Электромуфты для надежного соединения полиэтиленовых (пнд) труб
Электромуфты для надежного соединения полиэтиленовых (пнд) труб
При замене пластиковых трубопроводов возникает необходимость надежного соединения отдельных элементов, осуществить подобный монтаж можно несколькими способами. Для труб из полиэтилена — это применение сварки, которая может быть выполнена встык либо с использованием такого элемента, как электромуфта. Есть и механический способ соединения, но он не всегда обеспечивает высокую надежность и герметичность.
Электромуфтовая сварка для полиэтиленовых (пнд) труб одна из самых надежных и долговечный сварок на сегодняшний день
Всего сегодня выделяют три метода:
- механическое соединение при помощи фитингов;
- стыковая сварка, но она применима только при определенных условиях, когда торцы трубы можно жестко зафиксировать;
- электромуфтовая сварка, которая используется в труднодоступных условиях, например, в колодцах, технических отверстиях, узких канавах, при срочном ремонте.


Сварка встык: принцип соединения
Использование сварки встык представляет собой простой нагрев торцов трубопровода из пластика, при котором все свариваемые элементы нагреваются до вязко-текучего состояния, после чего концы полиэтиленовых (пнд) труб под давлением соединяются. При выполнении подобной работы изделие должно быть жестко зафиксировано, не допускаются сдвиги и другие движения во время самой сварки и остывания.
Такая технология очень проста, но возможна она не при всех ситуациях, только для соединения трубопроводов с одним диаметром и совпадающей маркой полиэтилена. Варить пластмассу с различными характеристиками при помощи подобного метода нельзя. Условия работы здесь следующие:
- толщина стенок трубы не должна быть меньше 4,5 мм;
- производить сварку можно только в диапазоне температур от -15 до +45 градусов;
- потребление электроэнергии при таком способе незначительное;
- при сварке нет необходимости использовать сложную технику;
- такой метод применяется только в том случае, когда есть возможность надежно зафиксировать концы пластиковых труб, для работы в сложных, труднодоступных местах сварка встык не годится — подходит только электромуфта.

Преимущество соединений при помощи электромуфт
Использование электромуфты для соединения полиэтиленовых (пнд) труб любого диаметра преимущественно, когда стыковой метод сварки не столь удобен и практичен. Как правило, это канализационные колодцы, очень узкие и неудобные каналы, монтажные отверстия в фундаментах и стенах зданий. То есть метод сварки при помощи муфты отлично подходит в том случае, когда стыковочный станок поставить просто нельзя.
Еще одним преимуществом использования такого метода соединения является то, что он уместен при различных авариях, при повреждениях полиэтиленовых (пнд) труб, когда устранить неполадки надо за кратчайшее время.
Кроме того, электросварка очень проста, не требует специальных знаний, готовность соединения легко установить при помощи специальных отверстий на муфте.Правильную температуру, которую требует метод сварки, легко определить, если вы пользуетесь современным аппаратом — он имеет возможность считывать требуемую информацию непосредственно со штрих-кода электромуфты.
Для работы используются самые простые инструменты, включающие в себя только устройство для зачистки торцов трубопровода, непосредственно сами электромуфты и сварочный аппарат, предназначенный для соединения.
Этапы сварки труб из полиэтилена при помощи электромуфты
- сначала необходимо провести комплекс подготовительных работ, которые включают в себя зачистку поверхности двух соединяемых труб, уборку оксидного слоя, грязи. Делать это можно с помощью ножа, скребка либо специального механизированного устройства. Стоит оно достаточно дорого, но при монтаже труб с большим диаметром использование обычного ножа крайне затруднено;
- для надевания муфты рекомендуется использовать специальный позиционер, который позволит всем соединяемым частям занять правильное положение. Специальная скругляющая накладка помогает убрать некоторую овальность изделия;
- все свариваемые поверхности придется обезжирить. Данную процедуру производить необходимо и внутри, и снаружи;
- если на улице идет дождь либо снег, то все элементы, трубы, муфты и прочее следует убрать под навес и продолжать сварку там. Труба соединяться должна только с учетом этого правила, иначе о надежном креплении можно даже не мечтать;
- после окончания подготовки полиэтиленовых (пнд) труб можно приступать непосредственно к самой сварке. Электромуфта помещается на конец одной трубы, при помощи обычного молотка совмещаются торцы трубы и муфты, после чего следует сделать отметку на конце второй трубы ровно до половины. Далее торцы полиэтиленовых (пнд) труб совмещаются соосно, муфта надвигается до сделанной отметки;
- в специальные клеммы электромуфты вставляются провода, идущие от сварочного аппарата, сам процесс сварки осуществляется в автоматическом режиме. Современные сварочные устройства для пластмассовых труб позволяют настроить температурный режим соединения, считывая штрих-код, который напечатан на этикетке продаваемой муфты;
- после этого сварка считается завершенной, что заметно по специальным отверстиям, которые имеет электромуфта. Из этих отверстий начинают выступать капли из расплавленного полиэтилена, после чего провода из клемм муфты можно вынимать;
- последний этап — это полное остывание всех свариваемых участков пластмассовых труб, которые нельзя трогать либо смещать.
 Труба соединяться должна только с учетом этого правила, иначе о надежном креплении можно даже не мечтать;
Труба соединяться должна только с учетом этого правила, иначе о надежном креплении можно даже не мечтать;
Именно подобная простота соединения трубопроводов, для изготовления которых применяется полиэтилен ПВД, и выступает главной причиной использования электромуфт и сварки. Такое соединение получается очень прочным и надежным, оно гарантирует отсутствие протечек и других проблем. Полиэтиленовый трубопровод прослужит вам около века.
Электромуфты, применяемые для соединение труб из полиэтилена, позволяют достаточно быстро и просто выполнить монтаж. Полиэтилен при высоких температурах расплавляется, после остывания образуется монолитное соединение, которое отличается надежностью и прочностью. О протечках трубопровода можно не беспокоиться.
Компания ООО «АОС» поставляет электросварные муфты и фасоонные изделия под маркой FRIALEN.
Изделия ФРИАЛЕН отличаются высочайшими техническими характеристиками и являются эталоном по параметрам качества изготовления, надежности и долговечности сварных соединений.
Электромуфта д.
 110 ПЭ100 SDR11
110 ПЭ100 SDR11Муфта электросварная PLASSON (Израиль)
Муфта электросварная производителя PLASSON применяется для соединения полиэтиленовых труб между собой и с полиэтиленовыми фасонными частями.
Муфта полиэтиленовая соединительная Плассон является отличным решением при использовании в строительстве ПНД трубопроводов в системах питьевого или технического водоснабжения, в системах газопроводов. Обладает высоким качеством исполнения при невысокой стоимости.
Муфта электросварная имеет открытую нагревательную спираль для оптимальной теплоотдачи, не требует при работе специальных держателей и приспособлений.
Муфта электросварная 20, 25, 32, 40, 50, 63, 75, 90, 110, 125, 140, 160 и т.д. имеет максимальное допустимое рабочее давление 16 атмосфер (вода), 10 атмосфер (газ)
Изготавливается из ПЭ-80, ПЭ-100. Используется для сварки ПЭ труб, тройников, отводов, заглушкек, переходов, втулкок под фланец и тд.. Электромуфты чаще всего используются в тех местах, где нельзя сварить стыковым аппаратом.
Муфта электросварная ПЭ100 SDR17
Муфта электросварная предназначена для соединения труб с фасонными ПНД частями и между собой. Она имеет открытую электронагревательную спираль для оптимальной теплопередачи, большую глубину сопряжения, особо широкую зону сварки, холодные зоны по бокам и в центре, предотвращающие вытекание расплавленной массы, не требуют при работе специальных специальных держателей и приспособлений.
Электросварная муфта выпускается для труб диаметром 160, 180, 200, 225, 250, 280, 315, 355, 400, 450, 500, 560, 630, 710, 800, 900, 1000, 1200 имеет максимальное допустимое рабочее давление 10 атмосфер (вода), 6 атмосфер (газ)
Муфты FRIALEN
Муфта соединительная для труб из полиэтилена с закладным электонагревательным элементом немецкой фирмы FRIATEC – это высококачественный продукт премиум класса, предназначенный для соединения ПНД труб равного диаметра между собой и с литыми ПНД фитингами при строительстве водопроводных сетей питьевого водоснабжения и газопроводов.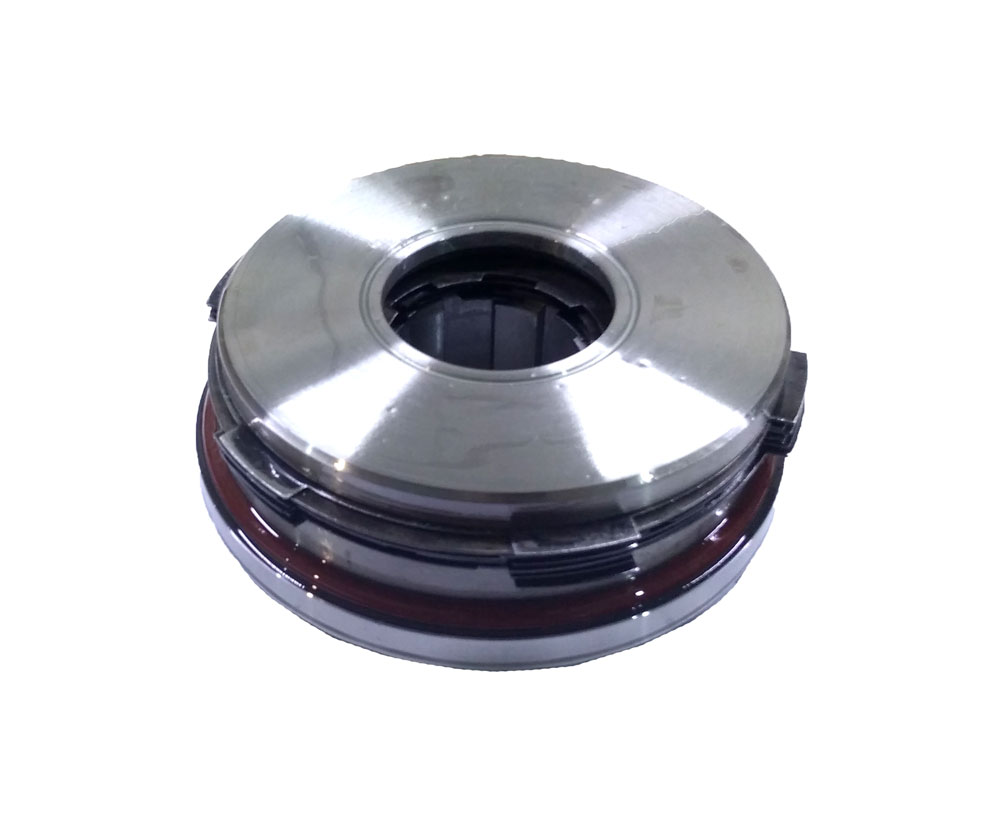
Электросварная муфта Frialen внутри имеет легкоудаляемый упор для упрощения процесса монтажа, открытую нагревательную спираль для оптимальной теплопередачи, большую глубину сопряжения, особо широкую зону сварки, холодные зоны по бокам и в центре, предотвращающие вытекание расплавленной массы.
Электросварные муфты Frialen не требуют при монтаже специальных позиционеров и приспособлений. Применяются для соединения труб с максимально допустимым рабочим давлением 16 атмосфер (для водопроводных труб) и 10 атмосфер (для газовых труб)
Электросварная муфта без упора Frialen немецкой фирмы FIATEC предназначена для соединения полиэтиленовой трубы, методом электродиффузионной сварки при помощи открытой нагревательной спирали, расположенной на внутренней стороне муфты.
Благодаря тому, что нагревательный элемент у электросваной муфы FRIALEN UB, является открытым, происходит более оптимальная теплопередача, что дает большую глубину сопряжения и особо широкую зону сварки. У муфты имеются холодные зоны по бокам и в центре, что предотвращает вытекание расплавленного полиэтилена. ПНД муфта электросварная Frialen не требует при работе специальных держателей и приспособлений.
У муфты имеются холодные зоны по бокам и в центре, что предотвращает вытекание расплавленного полиэтилена. ПНД муфта электросварная Frialen не требует при работе специальных держателей и приспособлений.
Начиная с диаметра 250 муфты Frialen имеют цветовые жидкостные индикаторы для визуального контроля процесса сварки, а начиная с 280 диаметра муфты имеют технологию предварительного прогрева для оптимального перекрытия зазоров (д.280 – 450 по необходимости; д.500 – 800 – обязательно для применения), это особенно помогает при сварке труб в холодное время года, а также при работе с газопроводными ПНД трубами, где нужен особый контроль.
Применяются муфты FRIALEN UB для сварки ПНД труб с максимальным рабочим давлением 16 атмосфер (для воды) и 10 атмосфер (для газа). Муфты диаметром от 280 – 630 имеют раздельные сварочные зоны.
Муфта Frialen ПЭ100 SDR17.
Электросварная муфта ПЭ100 SDR17 FRIALEN UB применяется для сварки полиэтиленовых труб при строительстве водопроводных систем, транспортирующих питьевую или техническую воду с рабочим давлением 10 атмосфер и газопроводных полиэтиленовых систем с рабочим давлением 6 атмосфер. Конструктивно муфта ПЭ100 SDR17 не отличается от муфты ПЭ100 SDR11, она также имеет открытую нагревательную спираль для лучшей теплопередачи, холодные зоны по бокам и в центре муфы, чтобы небыло вытекания расплавленного полиэтилена во время проведения сварочного процесса. Все муфты имеют раздльные сварочные зоны.
Конструктивно муфта ПЭ100 SDR17 не отличается от муфты ПЭ100 SDR11, она также имеет открытую нагревательную спираль для лучшей теплопередачи, холодные зоны по бокам и в центре муфы, чтобы небыло вытекания расплавленного полиэтилена во время проведения сварочного процесса. Все муфты имеют раздльные сварочные зоны.
Многолетний опыт работы в сфере поставки данной продукции является надежным гарантом установления и развития долгосрочных взаимовыгодных отношений со всеми заинтересованными сторонами. Товар проходит строгий контроль качества. Вся продукция сертифицирована и соответствует ГОСТ и ТУ.
Мы любим и уважаем нашего Клиента и поэтому прикладываем максимум усилий к тому, чтобы постоянно совершенствовать качество и расширять ассортимент наших товаров.
Нам приятно радовать Вас: отличным качеством товара, приемлемыми ценами, высоким уровнем обслуживания.
Обратившись к нам, Вы приобретете надежного партнера, качественную продукцию и приятное впечатление от работы с нами.
У нас широкий ассортимент и выгодные цены!!
Мы всегда рады ответить на любые вопросы, обращайтесь к нам.
По всем интересующим Вас вопросам обращайтесь к нашим менеджерам по указанному адресу:
Наш адрес: 625013, Россия, г. Тюмень, ул. Пермякова, 2, стр. 4, офис 9
тел-факс: (3452) 68-10-27
E-Mail: [email protected]
Контактное лицо: 8-912-388-22-77 Ирина Максимовна
Электромуфты из PP-RCT – Wavin Ekoplastik
Представленная перед вами муфта является отличной альтернативой всем привычного средства соединения пластиковых труб низкого давления. Это нехитрое устройство выполнено из того же типа материала, что и сами трубы. Именно благодаря этому обеспечивается прочное соединение, которое способно выдерживать колоссальные нагрузки как на изгиб, так и на растяжение.
Электрическая муфта имеет массу преимуществ по сравнению с обычной:
- муфта обеспечивает герметичное соединение в самых труднодоступных местах;
- благодаря сплавлению двух пластиковых тел обеспечивается прочное и герметичное соединение;
- удобство и простота работы с устройством.

Электрофумфта представляет собой пластиковое изделие со встроенными нагревательными элементами. Для осуществления прочного соединения достаточно на выходные клеммы подать постоянный электрический ток. Под его действием спираль нагревается и расплавляет внешнюю оболочку пластика. Соединяемые трубы сплавляются контактируемыми поверхностями и фиксируются в неподвижном состоянии на некоторое время.
Это новое современное устройство позволяет выполнять сложные конструкции в системах газо-, водопровода и канализации. Благодаря использованию подобных устройств значительно сокращается время монтажных работ и ремонта любой сложности. С использованием электромуфт можно за считанные минуты устранить разрыв в системе, даже в очень узком пространстве.
Ассортимент
В ассортименте Wavin Ekoplastik имеется электрические муфты десяти разных диаметров, с использованием которых можно выполнить огромное количество работ за короткий промежуток времени.
Высокое качество и надежность
С первых лет появления на нашем рынке подобных изделий их популярность стала быстро распространяться по всем регионам. Это в первую очередь связано со следующими причинами:
- высокая скорость проведения всех типов работ;
- высокая степень надежности соединения;
- большой номенклатурный ряд изделий;
- простота ее монтирования.
Надежность муфтового соединения при помощи компонентов с вставными нагревательными элементами проверена уже не одним годом эксплуатации готовых изделий даже под критическими уровнями давлений и температур
Для определения готовности соединения каждая муфта оснащается специальными отверстиями, через которые видно, когда стыкуемая труба находится на своем месте, а температура достигла необходимых уровней. Сварка считается завершенной, когда из этих отверстий начинают выступать капли из расплавленного полипропилена.
Технология сваривания труб
- Первым делом необходимо подготовить трубы для стыковки. На них не должно быть заусенцев, а торцы должны быть максимально перпендикулярным к ее оси. Это можно сделать при помощи ножа, скребка или специального механического приспособления.
- При стыковке муфт и труб следует применять специальное приспособление, которое направляет соединяемые части строго по одной оси.
- На следующем этапе необходимо стыкуемые поверхности обезжиривать. При этом необходимо не допускать попадания влаги на свариваемые поверхности.
- Электромуфта насаживается на один конец трубы. На следующем этапе следует нанести отметины на необходимом расстоянии, относительно положения на ней муфты и надеть ее на второй конец трубы.
- Далее, в специальные клеммы вставляются провода от сварочного устройства, и подается постоянный ток. В течение нескольких секунд выдерживается напряжение на неизменном уроне. При этом происходит расплавление контактируемых поверхностей и их сваривание, образуя цельное монолитное соединение.
- Современные аппараты для сваривания полиэтиленовых труб работают в автоматическом режиме, обеспечивая необходимые температуры и требуемую длительность ее воздействия. При этом вся необходимая информация, касательно материала и прочих характеристик электрической муфты, зашифрована в штрихкоде, который напечатан на этикетке муфты. А это намного облегчает процесс сваривания и значительно увеличивает надежность соединения.
- Использование электромуфт обусловлено их простотой монтажа и надежностью соединения. С их помощью можно соединить трубы в труднодоступных местах.
 На них не должно быть заусенцев, а торцы должны быть максимально перпендикулярным к ее оси. Это можно сделать при помощи ножа, скребка или специального механического приспособления.
На них не должно быть заусенцев, а торцы должны быть максимально перпендикулярным к ее оси. Это можно сделать при помощи ножа, скребка или специального механического приспособления.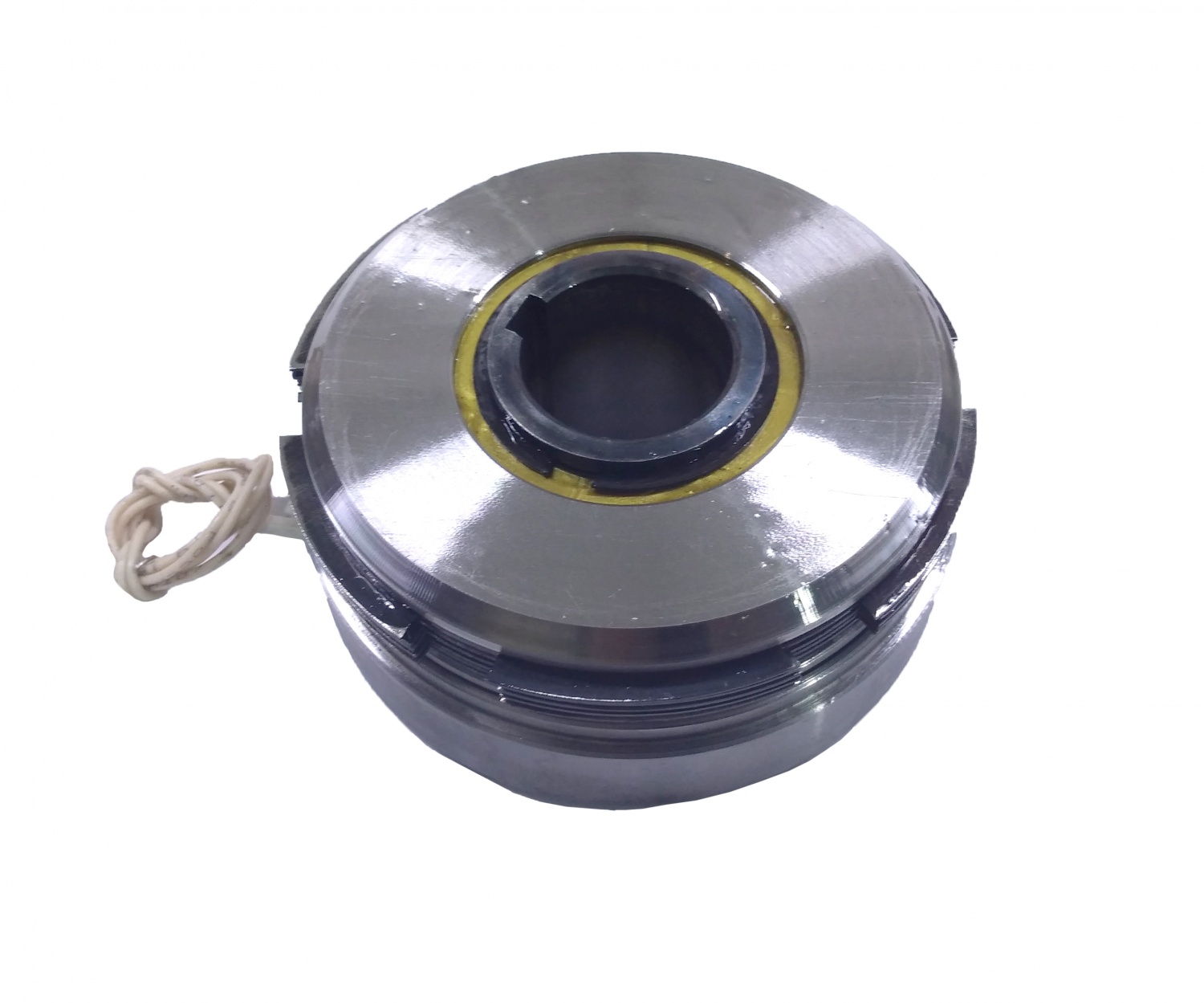 При этом вся необходимая информация, касательно материала и прочих характеристик электрической муфты, зашифрована в штрихкоде, который напечатан на этикетке муфты. А это намного облегчает процесс сваривания и значительно увеличивает надежность соединения.
При этом вся необходимая информация, касательно материала и прочих характеристик электрической муфты, зашифрована в штрихкоде, который напечатан на этикетке муфты. А это намного облегчает процесс сваривания и значительно увеличивает надежность соединения. Электромуфтовая сварка полиэтиленовых труб ПНД
Электромуфтовая сварка – один из основных видов соединения полиэтиленовых труб (ПНД), особенностью которого является использование специального нагревательного элемента – электромуфты. Данный метод сварки обходится дороже, чем применения сварки встык, но иногда без этого способа не обойтись. В этой статье мы рассмотрим, в каких именно случаях применяется электромуфтовая сварка и каков принцип ее работы.
Сегодня электромуфтовую сварку ПНД используют для труб разной толщины стенок и разного диаметра, при монтаже безнапорного трубопровода – систем дренажа и самотечной канализации, врезке в действующий трубопровод и ремонте уже существующих трубопроводов. При соединении электромуфтой скорость выполнения работ очень высокая и требуется мало свободного пространства.
При соединении электромуфтой скорость выполнения работ очень высокая и требуется мало свободного пространства.
Как правило, электромуфтовая сварка полиэтиленовых труб проводится с помощью специального оборудования, оснащённого микропроцессорным управлением. Благодаря этому, муфтовая сварка обеспечивает контроль параметров процесса, автоматическое регулирование времени сварки, которое зависит от параметров фасонного элемента и температуры воздуха.
Технология муфтовой сварки полиэтиленовых труб
Сварка полиэтиленовых труб с помощью такого метода сварки предъявляет особые требования к проведению работ. Перед началом сварки необходимо зачистить поверхности, подлежащие свариванию, следя за тем, чтобы не оставалось никакой грязи или окисной плёнки. В случае приваривания ответвительного седла должны применяться правильно подобранные зажимы. Когда проводится электромуфтовая сварка, труба и фасонный элемент должны оставаться абсолютными неподвижными, причём не только во время соединения, но и в процессе остывания.
Процесс сварки труб с помощью закладных электромуфт производится в следующей последовательности:
- концы соединяемых полиэтиленовых труб должны быть очищены от загрязнений и обезжирены.
- электромуфта надевается на торец одной из труб, до совмещения торца муфты и ПНД трубы. При необходимости труба зажимается в позиционере. Вторая труба совмещается с первой “торец в торец”, после чего муфта надвигается в обратную сторону на 1/2 длины муфты.
- провода от сварочного аппарата подключаются к клеммам электромуфты.
- запускается процесс нагрева электромуфты в режиме «автоматический». Сварка труб завершена, когда расплавленный полиэтилен выступил из контрольных отверстий фитинга.
- последний этап процесса – естественное охлаждение свариваемого узла до полной неподвижности.
Основные преимущества электромуфтовой сварки:
- Универсальное применение в отношении полиэтилена и толщины его стенки. Свойства расплавленного полиэтилена дают возможность использовать данный метод для соединения труб с разным диаметром.
- Практичность и удобство при монтаже. Для сварки ПНД данным методом достаточно просто свести вместе концы труб и соединить их нагревательным элементом, после чего нагреть их, просто подав электрический ток на выводы муфты. После этого процесс будет происходить в автономном режиме.
- Надежность. Отличительной особенностью данного метода является надежность и долговечность конечного результата. Материалы в стыках проникают друг в друг, таким образом плотность шва такая же, как и у остальных участков трубы.
- Экономичное и эффективное применение. Аппараты для электромуфтовой сварки отличаются компактным размером, малой массой и сравнительно небольшим энергопотреблением.

Исходя из выше сказанного, можно сделать вывод, что электромуфтовая сварка зарекомендовала себя как надежная, экономичная и удобная технология для соединения трубопроводов в газо- и водоснабжении, а также для канализации. Трубопровод, собранный из полиэтиленовых труб с качественно выполненным процессом сварки, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Однако специалисты завода «Волжанин» отмечают, что обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Трубопровод, собранный из полиэтиленовых труб с качественно выполненным процессом сварки, прослужит несколько десятилетий, не требуя дополнительного обслуживания и ремонта. Однако специалисты завода «Волжанин» отмечают, что обязательной частью процедуры сварки полиэтиленовых труб является контроль качества выполненных соединений. Продолжать обработку труб в дальнейшем можно только после осмотра всех выполненных соединений. Выполненные швы в точности должны соответствовать установленным техническим требованиям, только тогда соединение можно с уверенностью признать качественным.
Если Вы планируете осуществлять соединение труб аппаратами марки VOLZHANIN и у Вас возникли вопросы в процессе использования оборудования, Вы можете получить круглосуточную техническую поддержку по телефону горячей линии 8-800-200-17-45 (звонок по России бесплатный).
Датчик электромуфты Камаза opex.ru
Array
(
[DATE_ACTIVE_FROM] => 09.05.2019 02:58:00
[~DATE_ACTIVE_FROM] => 09. 05.2019 02:58:00
[ID] => 508502942
[~ID] => 508502942
[NAME] => Датчик электромуфты Камаза
[~NAME] => Датчик электромуфты Камаза
[IBLOCK_ID] => 33
[~IBLOCK_ID] => 33
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] => Двигатель грузового автомобиля вырабатывает большое количество тепла. Чтобы механизмы не перегревались, необходимо использовать систему охлаждения. Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
Автомобили марки Камаз имеют два вида охлаждения: воздушный, комбинированный. Комбинированный тип называют также жидкостно-воздушный. Оба варианта охлаждения предполагают наличие вентилятора. Данный компонент целой охладительной системы испытывает сильные вибрации, большие нагрузки, подвергается серьезному шумовому эффекту. Также постепенно может сокращаться частота вращения вентилятора. Чтобы работа механизма оставалась в прежнем режиме, для вентилятора устанавливается специальная муфта. Она снимает большие динамические нагрузки, беря часть «удара» на себя, соответственно, наличие муфты необходимо.
Виды и функциональные особенности
Существует несколько разновидностей муфт: упругие, электромагнитные, фрикционные, гидравлические, вискомуфты. Каждая разновидность имеет свои функциональные особенности.
 05.2019 02:58:00
[ID] => 508502942
[~ID] => 508502942
[NAME] => Датчик электромуфты Камаза
[~NAME] => Датчик электромуфты Камаза
[IBLOCK_ID] => 33
[~IBLOCK_ID] => 33
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
05.2019 02:58:00
[ID] => 508502942
[~ID] => 508502942
[NAME] => Датчик электромуфты Камаза
[~NAME] => Датчик электромуфты Камаза
[IBLOCK_ID] => 33
[~IBLOCK_ID] => 33
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] => 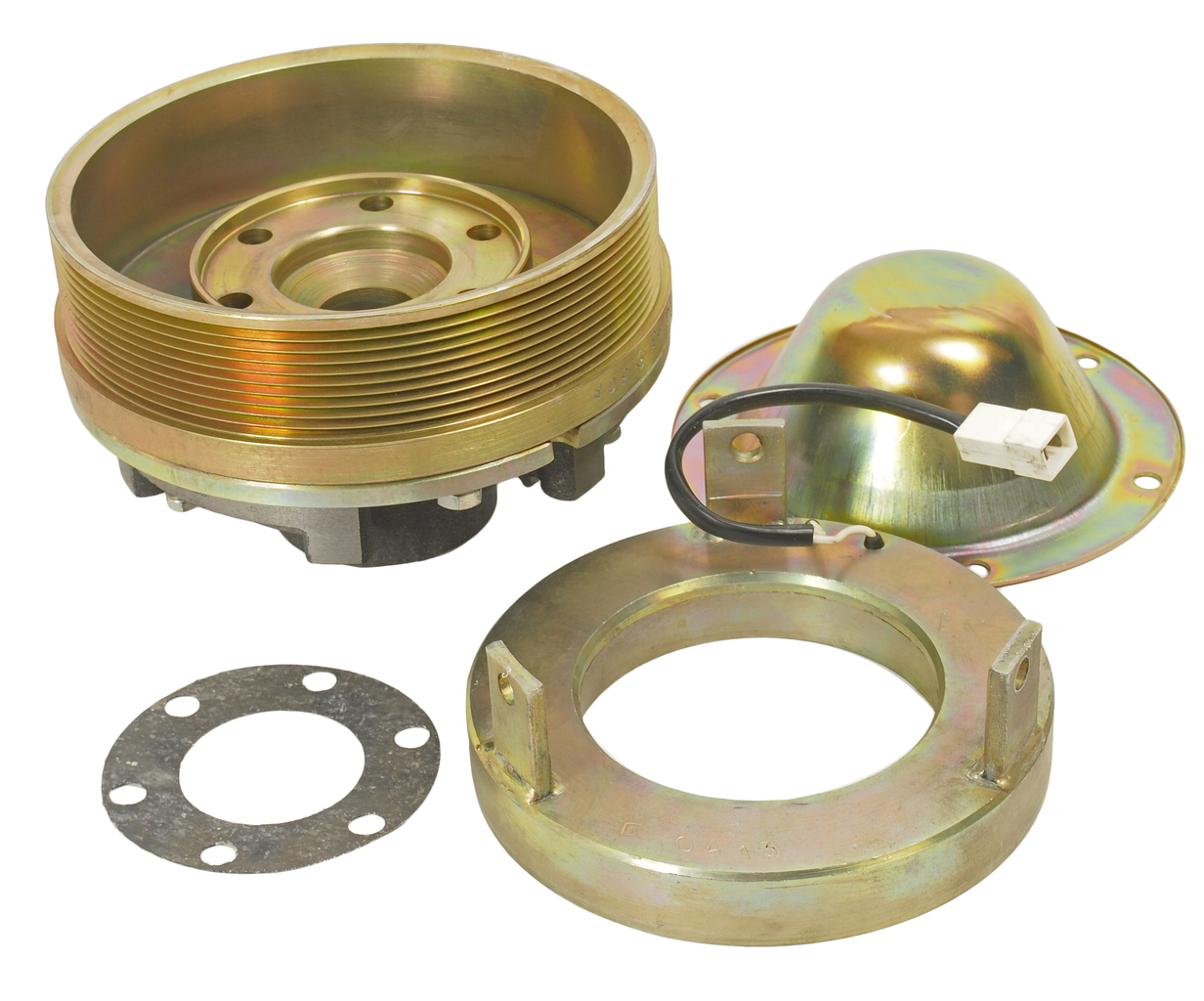 Также постепенно может сокращаться частота вращения вентилятора. Чтобы работа механизма оставалась в прежнем режиме, для вентилятора устанавливается специальная муфта. Она снимает большие динамические нагрузки, беря часть «удара» на себя, соответственно, наличие муфты необходимо.
Также постепенно может сокращаться частота вращения вентилятора. Чтобы работа механизма оставалась в прежнем режиме, для вентилятора устанавливается специальная муфта. Она снимает большие динамические нагрузки, беря часть «удара» на себя, соответственно, наличие муфты необходимо.- Например, упругая передает крутящий момент с помощью двух соприкасающихся резиновых дисков, поэтому при смене режима двигателя, силовой удар приходится на мягкую резину. Данный вид считается устаревшим, поэтому обнаружить его можно только на старых Камазах. Современные модели имеют другие конструктивные решения. Работа муфты осуществляется благодаря двум дискам: внутренний диаметр ведущего имеет посадочные зубцы, которыми закрепляется на валу, ведомый имеет втулки с резьбой для посадки вентилятора.
- Фрикционная имеет более современное строение: включается, выключается приводом, реагирующим на информацию температурного датчика. Температура 80 градусов — отключение вентилятора, 90 градусов — включение. Данный вид считается более технологичным, поэтому фрикционные муфты можно найти на достаточно большом количестве грузовиков. Благодаря работе непосредственно с температурой, информация, передающаяся вентилятору, считается более надежной, чем силовая работа резиновых деталей механизма. Система имеет ведомый, ведущий диски, нажимной диск, диафрагменную пружину, привод, увеличивающий, либо уменьшающий давление воздуха внутри системы.
- Гидромуфта работает более плавно, чувствительнее реагируя на смену температурного коэффициента. Данные, которые считывает датчик — температура охлаждающей жидкости. Проходя через весь системный узел, температура жидкости анализируется системой, после чего данные передаются блоку вентилятора, запуская, либо отключая его. Баллон выключателя содержит вещество, которое достигает температуры плавления, перемещает золотник, открывает канал доступа масла. Больше масла — больше оборотов вентилятора, соответственно, быстрее вращение. После уменьшения температуры и закрытия канала, вращение прекращается. Гидромуфта состоит из шлицевого ведущего вала, ведущего колеса, кожуха, шкива с собственным валом. Ведомая часть включает ступицу крепления вентилятора. Частота вращения колеса прямо пропорциональна количеству масла, поступившего внутрь рабочей полости.
- Вискомуфта является по сути разновидностью гидро-типа. Только основа работы заключается в использовании вязкости масла. Холодная работа двигателя заставляет жидкость антифриза двигаться малым кругом, поэтому ротор муфты находится в закрытом состоянии. Центробежные силы заставляют масло сливаться в резервные полости, соответственно, масло не толкает золотник, обороты вращения падают. Когда температура растет, движение антифриза проходит по большому кругу, поэтому жидкость попадает внутрь радиатора. Воздух внутри радиатора нагревается, биметаллическая пластина тоже нагревается, выгибается, открывая один клапан доступа. После открытия клапана масло попадает внутрь, обороты увеличиваются. Если температура продолжает расти, биметаллическая пружина открывает второй клапан. Имея вязкую консистенцию, масло может поддерживать определенную температуру работы, предотвращая перегрев двигателя. Именно поэтому чаще всего применяется силиконовое мало, отличающееся высокой вязкостью, которая увеличивается с ростом температуры. Внутреннее строение данного типа очень похоже на гидромуфту, однако существуют свои конструктивные особенности. Например, наличие ротора. Вал ротора прикрепляется двумя подшипниками к водяному насосу; две камеры ротора делятся дополнительно двумя пластиковыми пластинами, таким образом образуется целых четыре полости.
- Электромагнитный тип (электромуфты) применяется на современных Камазах. Достигая температуры до 90-95 градусов, охлаждающая жидкость оказывает влияние на датчик, который дает питание электромагниту. Электромагнит активизируется, металлическое кольцо примагничивается к шкиву. Данный процесс запускает вентилятор. Пониженная температура жидкости до 70-75 градусов способствует понижению оборотов вращения вентилятора. Камазы имеют один либо два вентилятора (односкоростных для более старых моделей, двухскоростных для более новых моделях грузовиков). Также механизм оснащен несколькими видами реле: включения на малой скорости, большой скорости, повышенного давления антифриза, температурный датчик, датчик вращения каленвала. Электронный блок управления, собирает всю информацию, анализирует, оптимизирует, передает центральному блоку управления.

 Больше масла — больше оборотов вентилятора, соответственно, быстрее вращение. После уменьшения температуры и закрытия канала, вращение прекращается. Гидромуфта состоит из шлицевого ведущего вала, ведущего колеса, кожуха, шкива с собственным валом. Ведомая часть включает ступицу крепления вентилятора. Частота вращения колеса прямо пропорциональна количеству масла, поступившего внутрь рабочей полости.
Больше масла — больше оборотов вентилятора, соответственно, быстрее вращение. После уменьшения температуры и закрытия канала, вращение прекращается. Гидромуфта состоит из шлицевого ведущего вала, ведущего колеса, кожуха, шкива с собственным валом. Ведомая часть включает ступицу крепления вентилятора. Частота вращения колеса прямо пропорциональна количеству масла, поступившего внутрь рабочей полости. После открытия клапана масло попадает внутрь, обороты увеличиваются. Если температура продолжает расти, биметаллическая пружина открывает второй клапан. Имея вязкую консистенцию, масло может поддерживать определенную температуру работы, предотвращая перегрев двигателя. Именно поэтому чаще всего применяется силиконовое мало, отличающееся высокой вязкостью, которая увеличивается с ростом температуры. Внутреннее строение данного типа очень похоже на гидромуфту, однако существуют свои конструктивные особенности. Например, наличие ротора. Вал ротора прикрепляется двумя подшипниками к водяному насосу; две камеры ротора делятся дополнительно двумя пластиковыми пластинами, таким образом образуется целых четыре полости.
После открытия клапана масло попадает внутрь, обороты увеличиваются. Если температура продолжает расти, биметаллическая пружина открывает второй клапан. Имея вязкую консистенцию, масло может поддерживать определенную температуру работы, предотвращая перегрев двигателя. Именно поэтому чаще всего применяется силиконовое мало, отличающееся высокой вязкостью, которая увеличивается с ростом температуры. Внутреннее строение данного типа очень похоже на гидромуфту, однако существуют свои конструктивные особенности. Например, наличие ротора. Вал ротора прикрепляется двумя подшипниками к водяному насосу; две камеры ротора делятся дополнительно двумя пластиковыми пластинами, таким образом образуется целых четыре полости.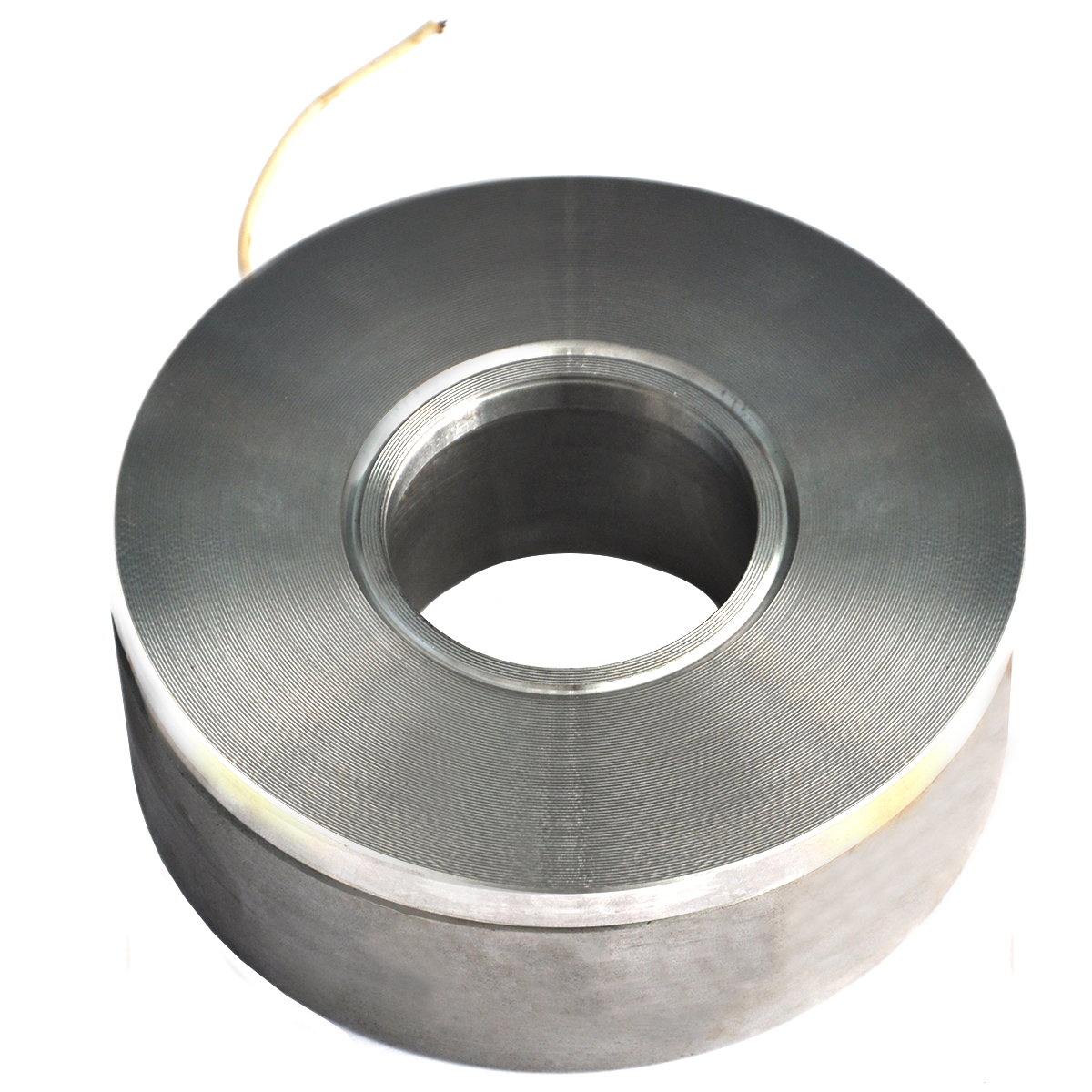 Данный процесс запускает вентилятор. Пониженная температура жидкости до 70-75 градусов способствует понижению оборотов вращения вентилятора. Камазы имеют один либо два вентилятора (односкоростных для более старых моделей, двухскоростных для более новых моделях грузовиков). Также механизм оснащен несколькими видами реле: включения на малой скорости, большой скорости, повышенного давления антифриза, температурный датчик, датчик вращения каленвала. Электронный блок управления, собирает всю информацию, анализирует, оптимизирует, передает центральному блоку управления.
Данный процесс запускает вентилятор. Пониженная температура жидкости до 70-75 градусов способствует понижению оборотов вращения вентилятора. Камазы имеют один либо два вентилятора (односкоростных для более старых моделей, двухскоростных для более новых моделях грузовиков). Также механизм оснащен несколькими видами реле: включения на малой скорости, большой скорости, повышенного давления антифриза, температурный датчик, датчик вращения каленвала. Электронный блок управления, собирает всю информацию, анализирует, оптимизирует, передает центральному блоку управления.Сегодня наибольшей популярностью пользуются электрические вентиляторы, имеющие электронное управление. Температура регулируется датчиками, подающими информацию центральному электронному блоку. Современные компьютеризированные системы работают более слаженно, не допуская перегрева жидкости.
[~DETAIL_TEXT] =>Двигатель грузового автомобиля вырабатывает большое количество тепла. Чтобы механизмы не перегревались, необходимо использовать систему охлаждения. Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
Автомобили марки Камаз имеют два вида охлаждения: воздушный, комбинированный. Комбинированный тип называют также жидкостно-воздушный. Оба варианта охлаждения предполагают наличие вентилятора. Данный компонент целой охладительной системы испытывает сильные вибрации, большие нагрузки, подвергается серьезному шумовому эффекту. Также постепенно может сокращаться частота вращения вентилятора. Чтобы работа механизма оставалась в прежнем режиме, для вентилятора устанавливается специальная муфта. Она снимает большие динамические нагрузки, беря часть «удара» на себя, соответственно, наличие муфты необходимо.
Виды и функциональные особенности
Существует несколько разновидностей муфт: упругие, электромагнитные, фрикционные, гидравлические, вискомуфты. Каждая разновидность имеет свои функциональные особенности.
Каждая разновидность имеет свои функциональные особенности.
- Например, упругая передает крутящий момент с помощью двух соприкасающихся резиновых дисков, поэтому при смене режима двигателя, силовой удар приходится на мягкую резину. Данный вид считается устаревшим, поэтому обнаружить его можно только на старых Камазах. Современные модели имеют другие конструктивные решения. Работа муфты осуществляется благодаря двум дискам: внутренний диаметр ведущего имеет посадочные зубцы, которыми закрепляется на валу, ведомый имеет втулки с резьбой для посадки вентилятора.
- Фрикционная имеет более современное строение: включается, выключается приводом, реагирующим на информацию температурного датчика. Температура 80 градусов — отключение вентилятора, 90 градусов — включение. Данный вид считается более технологичным, поэтому фрикционные муфты можно найти на достаточно большом количестве грузовиков. Благодаря работе непосредственно с температурой, информация, передающаяся вентилятору, считается более надежной, чем силовая работа резиновых деталей механизма. Система имеет ведомый, ведущий диски, нажимной диск, диафрагменную пружину, привод, увеличивающий, либо уменьшающий давление воздуха внутри системы.
- Гидромуфта работает более плавно, чувствительнее реагируя на смену температурного коэффициента. Данные, которые считывает датчик — температура охлаждающей жидкости. Проходя через весь системный узел, температура жидкости анализируется системой, после чего данные передаются блоку вентилятора, запуская, либо отключая его. Баллон выключателя содержит вещество, которое достигает температуры плавления, перемещает золотник, открывает канал доступа масла. Больше масла — больше оборотов вентилятора, соответственно, быстрее вращение. После уменьшения температуры и закрытия канала, вращение прекращается. Гидромуфта состоит из шлицевого ведущего вала, ведущего колеса, кожуха, шкива с собственным валом. Ведомая часть включает ступицу крепления вентилятора. Частота вращения колеса прямо пропорциональна количеству масла, поступившего внутрь рабочей полости.
- Вискомуфта является по сути разновидностью гидро-типа. Только основа работы заключается в использовании вязкости масла. Холодная работа двигателя заставляет жидкость антифриза двигаться малым кругом, поэтому ротор муфты находится в закрытом состоянии. Центробежные силы заставляют масло сливаться в резервные полости, соответственно, масло не толкает золотник, обороты вращения падают. Когда температура растет, движение антифриза проходит по большому кругу, поэтому жидкость попадает внутрь радиатора. Воздух внутри радиатора нагревается, биметаллическая пластина тоже нагревается, выгибается, открывая один клапан доступа. После открытия клапана масло попадает внутрь, обороты увеличиваются. Если температура продолжает расти, биметаллическая пружина открывает второй клапан. Имея вязкую консистенцию, масло может поддерживать определенную температуру работы, предотвращая перегрев двигателя. Именно поэтому чаще всего применяется силиконовое мало, отличающееся высокой вязкостью, которая увеличивается с ростом температуры. Внутреннее строение данного типа очень похоже на гидромуфту, однако существуют свои конструктивные особенности. Например, наличие ротора. Вал ротора прикрепляется двумя подшипниками к водяному насосу; две камеры ротора делятся дополнительно двумя пластиковыми пластинами, таким образом образуется целых четыре полости.
- Электромагнитный тип (электромуфты) применяется на современных Камазах. Достигая температуры до 90-95 градусов, охлаждающая жидкость оказывает влияние на датчик, который дает питание электромагниту. Электромагнит активизируется, металлическое кольцо примагничивается к шкиву. Данный процесс запускает вентилятор. Пониженная температура жидкости до 70-75 градусов способствует понижению оборотов вращения вентилятора. Камазы имеют один либо два вентилятора (односкоростных для более старых моделей, двухскоростных для более новых моделях грузовиков). Также механизм оснащен несколькими видами реле: включения на малой скорости, большой скорости, повышенного давления антифриза, температурный датчик, датчик вращения каленвала. Электронный блок управления, собирает всю информацию, анализирует, оптимизирует, передает центральному блоку управления.
 Система имеет ведомый, ведущий диски, нажимной диск, диафрагменную пружину, привод, увеличивающий, либо уменьшающий давление воздуха внутри системы.
Система имеет ведомый, ведущий диски, нажимной диск, диафрагменную пружину, привод, увеличивающий, либо уменьшающий давление воздуха внутри системы.
 Внутреннее строение данного типа очень похоже на гидромуфту, однако существуют свои конструктивные особенности. Например, наличие ротора. Вал ротора прикрепляется двумя подшипниками к водяному насосу; две камеры ротора делятся дополнительно двумя пластиковыми пластинами, таким образом образуется целых четыре полости.
Внутреннее строение данного типа очень похоже на гидромуфту, однако существуют свои конструктивные особенности. Например, наличие ротора. Вал ротора прикрепляется двумя подшипниками к водяному насосу; две камеры ротора делятся дополнительно двумя пластиковыми пластинами, таким образом образуется целых четыре полости. Электронный блок управления, собирает всю информацию, анализирует, оптимизирует, передает центральному блоку управления.
Электронный блок управления, собирает всю информацию, анализирует, оптимизирует, передает центральному блоку управления.Сегодня наибольшей популярностью пользуются электрические вентиляторы, имеющие электронное управление. Температура регулируется датчиками, подающими информацию центральному электронному блоку. Современные компьютеризированные системы работают более слаженно, не допуская перегрева жидкости.
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] =>Двигатель грузового автомобиля вырабатывает большое количество тепла. Чтобы механизмы не перегревались, необходимо использовать систему охлаждения. Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
[~PREVIEW_TEXT] =>Двигатель грузового автомобиля вырабатывает большое количество тепла. Чтобы механизмы не перегревались, необходимо использовать систему охлаждения. Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
Чтобы механизмы не перегревались, необходимо использовать систему охлаждения. Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
 jpg
[ORIGINAL_NAME] => datchik-elektromufty-kamaza.jpg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 469f5102d8b11d201c41c22aa5c68ae2
[~src] =>
[SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[UNSAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[SAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[ALT] => Датчик электромуфты Камаза
[TITLE] => Датчик электромуфты Камаза
) [~DETAIL_PICTURE] => 8699
[TIMESTAMP_X] => 10.05.2019 02:02:31
[~TIMESTAMP_X] => 10.05.2019 02:02:31
[ACTIVE_FROM] => 09.05.2019 02:58:00
[~ACTIVE_FROM] => 09.05.2019 02:58:00
[LIST_PAGE_URL] => /press/articles/
[~LIST_PAGE_URL] => /press/articles/
[DETAIL_PAGE_URL] => /press/articles/datchik-elektromufty-kamaza/
[~DETAIL_PAGE_URL] => /press/articles/datchik-elektromufty-kamaza/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => datchik-elektromufty-kamaza
[~CODE] => datchik-elektromufty-kamaza
[EXTERNAL_ID] => 508502942
[~EXTERNAL_ID] => 508502942
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] => articles
[~IBLOCK_CODE] => articles
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 09.
jpg
[ORIGINAL_NAME] => datchik-elektromufty-kamaza.jpg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 469f5102d8b11d201c41c22aa5c68ae2
[~src] =>
[SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[UNSAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[SAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[ALT] => Датчик электромуфты Камаза
[TITLE] => Датчик электромуфты Камаза
) [~DETAIL_PICTURE] => 8699
[TIMESTAMP_X] => 10.05.2019 02:02:31
[~TIMESTAMP_X] => 10.05.2019 02:02:31
[ACTIVE_FROM] => 09.05.2019 02:58:00
[~ACTIVE_FROM] => 09.05.2019 02:58:00
[LIST_PAGE_URL] => /press/articles/
[~LIST_PAGE_URL] => /press/articles/
[DETAIL_PAGE_URL] => /press/articles/datchik-elektromufty-kamaza/
[~DETAIL_PAGE_URL] => /press/articles/datchik-elektromufty-kamaza/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => datchik-elektromufty-kamaza
[~CODE] => datchik-elektromufty-kamaza
[EXTERNAL_ID] => 508502942
[~EXTERNAL_ID] => 508502942
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] => articles
[~IBLOCK_CODE] => articles
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 09. 05.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Датчик электромуфты Камаза
[SECTION_META_KEYWORDS] => Датчик электромуфты Камаза
[SECTION_META_DESCRIPTION] => Датчик электромуфты Камаза
[SECTION_PAGE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_META_KEYWORDS] => Датчик электромуфты Камаза
[ELEMENT_PAGE_TITLE] => Датчик электромуфты Камаза
[SECTION_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[SECTION_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[SECTION_DETAIL_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_META_TITLE] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г.
05.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Датчик электромуфты Камаза
[SECTION_META_KEYWORDS] => Датчик электромуфты Камаза
[SECTION_META_DESCRIPTION] => Датчик электромуфты Камаза
[SECTION_PAGE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_META_KEYWORDS] => Датчик электромуфты Камаза
[ELEMENT_PAGE_TITLE] => Датчик электромуфты Камаза
[SECTION_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[SECTION_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[SECTION_DETAIL_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Датчик электромуфты Камаза
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Датчик электромуфты Камаза
[ELEMENT_META_TITLE] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области Датчик электромуфты Камаза
[ELEMENT_META_DESCRIPTION] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области. Ремонт большегрузной техники и продажа запчастей для грузовых автомобилей всех марок. Тел. +7 (495) 741-66-349 Датчик электромуфты Камаза
) [FIELDS] => Array
(
[DATE_ACTIVE_FROM] => 09.05.2019 02:58:00
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 33
[~ID] => 33
[TIMESTAMP_X] => 29.04.2021 14:36:58
[~TIMESTAMP_X] => 29.04.2021 14:36:58
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /press/articles/
[~LIST_PAGE_URL] => /press/articles/
[DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] =>
[~SECTION_PAGE_URL] =>
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => N
[~RSS_ACTIVE] => N
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 10
[~RSS_FILE_LIMIT] => 10
[RSS_FILE_DAYS] => 7
[~RSS_FILE_DAYS] => 7
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] => bb54a993677d00c7337704f59ed12453
[~TMP_ID] => bb54a993677d00c7337704f59ed12453
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 2
[~VERSION] => 2
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[REST_ON] => N
[~REST_ON] => N
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
Балашиха Московской области Датчик электромуфты Камаза
[ELEMENT_META_DESCRIPTION] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области. Ремонт большегрузной техники и продажа запчастей для грузовых автомобилей всех марок. Тел. +7 (495) 741-66-349 Датчик электромуфты Камаза
) [FIELDS] => Array
(
[DATE_ACTIVE_FROM] => 09.05.2019 02:58:00
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 33
[~ID] => 33
[TIMESTAMP_X] => 29.04.2021 14:36:58
[~TIMESTAMP_X] => 29.04.2021 14:36:58
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[LID] => s1
[~LID] => s1
[CODE] => articles
[~CODE] => articles
[API_CODE] =>
[~API_CODE] =>
[NAME] => Статьи
[~NAME] => Статьи
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /press/articles/
[~LIST_PAGE_URL] => /press/articles/
[DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[~DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/
[SECTION_PAGE_URL] =>
[~SECTION_PAGE_URL] =>
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => N
[~RSS_ACTIVE] => N
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 10
[~RSS_FILE_LIMIT] => 10
[RSS_FILE_DAYS] => 7
[~RSS_FILE_DAYS] => 7
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] =>
[~XML_ID] =>
[TMP_ID] => bb54a993677d00c7337704f59ed12453
[~TMP_ID] => bb54a993677d00c7337704f59ed12453
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 2
[~VERSION] => 2
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Элементы
[~ELEMENTS_NAME] => Элементы
[ELEMENT_NAME] => Элемент
[~ELEMENT_NAME] => Элемент
[REST_ON] => N
[~REST_ON] => N
[EXTERNAL_ID] =>
[~EXTERNAL_ID] =>
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. opex.ru
[~SERVER_NAME] => www.opex.ru
) [SECTION] => Array
(
[PATH] => Array
(
) ) [SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Датчик электромуфты Камаза
[ELEMENT_CHAIN] => Датчик электромуфты Камаза
[BROWSER_TITLE] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области Датчик электромуфты Камаза
[KEYWORDS] => Датчик электромуфты Камаза
[DESCRIPTION] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области. Ремонт большегрузной техники и продажа запчастей для грузовых автомобилей всех марок. Тел. +7 (495) 741-66-349 Датчик электромуфты Камаза
) [IMAGES] => Array
(
[0] => Array
(
[ID] => 8699
[TIMESTAMP_X] => Bitrix\Main\Type\DateTime Object
(
[value:protected] => DateTime Object
(
[date] => 2019-05-10 02:02:31.
opex.ru
[~SERVER_NAME] => www.opex.ru
) [SECTION] => Array
(
[PATH] => Array
(
) ) [SECTION_URL] =>
[META_TAGS] => Array
(
[TITLE] => Датчик электромуфты Камаза
[ELEMENT_CHAIN] => Датчик электромуфты Камаза
[BROWSER_TITLE] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области Датчик электромуфты Камаза
[KEYWORDS] => Датчик электромуфты Камаза
[DESCRIPTION] => Ремонт датчика электромуфты Камаза в Техническом центре ОРЕХ в г. Балашиха Московской области. Ремонт большегрузной техники и продажа запчастей для грузовых автомобилей всех марок. Тел. +7 (495) 741-66-349 Датчик электромуфты Камаза
) [IMAGES] => Array
(
[0] => Array
(
[ID] => 8699
[TIMESTAMP_X] => Bitrix\Main\Type\DateTime Object
(
[value:protected] => DateTime Object
(
[date] => 2019-05-10 02:02:31. 000000
[timezone_type] => 3
[timezone] => Europe/Moscow
) ) [MODULE_ID] => iblock
[HEIGHT] => 621
[WIDTH] => 930
[FILE_SIZE] => 109784
[CONTENT_TYPE] => image/jpeg
[SUBDIR] => iblock/8d1
[FILE_NAME] => 8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[ORIGINAL_NAME] => datchik-elektromufty-kamaza.jpg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 469f5102d8b11d201c41c22aa5c68ae2
[~src] =>
[SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[UNSAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[SAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.
000000
[timezone_type] => 3
[timezone] => Europe/Moscow
) ) [MODULE_ID] => iblock
[HEIGHT] => 621
[WIDTH] => 930
[FILE_SIZE] => 109784
[CONTENT_TYPE] => image/jpeg
[SUBDIR] => iblock/8d1
[FILE_NAME] => 8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[ORIGINAL_NAME] => datchik-elektromufty-kamaza.jpg
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 469f5102d8b11d201c41c22aa5c68ae2
[~src] =>
[SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[UNSAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[SAFE_SRC] => /upload/iblock/8d1/8d1d08fa2ed9da369088d0ffde6bbda7. jpg
[ALT] => Датчик электромуфты Камаза
[TITLE] => Датчик электромуфты Камаза
[TMB] => Array
(
[SRC] => /upload/resize_cache/iblock/8d1/400_300_1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[WIDTH] => 0
[HEIGHT] => 0
[SIZE] =>
) ) ) [FILES] => Array
(
) [VIDEO] => Array
(
) [LINKS] => Array
(
) [BUTTON] => Array
(
[SHOW_BUTTON] =>
[BUTTON_ACTION] =>
[BUTTON_LINK] =>
[BUTTON_TARGET] =>
[BUTTON_JS_CLASS] =>
[BUTTON_TITLE] =>
) )
jpg
[ALT] => Датчик электромуфты Камаза
[TITLE] => Датчик электромуфты Камаза
[TMB] => Array
(
[SRC] => /upload/resize_cache/iblock/8d1/400_300_1/8d1d08fa2ed9da369088d0ffde6bbda7.jpg
[WIDTH] => 0
[HEIGHT] => 0
[SIZE] =>
) ) ) [FILES] => Array
(
) [VIDEO] => Array
(
) [LINKS] => Array
(
) [BUTTON] => Array
(
[SHOW_BUTTON] =>
[BUTTON_ACTION] =>
[BUTTON_LINK] =>
[BUTTON_TARGET] =>
[BUTTON_JS_CLASS] =>
[BUTTON_TITLE] =>
) )Двигатель грузового автомобиля вырабатывает большое количество тепла. Чтобы механизмы не перегревались, необходимо использовать систему охлаждения. Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
Самым главным охлаждающим средством служит антифриз, «прогоняемый» специальной системой по всему механизму, нуждающемуся в охлаждении. Вторым вариантом служит естественный забор прохладного воздуха. Самой эффективной считается работа вентилятора.
Автомобили марки Камаз имеют два вида охлаждения: воздушный, комбинированный. Комбинированный тип называют также жидкостно-воздушный. Оба варианта охлаждения предполагают наличие вентилятора. Данный компонент целой охладительной системы испытывает сильные вибрации, большие нагрузки, подвергается серьезному шумовому эффекту. Также постепенно может сокращаться частота вращения вентилятора. Чтобы работа механизма оставалась в прежнем режиме, для вентилятора устанавливается специальная муфта. Она снимает большие динамические нагрузки, беря часть «удара» на себя, соответственно, наличие муфты необходимо.
Существует несколько разновидностей муфт: упругие, электромагнитные, фрикционные, гидравлические, вискомуфты. Каждая разновидность имеет свои функциональные особенности.
Сегодня наибольшей популярностью пользуются электрические вентиляторы, имеющие электронное управление. Температура регулируется датчиками, подающими информацию центральному электронному блоку. Современные компьютеризированные системы работают более слаженно, не допуская перегрева жидкости.
ЭЛЕКТРОМУФТЫ | ООО Уральский резерв
Электромуфты
Муфты сухого, маслянго типа, ЭМЩ-2А, ЗИПы, комплекты дисков фрикционных. Продажа в г.Челябинск, доставка по всей России.г.Челябинск Тел. 8-351-776-50-34
Муфта электромагнитная ЭМ относится к категории электромагнитных многодисковых фрикционных муфт.Муфта ЭМ 32, ЭМ 52 и прочие широко используются в ремонте парка станков. Точнее, электромуфты применяются для регулировки кинематических цепей станочного оборудования.
Такой тип муфт обладает рядом достоинств:
Не нуждаются в предварительном смазывании, функционируют в сухую;
Практически не разбалансировываются, так как в них отсутствуют радиальные зазоры;
Не нуждаются в техобслуживании в течении пяти лет;
Имеют меньшую степень износа поверхности вала и самой муфты.

В данном каталоге представлены сухие электромуфты токарных станков–устройства, которые предназначены для смыкания и размыкания элементов вала в областях с умеренным и тропическим климатом, а также в комнатах с природным вентилированием без искусственно настраиваемой климатической обстановки.
Муфты ЭМ используются в составе промышленного оборудования и для его ремонта. Рассчитаны на эксплуатацию в среде, не содержащей взрывоопасных веществ и компонентов, негативно влияющих на металл.
Технические параметры:
Вес: 1 кг.
Мпн – 16Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 3000 об/мин / Максимальная скорость вращения
а-0,23 ампер/ток (справочный)
Мпн – 40Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 3000 об/мин / Максимальная скорость вращения
а-0,36 ампер/ток (справочный)
Вес: 1,46 кг.

Вес: 2,2 кг.
Мпн – 63Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 3000 об/мин / Максимальная скорость вращения
а-0,76 ампер/ток (справочный)
ЭМ 32 АР
Вес: 4,32 кг.
Мпн – 63Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 3000 об/мин / Максимальная скорость вращения
а-0,76 ампер/ток (справочный)
Вес: 4,37 кг.
Мпн – 160Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 2000 об/мин / Максимальная скорость вращения
а-0,8 ампер/ток (справочный)
Вес: 9,2 кг.
Мпн – 160Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 2000 об/мин / Максимальная скорость вращения
а-0,8 ампер/ток (справочный)
Мпн – 160Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 2000 об/мин / Максимальная скорость вращения
а-0,8 ампер/ток (справочный)
Вес: 9,2 кг.

Мпн – 160Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 2000 об/мин / Максимальная скорость вращения
а-0,8 ампер/ток (справочный)
36кгс.м / Номинальный передаваемый момент
n (макс) – 2500 об/мин / Максимальная относительная скорость вращения дисков
24 В / Номинальное напряжение
А-1 ампер/ток
Вес: 6 кг.
36кгс.м / Номинальный передаваемый момент
n (макс) – 2500 об/мин / Максимальная относительная скорость вращения дисков
24 В / Номинальное напряжение
А-1 ампер/ток
Вес: 2,7 кг.
Вес: 8,1 кг.
Мпн – 400Нм / Номинальный передаваемый момент
U – 24 V / Номинальное напряжение катушки
n (макс) – 2500 об/мин / Максимальная скорость вращения
а-0,8 ампер/ток (справочный)
Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | – | + | + | 1,5 % |
| 25 | – | + | + | 1,5 % |
| 32 | – | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) | 1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
– Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
|
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом.
|
|
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. |
|
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
|
| Выполнение сварочного процесса | |
|
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. |
|
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. |
|
 Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины.
Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины. 
 На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
| Минимальное время охлаждения: | ||
| d 20 | – 63 мм | – 6 мин. |
| d 75 | – 125 мм | – 10 мин. |
| d 140 | – 160 мм | – 15 мин. |
| d 160 | – 180 мм | – 20 мин.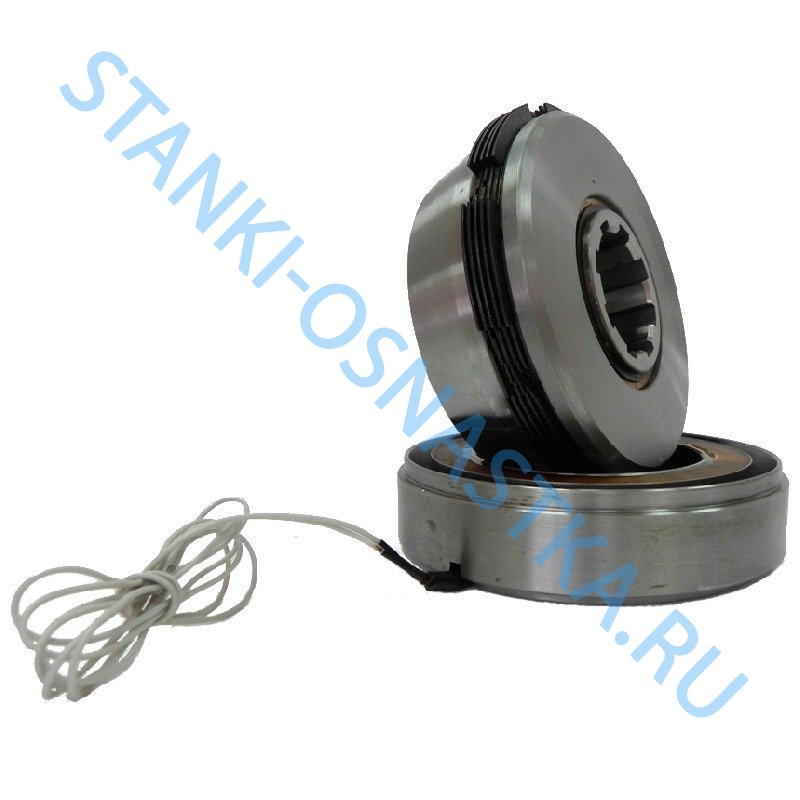 |
| d 200 | – 250 мм | – 30 мин. |
| d 280 | – 355 мм | – 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
Как сделать правильные электромуфтовые соединения HDPE
Подготовка трубы – важный аспект создания надежного электромуфтового соединения
Труба из полиэтилена высокой плотности (HDPE) используется для коммунального и промышленного водоснабжения около 50 лет. Термоплавкие соединения HDPE создают герметичную, самоудерживающуюся монолитную трубную конструкцию. Плавленое соединение исключит проникновение в трубу и утечку в окружающую среду. Труба HDPE обладает и другими преимуществами, включая химическую стойкость, стойкость к истиранию, усталости, сейсмостойкости и коррозии, и предназначена для водоснабжения и водоотведения в соответствии с последними стандартами AWWA C906 и ASTM F714.
Термоплавкие соединения HDPE создают герметичную, самоудерживающуюся монолитную трубную конструкцию. Плавленое соединение исключит проникновение в трубу и утечку в окружающую среду. Труба HDPE обладает и другими преимуществами, включая химическую стойкость, стойкость к истиранию, усталости, сейсмостойкости и коррозии, и предназначена для водоснабжения и водоотведения в соответствии с последними стандартами AWWA C906 и ASTM F714.
Тепловая сварка может использоваться для соединения секций трубы HDPE, включая высокопроизводительную трубу PE4710, в то время как электросварка используется для добавления муфт, тройников, ответвлений и других фитингов. Доказанная как надежная соединительная система, электросварное соединение нагревается изнутри либо проводником на границе соединения, либо проводящим полимером. Тепло создается при приложении электрического тока к проводящему материалу в фитинге.
Затем отметьте поверхность трубы перманентным маркером на участке, который нужно очистить.
Объявление
Типовой электромуфтовый стыкВсе методы соединения плавлением требуют, чтобы в трубе не протекала или не стояла вода, которая может достичь поверхностей сплавления. Может потребоваться обезвоживание участка, чтобы предотвратить попадание грунтовых вод в сплав и загрязнение соединяемых поверхностей.
При ремонте или включении в трубе может присутствовать протекающая вода из-за негерметичности клапанов. Следует избегать протекания воды, контактирующей с поверхностями сплавления во время сборки или цикла сварки, поскольку это может вызвать образование пустот, поскольку влага превращается в расширяющийся пар во время процесса сварки.Инструменты для отжима полиэтилена можно использовать для управления потоком воды в тех случаях, когда клапан отсутствует или не закрывается полностью. Обратитесь к ASTM F1041 для руководства.
Некоторые практические временные методы сдерживания потока воды и исключения необходимости дезинфекции линии включают использование органических абсорбирующих материалов, таких как хлеб, которые можно смыть из системы с помощью гидрантов, расположенных ниже по потоку.
Сухой лед, помещенный в трубу перед местом сварки, временно заморозит небольшие количества протекающей воды, пока процесс сварки не будет завершен.В трубах меньшего диаметра надутые латексные баллоны также обеспечивают хорошую временную остановку стекания воды. Баллон лопнет во время испытания под давлением, и его можно будет вымыть из системы через выходное отверстие ниже по потоку.
Электросварные фитинги можно устанавливать при температуре окружающей среды в соответствии с рекомендациями производителя. Типичный квалифицированный диапазон температур для установки составляет от 14 ° F минимум до 113 ° F максимум. Некоторые производители устанавливают более низкие и / или более высокие температурные пределы и указывают их допустимый диапазон в технических характеристиках.Свяжитесь с производителем фитинга для проверки.
Неправильная подготовка трубы является основной причиной неудачных попыток электросварки, поскольку установщик может не полностью понимать цель зачистки трубы, которая заключается в удалении тонкого слоя внешней поверхности трубы, чтобы обнажить чистый первичный материал под ней.
Поверхность труб подвергается поверхностному окислению в результате процесса экструзии, транспортировки и внешнего воздействия. Поверхностное окисление – это нормальная химическая реакция, которая приводит к физическому изменению молекулярной структуры полимерных цепей на поверхности трубы.Окисление действует как физический барьер, поэтому эти поверхности не могут быть термически сплавлены. Одной черновой обработки поверхности трубы недостаточно. Чтобы добиться сплавления, этот слой необходимо удалить. Даже новая труба должна быть тщательно очищена, прежде чем сварка будет успешной.
Объявление
Внешний слой окисления на поверхности трубы тонкий. Его глубина не увеличивается более чем на несколько тысячных дюйма даже при длительном воздействии. Независимо от того, сколько времени труба хранилась перед зачисткой, требования к глубине зачистки остаются неизменными.Достаточное минимальное количество материала, которое необходимо удалить, составляет всего семь тысячных дюйма (0,007 дюйма) – примерно такой же толщины, как два листа бумаги.
Визуальный индикатор может быть полезен, чтобы убедиться, что вся поверхность очищена и удалено достаточное количество. Разметка поверхности трубы перманентным маркером – простой и эффективный способ.
Наждачную бумагу, ткань эмори или другие абразивные материалы нельзя использовать для подготовки поверхности трубы к электросварке.Доказано, что абразивные материалы неэффективны для электросварки, поскольку они не удаляют материал должным образом. Они могут перераспределять загрязнения на поверхностях, а также могут оставлять после себя остатки песка, которые образуют еще один барьер, препятствующий расплавлению.
Для подготовки поверхности используются только инструменты, специально разработанные для электрофузионного соскабливания и отслаивания, которые могут отслаивать поверхность трубы на контролируемую глубину. Также доступны инструменты с зубчатыми лезвиями.Эти инструменты физически очищают поверхность трубы, протягивая зубчатое лезвие поперек трубы в перпендикулярном положении. Зубчатые лезвия иногда маскируют поверхность трубы, оставляя за собой царапины, которые затрудняют определение того, был ли удален весь исходный материал поверхности.
Зубчатые лезвия иногда маскируют поверхность трубы, оставляя за собой царапины, которые затрудняют определение того, был ли удален весь исходный материал поверхности.
Типы скребков, которые не рекомендуются: ручные скребки, такие как деревянные рашпили и металлические напильники. Их использование приведет к непостоянной подготовке поверхности и затруднениям в освоении навыков, необходимых для однородной подготовки поверхности.
Независимо от того, какой тип инструмента используется, рекомендуется сделать контрольные отметки на поверхности трубы до соскабливания перманентным маркером, например маркером Sharpie или другим быстро сохнущим и не содержащим масел маркером. Не следует использовать маркеры, которые медленно сохнут или содержат масла, которые могут растекаться по поверхности сплавления. Любая маркировка, оставшаяся после соскабливания, свидетельствует о том, что участки были пропущены или что требуется дополнительная очистка.
Затем соскоблите или очистите трубу, чтобы удалить поверхностный слой и обнажить чистую первичную трубу под ним. Это будет использоваться для фьюзинга.
Это будет использоваться для фьюзинга.
Объявление
Измерение соскабливанияИзбегать повторного загрязнения подготовленной поверхности. Это включает в себя обращение или прикосновение к очищенной поверхности трубы или внутренней части муфты, так как есть масла для тела и другие загрязнения, которые могут повлиять на характеристики сварного соединения. Если поверхности загрязнены, тщательно очистите их чистым безворсовым полотенцем и изопропиловым спиртом с концентрацией не менее 96% и дайте высохнуть перед сборкой.Не используйте спирт с любыми добавками, кроме воды.
Канавки глубже, чем глубина соскабливания, могут потребовать особого внимания при очистке трубы, чтобы гарантировать удаление любого мусора или загрязнений, застрявших в канавках; может потребоваться использование ручного инструмента для удаления зазубрины. Если канавка превышает 10% толщины стенки трубы, эту секцию трубы следует вырезать и заменить, чтобы сохранить максимальное номинальное давление трубы.
После осмотра очищенной трубы очистите поверхности изопропиловым спиртом и не прикасайтесь к очищенным поверхностям, чтобы они были готовы к плавлению.
Ступеньки для электромуфтовой муфты- Очистите трубу чистой водой и отрежьте максимально под прямым углом +/- 3 градуса;
- Измерьте и отметьте концы опор на обоих концах трубы;
- Отметить поверхность трубы, подлежащей утилизации, крест-накрест;
- Установите скребок на очищаемую поверхность;
- Соскребите или очистите трубу, чтобы удалить поверхностный слой и обнажить чистую первичную трубу под ним; и
- Тщательно осмотрите очищенную поверхность трубы, чтобы убедиться, что удалены все следы и открыта только чистая поверхность трубы.
- Отметить положение седла;
- Отметить поверхность трубы на участке, который нужно очистить;
- Соскребите или очистите трубу, чтобы удалить поверхностный слой и обнажить чистую первичную трубу под ним;
- Тщательно осмотрите очищенную поверхность трубы, чтобы убедиться, что все следы удалены, и что обнажена только чистая поверхность трубы;
- При необходимости очистить поверхности изопропиловым спиртом, не прикасаться к очищенным поверхностям; и
- Прикрепите седло к зачищенной трубе, используя только зажим, предоставленный или рекомендованный производителем фитинга.

Электромуфтовая сварка: что нужно знать
Электрофузионная сварка становится все более популярной формой сварки с резистивным имплантатом. Он широко используется для соединения полиэтиленовых труб и трубопроводной арматуры, а также труб из полипропиленового материала. Под словом «электромуфтовая сварка» можно понимать, что этот метод сварки использует электрический ток для формирования и укрепления стыков трубопроводов.
В частности, металлические катушки имплантированы на обоих концах труб, и эти катушки расплавляются за счет резистивного нагрева, который исходит от протекающего через них тока.Когда расплавленная часть фитинга становится твердой, две трубы эффективно и прочно соединяются.
В каких отраслях используется электромуфтовая сварка?
Поскольку электромуфтовая сварка обычно используется для соединения труб из полимерных материалов, эта технология используется в нескольких отраслях промышленности. Газовая промышленность – одна из них, а поскольку в нефтяной и водной промышленности также используются полиэтиленовые трубы, в них также применяется электросварка.
Помимо этих отраслей, электромуфтовая сварка также широко распространена в горнодобывающей промышленности, гражданской инфраструктуре и сантехнике.Приятно осознавать, что большая часть того, чем мы сегодня наслаждаемся в жизни, является продуктом инноваций, например, этой сварочной техникой.
Каковы преимущества электромуфтовой сварки?
Соединения, полученные электромуфтовой сваркой, несомненно, прочны и долговечны. Он считается наиболее надежным методом соединения газопроводных труб, и фактически именно в газовой промышленности он был впервые использован, поскольку газы могут быть опасными, если не защищены должным образом.
Этот метод сварки также подходит для труб небольшого диаметра, так как не приводит к усадке внутреннего диаметра трубы. Это также можно сделать даже в самых сложных условиях, потому что это полностью автоматизировано. Автоматизация также приводит к низким эксплуатационным расходам. Кроме того, автомат для электромуфтовой сварки сокращает или предотвращает ошибки. Трубы, соединенные методом электросварки, также можно легко проследить, и их прочность сохраняется на всем протяжении.
Трубы, соединенные методом электросварки, также можно легко проследить, и их прочность сохраняется на всем протяжении.
Этапы электромуфтовой сварки
Этот вид сварки проходит четыре стадии:
- Инкубационный период – это время, когда тепло направляется на сустав, пропуская электрический ток через катушку. В этот период полимер расширяется под действием тепла, и при этом заполняется зазор между стыками.
- Период формирования и закрепления соединения – на этом этапе процесса сварки тепло от электрического тока начинает плавить катушки.В период консолидации сустав начинает набирать силу.
- Область плато – на этом этапе тепловое давление все еще будет нарастать, но прочность соединения начнет стабилизироваться.
- Период охлаждения – Во время периода охлаждения ток больше не будет проходить через катушки, и нагрев больше не будет подаваться. Затем полимер затвердеет до образования стыка.
Сварка изменила строительный и производственный сектор к лучшему. Также были внесены значительные улучшения в другие отрасли. Если у вас есть проект, который требует использования высококачественных систем трубопроводов, вам необходимо убедиться, что вы используете правильную процедуру сварки. Это обеспечит целостность конечного результата.
Также были внесены значительные улучшения в другие отрасли. Если у вас есть проект, который требует использования высококачественных систем трубопроводов, вам необходимо убедиться, что вы используете правильную процедуру сварки. Это обеспечит целостность конечного результата.
Электросварка | РИТМО | Аппараты для сварки пластмасс
РЕЗКИ ДЛЯ ТРУБ КУСАЧКИ для труб – это профессиональные инструменты, незаменимые для ручной резки пластиковых труб диаметром до 315 мм.Труборез TC 108, T1, TU 75, TU 140, T3 и T4 изготовлены из самых лучших сплавов, просты в использовании и практичны в использовании.
Труборез может быть оснащен различными специальными лезвиями с соответствующей высотой реза и проникающей способностью для резки труб из различных материалов. Труборезы TC 108 и T1 (со специальными лезвиями) могут резать медь (Cu) и многослойные . ..
..
НОЖНИЦЫ – профессиональные инструменты, необходимые для ручной резки пластиковых труб, таких как PP и PP-R, до PN 25; HDPE, PB и PVDF до Ø 75 мм.Ножницы C2 AC и C3 AC полностью изготовлены из стали. Модели: – C42 доступный зеленый или оранжевый цвет – C2 AC – C3 AC
турбо TURBO – это инновационный скребок для труб, запатентованный RITMO для различных труб и фитингов.
TURBO прост и удобен в использовании.Этот невероятный скребок для труб может работать в ограниченном пространстве, что значительно сокращает время работы, особенно во время ремонтных работ.
Вращающийся инструмент позволяет быстро и точно соскабливать без дефектов. Его лезвия также обеспечивают идеальную облицовку концов труб, которые были грубо обрезаны из-за ситуации, которая затрудняет использование трубореза, например, узких . ..
..
PS 180 и PS 400 – это профессиональные вращающиеся скребки, необходимые для подготовки пластиковых труб и фитингов перед электросваркой.Инструмент имеет регулируемый патрон, охватывающий весь диаметр рабочего диапазона, и орбитальный рычаг держателя лезвия. Серия PS гарантирует постоянное и регулярное удаление стружки. Держатель лезвия скребка позволяет соскабливать электрическую муфту по всей длине, что особенно полезно при ремонте на месте. СТАНДАРТНЫЙ СОСТАВ – PS 180 в комплекте …
СКРЕБОКИ ДЛЯ ТРУБ RTC RTC 160 – 315 – 710
Эти профессиональные вращающиеся скребки, разработанные и запатентованные Ritmo, необходимы для подготовки пластиковых труб и фитингов перед электросваркой. Практичные и удобные скребки для труб удаляют слой окисления, вызванный погодными условиями и ультрафиолетовыми лучами. Если его не удалить, оксидный слой серьезно ухудшит качество соединения. Среди основных конструктивных особенностей – устройство, позволяющее выдерживать толщину сплошного …
Практичные и удобные скребки для труб удаляют слой окисления, вызванный погодными условиями и ультрафиолетовыми лучами. Если его не удалить, оксидный слой серьезно ухудшит качество соединения. Среди основных конструктивных особенностей – устройство, позволяющее выдерживать толщину сплошного …
Kela – универсальный и компактный выравниватель, подходящий для пластиковых труб, фитингов и электромуфтовых опор.Благодаря особой конструкции зажима можно выровнять трубы и фитинги в прямом положении или под углом 45 ° и 90 °. Kela оснащена двумя пластинами: широкой и узкой, которые используются в зависимости от применения. Широкие пластины используются для прямого выравнивания и обеспечивают лучший захват и позиционирование, а узкие пластины предназначены для того, чтобы сделать Kela более компактным …
Элайнер ЭКО 20-63 ALIGNER ECO 20-63 состоит из двух алюминиевых осей, на которых установлены стальные самоцентрирующиеся зажимы. Зажимы легко скользят по всей длине осей.
Позиционирующая пластина позволяет выполнять сварные швы в линию, 30 °, 45 °, 90 ° и Т-образные ответвления диаметром от 20 до 63 мм.
Крепление труб осуществляется с помощью кабельных стяжек (входят в комплект) с застежкой и быстроразъемным соединением.
Элайнер универсален и прост в использовании.
Стандартный состав:
Элайнер с 4 кабелями …
Зажимы легко скользят по всей длине осей.
Позиционирующая пластина позволяет выполнять сварные швы в линию, 30 °, 45 °, 90 ° и Т-образные ответвления диаметром от 20 до 63 мм.
Крепление труб осуществляется с помощью кабельных стяжек (входят в комплект) с застежкой и быстроразъемным соединением.
Элайнер универсален и прост в использовании.
Стандартный состав:
Элайнер с 4 кабелями …
UNIVERSAL ALIGNER 63: профессиональный инструмент необходим для фиксации и выравнивания труб во время электромуфтовой сварки.UNIVERSAL ALIGNER 63 почти полностью изготовлен из специального алюминиевого сплава и имеет центральный шарнир для фиксированных положений под углом 45 ° и 90 °, четыре самоцентрирующихся зажима, для которых не требуются адаптеры.
Возможность удаления одной части оси, на которой расположены зажимы, и одного зажима, позволяет использовать тройники для нарезания резьбы во время сварки. СТАНДАРТНЫЙ СОСТАВ
– выравниватель …
СТАНДАРТНЫЙ СОСТАВ
– выравниватель …
UNIVERSAL ALIGNER 160: профессиональный инструмент необходим для фиксации и выравнивания труб во время электромуфтовой сварки (от Ø 63 до Ø 160 мм – 2 дюйма IPS – 6 дюймов IPS).UNIVERSAL ALIGNER 160 Light почти полностью изготовлен из специального алюминиевого сплава и имеет центральный шарнир для фиксированных положений под углом 45 ° и 90 °, четыре самоцентрирующихся зажима, не требующих адаптеров, и по запросу дополнительную ось с двумя зажимами. для сварки тройников. Его специальные быстросъемные зажимы обеспечивают …
ЭЛИНЕР ЭКО 63 – 180 ALIGNER ECO 63-180 – незаменимый профессиональный инструмент для выравнивания и поддержки труб при электромуфтовой сварке диаметром от 63 до 180 мм. ALIGNER полностью изготовлен из стали, имеет центральное регулируемое соединение и зажимы для крепления труб, закрепленные на осях.
Регулируемое соединение можно установить в 4 различных рабочих положения, чтобы обеспечить сварку под заданными углами, например, 30 °, 45 °, 90 °, «в линию» и Т-образную сварку.
На осях расположены V-образные зажимы, оснащенные …
ALIGNER полностью изготовлен из стали, имеет центральное регулируемое соединение и зажимы для крепления труб, закрепленные на осях.
Регулируемое соединение можно установить в 4 различных рабочих положения, чтобы обеспечить сварку под заданными углами, например, 30 °, 45 °, 90 °, «в линию» и Т-образную сварку.
На осях расположены V-образные зажимы, оснащенные …
ALIGNER 125-500 – это незаменимый профессиональный инструмент для выравнивания и поддержки труб при электромуфтовой сварке диаметром от 125 до 500 мм.ALIGNER полностью изготовлен из стали, имеет центральное регулируемое соединение и зажимы для крепления труб, закрепленные на осях.
Регулируемое соединение может быть установлено в 4 различных рабочих положениях, что позволяет выполнять сварку под заданными углами, например, 45 °, 90 °, «в линию» и Т-образную сварку.
На осях расположены V-образные хомуты, снабженные патрубком . ..
..
Повторное определение механической резьбы этих стальных изделий помогает реконструировать концы овальных труб, которые необходимо сваривать электросваркой.Ручной зажим стержней инструмента подталкивает овальный конец до тех пор, пока его изменение не будет соответствовать диапазону овализации, требуемому большинством стандартов, что позволяет его вставить в электрическую муфту и избежать затрат на удаление хорошей трубы. 3 перенаправителя охватывают следующий диапазон диаметров: Модель 250-400 для наружного диаметра от 250 до 400 …
ОТЖИМАТЕЛЬ 63-200 SQUEEZER 63-200 – гидравлический отжим, очень эффективный и полезный на стройплощадке, для остановки потока газа или воды в трубопроводах HDPE от Ø 63 до 200 мм – SDR 11, SDR 17. Благодаря этому все работы на линии могут выполняться в условиях максимальной безопасности. Сжимающее действие на трубу возможно благодаря гидравлическому цилиндру, который вручную приводится в действие оператором с помощью нажимного рычага.
Результирующая сила передается на два цилиндрических стержня, которые сжимают трубу …
Благодаря этому все работы на линии могут выполняться в условиях максимальной безопасности. Сжимающее действие на трубу возможно благодаря гидравлическому цилиндру, который вручную приводится в действие оператором с помощью нажимного рычага.
Результирующая сила передается на два цилиндрических стержня, которые сжимают трубу …
SQUEEZER 63 – это ручной инструмент.Легко и быстро наносится, SQUEEZER полезен на рабочем месте для остановки потока газа или воды в полиэтиленовых трубопроводах от Ø 16 до 63 мм / SDR 11; SDR 17. Сжимающее действие осуществляется подвижной цилиндрической штангой и противоположной. Вторую планку можно снять, чтобы можно было вставить трубу. Два специальных стопорных шаблона с 4 позициями (по сторонам подвижной штанги) обеспечивают надежное сжатие трубы на всех диаметрах рабочего диапазона.
ФАСОВКА Инструменты CHAMFERING предназначены для снятия фаски на внешнем крае конца трубы при сварке в раструб / электромуфте. Эта фаска позволяет легко надевать поверхности нагревателя и фитинги на конец трубы.
Эта фаска позволяет легко надевать поверхности нагревателя и фитинги на конец трубы.
Это профессиональные инструменты для снятия фаски с концов пластиковых труб до Ø 315 мм (10 ”IPS), которые будут вставляться в электрические соединители или разъемы. SME 1 выполнен из пластика; SME 2 PLUS изготовлен из специального алюминиевого сплава.Особая форма лезвий и антипригарное покрытие (PTFE) СТАНДАРТНЫЙ СОСТАВ – Корпус скосилки с лезвием
20-63 МАЯ MAYA 20-63, ручной инструмент для снятия фаски с концов пластиковых труб для электромуфтовой сварки, раструбной сварки, соединения труб.
Maya 20-63 охватывает диапазон от 20 до 63 мм.
Компактный и легкий этот инструмент для снятия фаски оказался полезным инструментом, который всегда будет в наборе инструментов.
Стыковая сварка или электромуфтовая сварка? | Mimeco
Стыковая сварка или электромуфтовая сварка?
8 октября, 2018 по админ
Обычно используются два типа сварки труб: стыковая сварка и электросварка. Хотя и то, и другое легко выполнить, очень важно обеспечить правильную подготовку поверхностей, чтобы сварка / сплавление выполнялись должным образом.Имея это в виду, также важно строго соблюдать параметры сварки.
Современные машины для электромуфтовой сварки и стыковой сварки в высшей степени автоматизированы, хотя по-прежнему важно обеспечить, чтобы рабочие прошли обучение и получили навыки для правильной и безопасной эксплуатации этих машин. При стыковой сварке труб из разных материалов и разной толщины также рекомендуется не сплавлять их вместе. В таком случае может быть лучше использовать электромуфтовые фитинги вместо стыковой сварки.При стыковой сварке эти процедуры следует выполнять только на трубах одинаковой толщины. Если вы работаете с трубами низкой плотности или полиэтиленом 40, ни электромонтаж, ни стыковая сварка не подойдут. Для труб этого типа лучше всего использовать пластиковые или металлические механические фитинги.
В таком случае может быть лучше использовать электромуфтовые фитинги вместо стыковой сварки.При стыковой сварке эти процедуры следует выполнять только на трубах одинаковой толщины. Если вы работаете с трубами низкой плотности или полиэтиленом 40, ни электромонтаж, ни стыковая сварка не подойдут. Для труб этого типа лучше всего использовать пластиковые или металлические механические фитинги.
Электросварка и стыковая сварка имеют свои явные преимущества. Например, электромуфтовая сварка хорошо работает в тяжелых условиях, в то время как стыковая сварка устраняет необходимость в соединительных компонентах, а также позволяет трубе изгибаться, не беспокоясь об увеличении натяжения.
Miami International Machinery & Equipment Corporation (MIMECO) специализируется на машинном оборудовании оборудовании и поставках машинного оборудования. Мы более двух десятилетий предоставляем профессиональные решения в Гвиане, Карибском бассейне и Суринаме, поставляя такие бренды, как Performance Pipe, McElroy, Carboline и другие. Имея многолетний опыт работы в качестве экспортеров и агентов по закупкам, мы надеемся предоставить вашей компании надежные, качественные продукты и решения по лучшим ценам.Позвоните по телефону 305-570-3831, чтобы получить дополнительную информацию о нашем ассортименте продукции, аренде промышленного оборудования или промышленных продуктах онлайн .
Имея многолетний опыт работы в качестве экспортеров и агентов по закупкам, мы надеемся предоставить вашей компании надежные, качественные продукты и решения по лучшим ценам.Позвоните по телефону 305-570-3831, чтобы получить дополнительную информацию о нашем ассортименте продукции, аренде промышленного оборудования или промышленных продуктах онлайн .
Опубликовано в Промышленные товары, Машинное оборудование |
Теги: промышленные товары онлайн, машинное оборудование
Поставщик электромуфтовых фитингов из полиэтилена в Австралии
Электросварные фитинги из полиэтилена , спроектированные, чтобы вселять в вас уверенность Использование электромуфтовых фитингов из полиэтилена с полиэтиленовыми трубами позволяет создавать полностью герметичные сети из полиэтилена. Имея качественные электромуфтовые фитинги, сантехники и подрядчики из различных отраслей могут производить сварные соединения плавлением, которые обеспечивают надежность, гибкость и высокие характеристики.
Имея качественные электромуфтовые фитинги, сантехники и подрядчики из различных отраслей могут производить сварные соединения плавлением, которые обеспечивают надежность, гибкость и высокие характеристики.
Описание продукта
Система электромуфтовых фитинговAcu-Tech обеспечивает высокую производительность и простоту установки. С помощью электромуфтовой сварки полиэтиленовые трубы удобно соединяются, что сводит к минимуму время сварки и охлаждения. В каждом трубопроводном фитинге EF poly, катушки возбуждения проводов электрофурнитуры точно расположены, обеспечивая равномерное плавление для прочного соединения.
В наш обширный ассортимент электромуфтовых фитингов из полиэтилена входят:
У нас также есть инструменты, принадлежности и оборудование для электромуфтовой сварки. Для получения дополнительной информации о наших фитингах для полиэтиленовых труб, а также краткого описания наших инструкций по электросварке, загрузите наш каталог фитингов для напорных труб из полиэтилена.
Обучение сантехников – электромуфтовая сварка напорных и дренажных труб из ПНД
Как и сварка любого материала, используемого в инженерных целях, сварка плавлением полиэтилена (HDPE) для систем водопроводных и канализационных труб является квалифицированной операцией, которая должна выполняться соответствующим образом обученными и сертифицированными специалистами.
Обучение и аккредитация являются обязательными для сантехников в соответствии с Сантехническим кодексом Австралии (PCA), поскольку и AS / NZS 3500.1 Сантехника и канализация – Водоснабжение и AS / NZS 3500.2 Сантехника и водоотведение – Сантехника и канализация содержат ссылки на AS / NZS 2033 Монтаж систем полиэтиленовых труб . AS / NZS 2033 Пункт 4.2 Соединение сплавлением определяет «Только обученные и сертифицированные операторы должны выполнять соединение сплавлением».
Acu-Tech проводит аккредитованные на национальном уровне учебные курсы, посвященные процедурам сварки плавлением, через Polyweld Tech Academy, которая является зарегистрированной учебной организацией (RTO).
Рекомендуемый перечень оборудования для электросварки плавлением:
Ниже приводится список минимального оборудования, которое должно быть доступно на каждом участке электромуфтовой сварки.
Фитинги для электромуфтовой муфты
Переходник для электромуфтовой сварки
Электросварные угловые фитинги 90
Электросварные угловые фитинги 45
Электросварные переходные тройники
Электрофузионные равные тройники
Фитинги седла для электромуфтовой нарезки
Седловые фитинги для электромуфтовой сварки
Фитинги для электромуфтовых торцевых крышек
Фитинги торцевых крышек для испытаний на электросварку
Переходные фитинги из латуни для электромуфтовой сварки
Переходные фитинги из ПЭ для электромуфтовой сварки
Отличия Acu-Tech
Инновации в поставках трубопроводных решений
Созданные на основе почти 50-летнего опыта отраслевых исследований и инноваций, трубопроводные решения Acu-Tech доказали свою выдающуюся производительность и надежность. Наши продукты и услуги постоянно совершенствуются на основе отзывов клиентов, а также новостей мирового рынка о трубопроводных системах, обеспечивающих большую ценность. Фитинги для полиэтиленовых труб являются важной частью бизнеса наших клиентов, позволяя установщикам сантехников быстро и легко присоединять дренажные трубы из ПНД на месте.
Наши продукты и услуги постоянно совершенствуются на основе отзывов клиентов, а также новостей мирового рынка о трубопроводных системах, обеспечивающих большую ценность. Фитинги для полиэтиленовых труб являются важной частью бизнеса наших клиентов, позволяя установщикам сантехников быстро и легко присоединять дренажные трубы из ПНД на месте.
Посвящается успеху вашего бизнеса
За нашим успехом стоит наша приверженность успеху наших клиентов. Обслуживая горнодобывающий, гражданский, промышленный, водопроводный и коммунальный секторы Австралии более десяти лет, мы досконально знаем потребности каждой отрасли, а также конкретные потребности наших клиентов, что позволяет нам предоставлять фитинги для полиэтиленовых труб высочайшего качества и поддержку.
Руководство по электропорации и электросварке
D.C. Chang, B.M. Часси, Дж. Сондерс и А.Е.Соуэрс, , Обзор электропорации и электрослияния.
Механизмы и фундаментальные процессы электропорации и электрослияния:
D. C. Chang , Структура и динамика пор мембран, индуцированных электрическим полем, выявленные с помощью электронной микроскопии с быстрым замораживанием.
C. Chang , Структура и динамика пор мембран, индуцированных электрическим полем, выявленные с помощью электронной микроскопии с быстрым замораживанием.
К. Киносита, М. Хибино, Х. Ито, М. Шигемори, К. Хирано, Ю.Кирино и Т. Хаякава , События мембранной электропорации, визуализированные на временной шкале от микросекунд до секунд.
Т.Ю. Цонг , Временная последовательность молекулярных событий в электропорации.
Л.В. Черномордик , Электропоры в липидных бислоях и клеточных мембранах.
Э. Нойман, А. Спрафке, Э. Болдт и Х. Вольф ,
Биофизические аспекты мембранной электропорации.
Дж. К. Уивер и А. Барнетт , Прогресс на пути к теоретической модели механизма электропорации: электрическое поведение мембраны и молекулярный транспорт.
А.Е. Сауэрс , Механизмы электропорации и электрослияния.
J. Teissi * aae и M.-P. Rols , Изменение межфазной мембраны, связанное с электропроницаемостью и электросваркой.
Димитров Д.С. , Кинетика слияния мембран.
S.W. Хуэй и Д.А. Stenger , Влияние межклеточных сил на электрослияние.
Q. Zheng и D.C. Chang , Динамика реорганизации цитоскелета в клетках CV-1 во время электрослияния.
Применение электропорации и электрослияния в современных исследованиях:
H. Potter and S.W.F. Cooke , Перенос генов в адгезивные клетки, растущие на микрошариках.
Л. Х. Рид и О. Смитис , Нацеливание на гены и электропорация.
J.A. Сондерс, Б.Ф. Мэтьюз и С.Л. Ван Верт , Электротрансформация пыльцы для переноса генов в растениях.
G.W. Бейтс , Электрослияние протопластов растений и получение соматических гибридов.
J.T. Треворс, Б. Часси, У.Дж. Дауэр и Х.П. Blaschek , Электротрансформация бактерий плазмидной ДНК.
W.J. Dower and S.E. Cwirla , Создание обширных библиотек экспрессии пептидов: электропорация как инструмент для создания библиотек плазмид из более чем 109 рекомбинантов.
D.C. Chang, J.R. Hunt, Q. Zheng, and P.-Q. Гао , Электропорация и электросварка с использованием импульсного радиочастотного электрического поля.
Y. Mouneimme, P.-F. Този, Р.Бархуми и К. Николау , Электровставка: электрический метод имплантации белка в клеточные мембраны.
Р. Р. Суизи и Д. Эпель , Электропорация как инструмент для изучения активности ферментов in situ .
У. Карстен, П. Столли и Б. Зайдель , Сравнение индуцированного ПЭГ и опосредованного электрическим полем слияния клеток в генерации моноклональных антител против различных растворимых и клеточных антигенов.
Л.С. Смит , Получение генетически идентичных эмбрионов методом электрослияния.
Р. Хеллер и Р. Гилберт , Разработка электрослияния клеток и тканей для биологических применений.
S.R. Галлахер и Д.К. Чанг , Новые приложения электропорации.
Практические протоколы электропорации и электрослияния:
D. C. Чанг , Разработка протоколов электропорации и электросварки: выбор электрических параметров.
C. Чанг , Разработка протоколов электропорации и электросварки: выбор электрических параметров.
H. Potter , Протоколы использования электропорации для стабильной или временной трансфекции клеток млекопитающих.
г. МакГрегор , Оптимизация электропорации с использованием репортерных генов.
J.A. Сондерс и Г. Бейтс , Генетическое манипулирование растительными клетками с помощью электропорации и электрослияния.
W.J. Dower, B.M. Часси, Дж. Треворс и Х. Blaschek , Протоколы трансформации бактерий с помощью электропорации.
Д.М. Беккер и Л. Гуаренте , Протокол высокоэффективной трансформации дрожжей.
М.И. Малли, М.Э.Макнайт и М.C. Glassy , Протоколы электропорации и электрослияния для получения гибридом человека.
С.М.М. Рехман, С. Перкинс, У. Циммерманн и С.К.Х. Foung , Образование гибридомы человека с помощью гипоосмолярного электрослияния.
Дж. М. Робл, П. Коллас, Р. Фиссор и Дж. Р. Добрински , Электрически индуцированное слияние и активация в эмбрионах ядерной трансплантации.
Р. Добрински , Электрически индуцированное слияние и активация в эмбрионах ядерной трансплантации.
Инструменты для электропорации и электросварки:
B.M. Часси, Дж. Сондерс, А.Э. Соуэрс , Генераторы импульсов для электросварки и электропорации.
Ссылки на главы.
Индекс.
5 “Электросварная муфта ND 125 мм PP-RCT
5-дюймовая электросварная муфта ND 125 мм PP-RCT
Трубопроводы Niron PP-RCT напрямую совместимы с трубами и фитингами Aquatherm
ИНФОРМАЦИЯ О ПРОДУКТЕ
- Торговая марка NIRON обозначает случайный сополимер полипропилена RCT) система труб и фитингов производства Nupi Americas, изготовленная в соответствии с ASTM F2389 и CSA B137.11 стандартов.
- NIRON – это трубопроводная система, используемая для всех видов водоснабжения, включая горячее и холодное питьевое водоснабжение, системы водяного отопления, а также циркуляционные трубы охлажденной воды и градирни.
- Система может использоваться для больших многоквартирных жилых домов, гостиниц, больниц, торговых центров, церквей, школ, спортзалов, круизных лайнеров и торговых судов.
- Система NIRON также используется в промышленных установках для транспортировки сжатого воздуха и некоторых широко используемых химических веществ.
- Фитинги Niron совместимы с системами трубопроводов PPR и PP-RCT.
- Может использоваться с большинством марок полипропилена PPR, труб, фитингов и оборудования для сварки плавлением, включая Aquatherm.

Спецификация электросварной муфты
РАСШИРЕННЫЙ МАТЕРИАЛ PP-RCT
Niron изготовлен из 100% материала Beta PP-PPR, имеющего высокую степень кристаллизации
в два раза выше номинального давления
при более высоких температурах и превосходной стойкости к хлору.
АБСОЛЮТНАЯ НАДЕЖНОСТЬ
Система NIRON, производимая с 1982 года, была продана на всех 5
континентах. Было отгружено более 150 000 миль труб и фитингов
Было отгружено более 150 000 миль труб и фитингов
, что полностью удовлетворило заказчиков и установщиков.
СЕРТИФИЦИРОВАННОЕ КАЧЕСТВО
Система NIRON получила самые престижные международные сертификаты качества
, но для нас качество означает полное удовлетворение потребностей клиентов
. Это достигается исключительно за счет поставки
продуктов, характеристики которых полностью соответствуют требованиям приложения
.
ПОЛНЫЙ АССОРТИМЕНТ
Трубы и фитинги NIRON – от 1/2 до 24 дюймов – доступны
с широким спектром фитингов и способов соединения, чтобы решить любую проблему установки
.
НИЗКОЕ ТЕПЛОВОЕ РАСШИРЕНИЕ
Это достигается благодаря новым композитным трубам NIRON FG и NIRON
CLIMA, произведенным с использованием инновационной технологии соэкструзии.
Их внутренний слой изготовлен из сополимера ПП, армированного стекловолокном, чтобы уменьшить линейное тепловое расширение
до 73%.
СКОРОСТЬ УСТАНОВКИ
Несомненно, самое большое преимущество NIRON заключается в скорости установки.
Благодаря простым способам соединения время установки
может быть сокращено на 30–50%.
ОТСУТСТВИЕ КОРРОЗИИ И НАКИПИ
Полипропилен плохо проводит электричество, поэтому система NIRON не подвержена коррозии.
Кроме того, благодаря гладкой внутренней поверхности исключается образование известкового налета.
ЭНЕРГОСБЕРЕЖЕНИЕ
Низкая теплопроводность полипропилена
обеспечивает значительную экономию энергии
по сравнению с металлическими материалами и снижает затраты на изоляцию
.
УСТАНОВКА С НИЗКИМ ШУМОМ
Шумопоглощающие свойства и эластичность материала
смягчают шум и вибрации, вызванные потоком воды
и эффектом гидравлического удара.
УСТОЙЧИВОСТЬ К ЭКСТРЕМАЛЬНЫМ ТЕМПЕРАТУРАМ И ТЕРМИЧЕСКОМУ РАСШИРЕНИЮ
Система NIRON испытана на устойчивость к температурам вплоть до кипящей воды и условиям замерзания.