как научиться в домашних условиях сваривать металл
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали.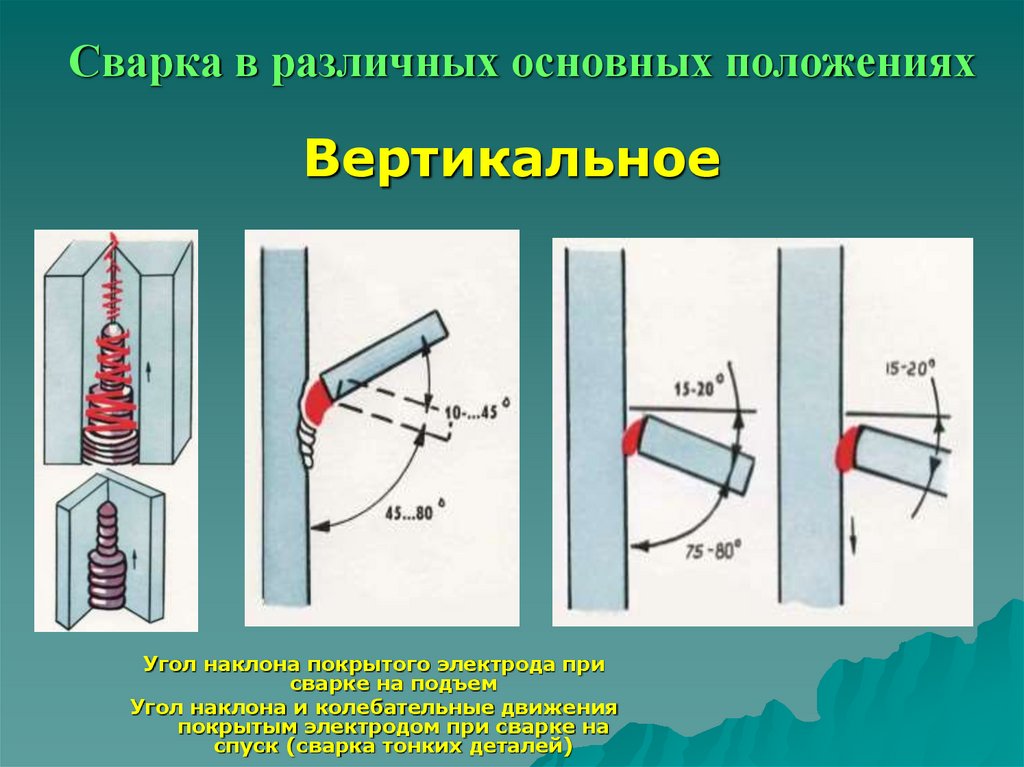
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Основы дуговой сварки
Из множества известных видов сварки наибольшее распространение получила дуговая сварка с помощью электродов благодаря своей универсальности. Данная технология позволяет производить различные типы швов любого назначения, не меняя оборудования с инструментом (при рационально подобранном режиме дуговой сварки). Также он подходит для сварки на труднодоступных участках и во всех пространственных положениях.
Массово применяется ручная электродуговая сварка методом прямого действия. Устойчивость сварочного процесса достигается непрерывностью подачи электродной проволоки в область горения дуги, не допуская существенного изменения в ее длине. Слишком длинная дуга усиливает реакции окисления электродного металла, понижает глубину провара с увеличением разбрызгивания, а швы дуговой сварки при этом содержат заметные оксидные включения.
Технология и оборудование для дуговой сварки
Чтобы знать, как варить электродуговой сваркой, нужно иметь представление о процессе возбуждения, то есть зажигания, дуги. Оно возможно от краткого по времени замыкания сварочной электроцепи, когда производящий сварку касается обрабатываемой металлической заготовки электродным концом с мгновенным его отведением на расстояние в несколько миллиметров. В это время и зажигается электрическая дуга. Ее устойчивое горение в процессе дуговой сварки обеспечивается поступательными движениями конца электрода вдоль своей оси в ходе его расплавления.
В ходе выполнения дуговой сварки покрытыми электродами осуществляется расплавление как их покрытия, так и самих стержней. Расплавление покрытия сопровождается образованием газов со шлаком. Последний покрывает собой получаемые в ходе расплавления электрода металлические капли. Перемешиваясь с расплавом металла сварочной ванны, шлак образует особый покров, всплывая на ее поверхность. Это покрытие обеспечивает защиту металла от реакций с азотом, кислородом и другими элементами атмосферного воздуха. Помимо этого, шлак еще способствует очищению расплавленных материалов. Газы, выделяющиеся от расплавления электродного покрытия, вытесняют собой воздух из области действия дуги, что также обеспечивает хорошие защитные условия при электродуговой сварке металлов.
Различные электродные покрытия способны обеспечить не только защиту сварного соединения газами и шлаком от негативных атмосферных воздействий, но и эффективность металлургических процессов, происходящих с металлами в расплаве ванны. С помощью покрытых электродов соединяют различные сплавы из черных и цветных металлов при любой толщине заготовок. Использование этих электродов эффективно как в аргонно-дуговой сварке, так и в наплавке металлов. Рационально их применение для изготовления металлоконструкций при толщине обрабатываемых деталей свыше 2 мм с незначительной протяженностью соединений, в том числе располагаемых на труднодоступных участках, во всех пространственных расположениях.
Важнейшими достоинствами установок дуговой сварки являются простое оснащение с универсальностью его применения. А к недостаткам можно отнести необходимость использования ручного труда с не слишком высокой производительностью работ. Последнее объясняется плотностью тока электродуговой сварки, не допускающей больших значений. Это ставит производительность процесса в зависимость от физико-химических свойств материалов, состава электродов и режимов ручной дуговой сварки.
Это ставит производительность процесса в зависимость от физико-химических свойств материалов, состава электродов и режимов ручной дуговой сварки.
При производстве сварочных работ в качестве исходного металла используют поковки, литье, а чаще всего прокат. Зная, как правильно варить электродуговой сваркой, стоит уделять должное внимание подготовке изделий под сварку. Первоначальная обработка проката включает правку (вручную или с помощью правильных станков), зачистку и вырезку заготовок. Затем детали в случае их искривления в процессе резки правят и проводят подготовку свариваемых кромок, при необходимости с их отбортовкой и гибкой. При невозможности подготовки металла под сварку на промышленном оборудовании, например, в ходе строительно-монтажных работ, металлоконструкции собирают на месте с подгонкой деталей. Для производства дуговой сварки ГОСТ предусматривает основные варианты соединений и конструктивных элементов с размерами, исходя из толщин соединяемых материалов, а также формы подготовки кромок с размерами швов для различных соединений.
Подготовленные к обработке аппаратом электродуговой сварки детали собирают, выдерживая нужные зазоры и совмещения кромок. Измерительными щупами, линейками и шаблонами проверяется точность сборки, после чего производят временное закрепление заготовок с помощью скоб, струбцинов или прихваток короткими швами. Число и размеры прихваток определяются условиями выбранной технологии ручной дуговой сварки. Размеры сечений выполненных прихваток не могут превышать трети основного шва, а их поверхность должна быть очищена от грязи и шлака.
На формы с размерами получаемых швов во многом влияет выбор режима электродуговой сварки, основными характеристиками которого считают напряжение дуги с диаметром электродов и параметры сварочного тока, его силу, род с полярностью. Повышение напряжения на дуге, возможное при ее удлинении, уменьшает глубину провара с увеличением ширины шва. С нарастанием силы сварочного тока возрастает и погонная энергия дуги, увеличивая глубину провара. При повышении скорости инверторной дуговой сварки ширина шва с глубиной провара уменьшаются.
При повышении скорости инверторной дуговой сварки ширина шва с глубиной провара уменьшаются.
Основы дуговой сварки
В основе дуговой сварки лежит выполнение таких операций, как возбуждение дуги, движения электродом в ходе выполнения сварочных работ и порядок наложения швов, исходя из особенностей производимого соединения. Во всех видах дуговой сварки важное место занимает постоянство длины дуги, зависимой от диаметров с марками используемых электродов. Оно имеет решающее воздействие на геометрическую форму производимого аппаратом аргонно-дуговой сварки шва и его качество. Увеличение длины дуги может подвергнуть металлический расплав азотированию с интенсивным окислением, что приводит к пористости сварного шва, а также усилить разбрызгивание металла. Способность поддерживать постоянную длину дуги – показатель высокой квалификации сварщика.
Подавать электрод или проволоку в дугу необходимо с той же скоростью, с какой происходит его расплавление. Наклон электрода в автоматической дуговой сварке выбирают с учетом положения производимых швов в пространстве, его диаметра с видом покрытия и его толщины, а также исходя из химических составов и толщин обрабатываемых металлоизделий. Для формирования сварного шва оборудование для дуговой сварки должно обеспечивать выполнение электродом определенных движений в трех вариантах. Первый из них представляет собой поступательное передвижение электрода по его оси. Выполняемое со скоростью электродного расплавления, оно обеспечивает требуемую длину дуги.
Наклон электрода в автоматической дуговой сварке выбирают с учетом положения производимых швов в пространстве, его диаметра с видом покрытия и его толщины, а также исходя из химических составов и толщин обрабатываемых металлоизделий. Для формирования сварного шва оборудование для дуговой сварки должно обеспечивать выполнение электродом определенных движений в трех вариантах. Первый из них представляет собой поступательное передвижение электрода по его оси. Выполняемое со скоростью электродного расплавления, оно обеспечивает требуемую длину дуги.
Движения электрода по второму способу в механизированной дуговой сварке достигается его перемещением вдоль оси валика образуемого соединения на скорости сварки. Эта скорость зависит от токов, поступающих с источника питания для дуговой сварки, диаметров электродной проволоки, видов швов. Третий вариант – колеблющиеся движения электродного конца поперек шовных осей, что необходимо для необходимого провара кромок, образования уширенного валика и предупреждения быстрого остывания сварочной ванны. Такие колебательные действия при дуговой сварке труб могут различаться в зависимости от особенностей выполнения швов, их размеров, положений, форм разделки кромок, навыков сварщика и свойств обрабатываемых материалов.
Такие колебательные действия при дуговой сварке труб могут различаться в зависимости от особенностей выполнения швов, их размеров, положений, форм разделки кромок, навыков сварщика и свойств обрабатываемых материалов.
В повышении долговечности конструкций, выполненных из сталей ручной дуговой сваркой, уменьшении их деформаций и внутренних напряжений большую роль играет порядок заполнения сварного шва. Причем имеет значение как разделывание шва поперек сечения, так и процесс сварки по длине соединения. При заполнении швов по длине в электродуговой сварке труб используют прием «напроход» или обратноступенчатый метод. Первый заключается в выполнении сварного шва целиком в одном направлении, а второй предполагает разделение длинного шва на более короткие отрезки. Заполнение швов по сечению может быть одно- или многослойным, а также многослойным многопроходным.
Сварочные работы и сварка для начинающий. Советы профессионалов. Основы сварочных работ для новичков.
 С чего начинать обучение сварочным работам. Рекомендации профессиональных сварщиков.
С чего начинать обучение сварочным работам. Рекомендации профессиональных сварщиков.Без сварочных работ не обходится практически ни одна отрасль промышленности, и услуги сварщика актуальны в любое время. Получив профессию электросварщика, можно быть уверенным в том, что трудоустройство не составит особых проблем. Тонкости владения сварочным оборудованием определяют профессионализм мастера. Но для начала следует разобраться с азами сварки и рассмотреть основные приемы.
Что должен знать любой сварщик
Любой сварщик должен досконально знать, как управляться со сварочным оборудованием, знать принципы его функционирования, умело и быстро подготавливать его к работе и устранять возможные поломки. Для этого нужно быть знакомым с устройством механизма и понимать механику воздействия на металлы.
Также сварщик должен знать свойства используемых в промышленности металлов и, руководствуясь своими знаниями, выбирать оптимальный вариант сварки. Сложность деятельности электрогазосварщиков заключается в том, что даже незначительное изменение режима работы аппарата может пагубно отразиться на качестве и долговечности всей конструкции.
Начальное обучение электросварке можно разделить на несколько этапов:
- изучение принципов действия оборудования;
- техника безопасности;
- азы электросварки;
- изучение швов сварки.
Каждый этап сопряжен с практическими уроками по ходу обучения. В идеале рядом с учеником должен постоянно находиться опытный сварщик. Если же вы намерены научиться сварке самостоятельно, стоит обеспечить максимальную безопасность и четко придерживаться инструкций.
Для того, чтобы устроиться на официальную должность сварщика, необходимо получить соответствующий диплом об окончании учебного заведения. Если же вы хотите просто понять принципы и технологию работы и пользоваться сваркой для личных нужд, можно изучить материал самостоятельно.
Азы сварки
Прежде чем приступать к обучению, необходимо купить или взять в аренду сварочный аппарат. Также не помешает большое количество электродов, потому что в ходе учебы большая их часть будет испорчена – от этого никуда не денешься. Прежде чем вы достигнете более ли менее достойного результата, уйдет не один десяток электродов. Чтобы проводить сварочные работы своими руками в домашних условиях, лучше покупать электроды 3 мм в диаметре. Это оптимальный вариант для новичков, потому что если купить более тонкие, она попросту перегорят, поскольку предназначены для более «ювелирных» работ, а толстые электроды спровоцирую перегрузку электросети.
Прежде чем вы достигнете более ли менее достойного результата, уйдет не один десяток электродов. Чтобы проводить сварочные работы своими руками в домашних условиях, лучше покупать электроды 3 мм в диаметре. Это оптимальный вариант для новичков, потому что если купить более тонкие, она попросту перегорят, поскольку предназначены для более «ювелирных» работ, а толстые электроды спровоцирую перегрузку электросети.
Ручная луговая сварка потребует от ученика много терпения и еще больше усидчивости. Только при постоянной практике можно добиться хороших результатов. Если у вас есть знакомые сварщики, лучше, чтобы обучение проходило под их контролем, потому что переучиться делать неправильно гораздо сложнее, чем сразу сделать все верно.
Ход работы:
- Для практики варки металла подойдет кусок ненужного металла. Подготовьте рабочее место, поставьте возле него ведро холодной воды. Не работайте на деревянном верстаке – помните о правилах пожарной безопасности, поскольку даже самые маленькие частички электродов могут стать причиной возгорания.
- Крепко зафиксируйте «заземление» на детали. «Земля» должна быть хорошо изолирована.
- Выставите необходимую мощность тока в соответствии с диаметром электрода.
- Зажгите дугу, поставив электрод под углом в 60 градусов к металлической поверхности и медленно проведя им по заготовке. Когда появятся искры, дотроньтесь электродом до металла, приподняв его так, чтобы пространство не превышало 5 мм. При правильно выполненных действиях должна зажечься дуга. Поддерживать расстояние в 5 мм необходимо на протяжение всего рабочего процесса. Это приходит с практикой, надо лишь «набить руку». Помните, что электрод со временем выгорит, тогда его надо немедленно переместить. Залипание электрода легко устранить, если легонько качнуть его в сторону. Если не удается зажечь дугу длиной до 3 мм, увеличьте силу тока. В идеале надо стараться удерживать дугу до 5 мм между электродом и деталью.
- Когда у вас получилась устойчивая дуга, потренируйтесь в наплавке валика. Зажгите и медленно двигайте электрод в горизонтальном направлении, производя колебательные движения и как-бы «подгребая» расправленный металл к центру дуги. В результате у вас должен образоваться симпатичный волнистый шов.
Технология сварки
Когда к изделию подсоединяется положительный полюс анода, осуществляется прямополярная ручная сварка. Если же подключить отрицательный полюс, мы получим обратнополярную сварку. Расплавление металлического «тела» электрода, его покрытия и самого изделия происходит под воздействием дуги. Расплавляясь, электродный металл превращается в капли, которые покрыты шлаком. Эти капли идут в сварочный резервуар, где происходит смешивание с главным металлом и выведение шлака наружу.
Габариты сварочного резервуара зависят от положения аппарата в пространстве и режима работы. Также на это влияет конструкция, форма и размер обрабатываемых кромок, скорость хода дуги и т.д. Обычно габариты варьируются в определенных пределах: ширина составляет от 8 до 15 мм, глубина не превышает 6 мм, в длина от 10 до 30 мм.
Длина дуги – это пространство между двумя активными пятнами, причем одно находится на поверхности резервуара сварки, а другое расположено на раскаленной поверхности электрода. Когда электрод плавится над сварочным резервуаром или рядом с дугой, выделяется газ, который выталкивает воздух из сварочного пространства и предотвращает его попадание на жидкий металл.
Шлак, который покрывает всю поверхность сварочного резервуара и капли раскаленного электрода, не позволяет металлу взаимодействовать с кислородом, тем самым очищая их от примесей.
Постепенное удаление дуги кристаллизует металл в сварочном резервуаре. Таким образом образуется шов, который соединяет металлические детали, а на его поверхности можно наблюдать слой затвердевшего шлака.
Чтобы всегда проводить качественную сварку, необходимо научиться правильно поддерживать и перемещать электрическую дугу. Слишком большая дуга спровоцирует окисление и насыщение азотом расплавленного металла, он будет разбрызгиваться, а структура шва станет пористой и не достаточно прочной.
Секреты профессиональных сварщиков
Залогом хорошей работы является стабильное поддержание и передвижение электрической дуги. Чересчур большая дуга окисляет и азотирует жидкий металл, его капли разбрызгиваются, а шов становится пористым и не достаточно прочным.
Устойчивый ход дуги и фиксированные размеры могут осуществляться темя способами:
- Поступательный – движение вдоль электродной оси. Это движение позволит поддержать нужную длину, которая напрямую зависит от быстроты плавления электрода. В процессе длина будет сокращаться в то время, как расстояние между ним и резервуаром для сварки будет расти. Чтобы избежать этого, перемещайте электрод вдоль оси, удерживая стабильную длину дуги. Не забудьте синхронизировать укорочение электрода с его движением к сварочному резервуару.
- Продольный – электрод перемешается по оси обрабатываемого шва продольно, тем самым формируя ниточный сварочный валик. Толщина этого валика напрямую зависит от диаметра используемого электрода, а также скорости, с которой он передвигается. Обычно его ширина составляет около 2-3 мм. Он представляет собой уже готовый, но довольной узкий шов. Для создания прочного и долговечного сварочного соединения одного только ниточного валика будет не вполне достаточно. Для усиления шва во время хода электрода по оси шва выполните еще одно движение, направив его поперек.
- Поперечный – использование этого движение дает возможность сделать шов необходимой ширины. Выполнять его следует, делая колебательные возвратно-поступательные движения. Их ширину следует определять «на месте», исходя из индивидуальных особенностей и назначения конструкции. На параметры колебания также влияет расположение шва, характеристики свариваемых металлов и т.д. Обычно ширина такого шва составляет 1,5-5 диаметров используемого электрода.
Со временем вы выработаете собственные навыки выбора траектории для перемещения электрода, но в любом случае движения должны обеспечивать расплавление кромок соединяемых деталей и образование нужную массу наплавляемого металла и необходимую форму шва.
На заметку начинающему мастеру: сварка электродом
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Азы сварки инвертором – топ советов для начинающих | ММА сварка для начинающих
- Азы сварки инвертором или что нужно знать новичку
- Подготовка металла перед сваркой
Азы сварки инвертором — топ советов для начинающих
Лёгкие и удобные сварочные инверторы появились в продаже не так давно, но уже успели завоевать свою популярность среди сварщиков всех мастей. И вправду, зачем тягать неподъёмный сварочный трансформатор, когда можно купить пятикилограммовый инвертор и варить им все, начиная от лопат и заканчивая тяжёлыми металлоконструкциями.
Что уж тут говорить, прост сварочный инвертор и для освоения новичкам. Здесь нет необходимости подключать баллоны с газом, знать какие-то сложные нюансы касательно безопасности проведения сварочных работ. Кроме того, удобен инвертор и тем, что его можно подключить к обычной бытовой розетке, не боясь, что у тебя в доме выбьет пробки, а соседи с криком прибегут, поскольку у них сгорел новый телевизор от твоей сварки.
В общем, о преимуществах сварочных инверторов можно разговаривать бесконечно. Однако в данной статье сайта про ручную дуговую сварку mmasvarka.ru речь пойдёт не об этом, а о том, как можно за минимально короткие сроки овладеть на любительском уровне инвертором для сварки.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.
Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров.
В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.
Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.
При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Еще статьи про сварку:Сварка ММА — EWM AG
Общая информация
Cварка MMA (номер процесса 111) относится к методам сварки плавлением, а именно к методам дуговой сварки металлическим электродом. В ISO 857-1 (издание 1998 г.) сварочные процессы этой группы в переводе с английского определяются следующим образом:
Дуговая сварка металлическим электродом: процесс дуговой сварки с использованием расходуемого электрода. Дуговая сварка металлическим электродом без защитного газа: процесс дуговой сварки металлическим электродом без внешний подачи защитного газа. Ручная дуговая сварка металлическим электродом: выполняемая вручную дуговая сварка металлическим электродом с покрытием.
В Германии последний метод называется ручной дуговой сваркой (в разговорном варианте – сваркой стержневым электродом). В англоязычном пространстве эта технология называется MMA или MMAW (Manual Metal Arc Welding – ручная дуговая сварка металлическим электродом). Она характеризуется тем, что электрическая дуга горит между плавящимся электродом и сварочной ванной. Внешняя защита отсутствует, всю защиту от атмосферы обеспечивает электрод. При этом он является источником дуги и сварочной присадкой. Покрытие образует шлак и (или) защитный газ, которые, кроме прочего, защищают переходящую каплю и сварочную ванную от проникновения содержащихся в атмосфере кислорода, азота и водорода.
Род тока
Для ручной дуговой сварки (стержневым электродом) можно использовать как постоянный, так и переменный ток, однако не все типы покрытий стержневых электродов подходят для сварки переменным током синусоидальной формы, например, чисто основные электроды. При сварке постоянным током у электродов большинства типов отрицательный полюс подключается к электроду, а положительный – к заготовке. Исключением являются основные электроды. Они лучше свариваются при подключении к положительному полюсу. То же относится к определенным электродам с целлюлозным покрытием. Дополнительные сведения можно найти в разделе «Типы электродов». Электрод – главный инструмент сварщика. Он ведет дугу, горящую на конце электрода, по сварочному шву, расплавляя кромки стыка (см. рис. 2). В зависимости от вида шва и толщины основного материала требуется разная сила тока. Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Типы электродов
Существуют стержневые электроды с покрытиями очень разных составов. От структуры покрытия зависят характеристики плавления электрода, его сварочные свойства и качество сваренного материала (более подробные сведения приведены в разделе «Какой электрод для какой цели». В соответствии с EN 499 у стержневых электродов для сварки нелегированных сталей существуют различные типы покрытий. При этом следует различать базовые и смешанные типы. Буквы, используемые в обозначениях, указывают на английские термины. Здесь C означает «целлюлоза» (cellulose), A – «кислый» (acid), R – «рутиловый» (rutile), а B – «основной» (basic). В Германии в основном используется рутиловый тип. Покрытие стержневых электродов может быть тонким, средним или толстым. Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний. Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
Свойства типов покрытий
Сварочные характеристики в особой степени зависят от состава и толщины покрытия. Это относится как к стабильной сварочной дуге, так и к переходу металла при сварке и вязкости шлака и сварочной ванны. Особое значение при этом имеет размер капель, переходящих в дуге.
На этом рисунке схематично изображен капельный переход при использовании четырех базовых типов покрытий: целлюлозные (a), рутиловые (b), кислые (c), основные (d).
Покрытие состоит в основном из органических компонентов, которые сгорают в сварочной дуге, образуя газ для защиты места сварки. Поскольку кроме целлюлозы и других органических веществ покрытие содержит лишь небольшое количество веществ, стабилизирующих сварочную дугу, шлак почти не образуется. Целлюлозные типы особенно хорошо подходят для сварки вертикальных швов, так как при их использовании не следует опасаться затекания шлака вперед.
Кислый тип (A), покрытие которого большей частью состоит из железных и марганцевых руд, отдает в атмосферу дуги большее количество кислорода. Он проникает и в свариваемый материал, уменьшая его поверхностное натяжение. Это обеспечивает струйный переход металла очень мелкими каплями и низкую вязкость свариваемого материала. Поэтому электроды этого типа не подходят для сварки в неудобных положениях. Температура сварочной дуги очень высока, что обеспечивает высокую скорость сварки, однако при этом возможно образование подрезов. Эти недостатки привели к тому, что в Германии больше почти не используются стержневые электроды чисто кислого типа.
Их место заняли электроды рутилово-кислого типа (RA), то есть сочетание кислого и рутилового электрода. Этот электрод обладает соответствующими сварочными характеристиками. Покрытие рутилового типа (R/RR) большей частью состоит из оксида титана в форме минералов рутила (TiO2) или ильменита (TiO2 . FeO) или из искусственного оксида титана. Электроды этого типа отличаются переходом металла мелкими или средними каплями, спокойным плавлением с малым количеством брызг, очень точным рисунком шва, хорошей удаляемостью шлака и хорошими характеристиками повторного зажигания. Последним отличаются только рутиловые электроды с высоким содержанием TiO2 в покрытии. Это значит, что уже начавший плавиться электрод можно повторно зажечь, не удаляя кратер покрытия. Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Помимо чисто рутиловых электродов в этой группе есть еще и несколько смешанных типов. Следует упомянуть рутилово-целлюлозный тип (RC), у которого часть рутила заменена целлюлозой. Поскольку целлюлоза сгорает во время сварки, образуется меньше шлака. Поэтому такие электроды можно использовать и для сварки вертикальных швов (поз. PG). Однако этот тип обладает хорошими характеристиками и при сварке в большинстве других положений.
Еще одним смешанным типом является рутилово-основной (RB). Его покрытие несколько тоньше, чем у типа RR. Благодаря этому и особой шлаковой характеристике этот тип особенно хорошо подходит для сварки в вертикальном положении снизу вверх (PF). Остается еще основной тип (B). У этого типа покрытие большей частью состоит из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется плавиковый шпат (CaF2) для разжижения шлака. При высоком содержании плавикового шпата ухудшается свариваемость переменным током. По этой причине чисто основные электроды не следует использовать с переменным током синусоидальной формы, однако существуют смешанные типы с меньшим количеством плавикового шпата в покрытии, которые можно использовать с этим видом тока. Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Основные покрытия гигроскопичны. Поэтому такие электроды следует хранить с особой аккуратностью в сухом месте. Влажные электроды нужно просушить. Однако, если сварка ведется сухими электродами, в свариваемом материале содержится очень мало водорода. Помимо стержневых электродов с обычным выходом (< 105 %) существуют и такие, которые благодаря порошку железа, добавляемому поверх покрытия, имеют больший выход, в большинстве случаев > 160 %. Такие типы называются электродами с железным порошком или высокомощными электродами. Благодаря высокой мощности расплавления их во многих случаях можно использовать с большей экономичностью, чем обычные электроды, однако, как правило, их можно применять только в ровной (PA) и горизонтальной позиции (PB).
Правильная сварка MMA
Сварщику требуется хорошее образование, причем не только с ремесленной точки зрения. Для предотвращения ошибок ему необходимы и соответствующие специальные знания. Директивы в сфере образования, разработанные Немецким союзом сварочных и аналогичных технологий, признаны во всем мире и уже приняты Международным институтом сварки. Как правило, перед началом сварки заготовки прихватываются. Места прихвата должны быть настолько длинными и толстыми, чтобы во время сварки заготовки не могли недопустимо стянуться, что привело бы к разрыву мест прихвата.
- Заготовка
- Сварочный шов
- Шлак
- Сварочная дуга
- Электрод с покрытием
- Электрододержатель
- Источник сварочного тока
Зажигание сварочной дуги
При ручной сварке стержневыми электродами процесс начинается с контактного зажигания. Для замыкания цепи тока между электродом и заготовкой сначала должно произойти короткое замыкание, после чего электрод нужно сразу слегка приподнять – зажжется электрическая дуга. Зажигать дугу за пределами шва нельзя. Ее следует зажигать только в тех местах, которые после этого сразу будут расплавлены. В тех местах зажигания, где это не происходит, из-за резкого нагрева, особенно в чувствительных материалах, могут возникать трещины. У основных электродов, склонных к начальной пористости, зажигание должно производится значительно раньше непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
Направление электрода
Электрод подводится к поверхности стального листа вертикально или под небольшим уклоном. Он слегка наклоняется в направлении сварки. Видимая длина сварочной дуги, то есть расстояние между кромкой кратера и поверхностью заготовки, должна примерно равняться диаметру стержня. Базовые электроды следует использовать с очень короткой дугой (расстояние = 0,5 x диаметра стержня). Для этого их следует вести в более вертикальном положении, чем рутиловые электроды. В большинстве позиций свариваются ниточные наплавленные валики, либо электрод слегка покачивается вверх при увеличении ширины шва. Только в позиции PF валики с поперечными колебаниями электрода проводятся по всей ширине шва. Как правило, электрод при сварке располагается под острым углом, только в позиции PF – под прямым углом.
- Разделка кромок
- Стержневой электрод
- Жидкий свариваемый материал
- Жидкий шлак
- Застывший шлак
Магнитное дутье
Под магнитным дутьем понимают явление, при котором сварочная дуга при отклонении от центральной оси удлиняется, издавая шипящий звук. Из-за этого отклонения могут возникать непровары. Провар может оказаться дефектным, а при сварочных процессах с направлением шлака из-за затекания шлака вперед в шве могут возникать включения шлака. Отклонение дуги вызывается силами, связанными с окружающим магнитным полем. Как и любой проводник, по которому течет ток, электрод и сварочная дуга окружены кольцеобразным магнитным полем, которое изменяет направление в области дуги при переходе в основной материал. В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу. Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
Параметры сварки
При ручной сварке стержневыми электродами регулируется только сила тока, напряжение сварочной дуги зависит от ее длины, которую поддерживает сварщик. При настройке силы тока следует учесть токонагрузочную способность электродов соответствующего диаметра. При этом действует правило, согласно которому нижние предельные значения относятся к сварке корневых слоев и позиции PF, верхние, напротив, к остальным позициям, а также к заполняющим и верхним слоям. С увеличением силы тока растет мощность расплавления и, следовательно, скорость сварки. Провар также увеличивается с увеличением силы тока. Указанные значения силы тока относятся только к нелегированным и низколегированным сталям. У высоколегированных сталей и материалов на основе никеля из-за большего электрического сопротивления стержня требуются более низкие значения.
Сила тока в зависимости от диаметра электрода
Необходимо принять во внимание следующие основные правила расчета отдельных значений силы тока в амперах:
20-40 x Ø
- При диаметре 2,0 мм сила тока должна составлять 40-80 A
- При диаметре 2,5 мм сила тока должна составлять 50-100 A
30-50 x Ø
- При диаметре 3,2 мм сила тока должна составлять 90-150 A
- При диаметре 4,0 мм сила тока должна составлять 120-200 A
- При диаметре 5,0 мм сила тока должна составлять 180-270 A
35-60 x Ø
- При диаметре 6,0 мм сила тока должна составлять 220-360 A
Для успешной ручной сварки стержневыми электродами вам потребуется следующее оборудование:
Как самостоятельно научиться правильно сваривать металл: урок электродуговой сварки инвертором
На дачном участке, у себя в частном доме, гараже или собственной мастерской часто бывают случаи, когда требуются навыки сварщика. Особенно данные навыки полезны при ведении строительства собственными силами. А научиться, как пользоваться электросваркой и использовать ее для своих нужд довольно просто. Для этого нужно понимать основы сварки металла, знать некоторые профильные секреты и научиться ими пользоваться.
Основы сварки
Суть электросварки металла состоит в следующих действиях. Силовой агрегат в виде трансформатора или инвертора вырабатывает определенной мощности ток, который подается по кабелям к специальному электроду из металла. Между металлической заготовкой, приготовленной к сварке и электродом возникает электрический разряд, образуя устойчивую высокотемпературную электрическую дугу, расплавляющую металл. При этом образуется точечная ванночка кипящего металла, в которой плавится и сам электрод, выполняющий одновременно роль присадочного материала.
Сварщик, передвигая дугу, формирует шов, в котором кипящий метал обоих свариваемых между собой заготовок перемешивается образуя единое монолитное соединение.
Виды электросварки
Электрическая дуга горит за счет мощного тока подаваемого к электроду. Ток может быть переменным и вырабатываться сварочным трансформатором или постоянным, подаваемым к месту сварки от инвертора:
- Трансформатор. В зависимости от модели может подключаться к сети 220 либо 380 V. Но работать с этим агрегатом новичку будет сложно, так как при переменном токе электродуга непостоянна и удерживать ее человеку с небольшим опытом сварочных работ довольно трудно. При этом дуга создает шум и ей свойственно разбрызгивать кипящий металл из ванночки. Сам трансформатор отличается большим весом, громоздкостью и создает значительные перепады напряжения в электросети особенно в момент зажигания электродуги. Это, естественно, отрицательно воздействует на бытовую технику.
- Инвертор. Выдает к электроду постоянный ток, преобразованный из переменного, который он получает от централизованной электросети напряжением 220 V. Аппарат имеет небольшой вес, компактный, работает бесшумно и практически не влияет на напряжение в сети, отличается высокой производительностью. Подаваемый к электроду постоянный ток обеспечивает устойчивое горение электродуги, которой даже можно варить жесть, благодаря чему ее проще контролировать и перемещать при сварке.
Именно такой аппарат должен использовать начинающий мастер для приобретения сварочных навыков.
Технология процесса
Электросварка относится к высокотемпературному процессу плавки металла. Чтобы было понятно, как правильно сваривать металл электросваркой, нужно отчетливо осознавать все происходящие процессы:
- Электродуга зажигается при прикосновении электрода к металлу, после чего между ними образуется небольшое расстояние (2−5 мм) которое требуется постоянно удерживать. Под воздействием дуги металл свариваемых заготовок и электрода плавится и перемешивается.
- Объем сварной ванночки зависит от подаваемого на электрод напряжения, ее положения в пространстве, скорости, с которой перемещается электродуга, размера и формы кромок свариваемых заготовок и других аспектов. Средняя глубина ванночки обычно составляет около 6 мм, длина порядка 10−30 мм, а ширина в пределах 8−15 мм.
- Покрытие электрода при сгорании образует облачко газа, которое защищает дугу и расплавленный металл от окисления при взаимодействии с воздухом, а также обеспечивает поддержку определенной температуры, необходимой для плавления металла.
- В момент, когда горящий электрод перемещается из точки, в которой только что был расплавлен металл, начинается процесс кристаллизации и остывания шва, соединяющего сваренные детали. При этом на его поверхности образуется корка шлака, которая в дальнейшем сбивается молотком.
- Образовавшийся на поверхности расплавленного металла шлак от покрытия электрода также способен держать температуру во время кристаллизации металла одновременно, не допуская к нему кислород из воздуха.
Рабочие инструменты сварщика
Инверторы для сварки продаются уже с комплектом кабелей с электродным держателем и прищепкой для массы. Но при покупке все эти рабочие элементы рекомендуется тщательно осмотреть, чтобы убедиться в их качестве.
Сварочные кабели должны быть покрыты гибкой резиновой изоляцией с надежными контактными наконечниками из латуни и подходить к разъему выбранного аппарата. Если инвертор рассчитан для работы в пределах 150А — его кабеля должны иметь сечение около 16 мм2. При силе тока в 200А — 25 мм2, а свыше 250А — желательно использовать сечение 35 мм2. Также нежелательно удлинять провода, так как это снижает мощность тока, подаваемого к электроду.
Держатель электродов. Является самым важным инструментом сварщика, потому, что им производится основная манипуляция электродугой при сваривании металла. Обычно это качественно изолированный и совершенно безопасный держатель в виде прищепки. Эта модель удобна тем, что после замены, перед тем как варить электродом, его можно выставить не только перпендикулярно по отношению к держателю, но и выставить определенный градус в 45о.
Зажим, при помощи которого масса подключается к свариваемой заготовке, должен иметь мощную пружину и латунные контакты.
Кроме всего этого, сварщик должен быть обеспечен:
- Защитной маской, которая не пропускает вредные лучи сварочной дуги.
- Перчатки и одежду из плотного, непрогораемого материала и кожаной обувью.
- Подсобными инструментами в виде комбинированного молотка с зубилом и металлической щетки.
- Ведром с водой или огнетушителем.
Электроды выбираются в зависимости от толщины металла, который будет свариваться. Мощность напряжения для сварки выставляется в расчете от используемого диаметра электрода, при этом следует отталкиваться от значения — на 1 мм диаметра электрода достаточно мощности в пределах 30−40 А.
Желательно данное значение не превышать, иначе электрод будет вместо спокойной плавки металла просто выдувать его из ванночки.
Азы электродугового способа
В рекомендациях, как научиться варить инвертором, рекомендуется обратить внимание именно на начало процесса сварки. Прежде чем начать работу, следует выставить свариваемые заготовки в заданное положение, а при надобности надежно их зафиксировать на рабочем столе. Для пожарной безопасности рядом должно находиться ведро с водой. Во избежание случайного возгорания нельзя производить сварку на основании из дерева. Не допускается разбрасывать горячие огарки электродов в зоне ведения сварных работ.
Розжиг электродуги и наложение шва
Чтобы зажечь дугу без залипания электрода рекомендуется его наклонить к металлической заготовке под углом примерно около 60 и произвести им скользящее движение (примерно, как спичку о коробок). После того как появится искра, электрод следует оторвать от металла на расстояние не более 3−5 мм и удерживать его в таком положении на протяжении всего процесса сварки. Если электрод во время розжига дуги залипнет к поверхности металла, его нужно просто качнуть из стороны в сторону и повторить попытку розжига.
Электрод во время горения дуги нужно медленно перемещать вдоль свариваемых кромок металлических заготовок, плавно совершая им колебательные движения. Этими движениями расплавленный под большой температурой металл как бы «сгребается» в центр ванночки, образуя монолитный, слегка выпуклый шов.
После того как электрод сгорит до минимального размера, его следует заменить новым. После этого удаляется шлак с наваренного шва, а затем на расстоянии примерно около 10−12 мм от углубления, которое образовалось в конце проваренного шва, зажигается электродуга.
После этого электрод возвращается к углублению, заполняется кипящим металлом от электрода, и работа продолжается.
Манипуляция электродом
Перед тем как научиться варить инвертором, нужно познакомиться с траекториями движения электрода, которые нужно делать при сварочных работах. Они могут выполняться по трем направлениям:
- Поступательные движения. Небольшие колебательные движения дуги производятся вдоль свариваемого шва. Для этого достаточно поддерживать стабильное горение электродуги определенной длинны.
- Поперечные движения из стороны в сторону выполняются для формирования определенной ширины сварного шва. Обычно используется для перекрытия ранее наложенных сварных швов.
- Продольное направление. Формируется обычный, но тонкий шов определенной высоты, которая образуется в зависимости от скорости движения электрода и его диаметра. Для придания образовавшемуся шву большей прочности он перекрывается новым, выполненным с помощью поперечного движения электродуги.
На практике при сварке особенно толстого металла используются все три движения, которые производятся по очереди при последовательной накладке очередных швов друг на друга.
Кроме классических манипуляций у каждого сварщика со временем вырабатывается личный почерк. Но главная работа заключается в хорошей проплавке кромок свариваемых деталей и создание шва заданной высоты и ширины.
Работа с трубами
Ручной дуговой сваркой могут накладываться вертикальные, горизонтальные и потолочные швы и самый простой — сварка в нижнем положении. Например, отопление, при горизонтальном положении трубопровода сварка выполняется практически во всех пространственных положениях. Кроме этого, если труба расположена вертикально, накладывается только горизонтальный шов.
Трубу можно самостоятельно заварить путем ее поворота вокруг своей оси, используя газовый аппарат или инвертор. В данном случае ее сваривают вертикальным швом или в нижнем положении.
Если толщина стенок свариваемых труб не более 6 мм, на стык накладываются два шва: коренной и перекрывающий слой. При толщине стенок в диапазоне 6−12 мм накладывается не менее 3 слоев. Если металл имеет толщину больше 19 мм, тогда шов формируется из четырех и более слоев.
Каждый наложенный шов обязательно должен освобождаться от шлака и тщательно зачищаться, после чего разрешается накладывать очередной слой.
Самым ответственным швом является первый (коренной). Он полностью расплавляет кромки трубы и после окончания сварки тщательно проверяется на наличие пор и трещин. Если таковы обнаруживаются, они вырезаются, и это место проваривается по-новому.
Второй слой и все следующие выполняются в более медленном темпе, при этом начало каждого нового слоя должно исходить от предыдущего со смещением в пределах 15−30 мм. Завершающий верхний слой должен плавно сливаться с поверхностью металла свариваемой трубы и иметь определенный катет.
Для улучшения качества проваренного стыка трубы новый слой по отношению к предыдущему ведется в обратном направлении.
Несколько советов мастера
Чтобы лучше усвоить практические уроки электросварки, желательно начинать тренироваться с умения накладывать швы на толстом металлическом листе. На нем легче научиться манипулировать электродугой, накладывая самые различные швы, используя простые размеренные движения электрода. Полученные навыки помогут прочувствовать, под каким углом электрода и при каких движениях лучше получается шов и в дальнейшем помогут выработать определенный стиль владения держателем.
Сваривать две заготовки длинным сплошным швом сразу не рекомендуется. При температуре шов будет стягиваться, и сваренная деталь деформируется. Чтобы этого не произошло, заготовки следует временно скрепить между собой небольшими точечными прихватками с шагом примерно 80 — 250 мм. При этом шаг зависит от размеров заготовок, приготовленных к сварке.
Оцените статью: Поделитесь с друзьями!Основы электросварки
Дуговая сварка – это процесс соединения двух металлических частей друг с другом с использованием электрической энергии. Дуговая сварка создает электрическую дугу, которая плавит основной металл и, как правило, присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод. Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор.Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла. В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка защищенного металла или сварка палкой)
При дуговой сварке защищенным металлическим электродом сварочный аппарат использует электрод (стержень) с флюсовым покрытием для образования электрической дуги между основным материалом и стержнем. В дуге поток разрушается, образуя защитный газ.Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный. Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металлический инертный газ (MIG) или металлический активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ.Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для использования в мастерских, поскольку он более эффективен, чем сварка штучной сваркой. У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
MIG-сварка использует постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и Самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями. Самая большая разница – это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, так как имеет более высокую плотность тока.Эта концепция будет объяснена в следующем блоге.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуга похожа на современного кислородного сварщика. Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока). Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц – это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США – 60 Гц.Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC +, а GTAW вы используете DC-, чтобы не расплавить электрод.Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги – это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Текущий (проточный)
Ток – это количество электронов, проходящих мимо заданной точки в сварочной цепи.Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение – это давление (VIP) – это величина электрического давления в дуге.
Напряжение замкнутой и открытой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги. Однако, если цепь не замкнута, значит, вы не выполняете сварку, цепь называется разомкнутой.Напряжение холостого хода (OCV) – это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение – это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW – в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW – изменяя скорость подачи проволоки, вы увеличиваете ток. С GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода. Если сила тока слишком мала, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение – это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах постоянного напряжения (GMAW / FCAW) у вас есть переключатели или ручки, которые позволяют вам изменять напряжение. Поэтому, если вы хотите изменить длину дуги, вам нужно изменить напряжение дуги с помощью аппарата, поэтому его называют аппаратом постоянного напряжения.
Arc Blow
Существует два типа дуги: тепловой и электрический. В контексте этого блога мы сосредоточимся на дутье электрической дугой.
При постоянном токе, особенно при высоких значениях силы тока, может наблюдаться отклонение дуги из-за дисбаланса / искажения магнитного поля. Во время сварки вы можете видеть отклонение дуги, поэтому вы меньше контролируете сварочную ванну.
Выдувание дуги обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (неконцентрическое) вокруг дуги.
- Остаточный магнетизм в свариваемом, закалочном и отпускаемом изделии. Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
Поговорите с Technoweld
Обратитесь к нам за обучением, осмотром, консультациями и надзором за сварочными процедурами. Мы также можем исследовать и документировать сварочные процедуры для ваших конкретных сварочных процессов, а также запускать эти процедуры.
Урок 1 – Основы дуговой сварки
Урок 1 – Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 ГРУППА ЭСАБ, ИНК.УРОК I, ЧАСТЬ B 1.8 ЭЛЕКТРИЧЕСТВО ДЛЯ СВАРКИ 1.8.1 Принципы электричества – Дуговая сварка – это способ соединения металлов вместе с обработан путем применения достаточного электрического давление на электрод для поддержания пути тока (дуги) между электродом и заготовкой.В этом процессе электрическая энергия заменяется на тепловая энергия, переводящая металлы в расплавленное состояние; посредством чего они соединяются. Электрод (проводник) либо плавится и добавляется к основному металлу или остается в твердом состоянии штат. Вся дуговая сварка использует передачу электрической энергии в тепло. энергия, и понять этот принцип, базовые знания об источниках электричества и сварочного тока необходимо. 1.8.1.1. Три основных принципа статического электричества заключаются в следующем: 1.Есть два вида существующих электрических зарядов – отрицательных и положительных. 2. В отличие от сборов притягивать и отталкивать подобные заряды 3. Сборы можно переносить с одного места на другое. 1.8.1.2 Наука установила, что все имеет значение состоит из атомов, и каждый атом содержит элементарные частицы. Одна из таких частиц – электрон, имеющий способность к переходить с одного места на другое. Электрон классифицируется как отрицательный электрический заряд.Другая частица, примерно в 1800 раз тяжелее электрона, – это протон. и под нормальным условиях протон останется неподвижным. 1.8.1.3 Говорят, что материал находится в электрически незаряженное состояние, когда его атомы содержат равные количество положительных зарядов (протонов) и отрицательных зарядов (электронов). Этот баланс нарушен когда давление заставляет электроны перемещаться от атома к атому. Это давление, иногда называют электродвигателем сила, обычно известная как напряжение.Это должно быть записано то напряжение, которое не проходит по проводнику, но без напряжения, есть не было бы тока поток. Для наших целей проще всего рассматривать напряжение как электрическую давление, которое заставляет электроны двигаться. 1.8.1.4 Поскольку мы знаем, что подобные обвинения отталкивают и в отличие от сборов, которые привлекают, тенденция к электроны переходят из положения избыточного запаса (отрицательный заряд) к атому что не хватает электронов (положительный заряд).Эта тенденция становится реальностью, когда выбирается подходящий путь. предусмотрено движение электронов. Перенос электронов с отрицательного на положительный заряд по всей длине проводника составляет электрический ток. Оценка ток, протекающий по проводнику, измеряется в амперах, а слово «ампер» часто используется как синоним срок текущий. Чтобы дать представление о количестве электроны, протекающие по цепи, теоретически установлено, что один ампер равен 6.3 квинтиллиона (6 300 000 000 000 000 000) электронов, проходящих мимо фиксированной точки в дирижере каждую секунду.Weld Tech 101 | Изучите основы, чтобы начать сварку
Вы когда-нибудь смотрели на свой телефон и думали: «Как, черт возьми, я выжил до этого удивительного изобретения?» Серьезно, я, наверное, знаю телефонные номера двух или трех человек и получаю пошаговые инструкции по крайней мере до 50 процентов мест, куда я бываю.Отложите в сторону постоянный социальный контакт через звонки и текстовые сообщения и просто подумайте о полезности вашего телефона, это потрясающе, что люди функционировали до смартфонов. До появления смартфонов с GPS и голосовыми командами люди находили решения своих повседневных проблем. Будь то написание писем или использование старой доброй печатной карты, люди придумали, как это сделать. Так же, как этот старый школьный способ решения проблем, люди также соединяли металлы перед сваркой.Будь то крепеж (болты, шпильки, заклепки), пайка или пайка, вы можете скрепить два куска металла. Но сварка позволяет взять два куска металла и по сути сделать их одним целым.Текст и фото Сами Шараф // Иллюстрации Пола Лагетта // Сварка Лен Хига в Sleepers Speed Shop
DSPORT Выпуск № 167
Сварка – это процесс соединения одинаковых металлов путем плавления двух частей вместе. Есть разные способы сварки; некоторые полагаются на электричество для генерации дуги, в то время как другие воспламеняют газ для выработки тепла.То, что на самом деле происходит во время процесса сварки, просто сводится к нагреву металлов до их температур плавления, пока они не расплавятся (а затем остынут) как одно целое. Компоненты, составляющие процесс сварки, начинаются с использования сварочного аппарата. Сварщик создает тепло, в результате чего образуется лужа расплавленного металла. Глубина плавления называется проникновением. Очень важно иметь надлежащую глубину проплавления для функционального соединения металлов. Сварной шов без проплавления просто не выдержит и в конечном итоге сломается.Наконец, наплавленный сварной шов называется валиком, который часто накапливается на верхней части заготовки. Если в старших классах вы ходили в автомагазин или металлообработку, то, вероятно, вспомните кислородно-ацетиленовую сварку. Кислородно-ацетиленовая сварка, вероятно, станет первым процессом, которому научатся начинающие сварщики и производители. Кислородно-ацетилен сжигает ацетилен, образуя горелку, способную нагреть металл до точки плавления. Добавление газообразного кислорода при сгорании газообразного ацетилена создает температуру пламени, превышающую 5500 градусов, что позволяет нагревать многие типы металлов.Этот универсальный процесс прост и портативен, поскольку не требует электричества, а также может использоваться для сварки, нагрева, резки и пайки всех типов металлов путем замены насадок или наконечников. Все три других основных типа сварки используют электричество для генерации дуги, которая в конечном итоге нагревает металлы выше их температуры плавления для получения сварного шва. Дуговая сварка палкой или экранированным металлом (SMAW) – это процесс сварки, при котором возникает дуга между металлическим электродом с покрытием и заготовкой. Металлический электрод (откуда и происходит термин «палочка») покрыт флюсом, который плавится во время сварки с выделением диоксида углерода.Газообразный диоксид углерода действует как защитный газ для защиты расплавленного металла от загрязнения, в первую очередь от кислорода и водяного пара, которые могут ослабить сварной шов. Несмотря на то, что этот процесс требует более высокого уровня координации, чтобы правильно смазать борт, это эффективный процесс при работе с грязным материалом или материалом, содержащим ржавчину. MIG или сварка металла в инертном газе теперь также известна как газовая дуговая сварка металла (GMAW). Этот процесс нагревает металлы до точки плавления с помощью электрической дуги. Дуга возникает между непрерывной плавящейся электродной проволокой и заготовкой.Газовая часть этого метода используется в качестве защитного газа. Таким образом, он течет от самого сварочного пистолета, чтобы защитить дугу от загрязнений. Благородный газ, обычно аргон, используется, поскольку он не вступает в реакцию во время горения, удерживая кислород и водяной пар вдали от сварного шва. Помимо аргона, часто используется газообразный гелий из-за его аналогичных инертных свойств, но меньшей стоимости. Многие считают, что сварка MIG – это самый простой способ освоить сварку, и часто к ней обращаются как к процессу сварки, так как он способствует более быстрому рабочему процессу.Еще одно преимущество сварки MIG заключается в том, что металл не должен быть таким чистым, как сварка TIG. С учетом сказанного, этот щадящий процесс известен как грязный, поскольку он производит больше искр, дыма и дыма, чем сварка TIG. TIG (вольфрамовый инертный газ) или газо-вольфрамовая дуговая сварка (GTAW) использует неплавящийся вольфрамовый электрод для создания электрической дуги с обрабатываемой деталью. В качестве инертного газа для защиты обычно используется аргон. Защитный газ защищает зону термического влияния, расплавленный металл и вольфрамовый электрод.Этот универсальный сварочный процесс лучше всего подходит для сложных сварочных работ на таких металлах, как углеродистые и низколегированные стали (например, хромомолибденовые трубки 4130), нержавеющая сталь различных марок, инконель, алюминий, магний и титан. Основным недостатком сварки TIG является то, что это относительно медленный процесс. Кроме того, для обеспечения эффективности сварки TIG обычно необходимо обеспечить чистоту свариваемого материала, поскольку примеси могут снизить прочность сварного шва. В зависимости от свариваемого материала и его толщины процесс сварки TIG может варьироваться в зависимости от полярности электрода.Текущие настройки могут изменить полярность на отрицательный постоянный ток, положительный постоянный ток или переменный ток. При сварке TIG отрицательным током на постоянном токе заготовка нагревается сильнее, что обеспечивает более глубокое проплавление. Для более тонких металлов, которые не требуют такого большого проникновения, положительный ток постоянного тока подает больше тепла на вольфрамовый электрод. Сварка TIG на переменном токе используется для обработки цветных металлов, чтобы очистить сварной шов от загрязнений. После того, как вы выбрали сварщика и освободили чистую и безопасную рабочую зону, вам понадобится пара средств защиты, чтобы начать сварку.
Сварочный капюшон (маска или шлем)
Сварочный кожух используется для защиты головы, лица, шеи и глаз сварщика от ожогов, УФ-излучения, искр, ИК-излучения и тепла. НИКОГДА не смотрите на сварочную дугу невооруженным глазом – сетчатку глаза легко повредить. Взгляд на сварочную дугу может вызвать что угодно – от легкого дискомфорта до необратимой потери зрения.Перчатки
Высококачественные перчатки, устойчивые как к нагреванию, так и к огню, при сохранении маневренности, необходимы любому сварщику.Куртка, рубашка и / или фартук
Многие сварщики предпочитают использовать специальную одежду для сварки, огнестойкую, защищающую от брызг и снижающую поглощение тепла, сохраняя при этом комфорт.Этого можно добиться, надев сварочные рубашки с длинными рукавами, куртки и / или фартуки. Еще один привлекательный вариант для начинающих сварщиков – это сварка порошковой проволокой. Этот процесс похож на конфигурацию «клеевого пистолета» при сварке MIG, за исключением того, что он не требует внешнего защитного газа для защиты сварного шва от загрязнений. Сварочные аппараты с флюсовой сердцевиной имеют полый проволочный электрод с непрерывной подачей, который содержит флюсовый состав. Во время процесса сварки флюс вступает в реакцию с дугой, выделяя углекислый газ и выступая в качестве защитного газа.Благодаря встроенным защитным свойствам сварка с флюсовой сердцевиной идеально подходит для наружных работ (для вентиляции дыма) и для обработки металлов, которые не обязательно являются чистыми. Положительным моментом этого процесса является то, что многие производители сварочного оборудования разработали машины, которые могут работать как в качестве традиционных сварочных аппаратов MIG, так и в качестве сварочных аппаратов с флюсовой проволокой. Обратной стороной этого процесса является то, что сварные швы не выглядят такими чистыми, как сварка MIG. Это может быть связано (в некоторой степени) со слоем шлака, который накапливается поверх сварного шва, который необходимо будет либо сколоть, либо отшлифовать, когда сварной шов остынет.Сварка может быть опасной, если не будут приняты надлежащие меры предосторожности. Чтобы защитить себя и окружающих, помните о следующих десяти мерах предосторожности до, во время и после сварки. Выбрать сварщика по типу металла Сварка – сложный и многогранный предмет, на освоение которого может потребоваться целая жизнь. Знание основ – хорошая отправная точка. Отсюда используйте любые доступные вам ресурсы, будь то ваш сосед, который ремонтирует сельскохозяйственное оборудование, или производитель в вашей местной тюнинговой мастерской, это богатые знания, полученные из опыта.Из этой статьи вы должны лучше познакомиться с основными процессами сварки и теоретическим пониманием соединения металлов. С этого момента вам захочется как можно больше времени практиковаться в наложении сварных швов. Один из отличных практических методов – изучить пять основных соединений (стык, угол, нахлест, кромку и тройник) и научиться эффективно сваривать эти соединения. Знание этих сварных швов позволит вам выполнить самый мелкий ремонт и изготовить простые кронштейны для вашего автомобиля. Изучив основы и освоив методы, вы сможете перейти к другим типам сварки и получить возможность сваривать различные типы материалов.Приваривайте!Основы: Сварка для начинающих
Сварщики есть везде, и они делают удивительные вещи. От погружения на несколько сотен футов под воду для ремонта нескольких дыр, образовавшихся в стальном корабле в открытом море, до выхода в холодный космический вакуум, сварки на космическом корабле, который требует ремонта … Или даже (что не менее практично) вы можете просто найти старый парень, который просто хочет сварить красивый новый стальной стол для своей мастерской.
В любом случае, если вы хотите самостоятельно заняться сваркой, лучше всего будет пройти специализированное обучение, соответствующее вашим целям.Если вы любите делать все своими руками и наслаждаетесь небольшими пробами и ошибками, эта статья может помочь вам понять некоторые из основных процессов и правил, когда дело доходит до техники сварки для начинающих.
Безопасность
Прежде всего, как и при любой работе в машиностроении или сталелитейной промышленности, необходимо поговорить о безопасности. Для новичков понимание опасностей и мер предосторожности, необходимых на рабочем месте, является фундаментальным шагом на пути к тому, чтобы стать хорошим сварщиком.
Чтобы данная статья не превратилась в руководство по безопасности на рабочем месте, мы настоятельно рекомендуем прочитать Типовой свод правил Safe Work Australia о сварочных процессах .В нем изложено все, что вам нужно знать о стандартах безопасности, обсуждаются все темы, от выявления возможных опасностей до надлежащей вентиляции и защитного оборудования.
Понимание процесса
Базовая сварка – это больше, чем просто сплавление двух кусков металла вместе. Сначала вы должны подумать о типе сварочного аппарата, который вы будете использовать, и для какой работы вы будете его использовать. Самый простой способ сварки и отличный старт для начинающих – это дуговая сварка.
В настоящее время существует множество различных методов дуговой сварки, хотя наиболее распространенными процессами являются сварка металла в среде инертного газа (MIG), сварка вольфрамовым газом (TIG) и сварка палкой.
Сварка МИГ
СваркаMIG считается самым простым для освоения видом сварки. Для ее работы используется проволочный сварочный электрод на катушке, которая автоматически подается с постоянной скоростью во время работы. Дуга плавит проволоку и соединяет ее у основания, в результате получается прочный и чистый сварной шов.
Причина, по которой в этой технике сварки используется газ, заключается в том, что он обеспечивает защиту от тумана, окружающего лужу горячего жидкого металла, образовавшуюся при сварке при высоких температурах.Этот газовый экран защищает сварочную ванну от любых загрязнений и помогает обеспечить прочный сварной шов с низкой пористостью (пустоты в материале). Этот процесс полезен при сварке различных материалов, таких как низкоуглеродистая сталь, нержавеющая сталь и алюминий.
Явным недостатком этого метода является то, что для использования газа требуется окружающая среда, обычно в помещении, вдали от любого ветра или элементов, которые могут унести газ. Это можно исправить с помощью безгазовой сварки MIG, в которой используется проволока с флюсовым сердечником.Проволока с флюсовым сердечником также подается автоматически и имеет покрытие, которое создает газ во время сварки. Этот вариант обеспечивает более грязную отделку, сварные швы требуют большей очистки, а проволока с флюсовым сердечником может быть дорогостоящей.
СВАРКА TIG
С другой стороны, сваркаTIG, сложнее выучить и требует некоторой практики, прежде чем вы сможете ее освоить.
СваркаTIG физически более сложна, так как для нее требуется вручную подавать большой сварочный стержень в сварочную ванну, а также для защиты сварочной ванны используется защитный газ.При сварке TIG необходимо одновременно: управлять горелкой, подавать проволоку, двигаться с правильной скоростью, а также использовать правильный ток. Это обычно используется для более тонких металлов и может применяться, например, при работе с ящиками для инструментов или кухонными мойками.
ПАЛОЧНАЯ СВАРКА
Подобно TIG, сварка штангой включает использование электрода фиксированной длины для соединения металлов, при этом электрод фиксированной длины подается сварщиком вручную. Большинство сварщиков своими руками используют сварку палкой как основу для обучения сварке.
Этот способ сварки – один из самых универсальных, недорогих и щадящих способов сварки. Это можно сделать практически в любых условиях, и это хороший выбор, если требуется базовое соединение или приспособление.
Обратной стороной сварки приклеиванием является то, что она часто дает грязный вид и не является подходящим вариантом там, где требуется гладкая, чистая поверхность (например, при обработке листового металла для автомобилей).
Miller Electric предлагает отличное прочтение по совершенствованию техники сварки штангой в своем руководстве CLAMS, в котором представлены все информативные и необходимые шаги, которые следует учитывать при начале сварки штангой.
Это следующие точки:
- C Текущая установка
- L длина дуги
- A игла электрода
- M анипуляция электрода
- S ход
Более того, понимание настроек для сварки Stick, MIG и TIG может помочь вам понять концепции, лежащие в основе различных других методов сварки.
Советы по передовой практике
Теперь, когда вы лучше понимаете некоторые основные методы сварки и процесс, лежащий в их основе, вот несколько быстрых советов, которые мы в Machines4U можем порекомендовать любому начинающему сварщику:
- Что такое переменный и постоянный ток. Изучение того, какой ток использовать в вашей работе, является необходимым шагом для получения прочного сварного шва. В зависимости от работы и инструментов, которые вы используете, это может варьироваться.
- Очистите материал перед запуском. Хорошая очистка проволочной щеткой, шлифовальной машиной или наждачной бумагой удалит большую часть грязи и ржавчины с материала, это поможет получить более прочный сварной шов и лучшую пористость.
- Не забудьте положить шлем. Известно, что даже некоторые из самых опытных сварщиков забывают об этом этапе, большую часть времени потому, что их руки заняты или они просто забывают в процессе работы.Помните, что без рабочих глаз не сваришь!
- Прихватывание является необходимым шагом, так как оно обеспечивает надежную фиксацию материала перед сваркой. Прихваточная сварка – это выполнение коротких сварных швов, которые скрепляют края и которые легко исправить, если деталь необходимо разобрать и закрепить перед сваркой.
- Держите голову в сторону. , вдали от дыма, также является лучшей практикой, чтобы иметь полный обзор стыка во время сварки.
- Некоторые основные и полезные сварочные швы , которые отлично подходят для практики новичков:
- Болгарка скоро станет вашим лучшим другом. Можно с уверенностью сказать, что если вы новичок в сварке, первая, две или 30 попыток сварить что-то конкретное не окажутся запланированными. Но не бойтесь! шлифовальный станок может отрезать этого плохого парня, как будто ничего не случилось. Терпение тоже помогает.
- Чертежи . Если вы не проходите специализированный курс, то потратите время на изучение чертежей, чтобы помочь вам понять причину и способы использования сварных швов в практических приложениях.
- Попкорн или бекон? Многие могут сказать вам, что если ваша сварка звучит так, как будто в микроволновой печи лопается попкорн, ваши настройки либо слишком горячие, либо слишком слабые для работы.Учителя часто советуют прислушиваться к этому сладкому звуку, похожему на жареный бекон на сковороде, чтобы знать, хорошо ли закреплен шов.
Кредит изображения: millerwelds.comt
Эта статья лишь царапает поверхность корабля, и если вы оставите только одну информацию перед запуском, пусть будет так, что безопасность всегда на первом месте!
На рынке сварочных материалов? Здесь можно найти все, от шлемов до мониторов продувки.
Как работает сварка – основы процесса сварки
Изучите основы сварки, как работает сварка, распространенные сварочные инструменты и как получить практическое обучение сварке в Summit College.
Основная цель сварки – соединение двух элементов прочным соединением. Сварщики обычно работают с металлом или термопластом и используют прочный присадочный материал, чтобы связать их вместе. Сварка используется для создания многих современных конструкций в нашем мире, таких как небоскребы, автомобили, корабли и самолеты.
В прошлом строители использовали другие методы соединения металлических деталей. Пайка, пайка и клепка – все это альтернативы сварке. Узнайте, почему сварка стала стандартным вариантом соединения для многих отраслей промышленности и почему она так высоко ценится в промышленных приложениях и производстве.
Сварочные работы путем соединения двух материалов без отдельного связующего материала. В отличие от пайки и пайки, в которых используется связующее с более низкой температурой плавления, при сварке две детали соединяются непосредственно вместе.Понимание этой разницы является ключом к пониманию того, почему сварка предпочтительнее для прочной и долговечной конструкции.
Существует три основных метода сварки, поэтому важно понимать каждый вариант и знать, насколько прочен сварной материал для ваших сварочных работ. Вот три основных метода сварки, доступных современным сварщикам:
-> Газовая сварка
-> Дуговая сварка
-> Лазерная сварка
Дуговая сварка использует электрическую дугу для плавления рабочего материала.Сначала к материалу прикрепляется заземляющий провод. Затем сварщик прикладывает вывод электрода к обрабатываемому материалу. Когда сварщик отводит электрод от материала, он создает электрическую дугу, иначе известную как продолжающийся плазменный разряд из-за электрического пробоя газа. Сварочные аппараты используют переменный или постоянный ток и используются для получения очень концентрированной узкой точки сварного шва.
Газовая сварка – еще один распространенный вид сварки. Это более старый и распространенный вариант, также известный как кислородно-топливная сварка.Газ направляется к сварочному стержню или точке фокусировки и воспламеняется, создавая высокотемпературное пламя. Лучше всего использовать для высоколегированных сталей. Хотя точка сварки менее сконцентрирована, чем электросварка, она намного горячее и больше подходит для особенно твердых сплавов.
Лазерная сварка – последнее новшество в сварочной технике. Этот метод в настоящее время используется только в крупных промышленных приложениях. Лазерные сварщики используют луч высокой энергии для сплавления материалов. Это дорогостоящая система, требующая экспертного контроля и тонкости.
По сравнению с другими методами соединения сварка имеет ряд преимуществ. Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
• Долговечное соединение
• Безупречный шов
• Превосходная температура плавления
• Эффективная и универсальная система
Эти преимущества делают сварку очень востребованным навыком для автомобилестроения, строительства и промышленные компании. Любите ли вы работать руками или заинтересованы в востребованной и высокооплачиваемой карьере, узнайте, подходит ли вам специалист по сварке.
Узнайте, что вам нужно, чтобы подготовиться к карьере сварщика. Вот некоторые основные приспособления и оборудование, которые вам понадобятся для начала работы сварщиком. Ознакомьтесь со всеми этими вариантами сварочного инструмента и узнайте больше о плюсах и минусах каждого варианта.
Прежде чем приступить к работе с любым сварочным аппаратом, вам потребуется подходящее защитное оборудование и место. Сварка выделяет большое количество тепла, искр и металлического шлака. Защитная одежда необходима для защиты от ожогов во время работы.Сварочная маска защищает глаза от яркого света сварщика. Из-за экстремальных температур свет становится настолько ярким, что может нанести вред вашим глазам.
Огромное разнообразие сварочных инструментов может быть огромным. Тщательно сравните их и используйте желаемое приложение, чтобы найти лучший сварочный аппарат для вас. Если вы тренируетесь на сварщика, спросите своего инструктора, какой сварщик лучше всего подходит для начинающих. Вот некоторые распространенные типы сварщиков, которые следует учитывать:
• Дуговая сварка в защитном металлическом корпусе (SMAW) или сварка штучной сваркой
• Дуговая сварка металлическим электродом в газовой среде (GMAW) или сварка MIG
• Дуговая сварка под флюсом (SAW)
• Дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG
Ваш металл и тип сварного шва, который вы надеетесь получить, определяют наилучшего сварщика для ваших целей.Некоторые сварщики лучше подходят для больших структурных швов, в то время как другие лучше всего подходят для детализированных поверхностных сварных швов, которые легко отполировать до безупречной отделки.
Виды электросварки | Sciencing
Сварочные материалы – это эффективный способ их соединения без использования фитингов. Сварка MIG, сварка TIG и сварка стержнем – это три типа электродуговой сварки. Дуговая сварка – это сварка, которая достигается путем прохождения электрической дуги между электродом и рабочей нагрузкой.В большинстве методов сварки используется защитный газ для обеспечения гладкости в точке сварки, предотвращения загрязнения в точке сварки, улучшения качества сварного шва и стабилизации электрической дуги под напряжением между электродом и рабочей нагрузкой.
Сварка MIG
Дуговая сварка металлическим электродом в газовой среде относится к сварке MIG; это метод сварки, который часто используется при работе со сталью. По сути, этот процесс включает плавление металлического наполнителя на рабочей нагрузке. Сварка MIG – относительно чистый процесс; во время сварки образуется лишь небольшое количество брызг.Сварщики могут выполнять более длинные сварные швы без перерывов, используя этот метод сварки, потому что в процессе требуется несколько пусков и остановок. Типичным защитным газом, используемым при этом типе сварки, является аргон или смесь аргона, содержащая кислород или диоксид углерода. Возможно, некоторые из единственных недостатков, связанных с этим типом сварки, заключаются в том, что может быть трудно создать дугу, чтобы начать весь процесс, а сварные швы, которые создает этот процесс, могут сильно окисляться.
Сварка TIG
Дуговая сварка вольфрамовым электродом в среде газа относится к сварке TIG; это метод сварки, который часто используется при работе со сплавами магния, алюминия, титана, никеля и меди.Сварочные швы TIG могут выполняться с наплавкой или без нее. Сварочные швы TIG могут быть намного меньше, чем сварные швы MIG, потому что в системах сварки TIG тепло лучше улавливается. Одним из недостатков этого типа сварки по сравнению со сваркой MIG является то, что сварка TIG требует больше времени, чем сварка MIG. Этот вид сварки – один из самых чистых, поскольку не образуются брызги. Аргон сам по себе или в сочетании с гелием или водородом часто используется в качестве защитного газа для этого типа сварки.
Ручная сварка
Один из первых доступных методов сварки – дуговая сварка металлическим электродом в защитных оболочках, также называемая сваркой стержнем.Этот метод сварки идеально подходит для использования на мостах, изделиях из металла, трубопроводах, тракторах и других сварочных работах на открытом воздухе, поскольку такие внешние элементы, как дождь, не нарушают целостность сварного шва. Правильная сварка штучной сваркой может быть трудной и рекомендуется только очень опытным сварщикам.
Сварка для начинающих: полное руководство
Сварщики несут ответственность за ремонт конструкций в самых сложных условиях от океана до космоса.
Независимо от того, являетесь ли вы сварщиком своими руками или хотите сделать карьеру сварщика, вы можете начать работу с этим полным руководством по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух металлических частей расплавленным материалом. Как бы просто это ни звучало, для этого необходимо использовать различные методы сварки.
Самый распространенный класс сварки – дуговая сварка. Дуговая сварка – это самый простой вид сварки, и с нее должны начинать все новички.
Поскольку дуговая сварка является категорией, она включает в себя ряд методов сварки, таких как сварка штучной сваркой, сварка металла в среде защитного газа и сварка вольфрамовым электродом в среде защитного газа.Эти методы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Ручная сварка
Сварка палкойтакже называется дуговой сваркой в защитном металлическом корпусе или SMAW. Это один из старейших и широко используемых методов сварки благодаря своей простоте. В отличие от сварки TIG и MIG с использованием газовых баллонов, на нее не влияет ветер. Это делает его популярным для сварки на открытом воздухе.
Основы сварки штангой
Сварщики выполняют сварку стержнем, создавая электрическую дугу между заготовкой и металлическим электродом.Электрический ток, проходящий через электрод, плавит его, так что на заготовке образуется сварочная ванна. Электрод имеет флюсовое покрытие, которое плавится для защиты сварочной ванны от коррозии и загрязнения окружающей среды. Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака на сварном шве. Этот защитный слой следует удалить после остывания сварного шва.
Преимущества сварки штангой
Ниже перечислены основные преимущества сварки штангой.
- Этот способ сварки портативный. Сварку палкой можно выполнять на металлических профилях относительно большой толщины. Оборудование не особо тяжелое; следовательно, его можно легко транспортировать в разные места. Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, например, в газовом баллоне.
- Ручная сварка – один из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом на открытом воздухе невозможна, особенно в условиях сильного ветра.
- Хотя ее легче освоить по сравнению со сваркой TIG, для освоения сварки штангой требуется определенный уровень практики.
- Сварку палкой можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, на которых есть ржавчина или прокатная окалина.
Недостатки
Защитное оборудование
Перед сваркой помните, что самое важное – это ваша личная безопасность. Это должно иметь более высокий приоритет, чем что-либо еще.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием.Обратите особое внимание на инструкции по технике безопасности, предоставленные производителем оборудования.
У вас должно быть под рукой подходящее защитное оборудование, чтобы защитить себя от ультрафиолетовых лучей, тепла и искр, генерируемых дугой. Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Надевайте защитные очки и шлем, чтобы защитить глаза и голову.
Флюс выделяет тяжелые пары во время сварки штангой. Следовательно, в любом месте, где вы выполняете сварку стержнем, должна быть достаточная вентиляция.Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях правильная вентиляция – важная мера безопасности. Вы должны развернуть выхлоп, чтобы он вытягивал пары из окружающей среды.
Оборудование для стержневой сварки
Новичок может использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как сварка стержневой сваркой, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Зажим заземления также доступен со сварочным аппаратом. Вы должны вставить зажим заземления в сварочный аппарат и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка палкой покроет вашу заготовку шлаком, который необходимо удалить, когда сварная часть достаточно остынет. Затвердевший шлак можно отколоть стружкой и молотком.
Для улучшения качества поверхности вы можете очистить сварную часть, где вы соскребли шлак, проволочной щеткой.
Выбор правильного электрода
На рынке доступно множество электродов для стержневой сварки. Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
Если вы свариваете низкоуглеродистую сталь, вы можете использовать любой стержневой электрод E70 или E60. 6013 – прекрасный вариант для новичков, хотя 7018 чрезвычайно популярен благодаря своей прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают на самую низкую прочность на разрыв. Например, электрод, номер которого начинается с 60, означает, что его предел прочности на разрыв составляет 60000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 rd указывает положения, в которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении.Цифра 2 означает, что электрод следует использовать только в ровном положении.
Цифра 4 -я указывает ток, который может использоваться для электрода, а также покрытие электрода. Вот разбивка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 – натрийцеллюлоза (dcep)
1 – целлюлоза калийная (dcen, dcep, ac)
2 – диоксид титана натрия (dcen, ac)
3 – диоксид титана калий (dcen, ac)
4 – порошок железа диоксид титана (dcen, dcep, ac)
5 – натрий с низким содержанием водорода (dcep)
6 – калий с низким содержанием водорода (dccep, ac)
7 – железный порошок оксид железа (dcep, ac)
8 – порошок железа с низким содержанием водорода (dcen, dcep, ac)
Установка для сварки штангой
Настройка аппарата для ручной сварки – довольно простая задача, поскольку само оборудование довольно простое по сравнению с другими сварочными аппаратами.Имейте в виду, что на настройки полярности влияет тип электрода, который вы используете в проекте. Всегда убедитесь, что вы дважды проверяете, задействован ли DC + / DC- / AC.
Для практики вы можете начать с электродов 6013, используя dcen на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва электродом
После того, как вы настроили сварочный аппарат согласно руководству пользователя, пора начинать сварку. Дважды проверьте правильность всех настроек.Как только это будет сделано, вы можете разместить несколько кусков металлолома толщиной 3/16 дюйма, чтобы создать стыковой сварной шов.
Поскольку сварка штучной сваркой требует немалых навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке штангой.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг, если будете много практиковаться.В остальном процесс сварки довольно прост.
Сварка МИГ
СваркаMIG также известна как сварка металлическим электродом в газе или GMAW. Сам Mig означает металлический инертный газ.
СваркаMig очень популярна, потому что это самый простой способ сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга создается между проволочным электродом и металлической заготовкой.Это постепенно расплавляет проволочный электрод, который используется для создания сварного шва.
Вы можете легко и точно подавать проволочный электрод с помощью электродной горелки, которая подключена к сварочному аппарату MIG. Пистолет MIG также выпускает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки Mig
Производительность
Одним из важнейших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку.Вы экономите много времени, так как вам не нужно заменять электроды или откалывать шлак. Таким образом, сварка MIG имеет значительно более высокую производительность, чем сварка штучной сваркой.
Низкие затраты
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хороший выбор – сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Из-за вышеупомянутой повышенной производительности затраты на сварку будут дополнительно сокращены.Это идеально подходит для малого бизнеса.
Просто изучить и установить
Любой желающий может сразу научиться сварке этой техникой. В результате сварка MIG – лучший выбор для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
Высокое качество
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечный результат – надежный и чистый сварной шов.Застывший шлак не нужно откалывать. Сварка также очень точная, так как вы можете управлять сварочной горелкой MIG двумя руками. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Проволока MIG
Вы должны правильно вставить проволоку MIG в сварочный аппарат, чтобы аппарат мог пропустить ее через сварочный пистолет в стык.
Размеры проволоки
У вашего сварщика может быть рулон порошковой проволоки.Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для получения наилучшего качества сварных швов следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
0,23-дюймовая проволока – подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов от 16 до 24.
0,3-дюймовая проволока – сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
провод 0,35 дюйма – этот провод подойдет новичкам. Он подходит для сварки металлических профилей толщиной до дюйма.
Проволока 0,45 дюйма – часто это лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических секций толщиной более дюйма.
Сварочный газ
MIG требует защитного газа для защиты расплавленного сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их следует выбирать для своих проектов.
Пористость
Пористость– это просто отверстия, которые образуются внутри сварного шва. Вы бы хотели избежать этого дефекта, поскольку отверстия ослабляют сварной шов, что делает его ненадежным.
Нередко именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, сварной шов вступит в реакцию с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, поскольку сердечник выпускает защитные газы, которые защищают сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа – не лучшая идея, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ убедиться в этом – держать руку на расстоянии 3 дюйма от наконечника сопла.Увеличьте поток газа. Идеальный поток газа – это когда вы только начинаете ощущать поток газа на руке.
Типы защитных газов
Вот наиболее часто используемые смеси защитных газов.
Чистый аргон
Запрещается использовать чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например алюминия. Аргон характеризуется низким значением теплопроводности. Это приведет к получению более узкого борта. Хотя вы обнаружите хороший провар в середине сварного шва, в других частях сварного шва может быть недостаточно проплавления.Следовательно, он неэффективен для стали.
Двуокись углерода
Углекислый газ – прекрасный выбор, потому что он намного дешевле аргона. Таким образом, он широко используется сварщиками MIG.
Однако с диоксидом углерода есть одна серьезная проблема. Возникающая дуга может быть довольно широкой и менее стабильной. Это приведет к появлению большого количества брызг.
Смесь аргона
Соответствующая смесь углекислого газа и аргона может обеспечить сварку высочайшего качества. По своим свойствам дуга находится где-то посередине между чистым углекислым газом и чистым аргоном.Дуга имеет правильную ширину, хорошее проникновение и минимальное разбрызгивание.
Методы сварки Mig
Вот наиболее распространенные движения, используемые при сварке MIG.
Форхенд / Толкание
Наиболее распространенным методом сварки MIG является проталкивание сварного шва с использованием переднего положения. Чтобы достичь оптимального положения для сварки MIG, вы должны установить сварочный пистолет под углом 10 градусов. Электрод должен быть направлен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
Когда сварочный пистолет находится в правильной ориентации, нажмите спусковой крючок и медленно перемещайте пистолет MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь / Тяга
В этом положении вы перемещаете сварочный пистолет по направлению к телу, используя положение левой руки. Используйте тот же угол, который описан выше. Этот метод обеспечивает большее проникновение, чем при проталкивании электрода.
Сварка TIG
TIG – сварка вольфрамовым электродом в среде защитного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления.Защитный газ направляется в сварочную ванну, чтобы защитить ее от воздействия атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка TIG требует, чтобы оператор держал горелку TIG одной рукой и подавал присадочный материал другой рукой, это самый сложный процесс сварки, поскольку требуется более высокая маневренность и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые не расходуются и очень стабильны.Может потребоваться наполнитель, который подается вручную. Защитный газ защищает сварочную ванну и электрод от коррозии. Сварка TIG позволяет получать точные сварные швы, и ее можно использовать для самого широкого диапазона металлов.
Tig – это очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Поскольку он не использует флюс, опасность коррозии из-за захвата флюса отсутствует.Никаких шлаков не образуется. Это исключает очистку после сварки. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой MIG и сварке электродом.
Поскольку сварка TIG позволяет получать чистые и высококачественные сварные швы, она лучше всего подходит для применений, где важен внешний вид. При этом не происходит разбрызгивания, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым тепловым свойствам вольфрама может поддерживаться дуга, температура которой может достигать 11 000 градусов по Фаренгейту.Превосходная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокий предел прочности на разрыв по сравнению со сталью.
Методы сварки TIG
Сварка TIG осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме сварщик настраивает расход газа и текущие параметры. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость движения.Затем они наблюдают за ходом операции и вмешиваются только при необходимости.
Сварка TIG может выполняться как с источниками переменного, так и постоянного тока с током от 15 до 350 ампер.
Как выполнять сварку TIG
Для выполнения сварки TIG оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать ножную педаль так, чтобы между вольфрамовым электродом и заготовкой возникла дуга.При этом плавится присадочный материал, который затем создает сварочную ванну на заготовке. Сварочный шов создается, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все преимущества и высокое качество сварки, сварка TIG является гораздо более медленным процессом, чем сварка палкой и сварка MIG. Поэтому он используется там, где первостепенное значение имеет высокое качество сварных швов, несмотря на низкую скорость этого процесса.
Сварочное оборудование Tig
Сварочное оборудование TIG часто бывает дороже, чем сварка штучной сваркой и сварка MIG.Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Факел
Доступны резаки разных размеров с разной мощностью по току. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к высоким температурам. Система водяного охлаждения предотвращает перегрев резака. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является поводом для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия между разнородными металлами (вольфрамом и алюминием) возникает дуга, что означает, что переменный ток можно преобразовать в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG.Он также имеет отличную электрическую и теплопроводность. Для увеличения срока службы электрода и повышения стабильности дуги 1-2 процента циркония и тория смешиваются с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые форсунки
Эти сопла изготовлены из термостойкого керамического материала, чтобы выдерживать высокие температуры сварки. Доступны сопла различной формы для всех видов сварочных работ.
Газовая линза
Эта функция минимизирует турбулентность газового потока.Турбулентный поток газа может не дать наилучших результатов. Следовательно, для плавного потока газа используется газовая линза, которая защищает сварочную ванну.
Пуск с нуля по сравнению с пуском с высокой частотой
Функция «высокочастотный запуск» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять электродом по заготовке, чтобы создать дугу. Высокочастотный пуск позволяет создавать сварочную дугу, даже когда электрод находится в дюйме от заготовки.Это значительно упрощает сварку, поскольку поджечь электрод для создания дуги довольно сложно.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Это автоматическое регулирование напряжения и тока предотвращает сгорание вольфрамового электрода.
Наконечники для сварки TIG
Начинающим сварщикам следует начинать с практики на металлоломе, так как при сварке TIG выполняется множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление ножной педалью.
Держите резак под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту захватывающую и полезную карьеру? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования.