Сверла для глубоких отверстий.
При глубоком сверлении условия работы сверла резко ухудшаются – затрудняется отвод стружки, охлаждение режущей части, уменьшается жесткость сверла.
К глубоким отверстиям (отверстия шпинделей станков, каналы в валах и т.д.) предъявляются обычно высокие требования в отношении чистоты поверхности, прямолинейности оси отверстия, соосности отверстия и наружных поверхностей, отсутствия овальности и конусности на всей длине, точности – в пределах между 2 и 3-м классами.
Для удовлетворения этих требований работу обычно ведут на специальных токарно-сверлильных станках, причем, как правило, вращение получает обрабатываемая заготовка, а сверло – подачу. Иногда заготовка получает вращение, а сверло – вращение и подачу.
Сверла для глубоких отверстий по их назначению делятся на:
- ружейные;
- пушечные;
- шпиндельные.
По конструкции сверла для глубокого сверления делятся на:
- сверла двухстороннего резания;
- сверла одностороннего резания;
- кольцевые (трепанирующие) головки.


Сверла для глубоких отверстий не стандартизованы и изготовляются по ведомственным нормалям.
Сверла двухстороннего резания изготовляются следующих типов:
- спиральные удлиненные с подводом охлаждающей жидкости по каналам;
- спиральные составные с внутренним отводом стружки;
- шпиндельные (пластинчатые) сверла.
Спиральные сверла удлиненные двухстороннего резания с внутренним подводом охлаждающей жидкости имеют по два спиральных отверстия, идущих по всей длине режущей части сверла. Расстояние между этими отверстиями к хвостовой части уменьшается для возможности соединения их с центрально расположенным отверстием хвостовой части. Охлаждающая жидкость подводится через отверстие в торце хвостовой части.
Спиральные сверла двухстороннего резания с внутренним отводом и наружным подводом охлаждающей жидкости – эти сверла обеспечивают большую производительность, чем сверла с внутренним подводом охлаждающей жидкости.
Для исключения вредного влияния перемычки применяют сверла с отверстием диаметром d в центре сверла. При работе таким сверлом образуется так называемый нулевой стержень, который выходит вместе со стружкой. Для устранения заедания нулевого стержня в центральном отверстии необходимо, чтобы этот стержень имел диаметр меньший, чем диаметр центрального отверстия. Это достигается смещением оси центрального отверстия относительно оси сверла на 0,2 – 0,3мм. Однако при наличии нулевого стержня значительного диаметра затрудняется удаление стружки, так как по мере увеличения глубины сверления нулевой стержень поступает в отверстие стебля, где происходит запутывание его со стружкой, стружечное отверстие забивается, и отвод стружки прекращается. Получить же нулевой стержень малого диаметра 0,8 – 1мм, который обламывался бы под действием завивающейся стружки, затруднительно. Для поломки и свободного удаления нулевого стержня вместе со стружкой рекомендуется применять сверла с центральным отверстием в сердцевине и с уступом в 18-20° для ломания нулевого стержня.
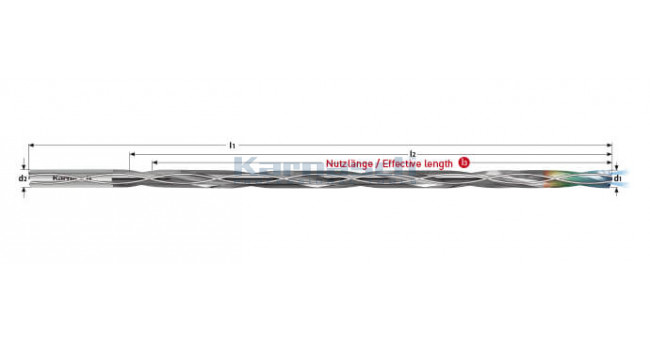
Рис.1 Сверло для глубокого сверления, двухстороннего резания, с центральным отверстием для образования нулевого стержня и уступом 18° для его излома.
Рис.2 Сверла спиральные для глубокого сверления с отверстиями для внутреннего подвода охлаждающей жидкости.
Рис.3 Сверло для глубокого сверления, двухстороннего резания, с внутренним отводом охлаждающей жидкости и стружки.
Рис.4 Геометрические параметры сверл двухстороннего резания для глубокого сверления отверстий.
Рис.5 Сверло для глубокого сверления, двухстороннего резания, с центральным отверстием для образования нулевого стержня.
Похожие статьи:
Архив новостей:
|
Масса |
кг. |
4500 |
|
Габаритные размеры (ДхШхВ) |
мм. |
4700х2000х1800 |
|
Длина обрабатываемых заготовок |
мм. |
500-1100 |
|
Наружный диаметр обрабатываемых заготовок |
мм. |
20 – 45 (20-60 опционально) |
|
Материал обрабатываемых заготовок |
AISI 4140, AISI 4320, AISI 430, AISI 420, AISI 410, AISI 316 |
|
|
Материал обрабатываемых заготовок |
416R, 17-4PH, 30ХГСА, 30ХРА, 30ХН2МФА, 40Х13, 20Х13 |
|
|
Твердость HRC |
15-40 |
|
|
Метод глубокого сверления, процесс |
Сверление ружейными сверлами, ELB |
|
|
Диаметр сверления |
мм. |
4-20 (4-35 опционально) |
|
Увод сверла при диаметре сверления до 14 мм. |
мм. |
≤ 0.02/100 |
|
Увод сверла при диаметре сверления от 14 мм. |
мм. |
≤ 0.03/100 |
|
Допуск по диаметру |
мм. |
≤ +0,1 |
|
Рабочее напряжение |
В/Гц |
380-400/50 |
|
Общая потребляемая мощность |
кВт |
не более 40 |
|
Управляющее напряжение |
В |
24 |
|
Количество шпинделей |
шт. |
1 |
|
Мощность привода инструмента |
кВт |
4 |
|
Мощность привода обрабатываемой детали |
кВт |
5 |
|
Тип регулирования оборотов приводов |
Тип |
Бесступенчатый |
|
Скорость вращения инструмента |
об/мин |
800-6000 |
|
Скорость вращения детали (контрвращение) |
об/мин |
20-300 |
|
Подача инструмента (рабочая) |
мм/мин |
5-100 |
|
Подача инструмента (ускоренная) |
мм/мин |
500 |
|
Тип линейной передачи |
Шарико-винтовая пара |
|
|
Система крепления обрабатываемой детали |
Самоцетрирующий патрон, внешний конус |
|
|
Система поддержки инструмента |
Буксируемые люнеты 3 шт. |
|
|
Смена инструмента |
Ручная |
|
|
Объем СОЖ |
л. |
1000 |
|
Насос высокого давления СОЖ |
шт. |
1 |
|
Давление СОЖ при подаче в зону резания |
Bar |
До 120 |
|
Тип фильтра СОЖ |
Ленточный бумажный фильтр 5-10 микрон |
|
|
Производительность фильтра |
л/мин |
50 |
|
Система стружкоудаления |
Магнитный стружечный конвейер |
|
|
Охлаждение СОЖ |
шт. |
Опция – чиллер для СОЖ |
|
Панель управления |
Delta* |
|
|
Контроллер |
Delta* |



 (опция- 4 шт.)
(опция- 4 шт.)
Особенности сверления глубоких отверстий – Токарное дело
Особенности сверления глубоких отверстий
Категория:
Токарное дело
Особенности сверления глубоких отверстий
Глубокими называются отверстия, длина которых превышает диаметр в пять и более раз. Глубокими отверстиями являются, например, сквозное осевое отверстие в шпинделе токарного станка, отверстие пиноли задней бабки, осевые отверстия в прогреваемых прокатных валках и др.
Часто к глубоким отверстиям предъявляются высокие требования по прямолинейности оси, но точности формы и размеров. При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
При глубоком сверлении сверлом обычной конструкции неизбежен «увод» сверла в сторону из-за разности радиальных усилий на режущих кромках и это может привести к «разбивке» отверстия (увеличению диаметра), хотя ось отверстия остается прямой.
Поэтому для сверления глубоких отверстий применяют специальные — «пушечные» сверла с прямой стружечной канавкой. Сверло хорошо направляется в отверстии благодаря большой поверхности соприкосновения спинки сверла с обработанной поверхностью отверстия. Охлаждающая жидкость от насоса поступает к режущей кромке через сквозной канал в сверле, охлаждает режущую кромку сверла и принудительно удаляет стружку.
1. ДЕРЖАТЕЛЬ ДЛЯ СТЕРЖНЕВЫХ ИН СТРУМЕНТОВ (СТАНОК 16К20): 1 — держатель. 2 — стопорный винт втулки. 3 — втулка с инструментальным конусным отверстием. 4 хвостовик инструмента. 5 — резцедержатель. 6 — винт резцедержателя
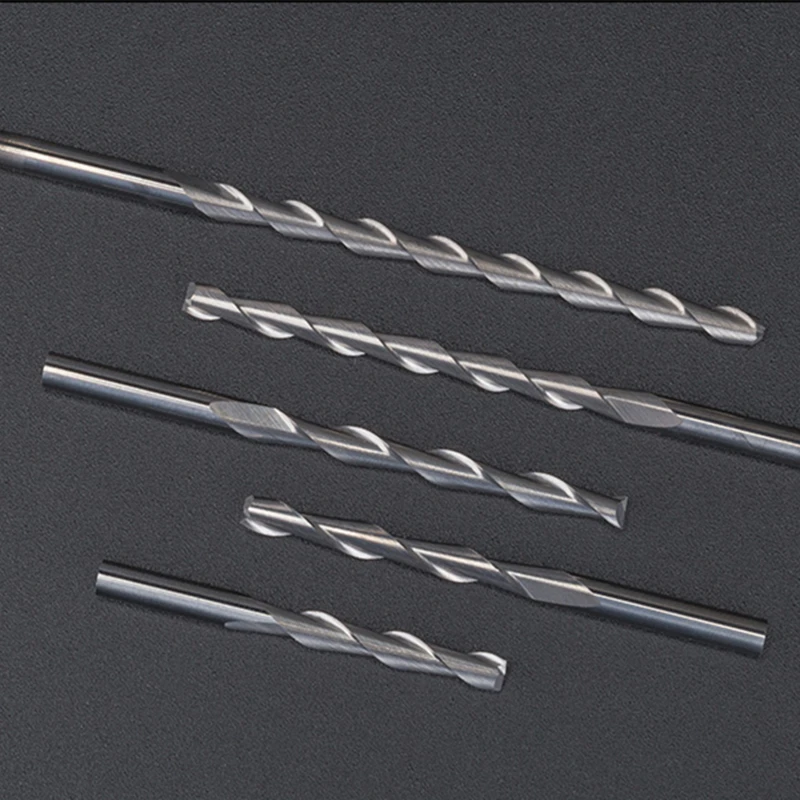
2. СВЕРЛА ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ: а —однокромочное («пушечное»). б — шисконое. в четырех ленточное
3. ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
ШТЫКОВАЯ ОПРАВКА ДЛЯ ГЛУБОКО ГО СВЕРЛЕНИЯ:
Применяют также шнековые и че-тырехленточные сверла, работающие с минимальным «уводом», благодаря большой поверхности соприкосновения ленточек со стенками отверстия.
При сверлении глубоких отверстий обычными сверлами периодически извлекают сверло из отверстия для очистки от стружки и охлаждения. С целью сокращения времени на ввод и вывод сверла применяют оправку со штыковым затвором.
Реклама:
Читать далее:
Контроль отверстий
Статьи по теме:
|
Масса |
кг. |
2000 |
|
Габаритные размеры (ДхШхВ) |
мм. |
2000х1200х1800 |
|
Длина обрабатываемых заготовок |
мм. |
25-300 |
|
Наружный диаметр обрабатываемых заготовок |
мм. |
10 – 100 |
|
Материал обрабатываемых заготовок |
AISI 4140, AISI 4320, AISI 430, AISI 420, AISI 410, AISI 316 |
|
|
Материал обрабатываемых заготовок |
416R, 17-4PH, 30ХГСА, 30ХРА, 30ХН2МФА, 40Х13, 20Х13 |
|
|
Твердость HRC |
15-40 |
|
|
Метод глубокого сверления, процесс |
Сверление ружейными сверлами, ELB |
|
|
Диаметр сверления |
мм. |
3-25 |
|
Увод сверла при диаметре сверления до 14 мм. |
мм. |
≤ 0.02/100 |
|
Увод сверла при диаметре сверления от 14 мм. |
мм. |
≤ 0.03/100 |
|
Допуск по диаметру |
мм. |
≤ +0,1 |
|
Рабочее напряжение |
В/Гц |
380-400/50 |
|
Общая потребляемая мощность |
кВт |
не более 20 |
|
Управляющее напряжение |
В |
24 |
|
Количество шпинделей |
шт. |
1 |
|
Мощность привода инструмента |
кВт |
5 |
|
Мощность привода обрабатываемой детали |
кВт |
5 |
|
Тип регулирования оборотов приводов |
Тип |
Бесступенчатый |
|
Скорость вращения инструмента |
об/мин |
0-8000 |
|
Скорость вращения детали (контрвращение) |
об/мин |
20-300 |
|
Подача инструмента (рабочая) |
мм/мин |
5-100 |
|
Подача инструмента (ускоренная) |
мм/мин |
до 500 |
|
Тип линейной передачи |
Шарико-винтовая пара |
|
|
Система крепления обрабатываемой детали |
Самоцетрирующий патрон, внешний конус |
|
|
Система поддержки инструмента |
Буксируемые люнеты 2 шт. |
|
|
Смена инструмента |
Ручная |
|
|
Объем СОЖ |
л. |
1000 |
|
Насос высокого давления СОЖ |
шт. |
1 |
|
Давление СОЖ при подаче в зону резания |
Bar |
до 120 |
|
Тип фильтра СОЖ |
Ленточный бумажный фильтр 5-10 микрон |
|
|
Производительность фильтра |
л/мин |
50 |
|
Система стружкоудаления |
Магнитный стружечный конвейер |
|
|
Охлаждение СОЖ |
шт. |
Опция – чиллер для СОЖ |
|
Панель управления |
Delta* |
|
|
Контроллер |
Delta* |





Станки для глубокого сверления
Опубликовано admin Дек 17, 2012 в Сверлильно-расточные станки
Станки для глубокого сверления, называемые иногда токарно-сверлильными станками, предназначены для сверления глубоких отверстий в сплошном материале и растачивания глубоких или сквозных отверстий в валах, распределительных валиках, колоннах гидропрессов и других подобных деталях, когда длина сверления или растачивания во много раз превосходит их диаметр.
Глубокое сверление. Сверление глубоких отверстий связано с большими трудностями по отводу стружки и подводу охлаждающей жидкости. Для получения точных отверстий необходимо правильное направление сверла и уравновешивание его силами резания, возникающими при сверлении. Для сверления глубоких отверстий диаметром до 30 мм применяют сверла, снабженные специальными канавками для подвода жидкости под большим давлением для охлаждения и отвода стружки. Наиболее простыми по форме являются пушечные сверла, которые обычно не вращаются, а имеют осевое перемещение (подачу), при этом вращается обрабатываемая деталь. При работе с этими сверлами используют кондукторы, а иногда производят предварительное сверление отверстий.
Ружейное сверло применяют для расточки ружейных стволов. Считают, что сверление ружейным сверлом равнозначно обычному сверлению с последующим растачиванием и развертыванием, при этом возможно получение отверстий по 7-му квалитету точности с шероховатостью поверхности 0,63ч-1,25 мкм.
Применение перового сверла дает возможность сделать весьма глубокое, отверстие, так, например, перовым сверлом диаметром 64 мм можно просверлить отверстие глубиной до 10 000 мм.
Классификация станков для глубокого сверления. Прежде всего, отметим, что эти станки относят к группе специальных станков. Их конструкция зависит от длины и диаметра обрабатываемого отверстия, длины и массы заготовки, а также от масштаба производства.
Станки могут быть одно- и двусторонними, т. е. предназначенными для обработки отверстий с одной или двух сторон одновременно.
Станок для глубокого сверления, когда обрабатываемая деталь вращается со скоростью резания (м/мин), а режущий инструмент перемещается со скоростью подачи (мм/мин). Заготовка получает вращение от шпиндельной бабки и поддерживается люнетом. Режущий инструмент с полой штангой движется с опорой от задней бабки. Охлаждающая жидкость, подаваемая через штангу к инструменту, одновременно выносит стружку по каналу между штангой и отверстием.
Станок для глубокого сверления, на котором большие тяжелые заготовки остаются во время обработки неподвижными, а режущий инструмент получает вращательное движение и поступательное.
При сверлении отверстия диаметром 40—60 мм охлаждающая жидкость подводится при давлении 2—4 МПа, а количество подводимой жидкости составляет 200—400 л/мин.
Отметим, что у полых валов глубокое сверление производят после предварительной токарной обработки Наружных поверхностей, так как для выверки при установке заготовки на станке перед глубоким сверлением должны быть подготовлены базы.
Часто задаваемые вопросы о сверлении
В большинстве случаев ружейное сверление устраняет необходимость в развертывании, растачивании и т. Д. Качество отверстий, достигаемое ручным сверлением за один проход, лучше, чем спиральное сверление, развертывание и / или растачивание. Любое улучшение качества отверстий за счет размера и отделки после перфорационного сверления, при необходимости, может быть достигнуто за счет хонингования или возможного расширения развертками типа Mapal или Cogsdill.
Пистолетное развертывание с одной канавкой можно использовать для исправления ошибок, допущенных при определении размера отверстия, путем раскрытия просверленного с помощью пистолета отверстия до большего размера или для раскрытия части канала, оставляя ступенчатое отверстие, где концентричность между диаметрами не является критичной.В тех случаях, когда концентричность критична, направляющий элемент без разреза на наконечнике сверла будет удерживать наконечник в центре, поскольку большой диаметр «расширяет» часть отверстия. Развертки с одной канавкой отклоняются от геометрии наконечника, две или более развертки с канавкой следуют за просверленным отверстием. Контроль за стружкой проблематичен при использовании перфоратора с одной канавкой, используемого в качестве развертки, поскольку он производит проволоку шириной реза и толщиной подачи. Затем эта проволока будет наматываться на кончик.
и хвостовик, а также надрезать отверстие. Серия пауз в подаче может уменьшить проблему, если машина способна это сделать.
Мы предлагаем два типа пистолетных расширителей. «Chips Back» для глухих отверстий – это в основном стандартная одинарная канавка с другой шлифовкой носа и контуром. В этой развертке используется сквозное инструментальное масло для создания давления в отверстии и выталкивания стружки (проволоки) назад и из отверстия. Развертки Chips Ahead предназначены для сквозных отверстий и используют круглую трубку (не V-образной формы), позволяющую маслу выходить через основание паяного соединения наконечника. Масляное отверстие твердосплавного наконечника забито. Более крупные развертки с опережением стружки обрабатываются в основании паяного соединения наконечника и трубки для направления потока масла к внешнему режущему углу наконечника.
Инженеры, машинисты и операторы станков, не знакомые с процессом ружейного сверления, рассматривают расширение как ожидаемый шаг в производстве отверстий точного размера. Когда результаты ружейного сверления показывают, что возможно за одну операцию с ружейным сверлом, расширение как часть процесса глубокого сверления или сверления прецизионных отверстий больше не требуется.
Развертка в производстве стволов возвращается к Pacific Tool & Gauge, свяжитесь с Дэйвом Киффом. Сайт: www.pacifictoolandgauge.com. Ствол ружья просверлен до диаметра от 0,008 дюйма до 0,010 дюйма. Многозубая развертка PT&G, покрытая TiN, но отшлифованная по краям канавки, либо проталкивается, либо протягивается через отверстие, смазанное через инструментальное масло. Затем завершается чистовая обработка поверхности и размер канала ствола, после чего следует дутье и нарезание или нарезание пуговиц.
Sterling Gun Drills не предлагает разверток с одной канавкой для производства стволов ружей. Однако, например, в нержавеющей стали 416 отверстие, просверленное пистолетом с использованием масла под высоким давлением, обеспечит очень хорошее качество отверстия по размеру и отделке.Сверление ружья до нужного размера без развертывания не является обычным явлением для ружейных стволов, но мы предоставляем ружейные сверла для производства стволов пистолетов, где калибры просверливаются до окончательного размера. На данный момент преобладает «именно так».
На данный момент преобладает «именно так».
Правый инструмент облегчает сверление глубоких отверстий
Сверление однозначно определяется как процесс резания, при котором создается или увеличивается круговое отверстие в твердых материалах. Таким образом, бурение глубоких отверстий, похоже, имело бы такое же четкое определение.Сверло создает или увеличивает особенно глубокое отверстие – что еще?
К сожалению, больше не существует общепринятого определения понятия «глубокая яма». По словам Джейсона Хаута, менеджера по продукции производителя инструментов Sandvik Coromant Co., Fair Lawn, штат Нью-Джерси, в середине 1990-х все, что глубже 3 диаметров, считалось глубоким. Сегодня в мастерской нередко делают отверстия диаметром более 10 на обычном станке, на специализированных станках, способных достигать диаметров 100 и более.
Предоставлено Guhring
Сверло с параболической канавкой GT 100 от Guhring помогает удалять стружку при обработке глубоких отверстий без сквозной подачи СОЖ.
«Возможности обычных станков сейчас настолько отличаются от возможностей, которыми они были всего пару десятилетий назад, что определение« глубокого »стало очень неясным, – сказал Хаут. «На мой взгляд, термин« глубокая яма »почти произвольный».
Несмотря на то, что точное определение глубокого сверления может быть трудным, есть некоторые практические правила, по словам Брайана Велча, регионального менеджера производителя инструментов Allied Machine & Engineering Corp., Довер, Огайо. «Я бы посчитал глубиной что-то, превышающее соотношение 20: 1, но в зависимости от работы методы глубокого отверстия могут оказаться полезными при соотношении всего лишь 7: 1».
Перфораторы Speedy
Независимо от количества диаметров, как производитель деталей определяет, какое сверло необходимо для глубокого погружения? При сверлении глубоких отверстий на обычном станке с ЧПУ существует три основных варианта: перфоратор, спиральное сверло и ручное сверло.
Переносное сверло считается самым быстрым, и, по словам Велча, новая геометрия лопаты и конструкции державок позволили улучшить качество отверстий на еще более высоких скоростях.
«Наши инженерные и производственные возможности стремительно развиваются, особенно в течение последних 5 лет», – сказал Велч. «Это привело к результатам наших специально разработанных специальных предложений, которых люди раньше не видели.
Предоставлено Sandvik Coromant
Sandvik Coromant предлагает ружейные сверла, а также спиральные сверла для глубокого сверления.
«Дело в том, что лопаты существуют всегда, и люди имеют представление о том, что такое перфоратор и как оно работает», – продолжил он.«Реальность такова, что мы разработали решения для глубокого сверления с использованием перфораторов и державок, которые превосходят все ожидания».
Однако, даже с этими достижениями, все еще есть факторы, которые необходимо учитывать для достижения максимальной производительности, такие как стружкообразование и поток охлаждающей жидкости. С этой целью, сказал Уэлч, Allied предлагает держатели T / A, подходящие для среды с охлаждающей жидкостью, и вставки T / A, специально предназначенные для просверливаемого материала.
С этой целью, сказал Уэлч, Allied предлагает держатели T / A, подходящие для среды с охлаждающей жидкостью, и вставки T / A, специально предназначенные для просверливаемого материала.
Обратной стороной является то, что лопаты могут образовывать «типичное» отверстие и, по словам Хаута, обычно не способны обеспечить жесткие допуски и чистовую отделку, необходимые в некоторых областях применения.
«Отделка не будет красивой, ее общая точность, вероятно, составит ± 0,0030», и она, вероятно, будет лучше всего на глубине менее 15 диаметров », – сказал он.« Тем не менее, для кого-то вроде автопроизводителю, стремящемуся снизить вес трансмиссии, более чем достаточно лопаточного сверла, а с потенциальной скоростью проходки 5 дюймов в минуту это даст самую низкую стоимость отверстия ».
Сделай поворот
В области спиральных сверл существуют различные варианты, в зависимости от того, есть ли у вас доступ к сквозной подаче СОЖ.По словам Брэндона Халла, директора по управлению продукцией и развитию бизнеса в Брукфилде, штат Висконсин, производителя режущего инструмента Guhring Inc. , сверло с параболической канавкой из быстрорежущей стали или кобальта является идеальным выбором для выполнения глубоких отверстий при отсутствии сквозной охлаждающей жидкости.
, сверло с параболической канавкой из быстрорежущей стали или кобальта является идеальным выбором для выполнения глубоких отверстий при отсутствии сквозной охлаждающей жидкости.
«[Сверло с параболической канавкой] чрезвычайно эффективно для глубоких отверстий, потому что большее отверстие канавки способствует удалению стружки, а это означает, что вы можете сверлить с меньшим количеством циклов клевания», – пояснил он. «Например, если у вас есть сверло диаметром 0,500 дюйма, вместо того, чтобы клевать каждые 0».145 дюймов в глубину, как если бы вы использовали стандартную флейту, иногда вы можете достичь 5 диаметров без расклевывания ».
Клевание или извлечение сверла из отверстия для удаления стружки может вызвать проблемы, особенно в более глубоких отверстиях, пояснил он. В каждом цикле заклевывания есть возможность, что стружка попадет на вершину сверла, что снижает эффективность резания и потенциально увеличивает биение. Некоторые новые станки борются с этим с помощью цикла стружколома, который частично, а не полностью втягивает сверло. Это позволяет сверлу образовывать стружку, не допуская попадания стружки перед острием.
Это позволяет сверлу образовывать стружку, не допуская попадания стружки перед острием.
Однако при подаче СОЖ под высоким давлением расклевывание не требуется, а спиральное сверло из твердого сплава с подачей СОЖ дает множество преимуществ. «Это один из самых быстрых способов просверлить глубокую скважину», – сказал Халл. «Проблема в том, что они могут быть очень дорогими по сравнению с gundrill, но ваша производительность огромна – в пять-шесть раз, потенциально больше. Вы улучшите отвод стружки и сможете работать с сверлом намного тяжелее.Если вы можете себе это позволить с самого начала, вы сэкономите деньги в долгосрочной перспективе ».
Пистолеты и направляющие
Конечно, практически невозможно обсуждать сверление глубоких отверстий без упоминания орудийного сверла. Его концентричность и способность придавать чистую отделку не имеют себе равных, и он способен сверлить на глубину более 100 диаметров, но компромисс заключается в снижении производительности.
«Если вы хотите узнать, какой инструмент дает отверстие высочайшего качества независимо от скорости проникновения, вам подойдет ручное сверло», – сказал Хаут из Sandvik Coromant.«Gundrill может стоить больше, чем стандартное спиральное сверло, но вы получите от 15 до 20 ремонтов gundrill, и оно будет постоянно производить отверстие с допуском 0,0005 дюймов. Это спиральное сверло будет работать намного быстрее, но вы можете только надеяться выдержать допуск ± 0,0020 дюйма, и вы не можете рассчитывать на столь же прекрасную отделку ».
Многие магазины производят фрезерование на станках с ЧПУ вместо того, чтобы использовать специальные станки для сверления, сказал Гюринг Халл. «Все сводится к методу руководства. Независимо от того, что вы делаете, вам все равно нужно просверлить пилотное отверстие, чтобы направить это сверло для глубокого отверстия.”
Предоставлено Guhring
Сверла обеспечивают превосходную чистоту обработки отверстий, но требуют более низкой скорости подачи.
Пилотное отверстие, продолжил он, обычно имеет глубину от 1 до 2 диаметров при использовании сверла меньшего диаметра. Более длинный gundrill работает со скоростью около 300 об / мин, когда он входит в пилотную скважину, и, как только он полностью задействован, скорость сверления может быть увеличена до максимально допустимой для работы, и охлаждающая жидкость активируется. «Этот метод одинаков, независимо от того, используете ли вы ручное сверло или спиральное сверло с подачей СОЖ, – сказал Халл.
Джеймс Марц, менеджер по продажам Leese & Co., сказал, что в его цехе используется специальное сверло и станок с ЧПУ с возможностью обработки глубоких отверстий. Направляющие для сверления позволяют механическому цеху в Гринсбурге, штат Пенсильвания, получить максимальную отдачу от оборудования.
«Есть люнет, который поддерживает сверло, и, когда оно опускается в отверстие, люнет перемещается, и у вас есть другой люнет, который занимает его место», – пояснил он. «Когда сверло входит в деталь, в любой момент времени есть отдых на расстоянии 2 дюймов от детали. Используя подачу люнета и регулируя скорость подачи сверла, мы можем поддерживать концентричность наших деталей и производить более качественную и надежную деталь ».
Используя подачу люнета и регулируя скорость подачи сверла, мы можем поддерживать концентричность наших деталей и производить более качественную и надежную деталь ».
Прочие соображения
По словам Геринга Халла, при покупке станка с ЧПУ для глубокого сверления возникают две основные проблемы: державки и особенности станка. Гидравлические патроны и зажимные оправки обеспечивают минимальное биение, что делает их идеальными для глубоких отверстий.
«Проще говоря, качество державки – это самая важная вещь, на которую нужно обращать внимание, независимо от того, какое сверло вы используете», – сказал он.
Что касается самого станка, то, по словам Халла, наиболее важной характеристикой является давление охлаждающей жидкости, за которым следует качество шпинделя.
Хотя 250 фунтов на квадратный дюйм – это «абсолютный минимум» подходящего давления охлаждающей жидкости, он рекомендует 1000 фунтов на квадратный дюйм для ручных сверл по сравнению с половиной этого давления для спиральных сверл. «При недостаточном давлении охлаждающей жидкости вы просто не сможете добиться необходимого удаления стружки».
«При недостаточном давлении охлаждающей жидкости вы просто не сможете добиться необходимого удаления стружки».
Он добавил, что, хотя многие старые станки могут идеально подходить для сверления глубоких отверстий, концентрический шпиндель абсолютно необходим.
Кроме того, некоторые из более современных функций значительно упрощают сверление глубоких отверстий, чем это было раньше для машинистов, при одновременном сокращении брака.
«При сверлении, особенно глубоких отверстий, вы действительно хотите избежать поломки сверл, – сказал Кристиан Кланица, президент и владелец Leese & Co.. – В этой связи одной из ключевых функций для нас является автоматическое отключение. Если вы слишком сильно нагружаете дрель, она отключается. Старые машины будут работать до тех пор, пока сверло не сломается, и в этот момент вы не только потеряете сверло, но и потеряете ту деталь, в которой оно находится.”
В конечном итоге, независимо от магазина или области применения, выбор инструмента должен основываться на требованиях к деталям. С некоторыми общими соображениями относительно станка и четким знанием доступных опций, неточно определенное глубокое отверстие не должно быть более пугающим, чем любое другое отверстие. CTE
С некоторыми общими соображениями относительно станка и четким знанием доступных опций, неточно определенное глубокое отверстие не должно быть более пугающим, чем любое другое отверстие. CTE
Об авторе
Эван Джонс Торн – помощник редактора CTE. Свяжитесь с ним по телефону (847) 714-0177 или [email protected]
Специализированное оборудование дает преимущества
Хотя стандартные станки, безусловно, можно использовать для глубокого сверления, использование специализированных сверлильных станков в некоторых случаях дает ряд преимуществ.
Хотя ручное сверло может быть не самым быстрым методом сверления, Джим МакГаффин, менеджер по продукции Absolute Machine Tool Inc., Лорейн, Огайо, сказал, что концентричность и качество поверхности просто невозможно превзойти.
«На специальном станке gundrill деталь вращается в противоположном направлении от сверла», – сказал Макгаффин. «Даже самые лучшие горизонтальные или вертикальные сверла будут иметь более слабую концентричность, потому что им не хватает противовращения».
Кроме того, продолжил он, экзотические материалы, такие как хастеллой и инконель, не представляют проблемы для двигателей gundrill с высоким крутящим моментом и охлаждающей жидкости под высоким давлением.
Предоставлено Leese
Leese & Co. использует сверлильный станок PreciHole Micro Gun от Absolute Machine Tool для многих операций с глубокими отверстиями.
«Вы действительно не увидите падения скорости подачи, концентричности или качества поверхности [с ручным сверлом]», – сказал он.
Например, сверлильный станок Precihole Micro Gun, распространяемый в Северной Америке компанией Absolute, предназначен для медицинских применений с высокой концентричностью, таких как костные винты. Макгаффин объяснил, что центры костных винтов просверливаются частично для уменьшения веса, но также для того, чтобы они могли сгибаться при необходимости; концентрическое отверстие необходимо для правильного изгиба винта.Сверлильные станки Micro Gun могут сверлить отверстия с противоположным вращением от 0,040 до 0,250 дюйма (от 1,016 до 6,35 мм) в диаметре при скорости шпинделя до 25 000 об / мин.
EDGE Deephole Drilling Tools and Systems, Хьюстон, также предлагает линейку станков для глубокого сверления, а также собственные сменные инструменты и запасные части. По словам вице-президента Билла Эмлинга, станки с ЧПУ TIBO компании предлагают более высокую скорость съема металла, лучшую точность центровки, более короткое время обработки и большую глубину сверления (до 250 диаметров), чем стандартные станки с ЧПУ, при этом не потребляя чрезмерного количества пола. Космос.
«Благодаря гибкому расположению таких компонентов, как резервуар, конвейер для стружки и центрифуга, машины TIBO можно адаптировать к площади помещения заказчика», – сказал он.
«Если будет доступен специальный станок для глубокого сверления, это был бы мой первый выбор, потому что он сочетает в себе лучшее из обоих миров», – добавил Хаут из Sandvik Coromant. «Вы увидите отверстие самого высокого качества и самую высокую скорость проникновения».
Э. Джонс Торн
Участники
Absolute Machine Tools Inc.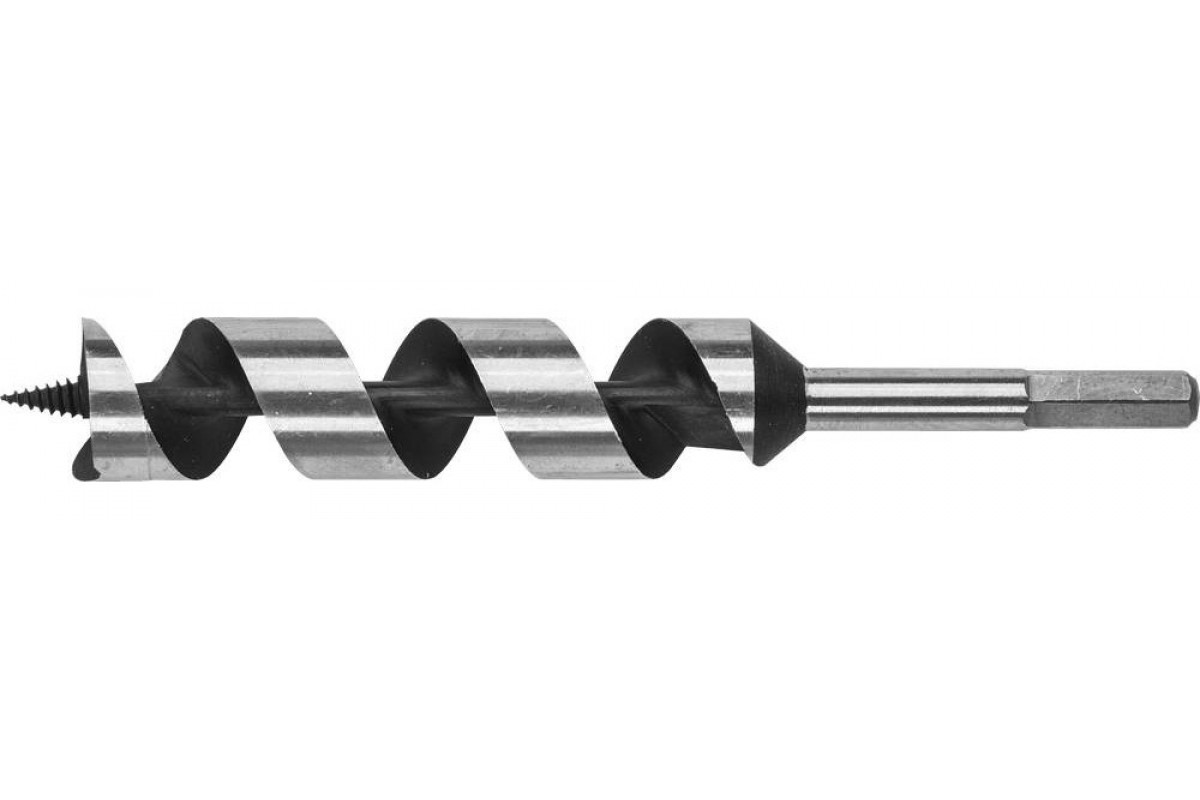
(800) 852-7825
www.absolutemachine.com
Allied Machine & Engineering Corp.
(330) 343-4283
www.alliedmachine.com
Edge Industrial Supply
(281) 807-3131
www.edgedeephole.com
Guhring Inc.
(800) 776-6170
www.guhring.com
Leese & Co. Inc.
(724) 834-5810
www.leeseco.com
Sandvik Coromant Co.
(800) 726-3845
www.sandvik.coromant.com/us
Как избежать блуждания сверла при бурении с гондолами или глубоких отверстиях
Глубокое отверстие определяется отношением глубины к диаметру, и каждое отверстие, размер которого превышает соотношение 10: 1, считается глубоким.Существует множество применений для глубокого сверления во многих отраслях промышленности, истоки которых восходят к стволам оружия. Сверление глубоких отверстий используется в различных материалах и может помочь добиться небольшого диаметра, прямолинейности и идеальной обработки поверхности.
Сверление глубоких отверстий выполняется на специальных станках для глубокого сверления, которые собраны для обеспечения эффективности, прямолинейности и точности сверления. Современные технологии позволяют сверлить отверстия небольшого диаметра на большую длину.
Современные технологии позволяют сверлить отверстия небольшого диаметра на большую длину.
Однако просверлить прямое отверстие именно там, где это необходимо, не всегда легко.Сверлом может быть трудно управлять при сохранении точности, особенно когда требуются особенно глубокие отверстия. К счастью, сейчас доступны проверенные методы и надежное оборудование, позволяющие инженерам достичь точного результата.
Найдите центр и сверлите на цель
Позиция – это все – в центре или вне его, точность в начале улучшает качество всего процесса.
В качестве вспомогательного средства имеются центрирующие инструменты и приспособления, которые могут помочь при настройке машины.Самоцентрирующиеся биты помогают центрировать сверло в обработанном отверстии, направляя инструмент в правильное место, но это может быть так же просто, как просто пометить крестиком!
Противовращение
После обеспечения наиболее точной начальной точки сверления наиболее точный способ минимизировать отклонение сверла – это повернуть компонент в противоположную сторону. Это означает, что деталь будет вращаться в одном направлении, когда ее удерживают в патроне, а инструмент gundrilling будет вращаться в противоположном направлении, гарантируя, что противодействующие силы объединятся, чтобы создать отверстие как можно более прямое.В некоторых случаях, например, при работе с блоком или PCD, это не всегда возможно, поэтому всегда будут указаны стандартные отраслевые параметры для глубокого сверления. Это 1 мм отклонения на каждый 1 метр пробуренного отверстия или 0,001 дюйма на 1 дюйм пробуренного отверстия. Это означает, что при правильной настройке ваше стартовое отверстие будет абсолютно точным, отверстие будет абсолютно прямым, но точка выхода будет в худшем случае, на 1 мм от центра в компоненте длиной 1 метр. Gundrilling не может создать изогнутую дыру, это распространенное заблуждение.Однако лунка может отклоняться от центра исходной линии старта.
Это означает, что деталь будет вращаться в одном направлении, когда ее удерживают в патроне, а инструмент gundrilling будет вращаться в противоположном направлении, гарантируя, что противодействующие силы объединятся, чтобы создать отверстие как можно более прямое.В некоторых случаях, например, при работе с блоком или PCD, это не всегда возможно, поэтому всегда будут указаны стандартные отраслевые параметры для глубокого сверления. Это 1 мм отклонения на каждый 1 метр пробуренного отверстия или 0,001 дюйма на 1 дюйм пробуренного отверстия. Это означает, что при правильной настройке ваше стартовое отверстие будет абсолютно точным, отверстие будет абсолютно прямым, но точка выхода будет в худшем случае, на 1 мм от центра в компоненте длиной 1 метр. Gundrilling не может создать изогнутую дыру, это распространенное заблуждение.Однако лунка может отклоняться от центра исходной линии старта.
Часто очищайте стружку
Как стружка и эффективность ее удаления также могут привести к смещению сверла, что может привести к образованию отверстий слишком большого размера или даже к поломке сверла. Наконечники и / или стружка могут застрять в отверстии или скручиваться вокруг сверла, и вам придется потратить много времени на ее очистку. Чтобы избежать этого, инженер должен внимательно следить за стружкой и в зависимости от ее характеристик отрегулировать подачу и скорость, чтобы улучшить эффект выкрашивания.
Наконечники и / или стружка могут застрять в отверстии или скручиваться вокруг сверла, и вам придется потратить много времени на ее очистку. Чтобы избежать этого, инженер должен внимательно следить за стружкой и в зависимости от ее характеристик отрегулировать подачу и скорость, чтобы улучшить эффект выкрашивания.
Эффект упрочнения при сверлении нержавеющей стали
При сверлении некоторых сталей деформационное упрочнение также может вызывать проблемы. Это когда сталь медленно затвердевает при холодной обработке, что приводит к смещению сверла или даже к чрезмерному износу наконечника, что приводит к образованию отверстия увеличенного диаметра.
Во время глубокого сверления очень важно поддерживать подачу, чтобы легко прорезать закаленный слой стали. Если вам нужно повторно войти в отверстие после выхода, всегда делайте это с полной подачей и скоростью.Однако, если вам нужно убедиться, что скорость подачи сохраняется, уменьшите скорость инструмента.
Специалисты по бурению и растачиванию глубоких отверстий
При растачивании глубоких отверстий необходим точный подход, позволяющий получить нужный результат с первого раза. Стоит поискать профессионалов, таких как наша команда Hone All, с большим опытом глубокого сверления для широкого круга клиентов в различных секторах. Чтобы получить бесплатное ценовое предложение, свяжитесь по телефону 0845 5555 111 .
Стоит поискать профессионалов, таких как наша команда Hone All, с большим опытом глубокого сверления для широкого круга клиентов в различных секторах. Чтобы получить бесплатное ценовое предложение, свяжитесь по телефону 0845 5555 111 .
Вы также можете скачать наше бесплатное руководство по затратам на сверление, растачивание и хонингование глубоких отверстий ; краткое бесплатное руководство, объясняющее, как цитируются вакансии и как получить максимальную отдачу. Получите доступ к своей копии, щелкнув здесь.
Области износа ружейных сверл после сверления глубоких отверстий инконелем-718.
Последние тенденции к уменьшению размеров, а также миниатюризации компонентов увеличивают важность сверления глубоких отверстий малых диаметров в различных промышленных применениях.Для изготовления глубоких отверстий используется множество процессов. В дополнение к механической резке разработаны процессы, основанные на механизмах термического удаления материала, такие как электроэрозионная обработка (EDM), лазерное сверление и электронно-лучевое сверление.![]() В то время как немеханические процессы могут использоваться для обработки чрезвычайно твердых и высокопрочных материалов, существенными недостатками являются ограничения в реализуемых диаметрах отверстий и размерах глубины, длительные сроки производства, потребность в специальном оборудовании, а также ограниченное качество ствола скважины.В аэрокосмической промышленности, где суперсплавы на основе никеля широко распространены, высокие требования предъявляются к целостности поверхности из-за высоких нагрузок во время эксплуатации. Следовательно, основным недостатком этих немеханических процессов является изменение подповерхностной зоны, которое может повлиять на безопасность детали. Напротив, механическая обработка суперсплавов на основе никеля чрезвычайно трудна из-за таких свойств материала, как высокая прочность, высокая склонность к деформационному упрочнению и низкая теплопроводность, что приводит к повышенным механическим нагрузкам на инструмент и сильному абразивному и адгезионному износу инструмента.
В то время как немеханические процессы могут использоваться для обработки чрезвычайно твердых и высокопрочных материалов, существенными недостатками являются ограничения в реализуемых диаметрах отверстий и размерах глубины, длительные сроки производства, потребность в специальном оборудовании, а также ограниченное качество ствола скважины.В аэрокосмической промышленности, где суперсплавы на основе никеля широко распространены, высокие требования предъявляются к целостности поверхности из-за высоких нагрузок во время эксплуатации. Следовательно, основным недостатком этих немеханических процессов является изменение подповерхностной зоны, которое может повлиять на безопасность детали. Напротив, механическая обработка суперсплавов на основе никеля чрезвычайно трудна из-за таких свойств материала, как высокая прочность, высокая склонность к деформационному упрочнению и низкая теплопроводность, что приводит к повышенным механическим нагрузкам на инструмент и сильному абразивному и адгезионному износу инструмента. Дополнительной проблемой является удаление стружки и неблагоприятное соотношение закругления режущей кромки и толщины недеформированной стружки, вызванное ограничением скорости подачи, если сверление глубоких отверстий с малым диаметром и большим отношением длины к диаметру труднообрабатываемых требуются режущие материалы, такие как суперсплавы на основе никеля: до сих пор использование инструментов стандартной геометрии при сверлении глубоких отверстий небольшого диаметра с одной кромкой Inconel 718 было неэффективным и приводило к ограниченной стабильности процесса и длине сверления, а также к недостаточной качество ствола скважины.Что касается этого вопроса, в данной статье представлена адаптация процесса с использованием передового дизайна, специально разработанного для решения основных задач. Будет представлен существенный анализ ружейного сверления в Inconel 718 в отношении механических нагрузок на инструмент, образования стружки, износа инструмента, а также качества отверстия.
Дополнительной проблемой является удаление стружки и неблагоприятное соотношение закругления режущей кромки и толщины недеформированной стружки, вызванное ограничением скорости подачи, если сверление глубоких отверстий с малым диаметром и большим отношением длины к диаметру труднообрабатываемых требуются режущие материалы, такие как суперсплавы на основе никеля: до сих пор использование инструментов стандартной геометрии при сверлении глубоких отверстий небольшого диаметра с одной кромкой Inconel 718 было неэффективным и приводило к ограниченной стабильности процесса и длине сверления, а также к недостаточной качество ствола скважины.Что касается этого вопроса, в данной статье представлена адаптация процесса с использованием передового дизайна, специально разработанного для решения основных задач. Будет представлен существенный анализ ружейного сверления в Inconel 718 в отношении механических нагрузок на инструмент, образования стружки, износа инструмента, а также качества отверстия.
Сверла для глубоких отверстий преодолевают прерывистые резания на 60 процентов быстрее
Часто в цехах изготовления форм для литья пластмасс под давлением от сверления глубоких отверстий зависит эффективность и рентабельность всей работы. Формы и блоки форм пронизаны охлаждающей жидкостью и гидравлическими линиями, часто пересекающимися, и все они должны быть просверлены с помощью ручных сверл, сверл BTA или других специализированных инструментов. Отверстия могут иметь глубину 60 дюймов с отношением глубины к диаметру до 30: 1. Наряду с ручной полировкой, эти операции с глубокими отверстиями часто становятся крупнейшими производственными картами в любом загруженном цехе пресс-форм.
Формы и блоки форм пронизаны охлаждающей жидкостью и гидравлическими линиями, часто пересекающимися, и все они должны быть просверлены с помощью ручных сверл, сверл BTA или других специализированных инструментов. Отверстия могут иметь глубину 60 дюймов с отношением глубины к диаметру до 30: 1. Наряду с ручной полировкой, эти операции с глубокими отверстиями часто становятся крупнейшими производственными картами в любом загруженном цехе пресс-форм.
Больше нет в компании Commercial Tool and Die (CTD) в Комсток-Парке, штат Мичиган. Цех на 150 человек, работающий круглосуточно, без выходных, плюс регулярные субботние смены, является поставщиком пресс-форм для автопроизводителей и поставщиков первого уровня.Компания добилась значительного роста производства и увеличения срока службы инструмента благодаря использованию Deep-Trio от Ingersoll Cutting Tool, семейства инструментов для глубокого сверления, состоящего из gundrills, сверлильных головок BTA для однотрубных систем (STS). двухтрубные системы (DTS) и обычные инструменты для глубокого сверления.
Новые станки, новый взгляд на инструменты
CTD представила новый инструмент для оптимизации глубокого сверления на трех новых пятиосевых ружейно-расточных станках Unisig 38 с 120-ю сменщиками инструментов, которые компания недавно приобрела.Устройства смены инструмента могли приспособить сверхдлинные сверла для глубоких отверстий, поэтому одной из целей компании была прямая замена сверла на сменный шпиндель, что позволило избавиться от 50-минутного обслуживания оператора, необходимого для работы с обычными инструментами. «Мы также хотели уйти от использования специальных приложений, связанных с проблемами цепочки поставок, такими как сроки доставки и требования к складским запасам», – говорит Дарин Холл, менеджер по ЧПУ в CTD.
Полевой инженер Ingersoll Чад Мейер предложил Холлу провести полевые испытания новой линейки стандартных сверл Deep-Trio BTA и ручных сверл Ingersoll.Холл подтверждает, что оба стиля инструментов Deep-Trio превзошли другие бренды, протестированные его магазином, особенно в поперечных отверстиях. «Эта компания никогда не видела других поперечных отверстий и прерывистых разрезов, подобных Deep-Trio, – говорит Холл. «Обычно это точка отказа любого gundrill и главная причина 100-процентного внимания оператора». По его словам, сверла Deep-Trio прошли как P20, так и высокопрочный P20, без замедления, образования «ленты стружки» или разрывов при повторном входе. Повышенная безопасность процесса благодаря сквозным отверстиям снизила потребность в посещаемости оператора и освободила одного рабочего для ухода за несколькими машинами.
«Эта компания никогда не видела других поперечных отверстий и прерывистых разрезов, подобных Deep-Trio, – говорит Холл. «Обычно это точка отказа любого gundrill и главная причина 100-процентного внимания оператора». По его словам, сверла Deep-Trio прошли как P20, так и высокопрочный P20, без замедления, образования «ленты стружки» или разрывов при повторном входе. Повышенная безопасность процесса благодаря сквозным отверстиям снизила потребность в посещаемости оператора и освободила одного рабочего для ухода за несколькими машинами.
Вставки с вписанными кругами, более длинные направляющие
Два ключа к повышению производительности Deep-Trio через поперечные отверстия – это вставка с вписанным кругом (IC) и более широкие направляющие, говорит Мейер. «Пластины отлично режутся с использованием агрессивных стружколомов и стружколомов на режущей кромке», – говорит он. Усовершенствованная матрица направляющих подушек поддерживает выравнивание, когда инструмент находится «в воздухе», и Мейер утверждает, что такая оптимальная геометрия резания просто невозможна с припаянными пластинами с плоской вершиной в обычных ручных сверлах. Система охлаждающей жидкости, проходящая через инструмент, подключается непосредственно к выпускному отверстию для охлаждающей жидкости шпинделя станка, что, по его словам, устраняет отдельные уплотнения и время обслуживания оператора, необходимое для их установки при переходе на сверло другого диаметра.
Система охлаждающей жидкости, проходящая через инструмент, подключается непосредственно к выпускному отверстию для охлаждающей жидкости шпинделя станка, что, по его словам, устраняет отдельные уплотнения и время обслуживания оператора, необходимое для их установки при переходе на сверло другого диаметра.
CTD заявляет, что ключевые преимущества, полученные в результате использования инструментов Deep-Trio, включают на 50 процентов более высокую скорость подачи твердой, закаленной заготовки P20; более высокие скорости подачи через поперечные отверстия и другие прерывистые резания; больше никаких катастрофических отказов или «полос сколов» в поперечных отверстиях; и устранение настроек BTA, позволяющих использовать устройство смены инструмента (настройка BTA составляла 50 минут по сравнению с 30-секундной сменой инструмента).Кроме того, CTD больше не требует 100-процентного присутствия оператора. Благодаря большей безопасности процесса один оператор теперь может обслуживать три машины.
CTD заявляет, что он также значительно увеличил срок службы режущего инструмента. «Единственный способ отказа – это постепенный износ задней поверхности, о чем свидетельствует возрастающая нагрузка на шпиндель», – говорит Холл. Мейер объясняет, что есть несколько факторов, которые способствуют этой экономии затрат, в том числе использование компанией Ingersoll более износостойкого и жаропрочного материала инструмента и более свободной геометрии режущей кромки (для создания большего скола, чем скребка) .Поскольку тепло считается врагом любого режущего инструмента, эти инструменты предназначены для более холодного резания с более агрессивными стружколомами, которые отливаются на верхней поверхности пластины режущего инструмента. Термостойкие и изолирующие покрытия на пластине также обеспечивают охлаждение режущей кромки и подложки.
Новые преимущества, новые стандарты
Линия Deep-Trio включает пистолеты, STS и обычные модели, в которых используются одни и те же пластины диаметром от 0,630 до 1,102 дюйма. Хвостовики имеют длину 10 × D, 15 × D и 25 × D.Индексируемые пластины с тремя режущими кромками и геометрией свободного резания, недоступные для паяных пластин, бывают стандартными и стружколомательными. По словам Ингерсолла, этот выбор позволяет стандартным инструментам покрывать более 50 процентов всех операций по глубокому сверлению при изготовлении пресс-форм. Компания CTD стандартизировала сверла для всех отверстий глубиной от 22 дюймов и диаметром до 0,687 дюйма в пластинах, рельсах и блоках форм. Смазочно-охлаждающая жидкость на масляной основе.
Хвостовики имеют длину 10 × D, 15 × D и 25 × D.Индексируемые пластины с тремя режущими кромками и геометрией свободного резания, недоступные для паяных пластин, бывают стандартными и стружколомательными. По словам Ингерсолла, этот выбор позволяет стандартным инструментам покрывать более 50 процентов всех операций по глубокому сверлению при изготовлении пресс-форм. Компания CTD стандартизировала сверла для всех отверстий глубиной от 22 дюймов и диаметром до 0,687 дюйма в пластинах, рельсах и блоках форм. Смазочно-охлаждающая жидкость на масляной основе.
Компания заявляет, что с тех пор, как она начала использовать инструменты Deep-Trio, добивалась указанных выше результатов без поломок инструмента или других неприятных сюрпризов.«В основном мы используем gundrills для отверстий до 12-к-1 и стиль BTA, когда выходим за пределы 72 дюймов. Для «более коротких» глубоких отверстий мы используем обычный инструмент Deep-Trio », – говорит Холл.
По словам Холла, сверла CTD имеют диаметр 0,687, 0,718 и 0,944 дюйма, и изменение диаметра на станке достигается от смены к шпинделю без остановок или обслуживания оператором для замены уплотнений и манжет. Если измеритель нагрузки на шпиндель превышает 10 процентов, указывая на износ режущей кромки, пластина индексируется.
Если измеритель нагрузки на шпиндель превышает 10 процентов, указывая на износ режущей кромки, пластина индексируется.
Для отверстий глубиной более 22 дюймов операторы CTD подходят с противоположных сторон заготовки. По словам Холла, инструменты Deep-Trio больше сосредоточены в центре, поэтому выравнивание там, где встречаются два отверстия, намного лучше. Мейер говорит, что это возможно, потому что геометрия режущей поверхности уравновешивает боковые силы, которые могут вызвать автономное бурение. Кроме того, более длинные направляющие обеспечивают большую боковую поддержку.
«Во всех трех типах сверл используются одни и те же пластины. Скорость подачи в среднем 5 дюймов в минуту в твердом теле и поперек поперечных отверстий », – говорит Холл.«В твердом состоянии это на 60 процентов быстрее, чем наши предыдущие скорости. На поперечных отверстиях и других прерывистых резках, где мы раньше замедляли ход, это четырехкратное улучшение ».
Чтобы посмотреть, как Ingersoll Cutting Tool может быстро и эффективно сверлить сталь 4140, посетите сайт short. moldmakingtechnology.com/deeptrio.
moldmakingtechnology.com/deeptrio.
Однозубые гофрированные сверла Сверла с твердосплавными напайками,
сверла со стальным хвостовиком, известные тем, что производят длинные, прямые и жесткие допуски
отверстия, с высокой скоростью проникновения и с превосходной обработкой поверхности.Эти сверла для глубокого сверления обычно используются, когда отверстие превышает
5-6 диаметров в глубину и обеспечивают точность определения размеров и прямолинейности
где важны критические допуски. Это экономичная операция,
часто исключают одну или несколько второстепенных операций. Предложения Gundrilling
возможность обработки отверстий без заусенцев и формирования глухих отверстий на дне,
а также попадание на поверхности под углами, отличными от 90 градусов. Hyper Tool производит Gundrills диаметром от 0,063 до 2 и длиной более 8-10 футов. Гандрилл со съемной головкой Hypers Threadlock доступно до 3 штук. в диаметре. Обычно просверленные материалы включают чугун, углерод. и легированная сталь, инструментальная сталь, жаропрочные сплавы, титан, бериллий, медь, латунь и алюминий, а также графит, дерево, пластик и стекловолокно.Они требуют впрыска охлаждающей жидкости под высоким давлением в задняя часть, которая затем смазывает режущую кромку и удаляет стружку вниз по прямой флейте. Также для них требуется пусковая втулка. или предварительно просверленное стартовое отверстие, так как они самопилотируют один раз в отверстие, но не самоцентрирующееся в начале. Изначально gundrilling приложений были ограничены концентрическими частями, такими как стволы оружия, поскольку часть имела вращаться, пока дрель оставалась неподвижной.Популярность Gundrilling росла как только научились впрыскивать охлаждающую жидкость в прядильную дрель, таким образом позволяя gundrill любой формованной части. Специальные gundrill машины требовались для размещения как впрыска охлаждающей жидкости, так и пускового втулка. Последний скачок роста в промышленность пришла с внедрением обрабатывающих центров с ЧПУ и токарные станки, которые пропускают охлаждающую жидкость через шпиндель и могут предварительное сверление точных начальных отверстий в рамках автоматической операции.Это открыло совершенно новый рынок потенциальных пользователей gundrill. Сегодня gundrilling широко используется для краткосрочной работы в цехах, а также для высокие производственные тиражи. Двухзубые гофрированные сверла Gundrills бывают с одной режущей кромкой. и двухзубые конфигурации. Gundrills с двумя флейтами может стоить от 2 до 3 раз столько же, сколько gundrills с одной флейтой, но они были инструментом выбора для людей, сверлящих как алюминий, так и чугун, как обычно работать со скоростью вдвое большей, чем у одиночных канавок. Мы считаем, что оказали Gundrill с двумя флейтами в значительной степени устарел, в результате исследований и разработку продукта, которую мы провели. Сверло с одной канавкой, которое мы разработан для автомобильной компании, например, проникает в их алюминий блоки двигателя с удвоенной скоростью традиционного gundrill с двумя канавками. Точно так же мы заменили гандрилл с двумя зубьями на главном двигателе грузовика. производитель, сверление блоков цилиндров из чугуна, без снижения их скорость проникновения, но с более прямым отверстием и за половину стоимости. Сегодня приложения Gundrilling
охватывают широкий спектр отраслей, включая автомобилестроение (двигатель
детали, клапаны, топливные форсунки, тормоза и т. д.), авиакосмическая промышленность, медицина, пластик
Пресс-формы для литья под давлением, Сельскохозяйственное оборудование, Огнестрельное оружие, Насосы, Холодильное оборудование, Бумага,
Смешивание пищевых продуктов и общее производство. Gundrills, Gun Drills, Whip Guides, Gizmos, Сверление глубоких отверстий, Gundrills с одной флейтой, gundrills, gundrill, gun сверла, ружейная дрель, направляющие для хлыста, направляющая для хлыста, штуковина, вещицы, глубокое отверстие сверление, gundrills с одной канавкой, gundrills со съемной головкой, ружье сверло, приспособление для заточки, прецизионный режущий инструмент.Gundrills, Gun Drills, Хлыст Направляющие, Gizmos, сверление глубоких отверстий, Gundrills с одной флейтой, gundrills, gundrill, ружейные сверла, ружейная дрель, направляющие для кнута, направляющая для кнута, штуковина, штуковины, сверление глубоких отверстий, gundrills с одной канавкой, gundrills со съемной головкой, пистолет дрель, приспособление для заточки, прецизионная резка орудие труда. |

Сверление с помощью пистолета для глубоких отверстий | Midwest Precision Manufacturing
Precision Gun Drilling от Midwest Precision
Precision Gun Drilling
Gun Drilling
(Нажмите на миниатюру, чтобы увеличить)
В Midwest Precision Manufacturing мы предоставляем услуги по сверлению глубоких отверстий в диаметрах из .062 “- 2,00” в широком диапазоне материалов. У нас есть опыт в сверлении стандартных и экзотических материалов, включая алюминий, сталь, чугун, графит и пластмассы. В пресс-формах для литья пластмасс и других больших заготовках можно просверлить несколько типов отверстий. Угловые, глухие, офсетные и поперечные отверстия можно просверливать глубиной до 240 дюймов, выдерживая допуски отклонения 0,001 дюйма на дюйм сверления. Наш производственный комплекс площадью 15 000 квадратных футов создан с учетом универсальности, что позволяет нам производить на конкурентоспособных условиях специализированные ружейные сверлильные работы для глубоких отверстий, а также производить крупносерийное производство.
В дополнение к ружейному сверлению мы предлагаем дополнительные услуги по растачиванию и хонингованию глубоких отверстий, включая сверление BTA / STS, зенковку и трепанирование, которые можно использовать для создания больших отверстий диаметром до 10 дюймов. прецизионные детали.Мы обслуживаем широкий спектр отраслей от производителей пластиковых форм для литья под давлением до компаний, занимающихся разведкой нефтяных месторождений, а также широкого круга производителей между ними.
Почему стоит выбрать компанию Midwest Precision Manufacturing для высокоточного ружейного бурения?
В Midwest Precision Manufacturing мы искренне верим, что приверженность нашей миссии – вот что привело к нашему успеху на протяжении многих лет.Предоставляя продукцию высочайшего качества и исключительное обслуживание клиентов, мы стали одной из ведущих компаний по производству высокоточного ружейного сверления на Среднем Западе.
Чтобы оставаться конкурентоспособными в отрасли ружейного бурения, мы постоянно инвестируем в современное оборудование и станки для ружейного сверления. Это позволяет нам улучшать наши стратегии и, в конечном итоге, предоставлять клиентам инновационные услуги по бурению с помощью ружья. Мы позаботимся о том, чтобы вы были полностью удовлетворены на протяжении всего процесса.
Чтобы обеспечить ваше полное удовлетворение, сроки выполнения работ обычно очень короткие, а при необходимости предоставляются ускоренные услуги. Для получения дополнительной информации о наших возможностях высокоточного ружейного сверления см. Таблицу ниже или свяжитесь с нами напрямую.
Примеры нашей работы
ЗАПРОСИТЕ AQUOTEВозможности высокоточного сверления с помощью пистолета:
- Возможности
- Сверление с помощью пистолета
- Типы отверстий
- Уголок
Шариковый наконечник
Слепой
Концентрический
Поперечная полость - Плоское дно
Пересечение
Через
Офсет
Круг отверстия под болт
- Уголок
- Материалы
- нержавеющая
Алюминий
Чугун
Графит
Хастеллой
Инколой - Инконель
Монель
Пластмассы
Сталь
Титан
Дерево
- нержавеющая
- Допуски
- 0.001 дюйм отклонения на дюйм бурения
- Диаметр патрона
- 110 дюймов
- Диаметр отверстия
- 0,062 – 2,00 дюйма
- Диаметр окружности болта
- 80 дюймов
- Длина детали
- 200 дюймов
- Максимальный вес детали
- 10 тонн
- Дополнительные услуги
- Хонингование
БТА / СТС Бурение
Зенковка - Трепанирование
Дополнительные услуги, доступные по мере необходимости
- Хонингование
- Объем производства
- Опытный образец
Малый объем - Большой объем
- Опытный образец
- Доступное время выполнения
- Расчетная стоимость по должностям по должностям
- Доступны срочные услуги
Дополнительная информация
- Industry Focus
- Аэрокосмическая промышленность
Сельское хозяйство
Автоматика
Пищевая промышленность
Ковка
Фрекинг
Тяжелая техника
Медицинский - Военный
Горное дело
Бурение на природный газ
Ядерная
Нефтяное месторождение
Пластмассовое литье под давлением
Целлюлозно-бумажная промышленность
Инструмент и матрица
- Аэрокосмическая промышленность
- Форматы файлов
- AutoCAD
PDF - SolidWorks
IGS
- AutoCAD