLASER, рассчитаны на использование управляющих программ в G-кодах, предназначенных для программирования оборудования с ЧПУ. Более понятное объяснение: G-коды представляют собой команды, передаваемые к рабочим органам станка для выполнения заданной работы. Сохранение траекторий выполняется в файле CNC.
3.Обработка заготовки на станке по установленной управляющей программе.
Команды управляющей программы, установленной в компьютер станка с ЧПУ, считываются и передаются к рабочим органам, перемещая их с соблюдением заданных параметров, при этом может осуществляться движение, как круговое, так и линейное, и исполнение операций в заданной технологической последовательности.
Многофункциональный редактор управляющих программ для станков с чпу. CNC Editor
Make Your Life Easier!
Для Win2000 – Windows 10 (2016) (Server, x86, x64). Последняя версия: 3.1.10 build 130 . 30 января 2019.
Краткое описание:CNC Syntax Editor это простой в освоении, но мощный инструмент для редактирования, просмотра и анализа программ для станков с ЧПУ на основе G кода. Какие проблемы может решить CNC Syntax Editor?CNC Syntax Editor специализированный редактор G кода с подсветкой синтаксиса для станков с ЧПУ. Он имеет простой и интуитивно понятный интерфейс. Программа подойдет, как для новичков, так для опытных программистов. Редактор визуально разделяет команды и координаты для лучшего восприятия. CNC Syntax Editor поможет программистам для станков с ЧПУ, операторам, настройщикам станков, инженерам на производстве, студентам, и всем тем, кто работает с программами для станков. CNC Syntax Editor позволяет составлять, редактировать, просматривать и изучать программы для станков с ЧПУ на основе G кода . Редактор имеет ряд специализированных функций. Идеально подходит для быстрого редактирования и финальной доводки. Начните пользоваться CNC Syntax Editor прямо сейчас!После установки CNC Syntax Editor, запустите его “Пуск->Программы->CNC Syntax Editor”. |
 С простым настраиваемым интерфейсом, как для новичков, так и для опытных программистов.
С простым настраиваемым интерфейсом, как для новичков, так и для опытных программистов. Выберите тип машины из выпадающего списка и откройте файл для редактировать через меню “Файл->Открыть”. Для создания новой программы для станка с ЧПУ выберите “Файл->Новый”. Теперь можно приступать к редактированию или составлению программы в появившемся окне редактора.
Выберите тип машины из выпадающего списка и откройте файл для редактировать через меню “Файл->Открыть”. Для создания новой программы для станка с ЧПУ выберите “Файл->Новый”. Теперь можно приступать к редактированию или составлению программы в появившемся окне редактора.Ключевые особенности:
Редактор для программ с поддержкой отмены и повторения. Ряд команд и горячих клавиш, которые есть в каждом обычном текстовом редакторе, для быстрой и продуктивной работы. Работа без боязни случайно потерять код, поскольку программа запоминает последние 1024 изменения, и позволяет легко вернуться назад.
Неограниченный размер файла. CNC Syntax Editor поддерживает файлы программ для станков ЧПУ размером до 2 ГБ. В дополнение, вы можете открыть и редактировать несколько программ одновременно, копируя куски кода между открытыми окнами.
Сравнение файлов. CNC Syntax Editor позволяет построчно сравнить два файла. CNC Editor использует приложение WinDiff для этой задачи.
Хранилище (репозиторий) кода. В CNC Syntax Editor вы можете составить свой каталог программ или частей программ, а затем быстро искать по этому каталогу и вставлять во вновь создаваемые программы. Можно помещать куски кода для деталей в репозиторий.
Загрузка осуществляется через другое наше ПО DNC Precision , в котором имеется большой список поддерживаемых станков. Можно передавать программа в станок в фоновом режиме.Нумерация строк. CNC Syntax Editor может добавлять, изменять или удалять нумерацию строк. Используется стандартный формат Nnnnn, с задаваемым шагом и количеством цифр.
Сдвиг/Масштабирование/Зеркалирование. CNC Syntax Editor может смещать, масштабировать или зеркально отражать выбранные координатные оси во всем файле или его части.
Добавление или удаление пробелов. Добавление или удаление пробелов между командами в G коде для улучшения читаемости или уменьшения размера файла соответственно.
Смена осей. Эта функция позволяет заменить одну ось на другую.
Поворот. Поворот всей детали на заданный угол вокруг заданной точки.
Другие полезные функции. Удаление осей, подстройка скорости перемещения и подачи инструмента, подсчет габаритных размеров, поиск по файлам в папке и много другое.
Эмуляция прохода инструмента. Пошаговая отладка и просмотр выполнения программы в замедленном или ускоренном режиме. Позволяет графически проверить создаваемую программу перед отправкой ее на станок с ЧПУ.
CNC Syntax Editor поставляется в нескольких версиях, отличающихся набором функций и количеством обслуживаемых машин/контроллеров. Также доступна полностью бесплатная версия, которая ограничена размером передаваемых программ для станка. Подробное сравнение всех версий .
Garden of Eden Creation Kit (G.E.C.K.) – это великолепный редактор для игры Fallout3 , с помощью которого вы можете вносить всевозможные изменения в игру. Абсолютно все, что есть в игре, было добавлено в неё с помощью этого редактора.
G.E.C.K. позволяет вам создавать ваши собственные локации (города, подземелья и т.д.) и заполнять их персонажами, монстрами и историями. Вы можете добавить в игру новые расы, классы, оружие, квесты и всё, что только сможете придумать.
Кроме того, вы можете изменить исходные данные игры. Вам не нравится скорость передвижения? Измените настройки перемещения. Вам не нравится баланс игры? Исправьте… Всё это можно сделать здесь.
Наиболее мощной функцией редактора является возможность создания новых данных и квестов, которые сохраняются в виде плагинов. Вы можете разместить плагин в интернете, чтобы и другие игроки могли увидеть ваши квесты и локации. А поскольку ваш новый мир – это плагин, который сохраняется в отдельном файле *.esp , его можно без ущерба добавлять в уже существующую игру и также исключать из нее.
Еще одной великолепной особенностью редактора является возможность создания совершенно новой игры, никак не связанной с оригинальной. Дерзайте! А команда Tiarum поможет вам в этом и желает вам достижения поставленных целей и успеха!
Скачать редактор можно на официальном сайте :
- Обновление GECK до версии 1.5 (1,3 МВ)
Скачать редактор G.E.C.K. вы можете также непосредственно на Tiarum Wiki :
- Базовая версия редактора GECK для игры Fallout 3 (архив 7z, размер 7,96 MB)
- Обновление GECK до версии 1.5 (архив 7z, размер 1,1 МВ)
Откройте G.E.C.K. и начните прямо сейчас!
Официальные обучающие руководства .
Сделайте свой собственный тур по GECK вместе с серией руководств “Мое первое убежище “, которые написаны специально для Вас разработчиками Bethesda Game Studios . Эти официальные туториалы шаг за шагом приведут Вас к нужным навыкам, которые позволят Вам успешно создать свое первое собственное убежище в игровом мире. В дальнейшем Вы сможете разделить его со своими друзьями или с интернет-сообществом игроков. Руководства оснащены вспомогательными файлами в качестве примера!
| № | My First Vault Tutorial Series | Серия руководств “Мое первое убежище” | Файлы примеров (плагины) |
|---|---|---|---|
| 1 | Setting up the GECK | Установка GECK | – |
| 2 | Layout and Using Kits | Создание уровня | Example Layout Plugin |
| 3 | Cluttering and the Object Palette | Расстановка предметов интерьера и палитра объектов | Example Clutter Plugin |
| 4 | Navmesh | Навигационные модели перемещений NPC – NavMesh | Example Navmesh Plugin |
| 5 | Population: Monsters and NPCs | Население: Монстры и NPCs | Example Enemies Plugin |
| 6 | Population: Traps & More | Наполнение мира: Ловушки & другое | Example Traps Plugin |
| 7 |
Таки бесплатная или все же “Trial will expire 31.12.2015” ?ПОДПИСЬ:
Испытал эту прогу:Цитата
“ – трансформацию УП: отражение, поворот, сдвиг… Кстати, работает с большими УП, порядка нескольких миллионов кадров.Ты бы хоть сам испытал это чудо, открыл файл с 1 млн. строк, а потом лез на форум и во всеуслышание заявлял об этом, да еще и бесплатном “этом”.
Цитата“ Испытал эту прогу:
1) Открывал файл 50Мбайт: время открытия файла – 0.5 минут, время построения модели – около 45 минут!!! За-ши-би-сь!
2) Памяти оперативной компьютерной отжрало более 500 Мбайт!!! За-ши-би-сь!
Ты бы хоть сам испытал это чудо, открыл файл с 1 млн. строк, а потом лез на форум и во всеуслышание заявлял об этом, да еще и бесплатном “этом”.Ну чего ты кричишь? Я работаю с ней кажный день и все грузится. У меня УП на 50МБ – это норма. Некоторые доходят до 170МБ. Правда машина у меня некислая, видяха NVidia GeForce GTX 460. Ну тут сорьте дяденьки. Как-то я об этом не подумамши.
Вот гружу прогу на 55МБ. Отъело памяти с 560МБ до 773МБ, итого 213МБ. Вроде не так много, у меня ее 4Гига доступных в ХР-шке.Но софтина безплатная. Там для понту написано, что триал. Кому надо – работайте спокойно.
Стоп! Но мы работаем в этой проге лет 10. Пентиум3 в то время открывал такие программы за несколько минут. Что-то у тебя не так. Или ты по незнанию чего-то кликнул. Возможно ты нажал кнопку “Run/Pause”. Дык это визуализатор, который проигрывает выполнение программы. Он и должен выполнять все так, чтобы было видно движение фрезы. А так графика грузится несколько секунд.
Там есть вкладки: Explorer, NCView, Config. Вот Explorer – это вкладка для быстрого просмотра и работы с файлами. Вкладка NCView – там загружается в память код программы и тогда ипстественно память и отъедается. На загрузку тоже уходит время. Зато мы имеем возможность прокручивать выполнение программы, анализировать текст УП, сопоставляя его с графикой.
Там на сайте есть Help-файл. В нем пока не все, времени не хватает. Но на вопросы ответить могу.
Одна просьба: парни, не впадайте в истерику, это мешает всем работать и понимать. Может лучше просто попытаться разобраться?
Technolog, неадекватам тут не место. Иди и получше разберись со своей прогой, а потом и нам предлагай!
Цитата“ Technolog, неадекватам тут не место. Иди и получше разберись со своей прогой, а потом и нам предлагай!
Цитата“ Вообще-то я выложил эту прогу в расчете на тех, кто не только интересуется новым и полезным, но и способен это изучить и понять, терпеливо и внимательно.
А один раз потыкавшись и ничего не поняв, делать выводы – это не наш путь. У нас все работает, повторю: много лет – АДЕКВАТНО, правильно, удобно, функционально…
Сорь, ничего личного. Задавай вопросы, если есть потребность. Но на дверь указывать не надо. Я ведь никому тут не хамлю и не нападаю на людей.Кстати, так получилось, что CNCView попала в руки забугорным программерам. Там почему-то оценили.
Это у нас что, менталитет такой – материть на чем свет своит любое благое деяние?!! Или просто у нас положительные и просто конструктивные отзывы не принято оставлять?Сравни хотя бы с CIMCO Edit http://www.cimco.com/ …
Цитата“ Нет, ну посмотрите на него! Еще и обвиняет меня в том, что я не конструктивный отзыв оставил. Тебе что, еще видео заснять и тут выложить о том, что файл в 50мег визуализируется в течение получаса? Тогда совсем тебя опозорю!
Написал прогу и ждет только положительных отзывов.Сравни хотя бы с CIMCO Edit http://www.cimco.com/ …
Ок! Готов конструктивно? Изволь. Можешь описать свои действия, чтобы я смог смоделировать такую же ситуацию у себя? Я ж тож могу видео выложить, как у меня все работает, причем даже на Pentium3. Я же русским печатаю: МОЖЕТ ЧТО-ТО НЕ ТАК ДЕЛАЕШЬ? Давай обсудим, запарило уже препираться.
Quote“ нет, ну посмотрите на него! еще и обвиняет меня в том, что я не конструктивный отзыв оставил. тебе что, еще видео заснять и тут выложить о том, что файл в 50мег визуализируется в течение получаса? тогда совсем тебя опозорю!а чего так орать то? с тебя деньги взяли или чего недодали?
не нравится – сотри и забудь. а на неадеквата в зеркале посмотри…
Цитата“ Не нравится – сотри и забудь.Так и сделал.
Цитата
“ А на неадеквата в зеркале посмотри…И ты тоже не забудь туда же…
Men чего то вспомнился…
Удивительно что в этой бессмысленной перепалке мой вопрос тихо замят был;-)ПОДПИСЬ: Нет ничего в природе, чего бы человек с головой и руками не мог сломать!
Цитата“ Удивительно что в этой бессмысленной перепалке мой вопрос тихо замят был;-)Простите, я думал, что это шутка. Разработчик обещал именно бесплатную прогу.
Дык никто ничего и не требует: бери, тестируй, работай если понравилось.Интересно конечно, какие возникли сложности и замечания? На данный момент ближайших пользователей у нас около десятка – профессиональных программистов. Пользуемся, исправили то, что нам показалось существенным.
Теперь стало интересным общественное мнение. Понятно, что на всех не угодишь, но как минимум интересно узнать и попытаться что-то улучшить.За перепалку звиняйте: хотелось получить-таки от человека вразумительное объяснение поблемы. Он же человек, инженер, значит способен описать предмет обсуждения. Но не вышло, агрессивный. Возможно следует удалить ту часть постов как оффтоп.
Повторюсь: программа бесплатная
Спасибо
Протестировать ваше творение не могу ибо не пользуюсь иными творениями одной очень мелкой и мягкой компании.“Trial will expire 31.12.2015”
ПОДПИСЬ: Нет ничего в природе, чего бы человек с головой и руками не мог сломать!
По вопросу о триале:
Приношу свои извинения: я не правильно понял разработчика. Программа действительно работает до конца 2015 года. Думаю, что за эти 4,5года срок огранияения изменится.Ниже даю ссылку на видео, как CNCView визуализирует обработку размером в 2500000 строк:
http://www.youtube.com/embed/zyb7-BBt2IU?hl=ru&fs=1
Если засечь время от клика на файле до отображения на экране всех переходов, то получим около 16сек. Для такого файла это вполне приемлемое время отображения.
Ах вы негодяи! Бесплатно раздаете тут софт ЧПУ-шной направленности. Более того! Намекаете что лет через 5 он может еще и платным стать!!! БЕСПРЕДЕЛ!
–
CIMCO конечно поинтересней… там есть еще отображение результата обработки, зарезы и много другого. Но он и подороже. Хотя для ЧПУ это почти бесплатно. С делкамом не сравнить.
Если бы я постоянно работал в обработке более или менее сложных деталей – то CIMCO купил бы. А сейчас то мне даже CNCView многовато с моими нынешними 2D работами. Но иногда и на моем 2D может пойти. Так же можно подачи ручками откорректировать где почти по воздуху инструмент идет… Типа побыстре прогу сделать если она раз 20-30 хотя бы выполняться будет. Да.. если это делать прям в G-коде и делать в этой проге… то в проге пожалуй повеселее будет.
–
Морф чего-то сравнивает профессиональный софт, с софтом писанным для соби. Не хош не бери. Нибось включил визуализацию с задержкой визуализации встроенным в прогу.. Замедлитель ведь сделан для того чтобы при необходимости можно было рассмотреть движение с той скоростью, с которой тебе надо. Вплоть почти до покадровой. Кста я не нашел по быстрому файла в 50 метров, но 13-ти метровый файл в пол миллиона строк на моем ноуте с T5600, двумя гигами памяти и радеон Х1700 с 512-ю памяти эмулировался 2 минуты.
–
Сам программлю, и вижу сколько тут работы. Представьте себе, что каждый ваш клик в проге запускает выполнение нескольких функций.. да че тут рассказывать. Кто программил, тот знает как ловить потом перекрестное влияние обработки событий, учитывать все состояния.. Я думаю что вот эта маленькая прога скорее всего имеет мегабайтик другой кода. А мегабайт кода – это буковки, циферки и знаки препинания написанные ручками. Ну не Лев Толстой конечно, но уже книга страниц от 100 до 400 .
–
Мурф, а Вам слабо слабать что-нить подобное, и бесплатно раздать? Может тогда и поплюемся тут? Или наоборот молиться начнем на Вас.
Чуть замучался с массштабированием, т.к. ZoomAll не нашел кнопки и вобще инструментов зуммирования не нашел кроме мыши, а у меня файлы обработки до 2000х3000 мм…. пока домассштабируешся до этого поля.. И алгоритм ускорения\замедления зуммирования на большом\маленьком масштабе страдает. На большом масштабе медленно зумит, а на маленьком быстро. Правда, насколько я знаю, этот алгоритм в любом софте работающем с 3D так или иначе страдает. И примерно понимаю почему. Не простая должно быть это задача связать видимую проекцию с точкой наблюдения, глубиной и может еще с чем нить и вычислить правильные коэффициенты ускорения\замедления.
Механизма встраивания постпроцессоров не видать, но на мою стойку подошло.
А вообще глюков так не заметил. Обычно программы писанные для себя то там, то тут глючат. У самого так..
Типа: “…а зачем доделывать – я же знаю что тут глюк, а кода там для устранения глюка много писать, а лень…”.
Проверка/Оформление/Редактирование: Мякишев Е.А.
Проверка и подготовка
После того, как слайсинг будет выполнен, вы увидите созданный им результат. Вы можете вращать модель, инспектируя ее со всех сторон – послойно или сразу по несколько слоев. Кроме того, можно визуализировать то, как будет перемещаться экструдер. Таким образом, вы еще до начала печати можете проверить, все ли правильно, что может сэкономить вам и времени, и денег.
- Print . Эта кнопка запускает печать напрямую. Если Repetier-Host подключен через Repetier-Server , то G -код будет отправлен в Repetier-Server , что даст старт процессу печати. Следовательно, Repetier-Host можно будет закрыть.
- Save to File . Кликните тут, чтобы сохранить сгенерированный G -код на жесткий диск. Сохранение будет выполнено без дополнительных стартового и конечного фрагментов, хранящихся в Printer Settings .
- Save for SD Print . Здесь вы сохраняете G -код для печати через SD -карту, включая дополнительные стартовый и конечный фрагменты, а также команды для завершения печати, которые хранятся в Printer Settings . Если принтер запущен через Repetier-Firmware , то G -код можно сохранить в двоичном формате. SD -карта должна быть в компьютере – это значительно быстрее, чем если бы она была подключена к принтеру. Если SD -карта в принтере, то G -код нужно сохранять через вкладку SD Card .
- Save to Server . Если Repetier-Host подключен к Repetier-Server , то G -код можно сохранить в Repetier-Server . Посмотреть превью-изображение и запустить печать от Repetier-Host можно будет во вкладке Server , расположенной в Repetier-Server .
Для редактирования G -кода нажмите Edit G-Code .
Из чего состоит редактор G-кода
У редактора G -кода тоже есть свои настройки, пускай и немного. Когда слайсинг будет завершен, вкладка Slicer автоматически сменится на G-Code Editor , а в окне редактора появится только что сгенерированный G -код – код, сгенерированный слайсером. Это главный код, в котором описывается то, как будет выполняться печать объекта. Но помимо него есть и другие типы кода – так называемые «G-кодовые скрипты» . Они сохраняются как часть текущей принтерной конфигурации, когда вы нажимаете кнопку сохранения данных (это кнопка с изображением дискеты – вторая слева). Причем она появляется только тогда, когда в редакторе имеется какой-нибудь G -код. При переключении принтерной конфигурации эти файлы поменяются на те, что сохранены в новой конфигурации.
Предварительно заданные G-кодовые скрипты
Repetier-Host позволяет задать девять G -кодовых скриптов: для запуска, завершения, паузы и остановки (kill ) печати, а также несколько собственных (но не более пяти), которые можно использовать для чего угодно. К примеру, для калибровки. Задать эти скрипты можно в меню Printer Settings > Scripts .
Кнопки для запуска скриптов с 1-ого по 5-ый находятся на вкладке Manual Control. Если вы проведете курсором над какой-либо из этих скрипт-кнопок, то увидите всплывающее сообщение с объяснением, для чего эта скрипт-кнопка предназначена. Чтобы запустить скрипт, просто кликните на соответствующую кнопку.
Коды для запуска и завершения печати
G -код для принтера – это по сути сборный комплект, который можно описать по принципу «Код для запуска печати + G-код + Код для завершения печати» . Следовательно, если вы сохраняете G -код или отсылаете его на печать, это всегда значит, что он будет состоять из трех этих фрагментов. Как правило, коды для запуска и остановки печати задаются в настройках слайсера.
Коды для паузы и остановки (kill) печати
Еще две команды для управления печатью – это пауза и остановка (не завершение, а именно остановка – например, при аварийной ситуации). Скрипт отправляется принтеру при нажатии на кнопку. Скрипт для остановки, как правило, используется редко, а вот «пауза» – более востребованная команда. Она может пригодиться, к примеру, при переключении с одного филамента на другой или при добавлении к объекту «чужеродных» объектов (например, орехов при печати каких-нибудь кондитерских изделий), чтобы потом снова запустить печать и заплавить эти объекты при помощи вновь добавленного филамента. Во всех этих случаях нужно чтобы экструдер был подальше от создаваемого объекта, и для этого можно воспользоваться командой G1 – она как раз отдаляет объект от экструдера. При этом Repetier-Host запоминает, где печать была поставлена на паузу, и после выполнения необходимых действий вновь ставит экструдер в нужное место.
Во время паузы не следует делать следующие вещи:
- Возвращать оси в исходное положение
- Переопределять координаты с помощью G92
- Перемещать ось Z на более глубокую позицию
Действия, которые можно делать во время паузы:
- Переключаться между относительными и абсолютными координатами (например, чтоб поднять экструдер)
- Перемещать экструдер
- Выдавливать филамент
- Сбрасывать координаты экструдера
- Менять температуру (сбросить температуру при помощи Repetier-Host нельзя)
Скрипты с 1-ого по 5-ый
Ими можно воспользоваться, если у вас есть какие-то часто выполняемые задачи. Во вкладке Manual Control находится пять кнопок, с помощью которых эти скрипты отсылаются принтеру. Чтобы просмотреть или изменить скрипт, нажмите на него правой кнопкой мыши.
Новый файл / Сохранение
В верхней части редактора расположена панель с несколькими кнопками. Две из них особенно важны.
Первая (та, что расположена левее всех и изображена в виде загнутого листочка) – это кнопка создания нового файла. Она удаляет из редактора все содержимое.
Следом за ней идет кнопка сохранения (она изображена в виде дискеты), функция которой – сохранение G -кода в выбранный файл. Все остальные скрипты сохраняются как часть текущей принтерной конфигурации.
Вкладка Help
Не все знают, что такое G -код. На этот случай внизу редактора есть вкладка Help – она показывает, что означает выбранный в данный момент G -код. Впрочем, там будут отображаться не все команды, а объяснения некоторых команд, к тому же, будут неверными. Это происходит из-за того, что некоторые команды имеют одинаковые названия, но в разных прошивках выполняют разные функции. Впрочем, самых важных команд это не касается – они для всех принтеров одинаковы.
Вкладка Visualization
Когда G -код загрузится, слева будет показана слоеная модель (если эта функция не будет отключена). Как правило, высокие фрагменты модели загораживают собой низкие. Тут может помочь вкладка Visualization , расположенная в нижней части редактора – ее функционал позволяет настроить, какой фрагмент модели будет показан в окне слева. По умолчанию будет показан весь объект целиком, но вы также можете задать, чтобы видеть лишь один слой или какой-то диапазон слоев. Если вы хотите посмотреть код, соответствующий выбранным слоям, то это можно определить по статусной строке, расположенной в самом низу редактора. Она показывает слой, а также расположение курсора. К примеру, запись «R6 C26» будет обозначать, что курсор стоит на 26 позиции 6 строки . Если в этой строке будет команда, «приказывающая» сделать принтеру какое-то движение, то это движение высветится в превью-окне. Если выделить в редакторе несколько строк, то в превью-окне отобразятся все движения принтера, соответствующие этим строкам.
Многофункциональный редактор управляющих программ для станков с ЧПУ
Андрей Матвеев, Прокопий Николаев
Современные CAM-системы имеют развитые возможности генерации управляющих программ для станков с ЧПУ. В подавляющем большинстве случаев для этого используются входящие в состав программных продуктов постпроцессоры. Применяемые в настоящее время постпроцессоры характеризуются высокой гибкостью и позволяют создавать управляющие программы любой степени сложности практически для любого оборудования с ЧПУ. По типу постпроцессоры делятся на табличные и основанные на языках программирования. Табличные постпроцессоры проще в настройке и использовании. Тем не менее для их корректной работы требуется грамотная настройка. Языковые постпроцессоры предоставляют наибольшее количество возможностей, но предъявляют самые высокие требования к специалистам, осуществляющим их разработку и отладку. Таким образом, использование современных средств генерации управляющих программ подразумевает предварительную подготовительную работу высококвалифицированных (а следовательно, высокооплачиваемых) специалистов.
Наряду с этим существует ряд технологических задач, не требующих всего потенциала современных постпроцессоров. К ним, например, относится подготовка простейших программ без использования CAM-систем.
При отладке постпроцессоров встает задача оперативного просмотра выходного NC-кода с визуализацией траектории инструмента. При этом желательно иметь возможность одновременного отображения нескольких траекторий, а также обрабатываемой детали.
Еще одной часто выполняемой операцией является оперативная модификация небольшого фрагмента кода управляющей программы. Такая потребность возникает в тех случаях, когда повторная генерация измененной программы экономически невыгодна или невозможна. Например, программа, поднятая из архива, может не иметь сопровождающей исходной модели изделия. В этом случае генерация нового варианта невозможна. Кроме того, модификация использованного постпроцессора может быть нецелесообразна ввиду незначительности требуемых изменений.
Описанные выше и некоторые другие задачи могут быть решены с помощью разработанного универсального графического редактора управляющих программ, позволяющего специалисту провести верификацию и, при необходимости, отработку управляющей программы.
Данный графический редактор обладает богатым набором функциональных возможностей, призванных ускорить разработку программ для станков с ЧПУ и обеспечить верификацию кода программы на этапе разработки. Графический редактор состоит из двух основных компонентов: окна редактирования текста управляющих программ и графического окна отображения траектории движения инструмента (рис. 1).
При открытии файла текст программы отображается в окне редактирования. Переход курсора от кадра к кадру сопровождается изменением отображения траектории в графическом окне, что позволяет увидеть сделанные изменения в режиме реального времени.
Наряду со стандартными функциями редактирования текста (копия, вырезка, вставка, поиск, замена и т.д.) редактор предоставляет ряд функций, специфичных для редактирования кода машинных программ, о которых и пойдет речь далее.
Переход к конкретному кадру
Данная функция позволяет найти кадр в тексте, указанный курсором на траектории инструмента в графическом окне. Также имеется возможность быстро перейти в начало и конец программы.
Информация о траектории инструмента
Данные о траектории инструмента выдаются в виде информационной таблицы. В таблице представлена информация об общем числе кадров, количестве и типе перемещений, времени выполнения операции, режимах подачи, а также приведены геометрические данные прохода (рис. 2).
Информация о кадре
Редактор позволяет получить информацию об отдельном кадре траектории инструмента. Данные выдаются в виде информационной таблицы и содержат геометрические параметры участка траектории, параметры подачи, обороты шпинделя и номер инструмента (рис. 3).
Преобразование NC-кода в инвариантный вид
Данная функция позволяет преобразовать программу в коде конкретной системы с ЧПУ в инвариантный формат для последующего репроцессирования.
Преобразование кода в геометрические объекты
Существует возможность конвертировать траекторию движения инструмента в геометрические примитивы, которые впоследствии можно будет сохранить в файле в формате IGES или DXF.
Графический редактор управляющих программ содержит ряд настроек, призванных обеспечить удобство визуализации траектории движения инструмента в соответствии с требованиями конечного пользователя (рис. 4).
В настройках редактора можно отключить отображение траектории на экране, задать ее прозрачность, а также ограничить количество одновременно отображаемых на экране кадров.
Для более четкого визуального контроля участки траектории с разными характеристиками отображаются разными цветами, причем цветовые схемы можно выбрать из определенного набора (величина подачи, быстрая подача, скорость шпинделя, номер кадра, длина траектории, дуги окружностей, инструмент) — рис. 5.
В настройках можно задать дополнительные параметры визуализации, такие как отображение маркеров коррекции и модели инструмента, а также отображение нормалей к участкам траектории и стрелок направления прохода.
Редактор может работать с программами как написанными в инвариантном коде, так и созданными для конкретных систем ЧПУ (G-коды). Для корректного отображения управляющих программ используется ряд настроек, отражающих особенности конкретной кодировки (рис. 6). Дополнительные настройки обеспечивают привязку машинной программы к математической модели и включают задание начальной точки обработки, ноля машинной программы и масштаба отображения траектории инструмента.
Редактор может работать с файлами управляющих программ, созданных в разных САПР-системах. Пользователь может указать собственные фильтры расширений программ, используемые в диалоге открытия файла, в соответствии с требованиями конкретного производства (рис. 7).
Редактор позволяет работать одновременно с несколькими программами, причем траектории движения инструмента будут отображаться в графическом окне совместно, что позволяет отслеживать взаимное перемещение инструмента (рис. 8).
Поддержка работы с несколькими системами координат в рамках одной управляющей программы позволяет проводить отладку программ, созданных для многоинструментальных станков.
Для более эффективной верификации графический редактор имеет возможность визуализации инструмента, заданного в тексте управляющей программы. Поддерживаются как параметрически заданные типовые, так и фасонные фрезы. Для удобства работы с конкретным набором инструментов предусмотрена возможность создания библиотеки инструментов (рис. 9).
Редактор может быть использован в составе комплексных систем проектирования-производства. Для этого предусмотрен программный интерфейс, обеспечивающий обмен данными в стандартах IGES, DXF, EPS и STL.
Написание программ для станков с ЧПУ
Профессионально произведем написание управляющих программ для станков с ЧПУ, а также разработаем постпроцессор для вашего станка на заказ. Работаем с самым передовым программным обеспечением (NX Siemens), что существенно влияет на процесс написания управляющих программ, соответственно и на качество обработки. Многолетний опыт наших специалистов позволяет осуществить услугу на самом высоком уровне.
Наши технологи-программисты и высококвалифицированные инженеры, проведя полный анализ вашей детали (чертежа и математической модели) предложат наиболее оптимальное решение по написанию управляющей программы именно для вашего станка, с учетом всех допусков и ваших пожеланий. Начните сотрудничать с нами уже сегодня и завтра вы ощутите все преимущества нашего тандема!
Почему написание программ для станков с ЧПУ выгодно доверить именно нам?
| Статистика за период с 2015 по | ||||||||||
|
Мы работаем на рынке услуг уже более 4-х лет. Наши клиенты нам доверяют. У нас индивидуальный подход к каждому заказчику. Мы команда профессионалов, которая осуществляет как написание программ для ЧПУ, так и разработку постпроцессора на заказ. Нам достаточно чертежа или математической модели от вас, далее будет разработана общая концепция и мы, согласовав предварительно с вами все детали приступаем к написанию управляющей программы для вашего станка. Каждый этап работы согласовывается с заказчиком. От заказа до внедрения программы и готовой детали, мы с вами находимся в постоянном взаимодействии.
Профессионализм и качество – наше кредо!
Написание программ для чпу, у наших программистов-технологов, инженеров, руководителей компании, это каждодневная многочасовая работа которую мы любим, Engineering CAD\CAM Project (или Васильев Инжиниринг – ииенно под этим названием мы известны пользователям социальных сетей), это не просто бизнес для нас, для нас это возможность быть причастными к чему-то большему, для нас большая честь работать с каждым из вас. Мы будем рады нашему сотрудничеству ведь выбирая нас, вы выбираете высокое качество услуг!
Профессионально произведем написание управляющих программ для станков с ЧПУ, а также разработаем постпроцессор для вашего станка на заказ. Работаем с самым передовым программным обеспечением (NX Siemens), что существенно влияет на процесс написания управляющих программ, соответственно и на качество обработки. Многолетний опыт наших специалистов позволяет осуществить услугу на самом высоком уровне. Мы знаем, как реализовать написание программ для ЧПУ и предлагаем вам разработку управляющих программ для следующих станков:
Наши технологи-программисты и высококвалифицированные инженеры, проведя полный анализ вашей детали (чертежа и математической модели) предложат наиболее оптимальное решение по написанию управляющей программы именно для вашего станка, с учетом всех допусков и ваших пожеланий. Начните сотрудничать с нами уже сегодня и завтра вы ощутите все преимущества нашего тандема!
Почему написание программ для станков с ЧПУ выгодно доверить именно нам?
| Статистика за период с 2015 по | ||||||||||
|
Мы работаем на рынке услуг уже более 4-х лет. Наши клиенты нам доверяют. У нас индивидуальный подход к каждому заказчику. Мы команда профессионалов, которая осуществляет как написание программ для ЧПУ станков, так и разработку постпроцессора на заказ. Нам достаточно чертежа или математической модели от вас, далее будет разработана общая концепция и мы, согласовав предварительно с вами все детали приступаем к написанию управляющей программы для вашего станка. Каждый этап работы согласовывается с заказчиком. От заказа до внедрения программы и готовой детали, мы с вами находимся в постоянном взаимодействии.
Выбирая компанию для написания программы для станка с ЧПУ разработки постпроцессора. важным фактором является компетенция специалистов которым вы готовы доверить разработку для вашего производства, имеет прежде всего понимать сколько компания находиться на рынке данных услуг.
Прежде всего для вашего и нашего удобства мы разместили на нашем сайте возможность обратиться в нашу службу поддержки клиентов там вы сможете адресовать нашим специалистам ваш вопрос и получить в скором времени ответ, на вами указанную в форме запроса, почту, открыть форму обращения в службу поддержки можно и в правом углу в шапке сайта нажав на значок , согласитесь это достаточно удобная функция.
Цены на наши услуги складываются из многих факторов и именно по этой причине у нас нет фиксированного прайса, так как детали бывают разные ровно, как и различная технология обработки, в которой не малую роль играет специфика станка ЧПУ и оснастка. В разделе сайта услуги и цены стоимость услуг написаны “от” и не являются фиксированными, пожалуйста обратите внимание на это! Как уже упоминалось выше у нас коллектив профессионалов и именно поэтому разработка программы для ЧПУ или постпроцессора для вас является нашей приоритетной задачей, мы понимаем всю степень ответственности и относимся очень добросовестно к своей работе, мы дорожим нашими клиентами, а также нашей репутацией.
Чтобы получить бесплатную консультацию,
звоните: +7 (495) 762-20-26
Как заказать написание программы для ЧПУ или разработку постпроцессора?
Чтобы заказать написание программ для чпу станков или заказать разработку постпроцессора, достаточно позвонить нам по телефону, указанному на нашем сайте или написать нам письмо на электронную почту оставив там контакт, по которому мы могли бы с вами связаться, и мы непременно вам позвоним. Проведем предварительную консультацию ответим на все интересующие вас вопросы, в случае положительных договоренностей подпишем с вами двусторонний договор после чего мы уже приступим к исполнению поставленных задач.
Чтобы дать полный исчерпывающий ответ по написанию программы для ЧПУ или разработке постпроцессора, самое лучшее – это позвонить нам, и наш ведущий специалист лично проведет анализ и предложит вам соответствующую услугу. Цена на услугу складывается из степени сложности задачи, а если быть точнее все зависит от детали, станка (вида обработки, например 3-х координатная обработка детали существенно дешевле 5-ти координатной) и оснастки, наш специалист вас проконсультирует и подберет наиболее выгодное, для обоих сторон, предложение.
У нас разумные, конкурентоспособные цены в чем непременно вы убедитесь сами обратившись в нашу компанию!
Профессионализм и качество – наше кредо!
Мы работаем со всеми видами металлообработки, деревообработки, а также обработки пластика. вы можете быть уверены в качестве выполняемых работ. В меню сайта есть раздел – технология, где мы попытались максимально развернуто рассказать о том с каким программным обеспечением мы работаем и как устроен процесс программирование для чпу станков или же разработка постпроцессора. Мы работаем со всеми регионами Российской Федерации, а также странами СНГ и Балтии. Доверьте нам написание программ для ЧПУ или разработку постпроцессора, и мы вас не разочаруем! Для нас принципиально важно делать в совершенстве нашу работу, ведь от этого зависит не только наша репутация, а ею мы дорожим, нам также важно, чтобы вы стали нашими постоянными клиентами, а также рекомендовали нас коллегам.
Для вашего удобства мы разместили в разделе меню позицию – документы, где есть форма договора на оказание услуг, а также сопутствующие документы, таким образом мы страхуем наши договоренности. Вы можете предложить свою форму договора информация в разделе документы носит лишь рекомендационный характер и не является обязательной.
Программный продукт для станков с ЧПУ для наших программистов-технологов, инженеров, руководителей компании, это каждодневная многочасовая работа которую мы любим, Engineering CAD\CAM Project (или Васильев Инжиниринг – ииенно под этим названием мы известны пользователям социальных сетей), это не просто бизнес для нас, для нас это возможность быть причастными к чему-то большему, для нас большая честь работать с каждым из вас. Мы будем рады нашему сотрудничеству ведь выбирая нас, вы выбираете высокое качество услуг!
Чтобы заказать написание управляющей программы для станка с ЧПУ,
звоните: +7 (495) 762-20-26
G и M коды для программирования обработки на станках с ЧПУ
Программирование обработки на станках с ЧПУ осуществляется на языке, который обычно называют языком ISO 7 бит или языком G и M кодов. Язык G и М кодов основывается на положениях Международной организации по стандартизации (ISO) и Ассоциации электронной промышленности (EIA).
Производители систем ЧПУ придерживаются этих стандартов для описания основных функций, но допускают вольности и отступления от правил, когда речь заходит о специальных возможностях своих систем.
Японские системы ЧПУ FANUC (FANUC CORPORATION) были одними из первых, адаптированных под работу с G и М кодами и использующими этот стандарт наиболее полно. В настоящее время стойки FANUC являются наиболее распространенными как за рубежом, так и в России.
Системы ЧПУ других известных производителей, например SINUMERIK (SIEMENS AG) и HEIDENHAIN, также имеют возможности по работе с G и М кодами, однако некоторые специфические коды могут отличаться. О разнице в программировании специфических функций можно узнать из документации к конкретной системе ЧПУ.
Существует три метода программирования обработки для станков с ЧПУ:
- Ручное программирование.
Все операторы станков с ЧПУ, технологи-программисты должны иметь хорошее представление о технике ручного программирования. Это как начальные классы в школе, обучение в которых дает базу для последующего образования.
- Программирование на пульте УЧПУ.
Когда программы создаются и вводятся прямо на стойке ЧПУ, используя клавиатуру и дисплей. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код управляющей программы.
- Программирование при помощи CAD/CAM системы.
Программирование при помощи CAD/САМ системы позволяет “поднять” процесс написания программ обработки на более высокий уровень. Работая с CAD/CAM системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания управляющих программ.
Cовокупность команд на языке программирования, соответствующая алгоритму функционирования станка по обработке конкретной заготовки называется управляющая программа (УП).
Управляющая программа состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G – подготовительная функция.
M – вспомогательная функция.
S – функция главного движения.
F – функция подачи.
T, D, H – функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G коды для ЧПУ
G00 – быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 – линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 – круговая интерполяция по часовой стрелке.
Функция G02 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 – круговая интерполяция против часовой стрелки.
Функция G03 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 – пауза.
Функция G04 – команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 – пауза 2.5 секунды, G04 Р1000 – пауза 1 секунда.
G17 – выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 – выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 – выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G40 – отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 – левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G42 – правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G43 – коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G54 – G59 – заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G70 – ввод дюймовых данных.
Функция G70 активизирует режим работы с дюймовыми данными.
G71 – ввод метрических данных.
Функция G71 активизирует режим работы с метрическими данными.
G80 – отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 – стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 – сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
G83 – цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 – цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 – стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 – цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 – цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 – режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 – режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 – скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах или в миллиметрах за 1 минуту. Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 – скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах или в миллиметрах на 1 оборот шпинделя. Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
M коды для ЧПУ
М00 – программируемый останов.
Когда СЧПУ исполняет команду М00, то происходит останов. Все осевые перемещения останавливаются, при этом шпиндель (у большинства станков) продолжает вращаться. Работа по программе возобновляется со следующего кадра после нажатия кнопки “Старт”.
М01 – останов с подтверждением.
Код М01 действует аналогично М00, но выполняется только после подтверждения с пульта управления станка. Если клавиша подтверждения нажата, то при чтении кадра с М01 происходит останов. Если же клавиша не нажата, то кадр М01 пропускается и выполнение УП не прерывается.
М02 – завершение программы.
Код М02 указывает на завершение программы и приводит к останову шпинделя, подачи и выключению охлаждения.
М0З – вращение шпинделя по часовой стрелке.
При помощи кода М0З включается прямое вращение шпинделя с запрограммированным числом оборотов (S). Код М0З действует до тех пор, пока он не будет отменен с помощью М04 или М05.
М04 – вращение шпинделя против часовой стрелки.
При помощи кода М04 включается обратное вращение шпинделя с запрограммированным числом оборотов (S). Код М04 действует до тех пор, пока он не будет отменен с помощью М03 или М05.
М05 – останов шпинделя.
Код М05 останавливает вращение шпинделя, но не останавливает осевые перемещения.
М06 – смена инструмента.
При помощи кода М06 инструмент, закрепленный в шпинделе, меняется на инструмент, находящийся в положении готовности в магазине инструментов.
М07 – включение охлаждения №2.
Код М07 включает подачу СОЖ в зону обработки в распыленном виде, если станок обладает такой возможностью.
М08 – включение охлаждения №1.
Код М08 включает подачу СОЖ в зону обработки в виде струи.
М09 – отключение охлаждения.
Код М09 выключает подачу СОЖ и отменяет команды М07 и М08.
М10 – зажим.
Код М10 относиться к работе с зажимным приспособлением подвижных органов станка.
М11 – разжим.
Код М11 относиться к работе с зажимным приспособлением подвижных органов станка.
МЗ0 – конец информации.
Код МЗ0 информирует СЧПУ о завершении программы, приводит к останову шпинделя, подачи и выключению охлаждения.
Дополнительные функции и символы при программировании станков с ЧПУ
X, Y, Z – команды осевого перемещения.
А, В, С – команды кругового перемещения вокруг осей X, Y, Z соответственно.
I, J, К – параметры круговой интерполяции параллельные осям X, Y, Z соответственно.
R
При круговой интерполяции G02 или G03, R определяет радиус, который соединяет начальную и конечную точки дуги. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения R определяет угол поворота координатной системы.
D – значение коррекции на радиус инструмента.
Н – значение компенсации длины инструмента.
F – функция подачи.
S – функция главного движения.
Т – значение определяющее номер инструмента, который необходимо переместить в позицию смены, путем поворота инструментального магазина.
N – нумерация кадров УП.
/ – пропуск кадра.
(…) – комментарии в УП.
NCManager / Подготовка управляющих программ / Машиностроение / НИП-Информатика
Назначение программы
NCManager – программное обеспечение, служащее для визуального анализа и редактирования управляющих программ в кодах конкретного станка ЧПУ. Это программы для фрезерных, токарных, лазерных станков, листопробивных прессов и т.п.
NCManager обеспечивает возможность:
– проверить новую УП. После создания управляющей программы вручную или в любой CAM системе можно проверить, как она реально будет выполняться на конкретном станке с учетом коррекции, циклов, подпрограмм и т.д. При этом выявляются такие ошибки, как столкновение инструмента с заготовкой, зарезание, неправильная геометрия, неправильно установленные технологические параметры и т.д. Если программа содержит ошибки, то NCManager поможет их найти и немедленно исправить;
– просмотреть старую УП. С помощью NCManager можно мгновенно восстановить в памяти назначение имеющейся программы и, при необходимости, внести в нее изменения;
– восстановить форму детали по УП. NCManager отображает процесс удаления материала при обработке, поэтому можно восстановить все обрабатываемые поверхности детали, узнать координаты любых точек;
– обмерить деталь без изготовления. На любом этапе имитации работы управляющей программы можно остановить ее выполнение и измерить реальные координаты и расстояния на детали, получающейся после обработки, т.е. проконтролировать деталь, не изготавливая ее;
– оптимизировать программу. Даже самый хороший постпроцессор не в состоянии выдать оптимальную программу во всех случаях. С помощью NCManager можно проанализировать любые участки программы с учетом времени, режимов и т.д. и оптимизировать ее;
– написать простейшую программу. Нередко возникает ситуация, когда необходимо очень быстро выдать на станок несложную программу. В этом случае можно написать ее непосредственно в NCManager. При этом одновременно с написанием можно видеть, как программа будет работать и, тем самым, избежать ошибок;
– отладить постпроцессор. При разработке постпроцессора возникает необходимость проверить его работу во всех возможных ситуациях. CAM система, для которой он разрабатывается, как правило не может ни чем помочь. NCManager заменяет в этом случае эксперименты на станке, значительно упрощая весь процесс разработки;
– найти нужную программу в архиве. При просмотре архива имеющихся управляющих программ часто приходится ориентироваться только по их именам, что далеко не всегда удобно. Использование графических и измерительных возможностей NCManager позволяет значительно быстрее найти необходимую программу;
– заменить инструмент. Если вместо инструмента, для которого управляющая программа была изначально разработана, приходится использовать другой, NCManager позволит задать новый инструмент, ввести необходимые значения коррекции и увидеть (измерить) результат работы программы;
– обучить персонал. NCManager по существу представляет из себя симулятор станка с ЧПУ и может быть использован как тренажер для обучения новых сотрудников;
– учесть особенности стойки ЧПУ. NCManager можно настроить с учетом особенностей конкретного станка, даже если эти особенности не отражены в документации или являются результатом модернизаций.
- – перенести программу с одной системы ЧПУ (стойки) на другую. Экспорт программ в формате АРТ CL позволяет использовать программы, разработанные для одной стойки ЧПУ, для работы на другой стойке. В этом случае NC Manager считывает имеющуюся программу, интерпретирует и отображает ее и дает пользователю возможность перевести ее в АРТ CL файл. АРТ CL файл обрабатывается постпроцессором для нужной стойки. Полученный G-код снова загружается в NCManager. Таким образом, появляется возможность сравнить исходную и полученную программы и убедиться, что перевод осуществлен корректно.
– экспортировать геометрию программы в другие CAD/CAM системы. Наличие DXF интерфейса позволяет передать форму траектории инструмента практически в любую систему для дальнейшего использования.
Фотогаллерея
Демонстрационный проект:
Исходными данными для NCManager является текст программы для конкретного станка (G-код), файл определения стойки ЧПУ. Кроме того, могут быть загружены модели детали и заготовки из STL или DXF файлов.NCManager предназначен для работы, как с программами, подготовленными вручную, так и с программами, полученными при помощи любых CAM систем. Во втором случае вся необходимая дополнительная информация (инструменты, заготовка) могут быть импортированы из CAM системы. В обоих случаях эта информация может быть откорректирована или создана заново «внутри» NCManager. Кроме того, NCManager позволяет редактировать текст программы с немедленным отображением сделанных изменений в графическом окне.
В
вложении pdf с описаниям проекта(презентации), сделанного из присланной
УП. Прислали в следующей постановке, – выбираем симулятор,
рассматриваем и NCManager в том числе. Давайте проведем тесты и
подготовим презентацию.
—-
NCManager – пояснения к демопректу
Загружаем в NCManager УП, модель заготовки, модель детали. Определяем станок, стойку ЧПУ. Создаем режущий инструмент.
На
картинке вид NCManager после определения всех данных необходимых для
проверки УП. Показано основное Графическое окно Станок (Главное меню
Окно – Станок).
Скачать: itnc530-ux-600.pdf (760 кб)
NCManager обеспечивает возможность имитации выполнения программы в различных режимах: от простой прорисовки траектории до реалистической имитации процесса удаления материала заготовки. Во всех режимах пользователю доступна вся текущая информация о координатах любой точки заготовки, инструмента, траектории и вся информация о состоянии стойки ЧПУ (подача, скорость, режим и т.д.).
Таким образом, NCManager представляет собой компактный и простой в освоении продукт, способный существенно упростить работу со всем многообразием программ для станков с ЧПУ независимо от их происхождения.
Видео каталог:
Программное обеспечение ЧПУ | Программы для фрезерования – программное обеспечение для гравировки
При работе на станках CNC-STEP существует два типа программного обеспечения, которые являются обязательными:
- Программа для рисования, например, Construcam-3D, 3D-PhotoFormer, Filou-CNC, Target 3001
- Управляющая программа, например, Kinetic-NC, WinPC-NC
Программа для рисования / Программа CAD
С помощью программы для рисования можно делать чертежи, которые нужно фрезеровать, просверливать, вырезать. Пользователь также может импортировать существующие файлы в программу САПР, обрабатывать их или напрямую обрабатывать их.Прежде чем процесс фрезерования может начаться, CAM-функция программы рисования должна вычислить управляющие команды и передать их в управляющую программу (CAM-программу).
Подходящая программа CAD зависит от вашего приложения. Фотогравюры в виде 3D-рельефов могут быть выполнены с помощью 3D-PhotoFormer или PhotoVCarve. Для изготовления печатных плат вам понадобится только программное обеспечение для строительства Target 3001. Программы для рисования 3D-Photoformer, PhotoVCarve и Target 3001 имеют низкую цену, но имеют ограниченные функции.
Рекомендация для неограниченной обработки с ЧПУ: ConstruCAM-3D
Для широкого спектра функций мы рекомендуем программу для рисования ContruCam-3D, в которой есть все необходимые функции CAD и CAM. Неважно, хотите ли вы фрезеровать в 2D или 3D, гравировать, сверлить или резать. Construcam-3D можно использовать почти для 90 процентов всех приложений. Программа CAD-CAM включена в каждую покупку станка (без High-Z S-400).
Программа управления / программа CAM
Управляющая программа обрабатывает управляющие команды и передает направление движения машине.Самый простой способ начать фрезерование – это иметь блок управления, работающий по принципу «включай и работай», на котором программное обеспечение управления уже настроено с параметрами станка. Тогда вам не придется настраивать управляющее программное обеспечение и заниматься настройкой параметров, отнимающей много времени. Мы предлагаем блок управления plug-and-play с KinetiC-NC и USB-версией Win-PC-NC.
Рекомендация по управляющей программе
Скорость движения, плавность хода машины и устойчивость к помехам зависят от программы управления.Очень неприятно, когда станок непреднамеренно останавливается во время фрезерования. По сравнению с USB-соединением, наше управляющее программное обеспечение KinetiC-NC предотвращает любые помехи через сетевое соединение. Программа управления впечатляет плавностью хода, максимальной скоростью движения и современным интерфейсом. Поставляемый блок управления уже полностью настроен для каждой машины. Пользователь должен только выбрать тип машины.
Лучшее БЕСПЛАТНОЕ программное обеспечение CAD CAM для фрезерных станков с ЧПУ: 5 лучших вариантов
Найти идеальное программное обеспечение CAM может быть сложно, не говоря уже о том, чтобы найти его при ограниченном бюджете.Поэтому мы нашли время, чтобы найти лучшие бесплатные пакеты программного обеспечения CAM для маршрутизаторов с ЧПУ, которые существуют сегодня. Чтобы максимально использовать возможности вашего станка с ЧПУ, очень важно иметь правильное программное обеспечение для выполнения работы.
Что такое программное обеспечение CAM?
Раньше, когда обработка на станках с ЧПУ еще не была внедрена, машинистам требовалось пройти интенсивное обучение, прежде чем умело управлять станком. Фактически, они были награждены почетным знаком, поскольку один человек должен был выполнять титанические задачи по интерпретации чертежей, определению скоростей, идентификации инструментов и ручному сборке деталей.Внедрение программного обеспечения автоматизированного производства (CAM) произвело революцию во всем производственном процессе и автоматизировало различные действия.
Программное обеспечение CAM – это цифровой инструмент, который позволяет пользователям создавать подробные инструкции (G-код), управляющие станками с ЧПУ. Каждая часть машины требует своей программы для своего функционирования. Хотя G-код является основным языком программирования ЧПУ, также используются Heidenhain и Mazak. Для производства, во-первых, дизайн находится в формате векторного файла и преобразуется в G-код.G-код связывается с машиной и управляет скоростью и перемещением по осям x, y, z.
Выбор лучшего программного обеспечения CAM может быть непростым и зависит от множества факторов, включая тип вашего маршрутизатора с ЧПУ, оборудование, которое вы используете, и деньги, которые вы готовы вложить. Хотя платное программное обеспечение предлагает невероятные функциональные возможности, некоторые отличные бесплатные пакеты программного обеспечения CAM предоставляют множество интересных функций. Здесь мы составили список лучших бесплатных программ CAM для маршрутизаторов с ЧПУ.
Лучшее бесплатное программное обеспечение CAM для маршрутизаторов с ЧПУ
1. LinuxCNC
Операционные системы – Linux
Без сомнения, LInuxCNC является главным конкурентом основного платного программного обеспечения серии Mach. LinuxCNC популярен среди любителей, поскольку он полностью бесплатен, имеет открытый исходный код и предлагает впечатляющие возможности. Их можно использовать для привода фрезерных станков. 3D-принтеры, токарные станки, плазменные резаки, лазерные резаки, шестигранники, манипуляторы и многое другое. Он использует операционную систему Linux с расширениями реального времени (RTAI и RTLinux) и может управлять до девяти суставов или осей станка с ЧПУ.LinuxCNC может обрабатывать периферийные элементы станка, такие как измерение длины инструмента, процедуры смены инструмента, охлаждение и т. Д.
Основные характеристики
- Простота настройки и настройки
- Полный исходный код доступен под лицензией GNU GPLv2
- Полезное и активное сообщество пользователей
- Многочисленные предварительно настроенные шаблоны графического интерфейса пользователя
- Отличная совместимость с популярными аппаратными интерфейсами управления станком
- Поддержка расширенных функций, таких как жесткое нарезание резьбы, компенсация резца и т.
2. Универсальный отправитель G-кода
Операционные системы – Linux, Windows, Raspberry Pie и OS X
Доступный на GitHub универсальный отправитель G-кода (UGS) является любимым выбором бесчисленных любителей ЧПУ. Он включает настраиваемую оптимизацию G-кода, которая удаляет лишний код, такой как пробелы, комментарии и т. Д., И преобразует дуги.
UGS – это программное обеспечение на основе Java, которое работает с контроллерами ЧПУ, такими как TinyG, GRBL, с помощью ПК. Поскольку он основан на Java, он поддерживает все основные ОС.Он предлагает простое решение, если вы хотите точно управлять станками с ЧПУ TinyG и GRBL.
Основные характеристики
- Исполняемые универсальные JAR-файлы, не требующие установки
- Настраиваемая оптимизация G-кода
- Элегантный и интуитивно понятный пользовательский интерфейс
- 3D-визуализатор G-кода с синтаксисом с цветовой кодировкой и инструментом реального времени обратная связь по положению
- Работает в различных операционных системах
- Более 3000 строк тестового кода и 1000 строк документации
3.G-Simple
Операционная система – Windows, Linux и Raspberry Pie
G-simple – одно из самых простых программ CAM, доступных для 3-осевой обработки. Он расширяет возможности за счет использования обновленного дюймового режима, доступа к обширной библиотеке инструментов и материалов, применения различных фильтров для удаления лишнего материала, настройки постобработки, настройки сверления и гравировки текста. Хорошо работает практически с любым ноутбуком или компьютером, что делает его отличным программным обеспечением для ЧПУ.
Основные характеристики
- Регулируемый фильтр удаления излишков материала
- Перемещение, поворот, зеркальное отражение, масштабирование
- Улучшенный дюймовой режим
- Сжатие и расширение текста
- Выравнивание текста
- Простота настройки постпроцессора (GSPOST.EXE)
- Возможность выбора параметров фрезерования для каждого объекта
4. CAMotics
Операционная система – Linux, macOS, Windows
С помощью CAMotics вы можете моделировать 3-х осевые программы обработки с ЧПУ и визуализировать их результаты в 3D.Это одно из лучших бесплатных программ CAM, интегрированное с мощными инструментами, которое поможет вам избежать опасных и дорогостоящих ошибок. Обширная онлайн-документация, встроенные примеры и поддержка сообщества позволят вам запускать моделирование в кратчайшие сроки. Это важный инструмент моделирования с ЧПУ, который подходит для высокотехнологичных пользователей, но при этом достаточно удобен для начинающих.
Основные характеристики
- Быстрое 3-осевое моделирование с ЧПУ с трехмерной визуализацией результатов
- Моделирование цилиндрических, шероидных, конических, заостренных и сферических форм инструментов
- Экспорт в файлы STL
- Поддержка многопоточности для сложных заданий
- Трехмерная визуализация траектории движения инструмента
- Функция измерения высоты для файлов G-кода
5.Программное обеспечение PyCAM для ЧПУ
Операционная система – Linux
PyCAM – это популярный генератор траекторий для 3-осевой обработки с ЧПУ. Модель 3D-дизайна в формате STL или 2D-контурные модели из файлов SVG, DXF и PS / EPS можно быстро загрузить и преобразовать в G-код. Полученную программу можно использовать с LinuxCNC или любыми другими контроллерами машины. PyCAM поддерживает широкий спектр стратегий траектории инструмента для трехмерного и двухмерного контурного моделирования. Раньше они работали в Windows и macOS, но теперь поддерживают только Linux.Он находится под лицензией GNU GPLv3.
Основные характеристики
- Экспорт 3D-модели в STL, SVG и G-код
- Операции с несколькими 3D-моделями
- Обнаружение столкновений
- Операции касания и смены инструмента
- Указание измерения высоты, точности траектории и скорости обработки
- Интерактивная 3D-визуализация
- Параллельная обработка для использования всех ядер ЦП
Final Take
Если вы пользователь Windows, мы настоятельно рекомендуем Universal G-Code Sender.Если вы студент, вы также можете иметь право на бесплатную версию программного обеспечения Fusion360. Есть несколько хороших вариантов, но бесплатные варианты не всегда могут быть лучшими. Если вы серьезно относитесь к изучению того, как проектировать и программировать с помощью CAD / CAM, мы рекомендуем такое программное обеспечение, как Vectric Vcarve или Aspire.
В целом, существует несколько отличных бесплатных вариантов CAD / CAM как для опытных машинистов, так и для любителей. Мы рекомендуем опробовать различные варианты, пока вы не найдете бесплатное программное обеспечение CAM, которое вам больше всего подходит для вашего комплекта фрезерного станка с ЧПУ.
4 программы САПР, идеально подходящие для операторов 3-х осевых станков с ЧПУ
CAD – это сокращение от Computer-Aided Design. Отношения между этим программным обеспечением и производством оборудования симбиотичны. Понимание того, как использовать различные программы, абсолютно необходимо для создания проектов, моделируемых вашим ЧПУ. Измерения смыва в конечном итоге зависят от дизайнера, так как результаты САПР просто выводятся на ваш ввод. Эта программа поможет воплотить вашу идею в жизнь.
Для тех из вас, кто не знает, станки с ЧПУ – это устройства с числовым программным управлением.Это прецизионные инструменты, используемые для создания объектов с точными размерами. Существует множество разновидностей стандартной фрезы, которую можно использовать для фрезерования пазов и контурной обработки острых кромок. Более продвинутые версии оснащены лазерами или водяными струями для резки таких материалов, как металл и камень.
Adobe Illustrator
Illustrator, разработанный Adobe, представляет собой программу, используемую для создания векторов. Большинство людей знакомы с его использованием в графическом дизайне для создания шрифтов, логотипов и мультфильмов.В то время как Photoshop используется для изменения дизайна, Illustrator лучше подходит для физического создания, поскольку он основан на векторах, а не на пикселях. Хотя приступить к проектированию эффективно, изготовление из Illustrator не может быть завершено и экспортировано на станок с ЧПУ. Операторы станков, с которыми я работаю, используют Illustrator вместе с Rhino3D.
Fusion 360
Для программного обеспечения профессионального уровня Fusion 360 – лучший в своем классе. Разработанный Autodesk, это первый 3D CAD, CAM (автоматизированное производство), CAE (автоматизированное проектирование), интегрированное облачное программное обеспечение.Таким образом, вся процедура разработки продукта связана на одной платформе. В некоторых других упомянутых программах создатели должны начинать макеты дизайна в одной программе и завершать ее в другой. Переключение между программами может замедлить творческий и производственный процесс. Тем не менее, этот вариант позволяет бесшовное завершение.
Форма Z
Разработанная AutoDesSys, форма Z предназначена для всех областей дизайна, связанных с артикуляцией трехмерных пространств и форм. Применимо к 3D-моделированию, черчению, анимации и рендерингу.Это также отличный вариант для всех, кто хочет создавать в одном приложении от начала до конца. Универсальный и мощный, он доступен как для Microsoft Windows, так и для MacOS. Эта программа отлично подходит для быстрого и гибкого концептуального моделирования. Его используют архитекторы для проектирования современных домов. Инструменты включают смещение для четкого определения линий на фигурах и изменение формы для увеличения объема, что изменяет геометрию и полностью меняет дизайн.
Rhino3D
Rhinoceros 3D – это программное обеспечение для частного предприятия, разработанное Robert McNeel & Associates.Системы, на которых он работает, – это Microsoft Windows и MacOS. С помощью этой программы пользователи могут точно проектировать модели для производства, рендеринга, проектирования и анимации. Это отличный профессиональный инструмент для моделирования поверхностей, позволяющий создавать точные объекты. Экспорт программного обеспечения полностью совместим со станками с ЧПУ. Rhino работает с внештатными дизайнерами продуктов и дизайн-студиями. Это одна из самых доступных программ для студентов и преподавателей. Однако вышеупомянутое программное обеспечение не подходит для создания чертежей.
Заключение
Продуманные 4- и 5-осевые станки имеют дополнительные сложности. Мой опыт связан с произведениями искусства, но с помощью ЧПУ можно также создавать предметы повседневного обихода, например, мебель. Аэрокосмические компании используют станки с ЧПУ для проектирования механических компонентов для ракет и других космических кораблей. Более продвинутые машины требуют правильного использования и уровня мастерства. В зависимости от вашего опыта и предпочтений подойдет разное программное обеспечение. Создавайте концепции последовательно или одновременно с этим программным обеспечением.
Эта статья не одобряет эти программы. Только краткий обзор, сделанный операторами ЧПУ и учениками, с которыми я работал над дизайн-проектами.
Опубликовано 24 декабря 2019 г.
Краткосрочная программа обучения работе с ЧПУ
Программа обработки с ЧПУ готовит студентов к занятию востребованной должности начального уровня в качестве оператора станка с ЧПУ или машиниста общего профиля. Операторы с ЧПУ работают в различных производственных средах и обучены программированию, настройке и эксплуатации станка с числовым программным управлением (ЧПУ), проверке деталей, выполнению производственных прогонов и наладочных работ.
Студенты получат знания и практические навыки в следующих областях:
- Чтение чертежей
- Прецизионные измерения и калибровка
- Процессы токарной и фрезерной обработки
- Программирование и эксплуатация фрезерных и токарных станков
Карьерные возможности
Спрос на операторов станков с ЧПУ высока с производственными предприятиями в Кедровой долине.
Лица, заполнившие некредитный сертификат, могут найти работу машинистом с ЧПУ. Заработная плата увеличивается с умением и опытом.В заработную плату не включена сверхурочная работа.
| Карьера | Вступление | Среднее значение | Опытный | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Машинист | $ 31,500 Источник: Отчет о заработной плате штата Айова за 2020 год, Iowa Workforce Development Общественный колледж Хоукай не может гарантировать трудоустройство или продвижение по службе. Кому следует записаться?Эта программа предназначена для людей, которые любят решать проблемы и могут принимать решения на основе предоставленной информации, обладают хорошими математическими, механическими и компьютерными навыками. Люди также должны чувствовать себя комфортно при обращении с предметами и их перемещении, а также при выполнении общих физических действий, таких как стояние, подъем, движение и ходьба. Требования к поступающимНикаких требований к поступающим или вступительных экзаменов не требуется. Требования к окончаниюЧтобы получить сертификат об окончании, не требующий кредита, люди должны посетить 80% запланированных занятий и получить оценку 80% по всем материалам курса. Информация о классе Встреча класса: 10 августа – 14 декабря *, 2021 г. во вторник и среду с 17:00 до 22:00. РегистрацияЗарегистрируйтесь онлайн для обработки с ЧПУ или позвоните по телефону 319-296-4290 для получения дополнительной информации. Темы обучения обработке с ЧПУ
Вопросы? Нужна помощь по началу работы?Технологии производства с ЧПУСтепень специалиста по прикладным наукам в области проектирования и производства с ЧПУ (AAS) – это программа с 69 кредитами, которая включает компоненты технического и общего образования для обеспечения навыков для входа в торговлю, а также возможность получить степень бакалавра искусств ( BA) степень с сотрудничающими колледжами и университетами. Программа получения степени в области технологий проектирования и производства ЧПУ готовит людей к написанию и редактированию программ ЧПУ, выполнению сложных настроек, устранению основных неисправностей машин, методам сокращения времени цикла, проектированию и сборке приспособлений, распознаванию областей улучшения процессов и эксплуатации следующего оборудования: руководство токарные станки, фрезерные станки, шлифовальные машины, программирование ЧПУ, фрезерные станки с ЧПУ, токарные станки с ЧПУ, координатно-измерительные машины, CAD / CAM и 4- и 5-осевые фрезерные станки с ЧПУ. Выпускникитакже обладают навыками в области устранения основных неисправностей, основных неисправностей машин, практики сокращения времени цикла, проектирования и сборки приспособлений, считывания чертежей GD&T, статистического управления процессами, бережливого производства, математики, проверки и требуемой правильной последовательности операций.Выпускники также могут обладать навыками в области инструментов и резцов, электроэрозионных станков с ЧПУ и токарных станков с ЧПУ, а также параметрического программирования с ЧПУ в зависимости от выбранного факультатива. Предварительные требования к курсуХотя для успешного прохождения этой программы не требуются предварительные знания или опыт, могут быть полезны знания в области математики и алгебры, машиностроительный цех и механические навыки. Для некоторых курсов может потребоваться соответствующий тестовый балл или завершение курсов базовой математики, базового английского и / или чтения с оценкой «C» или выше. ENGL 1107 Composition I Предварительные требования ENGL 0102 или 0960 и ПРОЧИТАЙТЕ 0900 или 0960 или соответствующий результат теста.MATH 1650 Тригонометрия колледжа Предварительные требования MATH 0900 или MATH 0950, MATH 1080 или MATH 1400 или соответствующий результат теста. Результаты обучения по программеЗавершив эту программу, учащиеся достигнут следующих результатов обучения.
Последовательность программы
Варианты неполного рабочего дняСтуденты могут выбрать выполнение этой программы неполный рабочий день.Студентам-заочникам потребуется больше времени для завершения своей программы, чем студентам, которые следуют порядку очного обучения, указанному в официальном программном руководстве (см. Руководство по программе в формате PDF в разделе ССЫЛКИ справа). Поскольку каждый курс не может быть предложен в каждом семестре, важно, чтобы студенты, работающие неполный рабочий день, обращались к консультантам своих факультетов за помощью в планировании своей долгосрочной последовательности курсов неполного рабочего дня. Обратитесь к нижеприведенному PDF-документу, чтобы узнать о вариантах неполного курса в первом семестре и дополнительной информации. Варианты неполного рабочего дня Требования к окончанию обученияВсе студенты Технического колледжа Anoka, желающие получить специалиста по прикладным наукам (AAS), диплом или сертификат, должны иметь совокупный средний балл (GPA) 2,0 или выше. Возможности переводаЧтобы узнать, как это может быть перенесено в другую программу технического колледжа Anoka или в другой колледж, посетите:Отраслевая информацияМашинист – квалифицированный слесарь, который производит металлические детали с помощью станков и ручных инструментов.Обучение и опыт позволяют машинисту планировать и выполнять все операции, необходимые для производства готовой машины, и легко переключаться с одного вида продукции на другой. Опыт и знания машиниста позволяют ему / ей превратить металлический блок в сложную и точную деталь.Все варианты – это не только искусство, но и умение, и они считаются требовательными занятиями. Существует большое разнообразие способов изготовления штампов и пресс-форм, в зависимости от конструкции детали, типа используемых материалов, изобретательности конструктора, а также знаний и навыков изготовителей штампов и пресс-форм, которые должны обрабатывать сложные компоненты. различного инструмента с допусками, выраженными в долях одной тысячной дюйма. Ожидается, что сотрудники на этой должности будут писать и редактировать программы ЧПУ, выполнять сложные настройки, устранять основные неисправности станков, сокращать время цикла, проектировать и строить приспособления, а также определять области для улучшения процессов на ручных токарных станках, сверлах, фрезерных станках, шлифовальных станках и т. Д. Фрезерные станки с ЧПУ, токарные станки с ЧПУ, электроэрозионный электроэрозионный станок с ЧПУ и токарный электроэрозионный станок с ЧПУ, координатно-измерительная машина и CAD / CAM. Ожидается, что сотрудники также будут использовать бережливые производственные процессы и методы. Заработная плата / Перспективы / Повышение квалификацииФакультетДиплом по продвинутым технологиям станков с ЧПУ Технического колледжа Анока представляет собой программу с 64 кредитами, которая включает компоненты технического образования.Программа подготавливает студентов к написанию и редактированию программ ЧПУ, выполнению сложных настроек, устранению основных неисправностей машин, методам сокращения времени цикла, проектированию и изготовлению приспособлений, распознаванию областей для улучшения процесса и эксплуатации следующего оборудования: ручных токарных станков, сверл, фрез, шлифовальных машин , Фрезерные станки с ЧПУ, токарные станки с ЧПУ, электроэрозионные станки с ЧПУ и токарные станки с ЧПУ, координатно-измерительные машины, CAD / CAM и 4 и 5-осевые фрезерные станки с ЧПУ. Выпускники программыобладают опытом в области программирования ЧПУ, параметрического программирования, устранения основных неисправностей машин, методов сокращения времени цикла, проектирования и изготовления приспособлений, чтения чертежей, GD&T, статистического управления процессами, бережливого производства, математики, проверки и правильной последовательности операции требуется. Ожидается, что сотрудники, занятые на этой должности, будут писать и редактировать программы ЧПУ, выполнять сложные настройки, устранять основные неисправности станков, сокращать время цикла, проектировать и строить приспособления, а также определять области для улучшения процессов на ручных токарных станках, сверлах, фрезерных станках, шлифовальных станках, Фрезерные станки с ЧПУ, токарные станки с ЧПУ, электроэрозионный электроэрозионный станок с ЧПУ и токарный станок с ЧПУ, координатно-измерительная машина и CAD / CAM. Ожидается, что сотрудники также будут использовать бережливые производственные процессы и методы. Программа «Технологии производства с ЧПУ» предоставляет навыки для выхода на рынок, а также возможность получить степень бакалавра искусств (BA) в сотрудничающих колледжах и университетах. Предварительные требования к курсуХотя для успешного прохождения этой программы не требуются предварительные знания или опыт, может оказаться полезным опыт работы в области математики и алгебры, черчения и механического мастерства. Для некоторых курсов может потребоваться соответствующий тестовый балл или завершение курса базовой математики, базового английского и / или чтения с оценкой «C» или выше. MACH 1171 Math for Machinist I Предварительные требования MATH 0801 или соответствующий результат теста. MATH 1650 Тригонометрия колледжа Предварительные требования MATH 0900 или MATH 0950, MATH 1080 или MATH 1400 или соответствующий результат теста. Результаты обучения по программеЗавершив эту программу, учащиеся достигнут следующих результатов обучения.
Последовательность программы
Требования к выпускнымВсе студенты Технического колледжа Anoka, желающие получить специалиста по прикладным наукам (AAS), диплом или сертификат, должны соответствовать совокупному среднему баллу (GPA), равному 2.0 или выше. Возможности переводаЧтобы узнать, как это может быть перенесено в другую программу технического колледжа Anoka или в другой колледж, посетите:Отраслевая информацияМашинист – квалифицированный слесарь-слесарь, который производит металлические детали с помощью станков и ручных инструментов. Обучение и опыт позволяют машинисту планировать и выполнять все операции, необходимые для производства готовой машины, и легко переключаться с одного вида продукции на другой. Опыт и знания машиниста позволяют ему / ей превратить металлический блок в сложную и точную деталь. Все варианты – это не только искусство, но и умение, и они считаются требовательными занятиями. Существует большое разнообразие способов изготовления штампов и пресс-форм, в зависимости от конструкции детали, типа используемых материалов, изобретательности конструктора, а также знаний и навыков изготовителей штампов и пресс-форм, которые должны обрабатывать сложные компоненты различная оснастка с допусками, выраженными в долях одной тысячной дюйма.Заработная плата / Перспективы / Повышение квалификацииФакультетКурсы по обработке с ЧПУ | UTIВзгляд изнутри на классы ЧПУ UTIВы когда-нибудь задумывались, что вы узнаете на курсе ЧПУ? Будучи студентом программы UTI по технологии обработки с ЧПУ, предлагаемой Техническим институтом NASCAR, вы изучите базовые навыки механического цеха, как интерпретировать чертежи, продвинутые операции ручного фрезерования и все, что между ними.К концу В рамках этой 36-недельной программы вы будете обладать ценными знаниями и навыками, чтобы начать свою карьеру в индустрии ЧПУ. Перед тем, как начать какое-либо обучение, может быть полезно изучить классы, которые предполагает программа, чтобы вы имели представление о том, чего ожидать. Продолжайте читать, чтобы узнать, чему вы научитесь в каждом курсе по станкам с ЧПУ: Базовые навыки механического цехаВ этом вводном курсе вы научитесь безопасно работать с оборудованием в условиях механической обработки.Вы также узнаете о ручных инструментах, типах пил, пильных полотнах, установке, снятии и сварке. Этот курс в первую очередь посвящен правильному уходу и использование полупрецизионного измерительного оборудования. В обрабатывающей промышленности требуется ежедневное использование математики. В этом курсе вы научитесь демонстрировать навыки использования дробей и использовать математику, прецизионное измерительное оборудование и правильную компоновку деталей для ручной обработки. Вас также представят к использованию ручного инструмента на сверлильном станке. Ключевые выносы
Использованные инструменты и технологии
Математика, материалы и техническое обслуживаниеВ этом курсе вы узнаете о составе черных и цветных металлов и методах термообработки.Вы также узнаете о различных методах определения твердости материалов и шкалах измерения. Чтобы улучшить свои математические навыки, вы продемонстрируете навыки алгебраических вычислений, а также вычисления соотношений и пропорций. Кроме того, вы узнаете об использовании прецизионного измерительного оборудования и о том, как поддерживать машины в механическом цехе, узнав, почему и когда проводить периодическое обслуживание. Ключевые выносы
Использованные инструменты и технологии
Устный перевод чертежей / макета заданияВ этом курсе вы начнете читать чертежи, чтобы узнать об их расположении и представленной информации.Понимая части и соответствующие им отпечатки, вы получите представление о взаимосвязях между элементами. Вы научитесь пользоваться ручным токарным станком после того, как научитесь правильной работе и технике владения инструментом, а также познакомитесь с ручным фрезерным станком. Обсуждаемые темы включают режущие инструменты для конкретных заводов, а также зажимные приспособления и приспособления для крепления заготовок. Вы будете использовать математика, прецизионное измерительное оборудование и правильное расположение деталей для ручной обработки. Ключевые выносы
Использованные инструменты и технологии
Основы ручной обработкиТемы, рассматриваемые в этом курсе, включают ручные токарные операции и настройку вертикального фрезерования.Вас обучат навыкам, необходимым для правильного и точного использования ручных токарных и фрезерных станков для создания различных деталей. Курс завершается беседой о ручном шлифовальном оборудовании, а также информацией о шлифовальных кругах. Вы также научитесь безопасно снимать заусенцы с деталей и затачивать режущие инструменты. Ключевые выносы
Использованные инструменты и технологии
Ручная обработка на токарном станкеВ этом курсе вы научитесь понимать ручное нарезание резьбы на токарном станке и точение конуса.Вы также получите навыки, необходимые для правильного и точного использования ручного фрезерного станка для создания различных деталей. Курс завершается с беседой об операциях с индексирующей головкой. Ключевые выносы
Использованные инструменты и технологии
Ручная обработка на станеВ этом курсе студенты углубляются в продвинутые операции ручного фрезерования.Вас обучат навыкам, необходимым для правильного и точного использования ручного фрезерного станка для создания различных деталей. Особое внимание уделяется угловому фрезерованию. и сложные операции фрезерования, а также вы изучите концепции геометрии и тригонометрии, необходимые для точного выполнения этих операций. Ключевые выносы
Использованные инструменты и технологии Основы ЧПУЭтот курс охватывает аспекты числового программного управления, применимые как к токарным, так и к фрезерным операциям.Охватываются такие темы, как автоматические устройства смены инструмента, блок управления станком, управление движением, системы координат и системы позиционирования. в деталях. Вы изучите такие концепции программирования, как адреса слов, коды G и M и команды перемещения инструмента. Студенты также знакомятся со структурными частями программы ЧПУ, а также знакомятся с разговорным программированием. Вы узнаете о токарных станках с ЧПУ, а также о рабочих и инструментальных устройствах, а также о режущих инструментах, используемых при токарной обработке с ЧПУ.В этот курс включены подробные беседы о компоненте «Непрерывное совершенствование» обеспечения качества по сравнению с контролем качества. Ключевые выносы
Использованные инструменты и технологии
Токарная обработка с ЧПУ IПрограммирование для токарных станков с ЧПУ является основным направлением этого класса. Студенты узнают о токарных станках с ЧПУ, инструментальных и зажимных устройствах, а также о режущих инструментах, используемых при токарной обработке с ЧПУ. Используя материалы, изученные в этом классе, вы начнете писать свои собственные программы. Некоторые из многих рассматриваемых тем включают смену инструмента, нумерацию последовательностей, остановки программы, коды СОЖ и постоянные циклы, а также различные токарные операции.Непрерывный Компонент улучшения в анализе покупки и создания завершает курс. Ключевые выносы
Использованные инструменты и технологии
Токарная обработка с ЧПУ IIЭтот курс посвящен настройке и эксплуатации токарных центров с ЧПУ.Вы научитесь использовать кнопки панели управления, клавиши, циферблаты и ручки для управления токарным станком, а также для загрузки, отображения, редактирования и запуска программ. Вы также научитесь настраивать фиксацию устройств и учитывать различия в системах координат, геометрию инструмента и коррекции износа, а также вводить и проверять программы. По завершении курса вы будете запускать программы с полной подачей, скоростью и быстродействием за счет использования автоматического режима. Вы также узнаете о компонентах непрерывного совершенствования как раз вовремя, и о шести сигмах. Ключевые выносы
Использованные инструменты и технологии Фрезерный станок с ЧПУ IЭтот курс начинается с ознакомления с различными типами фрезерных станков и типами инструментальных оправок, используемых на фрезерных станках.Основное внимание в курсе уделяется программированию для фрезерных станков с ЧПУ. Будучи студентом, вы начнете писать свои собственные программы фрезерования, используя материалы, изученные в этом классе. Вы также выполните лабораторное упражнение по планированию материальных ресурсов (MRP), которое является частью программы непрерывного совершенствования. Ключевые выносы
Использованные инструменты и технологии
Фрезерный станок с ЧПУ IIЭтот курс посвящен настройке и эксплуатации фрезерных станков с ЧПУ.Вы научитесь использовать кнопки панели управления, клавиши, шкалы и ручки для управления мельницей, а также для загрузки, отображения, редактирования и запуска программ. Вы также научитесь настраивать зажимных приспособлений и учета различий в системах координат, геометрии инструмента и коррекций износа, а также программ ввода и проверки. По завершении курса вы будете запускать программы с полной подачей, скоростью и быстродействием за счет использования автоматического режима. Курс завершается компонентом «Непрерывное совершенствование» лабораторного упражнения по планированию ресурсов. Ключевые выносы
Использованные инструменты и технологии CAD и CAMС помощью программного обеспечения САПР вы познакомитесь с различными типами геометрии, такими как каркасы, твердотельные модели и поверхности.Обсуждаются различные типы программного обеспечения, чтобы помочь студентам понять CAD / CAM. Используя программное обеспечение CAM, вы узнаете о такие траектории, как двухмерное контурное фрезерование, торцевое фрезерование, создание отверстий, карманов, контурное точение и трехмерное фрезерование. Функции проверки и моделирования используются, чтобы гарантировать, что инструмент (ы) ведет себя так, как ожидалось, и все детали обработки определены. Вы узнаете о постобработке, процессе, позволяющем программному обеспечению CAM писать программу ЧПУ.Курс завершается с обобщением непрерывного совершенствования управления изменениями. Ключевые выносы
Использованные инструменты и технологии
Совет по программному обеспечению для всех, кто думает о маршрутизаторе с ЧПУНебольшой фрезерный станок с ЧПУ может дать отличные результаты, но не забывайте и о программном обеспечении! Инструменты с ЧПУ, независимо от их вкуса , могут значительно улучшить ваши навыки изготовления или самостоятельного изготовления.В настоящее время я предпочитаю фрезерный станок с ЧПУ. Поскольку они были знакомы с ручным фрезерным станком, концепция казалась похожей, а цена на них вполне разумна по сравнению с некоторыми другими инструментами. Как описано в этом посте, моя машина представляет собой модель Zen Toolworks, но, безусловно, есть и другие варианты, которые можно посетить, например, эта модель Probotix V90, недавно отмеченная в этом посте. Несмотря на то, что любое количество моделей фрезерных станков с ЧПУ отлично смотрятся на видео и изображениях, будьте уверены, что даже самые лучшие станки требуют некоторого терпения, чтобы заставить их работать удовлетворительно.Настройка машины может быть сложной задачей, так же как и выяснение того, на что способна ваша машина, но одна вещь, которая может ускользнуть от умы людей, – это задействованное программное обеспечение. Читайте дальше, чтобы узнать При использовании фрезерного станка с ЧПУ под управлением компьютера (в отличие от выделенного контроллера) ваша цепочка инструментов состоит из трех частей: автоматизированного проектирования (CAD) , автоматизированного производства (CAM) и контроллер машины упаковка.Есть бесплатная и платная версии каждого из них. Создайте свою детальДизайн любезно предоставлен ESTLcam и моей идеей уменьшить ножевой блок, чтобы сделать «держатель для дротиков воина».Первый шаг – нарисовать свою деталь. Для создания чертежей деталей я экспериментировал с Inkscape, редактором векторной графики, и Draftsight, более или менее бесплатным AutoCAD. Inkscape – действительно классная программа для создания более художественных произведений, таких как случайное дерево, которое я вырезал некоторое время назад.Если вы хотите сделать что-то более ориентированное на размеры, я предпочитаю Draftsight. Я хорошо знаком с AutoCAD, и он доступен для Linux, Mac и Windows. Если вы хотите заняться 3D-дизайном, Sketchup кажется более или менее стандартом для случайных создателей / хакеров и т. Д. Возможно, меня избаловали или промыли мозги несколько лет работы с Pro / E и Solidworks в гораздо меньшей степени, потому что я нашел Sketchup разочаровывающим. Иногда я нахожу Pro / E (теперь Creo) разочаровывающим, но мне платят за это разочарование. Независимо от того, какой стиль или программу дизайна вы выберете, если вы не знакомы с форматом, запланируйте потратить приличное количество времени на то, чтобы выяснить, как создавать свои детали. Создать GcodeЭкран Meshcam на мой обзорG-Code, в отличие от того, во что вы бы поверили некоторые рэперы середины 90-х, означает Общий код и является тем, что напрямую управляет станком с ЧПУ. Вы можете написать G-код вручную, и для очень простых кругов или линий это может быть удобно.Однако в большинстве случаев G-код намного проще создать с помощью программы CAM для перевода вашей модели САПР в этот формат. Я опробовал несколько пакетов, и у всех есть свои преимущества и недостатки:
Наряду с фактическим изучением программного обеспечения вам нужно будет подумать, с какой скоростью ваша машина действительно может справиться и что делать, чтобы не «разбить» свою машину. В вашей программе CAM вы настраиваете подачу, скорость, глубину резания и другие параметры. Управляйте своим маршрутизаторомMach4 для управления вашим маршрутизаторомКак только ваша программа CAM выдаст, возможно, несколько тысяч строк G-кода, ваша программа управления станком – это то, что заставит все двигаться.Я использую Mach4, который, кажется, является распространенной программой для управления хобби-машинами. Как и все остальное, у него есть кривая обучения, но в целом я вполне доволен тем, как он работает. Одна слабость, с которой я столкнулся с этим (и это, вероятно, относится к другим программам), заключается в том, что вам нужен фактический параллельный порт для его правильной работы (а не USB-параллельный адаптер), и он не должен работать на ноутбуке. из-за возможных проблем с управлением питанием. Я уверен, что есть обходные пути, но в целях экономии времени было бы неплохо просто очистить (или купить) старый компьютер, чтобы запустить его.Он будет комфортно работать на слегка устаревших машинах, поэтому примерно за 150 долларов вы можете получить компьютер, на котором будет работать ваш маршрутизатор. Другой вариант – LinuxCNC. Когда я начал изучать ЧПУ, я почти не был знаком с Linux. Проблема перехода на новую ОС вместе с новым маршрутизатором казалась слишком сложной задачей, поэтому я не пробовал этот вариант. Поскольку сейчас я довольно часто использую Ubuntu, сегодня я мог бы пойти другим путем. Если вы много работали с LinuxCNC, поделитесь своим опытом, оставив комментарий ниже. Подводя итоги, вот два видео с ЧПУ, которые я сделал. В первом я гравирую лапу тигра, а во втором видео я написал урок о том, как гравировать логотип с помощью Inkscape. Станок с ЧПУ – отличное дополнение к любому магазину, но, как я надеюсь, я уже отметил здесь, не обошлось без проблем!
Обратите внимание, что помимо этого поста я получил специальные цены и / или образцы, чтобы опробовать продукты от компаний-представителей Zen Toolworks, Mach4, ESTLcam и MeshCAM. Джереми Кук – инженер-механик со степенью Университета Клемсона и занимается производством и автоматизацией процессов. Кроме того, Джереми – заядлый создатель и бывший штатный писатель Hackaday. Когда он не на работе или в гараже, вы можете найти его в Twitter @JeremySCook, в его блоге о проектах JCoPro. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||