Расчет расхода сварочной проволоки на метр шва: как проводится, формула, таблицы
Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
Содержание статьиПоказать
- Специфика проволоки
- Расход проволоки
- Как произвести расчет
- Пример
- Подведем итог
Специфика проволоки
Чтобы правильно определить расход сварочной проволоки, нужно знать все ее характеристики эксплуатации, состав, качество.
Присадочный материал должен быть чист от примесей, содержать минимум газов и шлаков, иметь различные показатели плавки, что формирует расчет.
При сварке автоматом или полуавтоматом над созданием шва работают без отрыва. Поэтому нужно точно определить метраж проволоки, которая будет израсходована.
В противном случае, результат без дефектов не будет достигнут. Во время аргонодуговой сварки просчеты рекомендуемы, но не обязательны.
Хотя настоящие профи, не приступают к работе, пока не рассчитают количество требуемого материала.
Есть фиксированные рамки использования расходуемого материала. При расчете метража присадочной проволоки, обращают внимание и на такие нюансы как брак в работе.
Естественно его нужно исправлять, и не важно, возник он по вине специалиста или под влиянием посторонних факторов.
А для этого потребуется дополнительный объем рабочего материала. Необходимо брать в расчет пробную сварку перед стартом основного процесса.
Как работодатель, так и исполнитель, обязаны располагать данными о требуемых материалах, а соответственно и финансах для завершения объекта. Для этого и составляют проектно-финансовую документацию.
Расход проволоки
Каждый вид сварочных работ имеют свою специфику. При той или иной сварке используются материалы, у каждого из которых свои физико-химические свойства.
Чтобы правильно составить таблицу их расхода нужно учитывать все факторы, вид сварного аппарата, шва, присадочного материала, квалификацию мастера.
То есть индивидуально подходить к каждому варианту. Конечно невозможно идеально произвести расчет расхода используемых в работе средств.
Но благодаря исследованиям в этой отрасли, опираясь на всевозможные показатели, все-таки выведены среднестатистические данные.
Вы можете взять их за основу, но все показатели просчитывать рекомендуется самостоятельно, исходя из конкретного задания.
Самый удобный способ расчета расхода проволоки – это ее расход на один метр шва. Зная расход присадочной проволоки на 1 метр, даже новичок сможет правильно прикинуть, сколько ее уйдет на весь шов.
И как мы уже упоминали, нужно закладывать в смету немного большее количество материалов.
Как произвести расчет
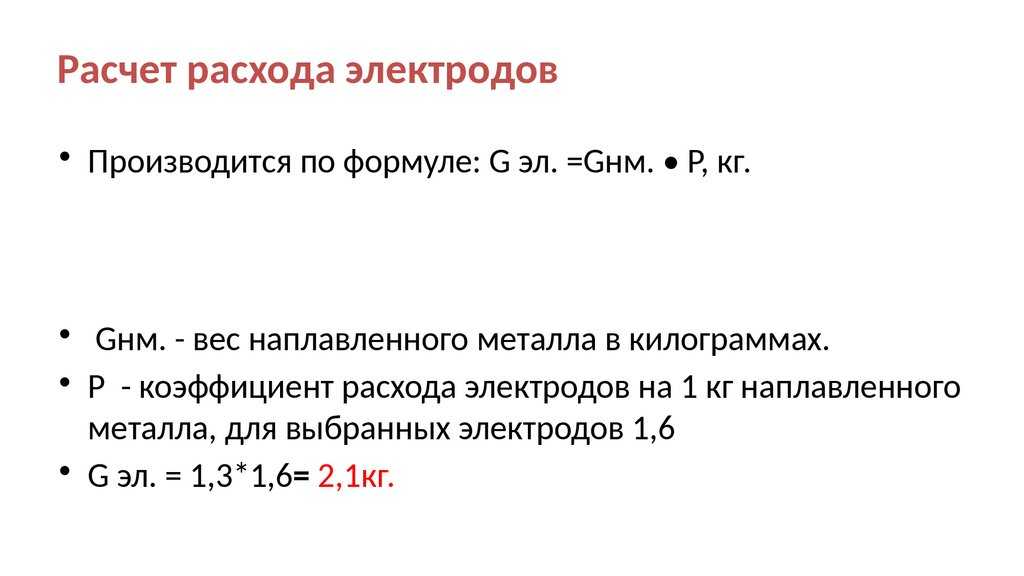
Существует специальная формула для расчета количества рабочего материала на один метр шва:
N = G*К
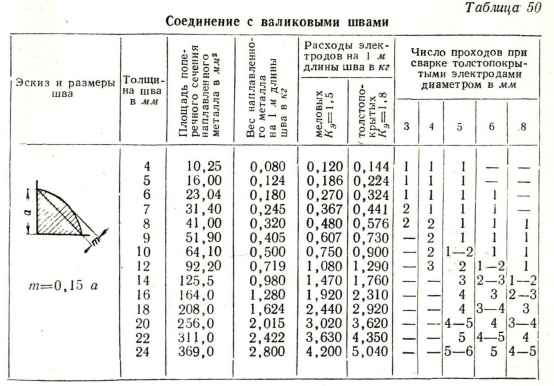
Где «N» — это определяемая величина, то есть количество расхода сварных расходников на метр шва.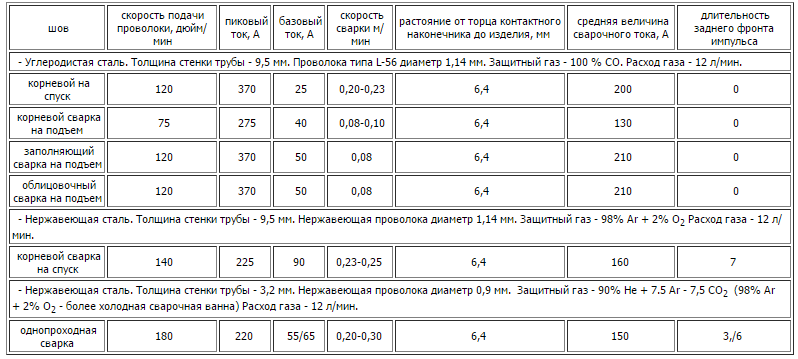 «G» — это масса наплавленного металла на метровом сварном шве.
«G» — это масса наплавленного металла на метровом сварном шве.
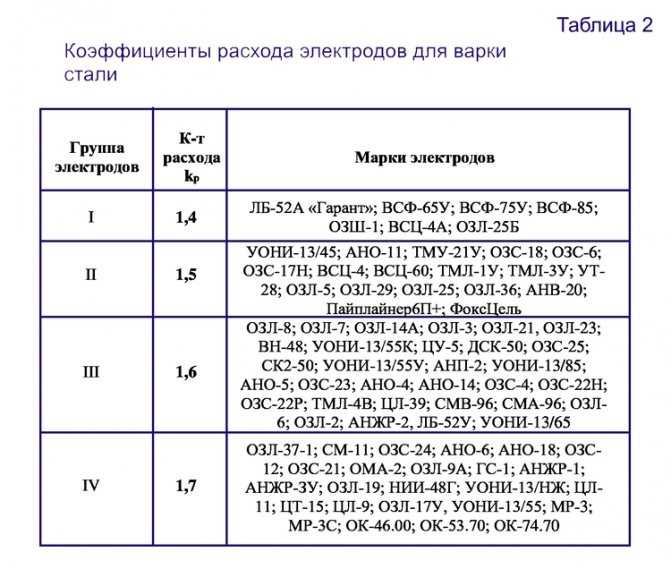
«К» – показатель перехода от массы продукта наплавки к расходу металла, использованного в работе.
Для вычисления показателя G нужно воспользоваться такой системой:
G = F*y*L
«F» – это площадь поперечного сечения шва в мм2. «у» — удельный вес материала, из которого произведена проволока.
Сегодня много производителей сварочной проволоки. У каждого своя специфика и технология производства. Поэтому сварная проволока отличается своими свойствами. В зависимости от металла, из которого она изготовлена, проволока имеет определенную толщину.
Величина «L» подразумевает цифру 1, расчет происходит на один метр. Соответственно от количества метража, который нужно определить меняется “L”.
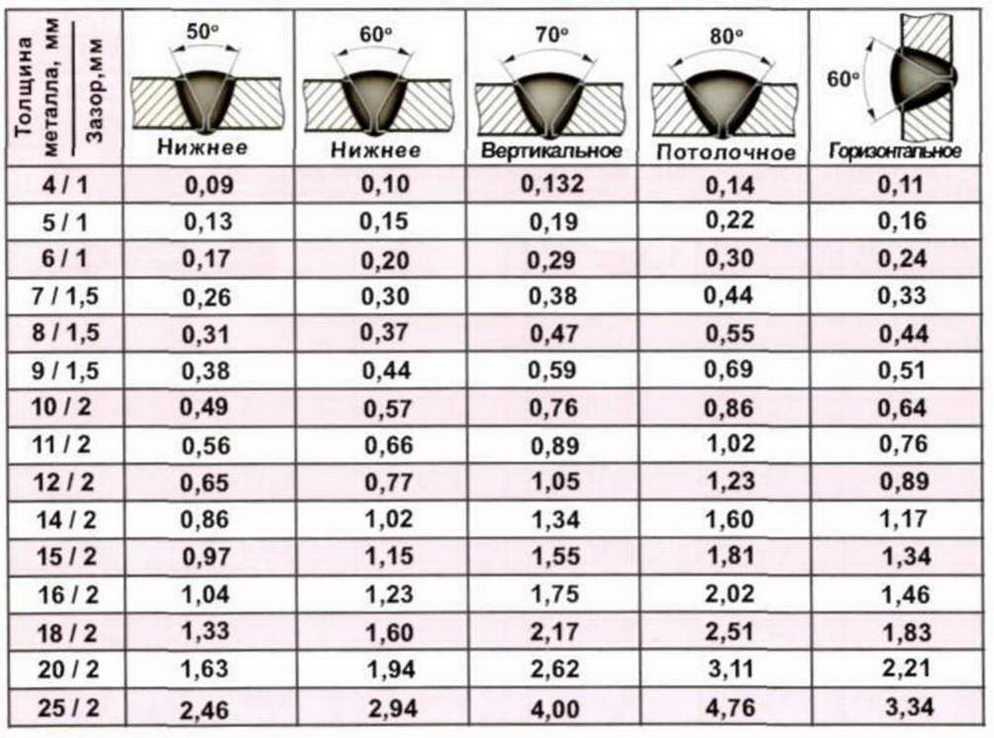
Этот способ подходит для расчета расхода проволоки при сварке в нижнем положении. При остальных видах работ показатель «N» необходимо умножить на величину «К».
Для правильного определения формулы, нужно зать, что существуют определенные положения сварки. Для каждого из них величина “K” своя:
Для каждого из них величина “K” своя:
- при нижнем – 1
- при полувертикальном — 1.05
- при вертикальном — 1.1
- при потолочном — 1.2
При сварке полуавтоматом в расчет нужно брать специфику эксплуатации аппарата для сварки, защитный газ, толщину сечения сварочной проволоки, характеристики деталей.
Уважаемые читатели, в своих расчетах расхода будьте грамотны и внимательно применяйте данные рекомендации, учитывать все нюансы и сопутствующие факторы. Тогда Вы сможете безошибочно и с легкостью получить искомые величины и цифры.
Пример
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Подведем итог
 youtube.com/embed/bMRhDUAF1us?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/bMRhDUAF1us?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Ознакомившись с нашими материалами, вы узнали, как подготовить предварительный расчет количества присадочной проволоки при работе автоматом, полуавтоматом, аргоном при разных положениях.
Эта информация будет очень полезна для вашей дальнейшей работы.
Будет здорово, если Вы поделитесь своими знаниями просчетов расхода с начинающими сварщиками. Всем легкой работы!
5. Расчет расхода сварочных материалов
Расход сварочных материалов (электроды, электродная проволока, защитный газ) рассчитывается для каждого типоразмера. Расчет производится для общей длины шва каждого типоразмера в соответствии с рекомендациями [1, с.22].
1. Норма расхода Нэ (кг) покрытых электродов и сварочной проволоки на изделие определяется исходя из длины швов lш (м) и удельной нормы расхода электродов Gэ на 1м шва данного типоразмера:
ᄉ
ᄃ.
В общем виде удельную норму расхода рассчитывают по формуле:
ᄉ ᄃ
где mн – расчетная масса наплавленного металла в кг/м;
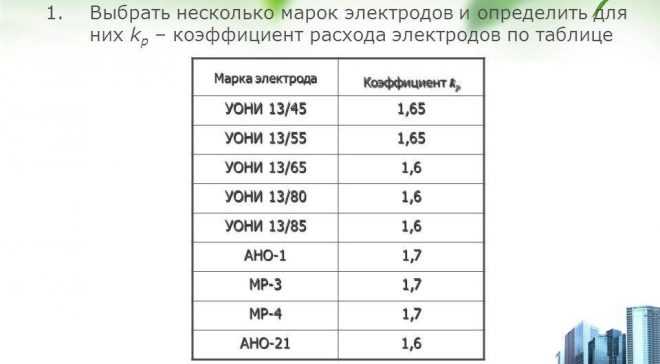
kр – коэффициент расхода, учитывающий неизбежные потери электродов и проволоки;
ρ=7,8 г/см3 – плотность наплавленного металла;
Fн – площадь поперечного сечения наплавленного металла шва в мм2.
Расчет для 1-го шва Т1:
ᄉ ᄃ- длина 1-го шва;
ᄉ ᄃ,
где кр=1,05 [1, с.27];
ᄉ ᄃ;
ᄉ ᄃ.
Расчет для прихваток:
ᄉ ᄃ – длина 4-х прихваток;
ᄉ ᄃ,
где кр=1,05 [1, с.27];
ᄉ ᄃ;
ᄉ ᄃ.
ᄉ ᄃ
Расчет для 2-го шва Т6:
ᄉ ᄃ – длина 2-го шва;
ᄉ ᄃ,
где кр=1,05 [1, с.27];
ᄉ ᄃ;
ᄉ ᄃ.
Расчет для прихваток:
ᄉ ᄃ – длина 4-х прихваток;
ᄉ ᄃ,
где кр=1,05 [1, с.71];
ᄉ ᄃ;
ᄉ ᄃ.
ᄉ ᄃ
Расчет для 3-го шва У19тр:
ᄉ ᄃ – длина 3-го шва;
ᄉ ᄃ,
где
кр=1,6 [1, с.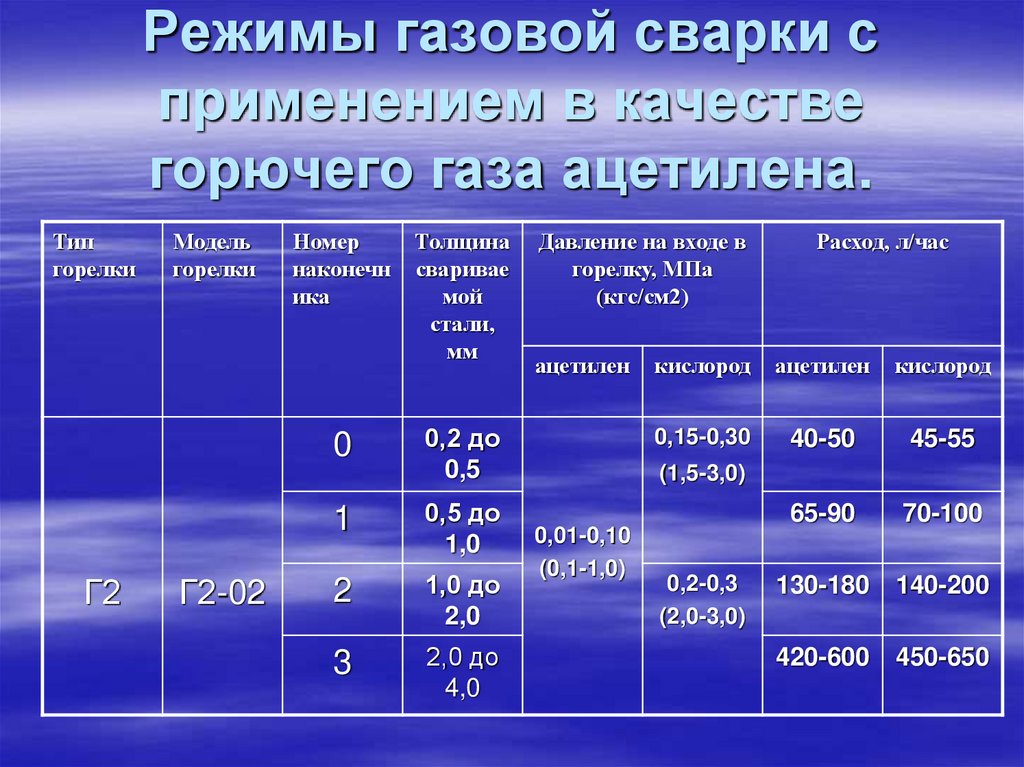
ᄉ ᄃ;
ᄉ ᄃ.
Расчет для прихваток:
ᄉ ᄃ- длина 3-х прихваток;
ᄉ ᄃ,
где кр=1,6 [1, с.74];
ᄉ ᄃ;
ᄉ ᄃ.
ᄉ ᄃ
Расчет для 4-го шва У5:
ᄉ ᄃ- длина 4-го шва;
ᄉ ᄃ,
где кр=1,6 [1, с.74];
ᄉ ᄃ;
ᄉ ᄃ.
Расчет для подварочного шва:
ᄉ ᄃ- длина 4-го шва;
Расчет для прихваток:
ᄉ ᄃ – длина 3-х прихваток;
ᄉ ᄃ,
где кр=1,6 [1, с.74];
ᄉ ᄃ;
ᄉ ᄃ.
ᄉ ᄃ
2. Норма расхода защитного газа на изделие Нг (л, в 1кг-509л) определяется по формуле:
ᄉ ᄃ
где Qг-удельная норма расхода газа на 1м шва данного типоразмера в л;
Qд-дополнительный расход газа на подготовительно-заключительные операции: подготовку газовых коммуникаций перед началом сварки, настройку режимов сварки:
ᄉ ᄃ.
Удельная норма расхода газа определяется по формуле:
ᄉ ᄃ
где qг – оптимальный расход защитного газа по ротаметру в л/мин;
tо
– машинное (основное) время сварки 1м шва
в мин.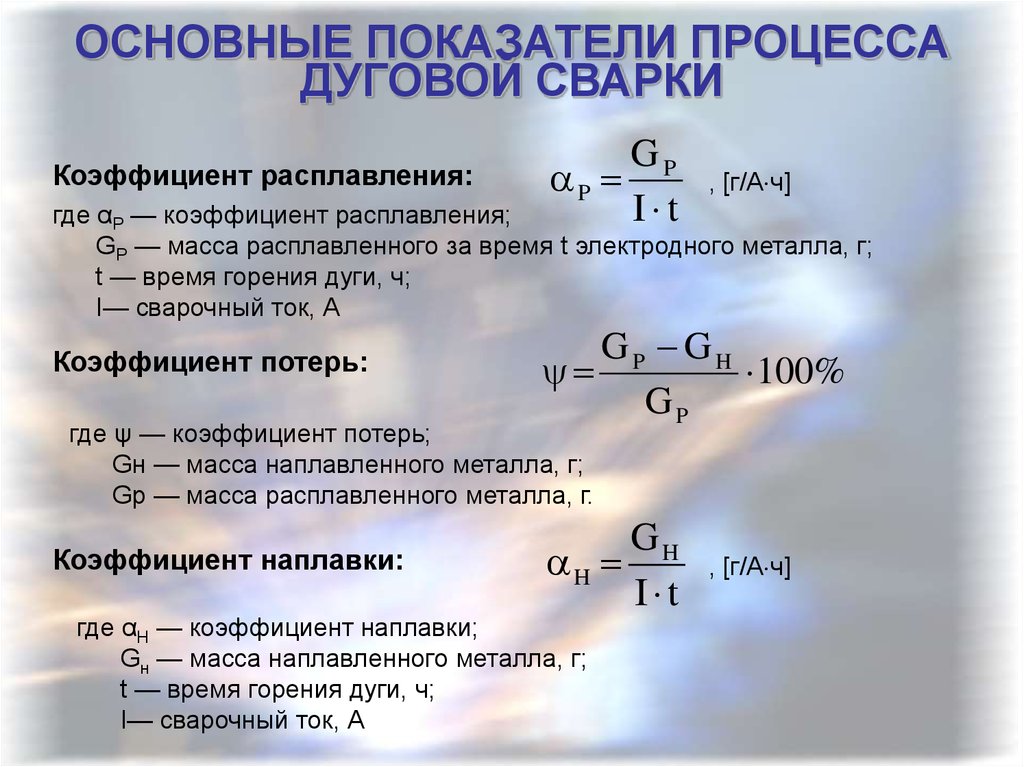
Основное время при сварке плавящимся электродом можно определить по формуле:
ᄉ ᄃ
где αн – коэффициент наплавки в г/Ач;
Iсв – сила сварочного тока, А.
Расчёт для 1-го шва:
qг=12 л/мин;
αн=18,6 г/Ач;
ᄉ ᄃ
Расчёт для прихваток:
ᄉ ᄃ
ᄉ ᄃ
Расчёт для 2-го шва:
qг=13 л/мин;
αн=18,6 г/Ач;
ᄉ ᄃ
Расчёт для прихваток:
ᄉ ᄃ
ᄉ ᄃ
Расход электроэнергии рассчитывается для каждого типоразмера сварного шва с учётом его общей длины в соответствии с рекомендациями [1, с.146].
Расход электроэнергии на 1кг наплавленного металла приближенно определяется по формуле:
ᄉ ᄃ
где Uд – напряжение дуги, В;
αн – коэффициент наплавки, г/Ач;
kи – коэффициент, учитывающий время горения дуги (работы сварочного оборудования) в общем времени сварки;
η
– коэффициент полезного действия
установки, указан в паспорте.
Расход электроэнергии для заварки 1-го шва:
ᄉ ᄃ,
где kи = 0,55 – 0,7 [1, с.148];
ᄉ ᄃ.
Расход электроэнергии для заварки 2-го шва:
ᄉ ᄃ,
где kи = 0,55 – 0,7 [1, с.148];
ᄉ ᄃ.
Расход электроэнергии для заварки 3-го шва:
ᄉ ᄃ,
где kи = 0,6 – 0,75 [1, с.147];
ᄉ ᄃ.
Расход электроэнергии для заварки 4-го шва:
ᄉ ᄃ,
где kи = 0,6 – 0,75 [1, с.147];
ᄉ ᄃ.
СКОЛЬКО ПРОВОДА? СКОЛЬКО ГАЗ?
Перейти к содержимому
Меня часто спрашивают, как рассчитать ориентировочную стоимость сварочных работ по заказанным работам. Используя простую математику, мы можем произвести расчеты, необходимые для получения очень точной оценки количества сварочной проволоки и защитного газа, необходимого для выполнения работы.
Например, предположим, что мастерская только что получила новое задание, которое включает в себя сварку 5000 футов угловых швов 1/4 дюйма. Сколько сварочной проволоки им нужно купить и сколько газовых баллонов им понадобится? Прежде чем ответить на эти вопросы, обратите внимание, что формулировка этого вопроса говорит нам о том, что мастерская уже вычислила две важные переменные: размер сварного шва и количество футов сварного шва в работе. Также они учитывают стоимость защитного газа в котировке, что очень умно.
Сколько сварочной проволоки им нужно купить и сколько газовых баллонов им понадобится? Прежде чем ответить на эти вопросы, обратите внимание, что формулировка этого вопроса говорит нам о том, что мастерская уже вычислила две важные переменные: размер сварного шва и количество футов сварного шва в работе. Также они учитывают стоимость защитного газа в котировке, что очень умно.
Можно рассчитать вес металла шва на фут или найти значения для угловых швов в Таблице 1 рядом. Эти значения взяты из Таблицы 12-1 в Справочнике по процедурам дуговой сварки , выпущенном Lincoln Electric Company (Кливленд, Огайо). Расчет количества сварочной проволоки в фунтах, необходимой для работы, выглядит следующим образом:
Необходимое количество сварочной проволоки в фунтах = (вес металла шва на фут) x (футы сварного шва для работы)
Образец расчета #1
Фунты сварочной проволоки, необходимые для 5000 футов углового шва ¼ дюйма с плоским профилем шва (с использованием значений из Таблицы 1).
Необходимое количество сварочной проволоки в фунтах = (0,129 фунта/фут) x (5000 футов) ÷ 0,85 = 645 фунтов сплошной проволоки сплошная проволока
Зная, сколько фунтов сварочной проволоки требуется для выполнения сварочных работ, вы сможете сравнить стоимость сварочной проволоки различных размеров и типов. Сварочная проволока покупается поштучно, и цена за фунт варьируется в зависимости от типа сварочной проволоки (сплошная или порошковая), диаметра проволоки и типа упаковки (размер катушек, барабанов, ящиков и т. д.). Таким образом, можно составить точное ценовое предложение на основе желаемого сварочного процесса (например, типа проволоки, диаметра проволоки и типа упаковки).
Расход защитного газа можно рассчитать на основе расхода (станд.куб.футов в час), используемого во время производства, и часов сварки, необходимых для завершения работы, следующим образом: )
Образец расчета #2
Требуемый кубический фут защитного газа = (40 стандартных кубических футов в час) x (100 часов сварки) = 4000 куб. чуть более 300 куб. футов газа. Поэтому для сварочных работ необходимо приобрести около 13 газовых баллонов. Хитрость заключается в том, чтобы выяснить, сколько часов сварки занимает работа. Это лучше всего рассчитывается с использованием скорости осаждения:
чуть более 300 куб. футов газа. Поэтому для сварочных работ необходимо приобрести около 13 газовых баллонов. Хитрость заключается в том, чтобы выяснить, сколько часов сварки занимает работа. Это лучше всего рассчитывается с использованием скорости осаждения:
Скорость наплавки (фунт/ч) = 13,1 x (диаметр проволоки) 2 x (скорость подачи проволоки) x (эффективность)
— Диаметр проволоки в дюймах (in)
— Скорость подачи проволоки в дюймах в минуту (in/ мин.)
— Эффективность (1,0 для сплошной проволоки, 0,85 для порошковой проволоки
— Этот расчет относится только к стали
Пример: диаметр проволоки = 0,045 дюйма (1,2 мм) сплошной проволоки, скорость подачи проволоки = 300 дюймов/мин
Скорость наплавки = 13,1 x (0,045) 2 x (300) x (1,0) = 7,96 фунта/ч
Пример расчета #3
Кубические футы защитного газа, необходимые для 5000 футов углового сварного шва ¼ дюйма с использованием сплошной проволоки диаметром 0,45 дюйма, при скорости наплавки = 7,96 фунта/ч и типичном расходе защитного газа 40 стандартных кубических футов в час.
Из первого расчета мы знаем, что нам нужно 645 фунтов сплошной проволоки на 5000 футов сварного шва 1/4 дюйма, поэтому:
Часы сварки для работы = 645 фунтов ÷ 7,96 фунтов/час = 81 час сварки
Необходимый кубический фут защитного газа = (40 стандартных кубических футов в час) x (81 час сварки) = 3240 CF
Для этой сварочной работы вам потребуется запланировать около одиннадцати баллонов с защитным газом размера E. Опять же, тип смеси защитного газа (75Ar/25CO 2 , 100 процентов CO 2 и т. д.) определяет стоимость газа, а также упаковку. Знание того, сколько кубических футов защитного газа поможет вам получить лучшую цену и обслуживание от вашего поставщика газа.
Цель этой статьи — помочь магазинам подготовить точные расценки на сварку, используя несколько расчетов. Однако прохождение математики и генерация чисел также помогут вам управлять своими операциями для получения прибыли. Из этих расчетов мы знаем, что сварка при более низкой скорости наплавки и более высокой скорости потока будет стоить вам времени и денег. Я хотел бы поблагодарить Региса Гайслера из Lincoln Electric за вдохновение для этой статьи, основанное на его стремлении помочь сварочным цехам стать более прибыльными.
Я хотел бы поблагодарить Региса Гайслера из Lincoln Electric за вдохновение для этой статьи, основанное на его стремлении помочь сварочным цехам стать более прибыльными.
– – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – – –
Кевин Бердслей, a зарегистрированный профессиональный инженер с 21-летним опытом производства, инженер по применению в Lincoln Electric , 22801 St. Clair Avenue, Cleveland, OH 44117-1199, www.lincolnelectric.com . С вопросами или комментариями по этой колонке обращайтесь к Кевину по телефону 216-383-2259.или [email protected] .
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Fabrisonic переезжает в новое здание площадью 30 000 квадратных футов в Центре Льюиса, штат Огайо,
Рост бизнеса производителя металлических 3D-аддитивов привел к необходимости в дополнительных площадях для расширения и освобождения места для большего количества людей, машин и расширенного производства деталей.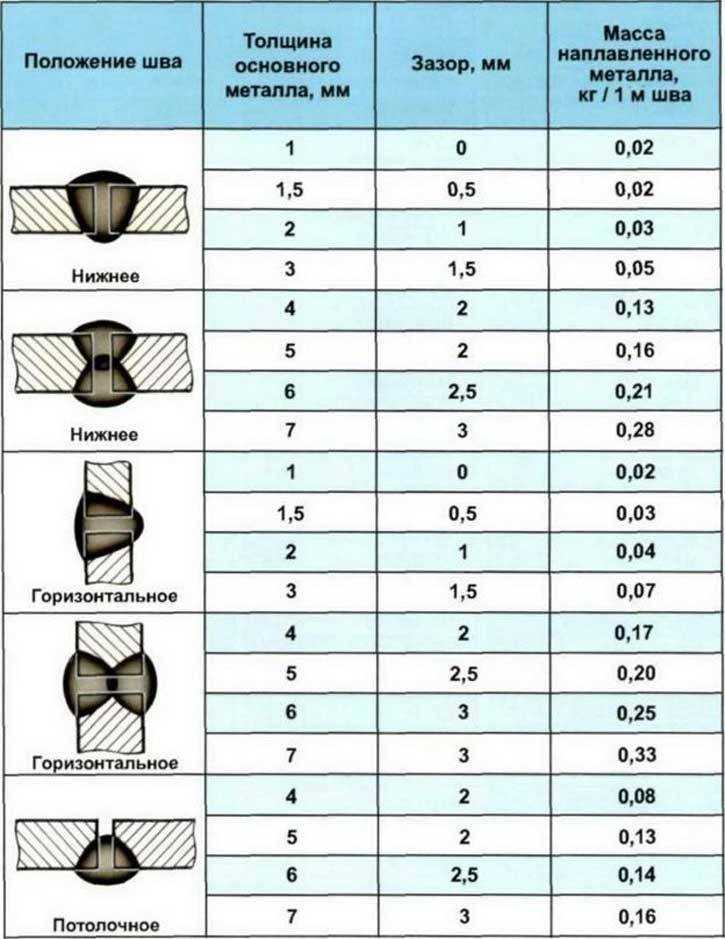
Tangent Design Engineering подтверждает метрологическое программное обеспечение NextMeasure
Tangent Design Engineering подтверждает метрологическое программное обеспечение NextMeasure
Производитель систем обработки рулонов построит линию поперечной резки для канадского штамповочного станка
В дополнение к размотчику, подающему устройству, выпрямителю и ножницам на линии CTL, система Automation Feed Co. также включает в себя тележку для рулонов, стол для нарезания резьбы и магнитный укладчик.
Просмотреть все
Календарь и события
CMTS Канады
30 сентября – 3 октября 2013 г.
Mississauga, Canada
Westec 2013
15-17 октября 2013 г.
Лос -Анджелес, Калифорния
South -TEC
29 октября – 31, 2013
Greenville, SC.
FABTECH
18–21 ноября 2013 г.
McCormick Place – Чикаго, Иллинойс
PCD Tool Manufacturing
20 ноября 2013 г.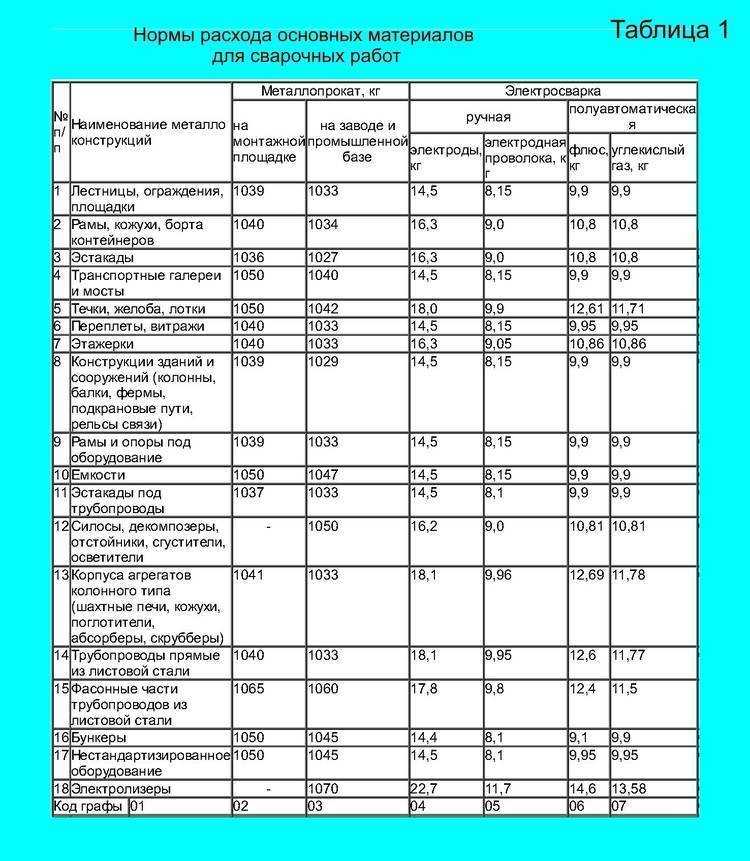
United Grinding North America – Fredricksburg, VA
расчет расхода присадочного металла, Консультанты по сварке Микро для сварочных инверторов Плазменная сварка, расчет расхода присадочного металла, сварочные аппараты и другие сварочные системы резки Плазменная сварка
расчет расхода присадочного металла, Консультанты по сварке Микро для сварочных инверторов Плазменная сварка, расчет расхода присадочного металла, сварочные аппараты и другие сварочные системы резки Плазменная сварка
|
 ./images/pro-back-bg.jpg”>
./images/pro-back-bg.jpg”>| Машины плазменной резки | |
| Плазменная дуговая сварка (PTA) | |
| Автоматизация сварки | |
| Оборудование для плазменной сварки | |
| Аппараты для микроплазменной сварки | |
| Аппараты для микросварки TIG | |
| Сварочные инверторы | |
| Данные для сварки |
 ./images/pro-bg.gif”> Плакировка для сварки отверстий
./images/pro-bg.gif”> Плакировка для сварки отверстий
|
|
Arcraft Plasma Equipments (Индия) Pvt. ООО Производители Поставщики и экспортеры |