Расчет расхода сварочной проволоки на 1 метр шва. Таблица
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды. И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.
В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
Содержание
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Нормы расхода
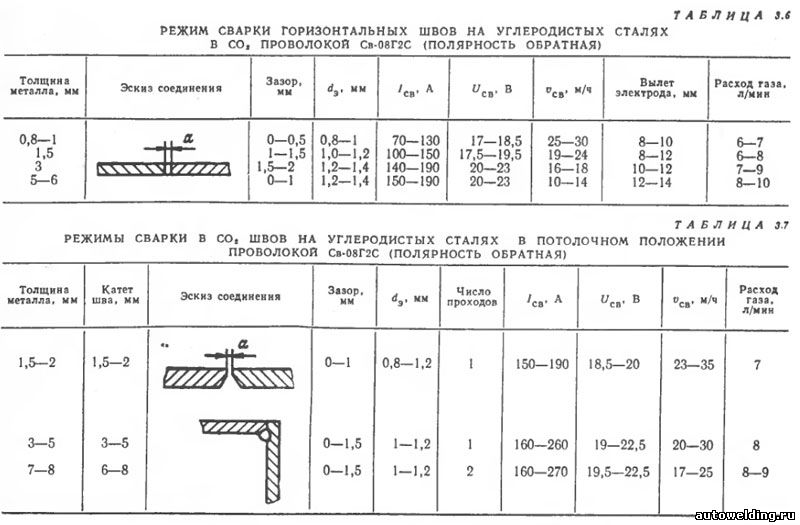
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
N = G*К
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
G = F*y*L
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Пример расчета
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Как вам статья?
Расчет норм расхода сварочных материалов
Промышленность \ Производство сварных конструкций
Страницы работы
10 страниц (Word-файл)
Посмотреть все страницы
Скачать файл
Содержание работы
ПРОИЗВОДСТВО СВАРНЫХ КОНСТРУКЦИЙ РАСЧЕТ НОРМ РАСХОДА СВАРОЧНЫХ МАТЕРИАЛОВ
ВВЕДЕНИЕ
Расчет потребного количества
сварочных материалов (электродов, сварочных проволок, флюсов, защитных и
горючих газов) для изготовления сварных конструкций, необходим для
своевременного их приобретения и определения себестоимости изделий.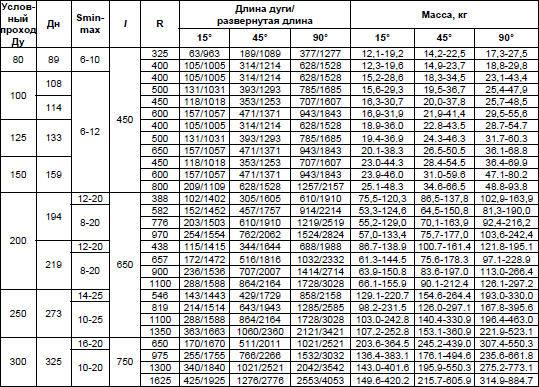
Методические указания содержат основные понятия о нормах расхода сварочных материалов и горючих газов, электроэнергии, методы их расчета на ручную, полуавтоматическую и автоматическую сварки в среде защитных газов и под флюсом сварных конструкций из малоуглеродистых, низколегированных, высокопрочных, нержавеющих и маломагнитных сталей, а также из алюминиевых и титановых сплавов.
1. ОБЩЕЕ ПОЛОЖЕНИЕ ПО НОРМИРОВАНИЮ МАТЕРИАЛОВ
Нормой расхода сварочных материалов при электродуговой сварке конструкций называется количество покрытых и вольфрамовых электродов, электродной и присадочной проволок, флюсов и защитных газов, необходимое для выполнения всех сварочных работ при изготовлении изделия с учетом технологических потерь и отходов этих материалов.
Она учитывает расход
сварочных материалов непосредственно на сварку, на производственно всех видов
прихваточных работ и на производство правки конструкций и алюминиевых и
титановых сплавов после сварки методом наложения «холостых валиков».
Нсв.мат.= Нсварки + Нприхватки + Нправки.
Технические расчетные нормы расхода материалов для сварки металлов при изготовлении сварной конструкции устанавливается исходя из длины швов и нормативов расхода материалов на один метр шва данного типоразмера.
Нормативов размера сварочных материалов называется количество электродов, электродной проволоки, флюса и защитных газов, необходимое для выполнения одного метра шва данного типоразмера, установленного соответствующими государственными стандартами на конструктивные элементы сварных швов для данной марки материала.
Норматив расхода материалов учитывает массу наплавленного металла и неизбежные потери материалов при сварке, которые регламентируются соответствующими поправочными коэффициентами.
Величина технологических
потерь сварочных материалов зависит от способа сварки, длины шва, режимов
сварки, сложности конструкции и включает в себя потери на угар и
разбрызгивание, остаток в бухте и кассете, отходы в виде огарков и т.
Нормативы расхода сварочных материалов определяются по формуле
N = G · K , (1)
где N – норматив расхода сварочных материалов на один метр шва, г;
G – масса наплавленного металла шва длиной 1 м, г;
K – коэффициент перехода от массы наплавленного металла к расходу сварочных материалов.
Масса наплавленного металла на 1 м шва определяется по формуле
G = F · γ ·L ,
где F – площадь поперечного сечения шва, мм2;
γ – удельная масса, г/ см3;
L – длина шва, равная 1м.
Площадь поперечного сечения сварного шва рассчитывается для каждого расхода типа сварного соединения по формулам, приведенным в приложении.
При расчете нормативов
расхода материалов при сварке в полувертикальном, вертикальном и потолочном
положениях норматив расхода, установлений для нижнего положения сварочного шва,
следует умножить на поправочный коэффициент, учитывающий пространственное
положение шва, согласно табл.
Таблица 1
Величины поправочного коэффициента
Положение шва в пространстве | Нижнее | Полувертикальное | Вертикальное или горизонтальное | Потолочное |
Поправочный коэффициент | 1,00 | 1,05 | 1,10 | 1,20 |
В случае применения воздушно-
дуговой строжки корня шва нормативы сварочных материалов, рассчитанные для данного
соединения без строжки, следует увеличивать на поправочные коэффициенты,
указанные в табл. 2.
2.
Расход угольных электродов для воздушно- дуговой строжки составляет 6 штук на 1 т. конструкций.
Таблица 2
Величины поправочных коэффициентов при подготовке корня шва
Тип металла | Форма поперечного сечения сварного соединения | Способ разделки корня шва | Поправочные коэффициенты |
Сталь | С воздушно дуговой строжкой С подрубкой С воздушно дуговой строжкой С подрубкой | 1,18+1,20 1,18 1,05 1,05 | |
Алюминиевые и титановые сплавы | С подрубкой | 1,1-1,15 |
При расчете нормативов
расхода материалов на сварку двухсторонних шахматных, цепных и односторонних
прерывистых швов норматив расхода, определенный для непрерывных швов, следует
умножить на понижающий коэффициент, равный отношению длины проверяемой части
шва к его общей длине.
Норма расхода сварочных материалов на все виды прихваточных работ, а также прихватку временных креплений и технологических планок составляет:
– при сварке стальных конструкций с толщиной металла до 12 мм – 15%; с толщиной металла свыше 12мм – 12%;
– при сварке конструкций из алюминиевых и титановых сплавов не более 20% от нормы расхода на сварку.
Норма расхода аргона и вольфрамовых электродов на правку конструкций методом наложения «холостых валиков» определяется в процентах от их расхода на сварку в зависимости от сложности конструкции и толщины свариваемого металла и составляет:
– при сварке конструкций из алюминиевых сплавов толщиной до 8 мм – не более 30%;
– при толщине свыше 8 мм – не более 25%;
– при сварке конструкций из титановых сплавов – не более 35-40%.
2.РАЧЕТ НОРМ РАСХОДА СВАРОЧНЫХ МАТЕРИАЛОВ ПРИ ЭЛЕКТРОДУГОВОЙ СВАРКЕ
2.1 РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
Норматив расхода электродов
при ручной электродуговой сварке учитывает массу наплавленного металла,
неизбежные потери металла электрода в процессе сварки (угар, разбрызгивание) и
на огарки, а также массу электродного покрытия..jpg)
Норматив расхода годовых электродов на 1 м шва определяется по формуле (1).
Коэффициент перехода от массы наплавленного металла к расходу электродов Кэ является общим коэффициентом расхода электродов, учитывающих потери металла в процессе сварки, и равен произведению трех величин.
Кэ = Кур · Ког · К покр,
где Кур – коэффициент, учитывающий потери электродов на угар и разбрызгивание;
Ког – коэффициент, учитывающий потери электродов в виде огарков;
К покр – коэффициент, учитывающий массу покрытия.
Похожие материалы
Информация о работе
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им.
 Даля 166
Даля 166 - ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
 Даля 166
Даля 166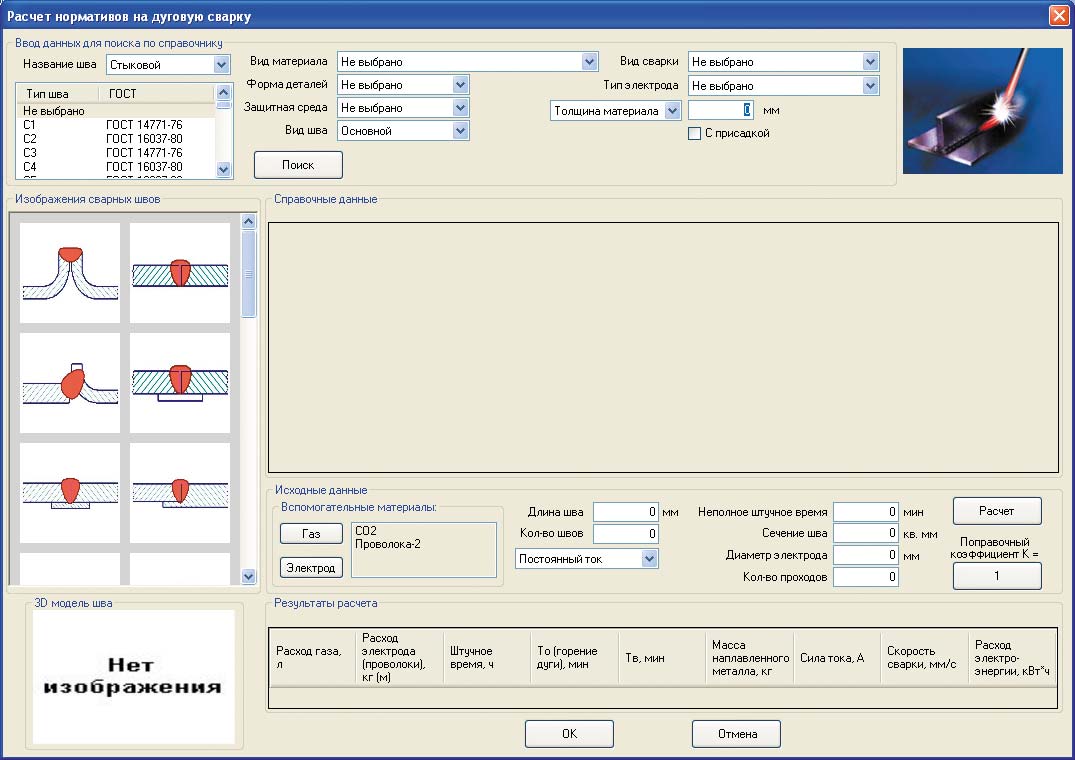 Дегтярева 174
Дегтярева 174 Макарова 543
Макарова 543 Герцена 123
Герцена 123 Гагарина 114
Гагарина 114 Каразина 305
Каразина 305Как рассчитать потребность в сварочном электроде? » RoyalWeldingWire
В этой статье представлена необходимая информация, необходимая для расчета сварочных прутков.
Введение
Сварка является важным процессом во многих отраслях промышленности, и требования к сварочному электроду имеют важное значение для определения того, сколько сварных швов можно выполнить в час.
Существует множество различных факторов, которые необходимо учитывать при расчете потребности в сварочной проволоке, например, тип выполняемого сварного шва, толщина свариваемого материала и количество выполняемых соединений.
Расчет потребности в сварочном электродеКак рассчитать потребность в сварочном электроде?
Требования к сварочному электроду зависят от свариваемого материала и используемого процесса сварки. Наиболее распространенные процессы сварки:
Наиболее распространенные процессы сварки:
Дуговая сварка: Этот сварочный аппарат использует электрическую дугу для соединения металлических деталей. Чтобы рассчитать необходимый сварочный электрод, начните с расчета силы тока, необходимой для процесса сварки.
Затем умножьте эту силу тока на диаметр используемого провода.
Аппарат для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW): В режиме дуговой сварки используется более высокая сила тока, поэтому для заполнения бака вам потребуется больше сварочных стержней.
Начните с расчета мощности, необходимой для вашего сварочного аппарата, а затем умножьте ее на количество стержней в вашем баке.
Сварочный аппарат MIG: Сварщики MIG используют флюсовый стержень для удержания электрода на заготовке. Чтобы рассчитать требования к стержню, начните с того, сколько ампер вы будете использовать, и разделите его на два.
Именно столько мА потребуется на квадратный фут площади электрода.
Количество электродов = (Длина сварки (метры) * Сварочный ток (А)) / Производительность электрода (кг/ч)
Забудьте о неточных сварочных прутках расчетов и повысьте эффективность – попробуйте наш метод прямо сейчас!
Сколько сварочных прутков мне нужно?
- Чтобы рассчитать, сколько сварочных прутков вам понадобится для проекта, начните с оценки длины сварного шва и толщины свариваемого металла.
- Затем разделите длину сварного шва на толщину металла, чтобы получить вес стержня на дюйм (или мм).
- Например, если вы свариваете стальной лист длиной 1-1/4″ и толщиной 1/8″, вам потребуется 4-1/2 стержня на дюйм (или мм) для завершения сварки.
Как правильно выбрать сварочную проволоку для работы?
Сварочные электроды бывают разных форм и размеров, поэтому бывает сложно определить, какой из них подходит для конкретной работы. Чтобы помочь вам выбрать правильный сварочный электрод, следуйте этим советам:
- Измерьте размер сварного шва, который вы хотите сделать.
- Посмотрите на таблицу размеров сварочного электрода, чтобы узнать, насколько большим он будет при нагревании.
- Выберите сварочный стержень достаточного размера, чтобы покрыть область, которую вы хотите сварить, но не слишком большой, чтобы он не слишком быстро нагревался и не вызывал прожога.
- Подумайте, как часто вы планируете использовать сварочную проволоку, и решите, какая проволока будет легче или тяжелее для ваших нужд.
- При сварке всегда надевайте сварочную защитную каску.

Я производитель сварочной проволоки. Как рассчитать необходимое количество сварочных прутков?
Чтобы рассчитать необходимое количество сварочных электродов, начните с определения весового процента материала и температуры сварки.
Потребность в сварочном электроде затем определяется путем умножения весового процента сварочного материала на среднюю тепловую мощность сварочной дуги.
Заключение
Чтобы рассчитать необходимое количество сварочной проволоки, начните с оценки длины сварного шва и толщины свариваемого металла. Затем разделите длину сварного шва на толщину металла, чтобы получить вес стержня на дюйм (или мм).
Затем разделите длину сварного шва на толщину металла, чтобы получить вес стержня на дюйм (или мм).
Например, если вы свариваете стальной лист длиной 1-1/4″ и толщиной 1/8″, вам потребуется 4-1/2 стержня на дюйм (или мм) для завершения сварки.
Tagged как сварка прутка сварочная проволока
расчет расхода присадочного металла, Консультанты по сварке Микро для сварочных инверторов Плазменная сварка, расчет расхода присадочного металла, сварочные аппараты и другие сварочные системы резки Плазменная сварка
расчет расхода присадочного металла, Консультанты по сварке Микро для сварочных инверторов Плазменная сварка, расчет расход присадочного металла, сварочные аппараты и другие сварочные системы резки Плазменная сварка
|
 ./images/pro-back-bg.jpg”>
./images/pro-back-bg.jpg”>| Станки плазменной резки | |
| Плазменная дуговая сварка (PTA) | |
| Автоматизация сварки | |
| Оборудование для плазменной сварки | |
| Аппараты для микроплазменной сварки | |
| Аппараты для микросварки TIG | |
| Сварочные инверторы | |
| Данные для сварки |
 ./images/pro-bg.gif”> Плакировка для сварки отверстий
./images/pro-bg.gif”> Плакировка для сварки отверстий
|
|



Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |
