Прокатный станок своими руками: методы и технологии изготовления
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.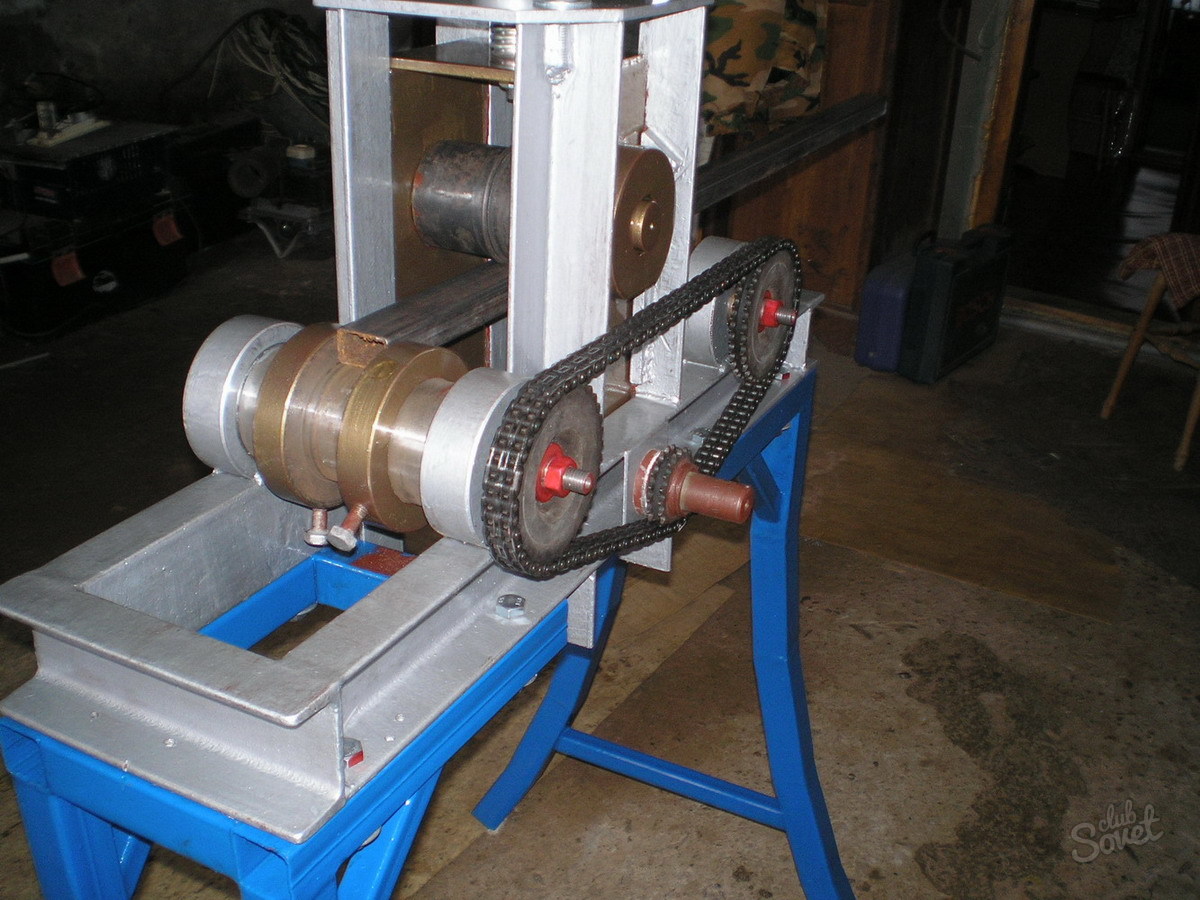
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь.
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.

Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
 Движение вверх ползунов ограничивается упорами.
Движение вверх ползунов ограничивается упорами.Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.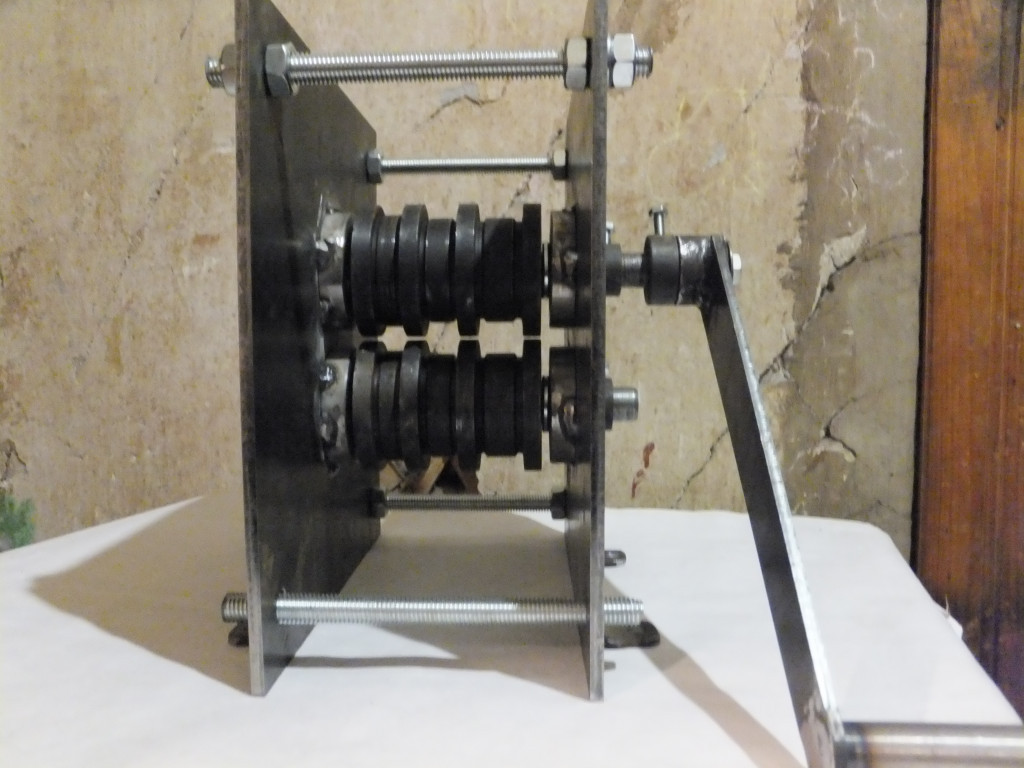
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Republished by Blog Post Promoter
Станок для прокатки профиля – Морской флот
Гипсокартон без преувеличения можно назвать одним из самых популярных и востребованных строительных материалов, которые используются при ремонте квартир, офисов, цехов и складских помещений. Он дышит и позволяет скрыть все имеющиеся недостатки поверхности, обеспечивая идеальную основу для нанесения финальных слоев шпаклевки, краски, поклейки обоев и т. п. Также с помощью гипсокартона создают любые фигурные элементы (колонны, ниши, арки), которые довершат внешний вид интерьера. При монтаже гипсокартона не обойтись без использования металлического профиля, который станет надежной основой будущей конструкции.
п. Также с помощью гипсокартона создают любые фигурные элементы (колонны, ниши, арки), которые довершат внешний вид интерьера. При монтаже гипсокартона не обойтись без использования металлического профиля, который станет надежной основой будущей конструкции.
Изготовление металлического профиля в домашних условиях – дело хоть и затратное на первых порах, но при этом довольно выгодное. Тем более что оборудование для производства профилей роликовой прокатки можно изготовить своими руками. Об этом далее подробно…
Станок для производства профилей
Производство профилей из оцинкованной стали не требует больших навыков и знаний. Понадобиться специальный профилегибочный станок, который подбирается (или переоборудоваться) под тип профиля, который вы планируете производить.
Чтобы обзавестись прокатным станком для профиля можно пойти двумя путями:
- Сделать прокатный станок своими руками, который можно будет модернизировать и переоборудовать под любой тип производимого изделия из оцинкованного листа.
- Купить готовое оборудование для производства профиля под гипсокартон.

Наиболее популярными станками среди изготовителей гипсокартонных профилей можно назвать те, которые имеют одноручьевую линию производства. Они выдают определенный тип профиля (к примеру, потолочный или направляющий) со средней скоростью 10 погонных метров в минуту. Следовательно, за один рабочий час оборудование для производства профиля для гипсокартона позволяет произвести до 500 погонных метров. Это значит, что по истечении непрерывного 8-ми часового рабочего дня на склад можно отправить около 4000 метров продукции, полностью готовой для реализации. За месяц объем готовых изделий может достигать до 88000 погонных метров!
В среднем рыночная цена прокатного станка колеблется в районе 4000 долларов. При этом фирма-поставщик зачастую не только обеспечивает доставку заказа, но и проводит комплексное обучение правильному использованию станка, а также осуществляет полную наладку оборудования и его дальнейший ремонт (при необходимости).
Но если у Вас пока нет возможности закупать оборудование по 4000$, можно сделать свой станок своими руками. Он, возможно, немного будет уступать по производительности. Например, на нем не будет гильотины и заготовки нужно будет нарезать отдельной операцией. Но в целом будет возможность организовать прибыльное производство в домашних условиях.
Как сделать прокатный станок для профиля своими руками
Рассмотрим 3D-модель прокатного станка для производства c-образного или п-образного профиля 29×27.
Для изготовления станка потребуется: метал, подшипники, токарный станок или знакомый токарь с токарным станком. Обратите внимание на конструкцию и устройство прокатного станка.
Глядя на рисунок первое впечатление настораживает. А если разобраться в деталях, то там нет ничего сложного.
Схема устройства модели профилировочного прокатного станка
Станок состоит из стола, на котором закреплен червячный мотор-редуктор NMRVP-063. Так же на столе закреплено 7 клетей. Первая приемочная клеть уже отображена на этом рисунке:
Первая приемочная клеть уже отображена на этом рисунке:
- Стол из швеллеров.
- Червячный мотор-редуктор NMRVP-063.
- Первая приемочная клеть.
- Цепная передача на первую клеть.
Каждая клеть состоит из простых нескольких деталей:
- Корпус клети.
- Самоустанавливающийся подшипниковый узел UCST 204.
- Самоустанавливающийся подшипниковый узел UCFT 204.
- Нижний и верхний валы.
- Нижний и верхний прокатные ролики.
- Звездочка цепной передачи Z=16.
- Направляющие.
- Распорки.
- Регулировочные болты M12X70.
Как видно выше на рисунке все клети соединены между собой цепной передачей.
Стоит отметить, что ролики съемные и крепиться на валах. Это позволяет переоборудовать станок под разный тип производимого профиля. При желании с помощью новых роликов можно модернизировать оборудование для производства ЛСТК профиля. Строительство домов по технологии ЛСТК активно набирает популярность в области быстровозводимых зданий.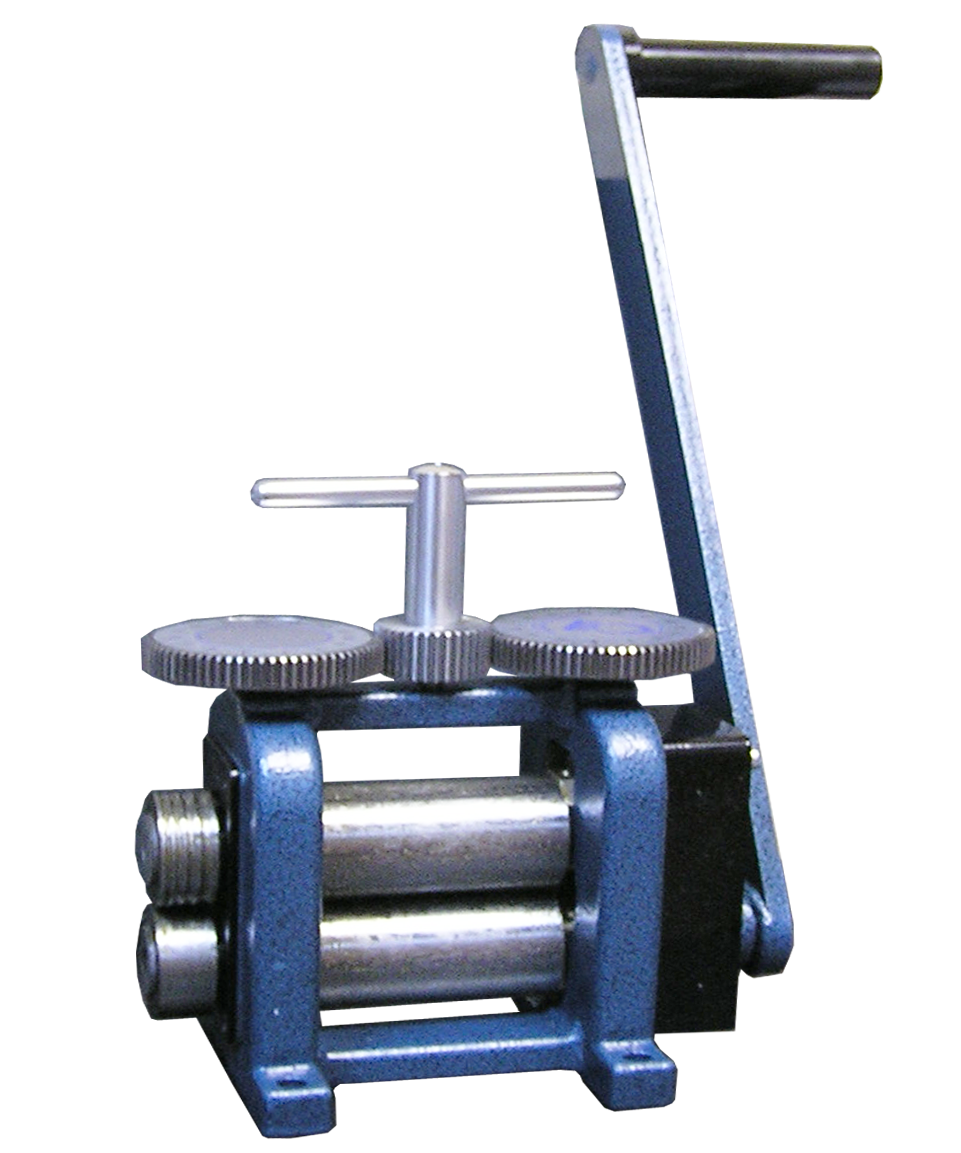
Технологический процесс производства профилей для гипсокартона
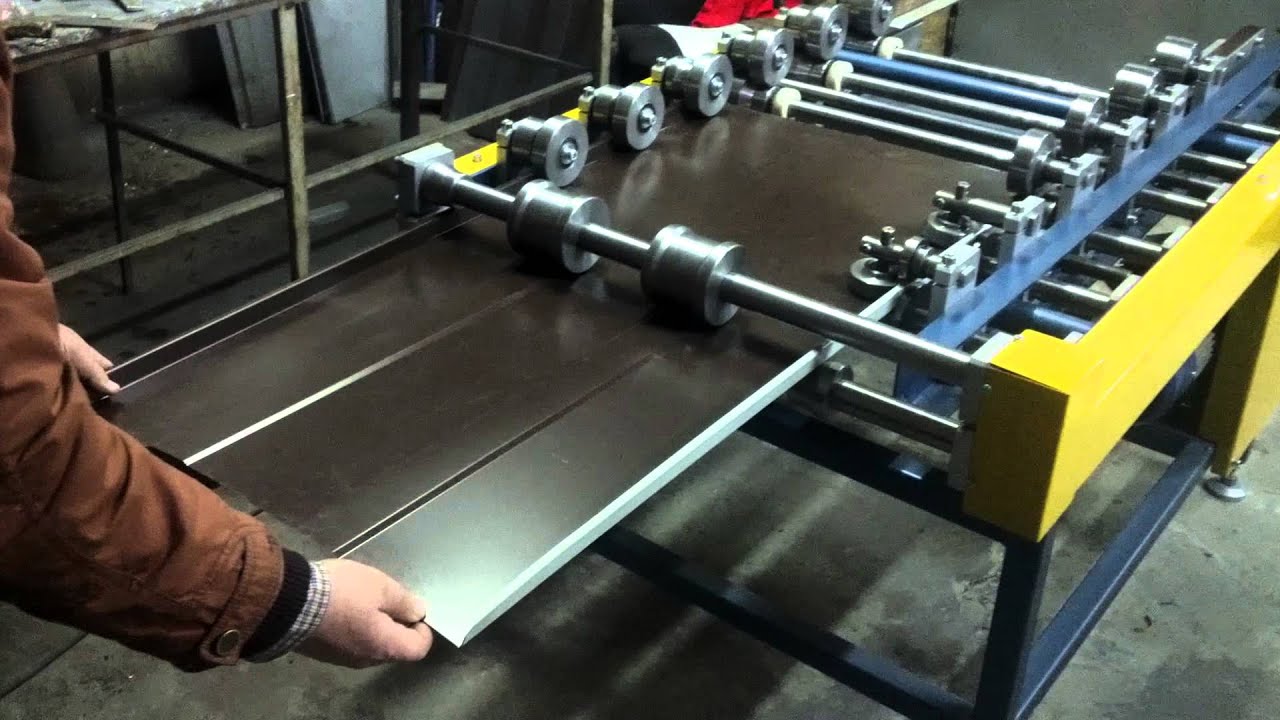
Принцип действия можно легко понять, посмотрев на видео процесса работы станка в конце статьи. Лист из оцинкованного металла, прокатывается через очередь роликов, каждый из которых отличается по пресс-форме:
Таким образом, с помощью прокатных роликов заготовка постепенно преобразуется в форму готового изделия.
Чтобы детально ознакомиться с устройством оборудования рекомендуем скачать 3D-модель схемы станка со всеми размерами и описанием узлов. В данном архиве 3D-модель металлообрабатывающего устройства, которую можно разобрать до мельчайшего болтика или шайбочки и посмотреть. Там же можно снять все размеры деталей, а потом реально сделать станок по образцу не хуже чем по чертежам. Возможно такой формат даже лучше, чем чертежи. Форматы файлов 3D-модели:
- *.sldasm – это основной формат платной программы «Sol />
Гипсокартонный профиль разделяют на следующие виды:
- Используемый для создания стоек (тип CW. Самыми распространенными разновидностями на рынке стройматериалов являются профили CW-50, CW-75 и CW-100).
- Направляющий (тип UW. Марки UW-50, UW-75, а также UW-100).
- Пристеночный (тип UD. Но зачастую используется только UD-27, сделанный из 81-миллиметровой стали).
- Потолочный (тип CD. Марка CD-60, которая изготавливается из оцинкованной стали шириной 123 мм) в ремонте применяется наиболее широко и часто.
 Самыми распространенными разновидностями на рынке стройматериалов являются профили CW-50, CW-75 и CW-100).
Самыми распространенными разновидностями на рынке стройматериалов являются профили CW-50, CW-75 и CW-100).Профиль разнится по своей толщине, ширине, весу и другим параметрам. Каждый из этих профилей изготавливается из рулонов оцинкованной ленточной стали, которая также известна под названием штрипс.
Как видим, бизнес по изготовлению гипсокартонного профиля в домашних условиях имеет довольно высокую доходность. При наличии стартового капитала, который покроет все стартовые расходы, имея при этом еще и налаженную сеть для реализации готовой продукции, вы сможете выйти на самоокупаемость через 7-8 месяцев.
Этот вид продукции востребован всегда. Если освоить все нюансы технологии его производства, можно обеспечить себя стабильным доходом на долгие годы.
Начните собственный бизнес по производству и продаже прямо сейчас, а итоговая прибыль станет лучшим вознаграждением за все труды!
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.

Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи.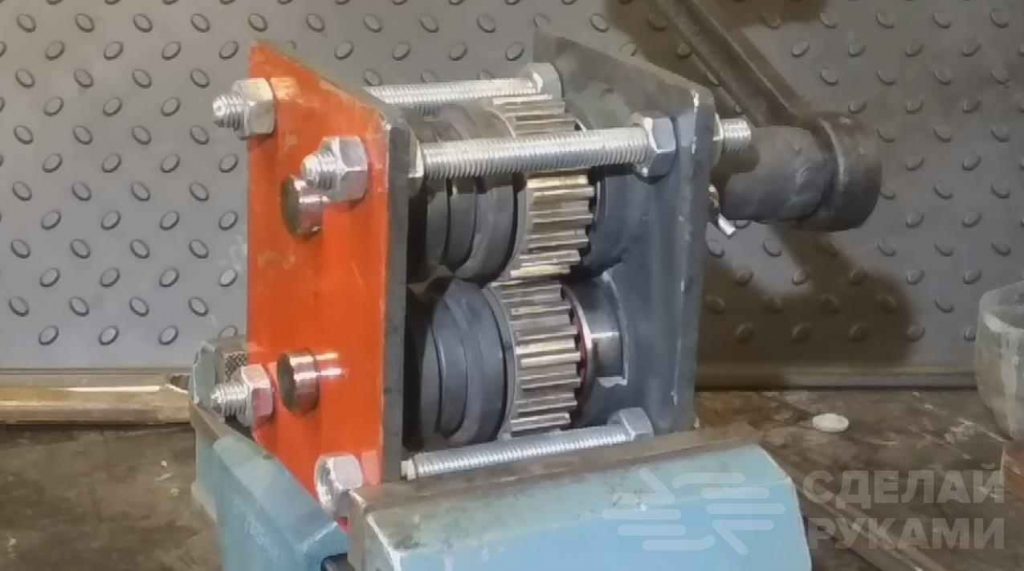 В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
В этой статье вы узнаете, как собрать оборудование чтобы гнуть трубы до такого радиуса
Здравствуйте. В этом обзоре расскажу о простых способах, используя которые можно сделать станок для проката профильной трубы. Способов будет два, а значит вы сможете решить, какой из них больше подходит вам в плане используемых материалов и набора необходимых инструментов.
Разумеется, в специализированных магазинах можно купить или заказать готовое оборудование для правильной деформации металлического профиля.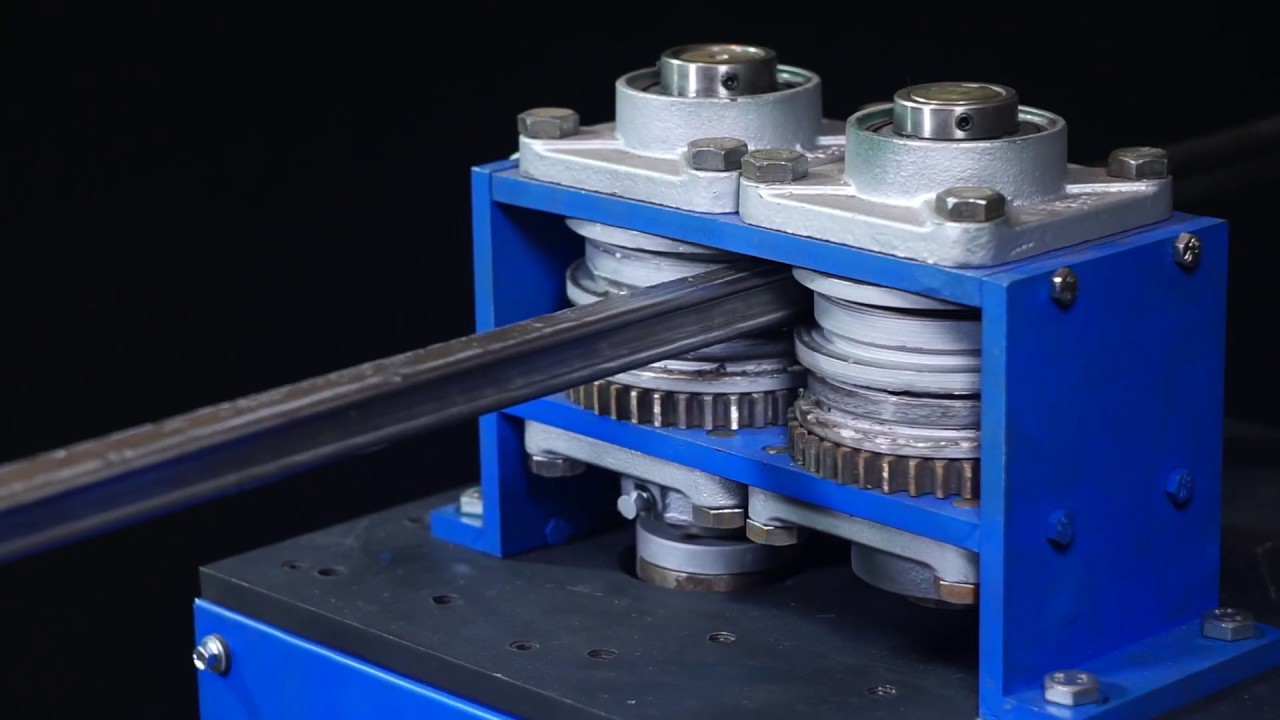 Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.
Но, зачем покупать готовое оборудование, если цена того, что вы сможете собрать своими руками будет в разы доступнее.
Способ первый — сборка оборудования с ручным приводом
Прокатка труб через самодельный станок с ручным приводом
Для начала предлагаю узнать, как собирается станок для профильной трубы с ручным приводом подачи обрабатываемой детали.
В таком устройстве можно изготовить как не очень широкие ребра для постройки теплиц, так и более широкие детали для изготовления массивных металлоконструкций, например, элементов для сборки ангаров.
Конструкция оборудования проста, но в то же время эффективна. Нижние направляющие закреплены на подвижной станине, а верхние направляющие неподвижны.
За счет изменения угла между двумя частями станины изменяется положение нижних направляющих относительно верхних. В результате прокатывание трубы между направляющими вальцами, изменяется радиус сгиба.
Обрабатываемая заготовка приводится в движение ручным приводом, который раскручивает подающие вальцы. Для увеличения производительности процесса, обрабатываемая деталь приводится в движение не только воротом, но и дополнительно подталкивается или подтягивается за торец.
Для увеличения производительности процесса, обрабатываемая деталь приводится в движение не только воротом, но и дополнительно подталкивается или подтягивается за торец.
Технология сборки
Для сборки станка нам потребуются следующие материалы и комплектующие:
- Труба профильная с поперечным сечением 20×20 мм с толщиной стенки 2 мм;
- Швеллер 120×50 мм с толщиной стенки 8 мм;
- Уголок 60×60 мм;
- Уголок 40×40 мм;
- Подшипники (внешний диаметр 47 мм, внутренний диаметр 19 мм) — 2 шт. для монтажа ворота;
- Подшипники (внешний диаметр 35 мм, внутренний диаметра 17 мм) – 6 шт. для сборки боковых держателей;
- Шпильки с диаметром 16 мм;
- Труба круглая с внутренним диаметром 17-18 мм.
Из инструмента потребуется следующее:
- Сварочный аппарат;
- Болгарка с дисками для резки металла;
- Электродрель с набором сверл по металлу;
- Измерительный инструмент;
- Струбцины и тиски.
Перечисленные далее монтажные работы рекомендую выполнять на ровной, относительно горизонта поверхности.
 При сборке большинства узлов необходимо использовать уровень и отвес. Соблюдая эти нехитрые рекомендации, можно будет добиться того, что станок будет обеспечивать заданный радиус с обеих сторон обрабатываемой заготовки.
При сборке большинства узлов необходимо использовать уровень и отвес. Соблюдая эти нехитрые рекомендации, можно будет добиться того, что станок будет обеспечивать заданный радиус с обеих сторон обрабатываемой заготовки.Инструкция монтажных работ следующая:
- Из трубы с сечением 40×40 мм нарезаем следующие детали: 2 куска по 70 см и 2 куска по 16 см;
Рамка для крепления направляющих с вальцами и воротом
- Из этих деталей свариваем прямоугольную раму, которая послужит основанием станка;
- Из трубы с сечением 40×40 мм нарезаем следующие детали: 4 куска по 27 см и 4 по 35 см;
- Из подготовленных деталей на уже сваренное основание привариваем вертикальные стойки и диагональные подпорки;
Сваренный из уголков туннель для установки подшипников
- Из уголка нарезаем 4 куска длиной 18 см, которые собираем в конструкцию с квадратным сечением по бокам и с вырезом в нижней части, где вал будет соприкасаться с обрабатываемой заготовкой;
Подшипники в туннеле
- Туннель под установку вала привариваем в верхней части вертикальных стоек;
- Из круглых труб изготавливаем ворот состоящий из рукояти длиной 50 см с поперечно приваренным валом;
Рукоять ворота с защитной металлической пластиной
Чем больше длина рукояти ворота, тем большее усилие можно будет приложить к рычагу, а значит, проворачивать привод станка будет проще.
 Впрочем, длина рукояти ворота должна соотноситься с диаметром заготовок, из которых вы ее изготавливаете. То есть, слишком длинная рукоять при малом диаметре труб и при небольшой толщине их стенок вероятнее всего будет гнуться и при большой нагрузке сломается.
Впрочем, длина рукояти ворота должна соотноситься с диаметром заготовок, из которых вы ее изготавливаете. То есть, слишком длинная рукоять при малом диаметре труб и при небольшой толщине их стенок вероятнее всего будет гнуться и при большой нагрузке сломается.- Для удобства применения по краям рукояти привариваем рога длиной 10 см;
- Из двух кусков листовой стали толщиной 3 мм вырезаем пластины со сторонами 60×60 мм;
- По центру заготовленных пластин высверливаем отверстие под вал ворота;
- С одной стороны каждой пластины привариваем обрезок трубы шириной 2 см в который свободно войдет вал ворота;
Ворот закреплён в подшипниках
- В полости приваренного туннеля привариваем два подшипника по одному с каждого края;
На фото- узел вблизи
- По бокам туннеля на саморезы крепим заранее приготовленные пластины, которые будут предохранять узел от загрязнения;
- Из швеллера нарезаем 2 куска длиной 35 см;
- Один из этих кусков привариваем к станине и к вертикальным опорам;
- Второй кусок швеллера посредством болтового соединения крепится к первому приваренному куску, так чтобы его можно было передвигать в вертикальной плоскости относительно приваренного швеллера на 90°;
- Посредине кусков швеллера ввариваются вальцы, закрепленные в подшипниках;
Подшипники и вальцы, зафиксированные в станине ограничителями, собранными из уголков
- Для большей прочности станка подшипники, одетые на вальцы, не просто привариваются к швеллеру, но и усиливаются конструкцией из кусков уголка.
- В нижней части подвижного швеллера снаружи приваривается перемычка из уголка с тем расчетом чтобы в неё утыкался домкрат;
- Для большего ресурса станка металлические поверхности можно окрасить в два слоя недорогой эмалью ПФ-115.
Комментарии к выполнению монтажа и последующей эксплуатации готового устройства
Станок в сборе после покраски
Для удобства работы на концы рукояти ворота можно одеть велосипедные резиновые грипсы. В результате крутить ворот с усилием будет не только проще, но и безопаснее.
Наибольшая производительность и точность сгиба будет обеспечена неподвижностью установленного станка. Добиться этого можно приварив станок основанием к металлическому столу. В качестве временного решения основание трубогиба можно крепить к неподвижному верстаку струбцинами.
Эксплуатация станка наиболее эффективна при использовании несколькими людьми, а именно — один крутит ворот, другой подает прямой профиль, третий принимает выгнутый профиль.
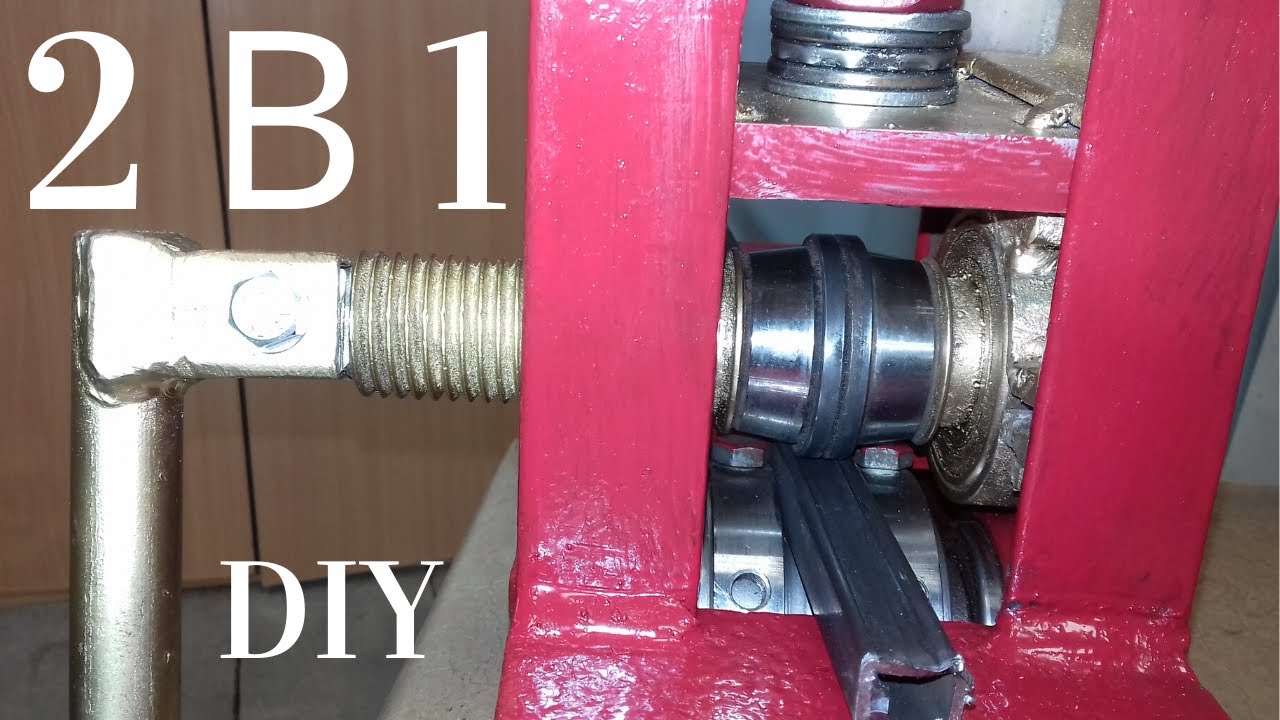
Способ второй — сборка станка с ручным и вспомогательным электрическим приводом
Прокатка профильной трубы с максимальным радиусом сгиба
Теперь, когда вы знаете как самому собрать ручной станок для прокатки труб, предлагаю ознакомиться с инструкцией изготовления аналогичного станка с электроприводом.
В таблице перечислены основные этапы изготовления трубогиба
Рассмотрим перечисленные в таблице этапы подробнее.
Для сборки станка потребуются следующие материалы и детали:
- Швеллер 120×50 мм с толщиной стенки 8 мм
- Каленный болт на ширину швеллера с гайками;
- Шестерня ГРМ от Жигулей;
- Поршневой палец от КАМАЗа;
- Металлический кругляк с диаметром 25 мм
- Подшипники
- Редуктор от болгарки или аналогичного по размерам инструмента.
Технология сборки
Инструкция изготовления трубогиба с совмещенным приводом следующая:
- Нарезаем швеллер на 3 части длиной 50 см, 40 см и 30 см;
- Швеллер 50 и 40 см привариваем боковинами;
- На швеллере длиной 40 см вырезаем технологическое прямоугольное отверстие под шестеренку привода;
Подвижная станина с прорезью под шестерни
- К торцу длинного швеллера привариваем петли и ось вращения с боковыми стопорами из гаек;
Ось вращения, изготовленная из каленного болта
- К оси вращения привариваем короткий кусок швеллера;
Металлический кругляк в полости поршневого пальца
- Из металлического кругляка, шестерни и поршневого пальца собираем два единых узла, как это показано на фото;
Соединение шестерни с поршневым пальцем
Шестерни изготовлены из чугуна, а поршневой палец из легированной стали.
 Сварить эти две детали можно электродом по чугуну.
Сварить эти две детали можно электродом по чугуну.- Из обрезков трубы изготавливаются обоймы, для подшипников, которые привариваются к станине;
Установка соосно расположенных вальцов
- Подшипники ввариваются в обоймы и уже в них крепятся ранее изготовленные вальцы с шестернями;
- На верхнем валу с противоположной стороны от шестерни приваривается рукоять ворота;
- На неподвижной станине по линии расположения шестерён крепим редуктор, например, от сгоревшей болгарки;
Уже установленный редуктор и ручной ворот
- Как показано на фото, на шестерни устанавливаем цепь ГРМ, так чтобы она проходила и через редуктор;
Если детали нарезали по указанным в инструкции размерам цепь ГРМ придется укорачивать. Сделать это несложно – из соединений впрессовываются соединительные штифты и звенья разъединяются. Укоротив цепь на нужное число звеньев, штифт устанавливается на место и спрессовывается.

- Теперь пробуем прокрутить рукоять ворота и в итоге видим, что вращаются вальцы и раскручиваются шестерни редуктора;
- Теперь через кусок шестигранника присоединяем шуруповерт или более мощную дрель к редуктору;
Шуруповерт раскручивает редуктор
- В итоге получаем устройство, в котором вальцы приводятся в движение рукоятью, но при изменении радиуса сгиба вращение можно усилить приводом дрели;
Применяя в качестве электропривода шуруповерт, выставляем пониженную передачу.
- Для подъёма подвижной части станины применяется гидравлический домкрат, который устанавливается под станину и утыкается в технологическое отверстие или в приваренный уголок.
При эксплуатации собранного станка рекомендую в ручном режиме гнуть трубы длиной до 2 метров. Более длинные заготовки лучше выгибать в режиме комбинированного привода.
 com/embed/eoWdXK1XdCI”/>
com/embed/eoWdXK1XdCI”/>
Вывод
Разумеется, промышленный стан холодной прокатки труб будет на порядок мощнее и производительнее тех станков, о сборке которых вы узнали. Но, выгнуть детали для строительства теплицы или поликарбонатного навеса вы наверняка сможете.
Если есть опыт сборки более производительного оборудования для деформации профильной трубы, расскажите об этом в комментариях к прочитанному. Кстати, напоследок, рекомендую посмотреть видео в этой статье.
Прокатный станок » Самоделки Своими Руками – Сделай Сам (чертежи, руководства)
Станки и инструменты /18-янв,2011,19;35 / 120576Нестольные вальцы внешне напоминают двухвалковую клеть прокатного стана. Отличаются они от своего заводского собрата не только размерами, но и возможностями — за счет установки сменных инструментов. С помощью цилиндрических валиков с фасонными канавками можно получать проволоку самых разнообразных сечений; круглую, треугольную, квадратную, ромбовидную.
 Валиками с симметрично расположенными гребнем и пазом удобно рихтовать (накатывать ребра жесткости) металлические пластинчатые детали.
Валиками с симметрично расположенными гребнем и пазом удобно рихтовать (накатывать ребра жесткости) металлические пластинчатые детали.А установив вместо них два стальных диска с заточенными коническими кромками, легко разрезать листовые материалы — от бумаги до нержавейки толщиной 0,5 мм. Даже зубчатые колеса механизма привода валиков используют для формования волнообразных деталей: проволочных зигзагов или гофрированных пластин. Свернуть проволочное кольцо или цилиндрическую гильзу на этом станочке также не составит труда: достаточно иметь пару цилиндрических валиков соответствующих диаметров и при прокатке поджимать заготовку клином к одному иэ них.
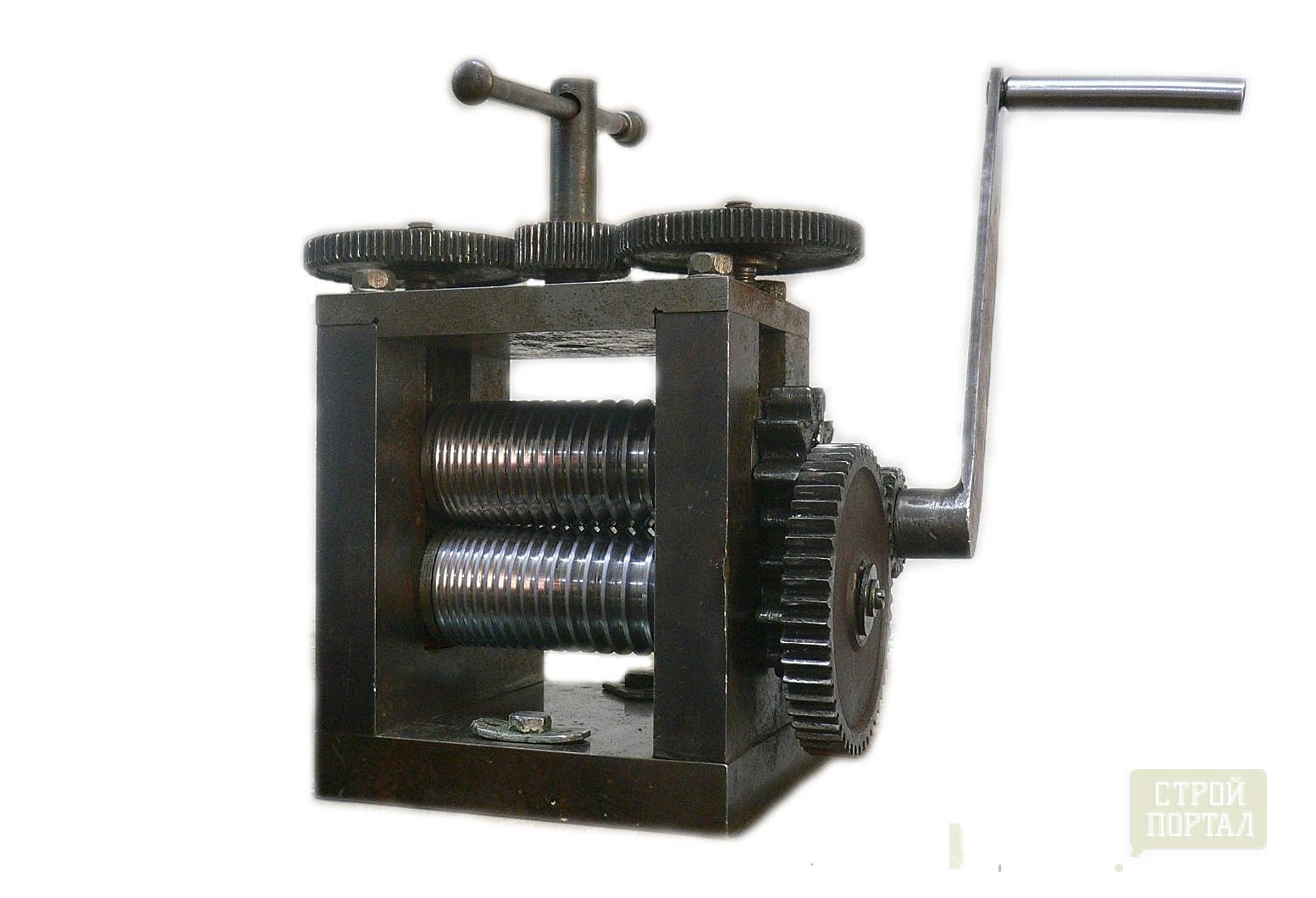
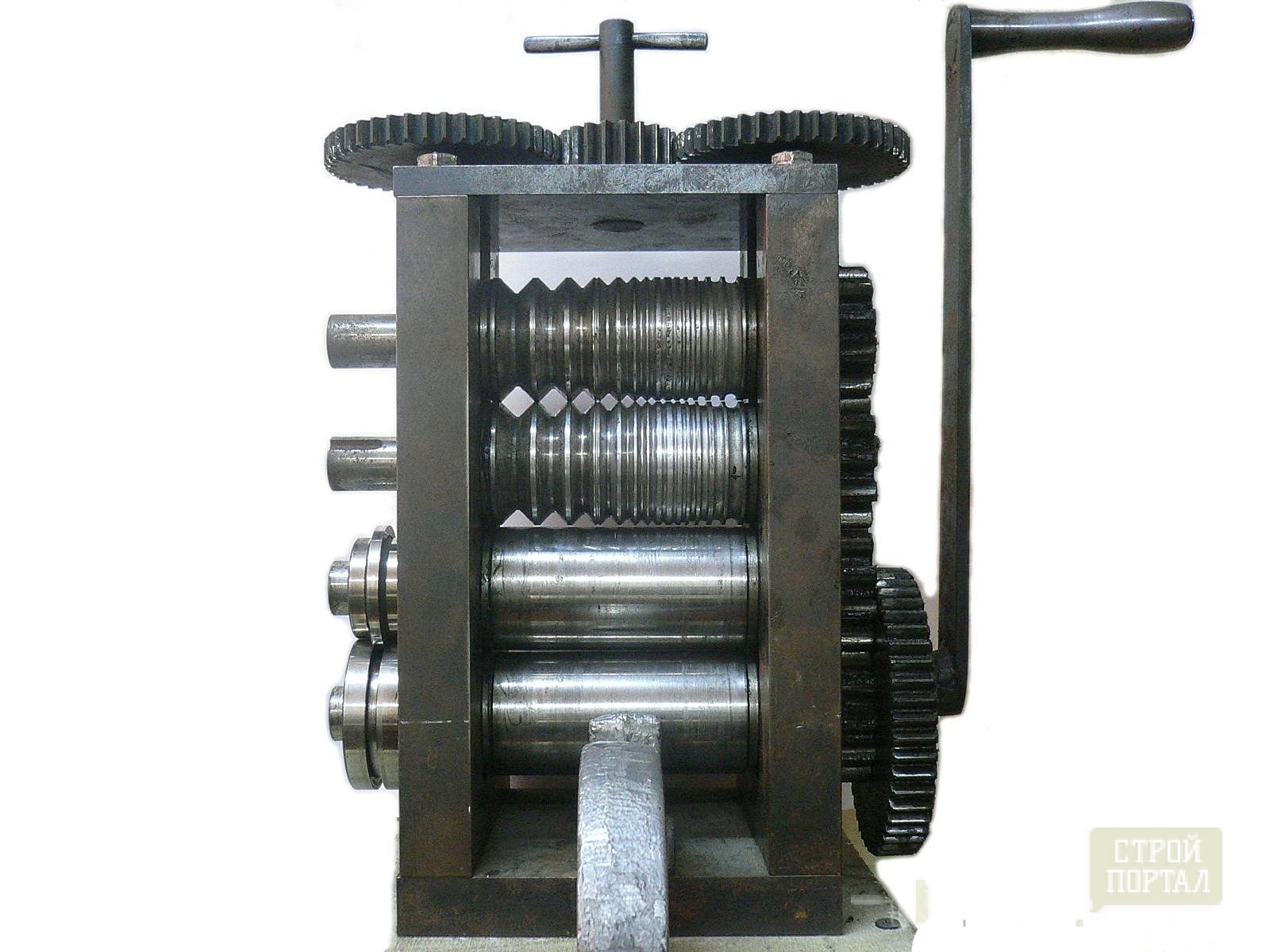
Устроены настольные прокатные вальцы следующим образом. Основание, верхняя плита и две боковые стойки изготовлены из толстого стального бру-св. С помощью четырех винтов М10 и четырех болтов М10 они соединяются в прочный несущий остов-клеть. Верхний и нижний валики выточены из стального прутка 0 50 мм и закалены для получения высокой поверхностной твердости. Бронзовые втулки-подшипники нижнего валика монтируются в отверстиях стоек, а верхнего — в ползунах, имеющих возможность перемещаться по вертикальным направляющим пазов стоек.
Бронзовые втулки-подшипники нижнего валика монтируются в отверстиях стоек, а верхнего — в ползунах, имеющих возможность перемещаться по вертикальным направляющим пазов стоек.
Снизу ползуны поджимаются небольшими пружинами, стремящимися раздвинуть валики, сверху их ход ограничивают упоры, установленные в резьбовых отверстиях верхней плиты. Синхронный поворот обоих упоров, необходимый для параллельного перемещения верхнего валика, обеспечивается зубчатой передачей, смонтированной на верхней плите остова. Ее образуют широкое зубчатое колесо регулятора, свободно установленное на запрессованную в центре плиты ось, к две узких шестерни, посаженные через шпонки на хвостовики упоров. Поворотом ручки, закрепленной на центральном колесе, можно изменять положение упоров и вместе с тем величину рабочего зазора.
Во вращение валики приводятся ручкой, надеваемой на квадратный хвостовик нижнего валика. Верхнему вращение передается с помощью зубчатой передачи. Это не только делает работу валиков более эффективной, но и позволяет использовать конструкцию для резки листового металла с помощью насаженных на их оси дисковых ножей.
Сборка вальцов заключается в соединении элементов остова и параллельной установке валиков. Для выполнения дополнительных операций разбирать станочек не потребуется: инструменты быстро крепятся консольно на хвостовиках осей валиков. Для этого в них предусмотрены осевые отверстия с резьбой MB, а снаружи — шпонки для передачи вращения. Там же крепятся на резьбовых оправках и дисковые ножи. Если требуется отрезать полоску шириной более 35 мм, используют удлиненную оправку, которая отдалит ножи от стойки на большее расстояние.
Чертежи прокатных вальцов
Нажимаем-увеличиваем
Ручной прокатный станок из тисков своими руками
Содержание статьи:
Довольно часто в хозяйстве сталкиваешься с тем, что нужно ровно согнуть какой-либо пруток, металлическую пластину либо трубку. И если это нужно сделать идеально точно, приходится искать место, где есть прокатный станок. И вам повезло, если у вас есть знакомые с завода, либо друг, у которого есть станок. Можно избавиться от этих поисков, если самому изготовить примитивный прокатный станок в домашних условиях, который, можно сказать, собирается из металлолома.
Можно избавиться от этих поисков, если самому изготовить примитивный прокатный станок в домашних условиях, который, можно сказать, собирается из металлолома.
Разберемся из какого материала можно сделать данное устройство и как оно будет работать.
При изготовлении прокатного станка из тисков потребуется следующий материал:
- Автомобильный натяжной ролик диметром 60 мм – 2 шт.;
- Подшипник 302 – 2 шт.;
- Металлический уголок 40 на 40 мм длиной 60 см;
- Металлический прут диаметром 15 мм длиной 70 см;
- Металлическая труба с внутренним диаметром 16 мм длиной 100 см;
- Металлическая труба с внутренним диаметром 42 мм длиной 20 см;
- Металлическая труба внешним диаметром 14 мм и внутренним 10 мм длиной 105 мм;
- Болт диаметром 15 мм – 2 шт.+гайки на них;
- Шайба с внутренним диаметром 10 мм толщиной 2,5 мм – 6 шт.;
- Болт диаметром 7 мм длиной 45 мм – 2 шт.;
- Болт М14 длиной 7 см;
- Металлическая пластина шириной 3 см длиной 25 см толщиной 4 мм;
- Пруток диаметром 7 мм на котором нужно заведомо нарезать резьбу – длина 13 см.

- УШМ;
- Металлическая щетка на УШМ;
- Набор сверл;
- Тиски;
- Шуруповерт;
- Ступенчатое сверло 4-20 мм;
- Сварочный полуавтомат;
- Набор метчиков.
Зачищаем тонкую металлическую трубу до блеска и нарезаем из нее 4 втулки по 37 мм.
На металлическом уголке также зачищаем ржавчину и нарезаем два уголка по 180 мм.
На толстой трубе с одной стороны, если есть возможность делаем накатку длиной 45 мм, если нет, можно сделать риски обычной болгаркой, но получится не очень красиво.
Далее просверливаем на одной грани каждого уголка отверстия диаметром 4 мм с обеих сторон примерно в 1,5 см от краев. Эти отверстия нам нужны чтобы начать работать ступенчатым сверлом, рассверливаем данные отверстия до 16 мм.
Каждую втулку ровно сопоставляем с нашими отверстиями с внутренней стороны уголка и сажаем поочередно на болты, что бы было удобно и ровно их приваривать. Привариваем.
Для проверки фиксируем уголки внешними сторонами в тиски так, чтобы отверстия совпали, и смотрим легко ли проходит в них наш пруток. Если пруток не входит дорабатываем соотношение отверстий.
Не вынимая детали из тисков, просверлим два отверстия под метчик диаметром 7 мм на верхней стороне дальнего от нас уголка в 3 см от краев посередине ширины грани. Метчиком нарезаем резьбу в каждом отверстии. На этих местах будут стоять натяжные ролики.
Поверх данных отверстий кладем по три шайбы и на них ролики, фиксируем болтами. Если болты длинные регулируем шайбами.
Отрезаем от толстой трубы часть с накаткой длиной 70 мм. Запрессовываем со стороны накатки подшипник, с другой стороны ставим любую втулку длиной 25 мм и сажаем второй подшипник до упора.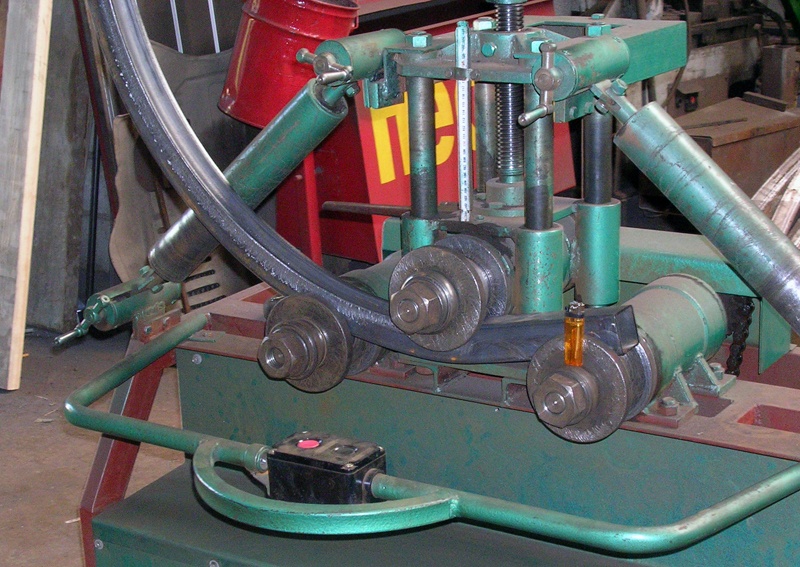
В уголке без роликов на свободной стороне посередине просверливаем отверстие диаметром 13 мм и нарезаем резьбу метчиком. На тонкую шайбу сажаем трубу с подшипниками рисками в низ, фиксируем болтом M14.
Нарезаем два прутка по 150 мм и у каждого привариваем с одной стороны шайбу.
Теперь нужно сделать ручку для этого устройства. Привариваем со стороны без рисок к толстой трубе будущую ручку из металлической пластины. Просверливаем со свободного края ручки отверстие диаметром 7 мм, нарезаем резьбу
Вкручиваем пруток с резьбой на это отверстие в сторону, противоположную трубе с подшипниками. Как только пруток начнет выходить через пластину, фиксируем сваркой. Отрезаем тонкую трубку с внутренним диаметром 16 мм длиной 10 см.
Теперь на пруток с резьбой с начала надеваем самую тонкую трубка, на нее потолще. Внутренняя трубка выпирает на 5 мм, на нее кладем любую шайбу, что бы внешняя трубка закрылась и фиксируем гайкой. Если есть возможность, для эстетичности вида можно покрасить ручку в какой-либо цвет. Собираем всю конструкцию.
Если есть возможность, для эстетичности вида можно покрасить ручку в какой-либо цвет. Собираем всю конструкцию.
Данным устройством можно с легкостью сгибать различные трубки, листовую сталь и т.п. под определенный радиус, который будет регулироваться непосредственно тисками. Как можно убедиться из данной статьи устройство не требует сложных работ и больших затрат, а где применить его в хозяйстве всегда найдется!
Смотрите видео, на котором подробно можно посмотреть процесс изготовления прокатного станка своими руками:
Фальцегибочный станок своими руками фото и видео
Если покупка специализированного оборудования кажется вам нерациональной, стоит попробовать собрать фальцегибочный станок своими руками — это не так сложно.
При устройстве фальцевой кровли важно понимать технологию укладки кровельного материала и механизм его предварительной обработки. Если покупка специализированного оборудования кажется вам нерациональной, стоит попробовать собрать фальцегибочный станок своими руками — это не так сложно, как кажется.
Зачем гнут фальцы
Фальц или фальцевое соединение — это способ скрепления листового металла при устройстве металлической кровли. В зависимости от способа обработки кромки металлического листа, а также расположения монтажного шва относительного плоскости ската, различают:
- обычный лежачий фальц;
- стоячий фальц;
- наклонный фальц, или угловой.
Обычно при укладке полос металла параллельно коньку (горизонтально) используют лежачий замок, а при монтаже продольных полос — стоячие или наклонные замки. Каждый из подвидов определяется соответствующей схемой обработки кромки, но, кроме этого, фальцевое соединение характеризуют и другие параметры. Например, степень уплотнения — одинарные и двойные фальцы. Кроме перечисленных подвидов, существуют еще г-образный фальцевый замок, а также стоячий — двусторонний или реечный.
Например, степень уплотнения — одинарные и двойные фальцы. Кроме перечисленных подвидов, существуют еще г-образный фальцевый замок, а также стоячий — двусторонний или реечный.
Необходимость использования фальцевых соединений объясняется термической подвижностью металла — расширение и сжатие при соответствующем изменении температуры. Для дополнительной подвижности, соединенные между собой листы металла крепят к стропилам с помощью подвижных кляммеров.
Разновидности гибочных станков
Хотя в классификации гибочного оборудования все довольно просто и однозначно, не каждый станок подойдет для создания фальцевого соединения. Известная инструментальная база делится на три большие категории:
- станки для прокатных стержней: арматура, проволока;
- трубогибочные станки для обработки контуров полых сварных и прокатных профилей;
- станки, предназначенные для работы с листовым и рулонным материалом.
Эти три группы, в свою очередь, можно разделить на ручные и автоматические устройства на гидравлической или механической тяге. Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Кроме того, различают сегментные и прокатные механизмы — первые предназначены для изгибания крупных деталей (рулонной или листовой стали, арматуры), а вторые — для обработки штучных изделий простой конфигурации.
Для создания фальцевой кромки используют станки третьей группы — это ручные или механизированные устройства, рассчитанные на работу с кромкой прокатного металла различной толщины. Преимущества фальцегибочных машин сложно переоценить: созданный механизированным способом шов значительно надежнее шва, созданного вручную. Кроме того, продолжительность работ ощутимо сокращается, как и затраченные усилия. Для сборки качественного станка придется потратить некоторое количество времени, которое все же окупится высокой производительностью.
Предварительные расчеты
Конечно же, речь идет о самостоятельной сборке более простого и менее дорогостоящего агрегата, чем прокатный станок с ЧПУ. В кустарных условиях, для индивидуального жилищного строительства отлично подойдет небольшой ручной гибочный механизм.
 Перед началом сборки следует определиться с рядом параметров:
Перед началом сборки следует определиться с рядом параметров:- геометрические размеры рабочей поверхности в целом и отдельных ее частей — это ограничит максимальный захват длины листа и глубины кромки;
- расходные материалы, из которых будет изготовлен станок — станина, гибочная балка, опрессовочная рама;
- толщина обрабатываемого листового материала.
Ручной станок состоит из подвижной рамы (траверсы) с уголком и статичной опоры, на которой расположен гибочный рычаг. Станина сконструирована таким образом, чтобы при плотном прижиме листа к ней кромка, зажатая в фиксаторе, принимала необходимую форму изгиба. Для ручной обработки максимальная толщина металлического листа обычно не превышает 0,8 мм. Прикладываемое с помощью станка усилие не позволяет создавать ровные фальцы при использовании более толстых листов.
Простейший ручной листогиб собирается на монолитной базе — это может быть стол, металлические подмости или любое другое основание. Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.
Для мобильности оборудования актуально собирать передвижную базу — это может быть любое устойчивое основание из профильной трубы или деревянного бруса.
Инструменты и материалы
Когда с длиной станка и способом установки определились, можно переходить от теории к практике. Чтобы собрать простой фальцегибочный станок своими руками, нужно подготовить материальную базу, а также собрать минимальный набор инструментов для монтажа узлов и метрологических поверок:
- сварной профиль или любой другой материал для сборки станины и прижимного рычага;
- металлический уголок — чем толще сечение, тем надежнее;
- ось траверсы — два коротких металлических стержня или шарниры;
- детали для монтажа болтовых соединений;
- инструменты: дрель, болгарка;
- измерительные инструменты: уголок, уровень, рулетка.
Этот список можно продолжать бесконечно, но без указанных инструментов никак не обойтись. Итак, остается ответить на последний вопрос: с чего начать собирать свой фальцегибочный станок?
Принципы сборки станка
Первое и самое важное — собрать надежную опору с идеальным горизонтом.
 Относительно нее и непосредственно к ней крепится неподвижная часть станка — это опорная балка, металлический уголок на болтовом соединении. Между балкой и столом прокладывают полосу металла — так образуется паз для защемления кромки. Важно прочно прикрепить балку к опоре, чтобы во время изгибания она не вращалась вместе с траверсой от приложенного усилия.
Относительно нее и непосредственно к ней крепится неподвижная часть станка — это опорная балка, металлический уголок на болтовом соединении. Между балкой и столом прокладывают полосу металла — так образуется паз для защемления кромки. Важно прочно прикрепить балку к опоре, чтобы во время изгибания она не вращалась вместе с траверсой от приложенного усилия.Траверса представляет собой рычаг с минимальным плечом 1:10 — такой же уголок, как и балка, но закрепленный на подвижной оси. Следующий важный шаг — центрирование оси вращения траверсы. Этот фактор влияет на качество получаемого фальца.
Как выглядит готовый фальцегибочный станок ручной и некоторые особенности конструкции можно увидеть в данном ролике:
 youtube.com/embed/urUE-aX-Bb8?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/urUE-aX-Bb8?feature=oembed&wmode=opaque” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Обсудить различные принципиальные схемы сборки станков и поделиться собственным опытом можно в комментариях.
|
|
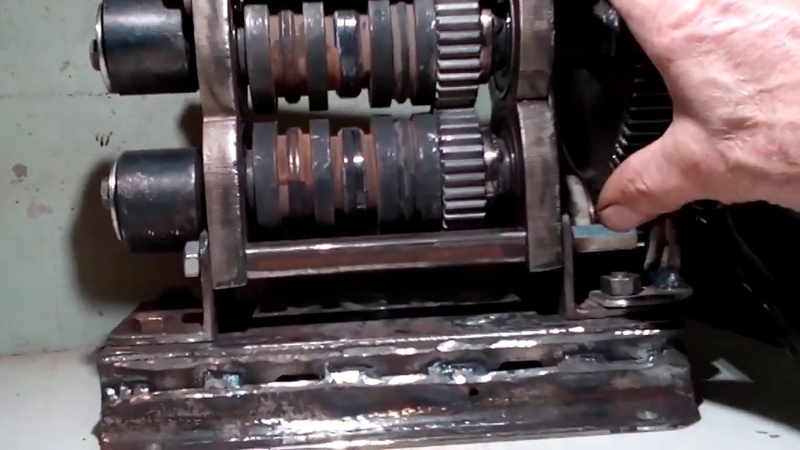
Самый примитивный, но рабочий станок для усиления (прокатки) профильной трубы Всем доброго времени.  Сегодня автор одноимённого канала «Николай Чернышов» расскажет, как можно сделать прокатный станок для усиления профильной трубы из подручных средств, хотя станком данную самоделку назвать сложно. И как назвал самоделку сам автор, «примитивный ручной станочек». Сегодня автор одноимённого канала «Николай Чернышов» расскажет, как можно сделать прокатный станок для усиления профильной трубы из подручных средств, хотя станком данную самоделку назвать сложно. И как назвал самоделку сам автор, «примитивный ручной станочек».Усиления профильной трубы, нужно для того, чтобы при изготовлении разного рода кованых элементов и не только, при изгибе трубы без прокатки (усиления) она может дать трещину или пойти выступающими волнами. И, чтобы избежать таких ситуаций. Трубу достаточно прокатать. Данные станки стоят не мало, конечно если вы работаете с трубами в больших объёмах и от этого есть доход, тогда да, можно не заморачиваться и приобрести заводской станок. А вот если вам нужно прокатать не большой объём трубы в личных целях, покупать заводской станок нет смысла. Для домашних нужд отлично подойдёт данная самоделка. И так, что использовал автор, для своего самодельного станочка.  МАТЕРИАЛЫ: листовой металл 6 мм, два подшипника 205; кусок старой автомобильной рессоры Ø 10мм; металлический прут. Лист 6 мм будет разрезан пополам. После, на нём нужно будет закрепить подшипники. Под профильную трубу 15х15 мм с небольшим зазором в 0.5 мм, чтобы труба свободно перемещалась. Подшипники в данной самоделке служат в роли направляющих. В подшипники будут установлены втулки. Сверху на них, будет установлена вторая часть пластины (крышка) затем всё это дело будет приварено. По словам автора: втулки точить не обязательно, можно просто взять 25-й кругляк, так как подшипник 205, внутренний диаметр 25 мм просто подобрать и всё. Сами прокаточные ролики (вальцы) автор сделает из рессорной стали. Сначала, он нарисует круги. А после вырежет их с помощью УШМ. На подготовленных, заготовках из шести мм пластины. Далее вырежет круги из рессоры. После сделает по одному отверстию в центре каждого круга, сверлом на 12 мм. Затем закрепит вырезанный круг на шпильки и зажмёт его гайками с двух сторон. Теперь готовые вальцы нужно будет закрепить в прорезях, таким образом, чтобы они выступали на 2 мм каждый. Один сверху, второй снизу. Ну а далее, как говорится дело техники, прилаживая физическую силу, рывками тянет на себя станочек. А на этом у меня всё. Всем спасибо, и до новой встречи! Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь. Профилегибочная машина для гибки труб Описание продукта Профильный прокатный станок Не трогайте с лёгкого привода три ролика и можете катить материал с толщиной стенки два лепестка и срочную остановку облегчают работу может обрабатывать различные раунды , дуги и пружины он может обрабатывать различные профили, такие как угловое железо, круглые и другие различные профили он может производить профили с большим радиусом без изготовления суппортов техническая спецификация прокатного станка https: // almaco ,ru. машины упакованы или отгружены на или более упакованных и упакованных в упакованных или упакованных или упакованных илиупакованных или упакованных или ваших деревянных упакованных или упакованных или упакованных или упакованных или упакованных упакованных или упакованных или выложенных ваших упакованных или упакованных или упакованных случая в зависимости от тогоЧто касается отгрузки, машина будет доставлена в порты назначения или в назначенное вами место Наши услуги 1.OEM 2.Запчасти 3. Гарантия на один год 4. Техническая поддержка доступна в течение 24 часов. Информация о компании Основана в 1984 году. Наша компания Almaco Machine Tool Co., Ltd является главным партнером Китайской корпорации международного экономического и технического сотрудничества в провинции Цзянсу. СЕРТИФИКАЦИЯ: клиент посещения: Наша продукция экспортируется в более чем 50 странах мира, более 700 клиентов FAQ 1.Принять L / C, T / T, D / A, D / Pтип платежей 2. По техническим вопросам, пожалуйста, свяжитесь с нашим R & D 3. По любому вопросу, позвоните нам или отправьте электронное письмо, мы постараемся сделать все, чтобы удовлетворить вас ,Машина завальцовки плиты гидровлического верхнего ролика W11s всеобщая для завальцовки трубы Универсальный универсальный листогибочный станок с гидравлическим верхним роликом 1). 2). Высокоточный конец предварительного изгиба, установить длину прямого края свободно; Прямое давление на изгиб предварительного валка, высокая точность может быть завершена до конца изгиба. 3). ЧПУ, высокая производительность прокатки изделий, параметры процесса ЧПУ, простое и существенное повышение эффективности. 4). Ролик принимает форму выпуклости по гипергруппе точности изделий, имеет ролик с просьбой координировать регулировку, непрерывный изгиб по времени нижней части ролика, этот один широкий внутренний диапазон способен сделать идеальный продукт кренящимся от пластинки до планки (5).Работая под защитой двух фиксированных рулонов, катиться вверх и вниз, перемещаться, не работать с мобильным рабочим рулоном, операции безопасно. 6). Общая структура, основа проста, удобное движение, устройство использует цельное шасси, не нужно болт, основа проста, движение на рабочем месте удобно. 7). Использование отличается, соответствующий метод для контроля использования в соответствии со следующими методами контроля: TNC (в NC): несколько видов, с небольшим объемом производства: T & BNC. 8). Многие виды форм O-типа, U-типа, многопунктового R, конус цилиндра вспомогательного устройства, вы можете катить диапазон конус-цилиндр. O-изгиб: изгиб назад; U-изгиб: путь изгиба вперед. Изгиб с типом R, способы сочетания. Характеристики конструкции
Дополнительно Специальное устройство
Принцип работы
Технические параметры W11S Гидравлический верхний роликовый универсальный листогибочный станок для прокатки труб
Упаковка и доставка W11S Гидравлический верхний роликовый универсальный листогибочный станок для прокатки труб Доставка Доставка Информация о компании Nantong Jobest Machinery Technology Co. СЕРТИФИКАТ СЕМИНАР ОБРАБОТКА ОБОРУДОВАНИЯ 000 Универсальный листогибочный станок 1S с гидравлическим верхним роликом для прокатки труб JOBEST: Лучшая цена, высокое качество, быстрая реакция, безупречный сервис! ,Леса трубы прокатки машиныСтанок для нарезания резьбы труб для строительных лесов Характеристика
Спецификация
Вместимость
Каталожный номер
Дополнительные запчасти
Подробности упаковки
Почему выбирают HONGLI? Почему так много профессионалов выбирают инструменты HONGLI®? Ответ прост . Сотни Тысячи инструментов HONGLI ежедневно работают на заводах, на стройках и в бесчисленных других тяжелых условиях. Эти инструменты работают в условиях сильной жары и холода, выдерживают грязь и грязь и надежно работают изо дня в день. Интуитивно понятный характер наших продуктов помогает вам снизить трудозатраты. Например, наш станок для нарезания труб и нарезания канавок предназначен для высокопроизводительной и простой работы. С HONGLI вы тратите меньше времени на обучение своих сотрудников и больше времени на управление своим бизнесом. Несмотря на то, что продажа инструментов является нашим бизнесом, мы помогаем вам полагаться на меньшее количество инструментов для выполнения работы.Эффективная работа означает больше рабочих мест, увеличение доходов и повышение удовлетворенности клиентов. Мы стремимся внедрять новые способы, которые помогут вам развивать ваш бизнес и процветать. Company Show , |
 Автор сделал по пару отверстий на каждой, под крепления втулок.
Автор сделал по пару отверстий на каждой, под крепления втулок.

 alibaba.com/product/60193662458-210256974/the_profect_and_low_price_china_machine_lathe.html?spm=a2700.icbuShop.41413.17.4cd435f2KEBTPR
alibaba.com/product/60193662458-210256974/the_profect_and_low_price_china_machine_lathe.html?spm=a2700.icbuShop.41413.17.4cd435f2KEBTPR специализируется на импорте и экспорте совершенно нового промышленного оборудования и инструментов.Наша механическая продукция охватывает более 80 видов продукции, включая токарные, фрезерные, шлифовальные станки, силовые прессы, гидравлические гильотины, гидравлические прессы с ЧПУ, станки с ЧПУ и автомобильные машины и т. Д., Которые были экспортированы в более 50 стран и регионов.
специализируется на импорте и экспорте совершенно нового промышленного оборудования и инструментов.Наша механическая продукция охватывает более 80 видов продукции, включая токарные, фрезерные, шлифовальные станки, силовые прессы, гидравлические гильотины, гидравлические прессы с ЧПУ, станки с ЧПУ и автомобильные машины и т. Д., Которые были экспортированы в более 50 стран и регионов. 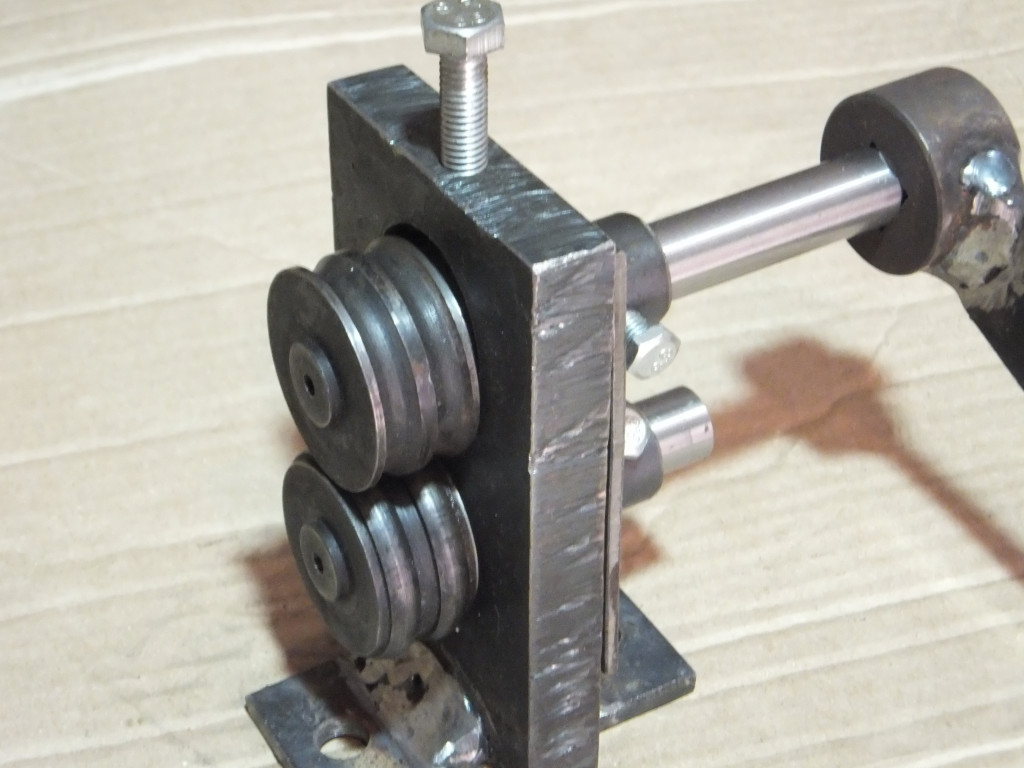 Гидравлический листогибочный станок с верхним валком серии W11SCNC, изготовленный по передовой японской технологии.
Гидравлический листогибочный станок с верхним валком серии W11SCNC, изготовленный по передовой японской технологии.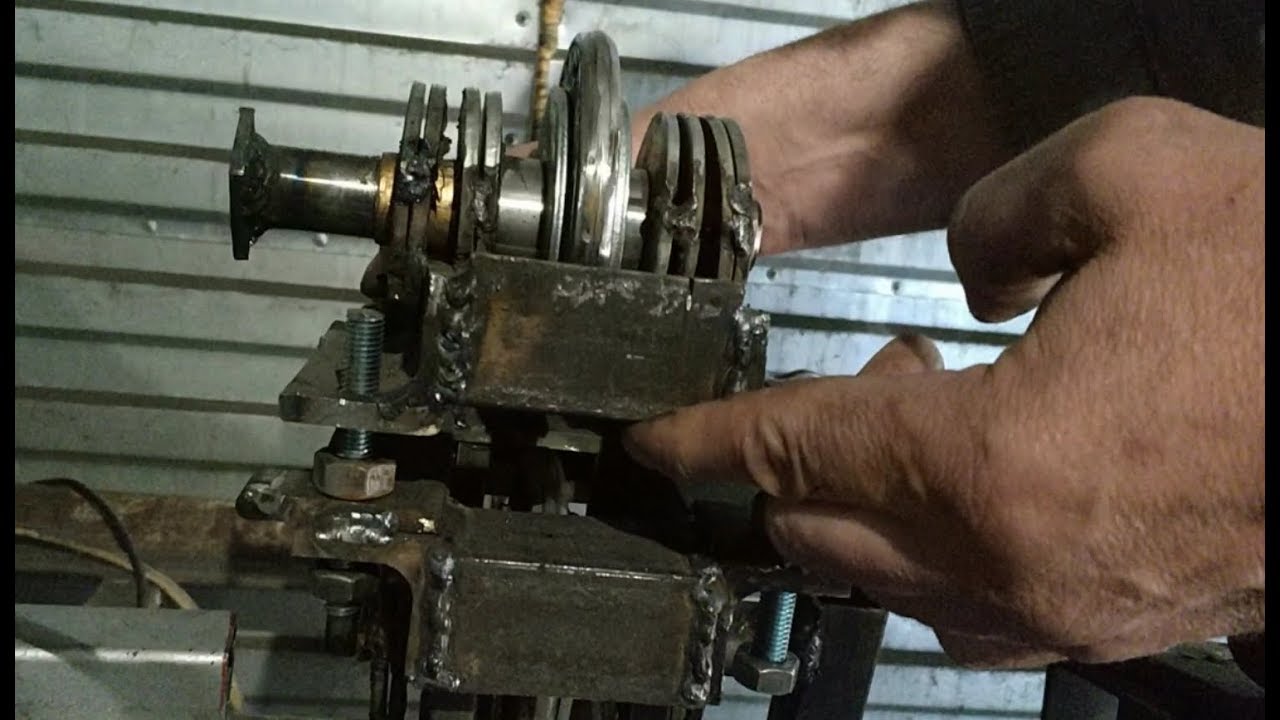


 , Ltd основана в 1998 году, является лидером по металлообработке. Например, листогибочный станок, листогибочный станок, листогибочный станок, профилегибочный станок, станок гидравлического пресса, надрезной станок, станок для металлообработки, станок для лазерной резки и т.д. самая подходящая машина по наилучшему качеству по экономичности.
, Ltd основана в 1998 году, является лидером по металлообработке. Например, листогибочный станок, листогибочный станок, листогибочный станок, профилегибочный станок, станок гидравлического пресса, надрезной станок, станок для металлообработки, станок для лазерной резки и т.д. самая подходящая машина по наилучшему качеству по экономичности.

 (RIDGID 811A / 815A)
(RIDGID 811A / 815A)
 .. доверия и доступности.
.. доверия и доступности. Листогибочный станок трёхвалковый 3R OHS, OSTAS (Турция)
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.
Важно: если вы решили самостоятельно изготовить прокатно-высечной тип станка, то для надежности последующих изготавливаемых на нем деталей, к его сборке следует отнестись с надлежащим вниманием и ответственностью.
ИБ2222 Перечень составных частей трехвалковой листогибочной машины
- Рама — ИБ2222-11-001
- Стойки — ИБ2222-12-001
- Опора откидная — ИБ2222-14-001
- Приспособление для гибки конических обечаек — ИБ2222-15-001
- Привод главный — ИБ2222-21-001
- Привод регулировки высоты боковых валков — ИБ2222-22-001
- Механизм наклона откидной опоры — ИБ2222-23-001
- Валок верхний — ИБ2222-31-001
- Валки боковые — ИБ2222-32-001
- Ограждение — ИБ2222-71-001
- Смазка — ИБ2222-82-001
- Электрооборудование — ИБ2222-91-001
- Электрошкаф — ИБ2222-92-001
- Пульт управления — ИБ2222-93-001
- * Стол передний — СШ6
- * Стол приемный — СП20
- * Механизм съема изделия — МСИ8
- * Механизм поддержки обечайки — МП01
- * Инструмент для гибки уголков, полос, квадратов, труб, швеллеров — ИБ2222-64-001
- Выключатель коленный — ИБ2222-65-001
* Для машин со средствами механизации
Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Важно: на современных заводах металлообработки также нередко применяются широкопрофильные модели гибочной системы установок, что позволяет изготавливать профильные трубы общей длиной до 3 метров.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.

Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.

Важно: работу на прокатном станке может осуществлять лишь квалифицированный специалист, который прошел инструктаж по технике безопасности.
Конструктивные особенности станка 3R OHS OSTAS
Валковочные машины 3R OHS OSTAS, используются для гибки легкой стали, алюминия или материалов из нержавеющей стали, благодаря крепкому стальному корпусу, гидравлическому движению в нижней и боковых частях, планетарной передаче, подключенной к основному двигателю.
Базовая комплектация включает в себя:
- Стальной корпус ST-52
- Хорошо оборудованные валы из сертифицированной стали с SA7 1050 (CK-45)
- Боковые валки движутся с помощью гидравлических поршней по орбите
- Гидравлический Drop-7nd для легкого позиционирования рулона
- Закаленные рулоны
- Мобильная электрическая панель управления
- Регулировка движения и параллелизма роликов, управляемых с панели управления
- Два цифровых индикатора для легкого позиционирования рулона нижних валков
- Гидравлическая балансировочная система
- Соответствие стандартам CЕ
- Руководство пользователя
Дополнительное оборудование:
- Мостовой кран для больших диаметров
- Гидравлические боковые опоры для больших диаметров
- Таблица подачи материала
- Бесконечно изменяемая скорость вращения
- Панель управления ЧПУ
- Система управления ЧПУ
Все гибочных вальцы можно разделить на две основные группы — это трехвалковые и четырехвалковые вальцы с функцией подгибки кромок листов. На вальцах кроме простого режима прокатки предусмотрен режим подгиба краев листа. Край листа зажимается между двумя валкам, после лист третьим валком оборачивается вокруг из удерживающих валков.
На вальцах кроме простого режима прокатки предусмотрен режим подгиба краев листа. Край листа зажимается между двумя валкам, после лист третьим валком оборачивается вокруг из удерживающих валков.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Важно: для обеспечения работы такого станка необходимо синхронное вращение рабочих валов. Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Решить эту задачу вы можете при помощи зубчатой передачи, что передает вращающий момент шестерне, которая установлена на нижний вал. Таким образом, при помощи рукояти можно запустить в работу устройство.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Виды вальцовочных станков
Основная классификация вальцегибочных станков для листового металла определяется в соответствии с их технологическими возможностями, что напрямую зависит от количества рабочих валов и их технических параметров. Так можно выделить три наиболее широко представленных на рынке металлообрабатывающего оборудования вида листогибочных станков, имеющих в своей основе вальцы:
- двухвалковые,
- трехвалковые,
- четырехвалковые.

Еще различают вальцовый станок по виду привода на:
- механические вальцы с ручным приводом,
- вальцы электромеханические,
- вальцы гидравлические.
Двухвалковые вальцы
Двухвалковые вальцы для изготовления простых цилиндрических форм изделий стали применять сравнительно не так давно и связано это, прежде всего, с конструктивными особенностями и технологическими новшествами, применяемыми при их изготовлении.
Двухвалковые листогибочные станки состоят из прочного каркаса и двух рабочих валов, расположенных параллельно один над другим строго по вертикали. Верхний представляет собой полированный стальной вал и имеет меньший диаметр. Нижний вал, как правило, вдвое большего диаметра, состоит из стального сердечника, на который нанесено относительно мягкое покрытие из износостойкой резины или полиуретана.
При работе нижний вал, способный перемещаться в вертикальной плоскости, прижимает с определенным усилием лист заготовки к верхнему валу и прокручивает его, тем самым и придает ему форму изгиба. Получается так, что минимальный радиус определяется диаметром верхнего вальца, а максимальный радиус гиба — усилием прижима нижнего вала.
Получается так, что минимальный радиус определяется диаметром верхнего вальца, а максимальный радиус гиба — усилием прижима нижнего вала.
Настройка такого станка заключается в механической регулировке силы прижатия валов, тем самым позволяя устанавливать необходимый размер радиуса цилиндрической формы готового изделия.
Двухвалковые вальцы имеют ряд существенных преимуществ таких, как:
- простота конструкции;
- при работе не повреждается материал заготовки;
- возможность сгибать без лишней деформации листовой материал, имеющий на своей поверхности штамповку, гравировку или перфорацию;
- способность обрабатывать от мягких до жестких листовых материалов;
- отсутствие не загнутых прямых участков на краях готового изделия.
Удачность сочетания простоты и технологичности сделало возможным изготавливать на базе двухвалковой конструкции универсальные станки с ЧПУ. Это, в свою очередь, позволило полностью автоматизировать процесс регулировки и центровки сжимания рабочих валов. Таким образом, современные технологии в сочетании с программным обеспечением на двухвалковых листогибочных станках с ЧПУ сделали возможным массовый выпуск широкого ассортимента сложных конических и полицентрических форм готовых изделий.
Таким образом, современные технологии в сочетании с программным обеспечением на двухвалковых листогибочных станках с ЧПУ сделали возможным массовый выпуск широкого ассортимента сложных конических и полицентрических форм готовых изделий.
Как работает двухвалковый листогибочный станок можно посмотреть на данном видео:
Трехвалковые вальцы
Трехвалковые вальцы наиболее массово из всех моделей представлены на рынке листогибочного оборудования. Причем они, в свою очередь, делятся на:
- симметричные,
- асимметричные.
Вальцы ручные трехвалковые имеют, как правило, простую и легкую конструкцию, работающую по симметричной схеме. Поэтому их часто применяют для изготовления элементов вентиляции или водостоков непосредственно на месте монтажа.
Работает трехвалковый вальцегибочный станок по принципу обкатки заготовки вокруг верхнего валка. Он является основным рабочим валом и его диаметр определяет минимальный радиус гиба. Настройка и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала относительно нижних вальцов. Последние располагаются статически при симметричной схеме, то есть закреплены на одинаковых расстояниях относительно основного вала.
Настройка и максимальный диаметр радиуса цилиндрического изделия производится регулировкой высоты верхнего вала относительно нижних вальцов. Последние располагаются статически при симметричной схеме, то есть закреплены на одинаковых расстояниях относительно основного вала.
По такой же схеме работают вальцы трехвалковые электромеханические, с той лишь разницей, что их конструкция более массивна и способна, в отличие от ручного оборудования, обрабатывать листовой металлопрокат с пределом прочности свыше 50 кг/мм2, позволяя изготавливать изделия промышленных масштабов.
Ручные вальцы трехвалковые используют для обработки медных и алюминиевых листов, а также оцинкованной жести или тонколистовых материалов с максимальной предельной прочностью до 50 кг/мм2.
При всех своих достоинствах конструкция как серийных, так и самодельных моделей трехвалковых гибочных станков имеет один существенный недостаток — при обкатке на краях заготовки остаются пусть и не очень большие, но прямые участки. Если на относительно маленьких по размерам станках это можно нивелировать, подкладывая в место разрыва дополнительную полоску жести, то на больших гибочных станках для листового металла приходиться прокатывать заготовку.
Если на относительно маленьких по размерам станках это можно нивелировать, подкладывая в место разрыва дополнительную полоску жести, то на больших гибочных станках для листового металла приходиться прокатывать заготовку.
Отчасти, чтобы свести к минимуму имеющийся недостаток, а также для того, чтобы расширить ассортимент выпускаемой продукции, и стали применять несимметричную схему расположения нижних боковых вальцов. Есть более простые конструкции трехвалковых гибочных станков с одним регулируемым нижним валом, а есть достаточно сложные в устройстве с двумя подвижными нижними валами. Конструктивной особенностью такой схемы является то, что нижний вал может смещаться относительно основного рабочего вала под определенным углом к вертикальной и горизонтальной плоскостям. Такая схема регулировки позволяет за счет неравномерной регулировки нижнего вала получать детали с конической формой.
Стоит отметить, что в основном народные умельцы как раз самостоятельно изготавливают именно ручной вальцовочный станок по симметричной схеме с тремя валами. Как устроен и как работает самодельный трехвалковый листогибочный станок можно на следующем видео:
Как устроен и как работает самодельный трехвалковый листогибочный станок можно на следующем видео:
Четырехвалковые вальцы
Четырехвалковые вальцовочные станки имеют в своей конструкции нижний дополнительный вал, который не только упрощает гибочные процессы и позволяет выпускать весь ассортимент продукции, но и лишен недостатков трехвалкового предшественника.
В основном, применяются вальцы четырехвалковые гидравлические для промышленной обработки металлопроката толщиной от 1,5 мм до 75 мм, при этом, независимо от толщины листа, возможно изготовление как простых цилиндрических и овальных форм, так и сложных полицентрических изделий.
Все современные четырехвалковые вальцовочные станки оснащены числовым программным управлением, поэтому все рабочие процессы, а также регулировки и настройки, полностью автоматизированы, что практически лишает их производственных недостатков.
Работу четырехвалкового вальцовочного станка можно посмотреть, открыв видео:
Популярные производители
Из производителей вальцовочных листогибочных станков можно выделить несколько компаний.
Германо-итальянский концерн «DEGstm», имеющий полноценный инжиниринговый в России выпускает, пожалуй, весь диапазон ассортиментного перечня существующего вальцовочного оборудования. Предлагаемая ими продукция представлена следующими технологическими линейками:
- двухвалковыми гидравлическими гибочными станками серии MG F, которые способны обрабатывать листовой материал с рабочей длиной от 530 до 2050 мм и при толщине 2-4 мм с минимальным радиусом от 40 до 90 мм;
- трехвалковыми гидравлическими гибочными станками серии MG G, соответственно работающими с параметрами листопроката с размерами от 1250 до 3100 мм, толщиной от 3 до 130 мм и с диаметром гиба от 120 до 940 мм.
- четырехвалковыми гидравлическими гибочными станками серии MG M, способными обрабатывать металлический лист с размерами рабочей длины от 550 до 3100 мм, толщиной от 1,5 до 75 мм и минимальным гибочным диаметром от 70 до 680 мм.
Конкуренцию им составляет также немецкая , предлагающая весь ассортимент станков для вальцовки листового металла.
Немногочисленные российские производители представлены:
- Воронежской , которая предлагает по конкурентным ценам трехвалковыми гибочными станки с ручным и электромеханическим приводом;
Московской инжиниринговой , которая также выпускает несложные трехвалковыми гибочные станки с ручным и электромеханическим приводом.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
ИБ2222 Расположение составных частей трехвалковой листогибочной машины
Расположение составных частей машины листогибочной ИБ2222
Расположение составных частей машины листогибочной ИБ2222
ИНСТРУКЦИЯ ПО ПРОКАТНОЙ МАШИНА– Как катать самостоятельно
Как использовать шарнирный валок
Итак, вы, вероятно, смотрите на свой новый прокатный станок и задаетесь вопросом, как то, что выглядит так просто, может быть настолько неинтуитивным в использовании, правда? верно?? Да.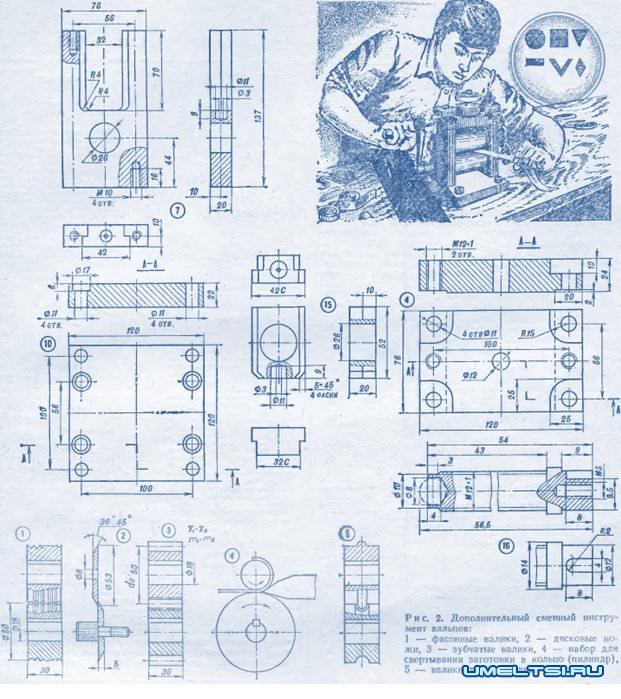 Что ж, не смотрите дальше. Если вы хотите кататься самостоятельно и нуждаетесь в простых инструкциях по вальцовке для вашего шарнирного валика, вы обратились по адресу.
Что ж, не смотрите дальше. Если вы хотите кататься самостоятельно и нуждаетесь в простых инструкциях по вальцовке для вашего шарнирного валика, вы обратились по адресу.
В видео ниже приведены инструкции по использованию одного из самых крутых и простых курительных принадлежностей – классической вальцовочной машины.Вы в мгновение ока будете катать собственные косяки, косяки и сигареты!
Если вам нравятся инструкции в текстовой подсказке, есть пошаговые текстовые инструкции по использованию соединительного ролика , подробно описанные под видео…
Видео с инструкциями по прокатной машине
А теперь представляем:
Пошаговые инструкции по вальцовке
В этих инструкциях подробно описано, как использовать роликовую машину для сыпучих материалов, и они применимы к вальцегибочной машине, зигзагообразной вальцовочной машине, Jumbo Blunt Rolling Juicy Jay Машинка или любой другой сигаретный или шарнирный валик аналогичной конструкции.
Вам нужно выполнить всего несколько простых шагов, и вы будете катать свой собственный раскол…
ЗАГРУЗИТЬ
- Откройте ролики.
- Вставьте фильтр и сдвиньте его в сторону.
- Добавьте большую щепотку того, что вы курите. Возможно, вы захотите сделать это на листе бумаги или журнале, там может быть утечка.
ROLL
- Снова закройте его.
- Поднимите его и поверните оба ролика на себя, пальцами удерживая пластик внутри туго натянутым, чтобы внутренности стали красивыми и плотными.
БУМАГА
- Вставьте лист рулонной бумаги между роликами склеенной стороной к себе. Возможно, потребуется немного подергивания. Не бойся.
ROLL
- Сверните бумагу, продолжая катиться к вам.
- Остановитесь, прежде чем закатывать его полностью – вы хотите, чтобы он немного торчал, чтобы вы могли его лизать.
- Теперь сверните его до конца, дав еще несколько рулонов.
- Открывай и БУМ! Ты только что скрутил себе косяк! Э-э, сигарета.

ДЫМ
И теперь вы знаете, как пользоваться прокатным станком. Какой хороший день выдался, а ?!
Если у вас его еще нет, возьмите один из этих роликов для зигзага для шарниров на Amazon. Всего за пять баксов эти штуки дешевы и забавны! Есть много машин и бумаг на выбор.
Raw Rolling Machine (или, если вы чувствуете себя сутенером, почистите себе плечи и посмотрите Jumbo Blunt Rolling Machine от Juicy Jay). Надеемся, вам понравилась эта заметка.
Теперь БОЛЬШЕ ПРОХЛАДНЫХ ГАДЖЕТОВ…
Проверьте некоторые, они в порядке.
Сделать машину для прокатки шарниров «Wonder How To
Как к
: Сделать обратную прокатку Научитесь скручивать сустав в обратном направлении.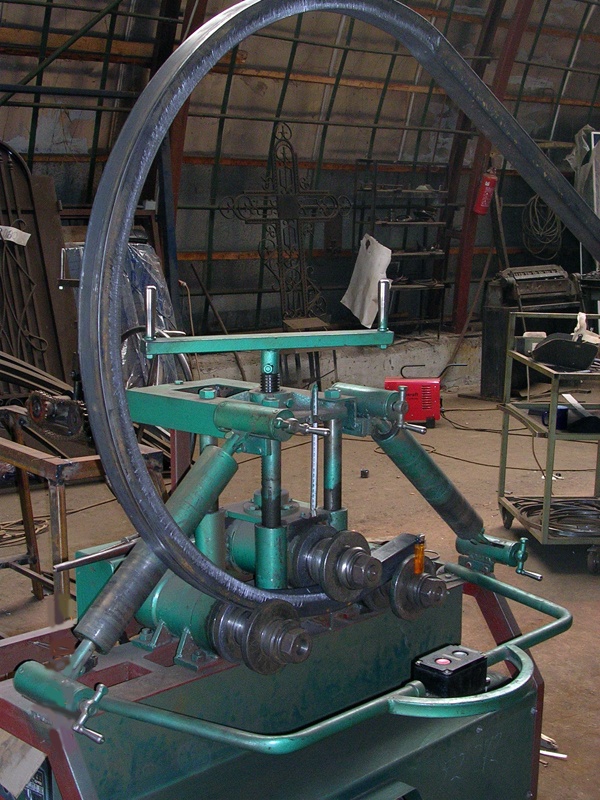 Вам понадобятся марихуана, кофемолка, бумага для скручивания и ловкие руки опытного скручивателя. Практика ведет к совершенству, так что приступайте (и получайте удовольствие, пока вы занимаетесь этим)
Вам понадобятся марихуана, кофемолка, бумага для скручивания и ловкие руки опытного скручивателя. Практика ведет к совершенству, так что приступайте (и получайте удовольствие, пока вы занимаетесь этим)
Как к
: Сверните свою сигарету на ручном скручивающем станке Для скручивания сигареты вам понадобится табак и другие составляющие, которые вам нужно добавить в сигарету, а также лист бумаги и ручной валик, которые помогут скрутить сигарету. Сначала поместите лист бумаги на ролик и поместите его в положение, которое могло бы действовать как … подробнее
Сначала поместите лист бумаги на ролик и поместите его в положение, которое могло бы действовать как … подробнее
Новости
: Сможет ли Volvo достичь уровня 4 к 2021 году? Заявления Volvo Cars о том, что к 2021 году они будут предлагать модели уровня 4, означают, что производителю автомобилей премиум-класса, вероятно, придется доработать дизайн без водителя, чтобы уложиться в жесткие сроки не позднее следующего года.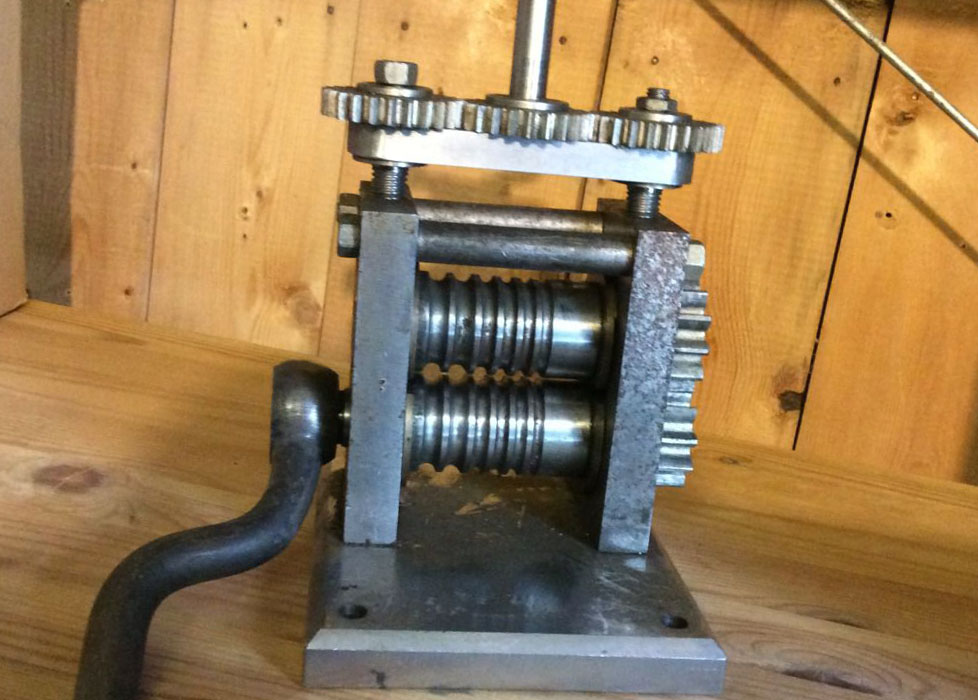 Но, учитывая агрессивные цели шведского автопроизводителя, насколько … подробнее
Но, учитывая агрессивные цели шведского автопроизводителя, насколько … подробнее
Как к
: Ролл марихуаны наизнанку в стилеПочему бы не добавить искры в совместное катание? Этот способ прикатывания сорняков также называется «обратным валком».Выкуривайте как можно меньше бумаги с помощью этой несколько продвинутой техники скручивания.
Как к
: Сделайте косяк из марихуаны с помощью High Times Добро пожаловать в Cannabis 101 с Дэнни Данко. На этом занятии профессор Данко обучает искусству совместной перекатывания. Если ты хочешь катать косяк как профессионал, тебе лучше пойти на занятия! Обязательно для заядлых фанатов марихуаны.
На этом занятии профессор Данко обучает искусству совместной перекатывания. Если ты хочешь катать косяк как профессионал, тебе лучше пойти на занятия! Обязательно для заядлых фанатов марихуаны.
Как к
: Скрутите косяк (как говорят маленькие человечки LEGO) Научитесь скручивать косяк под руководством группы симпатичных человечков LEGO.Помимо милой кирпичной кладки, этот урок дает необходимые пошаговые инструкции по скатыванию идеального стыка. Все, что вам нужно, это немного травки, несколько бумажек, а фигурки LEGO необязательны.
Все, что вам нужно, это немного травки, несколько бумажек, а фигурки LEGO необязательны.
Как к
: Рулон с двойным шарниром Это видео о раскатке двойного шарнира.Это сигарета с марихуаной, скрученная вручную. Выкури свою гангу быстро и легко, чтобы получить кайф супер быстро. Это руководство Стоунера по соединению бумаг вместе, а затем катанию и дополнительному огромному дублированию! Выкурите его! Возьмите коноплю и .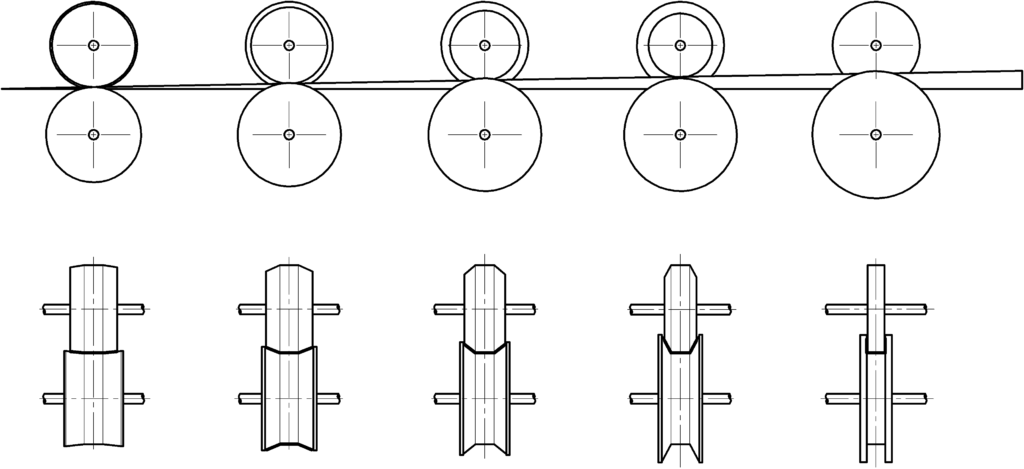 .. еще
.. еще
Как к
: Раскатайте косяк из марихуаны по методу Святого КрестаУстали скатывать травку одинаково каждый день? Тогда получите свои навыки МакГайвера и зажгите этого ребенка, это 3 сустава в 1.Такой стиль сворачивания косяка марихуаны называется Святой Крест. Нет, твои грехи не будут прощены, если ты выкуришь косяк.
Как к
: Рулет из марихуаны в голландском стиле тюльпанов Устали скатывать травку каждый день одинаково? Затем посмотрите видео и узнайте, как свернуть косяк методом голландского тюльпана. Нет, марихуана не пахнет цветком.
Нет, марихуана не пахнет цветком.
Как к
: Ролл марихуаныВам понадобится рулонная бумага, измельчитель, фильтр и травка! Это основной способ свернуть сигарету из травы.Он простой и чистый. Это классика, и она хороша, если вы пытаетесь быть сдержанным и избегать повсюду каких-либо принадлежностей.
Как к
: Рулонный шарнир Тупой стиль Забудьте о табаке! Достаньте сигару из внутренностей и залейте ее хорошей марихуаной. Этот стиль скатывания стыков с сорняками называется тупым. Счастливого курения.
Этот стиль скатывания стыков с сорняками называется тупым. Счастливого курения.
Как к
: Развитие мышц ног с помощью жима ногами сидя Научитесь делать жимы ногами сидя.Представлено Real Jock Gay Fitness Health & Life. Преимущества Для тренировки всех крупных групп мышц ног вы не сможете превзойти жим ногами. Это также одно из немногих упражнений по наращиванию массы, в котором вы можете безопасно использовать большое сопротивление . .. подробнее
.. подробнее
Как к
: Свернуть косяк с марихуаной технически и художественно Научитесь раскатывать стыки – объединяя в себе десятилетия опыта совместной прокатки, вот видео, посвященное совместной прокатке, демонстрирует как техническую, так и художественную стороны прокатки.Узнайте секреты древнего искусства катания. Вы можете стать экспертом за считанные минуты. Оплатить . .. еще
.. еще
Как к
: Прокатить косяк по Амстердамской дороге Поднимите свои навыки катания дуби на новый уровень с помощью этого короткого обучающего видео о том, как свернуть идеальный сустав.Узнайте, как уменьшить количество лишней рулонной бумаги и получить максимальное удовольствие от курения с помощью этой простой техники скручивания, популярной среди голландских экспертов.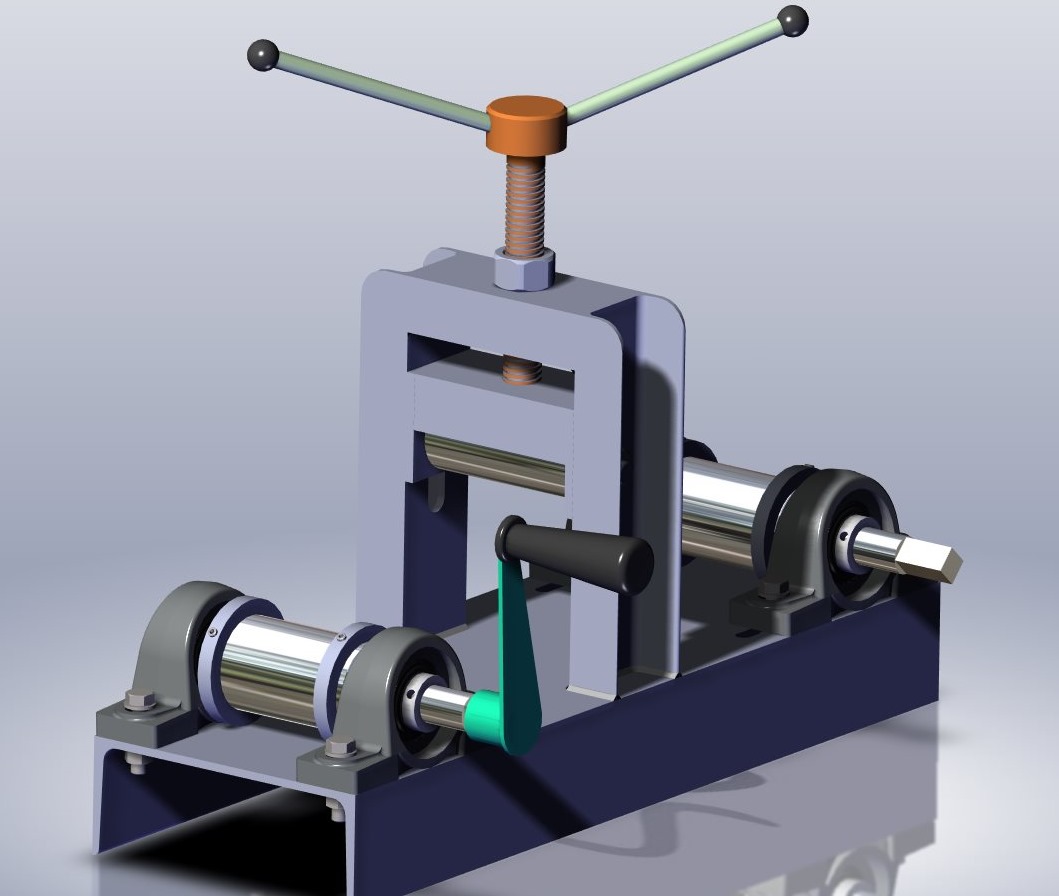 Остерегайтесь … больше
Остерегайтесь … больше
Как к
: Свернуть конус с длинной бумагой Самостоятельно скатывать травку в косяк абсолютно необходимо, если вы курите травку каждый день (или планируете это делать).Несмотря на то, что существует множество причудливых соединений, от зигзагообразных до поперечных, лучше всего начать с базового конического соединения. Взгляните на этот совместный ролл . .. подробнее
.. подробнее
Как к
: Закатать идеальный стыкВам понадобится сорняк, табак, сорняк, а затем просто следуйте этой простой наглядной демонстрации.Все, что для этого требуется, – это практика, посмотреть эту совместную демонстрацию катания пару раз и начать практиковаться.
Как к
: Скатать крестовину В этом видео показано, как скатать два сустава и соединить их. Сначала нужно раздавить бутон, чтобы его можно было легко свернуть. Затем нужно скатать первый косяк. При скатывании этого сустава убедитесь, что он толще с одного конца, похож на воронку. Второй шарнир катить намного … подробнее
Сначала нужно раздавить бутон, чтобы его можно было легко свернуть. Затем нужно скатать первый косяк. При скатывании этого сустава убедитесь, что он толще с одного конца, похож на воронку. Второй шарнир катить намного … подробнее
Как к
: Рулон двухслойного удлиненного шва Требуется очень долгое исправление? Посмотрите это видео, чтобы узнать, как просто свернуть очень длинный сустав. Предпочитаете ли вы травку или табак, это видео покажет особую технику скручивания двухкожкового удлиненного сустава.
Предпочитаете ли вы травку или табак, это видео покажет особую технику скручивания двухкожкового удлиненного сустава.
Как к
: Рулет из марихуаны и тюльпанов Покурите горшок, добавив немного шика и стиля.Шарнир из тюльпанов добавит изюминки вашей любимой привычке. Вам понадобится зигзаг или другая бумага, ножницы, терпение и немного травки. Посмотрите этот видеоурок и узнайте, как скрутить пучок марихуаны и тюльпанов.
Как к
: Медленно раскатайте шарнирХотите покурить травку, но не знаете, как скрутить косяк? В этом обучающем видео вы шаг за шагом узнаете, как вращать сустав и все это в замедленном темпе, чтобы вы не пропустили ни одного шага.В видео показаны приемы, позволяющие упростить катание. От использования игровых карт до п … подробнее
Как к
: Откатить шарнир назад В этом видео мы узнаем, как перекатывать сустав назад. Сначала вам понадобится ваша гянджа, затем вам понадобится для нее кусок скрученной бумаги. После этого выложите изделие на бумагу посередине. Затем поставьте фильтр в конце, чтобы отфильтровать все плохое, что вы не хотите … подробнее
Сначала вам понадобится ваша гянджа, затем вам понадобится для нее кусок скрученной бумаги. После этого выложите изделие на бумагу посередине. Затем поставьте фильтр в конце, чтобы отфильтровать все плохое, что вы не хотите … подробнее
Как к
: Сверните сигарету Повысьте свой социальный статус, скручивая собственные сигареты.Из этой бесплатной серии видео о скручивании табака вы узнаете, как скрутить сигарету с помощью тубогенератора, скручивающего станка или вручную. Часть 1 из 9 – Как скрутить сигарету. Сверните сигарету – Часть 2 из 9. Нажмите, чтобы … подробнее
Часть 1 из 9 – Как скрутить сигарету. Сверните сигарету – Часть 2 из 9. Нажмите, чтобы … подробнее
Как к
: Легко использовать конусообразную сигарету или сигарету с травкой и табаком Взгляните на этот урок, как скручивать травку / табак 101.Набиваете ли вы табак, травку или и то, и другое (чтобы получить пушинки вместе с табаком), вам нужно скатать все травы в твердый сустав, который будет гореть равномерно и не потухнет в середине дыма.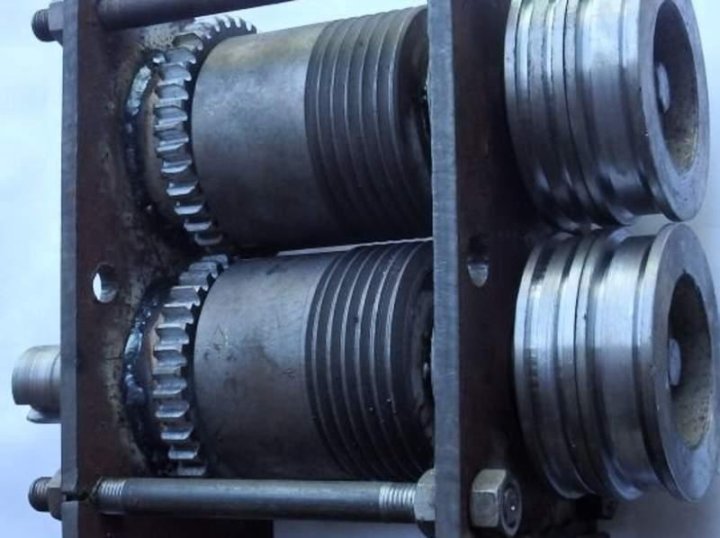 . Нет лучше … больше
. Нет лучше … больше
Как к
: Упражнение с боковым изгибом на тренажереНаучитесь выполнять упражнения, выполняя боковые наклоны на тренажере для гиперэкстензии.ДЕТАЛИ УПРАЖНЕНИЯ: Основная группа мышц: пресс и косые мышцы живота. Базовое движение: наклоны в стороны. Оборудование: тренажер для гиперэкстензий. Тип тренировки: силовая тренировка. Уровень сложности: 4.
Как к
: Шпаклевка для гипсокартона Вот способ сделать ваш проект из гипсокартона идеальным.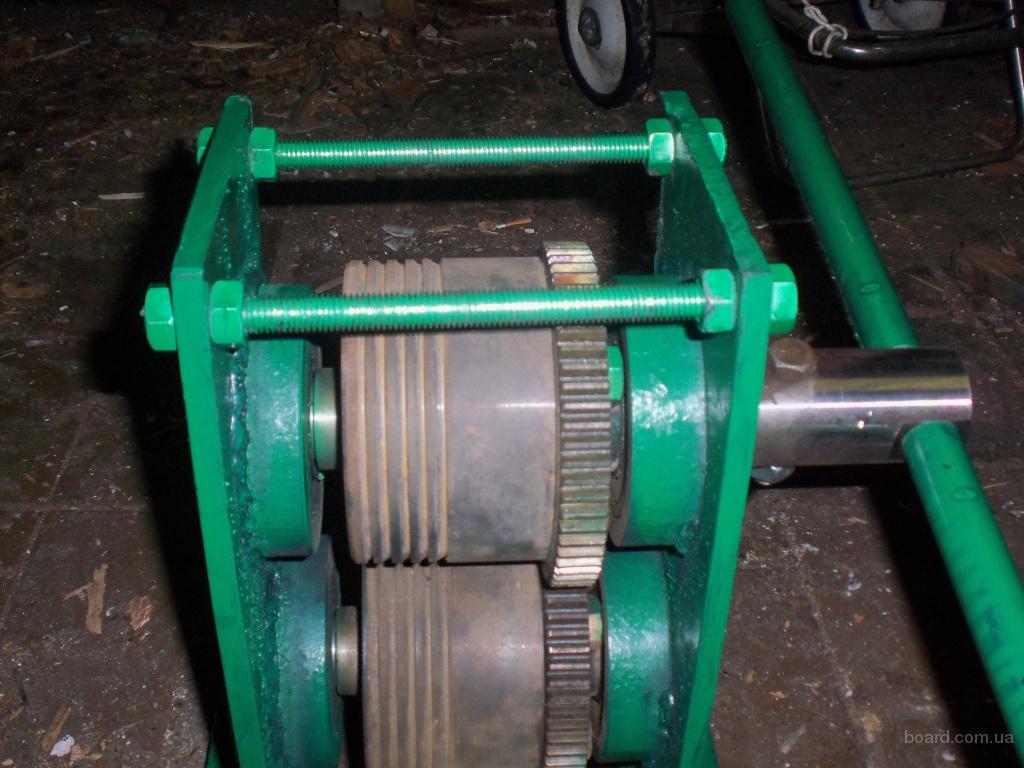 Смешайте немного тонкой шпаклевки, используя больше воды, чем обычно требуется для заделки отверстий в стене. Вы можете накатать замазку на стену с помощью вращающейся кисти. После высыхания шовного герметика требуется лишь осветлить … подробнее
Смешайте немного тонкой шпаклевки, используя больше воды, чем обычно требуется для заделки отверстий в стене. Вы можете накатать замазку на стену с помощью вращающейся кисти. После высыхания шовного герметика требуется лишь осветлить … подробнее
Как к
: Сделать дерево из полимерной глины В этом уроке зрителю показано, как сделать полимерную глину похожей на дерево.Начните с макаронной машины и раскатайте экрю на четвертом листе, а коричневом – на шестом. Положите коричневый цвет на экрю и разрежьте стопку пополам. Затем сложите две стопки так, чтобы получилось … подробнее
Положите коричневый цвет на экрю и разрежьте стопку пополам. Затем сложите две стопки так, чтобы получилось … подробнее
Как к
: Прорезать ласточкин хвост на станке «Ласточкин хвост» – это очень старый и эффективный шов древесины.Существует три типа «ласточкин хвост»: сквозной ласточкин хвост (самый популярный), полуслепой ласточкин хвост и скользящий ласточкин хвост. В этом видеоуроке по деревообработке вы узнаете, как сделать машинную резку через ласточкин хвост. Cut thro … еще
Cut thro … еще
Как к
: Сделайте крепление для камеры на мотоцикле менее чем за пять долларов Hak5 – это не обычное техническое шоу.Это хакерство в духе старой школы, охватывающее все, от сетевой безопасности, открытого исходного кода и криминалистики до моддинга своими руками и домашнего производства. К черту гарантии, пора доверять вашему Technolust. В этом эпизоде вы узнаете, как построить м . .. подробнее
.. подробнее
Как к
: Упражнение с тягой заднего плечевого троса на тренажере Научитесь выполнять упражнения, выполняя тягу на тросе заднего плеча на тренажере для вытягивания широчайшего.ДЕТАЛИ УПРАЖНЕНИЯ: Основная группа мышц: плечи Вторичная группа мышц: бицепсы, широчайшие, нижняя часть спины, ромбовидные мышцы, трапеции – середина Базовое движение: тяга Оборудование: трос Тип тренировки: силовая тренировка Уровень о . .. подробнее
.. подробнее
Как к
: Сделайте аксессуар из цветов из фетраЭто демонстрация изготовления фетрового цветочного аксессуара на повязку на голову, пояс и даже на одежду.Вам потребуются шерстяные волокна, пузырчатая пленка, скалка из войлочной губки, пакеты для стирки, емкость с горячей водой и спрей для мыльной воды. Первые рыхлые волокна … подробнее
Как к
: Использование полимерной глины в абстрактной технике дизайна Она учит нас, как сделать красивую бижутериальную подвеску на колье из полимерной глины. Она начинает с замешивания черной основы. Затем она отправляет его через машину для приготовления макаронных изделий. Получив черный плоский лист, она снова скатывает его в шар. Затем она берет остальные пять цветов … подробнее
Она начинает с замешивания черной основы. Затем она отправляет его через машину для приготовления макаронных изделий. Получив черный плоский лист, она снова скатывает его в шар. Затем она берет остальные пять цветов … подробнее
Как к
: Используйте машину Gold Medal X-15 для производства сахарной ватыВ этом видео показано, как приготовить сладкую вату на машине Gold Medal X-15.Подключите трехконтактный аккорд к отдельному независимому разъему. При необходимости используйте усиленный трехконтактный удлинитель. Снимите зажимы с сетки и разложите сетку внутри кастрюли, … подробнее
Как к
: Roll the perfect сигареты с фильтромСэмми демонстрирует, как можно скручивать свои собственные сигареты с фильтром.Выкручивать сигареты дешевле, чем покупать пачку сигарет. Сэмми показывает необходимые материалы: рассыпной сигаретный табак, фильтры, ручной валик и сигаретную бумагу. Не надо пугаться … еще
Как к
: Вырезайте войлок с помощью Big ShotСначала вырежьте картон с помощью Big Shot Dye.Эти карточки отлично подходят в качестве шаблона, чтобы убедиться, что вы максимально эффективно используете войлок. Вырежьте кусочки фетра вокруг шаблона карточки, стараясь подобраться как можно ближе к границе карточки. Next t … больше
Как к
: Сделайте пачку в балетном стиле по своему вкусуПачки теперь не только для балерин! Его может надеть любой, кто хочет покрутиться, потанцевать или просто побегать с небольшим лишним хлопком! Следуйте этому руководству и сделайте пачку для себя, своей дочери или кого-то еще, кто хочет немного взбить! Вам понадобятся • Меры…более
Mac для хакеров
: Как управлять своими паролями с KeePassXТеперь, когда мы узнали о защите всех наших данных с помощью шифрования, пора продолжить работу по настройке Mac для взлома.Как и у большинства других людей, у нас, хакеров, есть множество учетных данных, которыми нужно управлять. Мы тоже люди, поэтому нам сложно создавать … подробнее
Вэймо был прав
: Почему каждый автопроизводитель должен пропустить уровень 3Большинство автопроизводителей теперь согласны с Waymo в том, что пилотирование беспилотных автомобилей лучше всего доверить машине – без вмешательства человека.В случае с Уэймо это предположение возникло много лет назад. Совсем недавно, в 2014 году, беспилотная рука Google (до того, как она стала Waymo) шокировала Детройт, когда … подробнее
NR50
: Люди, за которыми стоит смотреть в мобильной дополненной реальностиХотя мир только недавно начал осознавать его существование, дополненная реальность в той или иной форме существует с 90-х годов.В последнее десятилетие с развитием и миниатюризацией компьютерных технологий, в частности смартфонов и планшетов, дополненная реальность стала … подробнее
Как к
: Сделайте идеальный стык с помощью экспертаВы знаете эту старую историю, когда вы куда-то выезжаете, и кому-то нужно покрутить косяк, и вы знаете, что это плохо, а затем какой-то другой придурок делает блестящую работу и получает все похвалы… Те дни прошли. Посмотрите видео о том, как скрутить безупречный сустав. Учитесь у … больше
Как к
: Всегда накатывайте идеальное коническое соединениеСледуйте за мной, пока я демонстрирую, как каждый раз катить идеальный конус в амстердамском стиле.Они будут прекрасно гореть до костыля и отлично дымить. Ни для кого не секрет, почему этот метод является излюбленным способом курения среди настоящих европейцев … подробнее
Как к
: Роликовый крестообразный шарнирПользователь JRxNewxGen научит вас скручивать тройное поперечное соединение.Когда у вас есть сорняк, обязательно разбейте его на очень мелкие кусочки. Теперь вам понадобятся три листочка стыковой бумаги. Сначала вы склеиваете две части вместе, как если бы вы это делали с двумя бумажными стыками. Затем вы катите … еще
Полезные советы по машинам для прокатки сигарет
Полезные советы по машинам для прокатки сигарет
Существует множество различных сигаретных автоматов / форсунок , к которым будут применяться эти советы.Эти полезные советы представляют собой общее руководство, которое будет применяться ко всем машинам, будь то электрические или ручные. Все машины используют трубку для сигарет , и работают одинаково, то есть вводят табак в трубку. Конечная цель – получить хорошо упакованную сигарету, которой вы можете наслаждаться.
Каждая машина для скручивания сигарет будет немного отличаться, даже если они работают одинаково. Если вы впервые владеете машиной для скручивания сигарет, станет очень легко сделать свои собственные сигареты после того, как вы привыкнете к машине и скрутите несколько сигарет.Вы скоро научитесь скручивать идеальную сигарету каждый раз по своему вкусу.
Некоторые из распространенных проблем при запуске:
- Перед фильтром пусто или оно недостаточно плотно набито перед фильтром
- Сигарета упакована слишком свободно или слишком плотно
- Трубка сигареты рвется или рвется во время впрыска
- Трубка для сигарет не остается на машине или постоянно отталкивается во время процесса впрыска.
Если у вас есть зазор / пустое пространство перед фильтром или он неплотно упакован в этой области, вам следует убедиться, что вы положили достаточно табака в углы табачной камеры. Это более важно в углу, где вы прикрепляете трубку для сигарет к наконечнику машины. Если необходимо, можно также вдавить немного табака в наконечник. На этом этапе вы заполните свою камеру табаком, убедитесь, что он равномерно распределен, и слегка набейте его инструментом или пальцами.Затем введите в трубку сигареты табак. Проверьте, есть ли еще зазор после фильтра. Если это так, добавьте еще немного табака в камеру, пока не получите желаемую плотность сигареты и не устраните зазор. Вы быстро почувствуете этот процесс и точно узнаете, сколько табака положить в трубку и в камеру.
Если сигарета набита слишком плотно, вы положили в камеру слишком много табака. Попробуйте добавить немного меньше табака и убедитесь, что он равномерно распределен в камере, пока вы не получите хорошо упакованную сигарету.Убирайте по чуть-чуть табака, пока не добьетесь желаемой плотности сигареты. Совсем наоборот, если у вас слишком рыхлая сигарета. Добавляйте табак понемногу, пока не получите хорошо упакованную сигарету. Перед тем, как вводить табак в трубку для сигарет, не забудьте слегка уложить табак в камеру пальцами или каким-либо инструментом. Вы быстро почувствуете, сколько табака использовать и насколько сложно его упаковать.
Если ваша сигарета рвется или рвется во время инъекции, вы либо добавляете слишком много табака, либо его недостаточно равномерно разложили в камере.Просто попробуйте добавлять меньше табака понемногу и убедитесь, что он равномерно распределен по камере, прежде чем слегка укладывать его. Продолжайте этот процесс, пока не добьетесь желаемой плотности сигареты. И снова вы быстро почувствуете, сколько табака использовать и насколько сложно его упаковать.
Если трубка для сигарет не остается включенной или выталкивается из машины во время процесса инъекции, это может происходить по нескольким причинам. Вы должны убедиться, что вокруг наконечника сигаретной машины, куда вы кладете трубку, нет табака и мусора.Когда устройство вводит трубку для сигарет, она зажимает конец трубки для сигарет на наконечнике устройства, чтобы удерживать его на месте во время процесса инъекции. Если в этой области имеется избыток табака или мусора, машина может не удержать конец гильзы сигареты. Если у вас есть машина с защелкивающейся крышкой, такая как E2 Matic или E3 Matic, вы также должны убедиться, что область вокруг наконечника сигаретной машины чистая и свободная от мусора. После того, как вы закроете крышку с трубкой для сигареты, попробуйте надавить на конец крышки, ближайший к трубке для сигареты, пока вы вводите сигарету.Это оказывает дополнительное давление на наконечник трубки сигареты и помогает удерживать ее на месте во время процесса инъекции.
Иногда для изготовления сигарет люди используют трубочный табак вместо табака для скручивания сигарет. Это не проблема, но табак для трубок обычно длиннее и более влажный, чем табак для скручивания сигарет. Вы должны убедиться, что он нарезан более тонко и высохнет, прежде чем заправлять им трубочки для сигарет. Это поможет предотвратить любые проблемы во время инъекции.Используйте табак для скручивания сигарет в качестве ориентира для определения сухости и размера при приготовлении трубочного табака.
Важно отметить, что вы быстро почувствуете, как работает этот процесс и сколько табака использовать каждый раз. Это очень просто, и как только вы найдете нужную канавку, вы очень быстро будете делать красивые, равномерно упакованные сигареты.
Удачи!
Щелкните здесь, чтобы увидеть больше полезных советов и информации
How to Roll Up: Hand-Roll vs.Прокатный станок
Есть много причин, по которым скручивать свои собственные сигареты – это хорошая идея. Предварительно свернутые сигареты могут быть довольно дорогостоящими, и в зависимости от того, сколько вы выкуриваете, еженедельная стоимость может составлять значительную сумму денег. Самокрутка – это более экономичный способ наслаждаться табаком. Все, что вам нужно сделать, это купить пачку табака, бумаги и несколько фильтров, и вы сможете скручивать свои собственные сигареты за небольшую часть стоимости предварительно свернутых сигарет.
Самостоятельное скручивание сигарет также поможет вам сократить потребление сигарет.Один из способов, которым это происходит, – это результат повышенных усилий, связанных с скручиванием сигареты, в отличие от простого вынимания одной из кармана и зажигания, что часто снижает количество выкуриваемых сигарет. Кроме того, скрученные вручную сигареты могут быть изготовлены с предпочтительной длиной и шириной, которая часто намного меньше, чем количество табака, используемого в предварительном рулоне.
Если вы хотите научиться скручивать сигарету, эта статья расскажет вам о двух способах этого делать: руками и скручивающим станком.
Сначала начнем с ручного катания.
своими руками
Видео ниже поможет вам научиться скручивать сигарету вручную. Для получения дополнительной информации ознакомьтесь с пошаговыми инструкциями, приведенными ниже.
Шаг 1.
Во-первых, убедитесь, что вы правильно держите бумагу. Большинство рулонных бумаг поставляется уже сложенными. Если нет, просто сложите его так, чтобы нижний клапан составлял примерно одну треть ширины бумаги.Поместите левый указательный палец между складками, а остальные пальцы поддерживайте лист бумаги снаружи.
Шаг 2.
Поместите фильтр между складками слева или справа, в зависимости от ваших предпочтений.
Шаг 3.
Положите в складку табака ровно столько, чтобы получилась сигарета. По мере того, как вы станете более опытным в катании, вы сможете лучше оценить, сколько табака вам понадобится. Равномерно распределите табак по складке.
Шаг 4.
Осторожно прижмите табак пальцами. Это упростит придание табаку цилиндрической формы.
Шаг 5.
Загните нижний край бумаги поверх табака.
Шаг 6.
Это самая сложная часть: скрутить сигарету. Аккуратно перекатайте нижний край бумаги по табаку взад и вперед, образуя нечто вроде «бревна» или цилиндра.
Шаг 7.
Удерживая пальцы на бумаге, закатайте нижний край вниз, пока он не будет на одном уровне с верхом табака.
Шаг 8.
Двумя указательными пальцами протолкните верхний сгиб бумаги поверх табака.
Шаг 9.
Продолжайте скатывать нижний край бумаги внутрь, пока цилиндр не начнет принимать форму.
Шаг 10.
Убедитесь, что сигарета сформирована в слегка плотный цилиндр, а затем лизните или смочите полоску жевательной резинки, чтобы запечатать сигарету.
Шаг 11.
Опустив фильтр вниз, несколько раз осторожно постучите сигаретой по твердой ровной поверхности, чтобы выровнять табак.Это обеспечит более плавное курение и более равномерный процесс горения.
На этом этапе у вас должна быть полностью свернутая сигарета, готовая к курению. Не волнуйтесь, если первая, которую вы сделаете, окажется не идеальной. Поначалу скручивать свои собственные сигареты может быть непросто, но со временем вы научитесь этому лучше. С практикой вы скоро будете катать великолепно выглядящие и отлично курящие сигареты, как профессионал!
Использование прокатного станка
Для неопытных вальцов действительно пригодится вальцовочный станок.Это довольно простые устройства, которые позволяют аккуратно и эффективно скатывать травы с минимальными потерями.
Лучше всего то, что вы можете свернуть даже быстрее, чем при катании руками, и в результате сворачивание будет выглядеть более профессионально и работать намного эффективнее. Прокатные машины обычно имеют два цилиндра, установленных один перед другим. Вокруг обоих цилиндров свободно обернута синтетическая ткань с гладкой поверхностью (обычно из пластика или нейлона). Этот материал удерживает траву на месте во время скатывания, а также обеспечивает плотное и ровное скручивание.
Если вы хотите научиться пользоваться прокатным станком, мы описали шаги, которые необходимо выполнить ниже.
Шаг 1.
Первый шаг – загрузить в прокатную машину выбранный вами травяной материал. Чтобы сохранить рабочее место в чистоте и избежать потерь, вы можете сначала положить устройство на лист бумаги.
Для более плавного скатывания и повышения эффективности рекомендуется измельчать травы как можно более равномерно, следя за тем, чтобы не было стеблей, которые могут проткнуть бумагу и образовать дыры.
Теперь также самое время решить, хотите ли вы использовать фильтр. Если это так, просто поместите его в вальцовочную машину и сдвиньте полностью вправо или влево, прежде чем помещать табак или измельченные травы в машину, как обычно.
Шаг 2.
Закройте цилиндры, сдвинув их вместе, убедившись, что все измельченные травы находятся внутри. Аккуратно катите оба цилиндра к себе, убедившись, что катящийся материал полностью натянут. Продолжайте вращать цилиндры, постепенно увеличивая давление на траву.Это поможет придать траве цилиндрическую форму и подготовить ее к следующему этапу.
Шаг 3.
На этом этапе вы готовы вставить бумагу в вальцовочную машину. Убедитесь, что размер используемой вами бумаги соответствует длине прокатной машины. При необходимости отрежьте кусок бумаги большего размера, чтобы он поместился в вальцовочную машину. Вставьте бумагу между цилиндрами так, чтобы резинка была обращена к вам.
Шаг 4.
Прокручивайте оба цилиндра, пока не увидите проскальзывание бумаги между цилиндрами.Продолжайте катиться, сохраняя при этом плотность катящегося материала вокруг цилиндров.
Шаг 5.
После того, как вы налили несколько хороших рулонов, откройте автомат и вытащите свернутую сигарету. Убедитесь, что бумага равномерно намотана вокруг сигареты, а затем смочите склеенный край, чтобы скрепить его. На этом этапе у вас должна быть аккуратно скрученная сигарета! По мере практики вы будете все лучше и лучше скручивать, пока ваши сигареты не будут выглядеть практически неотличимыми от обычных сигарет.
Ознакомьтесь с нашими прокатными станками и другими крутыми принадлежностями для прокатки здесь.
Также ознакомьтесь с нашим Руководством по размеру рулонной бумаги, полезным ресурсом, в котором объясняются различные размеры рулонной бумаги.
Как использовать шарнирный ролик – с меткой “” – HØJ
Что касается суставов, то быть новичком может быть сложно. Вы, наверное, видели, как ваши друзья перекатывают косяки, как профессионалы, которые делают это всего за несколько минут, в то время как вы постоянно изо всех сил пытаетесь сделать что-либо даже отдаленно способным дымить.
По правде говоря, перекатывание сустава требует большой практики. Однако многие из нас просто не хотят испытывать трудности, связанные с обучением скручиванию сустава. К счастью для нас, многие бренды придумали способ помочь как новичкам, так и опытным пользователям сэкономить время. Ролики для шарниров, которые являются относительно новым инструментом, помогут вам получить безупречный шарнир, выполнив несколько простых шагов.
В этом руководстве мы научим вас использовать шарнирный валик и поделимся с вами некоторыми из лучших инструментов, которые вы можете найти в настоящее время для этой цели.Если вы действительно думаете о покупке валика для суставов или у вас уже есть такой валик, вы увидите, насколько легко сделать причудливые суставы, чтобы поделиться с друзьями с помощью этого инструмента.
Как работает шарнирный ролик?
Несмотря на то, что существует множество различных конструкций шарнирных роликов, все они работают почти одинаково. Есть много шарнирно-роликовых машин, которые стоят менее 7 долларов и дадут вам те же результаты, что и самые дорогие.
Для использования шарнирного ролика вам потребуются следующие предметы:
- Шарнирный ролик (шарнирные ролики RAW или TOP одни из самых дешевых)
- Сорняк
- KLIP или ваш любимый измельчитель сорняков
- Фильтры
- Рулонная бумага
После того, как вы соберете все эти предметы, возьмите поднос или место, где вы можете использовать валик для суставов, не вызывая беспорядка.Когда будете готовы, пора научиться пользоваться валиком для суставов.
- Измельчите травы. Используйте от 0,5 до 1,5 граммов, так как что-то больше может создать действительно плотный шов, который плохо пригорит. Держите сорняк в контейнере, пока не вставите его в каток.
- Откройте прокатный станок, сдвигая его вверх и вниз. Если вы посмотрите на каждую сторону машины, вы увидите канавки для штифтов. Разблокировав ролик для суставов, проведите пальцем по его середине, чтобы убедиться, что есть место для травы.
- Упакуйте траву между двумя роликами только с одной стороны. Оставшееся пространство на одном конце будет использовано для размещения фильтра, поэтому убедитесь, что вы не загружаете туда травку, если используете фильтры. Помните, что слишком много зубрежки не сделает хороший сустав, и он будет гореть неравномерно.
- Теперь катите свою машину. Зафиксируйте ближайший к вам ролик и поместите оба больших пальца на ¼ расстояния от ближайших к вам концов, а два указательных пальца поместите примерно на ¼ от концов ролика дальше от вас.Затем потяните большие пальцы к себе и вниз, одновременно отводя пальцы от себя и вверх.
Это гарантирует, что оба валика будут двигаться, и ваша трава будет хорошо упакована. Вы увидите, что некоторое количество молотого каннабиса отвалится, что совершенно нормально, если вы упаковали слишком много.
- После того, как вы скатываете несколько секунд, пора использовать рулонную бумагу. Возьмите бумагу и вставьте ее между двумя рулонами. Вы должны оставить липкий конец обращенным к вам.Теперь поверните валик примерно на пол-оборота, пока не будет выступать только часть с клеем. Оближите его, прежде чем продолжить катание еще на пол-оборота.
- Теперь ваш сустав готов. Просто снимите ролик с петель и снимите безупречный сустав. Зажгите конец и начните курить свежеприготовленную траву.
На первый взгляд это может показаться сложным процессом. Однако использование роликовой машины для швов – один из самых простых способов получить чистый шов, если вы еще не освоили искусство скручивания шва.Сделайте еще несколько штук, пока не начнете разбираться в этом.
Лучшие шарнирные ролики
Как мы уже говорили ранее, многие бренды представили свои собственные прокатные станки. От 7 долларов и выше вы можете приобрести отличную роликовую машину для суставов, которая поможет вам упаковать травы за считанные минуты.
Вот некоторые из лучших роликов для шарниров, которые вы можете найти на рынке:
- RAW 79-миллиметровая вальцовочная машина: безусловно, самая продаваемая вальцовочная машина на рынке. Компания RAW создала этот портативный и простой в использовании шарнирный каток, который поможет новичкам.Хотя вам нужно использовать подходящую бумагу, чтобы она не рассыпалась, вы можете использовать другую бумагу, просто отрезав лишнюю бумагу, чтобы она соответствовала форме. Если вы ищете дешевый и эффективный прокатный станок, рассчитывайте на RAW.
- Зигзагообразная вальцегибочная машина: Благодаря вниманию и постоянству, Zig Zag удалось создать одну из лучших вальцовочных машин на рынке. Если вы любите коптить большие стыки, то лучше всего приобрести зигзагообразный вальцегибочный станок, так как он скатывает стыки длиной до 100 мм и работает с одинарной шириной, 1 1/4, двойной шириной, 1 1/2 и Рулонная бумага размером 100 мм.
- Вальцегибочная машина Rizla: С помощью вальцегибочной машины Rizla получаются идеальные и сигареты, и дубинки. Вы можете использовать любой размер до 110 мм и ручку королевского размера, одинарную ширину, двойную ширину, 1 1/4, 1 1/2 и 84 мм. Кроме того, у этой машины есть ребристые фартуки, поэтому рулонная бумага не будет скользить, пока вы используете машину.
- Cone Artist Roller: Если вы хотите повысить уровень своей игры на прокатных машинах, попробуйте Cone Artist Roller. Это универсальный конический каток, наполнитель и шприц, позволяющий получить все это в быстрой и простой в использовании машине.
Есть много других станков для вальцовки швов, которые имеют больше функций, помогающих создавать более сложные затупления. Однако, если вы просто хотите, чтобы что-то получалось, пока вы учитесь катать собственные суставы, одна из перечисленных выше машин подойдет вам.
На что обращать внимание при производстве коммерческих сигарет
Люди курили сигареты сотни лет. Когда Колумб впервые пересек Атлантику, он заметил, что жители современной Кубы употребляют табак, и вскоре перевез это растение через океан в Европу.Эта форма курения распространилась по всему миру в течение следующих столетий.
Сегодня машина для производства сигарет позволяет производить и продавать их в больших количествах. Если вы хотите самостоятельно делать сигареты на продажу, вам понадобится машина для изготовления сигарет.
Коммерческая машина для скручивания или впрыска сигарет может произвести сотни сигарет за считанные минуты, что делает производство похожим на волшебство. Фактически, вы никогда не добьетесь успеха в производстве сигарет без машины.
В этом руководстве мы дадим вам все, что вам нужно знать о машине для изготовления сигарет – продолжайте читать, чтобы узнать больше!
Законы для машины для изготовления сигарет
Во-первых, и это наиболее важно, вам нужно знать, как оставаться в рамках закона при использовании машины для изготовления сигарет в бизнесе.
У некоторых табачных магазинов возникли проблемы с законом из-за продажи автоматов для скручивания сигарет людям, не имеющим надлежащих разрешений на их использование.
Прежде чем вы начнете использовать машину для изготовления сигарет, вам понадобится лицензия производителя сигарет.В противном случае вы сами попадете в беду за незаконные операции. Без этой лицензии вам разрешено изготавливать сигареты только для личного пользования, а эти машины производят слишком много сигарет для использования одним человеком.
Точные лицензионные требования будут зависеть от вашего штата. Однако обычно они включают подачу заявки и лицензионный сбор в соответствующие отделы. В некоторых штатах есть варианты, поэтому вы можете подать заявку онлайн или по почте.
Вам также может потребоваться разместить лицензию в соответствующих областях вашего бизнеса, чтобы оставаться законными.
История сигарет
Как мы перешли от перевозки табака через Атлантику к скручиванию сотен сигарет в минуту с помощью машины? Давайте кратко рассмотрим историю сигарет и курения.
До появления современных сигарет люди часто курили тростник или трубки ручной работы. Табак также можно завернуть в другие растения, чтобы его было легче курить.
Когда табак попал в Испанию, люди начали заворачивать его в кукурузу, а затем в бумагу, прежде чем курить.
Постепенно эти первые сигареты распространились по Европе и завоевали популярность. Название «сигарета» происходит от французского, но это слово прижилось в других частях Европы и стало основным английским термином.
По мере того, как сигареты становились все более популярными, производители старались добиться их прибыльности. Однако первая сигаретная машина на самом деле пришла из Мексики, где она была запатентована в 1847 году. Позже изобретатели усовершенствовали оригинальную конструкцию Хуана Непомучено Адорно, создав машины, которые выпускали дым еще быстрее.
Сигареты достигли пика своей популярности в 20 веке. По прошествии столетия все больше сообщений о проблемах со здоровьем, связанных с сигаретами, привело к снижению их популярности.
Однако тысячи людей по-прежнему любят курить, а в развивающихся странах сигареты становятся все более популярными. Это означает, что есть еще много причин инвестировать в сигаретный автомат.
Как работает коммерческая автоматическая машина для вальцовки сигарет
До появления этих машин каждую минуту можно было делать только пригоршню сигарет.Прокатные машины увеличили эти цифры: теперь сотни сигарет можно было производить каждую минуту с минимальным трудом человека.
Ранние конструкции сигаретных машин создавали одну длинную сигарету, которую затем разрезали на нужную длину. Позже дизайн был снова усовершенствован, чтобы производить отдельные сигареты, которые не нужно было разрезать.
Сегодня существует два основных типа машин для изготовления сигарет: инжекторные и роликовые.
Инъекционная машина берет пустую свернутую сигарету и вводит в нее табак, сжатый до нужной плотности.Таким образом получается ровная упаковка и аккуратный вид готового продукта.
Вальцовочные машины, с другой стороны, скручивают бумагу с табаком внутри сразу.
Что покупать: новую или подержанную машину?
Если вы надеетесь купить свою первую машину для изготовления сигарет, вам может быть интересно, подойдет ли вам новая или подержанная модель.
Несмотря на то, что вы можете потратить деньги на приобретение новой машины, они часто не окупаются. Сигаретные автоматы рассчитаны на длительный срок службы, поэтому вы можете получить такую же производительность, сэкономив при этом большие деньги, используя подержанную модель.
Создание собственной сигаретной компании
Как только у вас появится машина, вы готовы начать свою собственную успешную компанию по производству сигарет. Вот несколько советов, которые помогут вам добиться успеха.
1. Составление бизнес-плана
Все предприятия начинаются с отличного бизнес-плана – во всяком случае, все успешные.
Ваш план должен включать каждый этап вашего бизнеса от начала до конца. Подумайте, как вы будете платить за свою первоначальную машину для изготовления сигарет, будете ли вы нанимать сотрудников, и заполните все необходимые документы, прежде чем начать.
Перед тем, как двигаться вперед, убедитесь, что вы хорошо понимаете законы своего штата, чтобы не столкнуться с юридическими проблемами позже.
2. Создайте свой бренд
Решите, чем отличаются ваши сигареты, и используйте эту информацию для создания своего бренда. Возможно, вы захотите продавать и другие фирменные товары, например зажигалки или одежду.
3. План на будущее
По мере роста вам нужно будет научиться оставаться конкурентоспособным.
Изучите своих конкурентов и выясните, как вы можете выделиться.Не стесняйтесь общаться с другими предпринимателями, даже в различных областях, и выяснять, как им удалось добиться своих достижений.
Если вы по-прежнему сосредоточены на росте, внимательно следите за законами и выпускаете отличный продукт, ваша машина для изготовления сигарет принесет вам большой успех.
Ищете поставщика табака?
Получив машину для изготовления сигарет, вы не можете упустить один важный шаг: выясните, где взять табак.
Надежный поставщик также поможет вам добиться успеха в мире сигаретного бизнеса.Мы можем предоставить вам то, что вам нужно – узнайте больше о наших продуктах здесь!
Раскатка сустава вручную и машиной: пошаговое руководство
Учитывая, насколько любимы косяки среди курильщиков травки, на удивление мало кто знает, как скручивать их самостоятельно. Все мы бывали на этих вечеринках: кто-то травит, вы собираете бумаги в магазине, но никто не умеет катиться. Это похоже на то, что у вас есть все необходимое для еды, не зная рецепта; есть большой потенциал, но нет возможности его реализовать.
Тем не менее, ваши вечеринки недалеко от спасения, потому что скручивать косяк проще, чем вы думаете. Для этого не нужно много усилий, и это не займет много времени, если вы знаете шаги. Мы разберем все это в деталях, чтобы вы быстро и правильно поняли. Возможно, это будет не ваша первая попытка, но вскоре после этого.
ЧТО НЕОБХОДИМО ДЛЯ ОБРАБОТКИ СУСТАВА?
Как вы уже догадались, для скручивания сустава не нужно много инструментов. Ваш список покупок выглядит следующим образом:
• Сорняк: хотя вам понадобится больше шишек, чем вы бы использовали для миски, вам не нужно больше половины грамма травы для приличного сустава.Вы можете использовать больше (большие суставы – всегда весело), но не выходите за рамки своего бюджета. Обычно составляет от 0,5 до 1 грамма.
• Измельчитель: после того, как вы получили травку, вам нужно будет измельчить ее, чтобы можно было действительно коптить. Конечно, есть способы измельчения сорняков без измельчителя для трав, но мы думаем, что они значительно облегчают работу. Однако не переусердствуйте; один проход через кофемолку сделает свою работу.
• Бумага для скручивания: вы не можете просто использовать старую бумагу для скрутки, но вы можете найти бумагу для скрученных вручную сигарет в большинстве магазинов и на заправках.Также существуют специально изготовленные бумаги для суставов, часто сделанные из конопли, но не беспокойтесь, если эти варианты недоступны.
• Наконечники фильтра: в отличие от сигаретного фильтра, комбинированный фильтр представляет собой более толстый и меньший кусок бумаги, который сложен и свернут в маленький цилиндр. Также известный как костыль, он предназначен для удержания сустава и предотвращения попадания травы в рот при вдохе. К фильтрам прилагаются совместные бумажные пакеты, но вы можете сделать свои собственные из визиток или чего-то подобного.
КАКУЮ БУМАГУ СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ДЛЯ СВЕРЛЕНИЯ СОЕДИНЕНИЯ?
Мы только что кратко коснулись этого, но мы хотим глубже погрузиться в то, какой вид рулонной бумаги вы должны использовать для своего сустава.
Сейчас в большинстве магазинов основные варианты предназначены для ручной скрутки сигарет. В свернутом виде эти листы бумаги немного короче обычных сигарет, и полученные стыки лучше всего подходят для курения в одиночку. Соответственно, они известны как одиночные игры.
В некоторых магазинах также есть 1¼ или 1½ разновидности.Как следует из названия, они имеют ширину 1¼ и 1½ ширины сингла и обычно используются для суставов, которыми пользуются 2–3 человека. Эта дополнительная ширина также позволяет роликам формировать культовую форму конуса, которую многие ассоциируют с суставами.
Самые большие листы бумаги для суставов, которые вы сможете раскатывать самостоятельно, известны как разновидности king size и king slim. Сорт королевского размера лучше всего подходит для тех, кто хочет скатать полный грамм и разделить его с более чем тремя людьми. King slims может вместить такое же количество, но они дают вам меньше бумаги для работы, что делает ее немного сложнее.
Что касается размера, бумага также различается в зависимости от материала. В то время как большинство курильщиков будут сталкиваться только с обычной небеленой рулонной бумагой, высококачественная конопляная бумага, целлюлозная бумага и многое другое можно использовать для изменения вкуса, горения и общего качества прокатки.
КАК СДЕЛАТЬ Костыль
Если вам повезет, вы получите идеально скроенные и измеренные наконечники для фильтров в своей упаковке для бумаг. Однако если вы такой же, как большинство, вам придется использовать более толстый лист бумаги или, возможно, визитную карточку, чтобы сделать костыль.Однако будьте осторожны, чтобы не использовать бумагу с чернилами, так как это может стать опасностью, когда горячий дым согреет ее.
Как только все будет перед вами, отмерьте кусок толстой бумаги размером примерно 5 x 1,3 см, что примерно равно ширине и длине маленькой машинки для стрижки ногтей. Затем начните сгибать 1,3-сантиметровый конец внутрь себя небольшими приращениями, создавая узор молнии, если смотреть сбоку.
Когда у вас получится примерно четыре дюйма, плотно сверните эти складки в том же направлении, в котором вы их делали.В итоге должен получиться компактный цилиндр со складками, плотно прилегающими к середине. Как вы увидите, он разработан не только как физическая основа для соединения, но и как барьер, который пропускает дым, не оставляя мелких кусочков сорняков.
КАК НАКАТИТЬ СВОБОДНУЮ РУКОЯТКУ
Когда ваш костыль полностью сформирован, пора начинать раскатывать сустав! Как мы уже говорили, вы можете не понять это с первого раза, но вы не должны расстраиваться. С практикой движения рук и пальцев становятся проще.
НАПРАВЛЕНИЯ
С учетом сказанного, давайте разберемся с точными этапами, которые приводят к идеально скрученному стыку.
измельчите сорняки и подготовьте костыль
Вы, вероятно, уже сделали это, если зашли так далеко в руководстве, но убедитесь, что вы измельчили травку и сделаете костыль. Как только это будет сделано, вы можете взять один из своих документов и официально начать совместный процесс прокрутки.
РАЗМЕСТИТЕ КОСТЮМ НА КОНЦЕ СОЕДИНЕНИЯ
Чтобы начать сборку, поместите костыль на один конец сложенного шва бумаги так, чтобы клейкий конец был обращен прямо к вам.Неважно, какой конец шва вы выберете, но костыль должен находиться на той же стороне, что и ваша доминирующая рука.
Затем указательным и большим пальцами возьмитесь за костыль с внешней стороны бумаги, убедившись, что костыль плотно и плотно прилегает к нему.
После этого поверните большой палец вниз и на себя, в то время как указательный палец катится вверх и в сторону, останавливаясь, когда бумага и фундаментный костыль образует своего рода желоб. Как вы могли догадаться, в эту корыто вы положите измельченный цветок.
БРОСИТЬ ТОРГ В ОТКРЫТУЮ БУМАГУ
Начните бросать травку в корыто другой рукой, слегка прижимая ее указательным пальцем, чтобы убедиться, что она плотно набита и не переливается за края. Когда вы начнете прокладывать подушечки пальцами, он должен выглядеть как довольно однородный цилиндр.
ОБЛИНИТЕ БУМАГУ И ПОДГОТОВЬТЕСЬ К РУЧЕНИЮ
Так вот, вы, возможно, чувствовали себя вундеркиндом до этого момента, но здесь все становится сложно.
Удерживая костыль в руке, лизните липкий конец кончиком языка.Не мочите его слишком сильно, так как это нарушит целостность конструкции и вы не сможете катиться. Однако не стоит слишком сдерживаться, так как клей может вообще не подействовать. Если вы когда-нибудь вылизывали старомодный конверт, чтобы запечатать его, просто представьте себе стык как более хрупкую версию одного из них.
Как только это будет сделано, ваша следующая задача – закатать короткий край желоба на другой конец. Для этого нужно заправить бумагу на другую сторону и задействовать не только доминирующий большой и указательный пальцы, но и средний палец, а также пальцы другой руки.
Во-первых, слегка вставьте средний палец под костыль (за пределы бумаги, на случай, если это было неясно), чтобы он мог служить основой. Затем, пока ваш недоминантный большой и указательный пальцы нажимают на другую сторону короткого края желоба, начните вращать доминирующим большим пальцем вверх и в сторону, одновременно вращая доминирующим указательным пальцем вниз и к себе. При этом убедитесь, что вы все еще крепко держитесь за костыль.
Вы можете испортить эту часть пару раз, но в идеальном случае конец короткого конца желоба с опорой должен быть полностью заправлен в высокий конец, закрывая в результате сорняк.
РОЛИК СОЕДИНЕНИЯ
Не стоит слишком долго радоваться тому, что вы прибили эту ступеньку, так как теперь пора действительно скрутить сустав.
Убедившись, что костыль заправлен в бумагу и удерживается на месте пальцами, слегка заправьте остальную часть короткого конца желоба в длинный конец. Затем просто завершите это предыдущее движение доминирующим большим и указательным пальцами (большой палец перекатывается вверх и в сторону, указательный перекатывается вниз и вперед).
После того, как вы закончили цилиндр слегка конусообразной формы, не доминирующим указательным пальцем слегка постучите по облизанному липкому концу.Это запечатывает форму сустава, так что после этой точки пути назад уже не будет пути. Однако вам не следует этого делать, поскольку выполнение этого шага означает, что вы, по сути, свернули сустав!
Если вы обнаружите, что клей не действует после первого лизания, не беспокойтесь слишком сильно! Многие не говорят об этом, но лизание клея с другой стороны бумаги также может помочь этому подействовать! Видите ли, бумага настолько тонкая, что влага проходит сквозь клей и взаимодействует с ним. В свою очередь, вы можете сохранить некоторые суставы, которые многие сочли бы неисправными.
УПАКОВКА И ЗАПОЛНЕНИЕ
Итак, на этом этапе соединение прокатано, и самая сложная часть закончена, но вы еще не закончили. Однако теперь вам просто нужно упаковать скрученную травку и, возможно, положить еще, если бумага не заполнена.
Чтобы упаковать сорняк, который там находится, просто возьмитесь за открытый конец, закройте его пальцами и начните слегка встряхивать, позволяя ему свисать с кончика. Это заставит ваш измельченный сорняк осесть ближе ко дну, гарантируя, что повсюду не будет воздушных пространств или свободных участков.
Этот метод упаковки также служит испытанием для вашего костыля. Если он может выдержать тряску, он обязательно останется внутри, пока вы курите и разносите косяк.
После того, как сорняк упакован, вы можете добавить еще, пока он не заполнится, а затем повторить процесс упаковки. Как только ваш сустав будет набит и заполнен, закрутите открытый конец и закройте его. С этим у вас есть полностью свернутый и пригодный для курения косяк!
КАК НАКАТИТЬ СОЕДИНЕНИЕ НА ПРОКАТНОЙ МАШИНЕ
Каким бы увлекательным ни было скручивание сустава вручную, не у всех есть тонкая координация рук, необходимая для этого.Если вы попадете в этот лагерь, мы вас совсем не осуждаем, и мы все равно хотим убедиться, что вы сами умеете катать суставы! К счастью, есть специальные доступные устройства для упрощения процесса: прокатные станки.
НАПРАВЛЕНИЯ
Прокатные машинымаленькие, удобные и созданы для того, чтобы каждый мог получить удовольствие от плотно скрученного стыка. Однако они могут сбивать с толку, не зная направления, поэтому мы также хотим провести вас через машинную прокатку – шаг за шагом.
ОТКРОЙТЕ МАШИНА ДЛЯ ПРОКАТКИ И ДОБАВЬТЕ ПОДЪЕМНИК
Вам нужно будет ознакомиться с конкретными инструкциями, прилагаемыми к вашему прокатному станку, но популярные из них следуют общему механизму проектирования.В частности, вам нужно открыть машину, переместив ролики вверх и в их сторону. Это должно показать небольшое углубление.
Когда машина открыта, вставьте костыль в один конец, как если бы вы скручивали шарнир вручную.
ЗАПОЛНИТЕ ЧЕРНУ ТОРГАМИ
После того, как вы поставили костыль, следующим шагом будет заполнение поилки сорняком. Убедитесь, что он не перекинулся через костыль, поскольку в этом случае он не катится должным образом.
ЗАКРЫТЬ МАШИНУ И РОЛИК
Закройте машину с помощью того же механизма, который вы использовали для ее открытия, затем начните перекатывать: возьмитесь за машину большими и указательными пальцами и перекатите большими пальцами вниз, пока указательные пальцы закатываются.Это уплотнит сорняк в плотный цилиндр.
СКОЛЬЗИТЕСЬ НЕКЛЕЯЩИЙСЯ КОНЕЦ БУМАГИ В РЕЗКЕ
Затем, не открывая устройство, проденьте не липкий конец бумаги в щель. Он должен выглядеть так, как будто вы загрузили в пишущую машинку бумагу (погуглите, если вы не знаете, как это выглядит).
ПОДДЕРЖАНИЕ ПРОКАТКИ, ОБЛИЖКИ И ОТДЕЛКИ
Закрепив это на месте, продолжайте перекатывающее движение, которое вы делали ранее. Затем, когда клейкий конец приблизится к щели, слегка лизните по всему краю.Как только вы это сделаете, сделайте еще несколько полных перекатывающих движений, чтобы полностью закрыть соединение.
ОТКРЫТЬ РОЛИК
После этого вам остается только вынуть косяк! Откройте машину, как делали раньше, и вытащите плоды своего труда. Возможно, он не такой большой, как некоторые скрученные вручную суставы, но он приличный, он дымчатый, и вы его свернули!
ПЕРЕЙДИТЕ НА СЛЕДУЮЩИЙ УРОВЕНЬ
Мы уже говорили об этом раньше, но хотим подчеркнуть, что никто не делает идеальный или даже удачный сустав в первый раз.