Основное предназначение токарного станка ТВ-6 – metmaStanki.ru
Профессия «токарь», была популяризирована в конце 70-х и вплоть до 90-го года. А сделать ее популярной помог токарный станок Тв-6 и его предшественник ТВ-4. Теперь агрегат нового поколения, полностью взял на себя функцию обучающего токарного аппарата. На этом аппарате проводится обучение студентов, которые впоследствии станут специалистами в своей области. Данный аппарат имеет, довольно скромный предел выполняемых работ, однако, для выполнения несложных задач, этого достаточно.
Токарный станок 6 6 можно считать одним из самых легких, что позволяет его устанавливать, в большом количестве, на территории одного помещения, подготовленного для токарных работ (в помещениях учебных заведений, мастерских и так далее).
Размеры оборудования и рабочего пространства
Для токарного станка ТВ-6 характерна величина :
- 5 м в длину;
- 5 м в ширину;
- 4 м в высоту;
- вес его составляет до 300 кг.


Такие размеры, оказываются предельно маленькими для такого рода агрегатов, ведь для того, чтобы осуществлялось точение, требуется совокупность механизмов (в том числе и двигатель), которые занимают много места. Рабочее пространство располагается по центру столешницы аппарата и имеет размеры в мм:
- 1100 по длине;
- 470 ширине;
- 110 высоте.
Это то пространство, которое требуется для выполнения любых действий на оборудовании. Над этой рабочей площадью располагается прозрачный защитный кожух, который препятствует от случайного попадания стружки в глаза, а также попаданию посторонних предметов в рабочую область, при этом можно наблюдать за протеканием рабочего процесса.
Что по силам для ТВ-6
Данный токарный инструмент, способен выполнить следующие типы задач:
- торцевание заготовок;
- сверление шайб и стержней;
- отрезка деталей;
- выборка шлицов;
- нарезка резьбы;
- снятие фаски.
Вся работа производится с цилиндрическими и конусными заготовками. В Усовершенствованном варианте, могут проводиться работы по фрезеровке деталей.
В Усовершенствованном варианте, могут проводиться работы по фрезеровке деталей.
Такие операции выполняются с ограничениями по возможностям оборудования. Вот технические характеристики, по которым возможны работы токарного станка ТВ-6:
- самая большая длина заготовки 350 мм, при этом обрабатываемая часть составляет 300 мм, а 50 находятся в закреплении;
- диаметр обрабатываемой детали максимум 200 мм;
- максимальная скорость точения составляет 170 оборотов в минуту.
Токарный станок по металлу ТВ-6
Из чего состоит агрегат
Проточить деталь или выточить новую, довольно сложная работа, которая требует высокой точности. Поэтому для осуществления такого рода функций необходимо применение сложных механизмов, которые приводятся в действие механическим и электрическим путем. Весь агрегат, состоит из нескольких сложных механических и электрических конструкций. Также, как и для агрегата 4-ТВ существует набор элементов токарного механизма ТВ-6.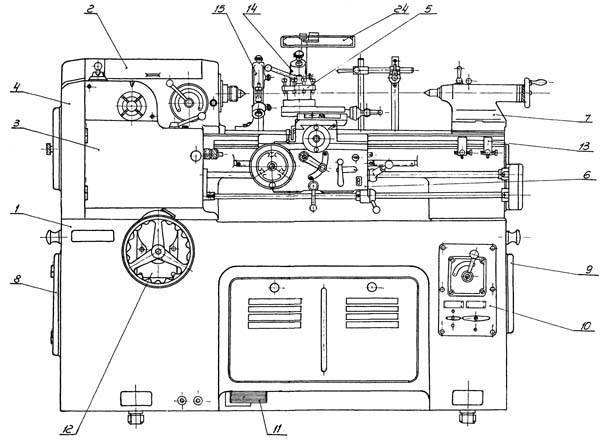
Вот описание всех присутствующих элементов в токарном станке ТВ-6:
- передняя бабка;
- задняя бабка;
- станина;
- коробка подач;
- суппорт;
- направляющие станины;
- двигатель;
- фартук суппорта;
- поддон.
Функции передней бабки
Передняя бабка у токарно-винторезного станка ТВ 6, служит для удержания детали, а также для передачи вращательных движений на заготовку. Удержание детали производится путем ее закрепления в головке передней бабки. Также, передняя бабка, которая располагается в левой части станины, содержит в себе шестерни передающие вращательные движения. Эти шестерни необходимы для смены скоростных режимов вращения. Смена скорости производится одним из 3 переключателей, размещенных на лицевой части передней бабки.
Назначение задней бабки
Работает в паре с передней, а размещена она на противоположной стороне, то есть – в правой части станины. Функциональная предназначенность задней бабки такая же, как и передней – удержание и вращение обрабатываемой заготовки.
Основная задача задней бабки удержание детали в нужном положении, а именно в вертикальном. В отсутствии этого элемента неизбежна прецессия детали во время вращения. Но для выполнения, таких работ, как сверление отверстий, задняя бабка нужна для подачи изделия на сверло.
Как устроена станина
Как и для других агрегатов, станина для токарного станка 6 6 служит роль несущей конструкции. На станине сосредоточены необходимые элементы механизма. При этом характеристики этой конструкции должны отвечать необходимым требованиям. В данном случае, станина имеет компактные размеры и способна выдерживать до 600 кг веса, при весе самого аппарата 300 кг.
Назначение коробки подач
Функцией коробки подач является переключение скоростей вала и винта. Для этого на панели коробки подач есть два рычага, которые приводят в движение один из элементов – вал или винт.![]() Также, через коробку подач осуществляется смазка всех шестеренок.
Также, через коробку подач осуществляется смазка всех шестеренок.
Для чего необходим фартук суппорта
Один из основных элементов станка – это фартук суппорта. В его задачу входит подача резца. Сам фартук состоит из лежащего на полозьях элемента, передвижение которого осуществляется по перпендикулярной линии с обрабатываемой деталью. Также, на фартуке расположен суппорт и рычаги управления движением суппорта и фартука. В работе это выглядит так:
- резец подается на деталь рычагами, расположенными на фартуке;
- сам фартук суппорта передвигается влево или вправо, снимая слой металла с вращающейся детали.
Функции суппорта
Для токарно-винторезного станка ТВ 6 суппорт выполняет функцию держателя резцов, а также их подачи по направлению к центру диаметра заготовки или детали. Суппорт, расположенный на фартуке, осуществляет подачу резца на протяжении всего рабочего процесса.
Стоит отметить, что неисправность данного элемента может привести к неточному выполнению точения, что в токарном деле, крайне нежелательно. Для того чтобы суппорт служил долго, все болты на нем должны быть максимально зажаты, это снижает вибрацию и увеличивает срок службы.
Для того чтобы суппорт служил долго, все болты на нем должны быть максимально зажаты, это снижает вибрацию и увеличивает срок службы.
Для чего необходимы направляющие станины, поддон и двигатель?
По этим направляющим или полозьям перемещается фартук суппорта и задняя бабка. Полозья имеют характер мощных и ровных рельсов, ровность которых играет роль на качество выполняемой работы. Стоит отметить, что на данном варианте токарного агрегата, направляющие станины не имели случаев неисправности. Их качество рассчитано на долгие годы службы.
Поддон имеет форму столешницы, расположенной на станине, под всеми элементами станка. Служит он для сбора смазочного материала (масла), стекающего из смазываемых механизмов в процессе работы.
Электрический двигатель располагается под поддоном, внизу станины. Он приводит в движение весь механизм, благодаря ременной передаче.
Для точной работы станка необходимо следить за исправностью каждого элемента, своевременно смазывать маслом составные части, содержать агрегат в чистоте. Для безопасной работы необходимо придерживаться правил использования электрического оборудования.
Для безопасной работы необходимо придерживаться правил использования электрического оборудования.
Видео : Модернизированный школьный токарный станок ТВ-6
технические характеристики токарно-винторезного станка по металлу
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном . ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
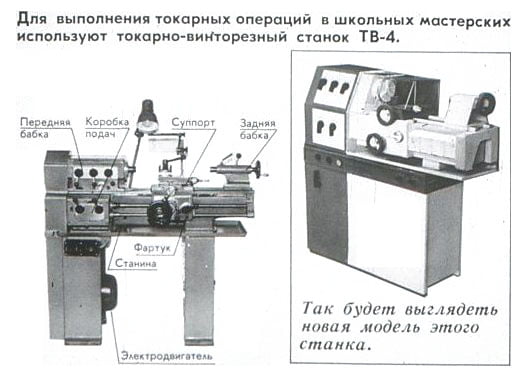
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный токарный станок снабжен всеми узлами полноценного токарного инструмента.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.
- Сверление.
- Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.
Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.
Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.
Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.

 Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.Последний важный функциональный элемент конструкции станка ТВ-4 — фартук. В задачу этого узла входит реализация схемы преобразования вращения валов коробки передач в поступательное движение суппорта. Описание работы фартука включает также выполнение с его помощью нарезки резьбы.
Электросхемы станка включают несколько значимых зон. Список включает:
- электрическую схему питания двигателя главного привода;
- систему защиты, представленную плавкими предохранителями;
- магнитный пускатель реверсивного типа для главного привода;
понижающий трансформатор с выходным напряжением 12В, подводимый к электрооборудованию освещения рабочего места.
Схема электроцепей станка достаточно проста и при существующей потребности питания от сети 220В поддается модификации. В частности, доступно построение иного включения обмоток статора двигателя с установкой пусковых конденсаторов. Хорошие результаты достигаются и применением частотного регулирования оборотов двигателя.
В частности, доступно построение иного включения обмоток статора двигателя с установкой пусковых конденсаторов. Хорошие результаты достигаются и применением частотного регулирования оборотов двигателя.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Использование
Ввиду того что станок причисляется к учебному оснащению, устанавливать, налаживать его должны специалисты. Перед началом работы ученики обязательно изучают конструкцию устройства, его эксплуатационные показатели, технику безопасности.
Для монтажа станка нужно создать фундамент высотой 10 см. Для этого возможно применять бруски из дерева, бетон. Необходимо следить за тем, чтобы не было перепадов высот платформы. Можно монтировать особые регулируемые опоры.
Существуют определенные правила эксплуатации, которым нужно следовать:
- Подготовительные работы. Оснащение чистится от противокоррозийного средства, в специальную емкость заливается смазка для коробки скоростей. При подсоединении к электрической сети в обязательном порядке делается заземление, монтируется УЗО;
- Обработка детали. Прежде всего надо удостовериться, что все рукоятки находятся в стандартном положении. Затем можно выполнять настройку. Деталь закрепляется промеж передней и задней бабки. Положение инструмента определяется посредством механизмов резцедержателя;
- Профилактические работы. После завершения обработки обязательно убираются опилки металла, выполняется проверка целостности и правильности работы ключевых частей станка. Перед пуском проверяется количество смазки.
 Положение инструмента определяется посредством механизмов резцедержателя;
Положение инструмента определяется посредством механизмов резцедержателя;Данное учебное оборудование не предназначается для массового производства. Ввиду этого его нельзя подвергать высоким нагрузкам. Может сломаться любая часть станка, например, резцедержатель.
Подробнее ознакомиться с особенностями эксплуатации устройства можно, посмотрев нижеприведенное видео.
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид
Общий чертеж
Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
Схема электрическая принципиальная
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Таблички для ручек управления токарным станком тв-4
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Управление станком ТВ-4
Пуск и остановка электродвигателя станка производятся нажатием кнопок «пуск» и «стоп».
В зависимости от характера работ на станке рукоятки и рычаги управления должны находиться в определенных положениях (см. рис. 1).
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом)
- На передней бабке — положение рукоятки трензеля 3 в зависимости от желаемого направления подачи суппорта («Л» —левое или «П» — правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в правом положении — «Винт».
- На фартуке — рукоятка самохода 8 в нижнем выключенном положении «от себя».
- Рукоятка включения реечной шестерни 7 — в положении «на себя».
- Рукоятка включения маточной гайки 9 — в нижнем крайнем положении».
Положение рукояток и рычагов при работе с ходовым валом (механическая подача)
- На передней бабке — положение рукоятки трензеля 5 в зависимости от желаемого направления подачи суппорта (левое или правое).
- На коробке подач — положение рычага коробки подач 4 в зависимости от выбранной величины подачи. Рычаг 5 «винт — вал» — в левом крайнем положении — «вал».
- На фартуке — рукоятка самохода 8 во включенном положении «на себя».
- Рукоятка включения маточной гайки 9 — в верхнем положении.
- Рукоятка включения реечной шестерни 7 — в положении «на себя».

Положение рукояток и рычагов при ручной продольной подаче ходовым валиком
- На передней бабке — положение рукоятки трензеля 3 в среднем положении «Н».
- На коробке подач — положение рычага «винт — вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки — в верхнем положении.
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
 Каждый раз перед запуском обязательно проверять уровень масла.
Каждый раз перед запуском обязательно проверять уровень масла.Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Назначение оборудования
В разрезе обучения токарному делу — ТВ-4 по праву может называться универсалом. На нем доступны большинство операций обработки заготовок. На станке можно:
- делать рассверливание;
- производить нарезку внутренних и наружных резьб метрических, при этом данная операция может производиться как механикой, которой оснащено устройство, так и ручным способом. Доступны классическая схема резьбы, а также ее трапецеидальная, дюймовая, упорная версия;
- нарезать резьбы с широким диапазоном изменения шага;
- производить сложные нарезки многозаходной резьбы;
- делать зенкеровку;
- производить обработку торцов, подрезку заготовки.
Оборудование позволяет обрабатывать наружные поверхности заготовок пруткового типа, например, точить вал.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Предназначение
Основными требованиями к учебному оснащению считаются безопасность и легкость настройки.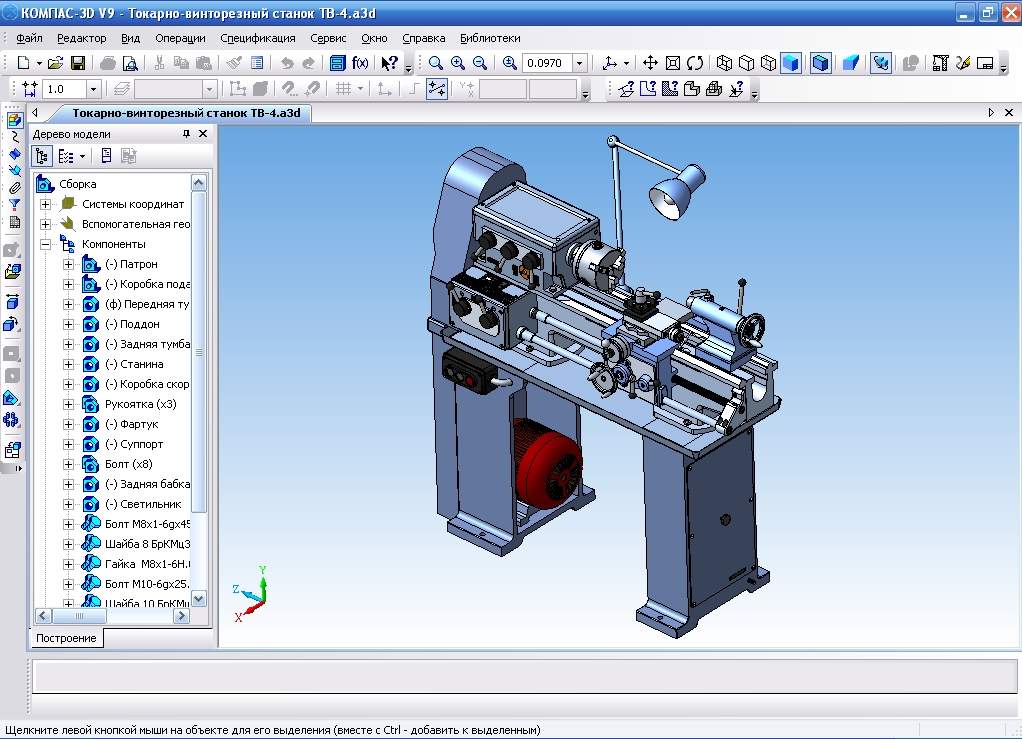 Ученики, работая на оборудовании, узнают, как оно конструктивно устроено, знакомятся с обработкой деталей.
Ученики, работая на оборудовании, узнают, как оно конструктивно устроено, знакомятся с обработкой деталей.
Первоначально токарные станки ТВ 4 Школьник создавались для осуществления различных токарных операций. Их конструкция скомпонована классически. Это свойственно подобным устройствам. На таком оборудовании возможно:
- Протачивать и растачивать разнообразные детали из стали посредством вращения;
- Подрезать торцевые участки с большой точностью;
- Нарезать резьбу. Необходимо помнить, что устройство может формировать лишь метрическую резьбу. Иные виды резьбы сделать попросту невозможно;
- Сверлить.
Для того чтобы увеличить функционал оснащения, его нужно модернизировать. Это возможно сделать, детально изучив его конструктивные особенности и ознакомившись с техническими характеристиками. Модернизация не должна негативно сказываться на показателях эксплуатации устройства, безопасности работы.
Управляющие части учебных станков располагаются особым образом. Ввиду этого подростки могут без проблем обрабатывать стальные заготовки. Низкий рост и небольшая длина рук не являются проблемой при работе на учебном оснащении.
Ввиду этого подростки могут без проблем обрабатывать стальные заготовки. Низкий рост и небольшая длина рук не являются проблемой при работе на учебном оснащении.
Современные аналоги
Несмотря на надежность и прочность токарно-винторезного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.
- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок Ростовского завода учебного оборудования, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Сведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- ТВ-4
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм - ТВ-6М
— станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно - ТВ-7
— станок токарно-винторезный учебный Ø 220, РМЦ 330 мм - ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- НС-16 — станок сверлильный настольный Ø 16
- СНВШ-1 — станок сверлильный настольный Ø 12
API в формате pdf – Googlesuche 2
[PDF] Таблица идентификации резьбы | NDS Drilling Supply
ndsdrillingsupply.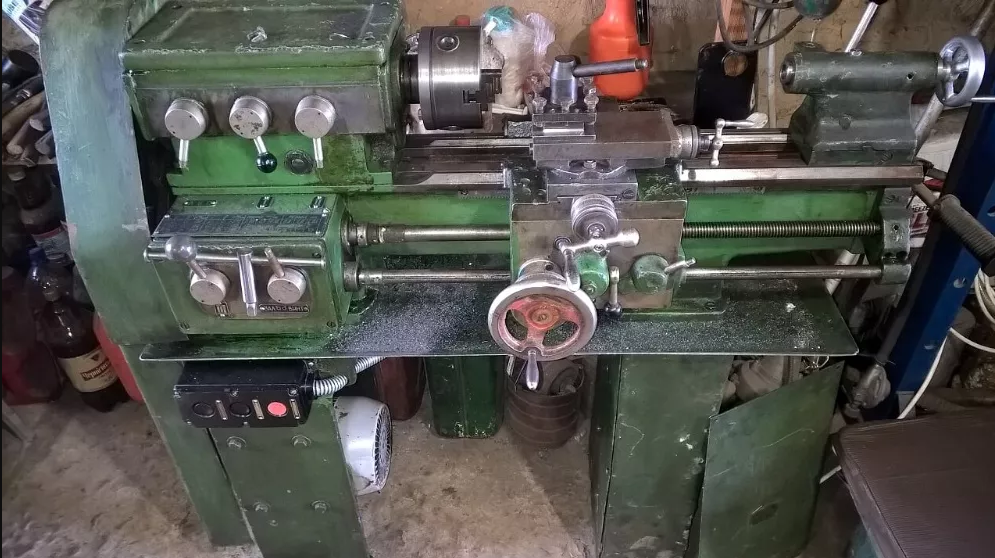 com › wp-content › uploads › 2019/11 › Идентификатор резьбы…
com › wp-content › uploads › 2019/11 › Идентификатор резьбы…
СООТВЕТИТЕ ЭТИ РАЗМЕРЫ С ТАБЛИЦЕЙ ИДЕНТИФИКАЦИИ РЕЗЬБЫ НА … 60° API. 1 дюйм 1,875 дюйма Стандартный API 2-7/8″. 2-7/8″. 3-3/4″ 3″.
[PDF] Спецификация для нарезания резьбы и калибрования роторных буртиков …
www.api.org › публикации › разведка-добыча › 7_2_add_1
СПЕЦИФИКАЦИЯ API 7-2, ДОПОЛНЕНИЕ 1. 5. Таблица F.3 — Размеры резьбы. (см. Таблицу F.4 для единиц USC). Размеры в миллиметрах, если не указано иное.
Ähnliche Fragen
Каков стандарт API для резьбы?
Какие существуют типы потоков API?
Является ли API тем же, что и NPT?
Какого размера потоки API?
[PDF] VARDEX API Catalog inch.pdf – Vargus USA
www.vargususa.com › порталы › документы › каталоги › eng › VARDEX AP…
Резьбовые вставки. Система кодов заказа. ДНЯО. НПТФ. API. Корпус API Buttress … Размеры Дюйм. Наковальня. Код заказа. Размер. Конус. Нить.
Нить.
Таблица моментов затяжки резьбы API PDF – Scribd
es.scribd.com › document › 87734864-API-Thread-…
Эти таблицы моментов затяжки и рекомендуемые методы обеспечивают. рейтинги производительности и полевые методы сборки новых круглых и контрфорсных резьб API.
Размеры муфт и резьбы для корпуса API | PDF – Scribd
www.scribd.com › doc › Размер муфты и резьбы…
Размеры муфты и резьбы для резьбы API-CasingButtress. 10. Размер Н.Д.. Корпус Н.Д.. Муфта Н.Д.. Длина. Жесткое противостояние. Конец резьбы
[PDF] данные трубной резьбы – Thomasnet
cdn.thomasnet.com › ccp
Резьба на дюйм. Шаг резьбы. Делительный диаметр в начале наружной резьбы. Плотная помолвка. Эффективная длина свинчивания наружной резьбы для.
[PDF]. Размер. Наружный диаметр. Большой диаметр. Нормальная масса: резьба и муфта, фунт на фут. Количество нитей на дюйм.
[PDF] ИНСТРУКЦИЯ ПО ИЗМЕРЕНИЮ ТИПИЧНОЙ РЕЗЬБЫ API
flexiblemeasuring. com › wp-content › uploads › pdf › 1-5_API threa…
com › wp-content › uploads › pdf › 1-5_API threa…
Данная инструкция написана для измерения с резьбовыми вставками FMS, вставка держатели и т. д. … Резьба API обычно представляет собой одну из четырех различных конусностей.
[PDF] Данные размеров бурильного замка – OilProduction
oilproduction.net › файлы › GP_Tool_Joint_Dimensional_Value
РЕГ. 3 1/8 … Шаг Резьба Резьба Резьба … Форма резьбы Размеры. Форма резьбы и. Нитки срн, сср. Применимые суставы.
Ähnlichesuchanfragen
Спецификации резьбы API
4 1 2 if Спецификации соединений
API SPEC 7 2
API 7 2 скачать бесплатно
KD-85X80CK Спецификации | Сони США
Sony SupportKD-85X80CK
Год выпуска
2022
2,4 ГГц/5 ГГц (только для Wi-Fi Direct: 2,4 ГГц)
2 (сбоку)
MPEG1: MPEG1/MPEG2PS: MPEG2/MPEG2TS (HDV, A VCHD): MPEG2, AVC/ MP4 (XAVC S): AVC, MPEG4, HEVC/AVI: Xvid, MotionJpeg/ASF(WMV): VC1/MOV: AVC, MPEG4, MotionJpeg/MKV: Xvid, AVC, MPEG4, VP8.