Несколько советов по работе с ручным электрическим фрезером
Несколько советов по работе с ручным электрическим фрезером
Появление в реализации ручных электрических фрезеров стало настоящим подарком для всех, кто на любительском или профессиональном уровне занимается изготовлением различных предметов мебели из дерева, фанеры и плит ОСП. Даже его заводские возможности позволяют выполнять большинство строительных операций и соединений, причем, довольно сложных с технологической точки зрения. Эти возможности вполне достаточны для начинающих, профессионалы же сумели их существенно расширить при помощи некоторых самодельных приспособлений. В этой статье мы остановимся на некоторых их них и расскажем, какие операции теперь можно дополнительно выполнять с помощью ручного фрезера.
Начнем с того, что работать с ним можно не только в «нормальном», а и в перевернутом положении. Мы уже приводили несколько описаний, как можно самостоятельно сделать специальные столики для крепления фрезы в перевернутом состоянии, столики могут быть довольно сложными с возможностью регулирования угла наклона фрезы и очень простыми, фреза в них находится в неподвижном положении.
Набор фрез |
Какие сложности возникают во время работы с фрезером
Одна из довольно неприятных сложностей – невозможность обрабатывать широкие доски. Трудно делать красивые карнизы, отделочные рейки, профили на молдингах, декоративные багеты и пр. В таких случаях нужно пользоваться стационарными фрезерными станками, но они не у всех есть. В реализации иногда можно увидеть довольно большой фрезер, который может обрабатывать доски с увеличенной шириной, но стоимость его отпугивает очень много любителей «повозиться» с деревом. Широкие профили можно делать двумя способами:
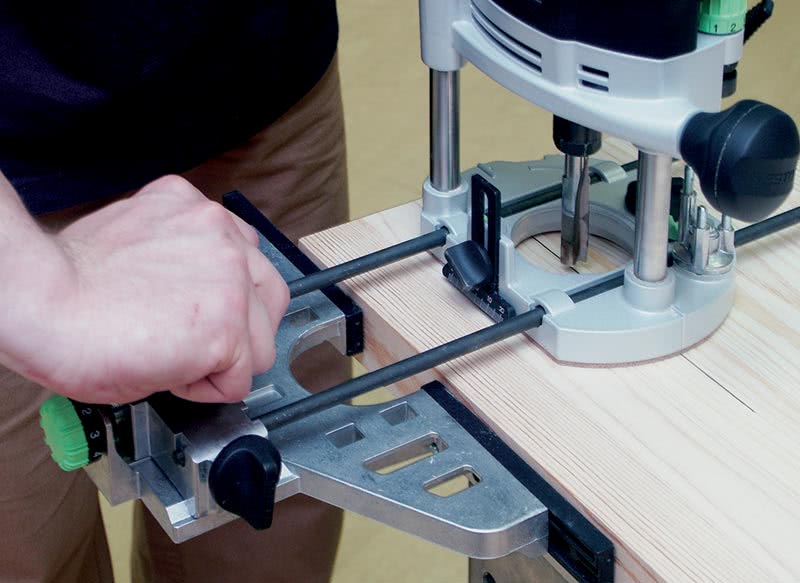
- Делайте проходки при помощи концевых фрез, фрезер нужно вести по специальной направляющей линейке.
 Линейки имеются в комплекте заводской фрезы. Устанавливайте различные глубины выемки, меняйте вид фрезы, изменяйте место расположения линейки и т. д.
Линейки имеются в комплекте заводской фрезы. Устанавливайте различные глубины выемки, меняйте вид фрезы, изменяйте место расположения линейки и т. д.
 Линейки имеются в комплекте заводской фрезы. Устанавливайте различные глубины выемки, меняйте вид фрезы, изменяйте место расположения линейки и т. д.
Линейки имеются в комплекте заводской фрезы. Устанавливайте различные глубины выемки, меняйте вид фрезы, изменяйте место расположения линейки и т. д.Вариант обработанной поверхности |
- Установите фрезу на столик в перевернутом виде. Профиль можно делать без ограничения ширины досок за счет изменения расстояния между фрезой и линейкой. Специальный столик дает возможность на порядок расширить операции, выполняемые ручной фрезой, улучшить качество обрабатываемых деталей и существенно увеличить производительность. Если вы изготовили более сложный столик, то есть дополнительная возможность изменять угол наклона фрезы – выбор дизайнерских профилей обрабатываемых поверхностей значительно расширяется. Что это дает? Имея всего несколько стандартных фрез можно делать разнообразные профили. Каждая фреза, работающая под углом, создает совершенно новый профиль.
Установка фрезы |
Фрезерование на самодельном столике |
Фрезер, закрепленный в столике, дает возможность делать паз, в том числе и сложный «ласточкин хвост». Для этого нужны лишь концевые фрезы, а нужный профиль достигается во время изменения угла их наклона. Станок позволит вам долбить отверстия под соединение шип/паз, можно фрезеровать филенки из различных материалов, можно сделать на торце детали шипы. Конечно, для этого придется сделать несколько специальных направляющих, но это не проблема даже для новичков.
Как фрезером обрабатывать внешнюю поверхность круга
Такие поверхности приходится обрабатывать довольно часто, мы вас научим, как вырезать круг без использования электрического лобзика.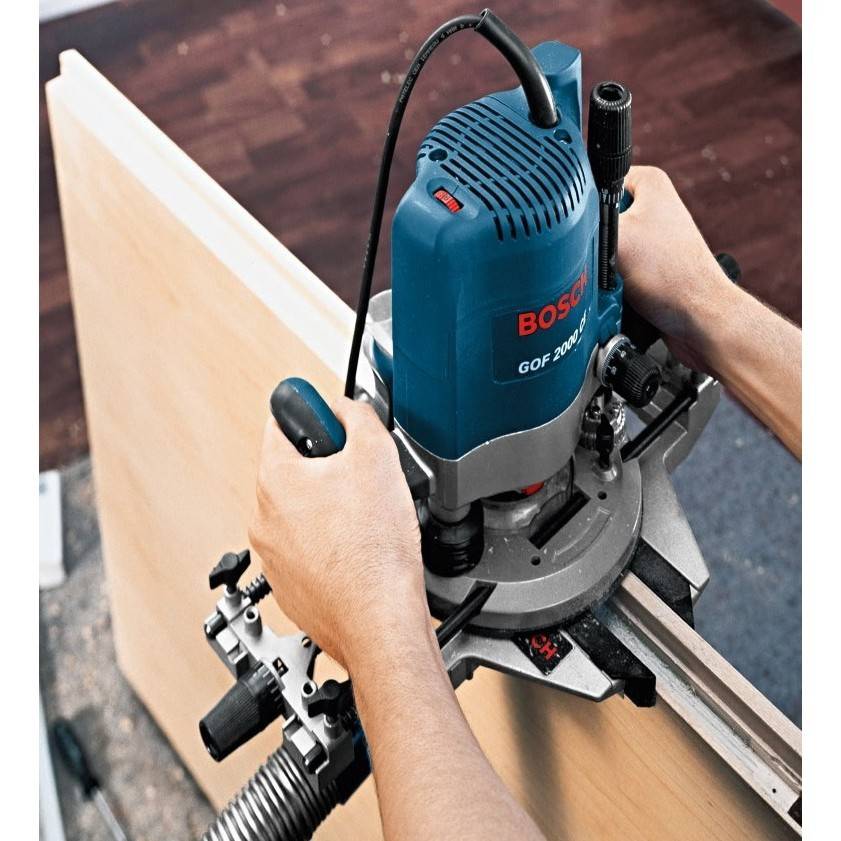 Для выполнения этой операции нужно сделать деревянный радиус из любого обрезка фанеры или ДВП. Просверлите в нем отверстие для рабочей фрезы. Затем надо точно отмерить радиус желаемой окружности и в этом месте просверлить отверстие небольшого диаметра или просто отметить место расположения центра. В центр вставьте гвоздик и прибейте его к вырезаемой детали. На фотографии вы видите принцип работы такого элементарного приспособления, это разовые устройства, делать их нужно под каждый новый диаметр обрабатываемой детали.
Для выполнения этой операции нужно сделать деревянный радиус из любого обрезка фанеры или ДВП. Просверлите в нем отверстие для рабочей фрезы. Затем надо точно отмерить радиус желаемой окружности и в этом месте просверлить отверстие небольшого диаметра или просто отметить место расположения центра. В центр вставьте гвоздик и прибейте его к вырезаемой детали. На фотографии вы видите принцип работы такого элементарного приспособления, это разовые устройства, делать их нужно под каждый новый диаметр обрабатываемой детали.
Фрезерование круга |
Ручной электрический фрезер можно использовать не только для создания прямолинейных профилей, а и для криволинейных, делать это можно сразу фрезой или на специально сделанном столике, фреза находится в перевернутом состоянии. В первом случае фреза должна иметь в заводском комплекте специальный ролик. Закрепите его к штатному упору, используемому для обработки параллельных кромок. Ролик двойной, это дает возможность фрезеровать пласти деталей, проходы получаются ровными и симметричными. Двойной ролик стабилизирует пространственное положение фрезы, она не «прыгает», улучшается качество обрабатываемой поверхности.
Ролик двойной, это дает возможность фрезеровать пласти деталей, проходы получаются ровными и симметричными. Двойной ролик стабилизирует пространственное положение фрезы, она не «прыгает», улучшается качество обрабатываемой поверхности.
Фрезеровка криволинейных профилей |
Еще лучше качество поверхности вы будете иметь, если такие операции будете выполнять на столике. Для этого вам надо изготовить шаблон, который будет служить упором для обрабатываемой детали. К качеству шаблона не предъявляются высокие требования, главное, чтобы деталь по нему скользила без заеданий.
Криволинейное фрезерование по шаблону |
Как добиться максимальной чистоты фрезерования
Все фрезы имеют очень большую скорость вращения фрезы, в большинстве случаев она превышает 10000 об/мин. Скорость вращения регулируется в незначительных пределах в зависимости от диаметра установленной фрезы. Чистота обработки деталей зависит не столько от скорости вращения, сколько от величины подачи инструмента. А этот параметр нужно подбирать опытным путем с учетом от сорта древесины, глубины фрезерования, профиля фрезы и, конечно, скорости ее вращения. К примеру, для фрез с диаметром ≈ 10 мм скорость ращения нужно устанавливать максимальную (в пределах 20000 об/мин), для фрезы диаметром ≈ 40 мм достаточно будет 12000 об/мин. Еще один нюанс. Вы должны знать, что, чем ниже скорость вращения, тем меньше мощность двигателя фрезы. Это значит, что нужно чаще прерывать работы для остывания фрезера.
Скорость вращения регулируется в незначительных пределах в зависимости от диаметра установленной фрезы. Чистота обработки деталей зависит не столько от скорости вращения, сколько от величины подачи инструмента. А этот параметр нужно подбирать опытным путем с учетом от сорта древесины, глубины фрезерования, профиля фрезы и, конечно, скорости ее вращения. К примеру, для фрез с диаметром ≈ 10 мм скорость ращения нужно устанавливать максимальную (в пределах 20000 об/мин), для фрезы диаметром ≈ 40 мм достаточно будет 12000 об/мин. Еще один нюанс. Вы должны знать, что, чем ниже скорость вращения, тем меньше мощность двигателя фрезы. Это значит, что нужно чаще прерывать работы для остывания фрезера.
Большое влияние на качество обработки оказывает направление вращения фрезы по отношению к плоскости обрабатываемой поверхности. Оно может быть встречным или попутным по отношению к направлению движения фрезы. Правильным направлением надо считать встречное фрезерование, попутное направление может подрывать фрезер.:max_bytes(150000):strip_icc()/person-holding-router-to-edge-of-wooden-surface-138705846-5a81c834a9d4f90036268875.jpg)
← Как построить каркасный дом КД-58 Plus – инструкция для застройщиков Шкаф из фанеры с тремя секциями – чертежи и алгоритм выполнения работ →
Рекомендуем посмотреть:
-
Фанера ФК | 21мм | 1520 мм х 1520 мм | березовая | сорт 3/4 | Ш2
940 руб
-
Фанера Шпонированная Бук Обыкновенный
1 280 руб
-
Фанера ЛАМИНИРОВАННАЯ ФОФ | 9мм | 1220 мм х 2440 мм | береза
1 560 руб 2 800 руб
-
Фанера ФСФ | 9мм | 1500 мм х 3000 мм | березовая | строительная | НШ
1 400 руб
-
Фанера ХВОЯ | 21мм | 1220 мм х 2440 мм | хвойная | сорт СМ | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
-
Фанера ФК | 18мм | 1520 мм х 1520 мм | березовая | строительная | НШ
640 руб
-
830 руб
-
Фанера ЛАМИНИРОВАННАЯ ФОФ (КИТАЙ) | 18мм | 1220 мм х 2440 мм | береза
1 700 руб
-
Фанера ФК | 4мм | 1520 мм х 1520 мм | березовая | сорт 3/4 | Ш2
210 руб
-
Фанера ХВОЯ | 18мм | 1220 мм х 2440 мм | хвойная | сорт 2/3 | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
-
Фанера ХВОЯ | 15мм | 1220 мм х 2440 мм | хвойная | сорт СМ | НШ(ЦЕНА ПО ЗАПРОСУ)
0 руб
-
OSB | 8мм | 1250 мм х 2500 мм
0 руб
-
OSB | 22мм | 1250 мм х 2500 мм
1 100 руб
-
OSB | 9мм | 1220 мм х 2440 мм
460 руб
-
Фанера ФСФ | 12мм | 1500 мм х 3000 мм | березовая | строительная | НШ
1 700 руб
-
Фанера ФСФ | 6.
5мм | 1220 мм х 2440 мм | березовая | сорт 2/3 | Ш2
0 руб
-
Фанера ФСФ | 12мм | 1220 мм х 2440 мм | березовая | строительная | НШ
780 руб 1 000 руб
-
Фанера ФК | 8мм | 1520 мм х 1520 мм | березовая | сорт 3/4 | Ш2
370 руб
-
Фанера ФСФ | 18мм | 1220 мм х 2440 мм | березовая | сорт 4/4 | НШ
1 100 руб
-
Фанера ФСФ | 21мм | 1500 мм х 3000 мм | березовая | сорт 4/4 | НШ
3 300 руб
 5мм | 1220 мм х 2440 мм | березовая | сорт 2/3 | Ш2
5мм | 1220 мм х 2440 мм | березовая | сорт 2/3 | Ш2
Ручной фрезер: основные технологические операции – Proderevo.
 net
net- 8692
Источник: Статью подготовил Дмитрий Долгополов Журнал “Все для стройки и ремонта”
Ручные фрезеры бывают разные: кромочные, штанговые, бесштанговые и просто специализированные, например, для врезки дверных замков или ремонта оконных рам. Подробно остановимся на самых универсальных и как, следствие, самых популярных – штанговых.
Такой инструмент состоит из двух частей: верхней, куда входят мотор, рукоятки, цанговый зажим, фиксаторы вертикального положения, и нижней – со штангами, опорной подошвой и револьверным упором. Машины этой разновидности отличаются тем, что позволяют погружаться в обрабатываемый материал на требуемую (в пределах возможностей) глубину. На примерах конкретных операций рассмотрим важные особенности конструкций современных устройств данного типа.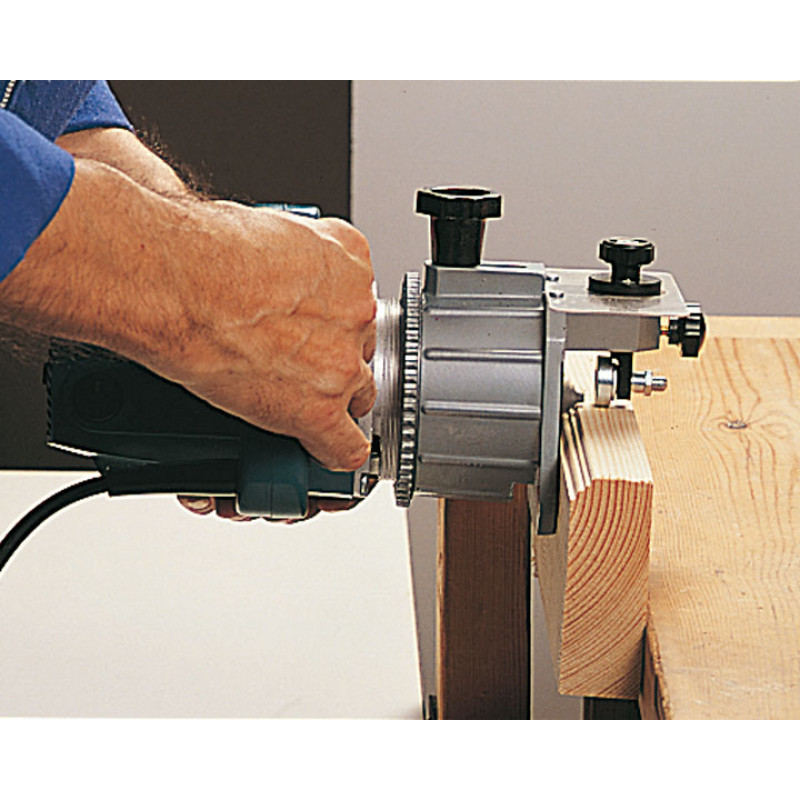
Готовимся к работе
1. Фрезу зажимают в цангу, пользуясь рожковым ключом и механизмом блокировки вала. Если последнего не предусмотрено, понадобится второй ключ. В данном случае установка упрощена донельзя — стопор снабжен переключаемой (отворачивание/ заворачивание) «трещоткой». Фрезу зажимают, руководствуясь разметкой на ней или исходя из общего правила (2/3-3/4 длины хвостовика).Начнем с азов – подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (HM). В остальных случаях – ДСП, древесина твердых пород, композитные составы – использование HM обязательно. Как уже упоминалось, одна из важнейших особенностей твердосплавных лезвий – точность: они оставляют более чистую поверхность.
2. «Голову» инструмента опускают до упора фрезой в поверхность, после чего ее удобно фиксировать. Далее, исходя из вылета режущей оснастки и желаемой глубины обработки, выбирают самую низкую из подходящих «ножек» револьверного упора. Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок. Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки.
Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок. Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки.В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов – очень ответственная процедура. Во-первых, оснастка большого диаметра может не выдержать слишком высокую скорость, во-вторых, важно подобрать режим. При завышенной частоте есть риск “прижечь” заготовку, при заниженной – падает производительность и ухудшается качество обработки.
3. Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике – ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом – фиксируют 2/3 – 3/4 от общей длины хвостовика.
Покупая “расходку”, важно помнить, что диаметры зажима бывают разные. Обычно встречаются цанги под хвостовик 6,8 или 12 мм. Не отыскав оснастки нужно размера, печалиться не стоит – просто смените цангу. Она представляет собой вставку, расположенную внутри полого вала привода и зафиксированную гайкой.
Итак, пора зажимать фрезу. Делают это рожковым ключом, предварительно закрепив вал. В моделях попроще понадобиться второй ключ, в инструментах среднего уровня есть кнопка-стопор, но самый удобный фиксатор оборудован еще и “трещоткой” – в таком случае даже перехватывать не придется.
Глубина фрезерования
4. Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.
Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.Следующий этап настройки – установка глубины погружения. Она задается вертикальным упором, который может иметь несколько ступеней регулировки. Наиболее ходовая – положение самого упора. Уперев его в самую низкую из ножек “револьвера” (если это возможно), ослабляют фиксаторы упора (обычно реализован барашковый зажим) и самой “головы” и опускают ее до касания фрезой поверхности. Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь.
5. При опускании «головы» фреза войдет в заготовку на глубину, выставленную на откалиброваннои шкале.Теперь нужно зафиксировать подвижный упор или просто придерживать его одной рукой, а другой установить подвижный указатель (он “ездит” вверх-вниз) напротив нулевого деления мерной шкалы, тем самым откалибровав линейку. Все, она готова к работе.
Все, она готова к работе.
Перемещая упор и следы за указателем, настраивают глубину и затягивают винт подвижного упора. Если фрезер “из простых”, то юстировка закончена. В ином случае глубину погружения подгоняют более точно. Положение подвижного (уже закрепленного) упора изменяют с точностью до десятых долей миллиметра, поворачивая регулировочное колесико. Оно имеет фиксаторы (“перещелкивается” по делениям) или просто туго вращается. Первый вариант лучше, так как установка не собьется в процессе эксплуатации. Хорошо, когда такая регулировка реализована в широких пределах, и очень удобно, когда ее можно производить непосредственно во время работы.
Фрезерование
Не вдаваясь в особенности операций и пропустив пункт «Позиционирование машины на плоскости», расскажем, как приступать к работе. Установив максимальную глубину погружения, ее по необходимости «разбивают» на несколько ступеней — для этого предназначен револьверный упор. В подавляющем большинстве случаев он имеет три регулируемые ножки. Иногда их больше, например, восемь, что, впрочем, не считается признаком высокого класса инструмента, а скорее говорит об оригинальности. Не трогая ту ножку, по которой выставляли глубину погружения, задают ступени более высокими. Логика действий тут та же, что и в случае с оборотами, — слишком большое сечение прохода зараз приведет к медленному перемещению и «прижогу» материала, слишком маленькое — к потере производительности. Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины.
Иногда их больше, например, восемь, что, впрочем, не считается признаком высокого класса инструмента, а скорее говорит об оригинальности. Не трогая ту ножку, по которой выставляли глубину погружения, задают ступени более высокими. Логика действий тут та же, что и в случае с оборотами, — слишком большое сечение прохода зараз приведет к медленному перемещению и «прижогу» материала, слишком маленькое — к потере производительности. Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины.
Начиная каждый проход, действуют так. Включают мотор, опускают фрезу (в материал или за пределами заготовки в зависимости от ситуации) и фиксируют «голову» стопором. Если проходов несколько или нет уверенности в том, что операция удалась, ее повторяют. Важно помнить, что двигаться по заготовке нужно в строго определенном направлении — материал навстречу вращающимся ножам. Вести фрезер «задом наперед» нельзя, так как это приведет к появлению брака. Направление движения обычно указано на подошве стрелкой; для всех моделей оно одинаково.
Направление движения обычно указано на подошве стрелкой; для всех моделей оно одинаково.
Несколько слов о штанговом механизме подъема/опускания «головы». Важно обратить внимание на класс изготовления. Перемещение должно быть плавным и легким, без перекосов и люфтов. Хорошо, когда стопор действует на две штанги — при такой компоновке жесткость и точность фиксации выше.
Надеемся, что читатель уже понял, что главное во фрезере — регулировки. Они обязаны обеспечить точность (это, к слову, во многом зависит от жесткости элементов конструкции) и удобство. Но если углубиться в тонкости выполнения операций, станет ясно, что не менее важно и другое — система. Под ней подразумевается ручная машина с приспособлениями для ее позиционирования на плоскости (без последних от фрезера будет мало толку, по крайней мере универсальность сильно пострадает). Рассказ о системе «фрезер + направляющий аппарат» начнем с наиболее простых случаев.
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т.д.
Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т.д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Параллельный упор
1. Для удобства и точности работы регулируют базу бокового упора. При максимальном сближении губок легче начинать и заканчивать проход. Сближая «башмаки», необходимо помнить о том, что при опускании фрезы она может встретиться с ними, если отступ от края незначителен. Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке.Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков.
Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков.
В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру.
В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными — на каждую штангу по две разнесенных.
Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум — в четырех. В «примитивном» варианте такой упор имеет существенные недостатки — низкую жесткость штампованной конструкции, сложность точной настройки положения, ограничения по диаметру используемой фрезы (она должна помещаться в центральный вырез), невозможность отрегулировать базу опорной поверхности. По мере усложнения аксессуар избавляется от этих недостатков. Для примера рассмотрим самую интересную конструкцию, опуская промежуточные.
По мере усложнения аксессуар избавляется от этих недостатков. Для примера рассмотрим самую интересную конструкцию, опуская промежуточные.
Штанги фиксируют в подошве не отдельными зажимами, а одним, действующим сразу на две стороны, — так сподручнее. После того как «штыри» зажаты, выставляют положение опорного башмака — он выполнен не заодно со штангами, а способен по ним перемещаться. У него тоже два зажима с одним (что удобнее) или двумя стопорными винтами.
4. После окончания настройки механизм фиксируют.После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления.
Выставив требуемое значение, дополнительный стопор фиксируют. Далее при необходимости раздвигают или сближают накладки, тем самым расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава.
Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава.
Качественное фрезерование требует определенной сноровки и твердой руки. Например, легко «завалить» линию в начале и в конце заготовки, когда упор контактирует с кромкой не по всей длине базы. Если отступ велик, возрастает и риск уклониться от перпендикуляра с кромкой (или касательной к ней, когда она криволинейна).
Направляющая шина
Шину фиксируют относительно заготовки. Фрезер позиционируется по ней при помощи «башмака», аналогичного боковому упору, и может размещаться на разном удалении от нее. Поскольку на шину опирается лишь часть платформы, выдвигают дополнительную «ножку».
Поскольку на шину опирается лишь часть платформы, выдвигают дополнительную «ножку».Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее
закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак — он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена).
В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине — стопор; остается только выбирать нужные позиции и засверливаться).
Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру.
Копировальное кольцо
В некоторых случаях копировальную втулку устанавливают одним движением, центровка в таком случае не требуется.Есть и другие дополнительные приспособления, но о них позже. Сейчас же расскажем о копировальном кольце – одном из обязательных атрибутов ручного фрезера, почти всегда входящим в комплект поставки.
1. Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.Приспособление очень простое, но удобное в работе и полезное.
Как правило, это штампованная стальная пластина с выступающим кольцевым бортиком вокруг центрального отверстия, который и служит упором, отслеживающим копировальный шаблон.
Втулку подбирают под конкретную фрезу. В идеале она должна проходить сквозь центральное отверстие с небольшим зазором. Иными словами, не стоит полагаться на то единственное кольцо, что прилагается к инструменту.
2. Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают.
Чаще всего втулка нуждается в центрировании специальным конусом. Его вставляют в цангу (до упора в копировальное кольцо), тем самым, выравнивая положение, и лишь затем окончательно затягивают крепежные винты. Иногда вместо последних используют быстрозажимные фиксаторы, тогда ничего центрировать не нужно.
3. Для точного позиционирования втулки устанавливают центрирующий корпус. Его, как обычную фрезу, зажимают в цангу (с той лишь разницей, что опорная подошва при этом прижата к корпусу)Принцип действия оснастки прост – выступающий кольцевой бортик в центре ведут вдоль шаблона. При этом фреза повторяет изгибы на заготовке. Главный «минус» у такой «приспособы» один – невозможно получить точную копию – она всегда будет больше оригинала. Подобный метод удобен в серийном производстве (естественно, речь о бытовых масштабах) или когда заготовка достаточно ценная и ради ее обработки стоит изготовить шаблон.
4. После установки конуса стопор механизма опускания освобождают, и подошва под действием подъемных пружин прижимает конус ко втулке, тем самым точно центрируя ее. Вновь зафиксировав стопор, винты крепления втулки надежно затягивают.5. Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него.
Вновь зафиксировав стопор, винты крепления втулки надежно затягивают.5. Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него.Угловой упор
Получить точную (один в один) копию с оригинала реально, установив угловой упор со щупом (как и многие другие аксессуары, его докупают отдельно). В этом случае заготовку располагают не под, а над шаблоном. Для точной подгонки размеров может быть предусмотрена настройка положения щупа.
Кстати, если установить вместо кронштейна со щупом опорную плиту или регулируемый упор для работы в горизонтальном положении, получится инструмент для фрезерования кромочных накладок заподлицо.
Циркуль
Подошву фрезера жестко привинчивают к «циркулю»; радиус задают перемещением по направляющей «центра». Центрирующий штифт вставляют в просверленное в заготовке отверстие. Существуют конструкции, в которых «циркулем» служит боковой упор или дополнительное приспособление, устанавливаемое на штангах.
Частный случай криволинейной резки – по радиусу. Отдельно докупаемая линейка-циркуль поможет выполнить ее без шаблонов, а значит, точнее и с меньшими усилиями.
Пылеотсос
Об общих особенностях ручных фрезеров, пожалуй, все. Отметим только, что важное значение имеет система пылеудаления, ведь место «прописки» этого инструмента – мастерская. Стандартный вариант – кожух, закрепляемый снизу, под параллельным упором. Эффективность такого сборника средняя, как и другой разновидности – бокового «отбойника». Лучше, когда его ставят сверху, правда, лишь в том случае, если верхнее отверстие для фрезы не слишком велико.
Примеры использования
В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной. Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны.
Они должны быть чисто обработаны и плотно пригнаны.Что касается наиболее известной работы для фрезера – по кромке, то здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических). А что еще умеет фрезер?
Следующая группа типовых задач – врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Достаточно дорогое, но оправдывающее свою цену приспособление – шипорезное. По сути, это сложный и точно выполненный зажим для заготовок, дополненный копировальным шаблоном. Работают по нему со специальной копировальной втулкой. Она не только опирается на плоскость шаблона, но и «держится» за него с обратной стороны за счет небольшого бортика. Закрепляют сразу две или четыре сопрягаемые детали (с другого края, с каждой парой работают отдельно), при этом специальные упоры задают требуемое смещение заготовок друг относительно друга. Далее настраивают фрезер. Зажимают насадку специальной формы («ласточкин хвост») и в соответствии со справочной таблицей задают глубину фрезерования. От нее зависит плотность соединения, то есть зазор в паре шип-гнездо. При точной настройке несложно добиться «нулевого» зазора – после сборки внатяг конструкция будет плотно держаться без клея и других дополнительных мер фиксации. Такие соединения применяют, например, при изготовлении мебели из массива древесины ценных пород.
Далее настраивают фрезер. Зажимают насадку специальной формы («ласточкин хвост») и в соответствии со справочной таблицей задают глубину фрезерования. От нее зависит плотность соединения, то есть зазор в паре шип-гнездо. При точной настройке несложно добиться «нулевого» зазора – после сборки внатяг конструкция будет плотно держаться без клея и других дополнительных мер фиксации. Такие соединения применяют, например, при изготовлении мебели из массива древесины ценных пород.
Несложно получить соединения и под прямой шип – потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной – перьевой фрезой). Важно понимать, что этот инструмент, за редким исключением, – вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей.
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему.
Поделиться
Метки
Деревообработка Технологии
- Предыдущая статья Организация производства деревянных окон
- Следующая статья Сферы применения инженерной доски
или ручное фрезерование, в чем преимущества?
Независимо от того, планируете ли вы начать бизнес по механической обработке или хотите получить компоненты для своего следующего проекта. Различные области обрабатывающей промышленности в значительной степени зависят от механической обработки.
Несмотря на то, что фрезерование с ЧПУ затмило ручное фрезерование благодаря лучшей технологии и более широкому применению, ручная обработка по-прежнему занимает важное место в мире механической обработки. Ниже будут рассмотрены преимущества между ЧПУ и ручным фрезерованием.
Ниже будут рассмотрены преимущества между ЧПУ и ручным фрезерованием.
Преимущества фрезерной обработки с ЧПУ
Фрезерная обработка с ЧПУ имеет широкий спектр преимуществ как для вашего бизнеса, так и для клиентов, которых вы обслуживаете. Все, от процесса проектирования до компонентов, которые вы производите, фрезерование с ЧПУ более продвинуто, чем ручное фрезерование.
Точность
Станки с ЧПУ полагаются на автономную обработку, что исключает человеческий фактор. Когда проект и размеры вводятся в систему, станок с ЧПУ настолько точен, что может последовательно и точно воспроизвести набор компонентов.
Высокая производительность
Если у вас есть клиент, который ищет компанию, способную обеспечить высокую производительность, то фрезерование с ЧПУ будет единственным вариантом. Они смогут перевернуть множество деталей за короткий промежуток времени, что является огромным преимуществом для только начинающего бизнеса.
Они смогут перевернуть множество деталей за короткий промежуток времени, что является огромным преимуществом для только начинающего бизнеса.
Сокращенный труд
Фрезерование с ЧПУ сократит ваши трудозатраты, хотя станки требуют определенного уровня взаимодействия с человеком, основная часть работы выполняется автономно.
Единообразные изделия
Одним из самых больших преимуществ фрезерных станков с ЧПУ является то, что они могут многократно производить один и тот же продукт. При фрезеровании с ЧПУ размеры всех компонентов одинаковы, вплоть до мельчайших измерений, что выполняется последовательно снова и снова.
Преимущества ручного фрезерования
Хотя фрезерование с ЧПУ является предпочтительным методом точного машиностроения, в некоторых случаях ручное фрезерование подходит больше. Ниже приведены некоторые из этих преимуществ и преимуществ.
Ниже приведены некоторые из этих преимуществ и преимуществ.
Капитель нижний
Ручные фрезерные станки стоят не так дорого, как их современные аналоги. Они не требуют места или не нуждаются в технических компонентах и могут очень хорошо вписываться в рабочую среду.
Без программирования
Фрезерование с ЧПУ требует много программирования, чтобы станки работали должным образом. При ручном фрезеровании вам не нужно беспокоиться о каком-либо программировании, и задача выполняется благодаря опыту, навыкам и знаниям станочника, что может привести к сокращению времени обработки.
Резервный
Ручное фрезерование можно использовать в сочетании с фрезерованием с ЧПУ в качестве резерва. В то время как автоматизированный процесс фрезерования с ЧПУ может обрабатывать большие изделия, ручное фрезерование можно использовать для выполнения небольших работ.
В то время как автоматизированный процесс фрезерования с ЧПУ может обрабатывать большие изделия, ручное фрезерование можно использовать для выполнения небольших работ.
Если у вас есть какие-либо вопросы о том, как мы можем помочь вашему бизнесу с помощью точного машиностроения, свяжитесь с одной из дружных команд инженеров Standish здесь.
Разница между фрезерным станком с ЧПУ и ручным фрезерным станком
Разница между фрезерным станком с ЧПУ и ручным фрезерным станком. Знаете ли вы их разницу?
Фрезерные станки с ЧПУ имеют те же функции, что и ручные фрезерные станки, но они все же очень разные. В этой статье мы подробно расскажем об одинаковых и разных различиях перед ними.
Если вы запутались в этом вопросе, продолжайте смотреть вниз.
Видео о разнице между фрезерными станками с ЧПУ и ручными фрезерными станками
Разница между фрезерным станком с ЧПУ и ручным фрезерным станком
• Фрезерный станок с ЧПУ более универсален, чем ручной фрезерный станок. Ряд работ, которые невозможно выполнить на ручном фрезерном станке, можно легко выполнить на фрезерном станке с ЧПУ.
Ряд работ, которые невозможно выполнить на ручном фрезерном станке, можно легко выполнить на фрезерном станке с ЧПУ.
• В фрезерном станке с ЧПУ шпиндель неподвижен, а стол может перемещаться как параллельно, так и относительно оси шпинделя в процессе резки. Где как в ручном фрезерном станке шпиндель вращается вокруг своей оси и в нем удерживаются фрезы.
• Фрезерный станок с ЧПУ управляет своим движением с помощью контроллера числового программного управления, что делает его обработку более точной. Ручной фрезерный станок управляется ручным управлением. В результате ошибка очень большая.
• Фрезерный станок с ЧПУ может работать 24 часа в сутки по написанию программ, и никто не дежурит. Ручной фрезерный станок нуждается в ручной непрерывной работе и не может достичь автоматизации.
• Работа, выполняемая на фрезерном станке с ЧПУ, выполняется быстрее, чем на ручном фрезерном станке, поэтому за меньшее время можно изготовить больше деталей.
• Фрезерные станки с ЧПУ могут автоматически менять инструменты, что делает их более эффективными. Ручные фрезерные станки могут менять инструмент только вручную.
Ручные фрезерные станки могут менять инструмент только вручную.
• Конструкция фрезерного станка с ЧПУ отличается от конструкции ручного фрезерного станка. Ось Z фрезерного станка с ЧПУ может перемещаться вверх и вниз, в то время как ручной фрезерный станок представляет собой рабочий стол, перемещающийся вверх и вниз для завершения работы.
• Фрезерные станки с ЧПУ могут выполнять большую часть работы, которую не могут выполнять ручные фрезерные станки, что является их самым большим преимуществом.
• Стандартный фрезерный станок с ЧПУ имеет 3 оси. Мы также можем расшириться до 4-осевой и 5-осевой связи. Ручное фрезерование может обеспечить только 2-осевое соединение.
• Поскольку фрезерные станки с ЧПУ используют компьютерное программирование, даже если они производят большое количество деталей, их размер и поверхность одинаковы, ручные фрезерные станки не могут этого сделать.
• Поскольку фрезерный станок с ЧПУ использует программное управление, можно управлять несколькими станками, а ручной фрезерный станок может управлять только одним станком.