Как просушить электроды в домашних условиях? Технология выполнения работы.
Как прокалить электроды в домашних условиях? Этот вопрос возникает у многих пользователей. Обмазка электродов отличается пористой структурой, функционирует она как губка, постоянно впитывает влагу. Во избежание этих неприятных последствий, современные производители помещают электроды в герметичную полиэтиленовую упаковку. Однако, если изделия слишком долго хранить и не использовать, то вы увидите, что они просто отсырели. Для того, чтобы вернуть им первоначальное состояние, нужно знать как высушить электроды. В статье мы расскажем, что такое прокаливание электродов в домашних условиях и какие способы сушки электродов существуют.

Содержание статьи
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.
Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Обратите внимание! Прокалка электродов перед сваркой – важнейший процесс, без которого просто невозможно получить хороший результат работы. Но, выполнять процедуру более двух раз нельзя, т.к. существует высокая вероятность того, что все покрытие может отколоться от стержня.
контейнер для хранения электродов
 контейнер для хранения электродов
контейнер для хранения электродовПрокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Разновидности оборудования для прокалки
Сушка электродов в домашних условиях производится в специальных приспособлениях. Для этого вы можете использовать:
Технология сушки электродов
Для различных электродов температура и временной период выдержки – разные. Именно поэтому, перед тем как прокаливать их, нужно хорошо ознакомиться с инструкцией, имеющейся в упаковке, чтобы понять как сушить электроды того или иного производителя. Зарубежные производители не всегда указывают условия и параметры сушки на упаковке. Поэтому придется зайти на их сайт и найти интересующую вас информацию.
На заметку! Целлюлозные электроды должны иметь минимальное содержание влаги в покрытии, в связи с этим, они выпускаются в металлических банках и специалисты не советуют прокаливать такой вид электродов.
Как показывает практика, температура прокалки электродов этого типа должна быть не более 70°С, иначе их покрытие будет повреждено.
Как просушить электроды в домашних условиях
Как уже отмечалось, основная цель прокалки – это снижение количества влаги, содержащегося в покрытии электродов. Процедура эта — достаточно простая и нетрудоемкая. Вам необходимо изучить упаковку и найти параметры температуры и времени, в соответствии с которыми должна выполняться работа. В среднем, прокалка занимает полтора-два часа при температуре 200-250°С. Использовать вы можете любой нагревательный прибор, который у вас имеется. Лучше всего выполнять процесс сушки в духовке. Безусловно качество такой процедуры будет ниже, чем при использовании электропечи или термопенала, но все же лучше, чем ничего.
Прокалка электродов уони
 печь для прокалки электродов
печь для прокалки электродовНаиболее популярными и востребованными считаются электроды уони 13/55. Для примера мы рассмотрим технологию их прокалки. Прокаливание сварочных электродов уони 13 55 должно производиться перед их применением. Так вы сможете обеспечить стабильное горение сварочной дуги и высокое качество образуемого шва. Температура, при которой производится процедура, должна быть 250-300°С, время – 1 час. Лучше всего прокаливать электроды в специальной печи, поместив их в специальные коробки.
Подводя итог всего вышеописанного понятно, что сушка электродов для сварки — процедура не сложная, но обязательная. Лучше всего использовать печь для прокалки электродов. Зная как просушить электроды в домашних условиях, вы значительно облегчите сварочные работы.
[Всего голосов: 1 Средний: 1/5]
svarkaed.ru
печь для сушки перед сваркой в домашних условиях
Хорошо известно, что прокаливание в печи является важной процедурой. Ее необходимо проделывать перед проведением сварочных работ.
Если отказаться от предварительной термической обработки, то можно столкнуться с такими проблемами в процессе выполнения работы, как плохое поджигание и залипание стержня, низкое качество и ненадежность шва, неудовлетворительный вид готового изделия.
Выше перечислены лишь самые распространенные проблемы, с которыми часто сталкиваются, на самом деле их еще больше.
Виды оборудования для прокалки
Прокалка электродов перед сваркой делается с целью уменьшения влаги в их покрытии. Ее наличие приводит к проблемам с поджигом электрода, его залипанию и обсыпанию покрытия. В результате качество работы может значительно ухудшаться.
Следует отличать между собой два таких процесса, как сушка и прокалка. Несмотря на то, что они во многом схожи, в первом случае обработка осуществляется с использованием менее высоких температур.
Следует сразу заметить, что увлекаться данными операциями не стоит. Дело в том, что после двух прокалок покрытие может отслоиться от электрода. В связи с этим необходимо заранее рассчитывать их необходимо количество.
Конструкция печи для прокалки электродов.
Если после работы останутся неиспользованные стержни, в следующий раз они должны быть использованы в первую очередь.
Иногда просушить необходимо, чтобы поднять температуру расходных материалов. Большой перепад температур может негативно сказаться на конечных характеристиках шва.
Осуществлять прокалку и сушку необходимо в специализированном оборудовании. В этих целях используют электронагревательные печи. В их камере создается необходимая температура, которая варьируется от 100 до 400°С в зависимости от решаемой задачи.
Главным достоинством электропечей является высокий ресурс работы. В них используются ТЭН, рассчитанные на длительную эксплуатацию. Кроме того в случае поломки они могут быть с легкостью заменены.
Если во время прокалки необходимо защитить стержни от воздействия окружающей среды, следует использовать термопеналы. Установленный уровень температуры в таких устройствах поддерживается автоматически.
Работаю данные агрегаты от сети с напряжением 36-60 В. Камера, которая находится внутри корпуса термопенала оснащается терморегулятором и нагревательным элементом. Между камерой и корпусом устройства выполнена качественная теплоизоляция.
Хранить просушенные и прокаленные горячие стержни следует в пеналах-термосах. Их конструкция представляет собой герметично закрываемые емкости на подобии термосов. Их камера отделена от корпуса слоем теплоизоляционного материала.
Технология прокалки
Различные виды стержней необходимо подвергать соответствующей термообработке. Ее параметры указываются на упаковке в инструкции.
Параметры прокаливания зависят и указываются на этикетках, в паспортах и каталогах.
Работнику необходимо строго придерживаться всех требований по прокалке. В противном случае стержни окажутся недосушенными или пересушенными, что негативно отразиться на качестве сварочного соединения. В связи с этим данную процедуру необходимо проделывать правильно.
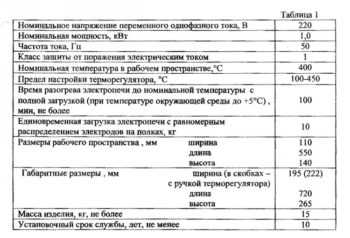
Таблица характеристик печи для прокалки электродов.
Основными характеристиками при прокалке являются:
- необходимость сушки;
- режимы;
- количество прокалок.
Если не выполнять термообработку, расход материалов существенно увеличится и снизится надежность соединения. Если есть хоть малейшие сомнения относительно условий и продолжительности хранения или же в их покрытии присутствует влага, то прокалка просто необходима.
Итак, как прокалить электроды? Выполнить данную операцию можно двумя способами: с использованием промышленных устройств и в бытовых условиях.
Прокалить и высушить электроды можно с помощью специальной печи. В магазинах представлен широкий ассортимент подобных агрегатов. Есть разработки от зарубежных компаний и от отечественных.
Выбирая печь, следует в первую очередь ориентироваться на такие характеристик, как мощность, напряжение, ее масса и размеры.
Довольно распространенной разновидностью подобных устройств являются шкафы. Они позволяют прокаливать и просушивать . Кроме того в них стержни хранятся продолжительное время.
Тем не менее, не все виды данного оборудования обладают перечисленными возможностями. В связи с этим в момент покупки шкафа обязательно обращайте внимание на его возможности.
Хранить стержни можно в термопеналах или пеналах-термосах. Эти малогабаритные устройства отлично подойдут и при прогревании уже обработанных материалов.
Во время сварочных работ с металлическими конструкциями, к которым не предъявляются высокие требования, обработку электродов можно выполнить народными методами. Например, подойдет духовка или термофен.
Используя духовку лучше отдать предпочтение электрическому типу. Дело в том, что в газе содержится небольшое количество влаги, что может отрицательно повлиять на качество термической обработки.
Проводя термообработку важно следовать технологической инструкции. Некоторые стержни, например, необходимо просушить перед прокалкой.
Обработка стержней состоит из нескольких простых действий:
- загрузка материала в камеру устройства;
- плотное закрытие дверцы;
- установка температуры в соответствии с приведенным значением в инструкции;
- установка длительности обработки;
- выдержка в течение необходимого интервала времени;
- по окончании процесса термообработки выключить устройство и дать ему остыть вместе с электродами для избегания резкого перепада температур.
Особенности прокаливания в домашних условиях
Итак, из всего вышесказанного понятно, прокаливание и сушка – это важный этап подготовки к сварочным работам. От правильности выполнения данной процедуры зависит качество полученного соединения.
Параметры термообработки определяются типом стержней. Обычно эта информация указывается на упаковке.
Температура прокалки электродов.
Любители, конечно, зачастую не имеют в наличии профессиональное оборудование для прокалки. Например, при выполнении какой-либо работы на даче, необходимость в покупке специальных устройств попросту невыгодна. Проделать данную операцию можно и своими руками.
Обработать материал можно в духовке. Необходимо установить температуру от 190 до 210 градусов и выдержать стержни в течение 30 минут. Некоторые сварщики рекомендуют использовать более высокие температуры вплоть до 300 градусов.
Многие также сталкиваются с вопросом, как сушить для сварки в домашних условиях? Отличным вариантом выполнения подобной процедуры станет использование котла. Стержни необходимо просто оставить в нем на один-два месяца, после чего их следует завернуть в пищевую пленку.
Описанный вариант подойдет в случае просушке в зимнее время года, а весной можно смело приступать к работе.
На самом деле в процессе термообработке в домашних условиях можно воспользоваться любым нагревательным прибором или какой-либо самодельной электросушилкой.
Стоит также учитывать, что если стержень сильно пострадал от действия влаги, то его ни в коем случае нельзя сразу же подвергать действию высоких температур. Перед прокалкой его необходимо выдержать при 100°С не менее двух часов, после чего необходимо повысить температуру.
Это связано с тем, что при быстром нагреве влага испарится, и оставит на электродах налет соли и извести.
Как правильно хранить электроды?
Если электроды для сварки хранить неправильно, тогда работа окажется невозможной. Горение дуги станет нестабильным, а соединения получатся плохими. Для избегания подобных проблем необходимо придерживаться некоторых правил.
В первую очередь необходимо разобраться с устройством . Он состоит из стержня и покрытия. В независимости от типа покрытия важным является их защита от воздействия влаги.
Стержень изготовлен из особого сплава, с которым ничего не может произойти. В связи с этим суть хранения электродов сводится именно к защите покрытия.
Конструкция пенала для сушки электродов.
Хранить материалы для сварки лучше в сухом хорошо проветриваемом помещении. Любая возможность попадания влаги или воды на поверхность стержня должна полностью исключаться. Иначе покрытие будет деградировать и в конечном итоге работать с таким электродом не получится.
Хранение должно осуществляться в помещении, в котором температура не снижается ниже 15°С. Конечно же, любые механические повреждения и загрязнения также приведут электроды к непригодности.
Упаковывать их необходимо в коробки, которые могут быть сделаны из металла, пластика или картона. В последнем случае для большей надежности коробку следует дополнительно обмотать полиэтиленовой пленкой, например, пищевой.
В случае длительного хранения или наличия влаги необходимо выполнить прокаливание электродов. В данном случае не стоит забывать, что параметры термообработки для каждого вида стержней свои.
Во время транспортировки к упаковкам действуют такие же требования, как и к хранению. Однако в случае перевозки стоит позаботиться о том, чтобы смягчить возможные удары, которые смогут повредить электродное покрытие.
Итог
Правильная подготовка к сварочным работам является залогом ее надежного и качественного выполнения. Это касается и электродов, которые должны быть высушены и прокалены, особенно при сварке ответственных металлических конструкций или получении герметичных швов.
В то же время не стоит забывать сколько раз можно подвергать их термообработке, ведь прокаливать более двух раз не рекомендуется. Это связано с тем, что электродное покрытие может разрушиться, и стрежни станут непригодными для работы.
tutsvarka.ru
как просушить в домашних условиях? – Расходники и комплектующие на Svarka.guru
Перед сваркой электроды прокаливаются, чтобы удалить влагу из обмазки. Расходные материалы используются постепенно и часть их надо хранить теплыми и сухими. Сварщики применяют термопенал для электродов стационарный или переносной, в зависимости от места работы и необходимого количества электродов. Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг;
- дуга постоянно тухнет;
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
 Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:- легко переносится и всегда под рукой;
- при транспортировке на любые расстояния электроды остаются сухими;
- подогрев от сети и сварочника до 110⁰C и выше;
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Конструкция и функционал
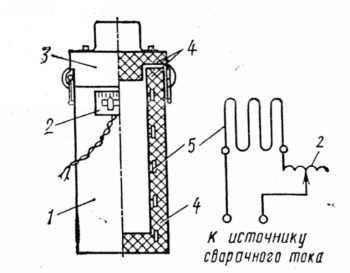
 Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:- корпус;
- камера;
- нагревательный элемент;
- электроизоляция;
- теплоизоляция;
- передняя крышка для загрузки камеры;
- задняя крышка и блок управления нагревом;
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов;
- размеры устройства;
- мощность;
- температура нагрева и наличие терморегулятора;
- вес при полной загрузке;
- источники питания;
- наличие удобной ручки для транспортировки.
 Термопенал имеет различные варианты подключения к источнику питания:
Термопенал имеет различные варианты подключения к источнику питания:- ток бытовой 220В;
- промышленный трехфазный 380В;
- постоянный от сварочного аппарата;
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.

Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Популярные модели
По обозначению модели определяются основные характеристики термопенала. Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
ТП5/150
Любители и сварщики в небольших мастерских часто используют ТП5/150. Объема камеры хватает на проведение ремонтных работ в поле и сварки в домашних условиях. Температура 150⁰ подходит для просушки длительное время хранящихся электродов. Подключается к сети 220В и сварочному аппарату.
Вес с полной загрузкой 10 кг позволяет легко переносить его в руках. Обратная сторона поворотной ручки служит упорами в рабочем положении.
ТП-6/130
Работает от сварочного аппарата. Корпус может иметь металлический и стеклопластиковый. Предназначен для стационарных постов. Отличается хорошей термоизоляцией. Электроды долго остаются горячими при отключенных нагревательных элементах.
ПЭ6-/150
 Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.
Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.ТП8/130
Камера с 2 отделениями удобная для проведения разноплановых работ с использованием материалов разных марок. Легко переносится с места на место.
ТП10/150
Профессиональное оборудование с приспособлениями для автоматического поддержания и регулировки температуры. Используется в основном на производстве со стационарными сварочными постами. При весе Термопенала 9 кг, в него можно загрузить электродов до 10 кг.
В крайнем случае, в термопенал можно укладывать сырые расходные материалы и доводить их сушкой до рабочего состояния. Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
svarka.guru
журнал, нужно ли, время прокаливания, сколько раз можно
Главная страница » О сварке » Прокалка
 На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
На этой странице рассмотрим подробно и со всех сторон прокалку (или сушку, как еще называют) покрытых сварочных электродов. Для чего она нужна.
Прокалка электродов перед сваркой: назначение
Прокаливание сварочных электродов является одним из этапов термической обработки. Цель данного процесса — снижение содержащейся в покрытии материалов жидкости. Присутствие влаги может отрицательно влиять на проведение работ: плохое поджигание электрода, его залипание, осыпание слоя.
Однако существуют и другие причины: долгое хранение, распаковка новой пачки (мастер чаще всего не знает в каких условиях содержались электроды), во время работы обнаруживаются признаки присутствия жидкости. Процедура прокалки способствует достижению лучших результатов и положительно сказывается на качестве готового изделия.

Сварочный шлак на шве, сделанном сырым электродом
Сколько раз можно прокаливать
Также стоит отметить, что прокалка хоть и является важным, а иногда и обязательным процессом, не стоит часто проводить данную процедуру — не более трех раз после заводской прокалки. Иначе появляется вероятность отставания покрытия от стержня.
Рекомендация! Следует осуществлять прокаливание небольшого количества электродов. Не рекомендуется производить обработку материалов про запас. Неиспользованные материалы придется просушивать снова.
Сушка электродов: время прокалки
Разные типы необходимо прокаливать в различных температурных режимах. Каждая упаковка сварочных материалов снабжена инструкцией, где указана температура и продолжительность сушки и прокалки.
Режимы прокаливания
Режим прокаливания устанавливается в зависимости от покрытия и указывается на этикетках к электродам, в паспортах и каталогах. Сварщику необходимо строго соблюдать все требования по прокалке. Иначе материалы будут недосушенными или пересушенными, что отрицательно скажется на качестве сварного шва. Следует отметить, что режимы первой (заводской) прокалки и последующих, выполняющихся сварщиком, различаются.
Требования к прокалке
Основными показателями при прокалке являются следующие параметры: необходимость проведения процедуры сушки, её режимы и количество прокалок.
Отсутствие термообработки может привести к увеличенному расходу материалов, получению некачественного шва, потери времени, а иногда и к переделке всей работы. Поэтому, если существует неуверенность в условиях и продолжительности хранения электродов или в покрытии присутствует влага, то необходимо обязательно произвести прокаливание.
- Оптимальный режим просушки материалов указан на упаковке или в технической документации.
- Электроды проходят заводскую прокалку, поэтому проводить их обработку снова можно не более трех раз.
Более подробно о процессе прокаливания в отдельной статье.
Журнал прокалки электродов
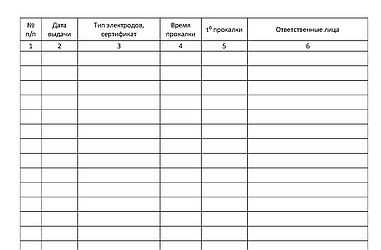 Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Журнал прокалки является официальным нормативным документом, в котором фиксируются все процессы подготовки сварочных материалов.
Сведения оформлены в виде таблицы, которая включает несколько разделов: дата прокалки; порядковый номер прокалки; тип электродов; масса прокаленного материала, кг; температура прокалки; время обработки; ответственный за прокалку; лицо, выполняющее контроль.
Журнал ведется в одном экземпляре, прошнуровывается, пронумеровывается, скрепляется печатью и заверяется подписью ответственного за делопроизводство на объекте лица.
Журнал можно приобрести в типографии на платной основе или ознакомиться с образцом документа в Интернете.
Оборудование для прокалки электродов
Выделяют несколько видов оборудования для прокаливания.
Печи
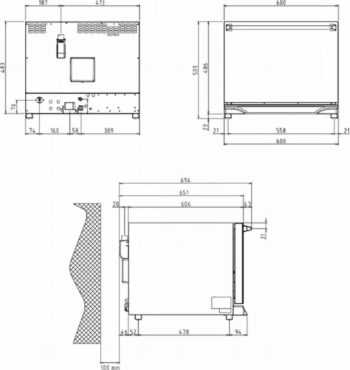
1. Стационарная печь представляет собой металлический шкаф со специальными лотками под электроды. Для поддержания необходимой температуры стенки отделаны теплоизолирующими материалами. Она снабжена термостатом с границей температур от 60 до 500 градусов. Это гарантирует равномерный нагрев и сохранение заданной температуры на протяжении всей обработки материалов.
Примеры бюджетных моделей печей для прокаливания: ЭПСЭ-10/400 «НОВЭЛ», ПСПЭ-40/400 ЗСО «Тэн и К плюс».

Видео
Небольшой ролик, который наглядно демонстрирует печь ПСПЭ-40/400.
Больше о печах на этой странице.
Пеналы
2. Часто сварочные работы проводятся на открытом воздухе. Для прогревания электродов на улице созданы пеналы: они герметичны, имеют термоизоляцию, способствуют долгому хранению электродов в сухом состоянии. Различают два вида пеналов, в зависимости от типа конструкции: пеналы-термосы и термопеналы. Они не прокаливают, а только поддерживают в сухом и, если нужно, подогретом состоянии.
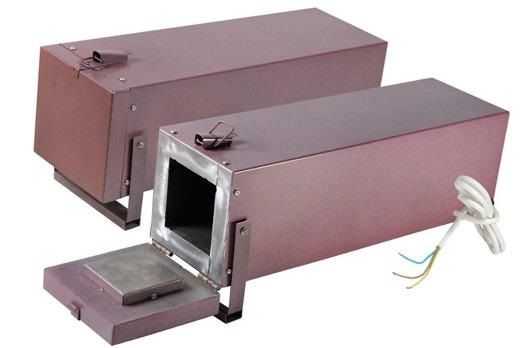
Термопеналы
Пеналы-термосы обладают компактными размерами, имеют теплоизолирующее внутреннее покрытие, оснащены нагревательными элементами и термостатом. Все эти преимущества позволяют производить прокаливание прямо на месте.
Примеры наиболее востребованных моделей пенал-термосов: П-5 «BRIMA», ПТ-5 «БАРС».
Термопеналы осуществляют две функции:
- — создание определенного уровня температура для хранения электродов;
- — прогревание материалов.
Термопенал представляет собой конструкцию в виде небольшого ящика с дверцей, средний вес равен примерно трем килограммам. Внутри расположено специальное термоустройство, которое отделано слоем изоляции. Температура, которую способен выдавать термопенал, варьируется в диапазоне от 0 до 120 градусов.
Термоконтейнеры
Термоконтейнеры имеют два типа подключения: к розетке и к сварочному трансформатору.
Примеры моделей термпеналов от проверенных производителей: DS5 ESAB, ТМ 5/150 «BRIMA».

Узнайте больше о пеналах вот в этом материале.
Шкафы
3. Шкафы представляют собой прочную конструкцию, имеют схожие функции с термопеналами: хранение и прокаливание. Корпус надежно изолирован, что предотвращает потерю тепла. Шкафы также могут быть оснащены (в зависимости от модели) электронным блоком управления, термометром, термостатом, сигнальной лампочкой.
Примеры моделей шкафов для прокаливания: PK 410 ESAB, ШП-0.4-60 НПП «Теплоприбор».

Данные приспособления разработаны для промышленного прокаливания сварочных материалов. Также существует несколько «народных» способов, то есть без использования специального оборудования. Однако прибегать к просушке электродов в домашних условиях следует только при наличии нескольких причин:
- последующий сварочный процесс будет носить бытовой характер;
- проводимые работы не потребует особо серьёзного подхода;
- мастер не предъявляет высоких требований к качеству готового изделия.
«Домашнее оборудование»
- В домашних условиях прокалку можно произвести в газовой или электрической духовке. Однако, второй вариант позволяет получать лучший результат, так как в газу содержится некоторое количество воды и ни в коем случае нельзя проводить обработку на открытом огне.
- 2Зимой можно проводить сушку электродов на горячем радиаторе. Необходимо оставить прутки на батарее на 2-3 дня. Данной обработки будет вполне достаточно для проведения бытовой сварки (по мнению многих умельцев). Для ответственных конструкций применять такой метод сушки не рекомендуется!
- Некоторые находчивые мастера используют для просушки строительный фен. Кроме этого, специалисту понадобится емкость для размещения электродов, например, асбестовая или из иного материала труба. Продолжительность прокалки зависит от мощности фена.
Подробнее про прокалку и домашние условия здесь.
Следует отметить, что результат прокалки в «домашних» условиях не идет в сравнение с термической обработкой в профессиональном оборудовании.
weldelec.com
Особенности прокалки и сушки сварочных электродов
Многие задаются вопросом, как прокалить электроды в домашних условиях. Они хорошо впитывают влагу, поскольку покрытие имеет пористую структуру. Чтобы уберечь стержни от влаги, производители поставляют их в герметичной упаковке. Тем не менее она не может защитить электроды, если они долго не использовались или хранились в плохих условиях. Чтобы вернуть им изначальные свойства, необходимо уменьшить уровень влаги. Сегодня мы узнаем, как проводится сушка электродов и что для этого нужно.

Содержание статьи:
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.

Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.
Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.

Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Инструкция прокалки
Разные электроды требуют разной температуры и времени прокалки. Эти параметры указываются на упаковках. Поэтому перед работой необходимо ознакомиться с инструкциями производителя. Иностранные заводы не всегда пишут как нужно прогревать стержни. Придется зайти на официальный сайт и найти эту информацию.
Не все электроды нужно прокаливать. Так, стержни с целлюлозным покрытием выпускаются в металлических банках и прогревать их перед работой не нужно.
На практике прокалка выглядит очень просто. Нужно разогреть печь до нужной температуры и поместить в нее электроды на определенное время, по истечении которого они будут готовы к работе. Ими сразу можно варить, либо можно переместить их в термопенал, чтобы взять с собой на объект.
Для примера, электроды Уони 13/55 прокаливаются при температуре около 270°С в течение 1 часа.
Сушка и прокалка — различия и особенности
Помимо прокалки, имеется такое понятие как сушка электродов. Оно означает непосредственную подготовку изделия к работе. В свою очередь прокалка электродов выполняется для ликвидации лишней влаги и устранения последствий неправильного или долгого хранения.
Сушка подразумевает сокращение уровня влаги в стержнях до минимально-приемлемого. Она производится при небольших температурах и не оказывает серьезного влияния на покрытие.
Прокалка может выполняться для улучшения качеств электродов и приведения их в “рабочее состояние”. Особенностью этой процедуры является продолжительное время воздействия и высокая температура.
Обратите внимание, что специалисты не рекомендуют прокаливать электроды более 2 раз. Покрытие можно отколоться от сердечника и ими будет невозможно пользоваться.
Прокалка в домашних условиях
Подготавливать электроды в домашних условиях следует только если у вас нет другой возможности, и только если стержни будут использоваться дома. “Народные” методы можно использовать для не очень важных работ, к которым не предъявляются высокие требования качества.
Самым простым и очевидным вариантом является прокалка в духовке. Прокаливать электроды на газу не стоит, потому что в нем содержится некоторое количество воды.
Данную процедуру можно также провести на радиаторе отопления. Оставьте на нем прутки на пару дней. Этого будет достаточно, чтобы провести сварку.
Некоторые мастера используют для прокалки строительный фен. В этом случае нужно будет поместить электроды в трубу или другу емкость.
Не пользуйтесь такими методами прокалки и сушки при работе с ответственными конструкциями.
Правильное хранение
Чтобы не допустить образования лишней влаги в электродах, их следует правильно хранить. Заводская термоусадочная пленка не всегда может уберечь изделия, особенно при длительном хранении.
Первое, что нужно запомнить — это температурный режим в помещении, где лежат стержни. На складе или в подсобке должно быть не холоднее 15°С. Комнатной температуры будет вполне достаточно, чтобы они не отсырели. Не допускайте также больших перепадов температур. Из-за этого внутри упаковок может образоваться конденсат.
Другой важный момент — это уровень влажности. Он должен быть минимальным. В противном случае электроды очень быстро наберут влагу. Сушка может не помочь и придется тратить много времени на прокалку.
Отдельно позаботьтесь о защите электродов от механических воздействий. Повреждение или скол покрытия ухудшают сварочные свойства.
Соблюдение таких простых правил позволит продлить срок хранения электродов. Они сохранят свои качества, и вы сможете выполнить качественные и надежные соединения.
Заключение
Прокалка и сушка электродов очень важный этап в подготовке к сварочным работам. Благодаря этим процессам, стержни приходят в рабочее состояние и обеспечивают максимальное качество соединения и комфортную работу. После прокалки у вас не будет возникать сложностей с поджигом дуги, залипанием и формированием шва.
instrument-blog.ru
Как прокаливать сварочные электроды «УОНИ-13/55»
Продолжаем серию статей, посвящённых популярному сварочному электроду «УОНИ-13/55». Начнём с обзора статей на сайте, посвящённых этому расходному материалу.
Краткий обзор сайта
На сайте помещены следующие статьи, посвящённые сварочному электроду «УОНИ-13/55»:
В них вы найдёте много интересной и полезной информации:
- технические возможности сварочных электродов «УОНИ-13/55»;
- рекомендации о том, как этими электродами правильно производить сварку, в том числе деталей из нержавеющей стали;
- подробное описание конструкции этих расходных материалов.
Рекомендуем познакомиться с указанными статьями.
Покрытия сварочных электродов
Покрытия всех сварочных электродов (химический состав обмазки электродов «УОНИ-13/55» подробно рассмотрен в указанной выше статье) очень хорошо впитывают влагу (в том числе, из воздуха). После этого оно и, следовательно, электрод, в состав которого покрытие входит, теряют работоспособность (даже при сохранении приемлемого внешнего вида):
- они перестают плавиться;
- сварочная дуга практически не горит или горит неравномерно;
- сварочный шов получается с наплавками и трещинами;
- покрытие электродов начинает разрушаться и отваливаться кусками.
Для приведения сварочных электродов в рабочее состояние, необходимо, до начала работы, из них удалить влагу. В этом случае проводится прокаливание. Вот об этом мы сегодня и расскажем, акцентировав ваше внимание на сварочных электродах «УОНИ-13/55». Начнём с условий хранения, так как от правильной организации этого процесса зависит очень многое. Неправильное хранение сварочных электродов может свести на «нет» все усилия по прокаливанию и не дать возможности выполнить качественный сварочный шов.

Контейнер для хранения электродов.
Условия хранения
Всем известным и общепринятым требованием является условие хранения сварочных электродов в специально предназначенных для этого складах. Помещения этих складов обязательно должны быть сухими, имеющими отопление в холодное время года. В них должны поддерживаться следующие условия:
- температура воздуха Т ≥ 14 °С;
- постоянная относительная влажность воздуха φ ≤ 50 %.
Эти требования поддерживаются при помощи кондиционеров. Кроме того, часто складское помещение углубляется в землю и применяется качественная гидро- и теплоизоляция. В ряде случаев, строится специальная дренажная система в окружающей почве.
Температура прокалки сварочных электродов «УОНИ-13/55»
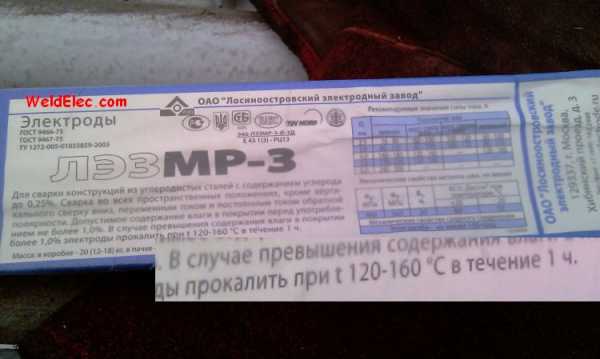
Главное назначение прокалки сварочных электродов — уменьшение количества влаги в их обмазке. О последствиях не выполнения этой операции мы рассказали выше.
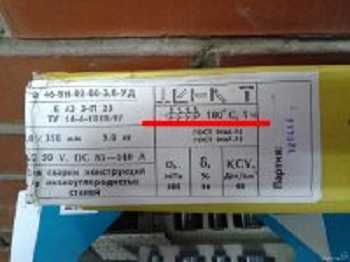
Пример условий прокалки электродов на упаковке.
Каждая упаковка сварочных электродов («УОНИ-13/55» не являются исключением) должна быть снабжена «Инструкцией», в которой описывается режим прокаливания и технология проведения этой операции (температура, время и т. д.). Не соблюдение требований этого документа может привести к печальным последствиям. Если указанной «Инструкции» по каким-либо причинам у вас нет, то следует руководствоваться нашими рекомендациями.
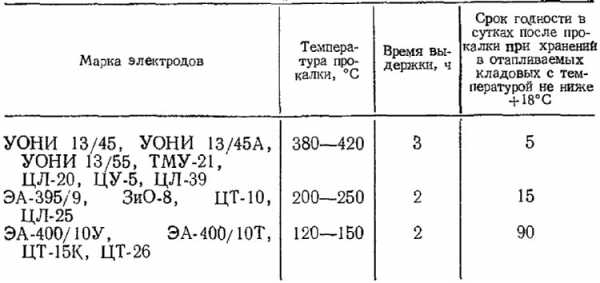
Прокаливание сварочных электродов «УОНИ-13/55» следует производить непосредственно перед их использованием. Эта операция обеспечит стабильное горение сварочной дуги и, следовательно, высокое качество сварного шва. После прокаливания электроды должны быть либо использованы, либо возвращены на специализированный склад. Если время от прокаливания до начала использования сварочных электродов «УОНИ-13/55» превысило 8 часов, то их, во избежание проблем, следует прокалить повторно. Заметим, что суммарная длительность повторных прокалок сварочных электродов «УОНИ-13/55» не должна превышать четырех часов и допускается лишь трехразовое прокаливание. После выполнения указанного количества операций, они становятся непригодными к использованию. Это требование остаётся справедливым, даже если внешне покрытие осталось неизменным.
Прокалка сварочных электродов «УОНИ-13/55У» производится при температуре Т = 250…300 °С в течение одного часа. Прокаливать электроды следует в специальной печи для прокалки электродов, поместив их в специальные коробки.

Печь для прокалки электродов.
Оборудование для прокалки
На производстве для прокалки электродов применяется специальное оборудование:
- простая печь для сушки электродов. Она позволяет загружать 10…50 кг;
- электрошкаф с опцией сушки и микропроцессорным программируемым регулятором. В него можно загрузить 50…160 кг;
- термопенал — термос. В него помещается всего 5…10 кг.
В домашних условиях можно использовать электрический духовой шкаф («духовку»). При температуре Т = 180…250 °С сварочные электроды «УОНИ-13/55У» следует прокаливать в течение двух часов. Однако следует учитывать, что качество прокалки будет невысоким. При использовании бытового духового шкафа, не оснащённого вентиляционной системой, следует учитывать, что в процессе сушки его необходимо проветривать. Иначе, произойдет накопление влаги, которое вызовет повреждение покрытия сварочного электрода.
Обращаем внимание: пламенные печи для прокалки сварочных электродов «УОНИ-13/55» и других применять запрещается.
Печь для прокалки электродов ПСПЭ 20-400.
В заключение, предлагаем посмотреть видеоролик про печь для прокалки электродов «ПСПЭ-20/400».
Где купить электроды различных марок
Выбирайте производителей и продавцов сварочных электродов, перейдя по ссылке ниже на страницу нашего каталога фирм.Выбрать компанию
weldelec.com
Термопенал для электродов: как просушить в домашних условиях?
 Перед сваркой электроды прокаливаются, чтобы удалить влагу из обмазки. Расходные материалы используются постепенно и часть их надо хранить теплыми и сухими. Сварщики применяют термопенал для электродов стационарный или переносной, в зависимости от места работы и необходимого количества электродов. Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.
Перед сваркой электроды прокаливаются, чтобы удалить влагу из обмазки. Расходные материалы используются постепенно и часть их надо хранить теплыми и сухими. Сварщики применяют термопенал для электродов стационарный или переносной, в зависимости от места работы и необходимого количества электродов. Простое устройство работает от сети в 220В или постоянного тока, выдаваемого сварочным аппаратом. В результате под рукой всегда сухие и теплые электроды.
Зачем нужен?
Обмазка электродов во время хранения впитывает в себя влагу. Технологически она представляет собой флюс, влияющий на создание сварочной ванны, сплошность шва и скорость охлаждения сваренного металла. Сырые электроды при сварке видно сразу:
- образуется много брызг,
- дуга постоянно тухнет,
- слой шлака неравномерно покрывает шов и плохо отбивается.
Дополнительно внутри шва образуются пузыри воздуха, остается часть флюса, не всплывшего наверх. Все эти дефекты ухудшают прочность и качество шва, делают его непригодным.
Во время обязательного прокаливания влага удаляется с электродов. Печи, нагревающиеся до 400⁰C обычно стационарные, и находятся в стороне от сварочных постов. Они не герметичные и после отключения остывают, в них заходит влажный воздух снаружи.
 Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
Чтобы расходный материал был сухой, сварщики используют пенал для электродов. Он дает несколько преимуществ в работе:
- легко переносится и всегда под рукой,
- при транспортировке на любые расстояния электроды остаются сухими,
- подогрев от сети и сварочника до 110⁰C и выше,
- исключает повторную прокалку не израсходованных материалов.
Работая на выезде, например ремонтные бригады, сварщик не знает точно, сколько электродов ему понадобится. Вдали от печи он может находиться несколько дней. Расходные материалы сохраняются сухими и подогреваются подключением термопенала для электродов к сети 220В и току от сварочного аппарата.
Заведующий исследовательской лаборатории сварки и технологий при ИИСиСМ Павлоградский Ю. С.: «На упаковке отечественных электродов всегда указывается время и температура прокалки. Но не на всех есть предупреждение, что прокаливать их можно только 3 раза. Состав обмазки сложный, многокомпонентный. При высокой температуре некоторые элементы разрушаются, другие вступают в химическую реакцию с водой и составляющими воздуха. Металл стержня в зависимости от состава, окисляется или образует соединения с азотом. Качество электродов и сделанных ими швов падает».
Конструкция и функционал
 Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
Пенал для прокалки электродов имеет прямоугольную форму. Размеры зависят от объема вмещаемых электродов, у бытовых устройств это примерно 150×170×600 мм. Пенал состоит:
- корпус,
- камера,
- нагревательный элемент,
- электроизоляция,
- теплоизоляция,
- передняя крышка для загрузки камеры,
- задняя крышка и блок управления нагревом,
- провода.
Перед тем как просушить прокаленные электроды, их помещают в камеру и плотно закрывают крышкой. Затем с обратной стороны провода подключаются в источнику питания. Включается нагревательный элемент – спираль, обвивающая снаружи камеру.
Камера сначала покрывается изоляцией, только потом укладывается спираль, чтобы ток не бил при касании к электродам и внутренней поверхности термопенала.
Нагревательный элемент поднимает температуру внутри устройства до 110⁰C. Этого достаточно, чтобы влага испарилась. Через 2 часа можно начинать работать.
В условиях домашней мастерской, при небольшом объеме сварочных работ, пользуются чехлами для электродов, имеющими пластиковый герметичный корпус. Они сохраняют тепло положенных внутрь горячих предметов и не пропускают воздух. Прутки с обмазкой остывают несколько часов, оставаясь герметично закрытыми.
Характеристики
При выборе термопеналов для электродов, следует изучить их эксплуатационные характеристики:
- максимальный вес загружаемых электродов,
- размеры устройства,
- мощность,
- температура нагрева и наличие терморегулятора,
- вес при полной загрузке,
- источники питания,
- наличие удобной ручки для транспортировки.
 Термопенал имеет различные варианты подключения к источнику питания:
Термопенал имеет различные варианты подключения к источнику питания:
- ток бытовой 220В,
- промышленный трехфазный 380В,
- постоянный от сварочного аппарата,
- комбинированное подключение.
Специалисты рекомендуют комбинированный вариант подключения. Надо только выбрать сочетание переменного и постоянного токов, которые совпадают с имеющимися источниками. Например, в мастерской ток 220В переменный и постоянный, выдаваемый инвертором.
Эксплуатация
Инструкция по правильной эксплуатации оборудования рекомендует горячими доставать электроды по завершении прокаливания и укладывать их внутрь термопенала. Внутри камеры они будут недоступны влаге. Их можно перемещать на большое расстояние и долго хранить.
Перед тем как сушить сварочные электроды, устройство устанавливается на специальную ножку. Выбирается способ подключения к питанию. Вилка включается в сетевую розетку. Два провода соединяют с кабелями, идущими к держаку и зажиму на детали.
Термопенал включается заранее, чтобы камера успела прогреться. Примерно через 30 мин можно открывать переднюю крышку, брать электрод и начинать работать. Пенал следует держать закрытым, чтобы просушивать оставшиеся материалы.
Прокалка и сушка в домашних условиях
Любители интересуются, как просушить электроды в домашних условиях, если нет специальных печей. Для этого используют обычные духовки, в которых пекут пироги.
- Распаковать электроды и взять нужное для работы количество.
- Положить в духовку. Желательно использовать не лист, а решетку.
- Включить интенсивный всесторонний нагрев.
- Выставить температуру более 200⁰, какую можно получить в данной модели духовки.
- Выдержать 2 часа.
- Переложить в термопенал.
Духовка используется электрическая. Газовый фитиль выделяет при горении копоть, влагу и другие вещества, оседающие на обмазке и ухудшающие ее свойства.
Сушку электродов в домашних условиях можно проводить с помощью термопенала. Надо взять паспорт и посмотреть максимальную температуру нагрева. Затем свериться с таблицей на упаковке электродов. Она зависит от материала стержня. Нагреть камеру до максимума, через 2 часа переключить на 110⁰. Такой температуры достаточно, чтобы высушить электроды.
В дом обычно идет от столба провод, рассчитанный на 2 КВт. Он может не выдержать нагрузки от термопенала.
Некоторые умельцы, много занимающиеся сваркой, рекомендуют электроды просто укладывать в пачке на радиатор отопления. Они утверждают, что за несколько дней происходит полноценная просушка обмазки. Для простых конструкций, не требующих особо прочных швов, такой способ может и подойти.
Правильный нагрев проводится температурой больше 100⁰, чтобы вода испарялась. Количество воздуха должно быть небольшим с минимальным содержанием влаги.

Изготовление пенала для электродов своими руками не представляется сложным. Он похож на маленькую муфельную печь. В качестве теплоизолятора используется минвата или асбестовая труба.
Камера изготавливается из листа нержавейки толщиной 2 мм. сверху покрывается изоляционной тканью. Затем наматывается спираль. В качестве материала для камеры можно использовать пожарный рукав. Он способен выдержать температуру до 200⁰C, не пропускает влагу и сделан из электроизолирующей ткани. Концы от спирали выводятся назад и все закрывается минватой.
Корпус можно сделать из металлического листа, использовать остатки ламинированной кровли и металлопрофиля. Он делится на 2 части. Передняя большая, вмещает в себя термокамеру. Сзади небольшое пространство для установки переключателя и вывода проводов. Сверху крепится ручка для перемещения. Впереди монтируется скоба – упор.
Обмотанная минватой камера помещается в корпус и крепится. Крышка двойная, внутри слой теплоизолятора.
Калить электроды в самодельной камере сложно. Она используется скорее как сушилка.
Популярные модели
По обозначению модели определяются основные характеристики термопенала. Первые буквы ТП обозначают термопенал, ПЭ – пенал электрический. Цифра за ними указывает максимальный вес загрузки. Через дробь пишется температура, которую может набрать оборудование.
ТП5/150
Любители и сварщики в небольших мастерских часто используют ТП5/150. Объема камеры хватает на проведение ремонтных работ в поле и сварки в домашних условиях. Температура 150⁰ подходит для просушки длительное время хранящихся электродов. Подключается к сети 220В и сварочному аппарату.
Вес с полной загрузкой 10 кг позволяет легко переносить его в руках. Обратная сторона поворотной ручки служит упорами в рабочем положении.
ТП-6/130
Работает от сварочного аппарата. Корпус может иметь металлический и стеклопластиковый. Предназначен для стационарных постов. Отличается хорошей термоизоляцией. Электроды долго остаются горячими при отключенных нагревательных элементах.
ПЭ6-/150
 Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.
Модель отличается круглой формой. Подключается к сети и аппарату. Используется часто ремонтными бригадами. Максимальный вес загруженного пенала 10 кг.
ТП8/130
Камера с 2 отделениями удобная для проведения разноплановых работ с использованием материалов разных марок. Легко переносится с места на место.
ТП10/150
Профессиональное оборудование с приспособлениями для автоматического поддержания и регулировки температуры. Используется в основном на производстве со стационарными сварочными постами. При весе Термопенала 9 кг, в него можно загрузить электродов до 10 кг.
В крайнем случае, в термопенал можно укладывать сырые расходные материалы и доводить их сушкой до рабочего состояния. Сварщики, делающие качественные швы и сваривающие ответственные конструкции, прокаливают расходные материалы в печи. Пенал используют для хранения и подогрева.
Загрузка…greendom74.ru