Сечение сварочных кабелей для инверторов и аппаратов
Сварочные кабели применяются для соединения оборудования с электрической сетью, а также с электрододержателем и клеммами массы. Поскольку провода выполняют такую важную функцию, как передача значительных величин тока, то к ним предъявляются строгие требования и высокие нормы безопасности.
Требования к кабелям
Главные требования и нормы, предъявляемые к проводникам:
- эксплуатация проводов осуществляется в различных условиях, поэтому они должны обладать устойчивостью к ударам, разрывам и агрессивным химическим средам;
- хранение шнуров осуществляется в смотанном виде, поэтому провод должен выдерживать многократные сматывания и разматывания;
- сечение кабеля для сварочного аппарата должно выдерживать токовую нагрузку оборудования. Поэтому очень важно правильно подбирать сечение провода. Именно данной теме будет посвящена наша статья.
Виды и маркировка
Российские и зарубежные производители предлагают достаточно широкий выбор кабелей, отличающихся между собой техническими характеристиками.
- одножильные провода применяются для оснащения переносных агрегатов, жила выполнена из меди или ее сплавов; самая популярная марка, сечение которой варьируется в значительных величинах – КГ, часто используется исполнителями КОГ;
- провода с двумя жилами и более имеют более широкое применение, они используются не только для различных видов сварки: дуговая, импульсная, автоматическая, но и для резки; более подробная информация представлена здесь.
Маркировка проводов для сварки осуществляется посредством сочетания буквенных и числовых обозначений: КС – кабель сварочный, цифры обозначают количество жил.
Кроме этого, производители выпускают проводники для применения в особых климатических условиях
: кабели с обозначением Т – тропический, устойчивы к температурам до +50°С; КХ – подразумевает стойкость к холоду, к температурам до -60°С. Проводники без подобных обозначений предназначены для умеренных температур окружающей среды.
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Важно! К неисправности оснащения может привести проводник со слишком маленьким сечением. Если сечение будет меньше необходимой величины, то ток по жилам не пойдет и агрегат отключится или перегорит.
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками.
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов.
 Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
 Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А. Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2.
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров.
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² – вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Как подобрать длину и сечение сварочного кабеля
Сегодня речь пойдет о сварочных кабелях. Точнее об их длине и сечение.
Если на вашем сварочнике стоят полутораметровые обрезки, это совсем не значит, что они такие должны быть. Хотя, если написано в паспорте, что длиннее ставить провода нельзя, то мы вас вынуждены огорчить – вы купили низкокачественный инвертор! Но это сейчас встречается повсеместно (обман покупателей) и даже опытные сварщики бывает ошибаются, покупая «кота в мешке».
Длина сварочного кабеля может быть разная, она подбирается в каждом конкретном случае отдельно. Некоторые умудряются носить с собой аппарат на плече, это не очень хорошая практика, так как внутри устройства все-таки высокое напряжение. Чаще всего такое практикуют любители, которые не знают, что такое нормальная работа (это когда у тебя один держак в руках и не нужно таскать все оборудование с собой постоянно).
Рекомендуемая длина кабеля по учебнику не должна превышать 40 м. Несмотря на это, есть примеры использования кабеля 16мм 2 х50м на трансформаторе на 400А и никаких потерь, перебоев с поджигом и проблем с горением дуги при этом не наблюдается.
Если вы увеличиваете длину сварочного кабеля, не обязательно увеличивать его сечение, потому что это не высоковольтный провод и большие потери здесь исключаются.
Как рассчитать кабель:
S=R
2хπ=π/4хD2,то есть, если его диаметр, например, 1 см, тогда сечение S=25х3,14.
Для расчета сварочного кабеля (он, естественно не моножильный, а многожильный) требуется посчитать сечение жилы, а потом все жилки пересчитать и сложить.
Если у вас инвертор с реальными 200А на выходе, и вы не работаете на производстве с утра и до ночи, то 16 мм2 будет достаточно, больше не нужно. Если у вас сварочник на 140А – покупайте смело 10-12 мм2. Но опять же, если у вас в паспорте написано, что кабель длинный ставить нельзя, лучше не рисковать, хотя сгореть подобное оборудование может, даже если будет стоять в кладовке.
P.S. Если вы владелец Ресанты, у вас кабель алюминиевый. Если не верите, надрежьте изоляцию, подрежьте желтое покрытие и под ним обнаружится светлый блестящий металл.
Какой длины выбрать удлинитель для сварочного аппарата, читайте в следующей статье
Выбор сварочного кабеля | Полезные статьи
Сварочный кабель используется для соединений при дуговой сварке с применением полуавтоматических или автоматических установок. В этой статье мы раскроем базовые классификации сварочных кабелей, критерии выбора и способы подключения их к оборудованию, и можно ли удлинять сварочный кабель на инверторе. Ознакомиться с полным перечнем марок, узнать цену и купить интересующий кабель, вы можете здесь.
Виды и назначение сварочного кабеля разных классов
Рисунок 1. Кабель гибкий резиновый для сварочных работ марки КГ
На самом деле выбор кабеля для сварочного инвертора не велик. Самый распространенный вид сварочных кабелей — марка КГ. Данный кабель предназначен для работы в силовых цепях переменного тока, при напряжении до 600 В с частотой до 400 Гц или постоянного до 1000 Вт. Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Эти параметры обеспечивают возможность применения кабеля КГ как для передачи тока на электродержатель, так и для подключения сварочного аппарата или инвертора к сети.
Какой именно кабель нужен для подключения сварочного инвертора определяют условия эксплуатации. Кабель КГ выпускается для различных макроклиматических районов. Например, для эксплуатации в условиях отрицательных температур Крайнего Севера (до –60 °С) существует специальный кабель КГ-ХЛ. Состав оболочки КГ-ХЛ — холодостойкая резина из эластичного каучука. Для работы в климатических зонах с тропическим жарким климатом применяют кабели КГ-Т. Особенность КГ-Т является устойчивость оболочки к плесневым грибам, которые пагубно влияют на конструкцию кабеля, а также возможность эксплуатации его при температуре окружающей среды до +85 °С.
Кроме КГ, очень часто применяют кабели с особо гибкой жилой марки КОГ1. Такой кабель позволяют сварщику быстро менять положение, чтобы обеспечить себе максимально удобную точку доступа и равномерный прогрев свариваемых поверхностей.
Также в рабочих зонах с повышенной пожароопасностью часто применяют кабель КГН, оболочка которого не поддерживает процесс горения.
Критерии выбора сварочного кабеля
Назначение сварочного кабеля — подвод электричества от сварочного агрегата или источника питания к зажиму заземления, электродержателю и свариваемой поверхности. Правильно выбранный сварочный кабель — одно из условий бесперебойной работы сварочного аппарата. Выбор кабеля в первую очередь зависит от технических характеристик и потребляемой мощности каждой конкретной модели сварочного аппарата, а также условий окружающей среды, в которых предстоит работать.
Какое сечение кабеля нужно для сварочного инвертора
Например: к сварочному аппарату с питающим напряжением 220 В, потребляемой мощностью 2,4 кВА (60 %), напряжением холостого тока 44 В с плавной регулировкой до 100 А для подачи питания на электрод можно использовать кабель КГ1х6. КГ1х6 с данным аппаратом совместим по параметрам ресурсов максимальных нагрузок. Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Так как холостой ток аппарата — 44 В, максимально отдающий ток 100 А, то требуется кабель, который способен выдерживать до 4,4 кВт. КГ1х6 обладает сечением жилы 6 мм2, которая выдерживает нагрузку до 11 кВт, что дает возможность запаса мощности на кабеле. Запас имеет особое значение: при большой длине кабеля происходит падение напряжения.
Длина кабеля сварочных инверторов играет немалую роль в нормальной работе аппарата. Она должна подбираться так, чтобы избежать потерь силы тока. Универсального удлинителя сварочного кабеля для инвертора нет, поскольку характеристики аппарата индивидуальны и определяются тем, какого качества компоненты использованы при производстве, какой ресурс и запас мощности заложены каждым изготовителем.
Классификация сварочных кабелей
Классификация одножильных кабелей основана на области их применения:
- Для бытовых аппаратов с током 100–250 А в большинстве случаев используются кабель КГ сечением от 6 до 35 мм2.
- В случаях необходимости повышенного сварочного тока до 330 А (полупрофессиональное оборудование) применяется КГ 1х50 или КОГ1 1х50.
- Сварочное оборудование, работающее до 500 А, требует применения кабеля 1х120 или КОГ1 1х95.
- Для промышленных аппаратов с максимальным рабочим током до 680 А не обойтись без кабеля 1х185 или КОГ1 1х50.
- Кабели сечением выше 185 мм2 встречаются крайне редко, так как применяются на сверхмощных агрегатах.

Рисунок 2. Сварочный аппарат бытовой
Правила подключения и эксплуатации сварочного кабеля
- При подключении кабелей следует знать, что оно осуществляется при помощи припаянных или спрессованных кабельных наконечников.
- Соединения сварочных кабелей при необходимости тоже проводят методом опрессовки, пайки или сварки с обязательной изоляцией соединений.
- Сварочные кабели, как правило, подключаются к силовым разъемам оборудования (+), к электородержателям в обратной полярности (–). Изменение полярности выполняется на основании изменения параметров сварного тока.
- Сварочный кабель рекомендуется подключать без запаса длины, чтобы уменьшить падение мощности тока.
- Запрещается во время эксплуатации с помощью кабеля подтягивать и перемещать сварочный аппарат.
- Недопустимо подключение сварочного кабеля меньшей номинальной мощности, чем выдает сварочный аппарат.
- Приобретая сам кабель, нелишним будет побеспокоиться о покупке барабана, который облегчит передвижение и в разы сократит возможные запутывания проводов, что сильно усложняет и замедляет работу.
Какое сечение провода нужно для сварочного инвертора
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.

Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Подходящие марки и виды кабеля
Наиболее популярным вариантом для сварочного аппарата является кабель КГ, это гибкий одножильный кабель с многопроволочной жилой в резиновой изоляции. Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
Также популярен и КОГ – с повышенной гибкостью. Есть и специализированный КС, это основные марки проводников которые используются для сварочных работ.
В названии может присутствовать и пометка об исполнении:
- Т – тропическое исполнение, может работать при температуре окружающей среды до +50 (по некоторым источникам 85) градусов Цельсия.
- КХ или ХЛ – морозоустойчивый, работает и при -60 градусов Цельсия.
А также приставка П – дополнительная оболочка жилы из полимерных материалов.
Цифры в маркировке говорят о количестве жил и их сечении, например: КГ 1х16 говорит, о том, что он состоит из 1 жилы с площадью поперечного сечения в 16 кв. мм.
Выбор сечения и длины
Сечение кабеля для сварочного аппарата подбирается исходя из тока. Для примерной оценки необходимого сечения мы подготовили таблицу:
| Сечение, кв. мм | Ток, А |
| 1х6 | 80-100 |
| 1х10 | 120 |
| 1х16 | 189 |
| 1х25 | 240 |
| 1х35 | 289 |
| 1х50 | 362 |
| 1х70 | 437 |
| 1х95 | 522 |
Длина кабеля – предмет споров многих мастеров. При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
При увеличении длины, при неизменном сечении возрастает его сопротивление, а также индуктивность. Если выбрать слишком длинный кабель, то не придется сматывать в катушку при сварке вблизи сварочного аппарата, но если выбрать короткий – придется постоянно перемещать сварочник.
С другой стороны, если вы не варите на производстве большие объемы, то оптимальной будет длина сварочного кабеля в 5-10 метров, а аппарат подключить к сети через удлинитель. Тем более, что любительские аппараты инверторного типа, которые чаще остальных используются в последнее время, достаточно компактны и легки, поэтому их переноска не вызовет особых трудностей.
Если всё же вам нужно удлинить имеющийся провод – лучше всего подойдут гильзы.
Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.
Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше.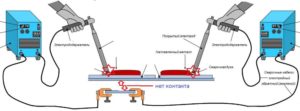 Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.
 Это приведет к излишней массе проводников и затруднениям в работе.
Это приведет к излишней массе проводников и затруднениям в работе.Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² – вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах.
Делаю проводку в гараже и вот озадачился. Имеем сварочный инвертор. Максимальная мощность 7 кВТ. Практически все варят и не парятся из розетки по кабелю 2,5 мм.кв. максимум. Но по моим расчетам потребляемый ток составит почти 50 А. Соответственно должен быть кабель медь 10 мм.кв. и 50 А автоматический выключатель. Вытекает справедливый вопрос. Почему производители аппаратов снабжают их кабелями подключения от утюга и бытовым штепселем. Бытовая розетка максимум , что я видел 16 А.! Как я полагаю, если я к ней подключусь она должна оплавиться. В чем я не прав? Еще предполагаются работы в конце двора, а это метров 20. Тогда и переноску готовить 10 мм.кв. Сколько наблюдаю все монтажники с бытовых переносок варят. Что то у меня не сходиться математика с реальностью.
Ну почитал форум. В частности тему ссылка
Пришел к выводу не страдать гигантизмом, а взять розетку для электроплит и автомат на 32 А. и соответственно кабель медь 4 мм. кв. В аппарат тоже поставить 4 мм.кв. У меня не производство. Работа сварочником цикличная электродом не более 3 мм. Если пойдет перегрев,-автомат сработает, тогда будем чаще курить!
mihail197 ,
Вы не правы в расчетах. И что бы это понять, их надо выложить. А то черт его знает как Вы там считаете.
Если у Вас действительно инвертор, то у инверторов потребление от сети приблизительно 1/8 от установленного сварочного. получается если .
mihail197 написал:
по моим расчетам потребляемый ток составит почти 50 А.
то сварочный у Вас будет около 400 , что таким током можно варить в гараже? Для сварки электродом 3 мм обычно хватает и 80 – 100 ампер , у меня например при таком токе даже автомат на 16 ампер ни разу не срабатывал, 10 амперный только если долго варить.
Сечение удлинителя рассчитывайте исходя из тока, длины и падения напряжения на нём, если напряжение в гараже не заниженное, то на 20 метров и 2.5 может хватить, а уж четверки и подавно, ну это уже смотрите на месте, какая сеть у Вас, какое напряжение, какое падение напряжения при нагрузке.
mihail197 написал:
Максимальная мощность 7 кВТ. Но по моим расчетам потребляемый ток составит почти 50 А.
31А и то, только в импульсе на самом максимуме токе.
mihail197 написал:
Вытекает справедливый вопрос. Почему производители аппаратов снабжают их кабелями подключения от утюга и бытовым штепселем.
Потому, что работает и так проще пользователям. Потому, что обычно СРЕДНИЙ ток на превышает 16А. По уму конечно лучше пром розетку, если непрерывно варить максимумом.
mihail197 написал:
Пришел к выводу не страдать гигантизмом, а взять розетку для электроплит и автомат на 32 А. и соответственно кабель медь 4 мм. кв. В аппарат тоже поставить 4 мм.кв. У меня не производство. Работа сварочником цикличная электродом не более 3 мм. Если пойдет перегрев,-автомат сработает, тогда будем чаще курить!
Оставляйте родной кабель и вилку и обычную розетку, только нормальную с нормально затянутыми проводами.
Если удлиннитель нужен длинный – то 4мм2, если короткий – то и 2.5мм2 хватит
Rumato написал:
mihail197 ,
Вы не правы в расчетах. И что бы это понять, их надо выложить. А то черт его знает как Вы там считаете.
Rumato ,
По формулам закона Ома. Сверяясь с расчетными таблицами нагрузок кабеля по току, которых в интернете предостаточно.
Slavka.sav написал:
у меня например при таком токе даже автомат на 16 ампер ни разу не срабатывал
У меня тоже. А при сврочном токе 200А 16амперник выбивает через минуту.
mihail197 написал:
Максимальная мощность 7 кВТ. Но по моим расчетам потребляемый ток составит почти 50 А.
31А и то, только в импульсе на самом максимуме токе.
Оставляйте родной кабель и вилку и обычную розетку, только нормальную с нормально затянутыми проводами.
Если удлиннитель нужен длинный – то 4мм2, если короткий – то и 2.5мм2 хватит
BV ,
Это как? 31А? Закон Ома уже не действителен? Или просто в расчет надо включить еще ряд параметров типа длины линии, способа прокладки кабеля,и т.д. и на выходе получим эти максимальные 30 А. Разве только так??
mihail197 написал:
Максимальная мощность 7 кВТ. Но по моим расчетам потребляемый ток составит почти 50 А.
31А и то, только в импульсе на самом максимуме токе.
Оставляйте родной кабель и вилку и обычную розетку, только нормальную с нормально затянутыми проводами.
Если удлиннитель нужен длинный – то 4мм2, если короткий – то и 2.5мм2 хватит
BV ,
Пожалуй так наверное и поступлю. Работают люди и не слышал я что б инвертор у кого то бытовую линию спалил..
mihail197 , модель инвертора укажите
mihail197 , Ну при 200 ампер сварочном, ток в сети будет 25 ампер, поэтому 16 ампер и будет выбивать. Вы просто писали про электроды 3 мм, для них 200 ампер ну уж слишком много
Slavka.sav написал:
mihail197 , Ну при 200 ампер сварочном, ток в сети будет 25 ампер, поэтому 16 ампер и будет выбивать. Вы просто писали про электроды 3 мм, для них 200 ампер ну уж слишком много
Slavka.sav ,
Про режим резки , забыли ?
mihail197 , вот характеристики инвертора
Потребляемый ток:
32.3 А
Потребляемая мощность ММА:
7.1 кВА
А кВА это не совсем кВт
кВт – полезная мощность, а кВА – полная мощность. кВА-20%=кВт или 1кВА=0,8кВт. Для того, чтобы перевести кВА в кВт, требуется от кВА отнять 20% и получится кВт с малой погрешностью, которую можно не учитывать. P-активная мощность (кВт), S-полная мощность (кВА), Сos f- коэффициент мощности. Даже если предположить, что у Вас 7 кВт , то 7000220=31,8
то есть достаточно 6 мм 2, а если в сети 230 В (новая норма), то получаем 30,4 А. У нас подваривают и с групп освещения, цепляясь к светильнику с помощью “жулика” , а там 1,5 мм 2. Основное условие при использовании удлинителем – размотать его на всю длину, иначе оплавится.
Slavka.sav написал:
mihail197 , Ну при 200 ампер сварочном, ток в сети будет 25 ампер, поэтому 16 ампер и будет выбивать. Вы просто писали про электроды 3 мм, для них 200 ампер ну уж слишком много
Slavka.sav ,
Про режим резки , забыли ?
dokar , Ну незнаю что автору резать надо.
металл 3-5 мм вполне нормально режится и на меньшем токе, мне и 130 хватает.
megrad написал:
mihail197 , модель инвертора укажите
megrad ,
А что это даст? Я сейчас на работе, модель точно не помню. Из дешевых китайских. Завтра я у соседа могу сварочник возять. У него трансформаторный потребление тоже 7 кВт на 200А сварочного тока. После завтра другой себе куплю. Мне главное правильный кабель заложить чтоб линия не поплыла.
Slavka.sav написал:
mihail197 , Ну при 200 ампер сварочном, ток в сети будет 25 ампер, поэтому 16 ампер и будет выбивать. Вы просто писали про электроды 3 мм, для них 200 ампер ну уж слишком много
Slavka.sav ,
Про режим резки , забыли ?
dokar ,
Имеет место быть! Не один автокузов порезал.
megrad ,
Спасибо! Так понятнее!
megrad написал:
mihail197 , модель инвертора укажите
megrad ,
А что это даст? Я сейчас на работе, модель точно не помню. Из дешевых китайских. Завтра я у соседа могу сварочник возять. У него трансформаторный потребление тоже 7 кВт на 200А сварочного тока. После завтра другой себе куплю. Мне главное правильный кабель заложить чтоб линия не поплыла.
mihail197 , На 7 Квт и если ток ставите 200 ампер , то 6 кв. мм Вам вполне достаточно.
mihail197 написал:
У него трансформаторный потребление тоже 7 кВт на 200А сварочного тока.
Вы путаете разные режимы. Потребление и режим сварки.
Потребляемый ток: 32.3 А
Потребляемая мощность ММА: 7.1 кВА
Сварочный ток MMA: 15–200 А
Рабочее напряжение ММА: 20.6–26.4 В
Напряжение холостого хода MMA: 60 В
Сварочный ток MMA (ПН 100%): 160 А
Типа ликбеза
Для сварки в комплекте идут провода соответствующего сечения.
Slavka.sav написал:
Ну при 200 ампер сварочном, ток в сети будет 25 ампер, поэтому 16 ампер и будет выбивать..
При кратковременном токе и на холоде на 25А не всякий АВ С16 моментально выбьет. Кроме того – редко кто варит непрерывной дугой более 5мин. И средний ток минут за 20 будет меньше.
Говорю про разброс характеристик АВ, время-токовую характеристику, и поправочный тепловой коэффициент.
Если линия из честных 2.5мм2 – то поставить АВ С20 – и спокойно работать без проблем.
BV , Ну как автор пишет “через минуту выбивает” Ну здесь понятно что от режима сварки зависит, при сварки с отрывом, непродолжительной и не выбьет. Да и потом смотря что за аппарат, какое напряжение, регулятором можно и 200 поставить , а потреблять может и меньше и больше.
Slavka.sav , зависит от того что надо приваритьпроварить.
megrad написал:
Slavka.sav , зависит от того что надо приваритьпроварить.
megrad , Ну да, ну мы этого не знаем
megrad написал:
зависит от того что надо приваритьпроварить.
Не только. Тут странность. В начале ТС говорит про инвертер, а в конце про транс. А это весьма разные нагрузки.
megrad написал:
Вы путаете разные режимы. Потребление и режим сварки.
Может и путаю. но больше меня уже советы запутали . Сейчас будет фото.
Вот и оно! Фото! И тут ни каких КВА ,кВА-КВА, А 6,3 кВТ
igor1 написал:
Не только. Тут странность. В начале ТС говорит про инвертер, а в конце про транс. А это весьма разные нагрузки
В чем странность 7 кВт. в Росии весьма разные чем 7 кВт в Африке?
megrad написал:
Вы путаете разные режимы. Потребление и режим сварки
Да что я путаю?? В техпаспорте черным по белому написано МОЩНОСТЬ 7 кВт прикладываем закон ома получаем результаты, что не так то??
Slavka.sav написал:
Ну как автор пишет “через минуту выбивает”
Ну так и есть и это я загрубил, если быть точнее через секунд 30-40 автомат на 16А выбивает
mihail197 написал:
Может и путаю. но больше меня уже советы запутали
Ну людям обычно сложно дать точный совет не зная всех подробностей.
Если как Вы пишите.
mihail197 написал:
Работа сварочником цикличная электродом не более 3 мм.
То для инвертора подойдёт обычная розетка, у меня подобный инвертор на 190 ампер, при сварке тройкой хватает автомата 16 ампер, сечение удлинителей в зависимости от длины.
Если
mihail197 написал:
Имеет место быть! Не один автокузов порезал.
Тогда понятно , сварочный ток Вы увеличиваете, увеличивается и потребляемый ( приблизительное соотношение 1/8, то есть делим 200 на 8 получаем 25 ) , ну опять же автомата на 20 – 25 ампер хватит, так как обычно ( это и в инструкции к инверторам пишут ) долго на предельном токе варить-резать нельзя. Если .
mihail197 написал:
Завтра я у соседа могу сварочник возять. У него трансформаторный потребление тоже 7 кВт на 200А сварочного тока.
У трансформаторных часто автоматы срабатывают при залипании электрода, так как ток резко повышается. Исходя из этого и решайте какую проводку Вам делать. Менять что то в инверторе, типа.
mihail197 написал:
В аппарат тоже поставить 4 мм.кв.
mihail197 написал:
взять розетку для электроплит
нет смысла, мало ли где то ещё им работать придётся где обычные розетки, а от долгого сварочного тока в 200 ампер ( от сети около 25 ) скорее сгорит или отключится сам инвертор чем кабель на 2.5 квадрата.
Ну если будете подключать трансформаторные, может и ещё более мощные, что бы долго варить резать на токах 200 ампер, делайте проводку с запасом, ну опять же как Вам написал megrad
megrad написал:
Даже если предположить, что у Вас 7 кВт, то 7000220=31,8
то есть достаточно 6 мм 2
mihail197 написал:
И тут ни каких КВА ,кВА-КВА, А 6,3 кВТ
6,3220=28,63 А, То есть для удлинителя достаточно 2,5. По крайней мере для 50 м. Сомневаетесь в обычной розетке поставьте силовой разъём .
Slavka.sav написал:
Ну как автор пишет “через минуту выбивает”
Ну так и есть и это я загрубил, если быть точнее через секунд 30-40 автомат на 16А выбивает
mihail197 , у АВ есть технологический разброс тока срабатывания 1.13. 1.45 от номинала.
Далее – в тепле стоит автомат, или ветерком обдувается.
Далее – хорошо ли затянут провод и не греется ли в клеммах?
Далее если в АВ зажать на вх выход скажем 10ку по 15см, а потом перейти на 2.5 то через эту 10-ку т будет теплоотвод лучше и срабатывать АВ будет при большем токе.
Поэтому у кого-то срабатывает, у кого-то нет, или позже.
Вот и оно! Фото! И тут ни каких КВА ,кВА-КВА, А 6,3 кВТ
igor1 написал:
Не только. Тут странность. В начале ТС говорит про инвертер, а в конце про транс. А это весьма разные нагрузки
В чем странность 7 кВт. в Росии весьма разные чем 7 кВт в Африке?
mihail197 , путаница в показаниях однако,
megrad написал:
Вы путаете разные режимы. Потребление и режим сварки
Да что я путаю?? В техпаспорте черным по белому написано МОЩНОСТЬ 7 кВт прикладываем закон ома получаем результаты, что не так то??
mihail197 , ну да ладно. К вашему вопросу: «Максимальная мощность 7 кВТ. Практически все варят и не парятся из розетки по кабелю 2,5 мм.кв. максимум. Но по моим расчетам потребляемый ток составит почти 50 А.»
Как известно, для действующих значений: P = U х I х cos(phi), где cos(phi) не меньше 0.75, для хороших сварочных аппаратов. Таким образом, действующий ток: не больше 41 А (37 А для 6.3 кВт).
“. Почему производители аппаратов снабжают их кабелями подключения от утюга и бытовым штепселем. Бытовая розетка максимум , что я видел 16 А.! Как я полагаю, если я к ней подключусь она должна оплавиться. В чем я не прав? . ”
Тепловое действие тока зависит от времени. Например, у меня ток КЗ 320А, а такие розетки уже кучу КЗ пережили и хоть бы хны. Так и у Вас, автомат C32 при токах 37..41А (превышение 1.16..1.28) имеет право вообще не сработать, но даже если сработает, то не ранее 33 минут непрерывной работы.
Если в инструкции на аппарат есть указание на допустимое время непрерывной работы 2..10 минут, то автомат C25 будет примерно ему соответствовать. А провод 2,5 мм2 никогда не нагреется выше 90С.
Обзор сварочных аппаратов, выбор кабеля для сварки
Аппаратура для производства сварочных работ отличается большим разнообразием. Только для электросварки разработано несколько типов сварочных аппаратовТрансформаторные аппараты для сварки переменным током
Трансформаторные аппараты для сварки переменным током. Отличаются простотой и надежностью конструкции, основу которой составляет автотрансформатор. Но дуга на переменном токе нестабильна, а трансформатор не может поддерживать на выходе аппарата стабильно высокое напряжение холостого хода. Поэтому для трансформаторного сварочного аппарата необходимо качественное напряжение сети без существенных просадок, а варить таким аппаратом можно только черные металлы. Сварочный аппарат для сварки переменным током Аппарат на основе того же трансформатора с добавлением на выходе диодного или тиристорного выпрямителя. Такое устройство позволяет варить нержавеющую сталь и цветные металлы при условии применения специальных электродов. Однако недостатки, связанные с низким уровнем напряжения холостого хода трансформатора, в этом аппарате лишь усугубляются, потому что на выпрямителе также теряется часть электрической мощности. Аппарат для сварки переменным током с добавлением на выходе тиристорного выпрямителяСварочные полуавтоматы
Малогабаритные аппараты достаточно сложного устройства: помимо трансформатора и выпрямителя имеют в своем составе горелку и привод подачи проволоки, которая в некотором смысле выполняет роль электрода. Полуавтоматы очень производительны и позволяют варить самые разные металлы. В качестве среды для сварки зачастую используются инертные или, напротив, активные газы. Сварочный полуавтоматСварочные инверторы
Универсальные сварочные аппараты, в которых частота напряжения сети повышается при помощи тиристорных преобразователей. Это позволяет использовать трансформатор с минимальными габаритами. Аппарат варит металлы выпрямленным напряжением. Инверторы являются самыми современными сварочными аппаратами, они всегда обеспечивают оптимальные рабочие параметры за счет электронных систем стабилизации напряжения холостого хода. Фактически инвертор может обеспечивать стабильную дугу и поддерживать заданный ток даже при существенной просадке напряжения сети. Инверторы – наиболее дорогие сварочные аппараты. Сварочный инверторОт чего зависит качество сварки?
Чтобы обеспечить качество сварочных работ, необходимо следующее:- Правильно выбрать сварочный аппарат для дуговой сварки по таким характеристикам как максимальный рабочий ток, напряжение холостого хода и относительная продолжительность цикла работы.
- Использовать электроды, соответствующие типу металла свариваемых конструкций и величине катета шва.
- Выбрать хороший держак и зажим «крокодил» для минусового провода (массы)
Выбор сварочных кабелей
Сечение и марка кабеля для держателя электрода и для массы подбирается одинаковым. Выбор сечения можно сделать по таблице, приведенной ниже. Выбор сечения сварочного кабеля Выбор марки сварочных кабелей диктуется условиями работы. Однако наиболее распространенная марка кабеля – КГ (медный гибкий многопроволочный кабель в резиновой оболочке). Раньше этот кабель имел маркировку КРПТ или КОГ. Эти кабели идеально соответствуют условиям работы при строительстве благодаря высокой гибкости многопроволочных жил и способности резиновой изоляции выдерживать многочисленные циклы изменения нагрузок. Для работы в условиях низких зимних температур выпускается модификация кабеля КГ, имеющая маркировку КГ хл. Но стоит заметить, что даже изоляция обычного кабеля КГ никогда не станет жесткой на морозе и не начнет лопаться. В качестве кабеля для держака и массы выбирается одножильный кабель КГ (КГхл) нужного сечения, а для питания сварочного аппарата по высокой стороне обыкновенно выбирается двух- или трехжильный КГ в случае питания от одной фазы, или (четырех-) пятижильный в случае питания аппарата от трех фаз. Одножильный сварочный кабель КГ Кабель КГ многожильный для подключения сварочного аппарата Сечение кабеля высокой стороны определяется исходя из паспортной мощности аппарата и его фазности, точно так же, как и для любого другого электроприемника, включаемого в общепромышленную сеть 220 или 380 вольт переменного тока.какую марку, длину и сечение провода выбрать
Главная и единственная функция сварочного кабеля – бесперебойно и без потерь доставить электроэнергию до места сварки, где она преобразуется в тепло, что приведет к расплавлению металла и последующей сварке.
Кабель состоит из двух проводников, на одних концах которых смонтированы держатель электрода или зажим массы, на других клеммы или штекеры, как на бытовых сварочных инверторах.
Требования
Сварочный кабель должен пропускать рабочий ток сварки с наименьшими потерями. Из доступных материалов максимальная проводимость у меди. Чтобы сам провод не грелся, то есть на нем не происходило заметного падения напряжения, он должен быть достаточно толстым (большого сечения).
Свариваемые конструкции имеют сложную форму, и сваркой приходится заниматься в различных положениях. Электрод должен свободно доставать до любых мест свариваемой конструкции. Поэтому сварочный провод должен иметь максимальную гибкость и не мешать производству работ.
Так как вокруг свариваемых деталей часто бывают металлические токопроводящие конструкции, то провод должен иметь надежную изоляцию. Кроме этого, изоляция должна позволять варить в сложных природных и производственных условиях.
Она должна выдерживать воздействие жары, холода, пролитого масла или другого смазочного материала. Проводник и изоляция должны быть невосприимчивы к ударам, рывкам и химически агрессивным средам.
Так как в процессе работы сварочный провод много раз приходиться сматывать и заматывать, то он должен выдерживать и это. Таким требованиям отвечает многожильный медный провод большого сечения в мягкой маслостойкой резиновой оболочке.
Характеристики
На сегодняшний день не производят универсальный сварочный кабель, который мог бы работать во всех климатических и производственных условиях. Но выпускают довольно большую линейку проводов, которые отвечают главным условиям сварочного кабеля: минимальное сопротивление и гибкость.
У отечественных производителей марка КГ означает, что гибкий кабель сделан из меди. Он предназначен для соединения силовых элементов нестационарного оборудования, может использоваться в качестве сварочного кабеля. Кроме этого имеется специальный сварочный кабель КС. По техническим характеристикам они практически идентичны.
Если на проводе присутствует маркировка КГ 1х16, это означает гибкий силовой одножильный кабель сечением 16 мм2. Допустимый рабочий ток 189 А.
Первая цифра обозначает количество жил, две или три последующие – сечение провода. Буквы ХЛ сообщают о том, что кабель можно использовать при низких рабочих температурах до -60 ⁰C. Дополнительное покрытие предотвращает появление трещин на холоде.
Буква Т говорит о способности провода работать в условиях повышенной влажности и температуры до + 85 ⁰C. Кроме этого буква Т говорит, что провод обладает антисептическими свойствами, не боится грибка и плесени, что характерно для тропического климата.
Аббревиатура КОГ сообщает о том, что жилы сварочного проводника особо гибкие и позволяют использовать его в любых самых неудобных и труднодоступных местах без причинения вреда рабочим качествам.
Такой кабель обеспечивает максимальный комфорт для сварщика. В сварочном кабеле КС буква П означает полимерное покрытие, ВЧ – напряжение высокой частоты. Выбор такого кабеля для инвертора будет идеальным решением.
При проведении сварочных работ в зонах повышенной пожарной опасности необходимо использовать соответствующий сварочный кабель.
Маркировка КГН означает негорючесть. Весь кабель КГ независимо от климатического исполнения полностью герметичный, может использоваться под водой. Единственное, что нужно сделать, это обеспечить герметичность в местах соединения проводника с аппаратом и держателем электрода.
Типы используемых проводников
Основными типами кабелей, применяемым в сварочных устройствах являются:
- одножильные проводники с медной токоведущей жилой, выполненной из множества тонких проволочек, применяются в основном для инвертора;
- двужильные проводники, представляющие собой анод и катод, которые обеспечивают применение высокочастотного тока для импульсной сварки и переменный ток для резки металла;
- трехжильные проводники используются в аппаратах автоматической сварки, применяемых при монтаже трубопроводов и других изделий, где требуется ровный и высококачественный шов.
Для сварочного аппарата в комплекте идут кабели, рассчитанные на рабочие токи устройства. Если их нет, то необходимо выбрать соответствующие сварочные провода.
Обращая внимание на максимальный рабочий ток аппарата. Он указывается в инструкции по эксплуатации прибора. Если в документации указан рабочий ток в пределах 160-189 А, то сварочный провод согласно требованиям ГОСТ должен иметь сечение 16 мм2.
При токах 240-250 А необходим проводник сечением 25 мм2. При использовании полупрофессиональных устройств на 350-362 А требуется проводник сечением 50 мм2.
В профессиональных сварочных аппаратах при максимальных рабочих токах 437 А или 522 А требуются подключить проводники сечением 70 мм2 и 95 мм2 соответственно.
Допустимо ли удлинять
С длинным проводом удобнее работать, но он повышает сопротивление проводника и соответственно на нем происходит дополнительное падение напряжения.
Для обеспечения требуемого тока аппарат приходится переводить в режим максимальных нагрузок, что вызывает быстрый износ устройства. Удлинить кабель, в том числе обратный провод, можно, но с заменой более толстым с большим сечением.
Тогда потери на проводнике не изменятся, но увеличится масса кабеля. Так как удельное сопротивление постоянно для конкретного металла, то увеличив длину проводника вдвое, потребуется увеличить площадь сечения тоже вдвое.
При этом необходимо правильно подсоединять штекеры и клеммы к кабелю. Они должны соединяться методом опрессовки или пайки с последующей изоляцией.
Четкого однозначного запрета на удлинение от производителей нет. Особые требования по обеспечению тока предъявляют к держателям электродов. Однако многие специалисты не рекомендуют удлинять кабель, заявляя, что аппарат может выйти из строя, а производитель при этом снимет гарантию.
Выбор сварочного кабеля подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что его правильный размер. Я видел несколько справочных таблиц, но хотел бы получить объяснение, как их использовать.
Сварочный кабель является проводником сварочного тока. Он состоит из серии тонких медных нитей, обернутых непроводящей прочной оболочкой (обычно из синтетического или натурального каучука различных цветов).Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изолирующая оболочка предназначена для выдерживания повторяющихся движений по шероховатым поверхностям. По мере увеличения уровня тока (измеряется в амперах или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной скрутки должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы пропускать больший объем воды.Вы используете шланг меньшего размера для полива своего сада, а пожарная служба использует шланг гораздо большего размера для тушения пожаров.
«Пропускная способность» сварочного кабеля, также известная как допустимый ток или номинальная сила тока, означает максимальное количество электрического тока, которое кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. Е. Номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды.Более короткие кабели могут пропускать больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто имеет температуру жилы 75 ° C (167 ° F), 90 ° C (194 ° F) или 105 ° C (221 ° F). Хотя сам медный провод может выдерживать высокие температуры, создаваемые более высокой силой тока, прежде чем он будет поврежден, изоляция, защищающая его, расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30 ° C (86 ° F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, снизить их пропускную способность.Кроме того, несколько кабелей, плотно упакованных вместе, также могут иметь снижение способности рассеивать тепло. Несколько кабелей должны быть немного разнесены.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же имеет определенную степень сопротивления потоку электронов через нее. Следовательно, в кабеле будет возникать нагрев за счет сопротивления. Сварочный кабель правильного размера может стать теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться.Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном итоге, к обрыву и отказу кабеля). Разрыв изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, не проводит ток более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Следовательно, кабели увеличенного размера могут быть неэффективными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. На рис. 1 указаны размеры AWG. Калибровочные размеры больше единицы равны нулю, также выражаются как 1/0 (произносится как «одна цифра»), два нуля, выражаются как 2/0 (произносится как «две доли»), 3/0 и 4/0. Кабели сечений от №4 до №4 / 0 обычно используются для сварочного кабеля.
Рисунок 1: Пример калибра проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рисунок 2: Сравнение размеров кабеля AWG / метрической системы
Теперь при выборе кабеля подходящего размера для сварочного оборудования лучше всего выбрать кабель, способный выдержать максимальную мощность сварщика. Для этого нужно определить три фактора.К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочная цепь – это полный путь, по которому проходит электричество. Он включает в себя источник питания, кабель электрода, электрододержатель (или горелку TIG или механизм подачи проволоки и горелку), электрическую дугу, рабочий кабель и рабочий зажим. На рисунке 3 показана сварочная схема. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля.Кабель электрода подключается к держателю электрода, горелке TIG или механизму подачи проволоки. Рабочий кабель прикрепляется к рабочему зажиму. Обратите внимание, что последние два элемента часто неправильно называют «заземляющий кабель» и «заземляющий зажим». Однако это неправильная терминология, так как «заземляющий» провод применяется только к первичной обмотке сварочной цепи (то есть к входящему силовому кабелю).
Рисунок 3: Пример сварочного контура
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля.Не имеет значения, в каком направлении течет ток через сварочную цепь, будь то постоянный ток положительный (DC +), постоянный ток отрицательный (DC-) или переменный ток (AC). Полярность и направление тока влияют только на сварочные характеристики и выбор электрода.
Номинальная выходная мощность источника питания – это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить токи, превышающие их номинальную выходную мощность, в течение коротких периодов времени).Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная выходная мощность 250 А), Power Wave® S350 (номинальная выходная мощность 350 А), Flextec ™ 650 (номинальная выходная мощность 650 А) и т. Д.
Рабочий цикл – это номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока перед превышением своего теплового предела (т.е. обмотки становятся слишком горячими) и отключением, если он имеет защиту от тепловой перегрузки.Как правило, при уменьшении уровней выходной мощности рабочий цикл увеличивается (до 100% или непрерывной выходной мощности). И наоборот, по мере увеличения выходных уровней (до максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла можно найти на паспортной табличке источника питания и / или в руководстве по эксплуатации. Номинальный рабочий цикл источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного источника питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 4: Однофазные и трехфазные блоки питания
Рисунок 5 – это пример диаграммы для выбора правильного сечения сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 А с рабочим циклом 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов.Из таблицы следует выбрать подходящий размер кабеля №2 / 0. Размеры кабелей увеличиваются для увеличения длины, прежде всего, с целью минимизировать падение кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рисунок 5: Выбор сварочного кабеля подходящего размера
Следует также отметить, что помимо правильного выбора размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии.Любые трещины, порезы, пятна износа и т. Д. На сварочном кабеле могут снизить его токонесущую способность и создать горячие точки. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или соединителями с поворотным замком также могут снизить способность проводить ток и создавать горячие точки (см. Примеры в , рис. 6, ). Все изношенные, потертые и поврежденные части следует немедленно отремонтировать для обеспечения надлежащей работы и сведения к минимуму любых потенциальных угроз безопасности.
Рисунок 6: Примеры изношенного и поврежденного сварочного кабеля
Электросварной аппарат для стыковой сварки микросхем 1 кВА (SC-MBW-0515: 0.2 мм²- – Электросварочная промышленность
Electroweld industries – ведущий производитель оборудования для контактной сварки, обслуживающий промышленность более 45 лет. Наши сварочные аппараты предназначены для обеспечения производственного решения по доступной цене, обеспечивая при этом надежность и низкую стоимость обслуживания.
Области применения: Установки для стыковой сварки электросварной проволоки специально разработаны для промышленности по обработке проводов и кабелей. Данный сварочный аппарат предназначен для стыковой сварки черной и цветной проволоки в диапазоне 0.Диаметр 3 мм – 3,8 мм.
Электросварной аппарат для стыковой сварки микросхем 1 кВА (SC-MBW-0515)
– Свариваемость – Площадь поперечного сечения – 0,2–1,77 мм².
– Свариваемость – Диаметр – 0,5-1,5 мм.
– Свариваемость – Диапазон сварки – 24-15 AWG.
– Свариваемость – Диапазон сварки – 25-17 SWG.
– Свариваемые материалы: медь, алюминий, латунь, бронза
Характеристики: Эти машины сконструированы в виде настольных моделей и сконструированы с особым вниманием к быстрому и простому управлению.Автоматический процесс сварки требует минимального обучения операторов и обеспечивает однородные сварные швы с высокой прочностью на разрыв, способные выдерживать последующее вытягивание.
Конструкция Электросварные микропроволочные аппараты для стыковой сварки спроектированы как портативные модели на подвижной тележке, с подпружиненными зажимными приспособлениями и ножной педалью. Основной корпус, в котором находится сварочный трансформатор, неподвижные и подвижные плиты, изготовленные из легкого сплава. Каждая машина смонтирована на стойке колесной тележки с тормозами.Все машины оснащены оборудованием для отжига.
Перемещение при отклонении: Ход подвижной плиты на двух параллельных направляющих.
Давление осадки: Обеспечивается прецизионным пружинным действием на подвижную плиту.
Электроды: Электроды из специального износостойкого медного сплава, снабженные прецизионными V-образными канавками, обеспечивают быстрое и точное выравнивание проводов.
Инициирование тока: Автоматическое включение и выключение по току через встроенный магнитный контактор.Пуск тока осуществляется ручной кнопкой, установленной на одной стороне неподвижной плиты, и отключение тока осуществляется автоматически в зависимости от заданного расстояния осадки. Предусмотрены отдельные электроды для отжига сваренной проволоки.
Регулировка сварочного тока: Регулировка сварочного тока с помощью 8-позиционного поворотного переключателя.
Сварочный процесс
– Концы соединяемых проводов «подготавливаются» на специальном приспособлении для резки (опция).
-Сварочный ток и начальный установленный зазор устанавливаются в соответствии с размером проволоки, повышающее давление устанавливается на заводе.
– Концы проводов жестко зажимаются специальными быстродействующими зажимами и просматриваются через увеличительное стекло с подсветкой (опция), чтобы гарантировать правильное совмещение концов проводов.
-При нажатии кнопки цикл стыковой сварки запускается и завершается автоматически с помощью встроенных средств управления.
-Сварка завершена, затем при необходимости снимается зажим и отжигается в устройстве для отжига (опция).
* Требования к питанию: 220 В переменного тока, 50/60 Гц или 415 В переменного тока, 50/60 Гц (цена включает настройку согласно требованиям перед отправкой)
* Отдельные электроды для отжига сваренной проволоки в комплекте.
** Приставка для резки концов проволоки в указанном диапазоне доступна как дополнительная опция.
*** Колесная тележка доступна как дополнительная опция.
**** Дополнительный комплект запчастей и расходных материалов может быть добавлен к поставке по запросу
Таблица спецификаций:
Свариваемость – Площадь поперечного сечения многожильного кабеля, провода или каната (мм²):
*** Рабочий цикл может быть выше до 50% при активном водяном охлаждении сварочных клещей и вторичных обмоток трансформатора.
Поиск продукции – Площадь поперечного сечения многожильного кабеля, провода или каната (мм²):
Свариваемость – диаметр многожильного кабеля, проволоки или каната (мм):
*** Рабочий цикл может быть выше до 50% при активном водяном охлаждении сварочных клещей и вторичных обмоток трансформатора.
Поиск продукции – Диаметр многожильного кабеля, проволоки или каната (мм):
Дополнительные функции
*** Свариваемость – Плоский металл – Все электросварочные аппараты для стыковой сварки проволокой и стержнем могут выполнять сварку плоского металла, если они настроены с использованием узла плоских губок вместо стандартных губок с канавками для проволоки и стержней.Для получения информации о диапазонах свариваемости свяжитесь с нами, чтобы указать материал и площадь поперечного сечения.
**** Свариваемость – многожильные кабели / канаты / шнуры с использованием стеклянных, керамических или углеродных рукавов, которые функционируют как тигли при стыковой сварке многожильных кабелей. Для получения информации о диапазонах свариваемости, пожалуйста, свяжитесь с нами, чтобы указать материал и площадь поперечного сечения. .
Стеклянные рукава для стыковой сварки многожильного кабеля Сечение: 0,16 мм² – 35 мм²
Стеклянный рукав / стеклянная трубка Применение: Стеклянные рукава для электросварки предназначены для стыковой сварки многожильных проводов.Пример: Для обеспечения возможности непрерывного волочения проволоки два конца свариваемого многожильного проводника вставляются в отверстия стеклянной гильзы на каждом конце, так что они встречаются в середине трубы. Эта сборка многожильных кабелей и стеклянной гильзы затем зажимается в зажимах соответствующего аппарата для стыковой сварки электродов. Когда начинается процесс стыковой сварки, стеклянные муфты действуют как тигли во время стыковой сварки, а концы многожильных проводников внутри плавкого предохранителя муфты образуют сварной шов без заусенцев и пор.Затем стеклянную гильзу разбивают молотком или киянкой, обнажая скрученный встык многожильный кабель, который затем может быть обработан на входе, обеспечивая непрерывность производственного процесса волочения проволоки.
Примечание: Зажимной механизм сварочных клещей на машинах для стыковой электросварки может приводиться в действие вручную, с ножным приводом или с пневматическим цилиндром, в зависимости от свариваемого многожильного проводника и соответствующей мощности машины. Что касается механизма давления осадки в машинах для электросварки стыковой сварки – для многожильных проводов с меньшим поперечным сечением давление осадки при стыковой сварке прикладывается посредством натяжения пружины, а для многожильных проводов с большим поперечным сечением давление осадки при стыковой сварке прикладывается с помощью пневматических цилиндров.Кроме того, давление зажима должно быть примерно в два раза выше давления при стыковой сварке в осадке, чтобы избежать проскальзывания и поворота многожильных проводников внутри муфты во время стыковой сварки.
Срок заказа и поставки стеклянной гильзы:
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) СТЕКЛЯННЫХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 100 шт.
Минимум 4-5 недель для доставки MOQ. По запросу образцы могут быть предоставлены раньше.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Таблица спецификаций для различных типов внешнего диаметра проводника и направляющая для соответствия разным размерам стеклянных рукавов:
Преимущества стеклянных рукавов:
Примечание 1: Выбор размера внутреннего диаметра гильзы – Зазор между гильзой и проводником:
Провод должен проскальзывать в гильзе, но с небольшим трением, чтобы его можно было хорошо провести.Если зазор слишком велик, осевая жесткость жилы снижается, и проволока начинает сворачиваться в гильзе. Размер втулки следует учитывать так же, как и размер сварочной матрицы. Это не должно препятствовать введению проводника, но должно существовать некоторое трение.
Кроме того, выбор хорошего резака – важный шаг на пути к успешной сварке. Если мы советуем нашим пользователям не перегибать провод после резки, то это также происходит по этой причине. Поскольку ручная перемотка никогда не бывает регулярной, она меняет не только качество скольжения в рукаве, но также зазор и все другие параметры.Кроме того, еще одним негативным последствием сварного шва большего диаметра является риск разрыва или растяжения, когда он позже пройдет через изоляционную головку.
Примечание 2: Использование правого инструмента для резки многожильного проводника перед вставкой в стеклянную гильзу для стыковой сварки:
Пользователи часто режут проводники ножницами. Даже если это плохо видно, это увеличивает длину проводников и оставляет за собой плоский заусенец за пределами жилы. Кроме того, проводник легко разматывается, и пользователь пытается перемотать его, чтобы он снова оставался жестким.В результате он должен использовать гильзу большего размера, чем необходимо, и это увеличивает зазор между гильзой и проводом. Еще одно отрицательное последствие этой чрезмерной скрутки – уменьшение длины свивки, что снижает текучесть расплавленного металла между проволоками. Затем оператор должен увеличить высадку, чтобы компенсировать больший зазор, но не может увеличить давление, потому что проводник менее хорошо перемещается в муфте во время плавления. Поскольку сварка неудовлетворительна, оператору требуются более длинные гильзы, надеясь решить проблему.Затем сварной шов становится длиннее и легко ломается после нескольких складок в аккумуляторе по мере продвижения по линии.Фактически, для хорошего забивания гильзы требуется как можно меньший зазор между гильзой и проводом.
Ниже приведены некоторые примеры:
| сечения | зазор |
| от 0,25 до 0,35 мм² | от 0,03 до 0.05 мм |
| от 1,5 до 4 мм² | от 0,5 до 0,7 мм |
Примечание 3: продевание проводника в гильзе:
Мы также рекомендуем, чтобы оператор создал небольшой конус на входе в рукав, чтобы облегчить введение прядей и избежать неравномерного перекручивания.
Примечание 4: Зажим проводника в зажимах:
Причиной складывания проводника во время сварки часто является плохой зажим в губках.При приложении давления плохо зажатые проводники разрезают зажимы, и сварной шов поворачивается вокруг тех, которые зажаты правильно. Теоретически лучшей формой губок является круговая канавка, но на практике мы рекомендуем использовать U-образные канавки, потому что установка и зажим более надежны.
Свойства материала боросиликата, использованного для изготовления рукава из боросиликатного стекла:
Свойства материала кварца, используемого для изготовления рукава из кварцевого стекла:
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) СТЕКЛЯННЫХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 100 шт.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Электросварные керамические рукава для многожильного кабеля Поперечное сечение: 0,16 мм² – 193 мм²
Применения: Электросварные керамические втулки предназначены для стыковой сварки многожильных проводов. Пример: Для обеспечения возможности непрерывного волочения проволоки два конца свариваемого многожильного проводника вставляются в отверстия керамической гильзы на каждом конце так, чтобы они пересекались в середине трубы.Эта сборка многожильных кабелей и керамической втулки затем зажимается в губках подходящего аппарата для стыковой сварки электродов. Когда начинается процесс стыковой сварки, керамическая гильза действует как тигель, а концы многожильных проводников внутри гильзы плавятся, образуя сварной шов без заусенцев и пор. Затем керамическую гильзу разбивают молотком или киянкой, обнажая сваренный встык многожильный кабель, который затем может быть обработан перед технологией, обеспечивая непрерывность производственного процесса волочения проволоки.
Примечание: Зажимной механизм сварочных клещей на машинах для стыковой электросварки может приводиться в действие вручную, с ножным приводом или с пневматическим цилиндром, в зависимости от свариваемого многожильного проводника и соответствующей мощности машины. Что касается механизма давления осадки в машинах для электросварки стыковой сварки – для многожильных проводов с меньшим поперечным сечением давление осадки при стыковой сварке прикладывается посредством натяжения пружины, а для многожильных проводов с большим поперечным сечением давление осадки при стыковой сварке прикладывается с помощью пневматических цилиндров.Кроме того, давление зажима должно быть примерно в два раза выше давления при стыковой сварке в осадке, чтобы избежать проскальзывания и поворота многожильных проводников внутри муфты во время стыковой сварки.
Уникальные характеристики керамических втулок для стыковой сварки:
1. Очень высокая прочность на сжатие.
2. Механическая прочность от средней до очень высокой.
3. Умеренная теплопроводность
4. Высокая термостойкость.
5. Высокая термическая стабильность и рабочие температуры.
6. Низкий коэффициент теплового расширения.
7. Электроизоляция.
8. Легко обрабатывается.
9. Высокая твердость, высокая износостойкость и сопротивление трению.
10. Коррозионная стойкость даже при высоких температурах.
11. Малый удельный вес.
Сроки заказа и доставки:
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) КЕРАМИЧЕСКИХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 1000 шт.
Минимум 4-5 недель для доставки MOQ. По запросу образцы могут быть предоставлены раньше.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Серия 1: Таблица спецификаций и руководство для подбора керамических гильз различных размеров к конкретному поперечному сечению многожильного проводника для стыковой сварки:
Серия 2 – Таблица спецификаций и руководство для подбора керамических рукавов разного размера к конкретному поперечному сечению многожильного проводника для стыковой сварки:
Примечание 1: Выбор размера внутреннего диаметра гильзы – Зазор между гильзой и проводником:
Провод должен проскальзывать в гильзе, но с небольшим трением, чтобы его можно было хорошо провести.Если зазор слишком велик, осевая жесткость жилы снижается, и проволока начинает сворачиваться в гильзе. Размер втулки следует учитывать так же, как и размер сварочной матрицы. Это не должно препятствовать введению проводника, но должно существовать некоторое трение.
Кроме того, выбор хорошего резака – важный шаг на пути к успешной сварке. Если мы советуем нашим пользователям не перегибать провод после резки, то это также происходит по этой причине. Поскольку ручная перемотка никогда не бывает регулярной, она меняет не только качество скольжения в рукаве, но также зазор и все другие параметры.Кроме того, еще одним негативным последствием сварного шва большего диаметра является риск разрыва или растяжения, когда он позже пройдет через изоляционную головку.
Примечание 2: Использование правого инструмента для резки многожильного проводника перед вставкой в керамическую втулку для стыковой сварки:
Пользователи часто режут проводники ножницами. Даже если это плохо видно, это увеличивает длину проводников и оставляет за собой плоский заусенец за пределами жилы. Кроме того, проводник легко разматывается, и пользователь пытается перемотать его, чтобы он снова оставался жестким.В результате он должен использовать гильзу большего размера, чем необходимо, и это увеличивает зазор между гильзой и проводом. Еще одно отрицательное последствие этой чрезмерной скрутки – уменьшение длины свивки, что снижает текучесть расплавленного металла между проволоками. Затем оператор должен увеличить высадку, чтобы компенсировать больший зазор, но не может увеличить давление, потому что проводник менее хорошо перемещается в муфте во время плавления. Поскольку сварка неудовлетворительна, оператору требуются более длинные гильзы, надеясь решить проблему.Затем сварной шов становится длиннее и легко ломается после нескольких складок в аккумуляторе по мере продвижения по линии.Фактически, для хорошего забивания гильзы требуется как можно меньший зазор между гильзой и проводом.
Ниже приведены некоторые примеры:
| сечения | зазор |
| от 0,25 до 0,35 мм² | от 0,03 до 0.05 мм |
| от 1,5 до 4 мм² | от 0,5 до 0,7 мм |
Примечание 3: продевание проводника в гильзе:
Мы также рекомендуем, чтобы оператор создал небольшой конус на входе в рукав, чтобы облегчить введение прядей и избежать неравномерного перекручивания.
Примечание 4: Зажим проводника в зажимах:
Причиной складывания проводника во время сварки часто является плохой зажим в губках.При приложении давления плохо зажатые проводники разрезают зажимы, и сварной шов поворачивается вокруг тех, которые зажаты правильно. Теоретически лучшей формой губок является круговая канавка, но на практике мы рекомендуем использовать U-образные канавки, потому что установка и зажим более надежны.
Спецификации силлиманита, используемого для изготовления керамических рукавов:
Примечание. Эти керамические рукава изготовлены из силлиманита и других минералов. В основном они состоят из Al2O3 и SiO2.Их физические и химические свойства лучше, чем у керамики из глинозема высокого качества. Их максимальная температура использования составляет 1600 ℃.
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) КЕРАМИЧЕСКИХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 1000 шт.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
0,16 мм² -193 мм² – Electroweld Industries
Electroweld industries – ведущий производитель оборудования для контактной сварки, обслуживающий промышленность более 45 лет.Наши сварочные аппараты предназначены для обеспечения производственного решения по доступной цене, обеспечивая при этом надежность и низкую стоимость обслуживания.
Применения: Электросварные керамические втулки предназначены для стыковой сварки многожильных проводов. Пример: Для обеспечения возможности непрерывного волочения проволоки два конца свариваемого многожильного проводника вставляются в отверстия керамической гильзы на каждом конце так, чтобы они пересекались в середине трубы. Эта сборка многожильных кабелей и керамической втулки затем зажимается в губках подходящего аппарата для стыковой сварки электродов.Когда начинается процесс стыковой сварки, керамическая гильза действует как тигель, а концы многожильных проводников внутри гильзы плавятся, образуя сварной шов без заусенцев и пор. Затем керамическую гильзу разбивают молотком или киянкой, обнажая сваренный встык многожильный кабель, который затем может быть обработан перед технологией, обеспечивая непрерывность производственного процесса волочения проволоки.
Примечание: Зажимной механизм сварочных клещей на машинах для стыковой электросварки может приводиться в действие вручную, с ножным приводом или с пневматическим цилиндром, в зависимости от свариваемого многожильного проводника и соответствующей мощности машины.Что касается механизма давления осадки в машинах для электросварки стыковой сварки – для многожильных проводов с меньшим поперечным сечением давление осадки при стыковой сварке прикладывается посредством натяжения пружины, а для многожильных проводов с большим поперечным сечением давление осадки при стыковой сварке прикладывается с помощью пневматических цилиндров. Кроме того, давление зажима должно быть примерно в два раза выше давления при стыковой сварке в осадке, чтобы избежать проскальзывания и поворота многожильных проводников внутри муфты во время стыковой сварки.
Керамические рукава для многожильных кабелей сечения: 0.16 мм² -193 мм²
Уникальные характеристики керамических втулок для стыковой сварки:
1. Очень высокая прочность на сжатие.
2. Механическая прочность от средней до очень высокой.
3. Умеренная теплопроводность
4. Высокая термостойкость.
5. Высокая термическая стабильность и рабочие температуры.
6. Низкий коэффициент теплового расширения.
7. Электроизоляция.
8.Легко и легко обрабатывается.
9. Высокая твердость, высокая износостойкость и сопротивление трению.
10. Коррозионная стойкость даже при высоких температурах.
11. Малый удельный вес.
Сроки заказа и доставки:
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) КЕРАМИЧЕСКИХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 1000 шт.
Минимум 4-5 недель для доставки MOQ. По запросу образцы могут быть предоставлены раньше.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Таблица спецификаций и руководство для подбора керамических гильз различных размеров к конкретному поперечному сечению многожильных проводников для стыковой сварки:
Примечание 1: Выбор размера внутреннего диаметра гильзы – Зазор между гильзой и проводником:
Провод должен проскальзывать в гильзе, но с небольшим трением, чтобы его можно было хорошо провести.Если зазор слишком велик, осевая жесткость жилы снижается, и проволока начинает сворачиваться в гильзе. Размер втулки следует учитывать так же, как и размер сварочной матрицы. Это не должно препятствовать введению проводника, но должно существовать некоторое трение.
Кроме того, выбор хорошего резака – важный шаг на пути к успешной сварке. Если мы советуем нашим пользователям не перегибать провод после резки, то это также происходит по этой причине. Поскольку ручная перемотка никогда не бывает регулярной, она меняет не только качество скольжения в рукаве, но также зазор и все другие параметры.Кроме того, еще одним негативным последствием сварного шва большего диаметра является риск разрыва или растяжения, когда он позже пройдет через изоляционную головку.
Примечание 2: Использование правого инструмента для резки многожильного проводника перед вставкой в керамическую втулку для стыковой сварки:
Пользователи часто режут проводники ножницами. Даже если это плохо видно, это увеличивает длину проводников и оставляет за собой плоский заусенец за пределами жилы. Кроме того, проводник легко разматывается, и пользователь пытается перемотать его, чтобы он снова оставался жестким.В результате он должен использовать гильзу большего размера, чем необходимо, и это увеличивает зазор между гильзой и проводом. Еще одно отрицательное последствие этой чрезмерной скрутки – уменьшение длины свивки, что снижает текучесть расплавленного металла между проволоками. Затем оператор должен увеличить высадку, чтобы компенсировать больший зазор, но не может увеличить давление, потому что проводник менее хорошо перемещается в муфте во время плавления. Поскольку сварка неудовлетворительна, оператору требуются более длинные гильзы, надеясь решить проблему.Затем сварной шов становится длиннее и легко ломается после нескольких складок в аккумуляторе по мере продвижения по линии.Фактически, для хорошего забивания гильзы требуется как можно меньший зазор между гильзой и проводом.
Ниже приведены некоторые примеры:
| сечения | зазор |
| от 0,25 до 0,35 мм² | от 0,03 до 0,05 мм |
| 1.От 5 до 4 мм² | от 0,5 до 0,7 мм |
Примечание 3: продевание проводника в гильзе:
Мы также рекомендуем, чтобы оператор создал небольшой конус на входе в рукав, чтобы облегчить введение прядей и избежать неравномерного перекручивания.
Примечание 4: Зажим проводника в зажимах:
Причиной складывания проводника во время сварки часто является плохой зажим в губках. При приложении давления плохо зажатые проводники разрезают зажимы, и сварной шов поворачивается вокруг тех, которые зажаты правильно.Теоретически лучшей формой губок является круговая канавка, но на практике мы рекомендуем использовать U-образные канавки, потому что установка и зажим более надежны.
Спецификации силлиманита, используемого для изготовления керамических рукавов:
Примечание. Эти керамические рукава изготовлены из силлиманита и других минералов. В основном они состоят из Al2O3 и SiO2. Их физические и химические свойства лучше, чем у керамики из глинозема высокого качества. Их максимальная температура использования составляет 1600 ℃.
Технические характеристики диоксида циркония, используемого для изготовления керамических рукавов:
Примечание. Эти керамические втулки, изготовленные из диоксида циркония, характеризуются высоким термическим сопротивлением и механической стойкостью. Из всех современных керамических материалов диоксид циркония имеет самую высокую вязкость и прочность при комнатной температуре. Их максимальная температура использования составляет 1000 ℃.
Примечание: МИНИМАЛЬНОЕ КОЛИЧЕСТВО ДЛЯ ЗАКАЗА (MOQ) КЕРАМИЧЕСКИХ РУКАВОВ ЛЮБЫХ ОПРЕДЕЛЕННЫХ РАЗМЕРОВ – 1000 шт.
Пожалуйста, свяжитесь с [email protected] для получения образцов запросов, ценовых предложений или заказов на закупку для ваших требуемых приложений и количества
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником(FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы.Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая FCAW (с защитным газом). Различие между ними связано с использованием различных флюсов в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но и для защиты сварочной ванны и капель металла от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы. Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы самозащиты порошковой проволокой
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов в виде тонкой линии – единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Только флюсовый сердечник может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется при машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно следит за процессом сварки и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСварочные насадки
- Не используйте гладкие приводные ролики для проволоки, используйте ведущие ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет провода от 1/2 ″ до 3/4 ″
- Перетащите пистолет (сварка с обратной стороны)
- Для плоского шва приваривайте под углом 90 градусов и назад на 10 градусов.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов, уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, используется вертикальный верх на 1/4 дюйма и выше, также уменьшите параметры на аппарате на 10-15%.
- Для потолочных работ старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищать шлак после каждого прохода
FCAW против GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему различные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается ровной и более управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход электродами большего диаметра, тогда как GMAW и SMAW потребуются несколько проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. Для FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, поскольку для этого требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1 фаза, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), Air Carbon Arc (CAC-A) резку и строжку)Оборудование, используемое для сварки сердечником флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Элементы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами состоит в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым напылениемИсточник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного входа с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, для которой иногда требуется более мощный источник питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с моторным приводом вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пистолеты с водяным охлаждением сердечника для флюса позволяют более эффективно охлаждать пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих приложений, использующих токи 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. Когда его помещают в баллоны высокого давления, он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа – защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой могут использоваться как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, доступности, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ доступен пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, при этом жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (рекомендуется 12 литров в минуту при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода – наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от двуокиси углерода будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критических коррозионных применений. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкодисперсный шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргоно-кислородные
Смеси аргона с кислородом, содержащие 1-2 процента кислорода, используются для некоторых применений. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей – сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение флюсовой проволоки – рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердечник из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсующих соединений, чем электроды с газовой защитой.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Для предоставления раскислителей и поглотителей, которые помогают очищать и производить твердый металл шва.
- Для создания стабилизаторов дуги, обеспечивающих плавную сварочную дугу и сводящих к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» обозначает производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, поскольку проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали – Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали – Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали – Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» – только плоское и горизонтальное положение.
- Буква «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное.
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит 0,30 – 0,75 процента меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником под флюсом, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буква «T» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие провода обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности машины для сварки сердечником из флюса, рабочего цикла машины и расстояния между сварочной машиной и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
В Таблице 10-20 показаны рекомендуемые сечения кабелей для использования с различными сварочными токами и длинами кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов – Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Качественный
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном положении Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая производительность наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Порошковая сварка идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из низкоуглеродистой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом меньше разбрызгивания, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно производить сварку во всех положениях. Некоторые порошковые проволоки не нуждаются во внешней подаче защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Выпадает более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Дыма и дыма больше, чем у GMAW и SAW
- Брызги
- Провод FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство порошковых электродов из низколегированной или мягкой стали более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неполадок
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с указаниями производителя (которые находятся внутри панели оборудования) на предмет следующего (подробно описанного ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние между контактным наконечником и рабочим местом
- Полярность питателя
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного покрытия, узкий проход и много брызг.
Видео об устранении неполадок FCAW
Сварка FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлак трудно удалить, и появилось много брызг. Если скорость проволоки слишком высока, проволока будет продолжать загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварка FCAW создана при высокой скорости проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью перемещенияСкорость перемещения выше рекомендованной : в результате получается узкий выпуклый сварной шов.Сравните со слишком высокой скоростью движения потока вверху и со скоростью вытесняющей лужи внизу.
Сварка FCAW с высокой скоростью перемещенияРасстояние между наконечником и рабочей поверхностью : Проверьте правильность расстояния для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, что делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2 ″ до 5/8 ″)Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная диаграмма внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что вы перетаскиваете шлак. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы хотите, чтобы угол поворота был 45 градусов, а сопротивление – 5-10 градусов.
(PDF) Другой процесс сопротивления: Сварка перекрестной проволокой
ffi-
Wfi
Рис. 10 – Результат моделирования перекрестной сварки проволокой
, показывающий выброс в виде красного пламени
.
Таблица2 Параметры сварки арматурной стали (переменный ток 60 Гц)
d
(мм) (кН)
FE tx_up
(цикл) tX
(цикл)
4
6
7
L1
73
18
25
JL
Холоднотянутый
lz “
(kA)
4.5
5,4
6,6
7,6
8,6
9,7
1,1..2
13,7
15,8
Холодная деформация
12 *
(kA)
8,4
9,6
10,8
L3.1.
1.5.2
17.5
Горячекатаный
l2x
(кА)
6.3
7,4
9.1,
10.5
r1.9
13,4
16,3
18,9
21..7
5
6
7
8
9
10
12
T4
овер-все качество поперечной
проволоки сварочной. Рисунок 6
дополнительно иллюстрирует это, показывая различия
и
в типичной твердости
ядра сварного шва между тремя распространенными сталями.
Марк Мюллер из HA Schlatter AG,
, производитель широкого спектра машин для сварки поперечной проволокой из Швейцарии,
представил несколько интересных графиков, которые иллюстрируют некоторые критически важные значения для проекта
.
, которые иллюстрируют необходимость стандартизированной процедуры
для определения
свариваемости арматурных сталей.
Сегодняшние стандарты
определяют арматурную сталь
с CE до 0.50 как «свариваемый» (Рис. 6)
без каких-либо ограничений, даже если
имеет высокую тенденцию к упрочнению. Рисунки 7-9 иллюстрируют
задачу достижения требований к испытаниям на сдвиг
стандарта DIN 488-5 с использованием параметров
таблицы 2. Эти цифры показывают, что для
требуется высокий уровень тока. достичь
необходимого глубокого проникновения, особенно
, особенно в горячекатаной арматурной сетке,
и является результатом многолетнего опыта
Мюллера и его клиентов.
Более тонкие линии на диаграммах показывают
95% площади (с использованием дуплексного стандартного образца
) результатов испытания на сдвиг. Для сравнения
среднее значение для холодного и горячего вытянутого материала
также показано на рис. 8 и
9. Эти графики показывают необходимость
контроля параметров сварки для достижения
требуемой прочности. Установленные международные стандарты
улучшат качество
, установив приемлемую прочность.Для уменьшения
увеличения количества вытеснения во время сварки
необходимо увеличение наклона
, чтобы уменьшить
концентрацию тока в начале
тока, протекающего при сварке горячекатаной арматурной стали
типов, показанных на рис. 9.
Другим способом повышения качества
сварки поперечным сопротивлением является новое использование программного обеспечения для моделирования
,
, которое пытается спрогнозировать производительность сварки поперечной проволокой на основе
конечных элементное моделирование входных параметров –
тера материала, времени, силы тока и
силы.Пример выходных данных этого процесса
приведен на рис. 10. Пиковая температура
, достигнутая при моделировании, пересекает
относительно полосы справа.
Майкл Кунц из Университета Ва-
terloo сделал еще один шаг в этом направлении, выпустив
для мелкомасштабного моделирования микросварки
Рис. 11 – Металлографические результаты микросварки
с дополнительным моделированием.
поперечной сварки тонкой нержавеющей стали
проволоки для биосовместимых материалов –
таких как медицинские имплантаты.На рисунке 11
показано, как он использовал программу моделирования
ware для прогнозирования результатов сварки постоянным током
при различных сценариях до
, чтобы увидеть распределение пиковой температуры,
, что поможет ему оценить размер
. зоны термического влияния,
и ниже
определяют, как могут быть затронуты механические свойства
. Показаны три сварочных тока:
,, I00, I20 и 150 А, соответственно, относительно
.Моделирование
сопряжено с микрофотографией фактического повторного сварного шва
султантного шва для сравнения.
Final
Мысли
В этой статье были рассмотрены некоторые применения
катионов перекрестной сварки
проволокой,
высветила потребность отрасли в создании
сдвига при растяжении
стандартов прочности
для pro-
точечная сварка с растущим использованием высокопрочных сталей
и высокопрочных сталей ultra-
, а также появляющаяся тенденция
к внедрению моделирования
контактная сварка для уменьшения количества проверок сварных швов
катионный контроль и подготовка производства лом
и труд.При сварке выступами сварка
без выброса невозможна. Задача
заключается в контроле величины пульсации ex-
и получении требуемой силы
. Стандартные процедуры:
, необходимые для определения свариваемости
материалов для поперечных сварных швов проволокой
. t
1,5
2
2,5
a
3,5
4
5
6
7
СВАРКА
Эксперименты по сварке JOURNAL
(PDF) проанализированы с помощью моделирования перекрестной сварки и проволоки
📄С.В. Нильсен, В. Чжан, Н. Бэй и др. Journal of Advanced Joining Processes 3 (2021) 100039
Рис. 1. Контактная контактная сварка двух перекрещенных проволок. (a) Установка между
двумя электродами A типа C0 at. Два скрещенных провода B выровнены перпендикулярно
друг к другу и центрированы между электродами с помощью направляющей C, удерживающей катушку Роговского
D для измерения сварочного тока. . Под нижним электродом
расположен датчик силы E для измерения сварочного усилия.(b) Крупным планом
показаны перпендикулярно выровненные провода, лежащие на нижнем электроде в направляющей
. (c) Фотография сварки поперечной проволокой. Проволока
и направляющая система (рис. 1 c), которая не добавляет никаких соответствующих вертикальных ограничений
во время процесса сварки. Горизонтальное выравнивание
естественно решается, как только верхний электрод прижимается к проволокам
. Во время сварки (как показано на рис. 1 с) сила электрода
и сварочный ток измеряются датчиком нагрузки и катушкой Говски Ro-
, расположенной, как показано на рис.1 а.
Рассмотрены провода из трех материалов. Это алюминий
AA6060-T6, конструкционная сталь S235JR + AR и нержавеющая сталь AISI 316L.
Кривые напряжения течения в зависимости от температуры и скорости деформации получены на системе Gleeble 1500 (см. Nielsen 2012) и представлены
на рис. 2. Обратите внимание, что конструкционная сталь S235JR + AR отличается от
, типичное размягчение с температурой из-за синей хрупкости около
400 ° C.Электрические и термические данные материалов доступны в базе данных материалов SORPAS® (2020).
Одним из параметров оценки для сварки поперечной проволокой является установка-
вниз S, как определено в Ассоциации производителей контактной сварки
(2003),
𝑆 =
𝐴 –
𝐴
(1)
, где A – начальный диаметр проволоки, а B – конечная высота соединения
за вычетом одного диаметра A; см. рис.3. Усадка – это прямая мера
сжатия и для данного уровня силы косвенная мера подводимого тепла
. В некоторой степени это также относится к прочности сварного шва.
2.2. Выбор сварочного аппарата
Были оценены два сварочных аппарата. Основные различия
между двумя аппаратами заключаются в источнике приложенного сварочного усилия и типе сварочного тока
. Один из них – это 8105 Tecna 250 кВА с блоком управления
TE 180 (далее именуемым Tecna).Другой – Expert 170 кВА с блоком управления Harms
и Wende HWI 2000 (далее – Expert).
Tecna имеет пневматическую силовую систему и подает сварочный ток на переменном токе
, в то время как Expert имеет гидравлическую силовую систему с дополнительными дисковыми пружинами
для стабилизации усилия и обеспечения постоянного усилия во время
возможного разрушения материала из-за размягчения . Expert подает сварочный ток
средней частоты, 1 кГц, практически действующий как постоянный ток
.
Предварительные сварочные испытания, проведенные на обеих машинах, показали –
существенные различия в поведении при сварке выступами. Наиболее серьезные различия наблюдались при сварке проволоки из алюминия
минимум, которая имеет относительно высокую теплопроводность и электрическую проводимость,
, что приводит к умеренному тепловыделению и быстрой теплопроводности на расстоянии
от зоны сварного шва. Таким образом, сварка алюминия обычно требует короткого времени сварки
и высокого сварочного тока, что приводит к узкому интервалу процесса
, поскольку минимальный ток, необходимый для создания сварного шва, составляет
, что уже близко к пределу разбрызгивания.
Невозможно было добиться достаточной усадки и прочности при сварке проволокой
алюминия на аппарате Tecna. Типичная проблема, наблюдаемая при сварке алюминиевой проволоки
аппаратом Tecna, – это внезапный скачок от низкого положения
к сильному выбросу из-за небольшого увеличения сварочного тока, как
, как показано на рис. 4a и 4b. Пример сварного шва, полученного с помощью Expert
, приведен на рис. 4 c, где проволока подвергалась пескоструйной очистке стекла для повышения консистенции
в экспериментах, позже проведенных с помощью Expert.
Основная причина такого резкого изменения характеристик сварки в
Tecna связана с пневматической силовой системой, которая не может снижать усилие и движение
при размягчении материала. Таким образом, контактная зона
не разработана должным образом, и сильноточный электродвигатель
локально создает очень высокие температуры, что приводит к сильным брызгам на свободных поверхностях
. Другой вопрос, который необходимо учитывать при сварке алюминия
, – это тип подаваемого сварочного тока.При использовании переменного тока время
между пиками с достаточным током будет действовать как время охлаждения
, потому что слабый ток недостаточен для нагрева или даже для поддержания температуры алюминия. вблизи области сварного шва из-за высокой теплопроводности алюминия
. Периоды времени без тока
из-за углов проводимости менее 100% действуют таким же образом,
, который требует более высокого тока и, следовательно, более высоких пиков с более высоким риском разбрызгивания
.
Баттен (1958) сообщил об аналогичных опытах с пневматическим управлением силой
и улучшил отслеживание движения электрода, когда
поперечная проволока схлопывается из-за внезапного сброса давления на одной стороне
поршня. Это позволяло производить разумную сварку, но было менее управляемо.
Баттен (1958) также сообщил о некоторых случаях всплеска и доказал с помощью фотоэлемента
, что он всегда происходил вблизи пиков тока, что согласуется с
с приведенным выше обсуждением.
Welding on the Expert, с другой стороны, дает возможность
соединять алюминиевые поперечные проволоки со стабильным развитием в зависимости от сварочного тока
. Основным преимуществом Expert
является гидравлическое управление усилием с установленными дисковыми пружинами между поршнем
тонн и сварочным электродом. Тарельчатые пружины предназначены для сопровождения
движения электрода, сохраняя при этом постоянную силу. Когда
материал разрушается при сварке выступами, нагрузка на пружины уменьшается, что приводит к расширению, которое толкает электрод вниз до
вслед за свариваемыми образцами.Кроме того, сварочный ток средней частоты, подобный
постоянного тока, позволяет избежать вышеуказанных проблем, связанных с пиками тока
.
Для сварки алюминия поперечной проволокой требуется сварочный аппарат Expert
. Нержавеющая сталь легко сваривается на обоих аппаратах
. Вопреки ожиданиям, похоже, что конструкционная сталь
легче сваривается с Tecna. Конструктивная сталь
в полученном состоянии была без проблем сваривалась на аппарате Tecna, в то время как
образовывала брызги уже при малых значениях тока на аппарате Expert.Было доказано, что
связано с состоянием поверхности. После удаления черной поверхности
шлифованием конструкционная сталь также легко приваривалась к Expert.
Одно из объяснений может заключаться в том, что при использовании переменного тока в Tecna,
поверхностный слой смягчается и выдавливается во время начальной стадии
первой четверти цикла тока до того, как будет подан полный ток. plied, поскольку Thornton et al. (1996) сообщают, что основное изменение удельного электрического сопротивления контакта
происходит в течение первого квартала цикла.
В заключение обсуждения различий между двумя сварочными аппаратами
ing следует отметить, что все последующие сварные швы были выполнены сварочным аппаратом
Expert.
2.3. Подготовка поверхности проволоки
В связи с изложенным выше конструкционная стальная проволока была заземлена
перед сваркой. Алюминиевые проволоки подвергались струйной очистке стеклом не менее трех
часов перед сваркой для получения стабильных результатов. Вся алюминиевая проволока
была сварена в тот же день, что и стеклянная струйная обработка.Пескоструйная очистка стекла
удаляет существующий оксидный слой, а новый ровный слой может проявиться перед сваркой. Все проволоки перед сваркой были очищены бензином.
2
Разработана новая машина для лазерной сварки двигателей электромобилей | 2020 | Пресс-релиз | Furukawa Electric Co., Ltd.
Разработан новый аппарат для лазерной сварки двигателей электромобилей (электромобилей).
– Обеспечивает универсальное решение для всего, от намотки до сборки и сварки до испытаний –
NITTOKU Co., Ltd.
Furukawa Electric Co., Ltd.
- Благодаря сотрудничеству высокоточной технологии FA NITTOKU и технологии лазерной обработки / определения характеристик медного материала Furukawa Electric, мы можем предоставить комплексное обслуживание, включая экономящие труд системы FA, высококачественную технологию лазерной сварки и последующее обслуживание. служба продаж.
- Новый лазерный сварочный аппарат обеспечивает в 10 раз более короткое время цикла и исключительно высокое качество сварки, что позволяет повысить эффективность производства.
- Обе компании внесут свой вклад в устойчивое развитие общества за счет реализации высокоэффективных приводных двигателей для электромобилей.
NITTOKU Co., Ltd. (штаб-квартира: 2-292-1, Адзумачо, Омия-ку, город Сайтама, Сайтама; президент: Нобусигэ Кондо; «НИТТОКУ» ниже) и Furukawa Electric Co., Ltd. (штаб-квартира: 2- 3, Маруноути 2-чоме, Тиёда-ку, Токио; президент: Кейити Кобаяши; компания «Furukawa Electric» ниже) совместно разработали лазерный сварочный аппарат для электромоторов.Вместе они надеются повысить эффективность процессов производства двигателей своих клиентов (ускорение работы, упрощение процессов и стабилизация качества), объединив решения по автоматизации производства (FA) компании NITTOKU (которая занимает лидирующую в мире долю рынка мотальных машин. ) и технологии лазерной сварки медных материалов компании Furukawa Electric.
Впервые новинка будет представлена на выставке Photonix2020, которая пройдет со 2 по 4 декабря.Будет проведена демонстрация шпилечной сварки прямоугольной магнитной проволоки. Представленная машина будет оснащена новым гибридным лазером Furukawa Electric Blue-IR и системой сканирования, позволяющими измерять ошибки расположения прямоугольных магнитных проводов и выполнять сварку с лазерным сканированием в оптимальном положении.
Фон
Ожидается, что технологии EV будут составлять все большую долю автомобильного рынка.Как основная движущая сила этих транспортных средств, двигатели должны стать меньше, легче и эффективнее.
Двигатели, в которых используется прямоугольный магнитный провод, становятся все более обычным явлением в ситуациях, когда требуются более мощные двигатели меньшего размера. Сварка TIG (примечание 1) обычно используется для сварки этих прямоугольных магнитных проводов. Однако этот метод нельзя использовать для выборочного плавления определенной области, поэтому прямоугольные проволоки необходимо располагать с высокой степенью точности. Однако лазеры обеспечивают бесконтактную обработку и поэтому хорошо подходят для технологии обработки изображений и способны выборочно плавить заданную область.Они также имеют небольшое количество тепла и могут использоваться для эффективной сварки.
Однако чистая медь имеет высокую теплопроводность и низкую скорость поглощения света на длине волны волоконного лазера. Это затрудняет контроль тепловложения и надежное формирование формы сварочной ванны и замочной скважины. Это также может привести к дефектам обработки, таким как разбрызгивание и образование раковин.
Детали
Обзор системы / технологии
- Новинка – установка для лазерной сварки двигателей электромобилей.В процессе сварки качество и производительность могут быть увеличены за счет комбинации прецизионных технологий FA NITTOKU и технологий лазерной обработки Furukawa Electric (управление режимами луча (примечание 2) и гибридные лазерные технологии Blue-IR ( примечание 3) ).
- В дополнение к прецизионной обработке с использованием прямоугольной проволоки, NITTOKU установит производственную линию, в которой будет использоваться оригинальная технология управления для дальнейшего улучшения характеристик лазерных генераторов Furukawa Electric.
- Furukawa Electric использует технологии лазерной обработки, позволяющие выполнять сварку электродвигателем даже при разной высоте или зазоре между прямоугольными проволоками, что позволяет упростить процесс.
- NITTOKU начнет прием заказов на этот новый продукт в декабре 2020 года. Заинтересованным клиентам будут предоставлены предложения по спецификациям машин, основанные на формах и размерах их двигателей, а также на используемых ими процессах.
- Заказчикам, чьи предприятия находятся за пределами Японии, будет предоставлено техническое обслуживание и поддержка на ближайшем к ним сайте NITTOKU.
Рис. А: Внешний вид аппарата для лазерной сварки двигателей
Рис. B: Внешний вид / вид в разрезе обработанного образца
(на фотографии показаны поверхность и поперечное сечение образца для сварки прямоугольной проволокой
)
Глоссарий
(примечание 1) Сварка TIG: Тип дуговой сварки, в которой используется электричество.Между электродом и основным металлом приложено высокое напряжение. При протекании сильного тока тепло, выделяемое дуговым разрядом, используется для сварки. Он подходит для сварки всех видов металлов, таких как железо, алюминий и медь.
(примечание 2) управление режимом луча: Технология, которая управляет формой луча лазера с помощью элемента преобразования режима луча. Путем стабилизации расплавленной ванны части, подвергаемой лазерному облучению, можно реализовать высококачественную лазерную сварку, такую как предотвращение разбрызгивания и внутренних дефектов.
(примечание 3) Гибридные лазерные технологии Blue-IR: комбинация синего лазера (длина волны: 465 нм), который имеет высокий коэффициент поглощения света для меди, и лазера ближнего инфракрасного диапазона (длина волны: 1070 нм), обеспечивающего глубокое проникновение. Характеристики поглощения света синим лазером позволяют стабильно контролировать подвод тепла, обеспечивая сварку меди с высокой скоростью и высоким качеством.
Усилия Furukawa Electric Group по достижению ЦУР
Основываясь на корпоративной философии «Опираясь на более чем вековой опыт в разработке и производстве передовых материалов, чтобы внести свой вклад в создание устойчивого общества за счет непрерывных технологических инноваций», Furukawa Electric Group ведет бизнес, сосредоточенный на четырех основные технологические возможности (металлы, полимеры, фотоника и высокая частота).Кроме того, принимая во внимание «Цели устойчивого развития (ЦУР)», принятые ООН, мы сформулировали «Видение Furukawa Electric Group до 2030 года», которое проясняет бизнес-направления Furukawa Electric Group, и прилагаем усилия, направленные на «создание решений. для нового поколения глобальной инфраструктуры, сочетающей информацию, энергию и мобильность, чтобы построить устойчивый мир и сделать жизнь людей безопасной, мирной и полезной.
Вопросы о продукте
NITTOKU Co., ООО
Отдел поддержки продаж
Отдел продаж по всему миру
Акихико Каяно
ЭЛЕКТРОННАЯ ПОЧТА : [email protected]
Начало страницы
.