Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток – 32 ампера, 220 вольт. Ток сварки – около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
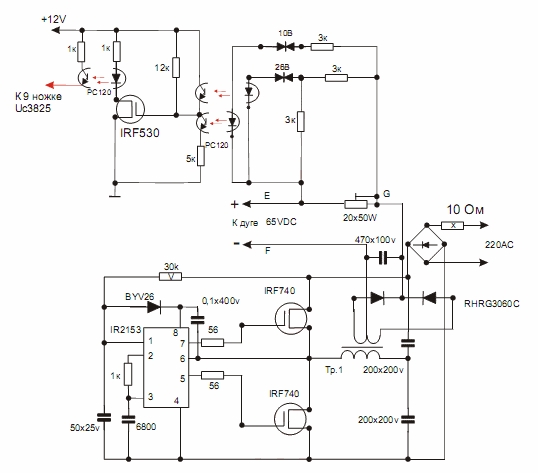
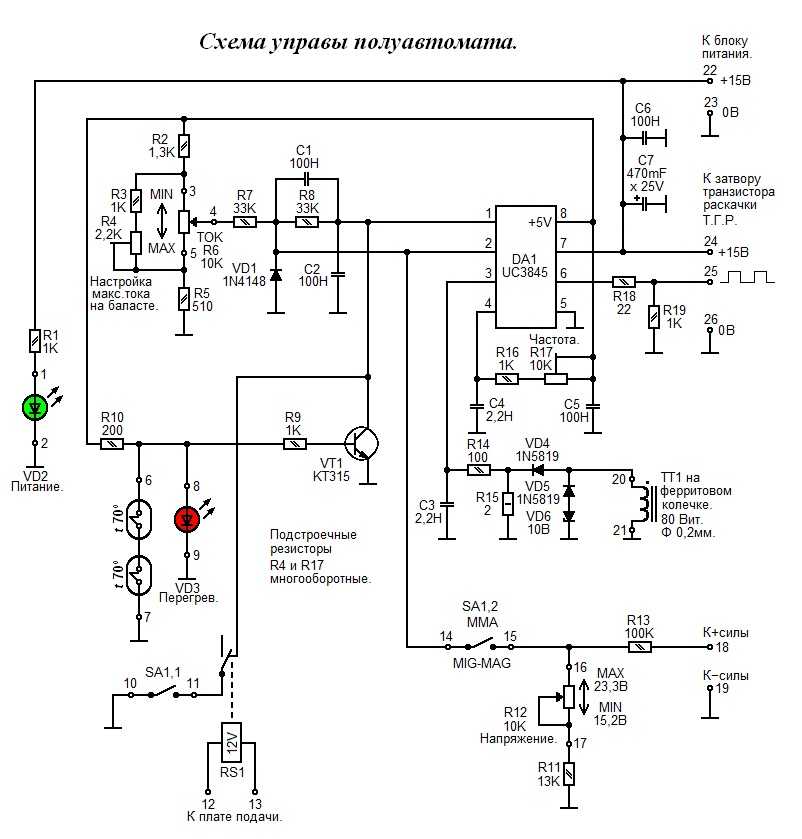
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 – схема сварочника. Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Частота – 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц – два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 – 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0. 3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.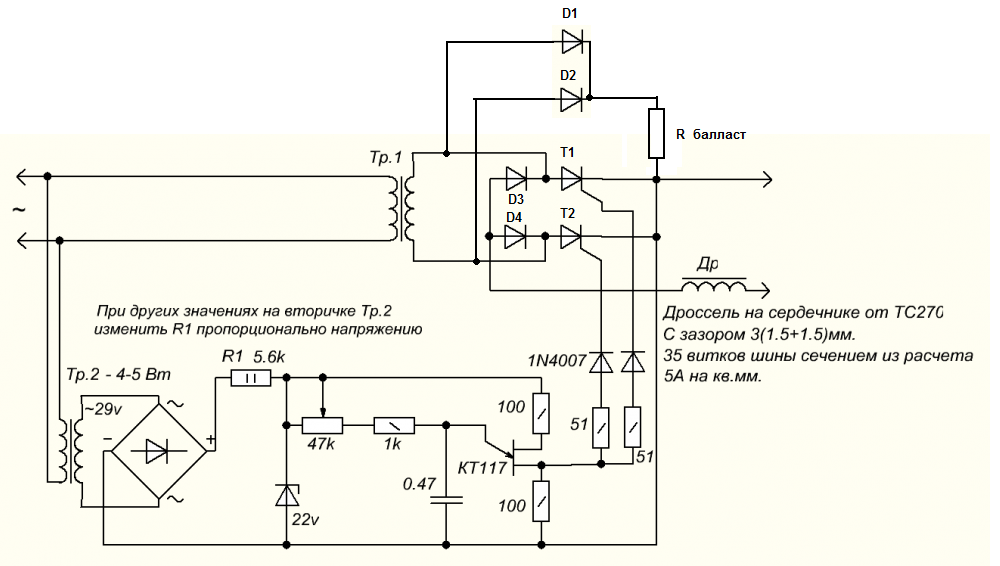 15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая – они глушат резонансные выбросы трансформатора
вторая – они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.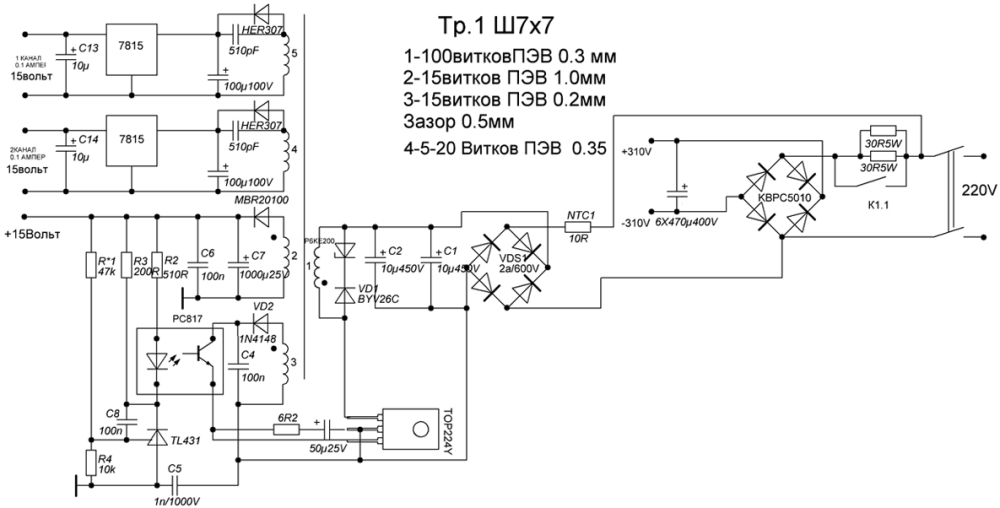
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть – убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра.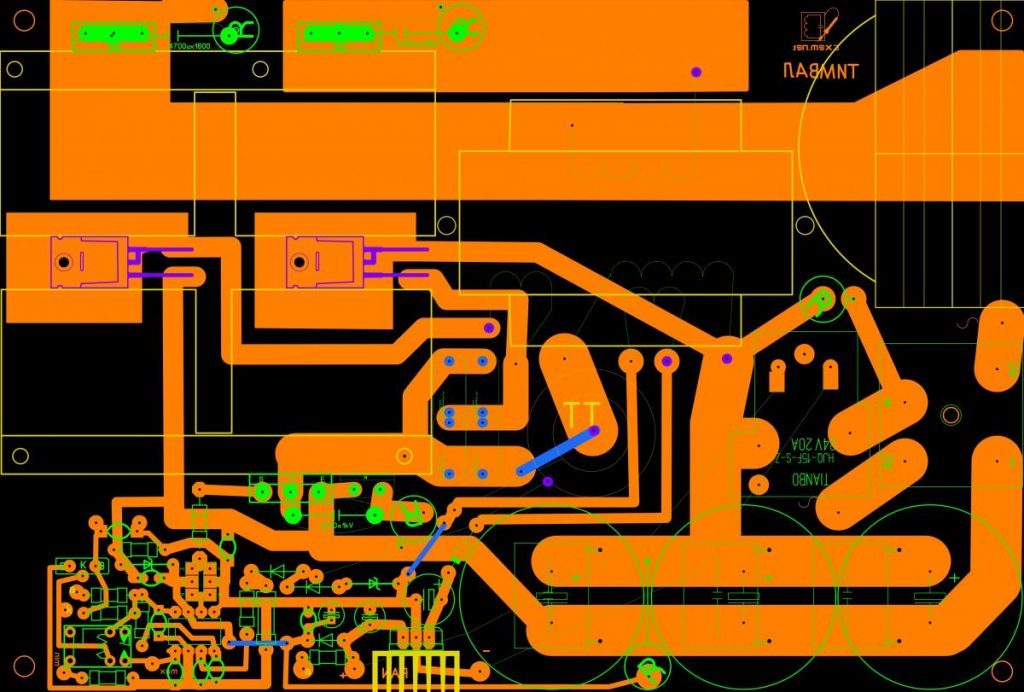 Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше – ширина больше, ток меньше – ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.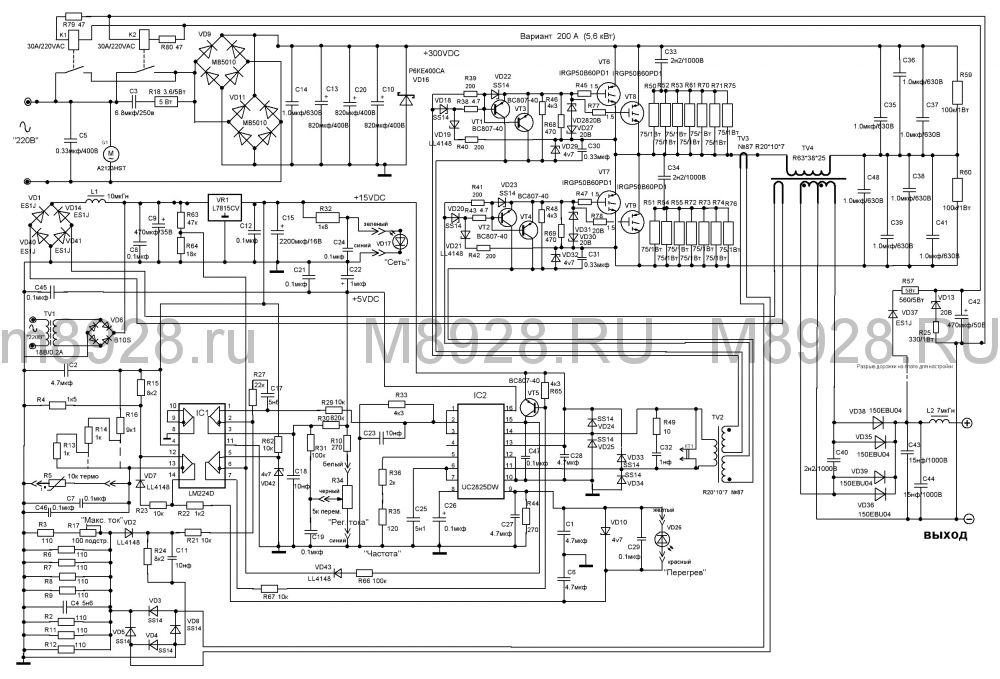
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | Поиск в магазине Отрон | В блокнот | |||
| AC/DC преобразователь | TOP224Y | 1 | Поиск в магазине Отрон | В блокнот | |||
| ИС источника опорного напряжения | TL431 | 1 | Поиск в магазине Отрон | В блокнот | |||
| Выпрямительный диод | BYV26C | 1 | Поиск в магазине Отрон | ||||
| Выпрямительный диод | HER307 | 2 | Поиск в магазине Отрон | В блокнот | |||
| Выпрямительный диод | 1N4148 | 1 | Поиск в магазине Отрон | В блокнот | |||
| Диод Шоттки | MBR20100CT | 1 | Поиск в магазине Отрон | В блокнот | |||
| Защитный диод | P6KE200A | 1 | Поиск в магазине Отрон | В блокнот | |||
| Диодный мост | KBPC3510 | 1 | Поиск в магазине Отрон | В блокнот | |||
| Оптопара | PC817 | 1 | Поиск в магазине Отрон | В блокнот | |||
| C1, C2 | Электролитический конденсатор | 10мкФ 450В | 2 | Поиск в магазине Отрон | В блокнот | ||
| Электролитический конденсатор | 100мкФ 100В | 2 | Поиск в магазине Отрон | В блокнот | |||
| Электролитический конденсатор | 470мкФ 400В | 6 | Поиск в магазине Отрон | В блокнот | |||
| Электролитический конденсатор | 50мкФ 25В | 1 | Поиск в магазине Отрон | В блокнот | |||
| C4, C6, C8 | Конденсатор | 0. 1мкФ 1мкФ | 3 | Поиск в магазине Отрон | В блокнот | ||
| C5 | Конденсатор | 1нФ 1000В | 1 | Поиск в магазине Отрон | В блокнот | ||
| С7 | Электролитический конденсатор | 1000мкФ 25В | 1 | Поиск в магазине Отрон | В блокнот | ||
| Конденсатор | 510 пФ | 2 | Поиск в магазине Отрон | В блокнот | |||
| C13, C14 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в магазине Отрон | В блокнот | ||
| VDS1 | Диодный мост | 600В 2А | 1 | Поиск в магазине Отрон | В блокнот | ||
| NTC1 | Терморезистор | 10 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R1 | Резистор | 47 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| R2 | Резистор | 510 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R3 | Резистор | 200 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R4 | Резистор | 1 | Поиск в магазине Отрон | В блокнот | |||
| Резистор | 6. | 1 | Поиск в магазине Отрон | В блокнот | |||
| Резистор | 30Ом 5Вт | 2 | Поиск в магазине Отрон | В блокнот | |||
| Сварочный инвертор | |||||||
| ШИМ контроллер | UC3845 | 1 | Поиск в магазине Отрон | В блокнот | |||
| VT1 | MOSFET-транзистор | IRF120 | 1 | Поиск в магазине Отрон | В блокнот | ||
| VD1 | Выпрямительный диод | 1N4148 | 1 | Поиск в магазине Отрон | В блокнот | ||
| VD2, VD3 | Диод Шоттки | 1N5819 | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD4 | Стабилитрон | 1N4739A | 1 | 9В | Поиск в магазине Отрон | В блокнот | |
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Поиск в магазине Отрон | В блокнот | |
| VD8 | Диодный мост | KBPC3510 | 2 | Поиск в магазине Отрон | В блокнот | ||
| C1 | Конденсатор | 22 нФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C2, C4, C8 | Конденсатор | 0. 1 мкФ 1 мкФ | 3 | Поиск в магазине Отрон | В блокнот | ||
| C3 | Конденсатор | 4.7 нФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C5 | Конденсатор | 2.2 нФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C6 | Электролитический конденсатор | 22 мкФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C7 | Электролитический конденсатор | 200 мкФ | 1 | Поиск в магазине Отрон | В блокнот | ||
| C9-C12 | Электролитический конденсатор | 3000мкФ 400В | 4 | Поиск в магазине Отрон | В блокнот | ||
| R1, R2 | Резистор | 33 кОм | 2 | Поиск в магазине Отрон | В блокнот | ||
| R4 | Резистор | 510 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R5 | Резистор | 1. | 1 | Поиск в магазине Отрон | В блокнот | ||
| R7 | Резистор | 150 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| R8 | Резистор | 1Ом 1Ватт | 1 | Поиск в магазине Отрон | В блокнот | ||
| R9 | Резистор | 2 МОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| R10 | Резистор | 1.5 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| R11 | Резистор | 25Ом 40Ватт | 1 | Поиск в магазине Отрон | В блокнот | ||
| R3 | Подстроечный резистор | 2. 2 кОм 2 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| Подстроечный резистор | 10 кОм | 1 | Поиск в магазине Отрон | В блокнот | |||
| K1 | Реле | 12В 40А | 1 | Поиск в магазине Отрон | В блокнот | ||
| K2 | Реле | РЭС-49 | 1 | Поиск в магазине Отрон | В блокнот | ||
| Q6-Q11 | IGBT-транзистор | IRG4PC50W | 6 | Поиск в магазине Отрон | В блокнот | ||
| MOSFET-транзистор | IRF5305 | 8 | Поиск в магазине Отрон | В блокнот | |||
| D2, D3 | Диод Шоттки | 1N5819 | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD17, VD18 | Выпрямительный диод | VS-HFA30PA60CPBF | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD19-VD22 | Выпрямительный диод | VS-150EBU02 | 4 | Поиск в магазине Отрон | В блокнот | ||
| VD31, VD32 | Выпрямительный диод | VS-HFA25PB60PBF | 2 | Поиск в магазине Отрон | В блокнот | ||
| VD36-VD41 | Стабилитрон | 1N4744A | 12 | Поиск в магазине Отрон | В блокнот | ||
| Оптопара | HCPL-3120 | 2 | Поиск в магазине Отрон | В блокнот | |||
| C13, C21 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в магазине Отрон | В блокнот | ||
| C15-C18 | Конденсатор | 6. 8 нФ 8 нФ | 4 | К78-2 или СВВ-81 | Поиск в магазине Отрон | В блокнот | |
| C20, C22 | Электролитический конденсатор | 47мкФ 25В | 2 | Поиск в магазине Отрон | В блокнот | ||
| L2 | Катушка индуктивности | 35 мкГн | 1 | Поиск в магазине Отрон | В блокнот | ||
| R12, R13, R50, R54 | Резистор | 1 кОм | 4 | Поиск в магазине Отрон | В блокнот | ||
| R14, R15 | Резистор | 1.5 кОм | 2 | Поиск в магазине Отрон | В блокнот | ||
| R17, R51 | Резистор | 10 Ом | 2 | Поиск в магазине Отрон | В блокнот | ||
| R24, R25 | Резистор | 30Ом 20Ватт | 2 | Поиск в магазине Отрон | В блокнот | ||
| R26 | Резистор | 2. | 1 | Поиск в магазине Отрон | В блокнот | ||
| R27, R28 | Резистор | 5Ом 5Ватт | 2 | Поиск в магазине Отрон | В блокнот | ||
| R36, R46-R48, R52, R42-R44 | Резистор | 5 Ом | 8 | Поиск в магазине Отрон | В блокнот | ||
| R45, R53 | Резистор | 1.5 Ом | 2 | Поиск в магазине Отрон | В блокнот | ||
| Добавить все | |||||||
 2 Ом
2 Ом
 2 кОм
2 кОмСкачать список элементов (PDF)
Теги:
- Sprint-Layout
- Сварка
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
- Что понадобится для сборки инвертора
- Создание блока питания
- Сборка силового блока
- Инверторный блок
- Охлаждение
- Сборка конструкции
- Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.


При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение – 220 В;
- сила тока на входе – 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра.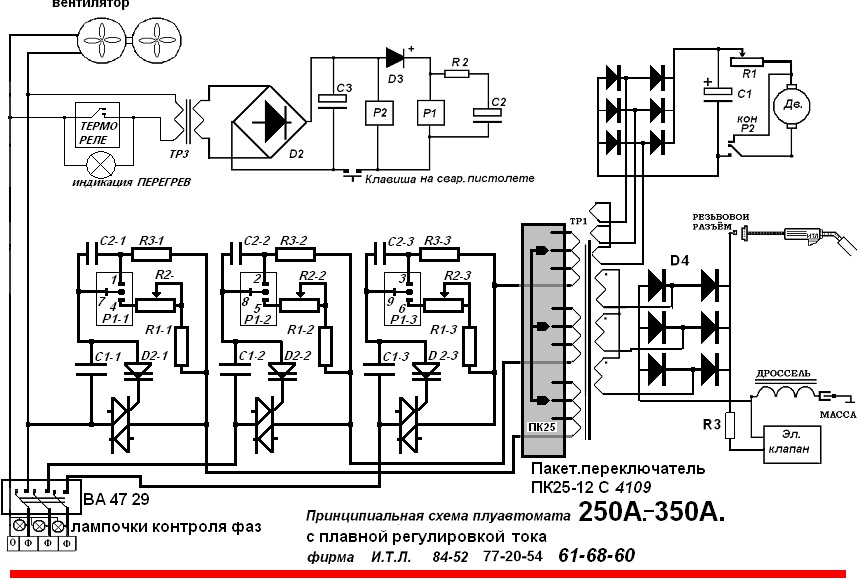 Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.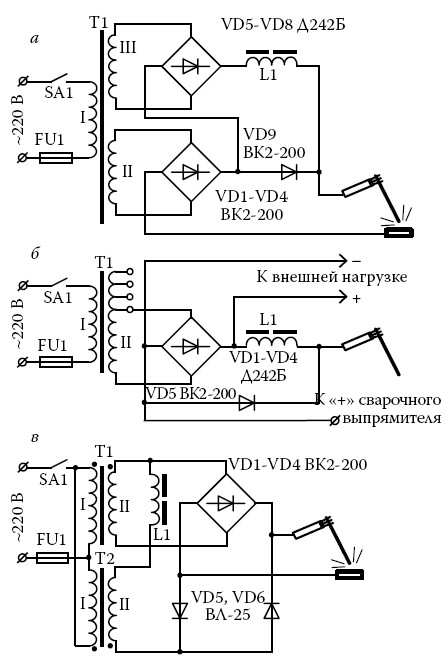
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Лучший сварщик для домашней мастерской 2023
Нет ничего более приятного, чем иметь собственную домашнюю мастерскую и иметь возможность заниматься своими руками или ремонтом дома. Те из нас, у кого есть желание что-то строить, чинить, создавать и ремонтировать, представляют собой редкую породу людей, которые больше всего на свете любят проводить дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварочного аппарата под рукой открывает совершенно новое поле для творчества. В этой статье мы обсудим, какой сварочный аппарат лучше всего подходит для проектов «сделай сам» и домашнего обслуживания.
Часто мы обнаруживаем, что хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварочного аппарата под рукой открывает совершенно новое поле для творчества. В этой статье мы обсудим, какой сварочный аппарат лучше всего подходит для проектов «сделай сам» и домашнего обслуживания.
Contents
The Best Welder For Diy
This is a common question and the bottom Это зависит от того, какие проекты DIY вы, вероятно, будете делать. Домашние мастера — это способные и творческие люди, которые могут приложить свои руки практически ко всему, поэтому лучший сварочный аппарат для DIY — это тот, который подходит для интересующего вас типа DIY.
- Универсальная мастерская своими руками . Это может охватывать изготовление стальной мебели, металлических каркасов, кронштейнов, легких металлоконструкций, прицепов, кемперов, верстаков, предметов искусства, а также ремонт или реконструкцию кузова. Здесь вам лучше всего подойдет многоцелевой сварочный аппарат , который может выполнять как минимум сварку MIG и сварку стержнем на одном аппарате. Для тех, кому требуются более точные и точные сварные швы, функция сварки TIG является бонусом.
- Самостоятельная сварка на открытом воздухе . Тем, кто хочет выполнять сварку снаружи на крупных объектах и ремонтных работах, лучше всего подойдет аппарат для сварки электродом или сварочный аппарат с подачей проволоки с флюсовой проволокой . Дуговая сварка под флюсом может стать отличной альтернативой стандартной сварке MIG. Сварка MIG требует газовой защиты, а для использования на открытом воздухе в ветреную погоду они бесперспективны.
- Общие проекты мастерских «сделай сам» хорошо сочетаются с автономным сварочным аппаратом MIG . Один из них был бы моим первым выбором в качестве сварщика общего назначения. Вы можете сваривать практически все металлы, включая нержавеющую сталь и алюминий. Их также можно использовать на открытом воздухе при использовании безгазовой порошковой проволоки.
- В специализированной сварке у некоторых домашних мастеров возникает потребность в выполнении высококачественных сварных швов. Это могут быть произведения искусства, скульптура, велосипедные рамы и кузовной ремонт. Здесь сварка TIG имеет наилучшую отделку сварных швов среди всех других типов сварки. Использование сварочного аппарата TIG требует большего мастерства, однако готовые сварные швы TIG получаются небольшими, аккуратными и прочными.
 Здесь вам лучше всего подойдет многоцелевой сварочный аппарат , который может выполнять как минимум сварку MIG и сварку стержнем на одном аппарате. Для тех, кому требуются более точные и точные сварные швы, функция сварки TIG является бонусом.
Здесь вам лучше всего подойдет многоцелевой сварочный аппарат , который может выполнять как минимум сварку MIG и сварку стержнем на одном аппарате. Для тех, кому требуются более точные и точные сварные швы, функция сварки TIG является бонусом. Вы можете сваривать практически все металлы, включая нержавеющую сталь и алюминий. Их также можно использовать на открытом воздухе при использовании безгазовой порошковой проволоки.
Вы можете сваривать практически все металлы, включая нержавеющую сталь и алюминий. Их также можно использовать на открытом воздухе при использовании безгазовой порошковой проволоки.Краткое руководство по лучшему сварочному аппарату для самостоятельной работы
Наличие сварщика в мастерской — это одно, но какой сварочный аппарат лучше всего подходит для проектов «сделай сам»? Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим четыре распространенных типа сварочных аппаратов для DIY, сварочные аппараты Mig, сварочные аппараты TIG, сварочные аппараты с подачей проволоки и базовый сварочный аппарат Stick.
| Предварительный просмотр | Продукт | Цена | |
|---|---|---|---|
| Хобарт 500572 Обработчик 100 | $279,99 | Купить на Амазоне | |
| Сварочный аппарат Forney Easy Weld 261, 140 FC-i, 120 В, зеленый | 252,19 $ | Купить на Амазоне | |
Инвертор Weldpro 155 Amp MIG/дуговой сварочный аппарат с двойным напряжением 240V/120V сварочный аппарат, шпульный пистолет. .. .. | $399,64 | Купить на Амазоне | |
| YESWELDER Stick Welder, 125Amp Hot Start ARC Welder, IGBT Inverter MMA Welder, 110/220V… | 99,99 $ | Купить на Амазоне |
Сварочные аппараты и их применение
Сварочный аппарат – это ваш основной и оригинальный сварочный аппарат. Используемые в течение десятилетий, эти машины были строителями промышленности. Первый аппарат для сварки электродами был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года. Новое поколение сварочных аппаратов для дуговой сварки – компактное, портативное и мощное. Часто они способны выполнять не только дуговую сварку, но и сварку TIG, а также совмещать сварку TIG и электродуговую сварку в одном аппарате.
Часто они способны выполнять не только дуговую сварку, но и сварку TIG, а также совмещать сварку TIG и электродуговую сварку в одном аппарате.
Сварочные аппараты для стержневой сварки обычно используются в строительстве и ремонтных работах, особенно в областях специализированной сварки, таких как сварка труб и подводная сварка. В то время как парень или девушка, занимающиеся домашним хозяйством, могут использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Применение сварки электродами
По сравнению с другими процессами сварка электродами имеет ряд уникальных преимуществ. Сварочный аппарат использует покрытые флюсом электроды для соединения двух металлических деталей. Для сварки мягкой стали общего назначения существуют стандартные типы электродов, которые считаются универсальными и могут использоваться в различных областях. Включая трубы из мягкой стали, уголки, плоские стержни, пластины и полые профили. Самодельные сварочные аппараты малой и средней мощности могут сваривать детали толщиной от 1/8 дюйма (3 мм) до 1/2 дюйма (12 мм)
Сварка стержнем может использоваться как для оцинкованной стали, так и для мягкой стали.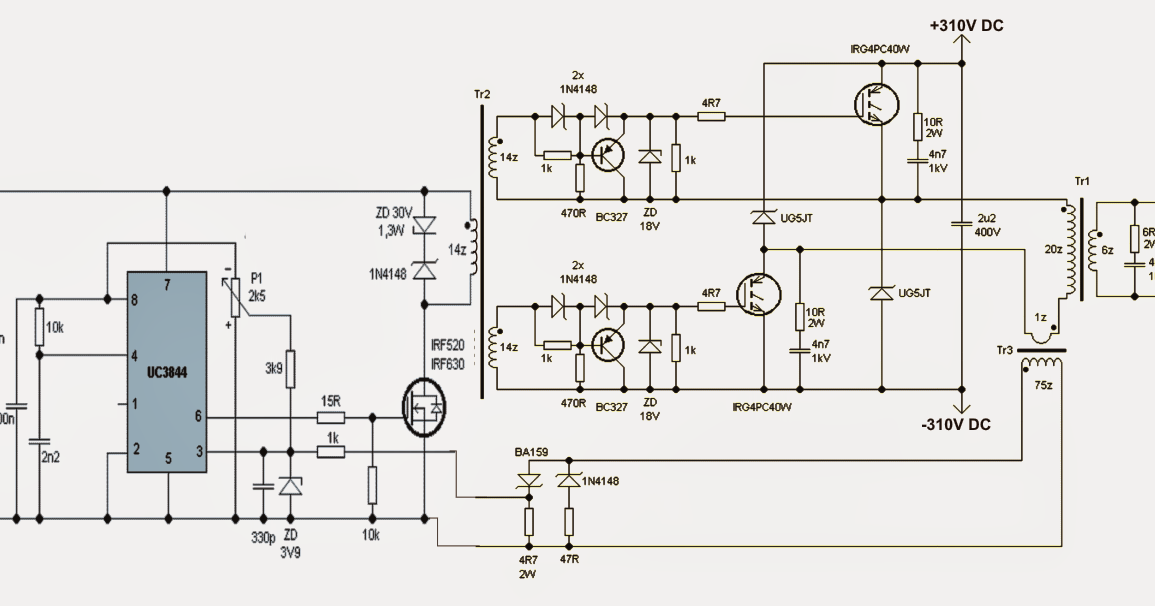 Толщина стали, которую можно сварить с помощью сварочного аппарата, зависит от мощности и силы тока сварочного аппарата. Как правило, используйте меньшую силу тока для тонких металлов и большую силу тока для более толстых металлов.
Толщина стали, которую можно сварить с помощью сварочного аппарата, зависит от мощности и силы тока сварочного аппарата. Как правило, используйте меньшую силу тока для тонких металлов и большую силу тока для более толстых металлов.
Таблица силы тока для электродуговой сварки
Сколько ампер необходимо для сварки малоуглеродистой стали разной толщины с помощью электродуховной сварки?
Преимущества сварки электродом
- Очень портативный , Новые машины, такие как 140 Forney Easy Weld, чрезвычайно легкие . При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ. Многие из этих новых сварочных аппаратов также имеют функцию сварки TIG.
- Дуговые сварщики не привередливы, когда дело доходит до состояния свариваемого металла, и будут сваривать грязные материалы, хотя некоторые попытки удалить отслаивающиеся материалы, краску или ржавчину должны быть предприняты. Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.
- Электросварочный аппарат без защитного газа можно использовать в любую погоду .
- Цена. Большинство дуговых сварочных аппаратов, используемых для DIY, очень доступны по цене . Сварочный аппарат на 140 ампер можно купить менее чем за двести долларов. Другим фактором экономии является то, что дополнительный защитный газ, используемый на таких машинах, как сварочный аппарат MIG, не требуется.
- Идеально подходит для трубопроводов, особенно для сварки труб во всех положениях.
- Базовая дуговая сварка может быть изучена за относительно короткое время при хорошем обучении. (на U-tube есть много видео о дуговой сварке)
 Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.
Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.Недостатки дуговой/стержневой сварки
- Может потребоваться более тщательная очистка, чем при сварке MIG, удаление шлаковых отложений или шлифовка, когда требуется несколько проходов сварки. Это также зависит от типа используемого электрода.
- Очень тонкая сталь и листовой металл, трудно свариваемые
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности. Они медленны в использовании, так как вы постоянно меняете электроды.
- Не умеет сваривать алюминий.
- Для высококачественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и обучения.
 Это также зависит от типа используемого электрода.
Это также зависит от типа используемого электрода.Какие сварочные аппараты лучше всего подходят для DIY
YESWELDER ARC Welder 205Amp Цифровой инвертор IGBT…
Распродажа
Электрический сварочный аппарат Miller, серия Thunderbolt,…
Lincoln Electric K2278-1 Handy Core
Forney Easy Weld 298 Arc Welder 100ST, 120 В,…
- Forney Easy Weld
- Хобарт Хэндлер
- Линкольн Электрик
- Сварщик
- Миллер
Сварочные аппараты Mig — лучший сварочный аппарат для самостоятельной работы
Лучший сварочный аппарат для самостоятельного выполнения работ Сварка MIG, предназначенная для общего ремонта своими руками и ремонта дома, будет наиболее универсальным из всех трех типов и для большинства будет лучшим сварочным аппаратом для самостоятельной работы.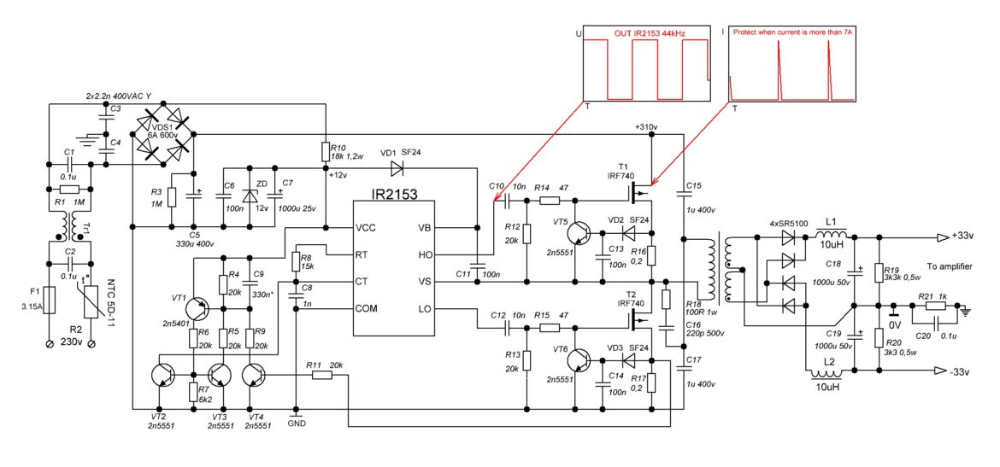 Эти сварочные аппараты работают с непрерывной подачей проволоки, которая является присадочной проволокой к месту дуги. Сварочный аппарат MIG имеет внутри катушку с проволокой, которую можно приобрести с различными размерами катушек и толщиной проволоки. Эти катушки с проволокой изготавливаются из мягкой стали, алюминия, нержавеющей стали и проволоки с флюсовой сердцевиной для дуговой сварки мягкой стали без использования защитного газа.
Эти сварочные аппараты работают с непрерывной подачей проволоки, которая является присадочной проволокой к месту дуги. Сварочный аппарат MIG имеет внутри катушку с проволокой, которую можно приобрести с различными размерами катушек и толщиной проволоки. Эти катушки с проволокой изготавливаются из мягкой стали, алюминия, нержавеющей стали и проволоки с флюсовой сердцевиной для дуговой сварки мягкой стали без использования защитного газа.
Сварочные аппараты MIG имеют регулятор скорости подачи проволоки, который можно использовать в сочетании с настройкой мощности для сварки металла или алюминия различной толщины.
Однако в некоторых случаях они требуют использования защитного газа. Это может ограничивать мобильность, но при сварке низкоуглеродистой стали это можно обойти.
Защитный газ требуется для сварочных аппаратов Mig, если вы собираетесь сваривать мягкую сталь, нержавеющую сталь и алюминий. Существует еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной.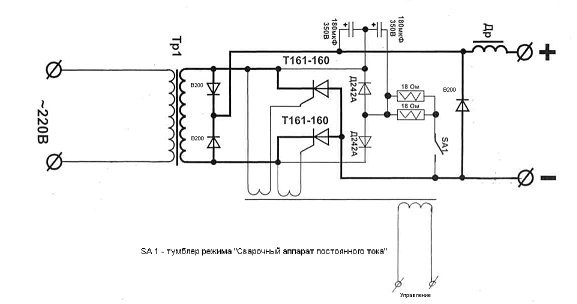 Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов MIG для домашних мастеров
Преимущества сварочных аппаратов Mig для домашних мастеров
- Выгодная цена для аппаратов хорошего качества
- Отличные сварщики-любители
- Современные сварочные аппараты Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность
- Сварка MIG будет самым простым из всех видов сварки для изучения
- Можно сваривать намного быстрее, чем с помощью дуговой или аргонодуговой сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели
- Сварные швы имеют хорошую отделку, чистоту и отсутствие шлака. (флюсовая проволока может образовывать небольшое количество шлака и может потребовать некоторой очистки проволочной щеткой или шлифованием)
- Одна машина может сваривать мягкую сталь, алюминий и нержавеющую сталь с использованием порошковой проволоки.
- Сварку флюсовой проволокой можно выполнять на открытом воздухе при ветреной погоде
Недостатки сварочных аппаратов Mig
- Требуется защитный газ, если только не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдуть защитный газ
- Баллоны с защитным газом могут быть тяжелыми и требуют подключения кабелей. Лучше всего использовать сварочную тележку для переноски как сварочного аппарата Mig, так и газовых баллонов.
- Лучше всего использовать для более тонких металлов. В зависимости от мощности вашей машины. Например, чтобы сварить 2-дюймовую пластину, требуется сварочный аппарат мощностью не менее 500 ампер.
- Требует большей подготовки, чем при сварке электродом, область сварки должна быть очищена от грязи, ржавчины или краски.
Лучший бюджетный сварочный аппарат MIG
На рынке представлено множество недорогих сварочных аппаратов MIG. Некоторые из них имеют хорошую стоимость и получают положительные отзывы сварщиков MIG, однако некоторые являются мусором и не могут быть легко обслужены или возвращены. Лучшим бюджетным сварочным аппаратом MIG для меня будет тот, у которого есть хотя бы какое-то обслуживание, доступное в округе, в котором вы живете. В США есть несколько компаний, которые имеют недорогие сварочные аппараты MIG и хорошее обслуживание. К ним относятся Hobart, Lincoln Electric, сварка Yes, сварка Forney, Everlast, Esab и сварка Miller 9.0003
Некоторые из них имеют хорошую стоимость и получают положительные отзывы сварщиков MIG, однако некоторые являются мусором и не могут быть легко обслужены или возвращены. Лучшим бюджетным сварочным аппаратом MIG для меня будет тот, у которого есть хотя бы какое-то обслуживание, доступное в округе, в котором вы живете. В США есть несколько компаний, которые имеют недорогие сварочные аппараты MIG и хорошее обслуживание. К ним относятся Hobart, Lincoln Electric, сварка Yes, сварка Forney, Everlast, Esab и сварка Miller 9.0003
Сварочные аппараты TIG, преимущества и недостатки
Сварочные аппараты TIG — это прецизионные машины. Вероятно, это не лучший сварочный аппарат для самостоятельной работы, но если вы занимаетесь точной работой, вам стоит подумать об этом. Обычно используется для промышленности и производства в таких отраслях, как пищевое и спортивное оборудование. Рама вашего велосипеда, скорее всего, сварена методом TIG.
Высокоточные сварные швы, выполненные с помощью сварочного аппарата TIG, практически не требуют очистки. Сварные швы чистые и чистые, так как в процессе сварки не используется флюс.
Сварные швы чистые и чистые, так как в процессе сварки не используется флюс.
Сварка TIG представляет собой электрическую версию газовой сварки в ее простейшей форме, при которой основные металлы нагреваются до точки плавления, а для завершения сварки вводится присадочный стержень из того же материала.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и хрупкими
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные высококачественные сварные швы
- Нагрев, подаваемый на сварной шов, можно контролировать с помощью педали управления
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Процесс сварки требует определенных навыков
- Не подходит для сварки более толстых сталей
Какой тип сварки лучше всего подходит для домашнего использования
Для тех, кому нужен универсальный сварочный аппарат общего назначения, лучше всего подойдет сварочный аппарат Mig.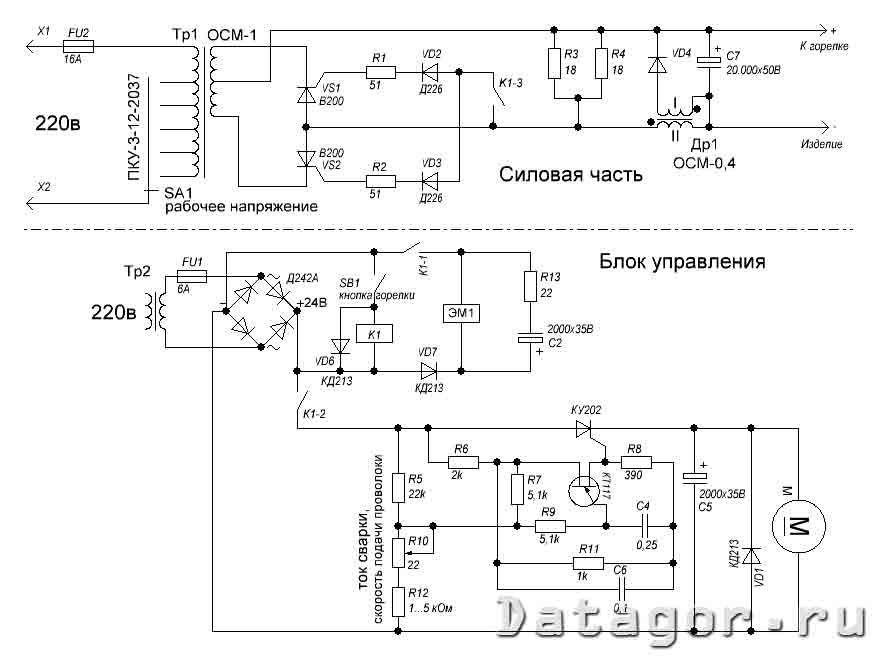
Если вы просто свариваете более тяжелые стальные профили, такие как конструкционные прямоугольные и толстые листы толщиной около 1/4 дюйма, вам может понадобиться сварочный аппарат. Ручные сварщики – более дешевый вариант, и с практикой их можно легко освоить.
Какой сварочный аппарат лучше всего подходит для начинающих
Лучшим сварочным аппаратом для начинающих, безусловно, является сварочный аппарат MIG. Легко учиться и легко использовать. Варианты покупки включают
- Стандартный сварочный аппарат MIG, который может сваривать мягкую сталь, нержавеющую сталь и, возможно, алюминий, если позволяет бюджет.
- Автономный сварочный аппарат FCI (только для порошковой проволоки) с подачей проволоки. Они работают так же, как MIG, но не требуют газового баллона. Сварщики с флюсовой проволокой обычно сваривают только мягкую сталь.
- В начале работы ищите сварочный аппарат MIG с номинальной мощностью (измеряемой в амперах) от 100 до 250. Чем выше значение силы тока на сварочных аппаратах MIG или любом другом сварочном аппарате, тем больше мощность и тем толще материал, который вы можете сварить. сварка. Ориентировочно, 100-амперный сварщик будет сваривать стальной лист толщиной примерно до 3/16 или 4,8 мм.
- Лучшим сварочным аппаратом MIG здесь будет Hobart Handler 100 или Hobart Handler 140
 сварка. Ориентировочно, 100-амперный сварщик будет сваривать стальной лист толщиной примерно до 3/16 или 4,8 мм.
сварка. Ориентировочно, 100-амперный сварщик будет сваривать стальной лист толщиной примерно до 3/16 или 4,8 мм.Самодельный сварочный аппарат Заключение
Суть в том, что сварочные аппараты Mig будут лучшими сварочными аппаратами для самостоятельной работы для большинства людей. Это означает, что они являются наиболее универсальными и справятся практически со всем. Излишне говорить, что следующим лучшим вариантом является дуговой сварщик. Они больше подходят для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон занимается сваркой стали, распилом древесины и созданием крутых вещей на протяжении тысячелетий. Его блог Habitatdiy.com посвящен самоделкам и творчеству, потому что вы можете.
инверторный, точечный, от микроволновки и другие
Сварочный аппарат является достаточно популярным устройством как среди профессионалов, так и среди домашних мастеров. А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
А вот для бытового использования порой нет смысла покупать дорогой агрегат, так как он будет использоваться в редких случаях, например, если нужно заварить трубу или поставить забор. Поэтому разумнее будет сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Основной частью любого сварочного аппарата, работающего по принципу электродуговой сварки, является трансформатор. Эту деталь можно снять со старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатор нуждается в небольшой доработке. Существует несколько способов изготовления сварочного аппарата, который может быть как самым простым, так и более сложным, требующим знаний в области электроники.
Содержимое
- 1 Аппарат для микроволновой сварки
- 2 Сварочный аппарат переменного тока
- 3 DC Блок
- 4 Инвертор от компьютерного источника питания
- 5 Электродвигательный сварщик
- 5. 1 Подготовка к работе
- 5.2. мини-сварочный аппарат, вам понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку легко найти у друзей, знакомых, соседей и т.д. Главное, чтобы она имела мощность в пределах 650-800 Вт, и в ней был исправен трансформатор. Если у плиты более мощный трансформатор, то и устройство получится с более высокими показателями тока.
Итак, трансформатор, взятый из микроволновки, имеет 2 обмотки: первичную (первичную) и вторичную (вторичную).
Вторичная имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, его необходимо снять и заменить проводником с большей площадью сечения. Чтобы извлечь эту обмотку из трансформатора, ее необходимо разрезать с обеих сторон детали ножовкой.
Делать это нужно очень осторожно, чтобы случайно не задеть первичную обмотку пилой.
Когда катушка будет вырублена, ее остатки нужно будет удалить из магнитопровода.
Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.Далее при помощи дрели или зубила выбить остатки обмотки.
Проделайте то же самое с другим трансформатором. В итоге у вас получится 2 детали, которые имеют первичную обмотку на 220 В.
Важно! Не забудьте снять токовые шунты (показаны стрелками на фото ниже). Этот процент увеличит мощность устройства на 30%.
Для изготовления вторички потребуется приобрести 11-12 метров проволоки. Он должен быть многопроволочным и иметь сечение не менее 6 квадратов .
Чтобы сделать сварочный аппарат, на каждый трансформатор потребуется намотать 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно намотать оба трансформатора одним проводом или по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку нужно делать очень плотной, чтобы провода не болтались.
Далее первичные обмотки нужно соединить параллельно. Для соединения деталей между собой их можно прикрутить к небольшому бруску деревянной доски.
Если измерить напряжение на вторичной обмотке трансформатора, то в этом случае оно будет равно 31-32 В.
Этот самодельный сварочный аппарат легко сварит металл толщиной 2 мм электродами диаметром 2,5 мм.
Следует помнить, что приготовление пищи таким самодельным устройством должно быть с перерывами на отдых, так как его обмотки сильно нагреваются. В среднем после каждого использованного электрода прибор должен охлаждаться в течение 20-30 минут.
Тонкий металл с агрегатом из микроволновки не подойдет, так как порежет. Для регулировки тока к сварочному аппарату можно подключить балластный резистор или дроссель. Роль резистора может выполнять отрезок стального провода определенной длины (подбирается экспериментально), который подключается к низковольтной обмотке.
Сварочный аппарат переменного тока
Это наиболее распространенный тип аппарата для сварки металлов. Его легко сделать в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток устройства большая масса понижающего трансформатора , который является основой блока.
Для домашнего использования достаточно, чтобы устройство выдавало напряжение 60 В и могло обеспечить ток 120-160 А. Поэтому для первичной которая подключена к бытовой сети 220 В, понадобится провод сечением от 3 мм 2 до 4 мм 2 . Но идеальный вариант – проводник сечением 7 мм. 2 . При таком сечении перепады напряжения и возможные дополнительные нагрузки на устройство будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий диаметр 3 мм. Если взять алюминиевую жилу, расчетное сечение меди умножается на коэффициент 1,6. Для вторички потребуется медная шина сечением не менее 25 мм 2
Очень важно, чтобы жила обмотки была покрыта тряпичной изоляцией, так как традиционная ПВХ-оболочка при нагревании плавится, что может вызвать межвитковое короткое замыкание.
Если вы не нашли провод нужного сечения, то его можно сделать самостоятельно из нескольких более тонких проводников. Но это значительно увеличит толщину провода и, соответственно, габариты агрегата.
Первым делом сделана основа трансформатора – сердечник . Изготовлен из металлических пластин (трансформаторная сталь). Эти плиты должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, должны быть хорошо от них изолированы. Перед сборкой сердечника рассчитывают его размеры, то есть размеры «окна» и площадь поперечного сечения сердечника, так называемого «сердечника ». Для расчета площади используйте формулу: S см 2 = a x b (см. рисунок ниже).
Но из практики известно, что если сделать сердечник площадью менее 30 см 2 , то таким приспособлением будет сложно получить качественный шов из-за отсутствия запаса мощности. Да и нагревается он очень быстро. Следовательно, сечение жилы должно быть не менее 50 см 2 .
Несмотря на то, что вес агрегата увеличится, он станет надежнее.Для сборки сердечника лучше использовать Г-образные пластины и размещайте их, как показано на следующем рисунке, пока толщина детали не достигнет нужного значения.
Плиты в конце сборки необходимо скрепить (по углам) болтами, затем зачистить напильником и утеплить тканевым утеплителем.
Теперь можно запускать обмотку трансформатора .
- В первую очередь необходимо намотать первичку. Для его изготовления потребуется сделать 215 витков.
- Рекомендуется сделать ветку на 165 и 190-е катушки. Для этого необходимо вверху трансформатора прикрепить пластину из текстолита. Все ответвления фиксируются на ней болтами. Но возле них должны быть отмечены . Например, возле первого провода следует написать «Общий», возле 2-го ответвления — «165 витков», возле 3-го — «190 витков» и возле 4-го — «215 витков». В дальнейшем это позволит регулировать силу тока. Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
- Далее делается вторичная обмотка, состоящая из 70 витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это означает, что со стороны, где находится первичка, должно быть меньшее количество витков вторички. Благодаря этому в начале сварки обмотка, имеющая большее количество витков, частично отключается из-за возникновения вихревых токов. Это увеличит силу тока, что положительно скажется на качестве шва.
Когда обмотка трансформатора завершена, силовой кабель подключается к общему проводу и к ответвлению 215 шлейфа. Сварочные кабели подключаются ко вторичной обмотке. После этого аппарат контактной сварки готов к работе.
Блок постоянного тока
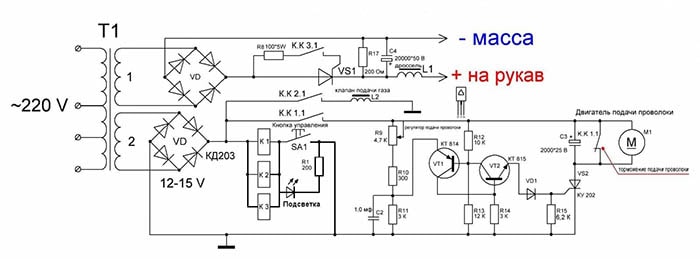
Для варки чугуна или нержавеющей стали необходим аппарат постоянного тока. Его можно сделать из обычного блока трансформатора, если к его вторичной обмотке подключить выпрямитель .
Ниже представлена схема сварочного аппарата с диодным мостом.Схема сварочного аппарата с диодным мостом
Выпрямитель собран на диодах Д161 способных выдерживать 200А. Их необходимо устанавливать на радиаторы. Также для выравнивания пульсаций тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. В этой схеме также имеется регулятор тока, роль которого выполняет дроссель L1. Сварочные кабели (прямой или обратной полярности) подключаются к контактам Х5 и Х4 в зависимости от толщины соединяемого металла.
Инвертор от блока питания компьютера
Сварочный аппарат от блока питания компьютера сделать нельзя. А вот использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если делать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо установить на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор типа Thermaltake A2016.
Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отвода тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже представлена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно изготовить устройство для размещения в корпусе БП.
Ниже приведены схемы изготовления печатных плат, которые нужны для изготовления инвертора.
На следующих фото показано из каких узлов состоит самодельный инверторный сварочный аппарат и как он выглядит после сборки.
Электродвигатель сварочный
Для изготовления простого сварочного аппарата из статора электродвигателя необходимо подобрать сам двигатель, отвечающий определенным требованиям, а именно, что его мощность должна быть от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, так как он будет иметь большое магнитное окно.
Достать нужный статор можно в местах, где берут лом. Как правило, он очищается от проводов и после пары ударов кувалдой ломается. А вот если корпус из алюминия, то для извлечения из него магнитопровода потребуется прошить статор .
Подготовка к работе
Установите статор отверстием вверх и подложите под деталь кирпичи. Далее складываем внутрь дрова и поджигаем. Через пару часов обжига магнитопровод легко отделяется от корпуса. Если в корпусе есть провода, их также можно удалить из пазов после термической обработки. В итоге вы получаете очищенный от лишних элементов магнитопровод.
Этот диск надо хорошо пропитать масляным лаком и дать высохнуть. Для ускорения процесса можно использовать тепловую пушку. Лаковая пропитка делается для того, чтобы после снятия стяжки не было рассыпания пакета.
Когда скребок полностью высохнет с помощью измельчителя, снимите установленные на нем стяжки .
Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.После очистки магнитопровода от ненужных деталей необходимо изготовить две торцевые пластины (см. рисунок ниже).
Материалом для их изготовления может быть как картон, так и прессованная плита. Из этих материалов также нужно сделать два вкладыша. Один будет внутренним, а второй – внешним. Далее необходимо:
- установить обе торцевые пластины на заготовку;
- затем вставьте (наденьте) баллоны;
- обмотать всю эту конструкцию герметиком или стеклолентой;
- пропитать полученную деталь лаком и просушить.
Изготовление трансформатора
После выполнения вышеописанных операций можно изготовить сварочный трансформатор из магнитопровода. Для этих целей вам понадобится провод, покрытый тканевой или стеклоэмалевой изоляцией. Для намотки первичной обмотки понадобится провод диаметром 2-2,5 мм.
Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, вычисления производятся следующим образом.
- На сердечник следует намотать 20 витков провода диаметром не ниже 1,5 мм, после чего нужно подать напряжение 12 В.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте полученное количество витков и разделите его на 12. В результате вы получите значение, указывающее, сколько витков вам нужно на 1 В напряжения.
Для первичной обмотки подходит проводник диаметром 2,36 мм, который требуется сложить пополам. В принципе можно взять любую проволоку диаметром 1,5-2,5 мм. Но сначала нужно рассчитать сечение проводников в катушке.
Сначала нужно намотать первичную обмотку (220 В), а затем вторичную. Его провод должен быть изолирован по всей длине.Если во вторичной обмотке сделать отвод на участке, где получается 13, и поставить диодный мост, то этот трансформатор можно использовать вместо аккумулятора, если нужно завести машину. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если ставить обе обмотки, и в такой конструкции есть свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В этом случае вы получаете обмотку точечной сварки, позволяющую соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса металл не рекомендуется. Лучше изготавливать из текстолита или пластика. В местах крепления катушки к корпусу следует проложить резиновые прокладки для снижения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат для точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, не оправдывающую его внутреннюю «начинку».
Устроен он очень просто, и сделать его самостоятельно не составит труда.Для самостоятельного изготовления аппарата точечной сварки вам понадобится один трансформатор от микроволновки на 700-800 ватт. С него нужно снять вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Устройство для точечной сварки устроено следующим образом.
- Сделать 2-3 витка внутри манипулятора кабелем с диаметром жилы не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы расплавить обычный гвоздь за несколько секунд.
- Затем сделайте корпус для устройства . Для основы хорошо подойдет деревянная доска, из которой следует сделать несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Для придания корпусу более эстетичного вида острые углы можно удалить с помощью ручного фрезера с установленной на нем кромочной фрезой.
- На одной детали сварочными клещами нужно вырезать небольшой клин . Благодаря ему клещи смогут подняться выше.
- Вырежьте отверстие для выключателя и шнура питания в задней части корпуса.
- Когда все детали готовы и отполированы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки нужно будет отсоединить кабель питания и концевой выключатель. Также понадобится металлическая дверная ручка.
- Если в вашем доме не осталось выключателя и медной планки, а также медных зажимов, то эти детали необходимо приобрести.
- Отрежьте от медной проволоки 2 небольших стержня, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите переключатель к задней части устройства.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующем фото.
- Закрепите трансформатор на основании.
- Далее один сетевой провод подключается к первичной обмотке трансформатора. Второй сетевой провод подключается к первому выводу выключателя. Затем нужно присоединить провод ко второй клемме выключателя и подключить его к другому выводу первички. А вот на этом проводе следует сделать разрыв и установить на него выключатель СВЧ . Он будет играть роль сварочного выключателя. Эти провода должны иметь достаточную длину, чтобы можно было установить выключатель на конце зажима.
- Закрепите крышку аппарата с помощью ручки, установленной на стойках и задней стенке.
- Закрепите боковые стенки корпуса.
- Теперь можно установить сварочные клещи. Сначала просверлите на их концах отверстия, в которые будут вкручиваться шурупы.
- 5.
 1 Подготовка к работе
1 Подготовка к работе Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.
Эта задача значительно упрощается, если вы просверлите обмотки, чтобы снять напряжение металла.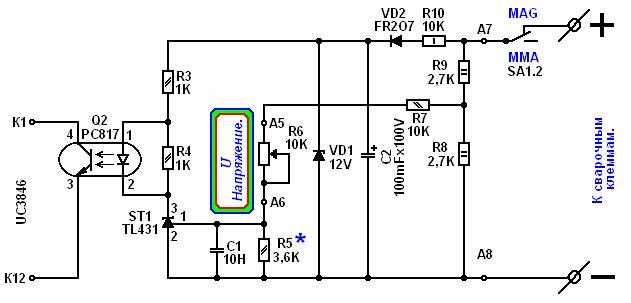 Далее первичные обмотки нужно соединить параллельно.
Далее первичные обмотки нужно соединить параллельно. 

 Несмотря на то, что вес агрегата увеличится, он станет надежнее.
Несмотря на то, что вес агрегата увеличится, он станет надежнее.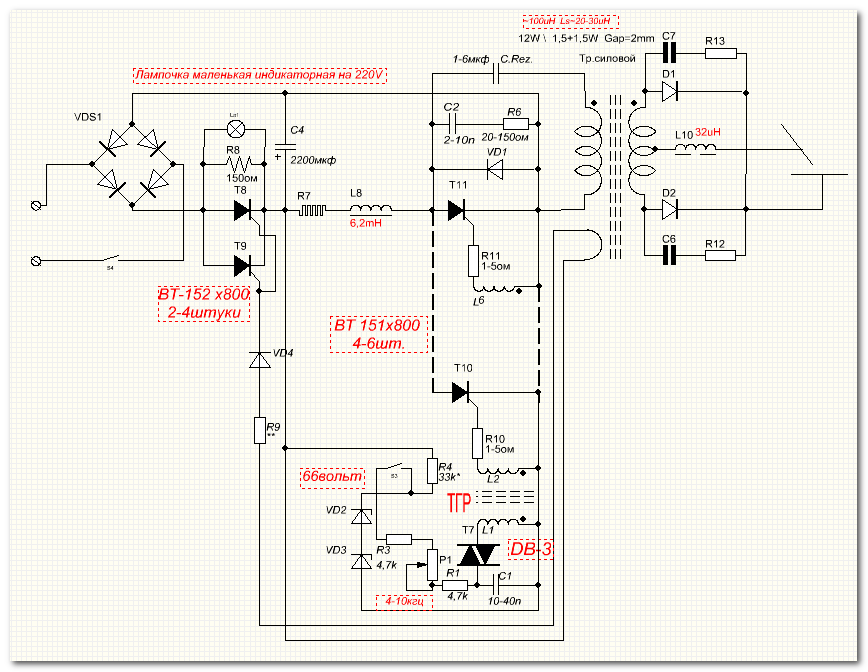 Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот.
Если вы хотите увеличить силу тока, то выбирайте обмотку с меньшим числом витков, и наоборот. Ниже представлена схема сварочного аппарата с диодным мостом.
Ниже представлена схема сварочного аппарата с диодным мостом. Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
Несмотря на небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор скорости. Последние регулируются термопарой, которую необходимо закрепить на радиаторе с установленными диодами.
 Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев.
Если стяжки не снимать, они будут служить короткозамкнутыми витками и забирать мощность трансформатора, а также вызывать его нагрев. Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).
Для вторичной обмотки потребуется около 60 метров медной шины (8 х 4 мм).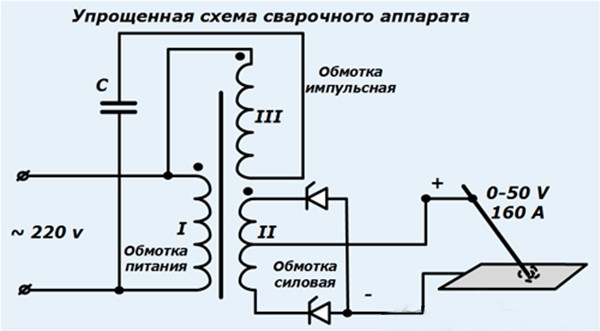 Устроен он очень просто, и сделать его самостоятельно не составит труда.
Устроен он очень просто, и сделать его самостоятельно не составит труда. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора. 
