Переносные расточные станки для обработки отверстий, алмазные типы оборудования
Современные расточные станки представляют собой уникальное оборудование, используемое для обработки металлических изделий любой формы и исполнения. Мобильные варианты данных технических устройств имеют узкую специализацию, так как настраиваются под определённые технические требования. Рекомендуется при приобретении устройств этого формата, акцентировать внимание на том какие работы будут выполняться на представленном станке. Консультация с компетентным продавцом не будет лишней.
Варианты обработки
Сегодня производители выпускают много количество вариаций устройств. Современный мобильный расточный станок для обработки отверстий можно модернизировать для выполнения других задач аналогичного формата. Основной комплекс работ, которые можно выполнить на оборудовании:
- Нанесение резьбы.
- Растачивание отверстий.
- Обработка металлических заготовок.

- Обработка отверстий, поверхностей различных деталей.
- Развертывание отверстий.

За счет подходящей конструкции возможно проводить торцевую и наружную обработку. Мобильность станка позволяет его использовать на различных объектах. Работает оборудование за счет электрического двигателя различной мощности. Все зависит от модели станка и его технического назначения.
Популярные модели мобильных расточных станков и их характеристика
Сегодня на рынке РФ широко представлены как зарубежные, так и отечественные марки. Иностранные бренды обычно отличаются высокой стоимостью, поэтому имеет смысл искать более практичные варианты по соотношению «цена/качество». Хорошо себя зарекомендовала серия «Пионер» от ижевской . Купить оборудование можно по вполне доступным ценам, кроме того, производитель всегда готов предоставить развернутую консультацию и помочь выбрать мобильный расточный станок с подходящим, а также дополнительно оснастить устройство в зависимости от ваших нужд.
Конструкция мобильного расточного станка
Практически любое мобильное оборудование имеет свои особенности и технические недостатки которые делают их неотъемлемой частью современной металлообработки. Конструкция расточного станка отличается в зависимости от типа обрабатываемых деталей. Существуют универсальные и специализированные модели оборудования. Изготовить мобильный расточной станок своими руками будет очень трудно, так как при обработке металла требуется высочайшая точность и надежная фиксация деталей. Можно выделить три основных типа станков:
- алмазный;
- горизонтальный;
- вертикальный.
Шпиндель — основная деталь расточного станка, которая позволяет передвигать рабочие элементы вдоль по оси и обрабатывать металл. Благодаря шпинделю можно проводить обработку деталей любого формата по полному циклу. То есть отпадает потребность в приобретение различных технических устройств для вспомогательного фрезерования или других работ.
Технические характеристики мобильных расточных станков
| Модель | Диаметр растачиваемых (наплавляемых) отверстий, мм | Скорость вращения сверла, об/мин | Опция-пневматический/ гидравлический привод | Вес расточного станка/ доп. оборудование для наплавки, кг |
| FA25 | от 25 до 80 (без наплавки) | до 200 | да | 35 |
| FA40 | от 40 до 200 (опция-до 400) | до 200 | да | 45/21 |
| FA60 | от 65 до 400 | до 145 | да | 90/30 |
| FA80 | от 82 (80) до 600 | до 45 | только электропривод | 150/160 |
Основные характеристики
Существует несколько основных вариантов МБС, которые позволяют выполнять работы различного формата. В первую очередь стоит остановиться на том, что различия заключаются в конструкции и типу обрабатываемых материалов. Основные группы:
- Алмазные.
- Горизонтальные.
- Вертикальные.
- Токарные.
- Координатные.

Основные типы
В зависимости от назначения и специфики конструкции, выделяют 4 варианта, каждый из которых стоит рассмотреть подробнее.
Координатные
Оснащены универсальными столами, способными поворачиваться. Это конструктивное решение позволяет обрабатывать любые детали, даже крупногабаритные или нестандартные. На таком оборудовании изготавливают штампы, шаблоны, кондукторы.
Особенности:
- • обладают набором дополнительных устройств – механических, оптических, электронных, – что обуславливает высокую точность расположения функциональных узлов;
- • обрабатывают без смещения режущего инструмента;
- • передвижение борштанги происходит в горизонтальной плоскости;
- • могут быть одно- и двухстоечными.
Алмазные
Предназначены для нарезания резьбы, расширения отверстий и выполнения других технологических операций на заготовках, выполненных из особенно прочных металлов. Также могут фрезеровать поверхности цилиндрических и конусных предметов. Актуальны в сфере приборостроения – с их помощью выпускают особо точную аппаратуру.
Также могут фрезеровать поверхности цилиндрических и конусных предметов. Актуальны в сфере приборостроения – с их помощью выпускают особо точную аппаратуру.
Конструкция не отличается чем-то принципиальным, алмазная модель оригинальна только исполнением режущей части инструмента, который может быть прямоугольной или квадратной формы, с резьбовым, канавочным, проходным или подрезным профилем.
Переносные токарные станки
Являются классическим решением для заводов. Могут быть прецизионными и обеспечивать высокую точность создания нужного диаметра низкую степень шероховатости посадочного места. Их плюсом является сравнительная жесткость – в процессе эксплуатации они эффективнее всего сопротивляются упругим деформациям, что позволяет поддерживать серьезные скорости вращения борштанги.
Способны выполнять широкий круг задач, но в данную категорию обычно относят не передвижное, а стационарное оборудование.
Горизонтально-расточные мобильные станки
Одни из самых распространенных видов. Свою популярность, несмотря на наличие и развитие высокоточных координатных, сохраняют из-за ключевой конструктивной особенности. Шпиндель у них не просто расположен в одной плоскости (давшей название всему типу), а еще и может выдвигаться. Такое решение позволяет расширять диаметры даже на труднодоступных участках рам, стрел и других подобных металлоконструкций.
Свою популярность, несмотря на наличие и развитие высокоточных координатных, сохраняют из-за ключевой конструктивной особенности. Шпиндель у них не просто расположен в одной плоскости (давшей название всему типу), а еще и может выдвигаться. Такое решение позволяет расширять диаметры даже на труднодоступных участках рам, стрел и других подобных металлоконструкций.
Еще один нюанс в том, что вращательно-поступательные движения совершает и заготовка, а не только инструмент. Это расширяет возможности подачи, особенно вместе с использованием дополнительных комплектующих, например, шпиндельных бабок.
Специальные приспособления для станков
В независимости от того, используется переносной расточный станок или стационарный, все детали и вспомогательные элементы практически идентичные. Специальные приспособления и мобильные станки сегодня представляют собой режущие элементы, детали для обработки которые можно сменить в любое время. Основные сменные типы деталей:
- сверла;
- фрезы;
- резцы;
- сменные головки.

Фиксация заготовки на столе также имеет огромное значение. В настоящее время для этого используются специальные крепежные болты. Конечно же, есть различия в зависимости от производителя и поставщика оборудования.
Особенности конструкции мобильного расточного станка и схемы его управления
Функцию опорного элемента выполняет станина, на которой находятся направляющие круглого вида.
- По последним передвигаются стойки (опционально) и/или салазки со столом (обязательно), и уже на нем закреплена борштанга.
- В этот вал вставляется резец и надежно фиксируется.
- Электропривод (дрель или серводвигатель) обеспечивает перемещение подвижных элементов.
Так выглядит строение в самом общем случае, в конкретной ситуации он может быть оснащен дополнительными элементами, в зависимости от модели и типа оборудования, а также от решаемых задач. Принцип же его действия всегда прост:
- • за счет энергии, получаемой от привода, борштанга совершает вращательно-поступательные движения, вместе с закрепленной на стойках деталью;
- • при контакте инструмент (развертка, фреза или подобный им) наносит на поверхность заготовки резьбу, снимает металл, зачищает и расширяет отверстие – выполняет свою функцию;
- • с помощью смены скорости и переключения подачи можно регулировать режим и влиять на конечный результат.

Характеристики, на которые стоит обращать внимание при покупке:
- • диаметр, длина, рабочий ход борштанги, возможность корректировки этих параметров;
- • вид, мощность, тип питания двигателя;
- • максимальное расстояние перемещения по осям;
- • допустимый вес и размеры деталей;
- • глубина и квалитет точности обработки;
- • диапазон скоростей и способ подачи.
Чтобы не сомневаться в соответствии всех реальных параметров заявленным, стоит заказывать оборудование у его прямого производителя (и стоимость приобретения в таком случае окажется дешевле). В таких условиях покупка техники от удобна еще и потому, что, как непосредственный производитель, она готова предоставить исчерпывающую консультацию.
Схемы управления расточными станками представлены ниже – вместе с описанием особенностей тех или иных их видов.
Разнообразие расточного оборудования
Каждый отдельный тип — это новые вариации расположения шпинделей, наличие дополнительных инструментов и так далее. Таким образом, возникает потребность в рассмотрении основных отличий в технологической конструкции оборудования. Сегодня мобильные типы могут быть односторонними или двусторонними, одношпиндельными или многошпиндельными и так далее.
Таким образом, возникает потребность в рассмотрении основных отличий в технологической конструкции оборудования. Сегодня мобильные типы могут быть односторонними или двусторонними, одношпиндельными или многошпиндельными и так далее.
Алмазные варианты оборудования применяются для высокоточной обработки деталей для автомобилестроения, авиации и так далее. Чаще всего это детали, изготовленные из твердосплавных материалов.
Горизонтальные типы очень редко используются в современной промышленности. Это частный случай координатного станка, и отличаются они только расположением шпинделя и других важных деталей.
При выборе такого типа систем следует обращать внимание на производительность, особенности и другие факторы. Для определенных промышленных нужд, могут быть нужны совершенно разные станки. Поэтому рекомендуется приобретать по несколько моделей оборудования различного типа. Это позволит выполнять как можно большее количество работ.
Современные МБС для обработки отверстий
Развитие инноваций и технологий открывает для производителей новые условия. Внедрение систем программного управления полностью исключает участие человека в работе станка. Расточные станки нового поколения оснащаются новейшими системами управления и от специалиста требуется только установить станок в требуемом положении либо зафиксировать деталь, которую нужно обработать.
Внедрение систем программного управления полностью исключает участие человека в работе станка. Расточные станки нового поколения оснащаются новейшими системами управления и от специалиста требуется только установить станок в требуемом положении либо зафиксировать деталь, которую нужно обработать.
Специалисты, использующие представленными системами, отмечают простоту в использование и наличие большого количества вспомогательных устройств. Поэтому выполнять работы довольно легко с помощью станков этого типа.
- Автор: admin
- Распечатать
Оцените статью:
- 5
- 4
- 3
- 2
- 1
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Варианты обработки при помощи станка
Стоит немного подробнее остановиться на том, какие операции можно производить на мобильном расточном станке. Так, прежде всего все необходимые действия связаны с тем, что идет полная или частичная обработка какой–либо детали.
Действия, выполняемые на станке:
- Резьбовое нарезание.
- Плоскостное фрезерование.
- Растачивание различных отверстий.
- Обработка отверстий на металлических деталях.
- Развертывание на станке отверстий.

Если же перечислять все операции, которые можно выполнять на таком расточном оборудовании, то сюда же можно отнести и обработка изделий следующего типа: торцевая и наружная, то есть имеется в виду обработка отверстий цилиндрической поверхности.
Координатно-расточные работы: расточка отверстий
Расточная головка – это основной инструмент для выполнения работ по обработке существующих отверстий до заданных параметров. Подобные работы: будь то расширение сквозного отверстия до нужного диаметра или смещение его относительно изначально заданной оси – производятся только по окончании сверлильных работ.
Расточные головки могут устанавливаться на различные типы станков. Существуют специализированные координатно-расточные агрегаты, конструкция которых оптимально подходит для расточных работ. Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Кроме того, аналогичную обработку можно выполнять на токарных или фрезерных станках.
Расточные работы
Один из видов металлообработки – расточные работы – предназначен для увеличения диаметров готовых отверстий. В отличие от сверления операции производятся с меньшей скоростью, но зато позволяют добиться большей точности – до 0,02 мм.
Метод применяется для расточки уже готовых отверстий до определённого значения диаметра или восстановления деталей в комплексе со сварочными работами. Во втором случае повреждённое отверстие заплавляется и на его месте создаётся новое.
Резцы для расточных головок
Все резцы независимо от типа состоят из держателя, на который крепится режущий элемент. Держатель монтируют на штатное место рабочего оборудования.
Строение режущего элемента, который называют головкой, имеет свои особенности:
- Цельные головки изготавливают из высококачественной инструментальной или быстрорежущей стали. Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
- Рабочая часть представляет собой припаянную пластину из высокопрочного сплава, в состав которого входят различные добавки, улучшающие качество материала. Наиболее распространенный тип.
- Встречаются конструкции, в которых режущая пластина крепится к держателю механическим способом. Данный метод применяется для режущих частей из металлокерамических материалов.
 Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.
Такой тип конструкции не предусматривает деления на держатель и режущий элемент. Встречается очень редко ввиду высокой стоимости.Расточные головки различаются по способу применения:
- Для глухих отверстий.
- Для сквозных отверстий.
На приспособлениях для несквозных отверстий пластина имеет треугольную форму. Это очень удобно при выполнении расточных работ, которые начинают с центра отверстия. Чем длиннее держатель, тем больше диапазон действия инструмента.
Существуют и универсальные расточные резцы, на которых предусмотрена установка сменных пластин различных форм, что позволяет выполнять разнообразные работы одним и тем же держателем.
Координатно-расточная обработка на заказ
Высокоточные координатно-расточные работы по расширению отверстий – это завершающая процедура по механической обработке заготовки. Расточные работы выполняются на отверстиях для достижения точного размера и увеличения диаметра, которые были получены благодаря литью или сверления. В процессе обработки устраняются шероховатости поверхности изделий.
Работы по расточке отверстий выполняются на станках с малыми скоростями, что позволяет достигать высочайшей точности, вплоть до 1/10 миллиметра. Для более точных изменений перемещений по координатам, станки на нашем предприятии снабжены различными индуктивными, оптико-механическими, механическими и электронными устройствами отсчета, благодаря которым измерения производится при перемещении подвижных узлов с огромной точностью.
Производственное оборудование снабжено универсальными поворотными станинами, которые имеют возможность работать с наклонными отверстиями и отверстиями в полярной системе координат.
Первостепенным назначением расточного оборудования выступает обработка корпусных заготовок и приспособлений, а основной задачей представляется симметрическое размещение полученных отверстий. Расположение отверстий является итоговым моментом изготовления деталей на заказ, а также конечным пунктом фрезеровки и сверления.
Рабочий процесс на координатно-расточном оборудование подразумевает проведение конкретных операций, направленных на выполнение обработки корпусов редукторов, торцов и фрезеровки под определенным углом и вырезание конических отверстий. Проведение расточных операций – процесс, требующий значительных временных затрат, но качество и точность произведенных деталей на порядок выше, если сравнивать со стандартной фрезеровкой.
Порядок работ
Рабочий процесс по расточке деталей происходит следующим образом: сперва в металлических изделиях проделывают отверстия, после чего эти отверстия расширяют и выполняют расточку, в итоге должна получиться качественная и высокоточная заготовка. Этот технологический процесс выполняется специальными расточными резцами, которые способны обеспечить предельно возможную расточную точностью. Резцы для расточки отверстий делят на проходные – для обработки проходных отверстий и упорные – для обработки глухих отверстий.
Этот технологический процесс выполняется специальными расточными резцами, которые способны обеспечить предельно возможную расточную точностью. Резцы для расточки отверстий делят на проходные – для обработки проходных отверстий и упорные – для обработки глухих отверстий.
Установленные производственные станки, имеющиеся на концерне «Металлообработка», способны производить координатно-расточную обработку заготовок следующих размеров:
- 480 см х 480 см;
- Диаметр отверстий до 20 см;
- Расстояния между центрами отверстий до 7 квалитета точности.
Инженеры предприятия произведут необходимые расчеты, разработают технологический проект и изготовят, согласно проекту, детали стандартных и нестандартных размеров. Разработка модели происходит на компьютерном оборудовании при использовании специальных программ, таких как Автокад или Компас 3D.
«Металлообработка» работает со всеми марками стали, инженеры завода проектируют и производят расточные изделия из любых металлов: нержавеющей стали, алюминия и его сплавов, бронзы и латуни.
Совместное сотрудничество с «Уралоснасткой» – это надежность и длительная перспектива.
На заводе есть свой конструкторский отдел, обязанностями которого является проектирование и создание чертежей для заказчиков. Стоимость обработки деталей на расточных станках минимальная в регионе, это было достигнуто за счет внедрения в производство инновационных технологий. На заводе происходит упаковка произведенных деталей, транспортировка их в любую точку Российской Федерации.
Ознакомьтесь с нашими возможностями:
- Токарно-карусельная обработка
- Обработка на станках с ЧПУ
- Фрезерная обработка металла ЧПУ
- Токарная обработка ЧПУ
Высылайте заявки на почту , 8 (3439) 389 801, 380 081. 2010-2020.
Расточные станки: модели отечественные и зарубежные
На отечественном рынке расточные станки представлены достаточно широко. Марок этого оборудования существует множество. В качестве примера можно привести:
- Выпускаемые компанией TOS Varnsdorf станки серий WH, WHN, WRD.
- Мобильные модели Climax производства США.

До сих пор большой популярностью на рынке пользуются и советские модели этой группы. К примеру, при желании можно приобрести горизонтально-расточные 2А614, 2А622, 2А635 либо координатно-расточные 2421, 2Е440, 2Е450 и т. д.
Виды и способы растачивания отверстий
В станках расточной группы режущий инструмент может подаваться в различных плоскостях. В связи с этим различают несколько способов обработки отверстий:
- горизонтально-расточная;
- вертикально-расточная;
- координатно-расточная;
- расточная с ЧПУ.
Горизонтально-расточная операция применима не только для растачивания отверстий, но и для нарезки резьбы, зенкерования или подрезания торцов. Оптимальна для обработки крупногабаритных заготовок.
Вертикально-расточная операция также в некоторой степени универсальна, ведь позволяет проводить развертку, зенкерование, сверление и тонкую фрезеровку отверстий.
Координатно-расточная операция применяется для выполнения растачивания, 3D фрезерования, зенкерования, развертки, нарезки резьбы и др. Особенность станков данной группы – возможность проводить точную координатную разметку.
Особенность станков данной группы – возможность проводить точную координатную разметку.
Естественно, в этом списке самая производительная и точная – расточная операция с ЧПУ. Обработку заготовки можно вести одновременно в трех плоскостях. Автоматика контролирует все процессы и следит за выполнением программы в соответствии с заданными параметрами.
Виды по компоновке
Расточный станок обычно используется для обработки сложных по конфигурации деталей со множеством отверстий, пазов и уступов. По компоновке это оборудование классифицируется на:
- Модели с диаметром шпинделя до 125 мм. С использованием такого оборудования обрабатывают обычно небольшие заготовки. Стол у таких моделей может перемещаться по двум осям. Расточная бабка способна двигаться по колонне в вертикальном направлении.
- Оборудование с диаметром шпинделя 100-200 мм. Такой расточный станок предназначен для работы с заготовками средних размеров и крупными. У таких станков стол перемещается только в одном направлении.
- Модели со шпинделем 125-320 мм. Это оборудование применяется для обработки очень крупных деталей. У этих станков стол неподвижен.

Растачивание
Расточные работы осуществляются посредством специальных расточных резцов. Для обработки глухих отверстий применяют упорные резцы, а для обработки сквозных — проходные резцы. Последовательность, с которой выполняются отверстия, такова: сперва свершают сверление, вслед за этим — рассверливание, и наконец производят расточку высверленного отверстия. Расточные работы могут выполнятся на расточных, токарных и фрезерных станках. На нашем предприятии основной объем работ приходится на тяжелые горизонтально-расточные станки, имеющие поворотные столы большой грузоподъемности. На таких станках производится расточка отверстий различных диаметров в корпусных деталях: бабках, ползунах, редукторах и т. п.
Горизонтально-расточной станок
Станок для черновой и чистовой обработки тяжёлых и крупногабаритных деталей. На станке производятся различные операции: сверление, растачивание, фрезерование, обтачивание торцов и консольное растачивание отверстий большого диаметра (радиальным суппортом планшайбы), нарезание метрической и дюймовой резьб, фрезерование наклонных плоскостей и поверхностей различных контуров.
- Вес обрабатываемой детали: 50 000 кг.
Горизонтально-расточной станок W250HA
Станок для черновой и чистовой обработки тяжёлых и крупногабаритных деталей. На станке производятся различные операции: сверление, растачивание, фрезерование, обтачивание торцов и консольное растачивание отверстий большого диаметра, нарезание метрической и дюймовой резьб, фрезерование наклонных плоскостей и поверхностей различных контуров.
- Диаметр выдвижного шпинделя: 250 мм.
- Съемный поворотный стол: 3200 мм х 4000 мм.
- Вес обрабатываемой детали: 50 000 кг.
Координатно-расточной станок WKW100
Станок для обработки отверстий с высокой точностью взаимного расположения относительно базовых поверхностей в корпусных деталях, кондукторных плитах, штампах. Ко всему прочему, на станке можно еще и производить разметочные операции.
- Габаритные размеры стола: ширина: 1000 мм;
- длина: 1600 мм.
Горизонтально-расточные станки 2637ГФ2 и 2Н637Ф1
Станок предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданны в прямоугольной системе координат.
- Диаметр шпинделя: 160 мм.
- Ширина стола: 1600 мм.
- Длина стола: 1800 мм.
Металлорежущее оборудование: проектирование, разработка, производство, продажа, наладка, обслуживание, ремонт, модернизация
Первый станок модели 656 был изготовлен 30 октября 1956 года — этот станок под заводским номером 1 находится в музее ЗТСУ.
Проверенные отечественные инновационные технологии станкостроения, прошедшие сложнейшие тесты витиеватых времён, помогают держать круговую оборону на баррикадах импортозамещения!
Полное соответствие ЗТСУ постановлениям Правительства РФ об импортозамещении!
Постановление 719 Постановление 1224
Делаем качественное и технологичное металлорежущее оборудование в России! Делаем с душой!
Горизонтально-расточные модели
Основной особенностью конструкции станка этой разновидности является то, что шпиндель расположен в горизонтальном положении и может выдвигаться. Это позволяет делать отверстия даже в самых труднодоступных местах, в том числе и в габаритных деталях (стрелы, рамы, металлоконструкции).
Основным движением горизонтально-расточных моделей является вращательно-поступательное. Выполняется оно шпинделем. Перемещается в таких станках не только собственно сам инструмент, но и заготовка. При необходимости во время работы можно переключать подачи и скорости. Подача в некоторых случаях осуществляться посредством специальной подложки.
В зависимости от комплектации, помимо основных движений, такие станки могут иметь вспомогательные:
- шпиндельной бабки по вертикальной оси;
- стола по заданным координатам.
Также конструкцией некоторых моделей предусмотрена возможность перемещения люнета и задней стойки. Ниже представлена схема расточного станка этого типа. Горизонтальные модели могут использоваться для обработки деталей, выполненных из чугуна, или литейной стали.
Координатно-расточная обработка — особенности
Обязательная шлифовальная обработка металла проводится, как правило, на финишной прямой. Это необходимо для того, чтобы довести заготовку до идеала, убрать заусенцы, шероховатости. Процесс ведется с использованием специальных наждачных кругов, изготовленными на основе абразивного материала.
Процесс ведется с использованием специальных наждачных кругов, изготовленными на основе абразивного материала.
Также на нашем производстве используется и координатно-расточная обработка — методика, предполагающая обработку торцов в пазах, получение отверстий определённой формы. Этот способ подходит как фрезеровка под различными углами. Мы используем оборудование, которое предназначено для сверления отверстий, фрезерования плоскостей. Работы проводятся на специализированных станках при небольшой скорости. Это позволяет добиться высокой точности производства изделий в безупречном качестве.
На нашем производстве перед тем, как выполнить расточные работы, используются специальные разметочные процедуры. Это необходимо, чтобы процесс был максимально точным и с минимальным количеством брака. Аппараты, предназначенные для обработки оснащены уникальными электронными, механическими, индуктивными и оптическими механизмами отсчета. Это гарантирует безупречные измерения и предельно точное передвижение подвижных узлов. Координирует машину автоматика либо оператор, в совершенстве владеющий управлением станков, предназначенных для обработки металлических заготовок и листов.
Координирует машину автоматика либо оператор, в совершенстве владеющий управлением станков, предназначенных для обработки металлических заготовок и листов.
Правила выбора расточной головки
Прежде всего необходимо определиться с назначением инструмента. Для расточных работ чернового типа используют устройства с двумя лезвиями при условии наличия механизма регулировки припуска. Финишную обработку выполняют одним режущим элементом, что позволяет добиться высокой точности работ.
Важнейшими характеристиками рассматриваемого инструмента являются:
- Рабочий ход ползуна.
- Максимальное количество оборотов.
- Скорость подачи.
Для начинающих токарей рекомендуем использовать продукцию фирмы Sandvik Coromant. Их головки просты в эксплуатации, что позволяет быстро освоить необходимые навыки.
Расточные головки – не самый популярный инструмент, хотя роль данных приспособлений в области металлообработки сложно переоценить.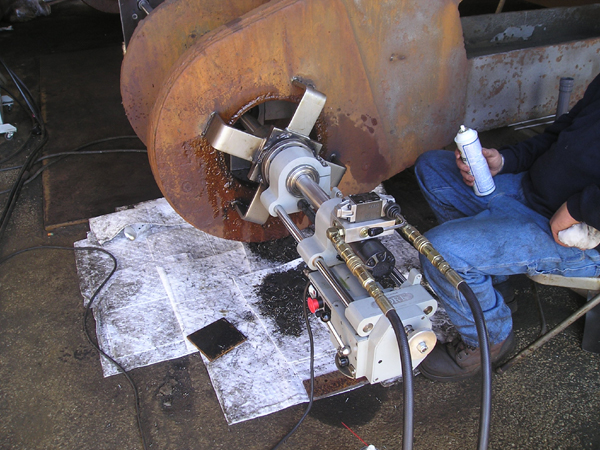 А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
А вы сталкивались с расточными работами? Операции выполнялись на станках с ЧПУ или нет? Опишите ваши впечатления в комментариях.
Принцип работы координатно-расточных станков
Координатно-расточные станки представляют собой устройства, с помощью которых можно выполнять данный вид обработки заготовок в цехах мелко- средне- и крупносерийного производства. На сегодняшний день такие станки дают возможность выполнять операции растачивания, зенкерования, сверления, нарезки резьбы, а также обтачивания поверхностей, фрезерования и множества других видов работ. На станке координатно-расточного типа можно выполнять тот же набор операций, что и на горизонтально-расточном станке.
Координатно-расточные станки последних моделей позволяют обеспечить высочайшую точность позиционирования рабочего органа, которая исчисляется тысячными долями миллиметров. Для того, чтобы достигнуть наибольшую стабильность при работе на оборудовании, требуется в обязательном порядке выполнить балансировку всех вращающихся узлов станка. Отличительной особенностью оборудования для координатно-расточной обработки является их жесткая конструкция, которая позволяет максимально устранить вибрацию. Такие станки необходимо эксплуатировать в изолированных помещениях, где поддерживается стабильная температура.
Отличительной особенностью оборудования для координатно-расточной обработки является их жесткая конструкция, которая позволяет максимально устранить вибрацию. Такие станки необходимо эксплуатировать в изолированных помещениях, где поддерживается стабильная температура.
Расточные станки: назначение и сферы использования
Применяться такое оборудование может для выполнения таких операций, как:
- нарезание резьбы, внутренней и наружной;
- сверление отверстий глухих и сквозных;
- зенкерование;
- подрезка торцов заготовок;
- торцевое и цилиндрическое фрезерование и т. д.
Чаще всего это оборудование используется для чистовой или получистовой обработки. Однако бывает, что с его применением производят и чистовую. Корпус детали на таких станках обрабатывается редко, но иногда эта операция все же производится. Ремонт расточного станка выполняется примерно по такой же технологии, что и токарного. То же самое касается и особенностей эксплуатации. Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Конструкцию эти два типа станков имеют схожую. Как и многие другие специальные разновидности оборудования, предназначенного для обработки металлических и деревянных заготовок, расточный станок был когда-то сконструирован на основе именно токарного.
Характеристика станков
Типы расточных станков зависят от особенностей их использования в производстве.
- Сверлильные. Ранее наиболее востребованный тип приспособлений, который можно было встретить в любом металлообрабатывающем предприятии. В настоящий момент большинство операций по сверлению выполняется на фрезерных станках. Сверлильные оборудования подразделяются на стандартные и специализированные (для конкретных деталей).
- Токарные. Активно используются мастерами для обрабатывания плоскостей и отверстий внутри корпусов. Их также называют координатными.
- Мобильно-наплавочные. Портативные приспособления, применяемые для ремонтных работ и восстановления цилиндрических пробоин на технике крупных габаритов. Незаменимы в области машинного, судового и авиационного видов строительства.
 Незаменимы в области машинного, судового и авиационного видов строительства.
Незаменимы в области машинного, судового и авиационного видов строительства.Общий | Небольшой самодельный портативный линейный расточной инструмент | Практик-механик
Винс Д
Алюминий
- #1
Кто-нибудь построил или имеет представление о том, как построить небольшой (диаметром 3 дюйма и менее) переносной инструмент для бурения трубопроводов. Я восстанавливаю старый экскаватор Ford, и шарнирные пальцы стрелы нуждаются в ремонте. установлены штифты увеличенного размера без втулок.Эта экскаваторная лопата предназначена для игры на моей земле, а не для коммерческого использования, поэтому мне нравится делать это дешево, если это возможно. Я знаю, что в моем районе есть люди, которые делают это, но они получают большие деньги Я также видел веб-сайт Эрла Хэнсона, но его информация и инструкции стоят дорого. Кто-нибудь когда-нибудь покупал его книги или компакт-диски? Стоит ли это денег? есть мысли…
Я знаю, что в моем районе есть люди, которые делают это, но они получают большие деньги Я также видел веб-сайт Эрла Хэнсона, но его информация и инструкции стоят дорого. Кто-нибудь когда-нибудь покупал его книги или компакт-диски? Стоит ли это денег? есть мысли…
Перри Харрингтон
Титан
- #2
Я бы сделал пару пластин с просверленными отверстиями, чтобы прикрепить их с обеих сторон, а затем сделал бы расточной оправку, чтобы поместиться внутри. Вам придется отодвинуть их достаточно, чтобы вставить внутрь резак и отрегулировать его. Просто грубая идея для вас.
ДДуг
Алмаз
- #3
Роберт Кэмпбелл мл.
Алмаз
- #4
Винс Д
Алюминий
- #5
Спасибо за ссылки на темы, ребята, но я уже сделал поиск по этому вопросу и прочитал эти темы. По моему мнению, они вкратце коснулись оснастки и настройки и в основном рассказали о том, насколько сложной была эта работа. Кроме того, большая часть этого была связана с расточкой большего диаметра 6 дюймов и больше с стержнями 1,5–2 дюйма. м ищет установку меньшего масштаба до 3 дюймов. Любые фотографии видео и объяснения были бы замечательными. Я как бы понимаю, что в основном вы просто центрируете подшипник на каждом конце отверстия и пропускаете через него борштангу.
Кроме того, большая часть этого была связана с расточкой большего диаметра 6 дюймов и больше с стержнями 1,5–2 дюйма. м ищет установку меньшего масштаба до 3 дюймов. Любые фотографии видео и объяснения были бы замечательными. Я как бы понимаю, что в основном вы просто центрируете подшипник на каждом конце отверстия и пропускаете через него борштангу.
Плантация Пит
Алюминий
- #6
У меня нет никакой информации о том, как сделать свой собственный, но если вы зайдете на www.youtube.com и введете в поиск «York 4-14ET lineсверлильный станок», вы найдете реально используемый коммерческий станок и установку, используемую для центрировать машину. Конечно, это не «создай свой собственный», но он даст хорошее представление о том, что именно для этого нужно. Надеюсь это поможет.
Конечно, это не «создай свой собственный», но он даст хорошее представление о том, что именно для этого нужно. Надеюсь это поможет.
Винс Д
Алюминий
- #7
Эй, PlantationPete, это видео на YouTube многое прояснило для меня, и это было именно то, что я искал. Спасибо!!
Сухая машина
Горячекатаный
- #8
скучно
Другой вариант – арендовать один из кульминации
Спиральная резка
Нержавеющая сталь
- #9
Я не вижу шарнирных пальцев обратной лопаты, требующих точного выравнивания, если они похожи на шарниры мачты моего вилочного погрузчика. Я только что выточил несколько новых втулок и штифтов и использовал шлифовальную машину для очистки отверстий без втулок, пока штифт увеличенного размера не получил хороший подшипник. Если машина не используется в коммерческих целях, а ваши штифты снабжены смазочным ниппелем, который используется для их регулярной смазки, то они должны хорошо служить.
Если машина не используется в коммерческих целях, а ваши штифты снабжены смазочным ниппелем, который используется для их регулярной смазки, то они должны хорошо служить.
FWIW Я сделал расточной оправку для обработки некоторых основных частей двигателя, но я использовал фрезу для обеспечения подачи и вращения, в то время как оправка проходила в бронзовых втулках.
Плантация Пит
Алюминий
- #10
Некоторое время назад у меня были похожие вопросы о расточке портативной линии, и я поговорил с парнем, который делал потрясающую работу для нашей компании, у которого была такая, и он рассказал мне о видео.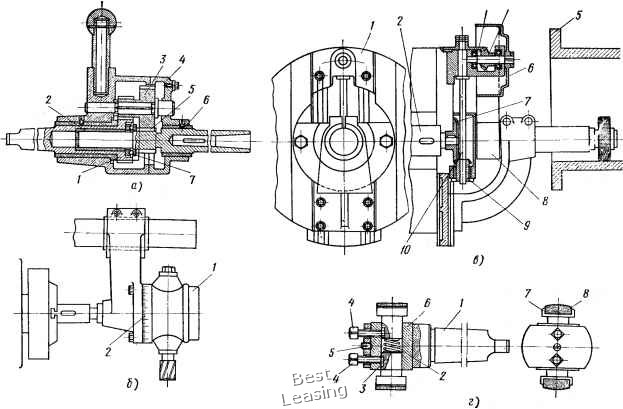 Мне он не нужен, но я бы хотел, чтобы он лежал рядом, чтобы поиграть с ним. Рад, что смог помочь
Мне он не нужен, но я бы хотел, чтобы он лежал рядом, чтобы поиграть с ним. Рад, что смог помочь
Ральф_П
Нержавеющая сталь
- #11
При изготовлении расточной оправки вам не нужно просверливать квадратные отверстия для насадки. Круглые отверстия хорошо работают с квадратными насадками для периодического использования. Не делайте отверстие через центр стержня, вы хотите, чтобы режущая кромка находилась в центре.
ДжимГласс
Нержавеющая сталь
- #12
Это общая идея линейного отверстия. Кривошип используется для подачи. Для вращения шпинделя требуется какой-то двигатель. Отрегулируйте диаметр отверстия, перемещая инструмент дальше от центра.
Джим
ВЕКТРА1
Пластик
- №13
hi
посмотрите на все переносные встроенные расточные оправки, и вы обнаружите, что все отверстия для инструментов находятся на центральной линии оправки
металлмюнхр
Алмаз
- №14
VECTRA1 сказал:
hi
посмотрите на все переносные встроенные расточные оправки, и вы обнаружите, что все отверстия для инструментов находятся на центральной линии оправкиНажмите, чтобы развернуть…
Верно, но я держу пари, что вы также обнаружите, что у них есть линейка режущих инструментов с завышенными ценами, которые они продадут вам для использования с центральными отверстиями.
Если человек изготавливает их самостоятельно, имеет смысл сместить отверстие достаточно далеко от центра, чтобы поместить режущую кромку в центр, чтобы можно было использовать стандартные инструменты.
сёрф+сонс
Алюминий
- №15
расточная оправка
привет всем, мы установили, чтобы восстановить нижние отверстия для штифтов на приспособлении для правки 520 с использованием 1,5-дюймового шлифованного + полированного линейного вала 7 футов 70 долларов США, 2 фланцевых подшипника 80 долларов США 1/2 квадратной протяжки 135 долларов США 1,5 очистителя гидравлического стержня установить в алюминиевой пластине, подпружиненной к нижнему кронштейну подшипника, чтобы стружка не мешала гладкому валу посадке подшипника. мы повернули верхнюю часть стержня, чтобы поместиться в магнитную дрель hougan, придали ей плоскую форму, расположенную с конусами из алунма вокруг тяжелых прихваточных швов на кронштейнах подшипников, и готово. сверло+протяжка 1/2 квадрата по необходимости. заклеиваем заваренные изношенные отверстия. мы сделали 2 прокладки толщиной 1,125 на расстоянии 4 дюйма друг от друга. мы использовали hss без проблем, просто немного неровно, чтобы начать. недостаточно работы над LI, чтобы оправдать расходы или даже аренду кульминации или эквивалентной установки. прибой
мы использовали hss без проблем, просто немного неровно, чтобы начать. недостаточно работы над LI, чтобы оправдать расходы или даже аренду кульминации или эквивалентной установки. прибой
Винс Д
Алюминий
- №16
Похоже, все отлично сработало. Есть ли у вас фотографии вашей установки? Какого размера отверстие вы просверлили?
Винс
прибой + сыновья
Алюминий
- # 17
Размер отверстия 3.055 для серфинга
ВЕКТРА1
Пластик
- # 18
привет
взгляните на расточные инструменты шведской линии, там есть фотографии инструмента в использовании и там недорого
машина1медик
Титан
- # 19
метлмюнхр сказал:
Верно, но я держу пари, что вы также обнаружите, что у них есть линейка режущих инструментов с завышенными ценами, которые они продадут вам для использования с центральными отверстиями.
Если человек изготавливает их самостоятельно, имеет смысл сместить отверстие достаточно далеко от центра, чтобы поместить режущую кромку в центр, чтобы можно было использовать стандартные инструменты.
Нажмите, чтобы развернуть…
Действительность здесь с отверстиями по центру. вам нужно стачивать
почти на половину толщины насадки.
Или работайте над центром, но недостаток в том, что если вам нужно вырезать, скажем,
еще 3 тыс./сторону, вы не можете просто сдвинуть сверло на 0,003″.
Математика не сработает.
Учтите также, что при смещении отверстий насадки установочные винты прижимаются к
нижней части насадки, приближая верхний уровень насадки к центру вала.
Минимальное шлифование теперь помогает.
М1М
Винс Д
Алюминий
- #20
У вас есть торговая марка или ссылка на эти расточные инструменты шведской линии?
Сэкономьте деньги и создайте собственные расточные станки для тяжелых условий эксплуатации
Сэкономьте деньги и создайте собственные расточные станки для тяжелых условий эксплуатациистрока расточная книга, инструкция, изготовление переносных расточных станков, научиться ремонтировать собственное тяжелое оборудование или сельскохозяйственную технику, профессиональное обучение, ремонт сельскохозяйственной сельскохозяйственной техники, ремонт сельскохозяйственной техники, запчасти для сельскохозяйственных тракторов, ремонт железнодорожной техники и локомотивов, руководства по ремонту, концевое отверстие линии, ремонт щеточных боров, ремонт точных машин, ремонт тяжелой техники, ремонт бульдозеров и погрузчиков, ремонт гусеничных катков, гидравлических, автомобильных, техники, ремонт John Deere, ремонт старинной сельскохозяйственной техники, ремонт лесозаготовительной техники, ремонт лесозаготовительной техники, New Holland Repair, IH International Harvester ремонт, Kubota ремонт, Oliver Farm Equipment ремонт, бурение большого диаметра, проверка, сделай сам, макет, чертежи техники, механические видео dvd инструкции, проектирование машиностроения, ремонт комбайнов, ремонт антикварной сельскохозяйственной техники, ремонт арендованной техники, Earl Хансен
|
 Удаление стружки до
до полдюйма с каждой стороны благодаря инновациям, жесткости
и универсальность гидравлической мощности.
Удаление стружки до
до полдюйма с каждой стороны благодаря инновациям, жесткости
и универсальность гидравлической мощности.