Проверка оборудования на технологическую точность по ГОСТ Р ИСО 9001–2015
Проверка оборудования на технологическую точность по ГОСТ Р ИСО 9001–2015СТО
8765RISO-116-2022
Система менеджмента качества. Управление инфраструктурой.
Технологическое оборудование. Проверка на технологическую точность
Настоящий
стандарт устанавливает процедуру проведения проверок технологического
оборудования на технологическую точность.
Стандарт не регламентирует проверки технологического оборудования на
геометрическую и кинематическую точность, эти проверки проводятся в соответствии
с паспортными данными на оборудование и соответствующими стандартами при приемке
оборудования на предприятии-изготовителе, при приемке оборудования после
ремонта, монтажа и т.д.
Настоящий стандарт разработан с учетом требований ГОСТ Р ИСО 9001.
Целями реализации процедуры проведения проверок ТТО являются:
– предупреждение возможного снижения заданной технологической точности и преждевременного выхода из строя оборудования, технологической оснастки, инструмента;
– снижение производственного брака и, как следствие, повышение эффективности использования материалов, сырья и энергоресурсов;
– предупреждение производственного травматизма.
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины, определения, обозначения и сокращения
4 Обязанности, ответственность и полномочия
5 Описание процедуры проведения проверок технологического оборудования на
технологическую точность
5.1 Общие положения
5.2 Проведение проверок технологического оборудования на технологическую
точность
5.3 Действия в отношении рисков, возникающих при реализации процедуры
5.4 Порядок оценки процедуры
7 Актуализация
8 Распределение
9 Документированная информация
Приложение А (справочное) Алгоритм проведения проверок технологического оборудования на технологическую точность
Приложение Б (рекомендуемое) Форма перечня технологического оборудования, подлежащего проверкам на технологическую точность
Приложение В (рекомендуемое) Форма ведомости технологического оборудования, подлежащего периодической проверке на технологическую точность
Приложение Г (рекомендуемое) Форма инструкционных карт проверки технологической точности оборудования
Приложение Д (рекомендуемое) Форма графика проверки технологического оборудования на технологическую точность
Приложение Е (рекомендуемое) Форма штампа о проведенной актуализации инструкционной карты
Приложение Ж (рекомендуемое) Форма акта о результатах проверки технологической точности оборудования
Приложение К (рекомендуемое) Форма ярлыка
Приложение Л (рекомендуемое) Форма плана ОТМ по устранению выявленных отклонений норм технологической точности
Приложение М (рекомендуемое) Форма отчета об оценке процедуры
Лист регистрации изменений
При разработке стандарта использованы:
ГОСТ 3.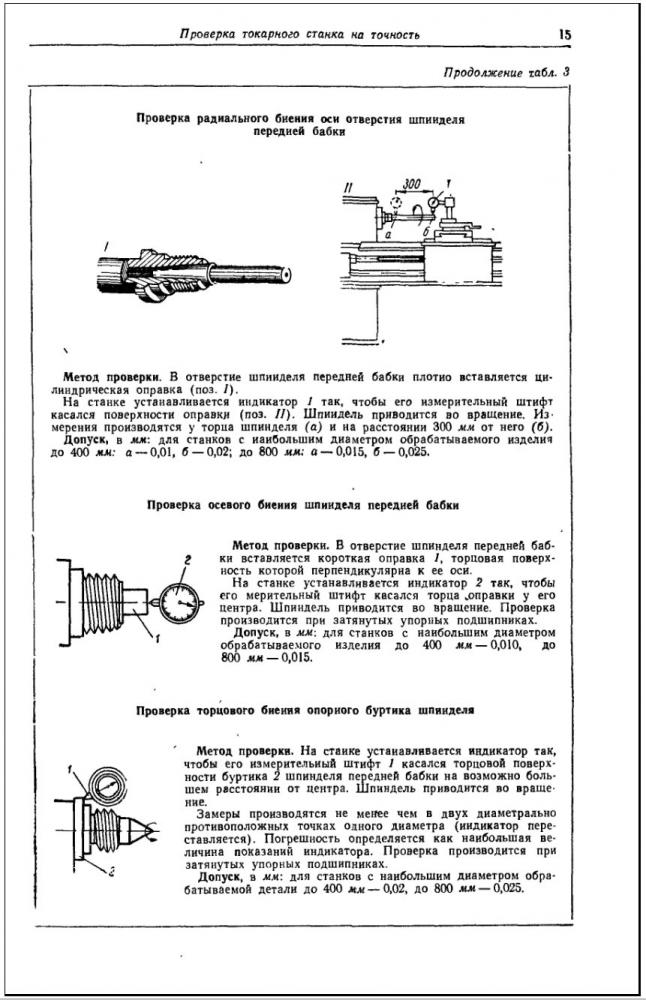 1109–82 Единая система технологической документации. Термины и
определения основных понятий
1109–82 Единая система технологической документации. Термины и
определения основных понятий
ГОСТ 9327–60 Бумага и изделия из бумаги. Потребительские форматы
ГОСТ 14.004–83 Технологическая подготовка производства. Термины и определения
основных понятий
ГОСТ 18097–93 Станки токарно-винторезные и токарные. Основные размеры. Нормы
точности
ГОСТ 22267–76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
Назад
|
Основные методы проверки кузнечно-прессового оборудования на точность Категория: Кузнечные работы Основные методы проверки кузнечно-прессового оборудования на точность Методы проверки на точность и нормы точности для каждого вида кузнечно-прессового оборудования, выпускаемого в Советском Союзе, устанавливаются соответствующими Государственными стандартами (ГОСТ). Рис. 1. Контроль отверстия калибром Проверка плоскостности поверхностей. Для того чтобы проверить плоскостность той или иной поверхности, к ней по различным направлениям прикладывают поверочно гранью линейку у щупом проверяют просвет между поверочной гранью линейки и по верхностью. Качество поверхность определяется максимальной величи ной просвета, образующегося на то? или иной базе. Обычно этот просвет не должен превышать 0,06—0,08 mv на длине 1000 мм. Допускается толь ко вогнутость поверхности, т. е. просвет должен быть в середине линейки, ее качание недопустимо. Проверка горизонтальности поверхностей. Для проверки горизонтальности той или иной поверхности к ней прикладывают линейку, на которой устанавливают рамный уровень. Проверка вертикальности поверхностей. Отклонение от вертикальности поверхностей проверяют с помощью рамного уровня, измеряя его с помощью прокладок. Обычно отклонение поверхности от вертикали не должно превышать 0,1 мм на 1000 мм длины. Проверка параллельности рабочих поверхностей. Для проверки параллельности рабочих поверхностей (направляющих и других элементов машин) на одну из них устанавливают подставку с индикатором. Индикатор перемещают в продольном и поперечном направлениях и наблюдают за его показаниями. Наибольшее отклонение обычно не должно превышать 0,1—0,2 мм на 1000 мм длины. Проверка перпендикулярности поверхностей и осей. Для проверки перпендикулярности каких-либо поверхностей на одной из них устанавливают контрольную плиту. Рис. 2. Схема проверок на точность: Проверка зазоров в направляющих. Зазоры в направляющих проверяют с помощью щупов. Нормальная величина зазоров для различных машин различна. Проверяют наименьшее и наибольшее значения каждого зазора, а также суммарный зазор в направляющих. Проверка биения маховиков. Обычно проверяют биение маховиков в радиальном и осевом направлениях. Проверку осуществляют с помощью индикатора. Его устанавливают так, чтобы измерительный штифт касался поверхности обода маховика или его торцовой плоскости. Биение определяют величиной отклонения показаний индикатора за полный оборот маховика. При проведении проверок на точность необходимо иметь в виду следующее общее правило: если по конструктивным особенностям машины не удается произвести замер на длине, к которой отнесен допуск, то его следует пересчитать на наибольшую длину, на которой удается ‘произвести замер. При этом в случаях, когда после пересчета допуск получается менее 0,01 мм, его следует принимать равным 0,01 мм. Нормы точности устанавливаются следующими стандартами: Рис. 3. Проверка вертикальности (а) и параллельности (б) поверхностей: Рис. 4. Проверка перпендикулярности оси движения бабы паровоздушного молота опорной поверхности штамподержателя: Рис. 5. Проверка зазоров между направляющими ползуна и станины винтового фрикционного пресса (молота) Рис. 6. Проверка биения маховика в радиальном и осевом направлениях Реклама:Читать далее:Безопасность труда при эксплуатации кузнечно-прессовых машин
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
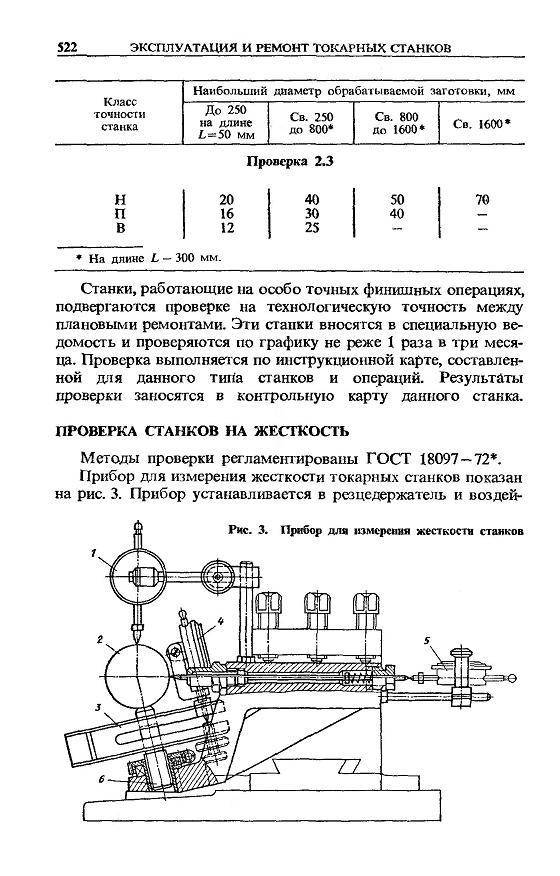
 По плите перемещают угольник, на котором крепится индикатор, его измерительный штифт касается другой поверхности, перпендикулярность которой проверяют. Следя за показаниями индикатора и отмечая его наибольшие отклонения, оценивают неперпендикулярность поверхностей. Аналогично проверяется перпендикулярность оси к поверхности. Например, для проверки перпендикулярности оси движения бабы паровоздушного молота к поверхности штамподержателя на нее ставят угольник, при перемещении бабы следят за показаниями индикатора. Обычно допуск на неперпендикулярность не превышает 0,1—0,2 мм на длине 1000 мм.
По плите перемещают угольник, на котором крепится индикатор, его измерительный штифт касается другой поверхности, перпендикулярность которой проверяют. Следя за показаниями индикатора и отмечая его наибольшие отклонения, оценивают неперпендикулярность поверхностей. Аналогично проверяется перпендикулярность оси к поверхности. Например, для проверки перпендикулярности оси движения бабы паровоздушного молота к поверхности штамподержателя на нее ставят угольник, при перемещении бабы следят за показаниями индикатора. Обычно допуск на неперпендикулярность не превышает 0,1—0,2 мм на длине 1000 мм.

Giant Oak – Технология проверки и проверки
ЗАКРЫТЬ ОКНО УЯЗВИМОСТИ.
 ОТКРОЙТЕ НЕИЗВЕСТНЫЕ РИСКИ, БЕЗОПАСНЕЕ И БЫСТРЕЕ.
ОТКРОЙТЕ НЕИЗВЕСТНЫЕ РИСКИ, БЕЗОПАСНЕЕ И БЫСТРЕЕ.У вас могут быть утвержденные системы для выявления многомерных угроз, но как долго ваше предприятие остается незащищенным, прежде чем угроза будет обнаружена?
ГОСТ отслеживает и постоянно отслеживает организации и отдельных лиц в нежелательных СМИ и списках наблюдения — такие угрозы, как незаконный оборот и мошенничество — при соблюдении правил по борьбе с финансовыми преступлениями.
Ни одна технология не работает быстрее, чтобы закрыть окно уязвимости. Благодаря технологии распознавания именованных сущностей (NER) на основе ИИ в соответствии с ГОСТ ваша команда увидит меньше ложноположительных предупреждений, при этом принимая более обоснованные решения, за меньшее время и с меньшими затратами.
ДОВЕРИЕ В ПОКРЫТИИ
Если вы не используете ГОСТ сегодня, вы просматриваете ограниченные данные, чтобы обнаружить риск. Это означает, что вы пропускаете важные и серьезные угрозы. Свяжитесь с нами, и мы докажем вам: мы находим больше рисков, быстрее и с меньшими затратами.
Большая часть индустрии использует структурированные списки наблюдения и заранее подготовленные базы данных неблагоприятных СМИ. Проблема с этим подходом в том, что он противоречит самой природе обнаружения неизвестных рисков. ГОСТ использует машинное обучение и ИИ для просмотра данных в масштабе, чтобы отделить сигнал от шума. С ГОСТ этот компромисс остался в прошлом. В отличие от традиционных методов, ГОСТ использует ИИ для решения проблемы разрешения объектов, обеспечивая поиск в режиме реального времени по данным с открытым исходным кодом и избегая процессов, нарушающих конфиденциальность, которые использовались в прошлом.
Пользователи ГОСТ включаются в санкционные списки наблюдения. Вы определяете списки, а ГОСТ включит их в ваш скрининг и постоянный контроль.
ГОСТ родился в государственных исследовательских лабораториях; это первое собственное решение для искусственного интеллекта, которое просматривает открытую, глубокую и темную сеть, переходя от торговли людьми ко всем финансовым преступлениям и мошенничеству. ГОСТ со временем становится умнее, и ГОСТ учится с 2014 года.
ГОСТ со временем становится умнее, и ГОСТ учится с 2014 года.
Вот почему правительство США и ведущие финансовые учреждения доверяют ГОСТу в течение многих лет.
Видео Загрузка
ПОЧЕМУ ГОСТ?
НАДЕЖНАЯ ТЕХНОЛОГИЯ
В течение многих лет используется и пользуется доверием финансовых учреждений, Министерства обороны США, Министерства национальной безопасности, штата и Министерства финансов.
ЗАКРЫТИЕ ОКНА УЯЗВИМОСТИ
Значительно сокращает окно риска между начальной регистрацией клиента и завершением процесса проверки.
НЕПРЕРЫВНЫЙ МОНИТОРИНГ В РЕАЛЬНОМ ВРЕМЕНИ
Не ждите периодической проверки годами, уменьшите окно уязвимости и уменьшите невыполненные работы, выявляя мошенничество, финансовые преступления и другие незаконные изменения в поведении, когда они становятся для вас ответственностью.
СОХРАНЕНИЕ КОНФИДЕНЦИАЛЬНОСТИ
ГОСТ не создает досье на людей и компании, которые, как предполагается, уже относятся к группе высокого риска, как это делают наши конкуренты. Вместо этого он использует AI/ML в реальном времени для сравнения данных о клиентах с открытой сетью.
Вместо этого он использует AI/ML в реальном времени для сравнения данных о клиентах с открытой сетью.
МЕНЬШЕ ЛОЖНЫХ ПОЛОЖЕНИЙ
Превращает снижение рисков из центра затрат в источник дохода. Сохраняйте более счастливых сотрудников. Это важное и значимое направление работы; давайте вернемся к тому, чтобы делать добро и делать мир безопаснее и надежнее.
НАДЕЖНАЯ ТЕХНОЛОГИЯ
Giant Oak производит некоторые из последних инноваций в области искусственного интеллекта, используя тщательно отобранные обучающие данные и методы разработки этических моделей, чтобы гарантировать, что наша технология заслуживает доверия, соответствует требованиям и соответствует последнему слову техники.
- ГОСТ использует большие языковые модели и преобразователи для обеспечения превосходного понимания языка, как в приложениях генеративного языка ИИ, таких как ChatGPT.
- ГОСТ использует Распознавание именованных объектов (NER) для возврата релевантной, контекстуальной и точной информации из моря неструктурированных данных в открытой и глубокой сети.

- При непосредственном тестировании ГОСТ дает более достоверные данные с меньшим количеством ложных срабатываний, чем другие известные средства проверки неблагоприятных СМИ и санкций, которые используют менее сложные формы обработки естественного языка (NLP).
«ГОСТ отвечает давней и неудовлетворенной потребности общества. Ученые и инженеры Giant Oak подошли к Open Source уникальным образом. Их настоящий нестандартный подход привел к впечатляющим результатам в реальном мире с огромным потенциалом в будущем».
Терри Буш
бывший директор по данным, DIA
ДАВАЙТЕ РАБОТАТЬ ВМЕСТЕ
В Giant Oak мы являемся новаторами, которые создают надежные инструменты, позволяющие специалистам по управлению рисками на передовой принимать быстрые и обоснованные решения во все более динамичной среда безопасности и соответствия требованиям. Больше данных означает более качественные лиды и меньше работы.
СКАЧАТЬ
ГОСТ Обзор продукции
Расширьте возможности своей организации с помощью ГОСТ
Методика проверки точности измерения навигационных параметров секстаном с двумя степенями свободы большого зеркала | Материалы конференции AIP
Пропустить пункт назначения Исследовательская статья|
09 марта 2023 г.
Информация об авторе и статье
а) Автор, ответственный за переписку: [email protected]
б) в)Материалы конференции АИП 2700, 020035 (2023)
https://doi.org/10.1063 /5,0125098
- Взгляды
- Содержание артикула
- Рисунки и таблицы
- Видео
- Аудио
- Дополнительные данные
- Экспертная оценка
- Делиться
- Твиттер
- Инструменты
Перепечатки и разрешения
Иконка Цитировать Цитировать
- Поиск по сайту
Цитирование
Бабич С.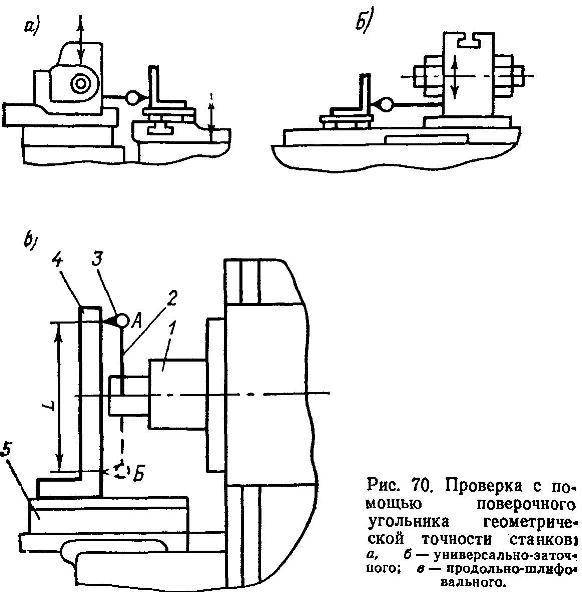 И., Козик С.В., Сибилев В.А.; Методика проверки точности измерения навигационных параметров секстаном с двумя степенями свободы большого зеркала. Материалы конференции AIP 9 марта 2023 г.; 2700 (1): 020035. https://doi.org/10.1063/5.0125098
И., Козик С.В., Сибилев В.А.; Методика проверки точности измерения навигационных параметров секстаном с двумя степенями свободы большого зеркала. Материалы конференции AIP 9 марта 2023 г.; 2700 (1): 020035. https://doi.org/10.1063/5.0125098
Скачать файл цитаты:
- Рис (Зотеро)
- Менеджер ссылок
- EasyBib
- Подставки для книг
- Менделей
- Бумаги
- КонецПримечание
- РефВоркс
- Бибтекс
Расширенный поиск |Поиск по цитированию
Практически по результатам стендовых испытаний получены и представлены функциональные погрешности при измерении разности высот и азимутов двух светил, расположенных на разных альмукантерах, данные для калибровки азимутального лимба секстанта с двумя степенями свободы большого зеркала дано.