Токарно винторезный станок 16к20 паспорт
Подробный обзор токарно-винторезного станка по металлу 16К20: устройство, фото, описание
Московский станкостроительный завод, решил начать разработку и производство новых токарных станков в 1930 году. Им стал ДИП 200, а за прототип взяли немецкую фирму с их моделью VDF.
Уже весной 32 года, компания начинает подготовку выпуска первых партий. К завершению того же года, фирма выпустила порядка двадцати пяти экземпляров.
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20.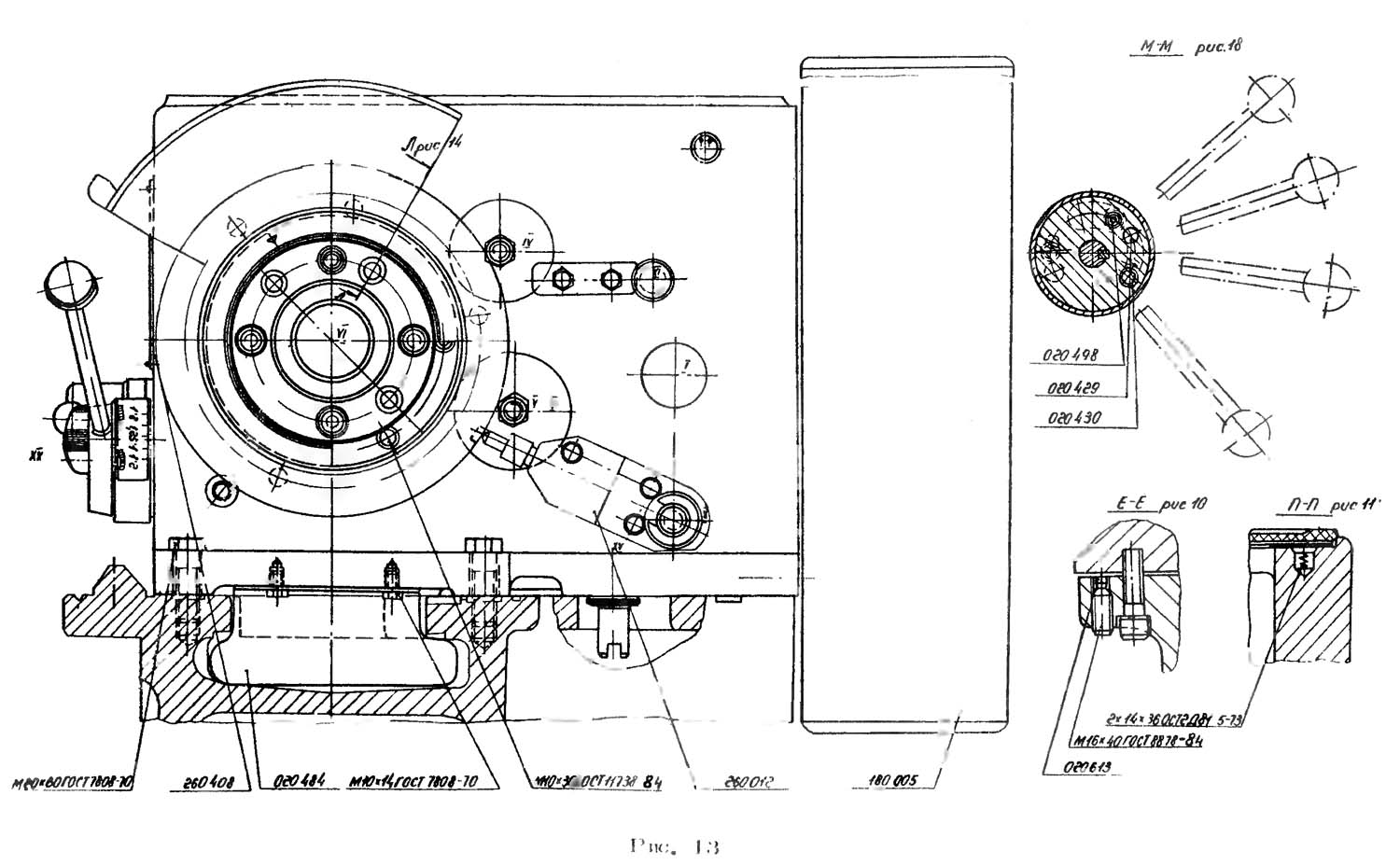 Станок даже получил золотую медаль на ярмарке в 72 году.
Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Назначение и область применения токарно-винторезного станка по металлу
Предназначение токарно-винторезного станка 16 к 20, обработка поверхностей с цилиндрической, конической формой. И нарезка резьбы.
При обработке заготовок, станок использует развертку, зенкер, сверла, резцы. Универсальная модель 16 к 20 считается самой удачной в серии средне размерных станков.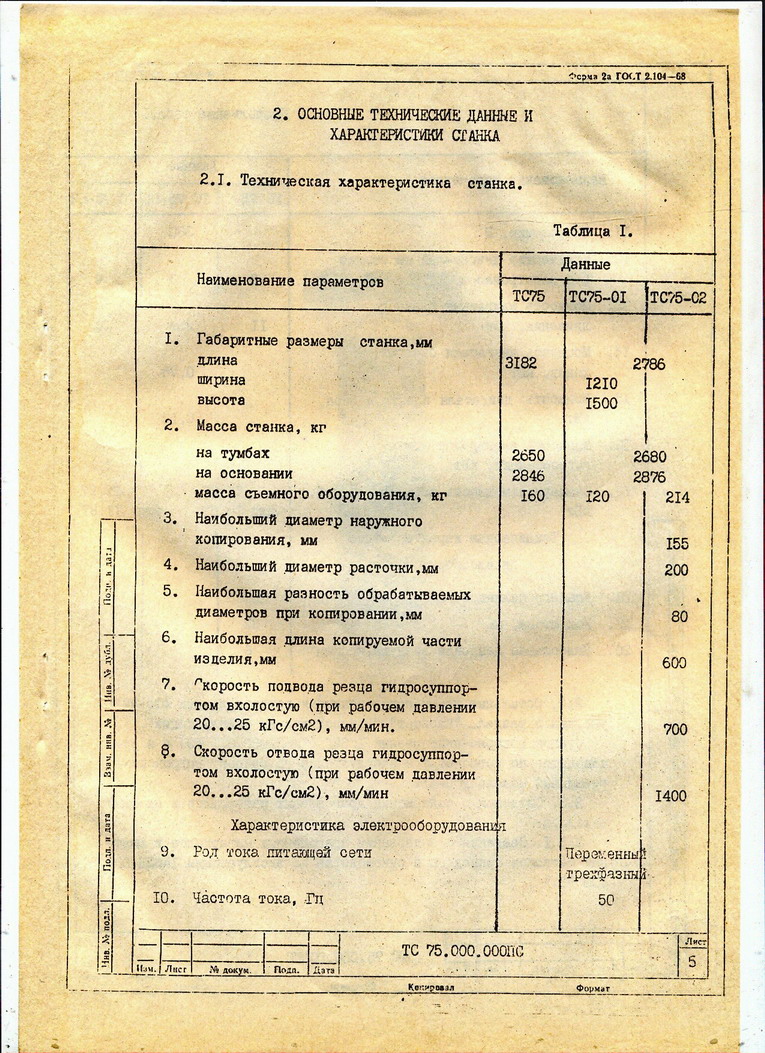
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.

- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.

Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.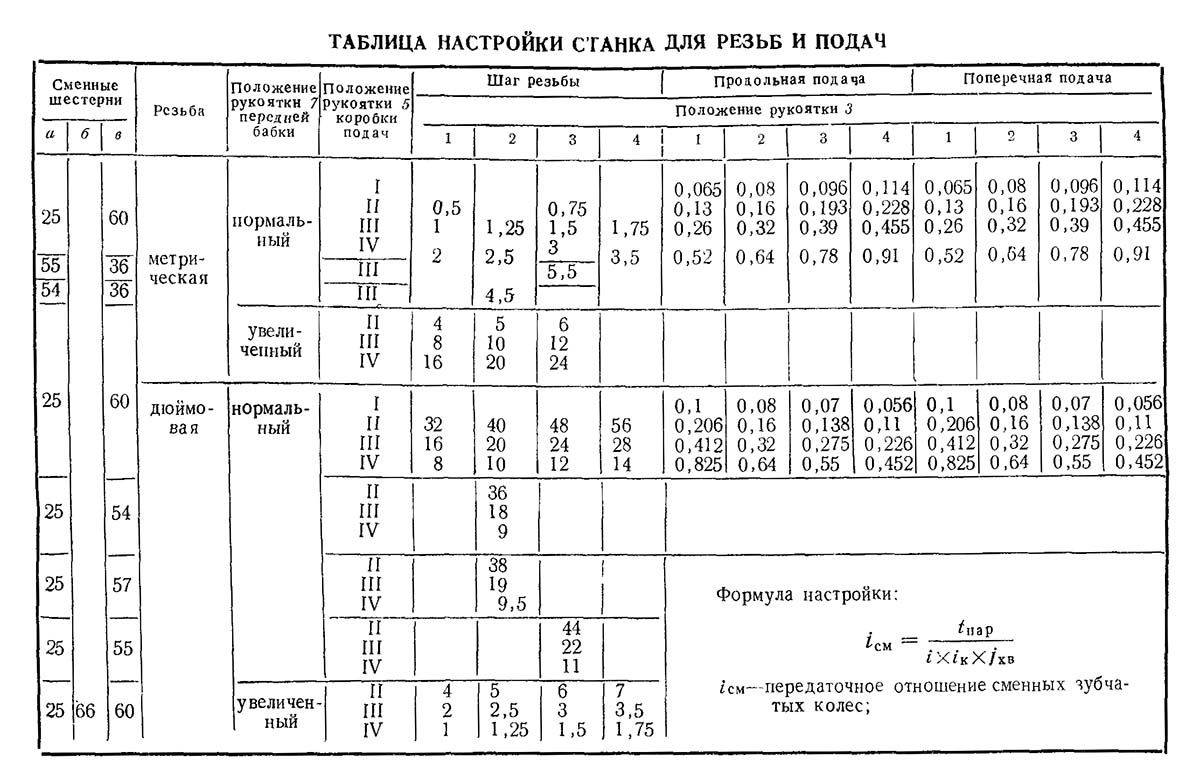
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.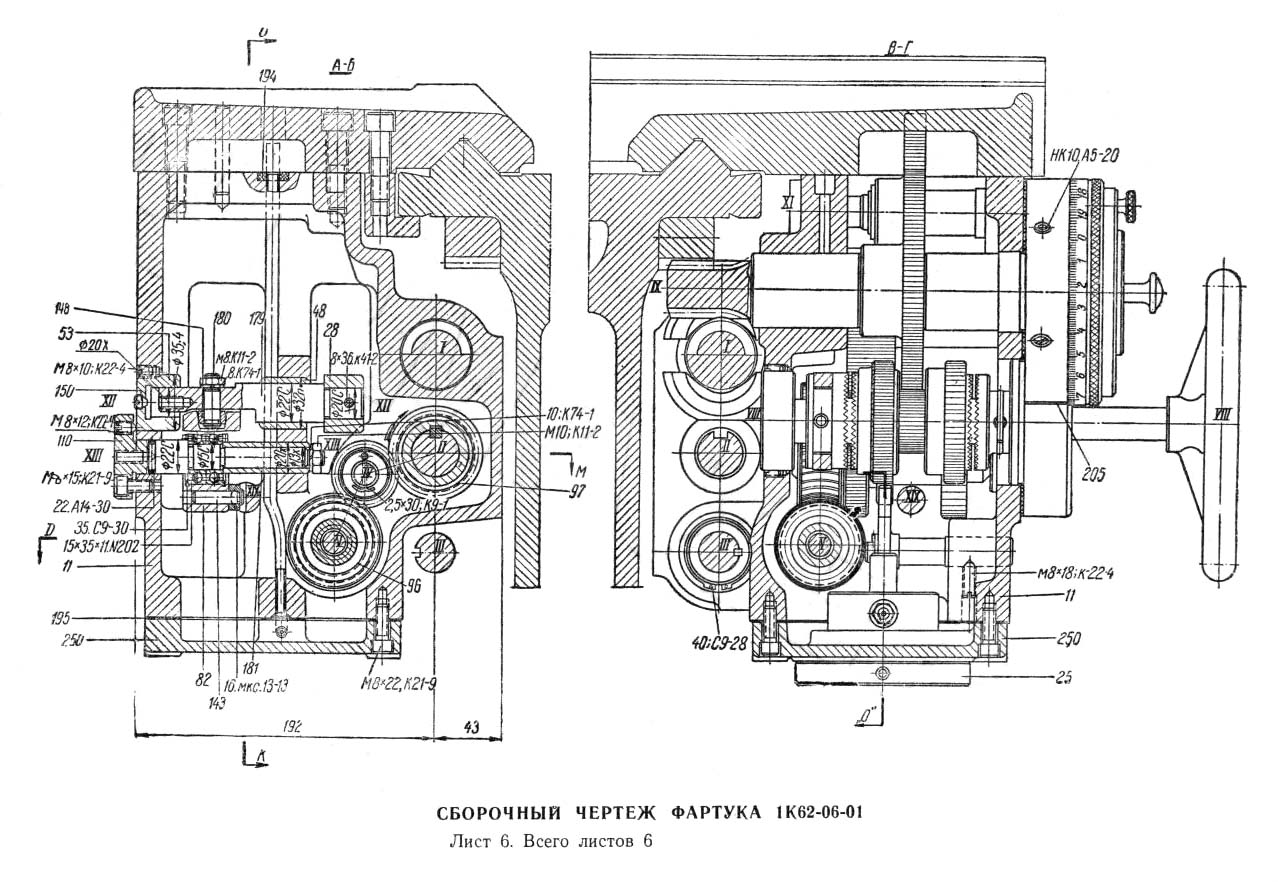
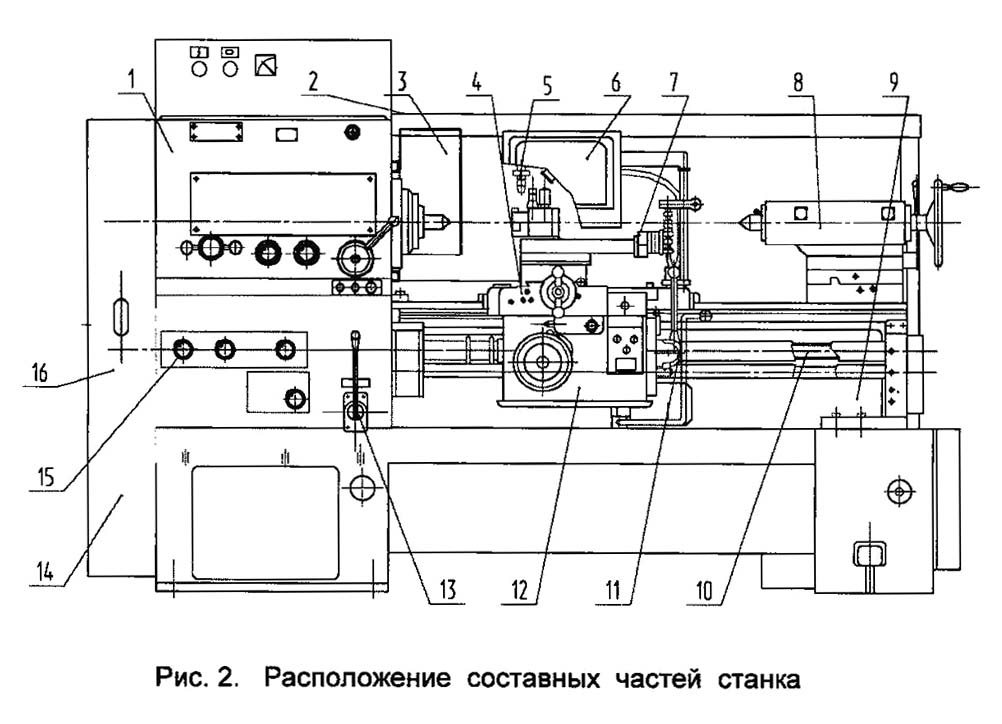
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
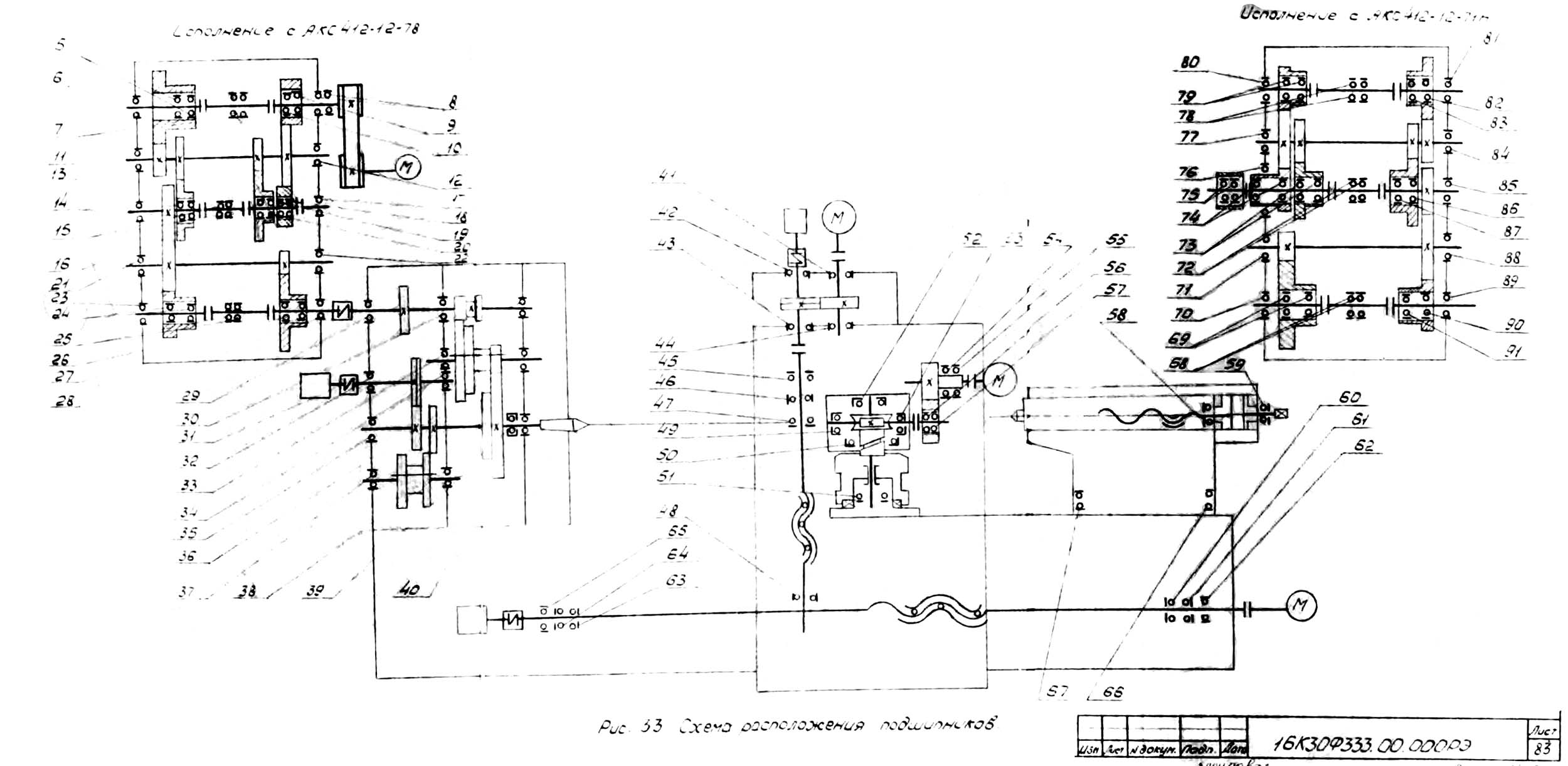
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
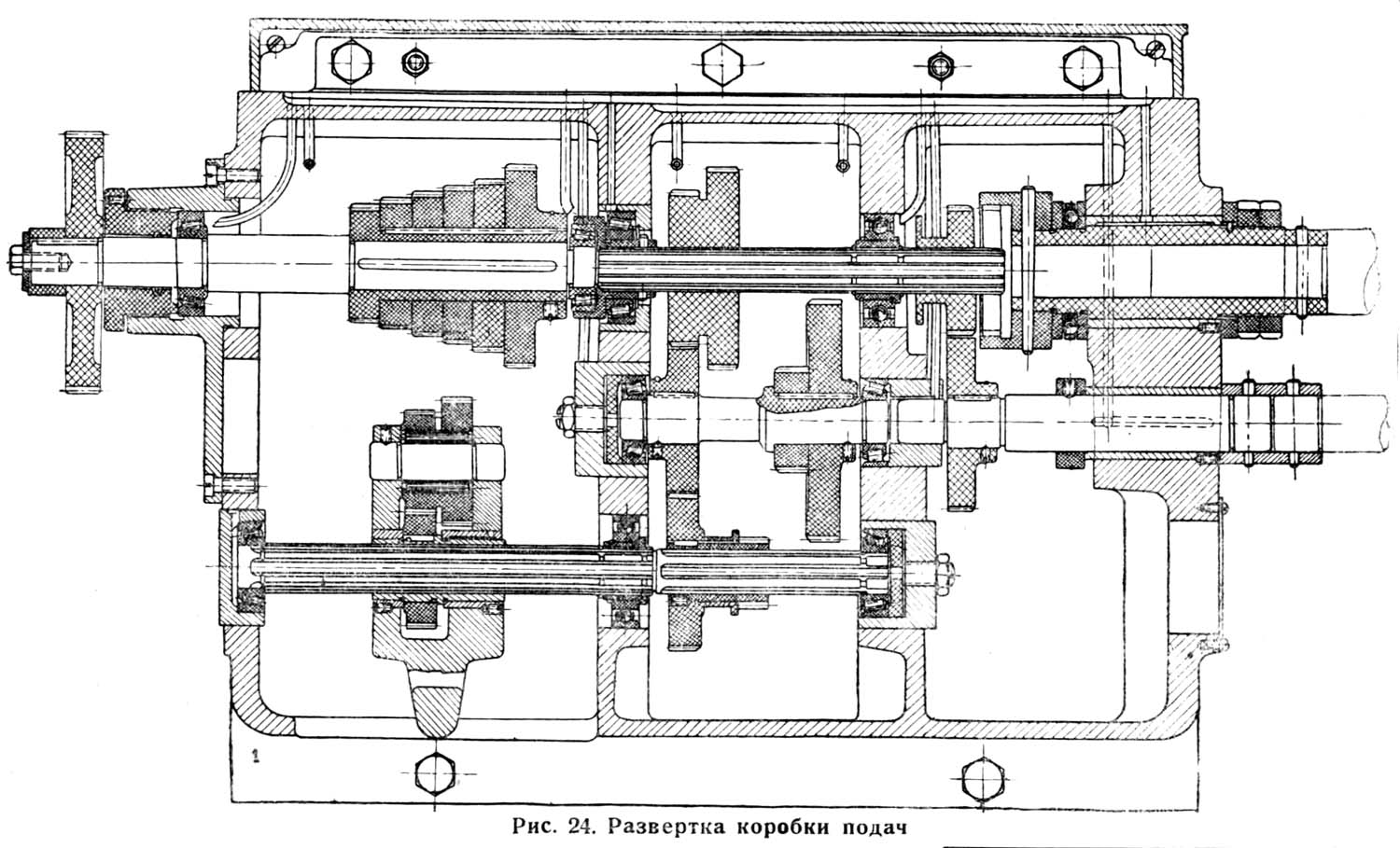
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи.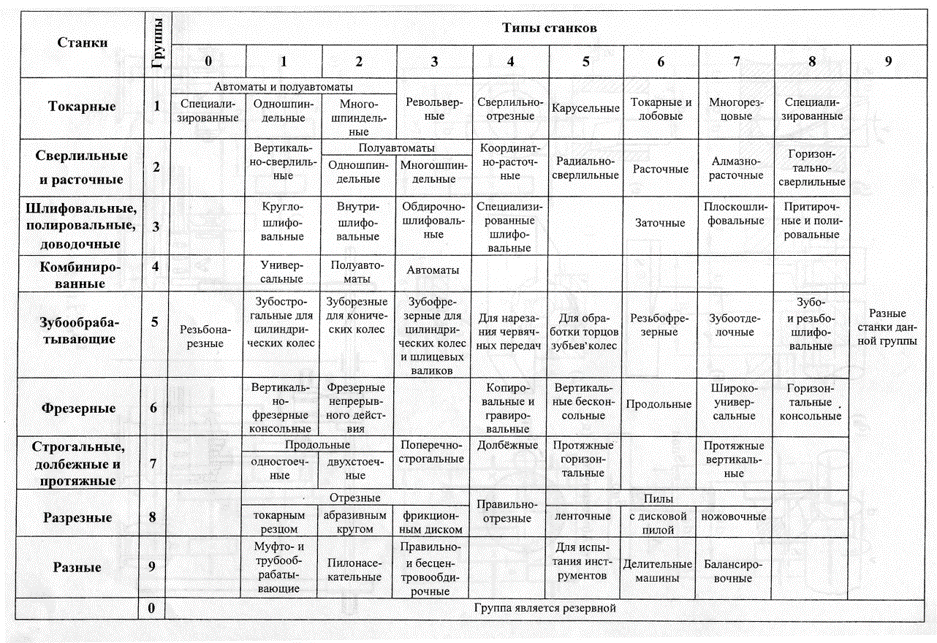 На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Схема электрическая принципиальная
Электродвигатель запускает кнопкой s4 и выключается кнопкой s3
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.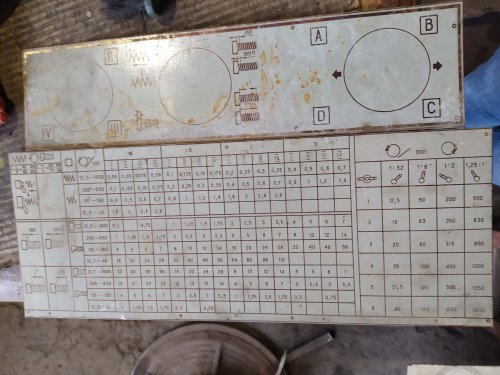
Токарно-винторезный станок 16К20
16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.
Назначение и основные области применения
Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий». На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
16К20 применяется в единичном и серийном производствах предприятиях машиностроения, инструментальных производствах, ремонтно-механических цехах и др. для чистовой и получистовой обработки деталей.
Руководство по эксплуатации и паспорт станка
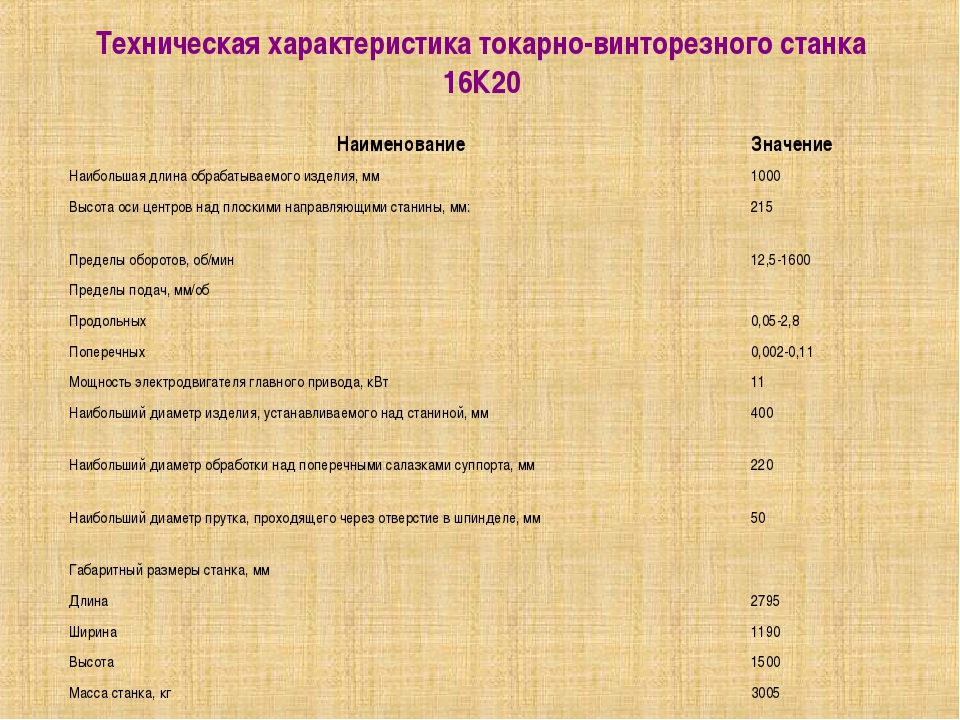
Технические характеристики
Технические характеристики станка 16К20 в зависимости от модификации и завода производителя могут меняться.
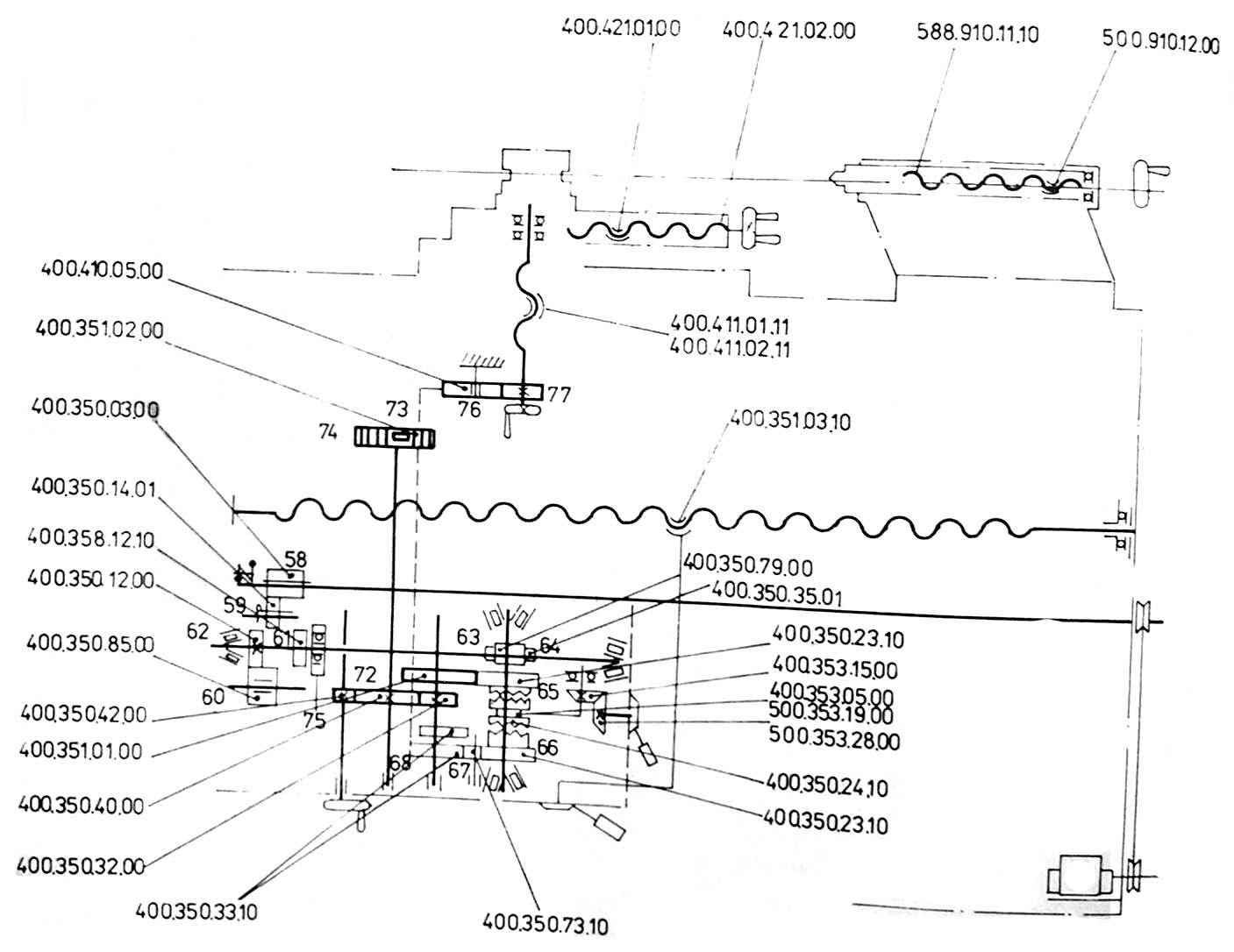
Кинематическая схема
На кинематической схеме показаны взаимосвязи основных узлов и элементов станка.
Как и во всех токарных станках, главным движением является вращение шпинделя, которое от электрического двигателя передается через клиноременную передачу и коробку скоростей.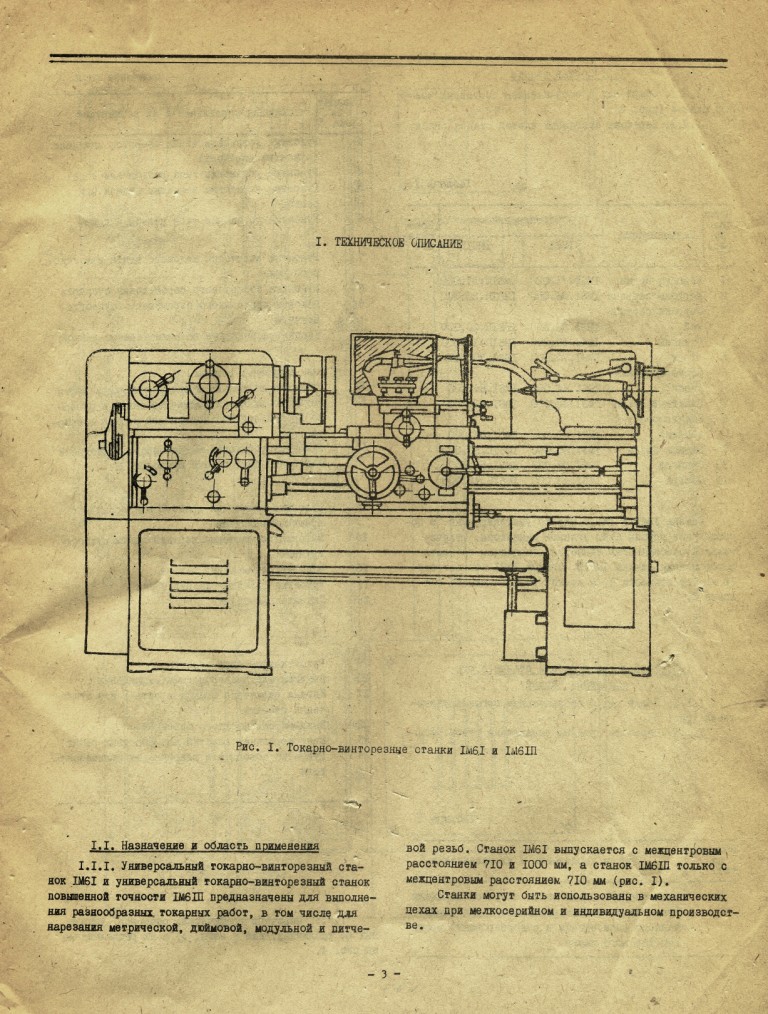
Суппорт перемещается в продольном и поперечном направлениях. Механизм подачи передает движение суппорту по 4-м кинематическим цепям, а также позволяет производить нарезание резьб.
Особенности
Технические характеристики рабочего станка 16К20 по своим показателям в полной мере превосходят своего предшественника – 1К62. Это касается:
- производительности;
- общей безопасности работы;
- долговечности;
- точности;
- удобства в процессе обслуживания.
К конструкционным особенностям устройства модели 16К20 можно отнести наличие жесткой станины, имеющей коробчатую форму совместно с основными шлифованными и калеными направляющими. При этом, основание станка — монолитное и в это же время является емкостью для предусмотренной охлаждающей жидкости и стружкосборником.
Мощность приводного электродвигателя составляет 10 кВт.
Шпиндель смонтирован таким образом, что прецизионные рабочие подшипники качения в ходе использования не требуют дополнительного обслуживания. Механизм шпиндельной бабки дает возможность получать обороты в достаточно широком рабочем диапазоне (четыре ряда чисел оборотов шпинделя): два ряда с пределами 12 – 40 и 50 — 160 оборотов за минуту и два ряда с 200 – 630 и 500 — 1600 оборотов за минуту.
Механизм шпиндельной бабки дает возможность получать обороты в достаточно широком рабочем диапазоне (четыре ряда чисел оборотов шпинделя): два ряда с пределами 12 – 40 и 50 — 160 оборотов за минуту и два ряда с 200 – 630 и 500 — 1600 оборотов за минуту.
Фартук оснащен механизмом выключения подачи суппорта, благодаря данному устройству достигается высокая точность остановки.
Также здесь установлены ограждающие приспособления и блокировочные устройства, гарантирующие высокий уровень безопасности.
Для точного перемещения резцовых и поперечных салазок суппорт оснащается линейками с визирами. Перемещение суппорта осуществляется в широком скоростном рабочем диапазоне.
На токарно-винторезном станке 16К20 была усовершенствована конструкция резцедержателя, что существенно улучшило стабильность фиксации инструмента.
Не допускается эксплуатировать станки при температуре менее 10 С и в помещениях с высокой концентрацией абразивной пыли и окалины.
Обработка чугунных изделий, более 20% от общего количество заготовок, способствует повышенному износу трущихся частей оборудования. Для уменьшения данного эффекта необходимо постоянно проводить смазывание трущихся частей, особенно направляющие.
Для уменьшения данного эффекта необходимо постоянно проводить смазывание трущихся частей, особенно направляющие.
Для сохранения точности станка рекомендуется разделять черновые и чистовые операции (чистовые операции выполнять на одном станке, обдирочные – на другом).
Шероховатость обработанной поверхности после чистового точения составляет Ra = 1,6.
Межремонтный цикл (время до капитального ремонта) при соблюдении всех правил эксплуатации составляет 10 лет при использовании в 2-х сменном режиме.
Видео капитального ремонта
Не рекомендуется разбирать основные узлы токарных станков влияющих на точность.
Комплектация
В стандартную комплектацию станка входит:
- комплект сменных шестерен, с числом зубьев 86, 73, 64, 60, 40, 44, 36, 48, 57;
- клиновые ремни;
- поводковый патрон;
- 2 подвижных люнета для обработки деталей диаметром от 20 до 80 мм и от 20 до 100 мм;
- 2 неподвижных люнета для обработки деталей от 20 до 130 мм и от 20 до 160 мм;
- 2 упорных центра для шпинделя и пиноли задней бабки;
- вращающийся центр;
- руководство по эксплуатации, паспорт.

Неисправности
Основными часто встречающимися неисправностями являются:
- вибрация,
- отсутствие заявленной точности,
- пониженный крутящий момент на шпинделе,
- пониженное усилие подачи суппорта,
- произвольное отключение электродвигателя;
- электродвигатель не запускается.
Более подробно о ремонте читайте в статье «Ремонт токарно-винторезного станка 16К20«.
Способы устранения этих неисправностей можно посмотреть в руководстве по эксплуатации станком, а также там вы найдете полный перечень всех неисправностей.
16К20 Станок токарно-винторезный универсальный
паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16К20
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе «Красный пролетарий» им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП — Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.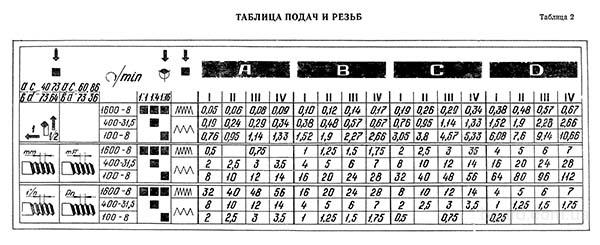
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей — ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод.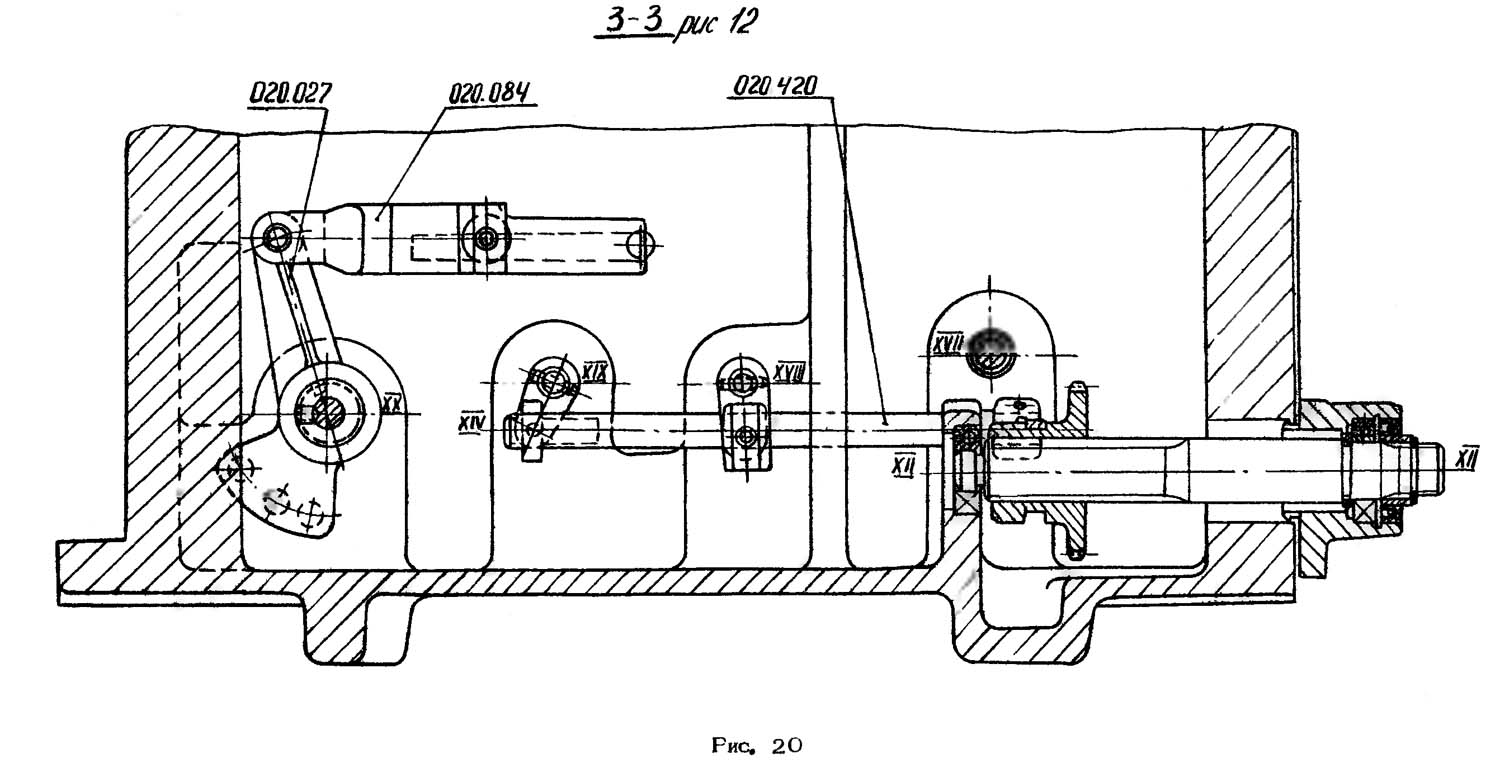 Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день — для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) — один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
16К20 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок 16К20 заменил в 1972 году легендарный, но устаревший станок 1К62. Станок 16к20 превосходит станок модели 1К62 по всем качественным показателям (производительности, точности, долговечности, надежности и т. д.). В 1988 году станок 16к20 был заменен на более современный МК6056, МК6057, МК6758.
Станки 16К20 выпускался в четырех исполнениях (при общей кинематической схеме):
- 16К20 — станок токарно-винторезный — высота центров 215 мм, Ø 400 мм;
- 16К20П — станок токарно-винторезный повышенной точности Ø 400 мм;
- 16К20Г — станок токарно-винторезный нормальной точности с выемкой в станине Ø 400 мм;
- 16К25 — облегченный токарно-винторезный станок Ø 500 мм;
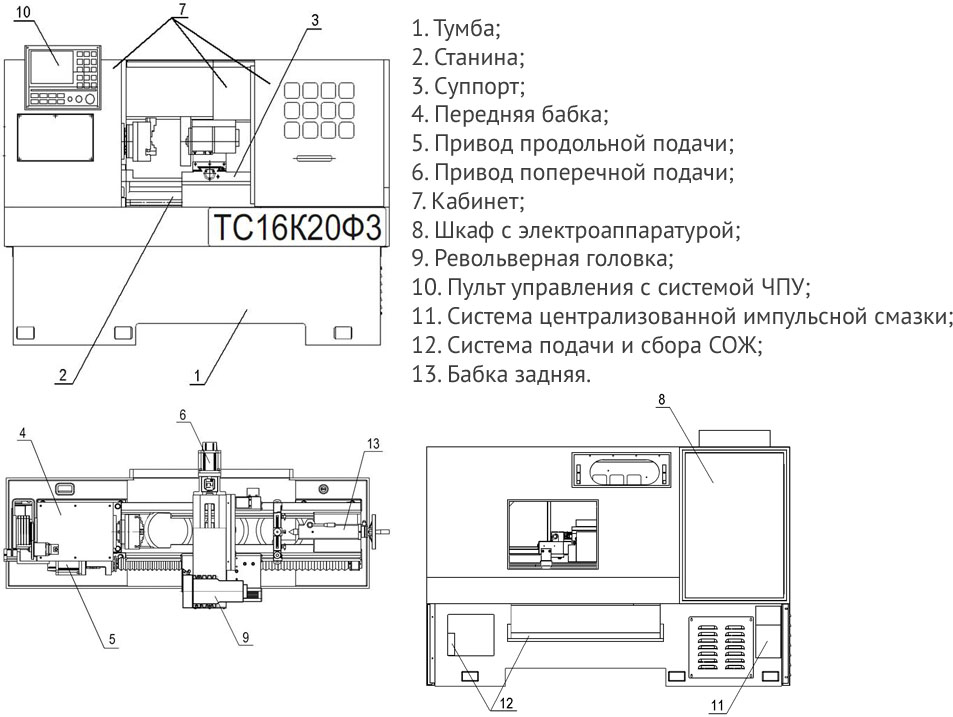
- 16К20Ф3 — станок токарный с ЧПУ.
Токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Универсальный токарно-винторезный станок 16к20 является самым удачным продолжением серии средних станков, с высотой центров 200 мм, начало которой положил первый станок серии — ДИП-200 в 1932 году.
Основные технические характеристики токарно-винторезного станка 16к20
Разработчик — Московский станкостроительный завод Красный пролетарий. Установочная серия выпущена в 1971 году. Станок заменил в производстве модель 1к62.
Изготовитель — Московский станкостроительный завод Красный пролетарий. Серийное производство с 1973 года до середины 80-х. Станк 16к20 был заменен более современным станком: МК6056.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 400 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 220 мм
- Расстояние между центрами — 710, 1000, 1400, 2000 мм
- Высота центров — 215 мм
- Допустимая масса изделия, устанавливаемого в центрах — 460, 650, 900, 1300 кг
- Допустимая масса изделия, устанавливаемого в патроне — 200 кг
- Мощность электродвигателя — 11 кВт
- Вес станка полный — 2,8; 3,0; 3,2; 3,6 т
Шпиндель токарно-винторезного станка 16к20
- Конец шпинделя — по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя — 6
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Диаметр сквозного отверстия в шпинделе — Ø 52 мм
- Наибольший диаметр обрабатываемого прутка — Ø 50 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступеней) — 12,5. .1600 об/мин
- Пределы чисел обратных оборотов шпинделя в минуту (11 ступеней) — 19..1900 об/мин
- Диаметр стандартного патрона — Ø 200, 250 мм
 .1600 об/мин
.1600 об/минПодачи и резьбы токарно-винторезного станка 16к20
- Пределы продольных подач — 0,05..2,8 мм/об
- Пределы поперечных подач — 0,025..1,4 мм/об
- Пределы шагов резьб метрических — 0,5..112 мм
- Пределы шагов резьб модульных — 0,5..112 модулей
- Пределы шагов резьб дюймовых — 56..0,5 ниток на дюйм
- Пределы шагов резьб питчевых — 56..0,5 питчей
Передний конец шпинделя выполнен по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств) (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″):
В конструкции токарного станка 16к20 для установки шпинделя предусмотрены специальные прецизионные подшипники качения, не требующие регулировки в процессе эксплуатации, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
По ГОСТ 8-82 токарный станок 16к20 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Механизм коробки скоростей с помощью правой рукоятки (10) на шпиндельной бабке станка позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. В каждом диапазоне левой рукояткой (3) можно выбрать одну из шести скоростей: таким образом, шпиндель получает 4 х 6 = 24 скорости, две из которых 500 и 630 об/мин повторяются.
Включение и отключение, а также реверс и торможение шпинделя во время работы осуществляется без остановки электродвигателя посредством фрикционной муфты.
Фрикционная муфта управляется двумя сблокированными рукоятками (11, 17), которые имеют три положения:
- Левое положение — шпиндель включен в прямом направлении;
- Нейтральное положение — торможение шпинделя ленточным томозом, отключение от входного вала;
- Правое положение — реверс шпинделя, шпиндель включен в обратном направлении;
При этом двигатель вращается в одном направлении без остановки.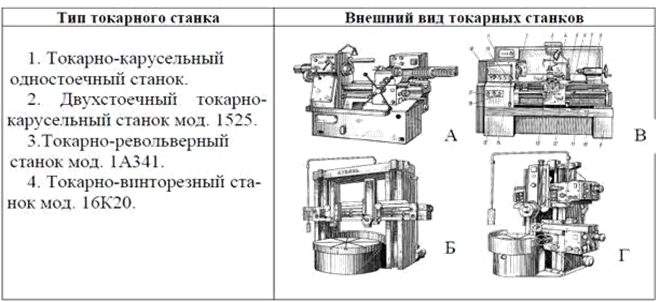
Выходной вал коробки скоростей через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания точных резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта (падающий червяк), обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.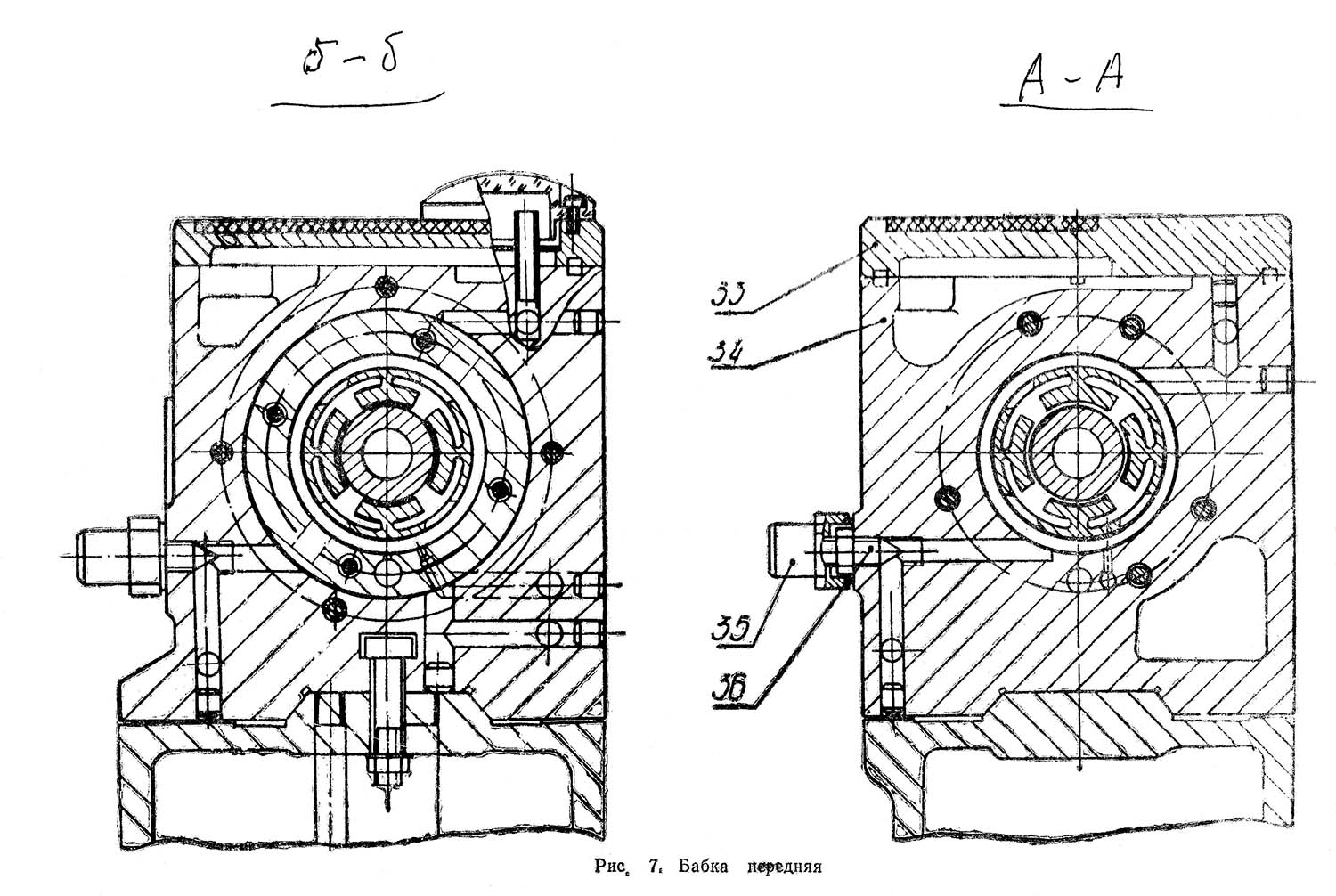
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
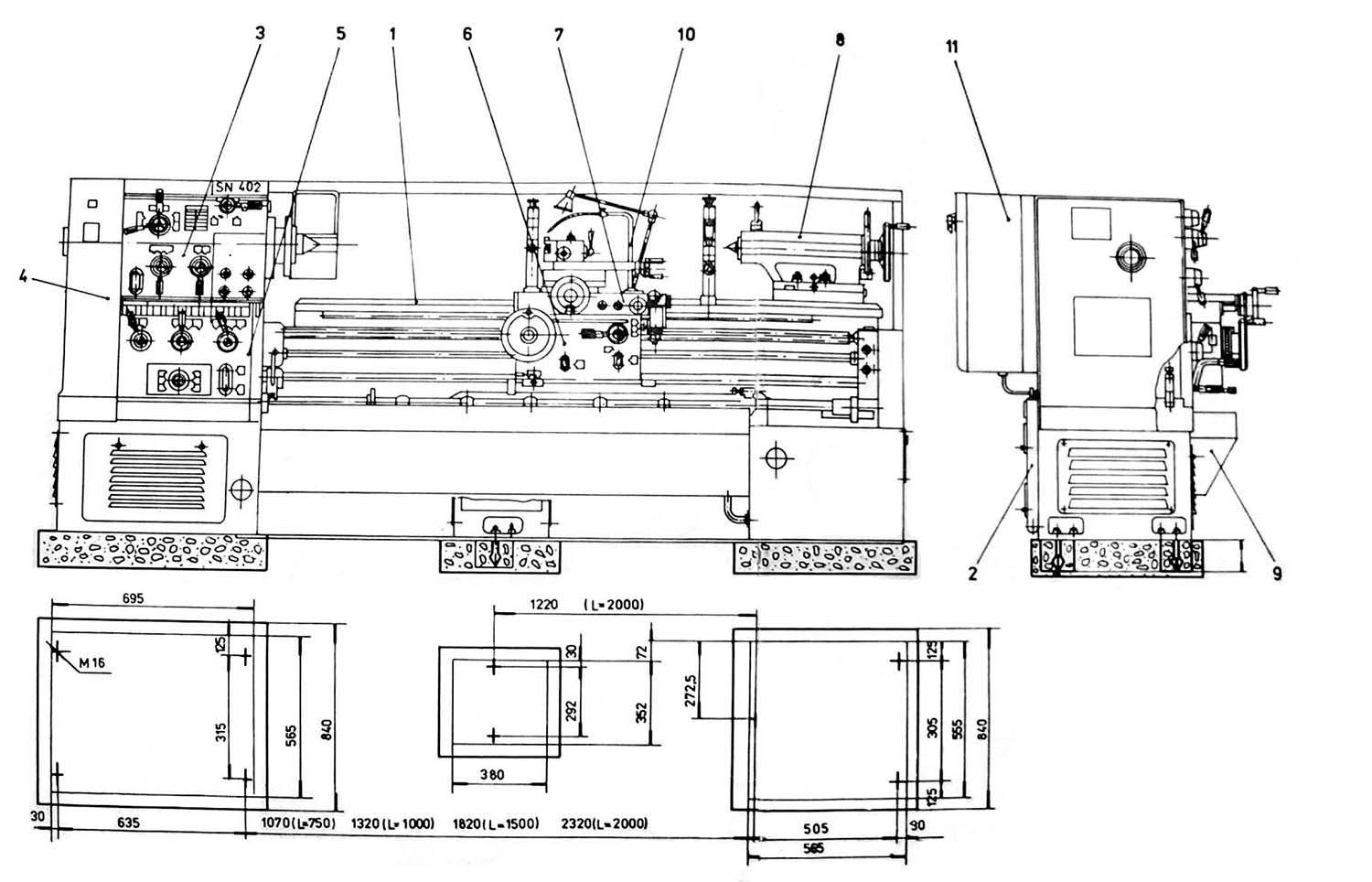
Габариты рабочего пространства токарного станка 16К20. Эскиз суппорта
Чертеж рабочего пространства токарного станка 16к20
Чертеж шпинделя токарно-винторезного станка 16К20
Чертеж шпинделя токарного станка 16к20
Общий вид токарно-винторезного станка 16К20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
Фото токарно-винторезного станка 16к20
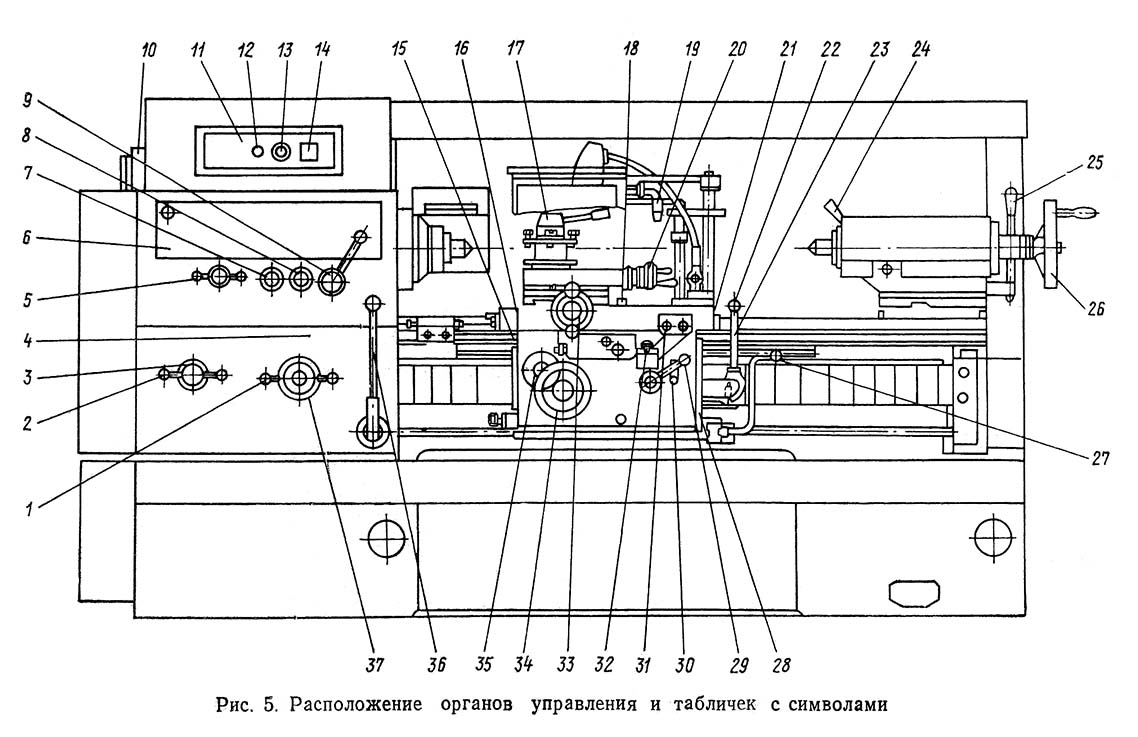
Расположение органов управления токарно-винторезным станком 16К20
Схема расположения органов управления токарным станком 16к20
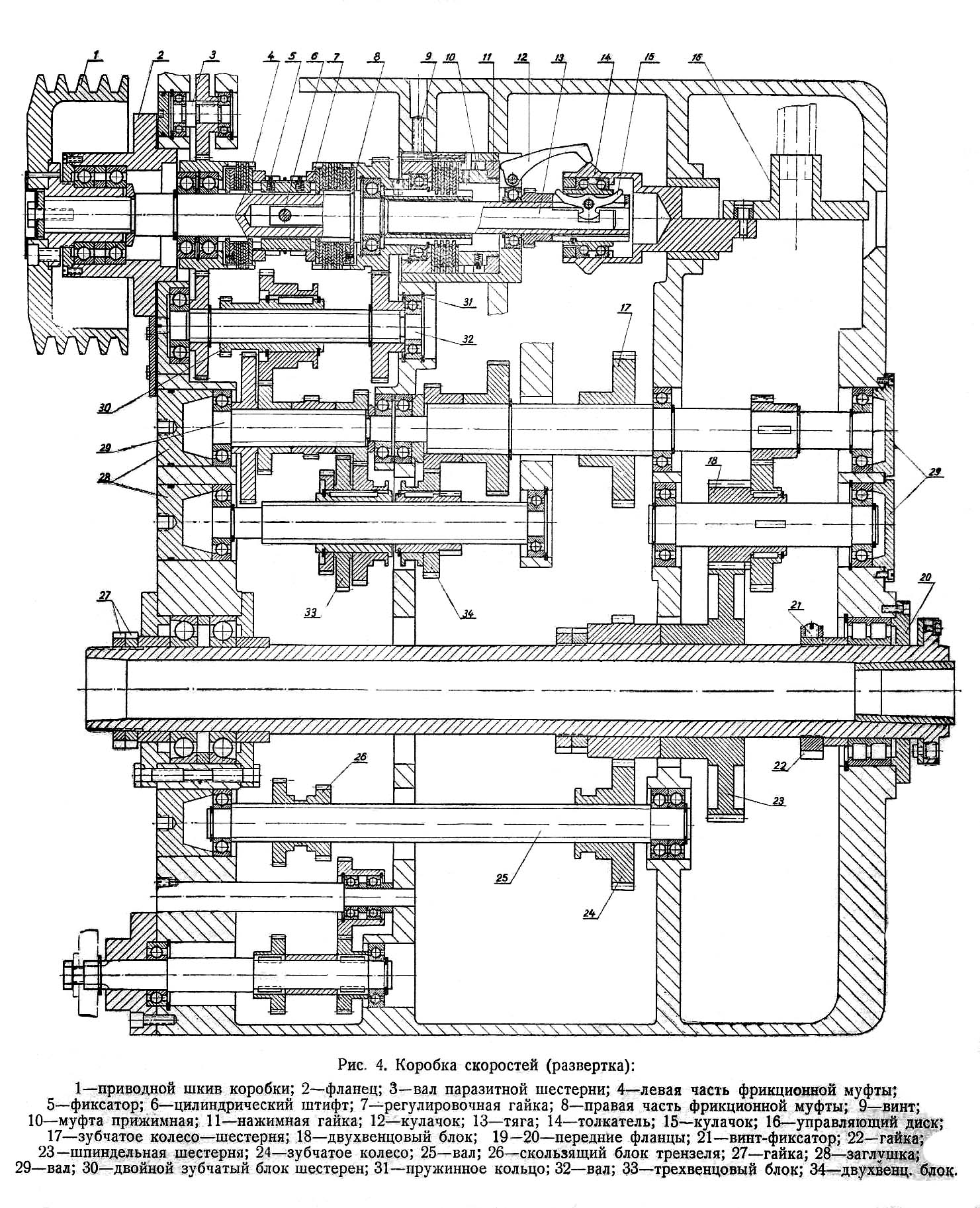
Коробка скоростей токарно-винторезного станка 16к20
Перечень органов управления токарно-винторезным станком 16К20
- Рукоятка установки величины подачи и шага резьбы
- Рукоятка установки вида работ: подачи и типа нарезаемой резьбы
- Рукоятка установки числа оборотов шпинделя
- Рукоятка установки нормального, увеличенного шага резьбы и положения при делении многозаходных резьб
- Вводной автоматический выключатель
- Сигнальная лампа
- Выключатель электронасоса подачи охлаждающей жидкости
- Указатель нагрузки станка
- Рукоятка установки правой и левой резьбы
- Рукоятка установки ряда чисел оборотов шпинделя
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 17 )
- Выключатель лампы местного освещения
- Рукоятка поворота и закрепления индексируемой резцовой головки
- Рукоятка ручного перемещения резцовых салазок суппорта
- Рукоятка крепления пиноли задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 11)
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта
- Кнопочная станция включения и выключения электродвигателя главного привода
- Рукоятка ручного перемещения поперечных салазок суппорта
- Маховик ручного перемещения каретки
- Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта
- Рукоятка установки величины подачи и шага резьбы и отключения механизма коробки подач при нарезке резьб напрямую
- Рукоятка зажима пиноли задней бабки
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица резьб и подач токарно-винторезного станка 16к20
Таблица изображена для основного исполнения станков с пределами числа оборотов шпинделя в минуту 12,5.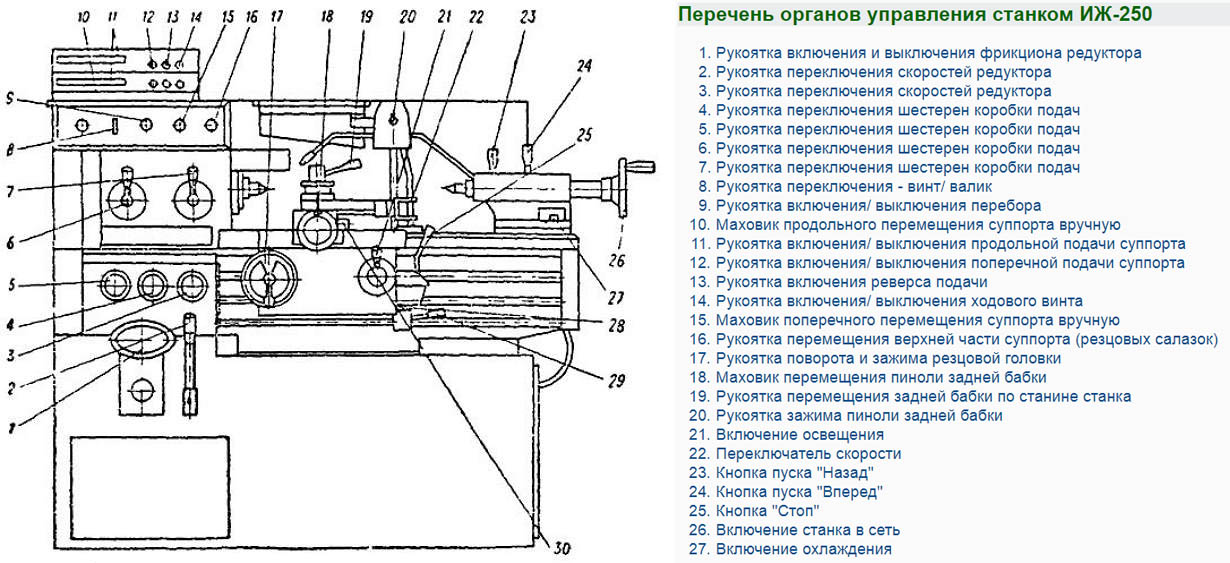 .1600. Таблица помещена на шпиндельной бабке станка.
.1600. Таблица помещена на шпиндельной бабке станка.
Рукоятки 1 и 2 выбирают скорость вращения шпинделя в диапазоне от 12,5 до 1600 об/мин. 4 положения рукоятки 1 и 6 положений рукоятки 2 — позволяют получить 24 значения скорости. Как видно из таблицы значения оборотов 500 и 630 об/мин повторяются
Рукоятка 3 управляет звеном увеличения шага подачи или резьбы в шпиндельной бабке в соотношении 1:2, 1:8, 1:32, в зависимости от числа оборотов шпинделя.
Рукоятка 4 управляет трензелем в шпиндельной бабке и определяет направление вращения ходового вала или ходового винта.
Рукоятки управления токарно-винторезным станком 16к20
Токарный станок 16К20: технические характеристики и аналоги
Станок токарно винторезный 16К20 относится к категории универсального металлорежущего оборудования, пригодного к выполнению целого ряда операций. Станок выпускался в период с начала 70-х до середины 80-х годов московским заводом «Красный Пролетарий». В настоящее время на рынке представлены только б/у единицы, но благодаря надежности, небольшой цене и простоте обслуживания он и в наши дни широко применяется в учебных целях, в ремонтных мастерских, а также в производственных и ремонтных цехах для единичного и мелкосерийного производства деталей.
Возможности станка 16К20
Заложенные в конструкцию характеристики токарного станка 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы. Также он может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой.
Возможности станка позволяют получать резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм. Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм.
Конструктивные особенности станка 16К20
Отметим основные особенности и преимущества станка, благодаря которым он и по сей день входит в число наиболее надежных и популярных решений для оснащения ремонтных и производственных мастерских:- Коробчатая форма станины, размещенная на массивном, монолитном основании, что обеспечивает жесткость всей конструкции.
- Высокая точность передвижения суппорта и подвижной задней бабки благодаря надежным направляющим.
- Возможность фиксации заготовки в патроне или путем зажима в центрах.
- Надежная фиксация резца благодаря конструкции держателя.
- Высокоточные подшипники качения шпинделя гарантируют высокоточное позиционирование и вращение, не требуют регулировки в процессе эксплуатации.
- Высокая безопасность благодаря ряду элементов ограждения и блокировки. Экстренное отключение суппорта.
- Механизм передней бабки позволяет получить четыре ряда чисел оборота шпинделя.
- Выходной вал передней бабки посредством зацепления сменных зубчатых колес жестко связан с коробкой подач. Это обеспечивает точное движение суппорта от ходового вала или ходового винта в зависимости от операции.
- Высокая точность операций благодаря наличию линейки с визирами для эффективной проверки продольного и поперечного перемещения режущего инструмента.
Основные технические характеристики станка 16К20 вы можете изучить в приведенной ниже таблице:
Токарный станок 16К20 – технические характеристики, паспорт, фото
Узлы и конструктивные особенности токарного станка 16К20.
- Передняя бабка. Это сердце и мозг данного типа оборудования. В ней сосредоточены все основные механизмы приводящие шпиндель во вращение. Да и сам шпиндель находится в ней.
- Коробка подач. Само ее название говорит за себя. В этой части токарно-винторезного станка находится гитара шестерен отвечающая за регулировку скорости подачи суппорта с резцами.
- Электрический пульт. На нем располагаются как тумблер вкл/выкл, так и различные электрические кнопки управления узлами и механизмами станка.
- Станина. Именно на этой чугунной массе устанавливают все необходимое оборудование. Станина должна быть жесткой и массивной. В современном станкостроении станины изготавливают из специального бетона. Это позволят достичь большой точности изготавливаемых деталей, так как там исключены пластические (усталостные) деформации. Я думаю, что на эту тему мы побеседуем в отдельной статье.
- Рейка. На ней располагаются направляющие по которым как корабль в море скользит суппорт.
- Корыто. Это вспомогательная часть токарного станка. Предназначено для временного хранения стружки которая будет струится в него при токарной обработке. По окончанию смены из корыта стружка выгребается и высыпается в ящик для стружки. В более современных видах такого типа оборудования удаление стружки механизированно и автоматизировано.
- Фартук. На нем располагаются лимбы (это штурвалы для перемещения суппорта). Так же на нем могут располагаться различные кнопки и тумблеры в зависимости от модели станка.
- Ходовой винт. Собственно этот винт и превращает обычный токарный станок в токарно-винторезный. С его помощью мы можем получать резьбовые поверхности и изготавливать червячные валы.
- Ходовой вал. Привод в движение суппорт с резцедержателем. Собственно и все.
- Задняя бабка. Странное конечно название «бабка». Обычно она используется для установки центра для поддержки длинных валов и тел вращений. К примеру представьте если вам необходимо обработать вал длинной более 1 метра. Один конец вы зажмете в патроне а второй будет так колбасить, что вы даже не подведете резец. А если вы подведете заднюю бабку и подопрете его задним центром, то сможете спокойно его проточить
- Щиток. Используется исключительно для обеспечения безопасности при работе на токарном станке. Защищает глаза токаря от разлетающейся в разные стороны стружки.
- Резцедержатель. В него устанавливаются резцы и различные приспособления. В классическом исполнении в него можно установить до 4 резцов одновременно. Видите там сверху рукоятка, она необходима для фиксирования (зажатия) резцедержателя в определенном положении. Он так же вращается вокруг своей оси.
- Патрон. В него устанавливается заготовка. Зажать ее можно с помощью специального ключа. В современно производстве зажим происходит автоматически с помощью гидравлики.
 На ней располагаются направляющие по которым как корабль в море скользит суппорт.
На ней располагаются направляющие по которым как корабль в море скользит суппорт. Обычно она используется для установки центра для поддержки длинных валов и тел вращений. К примеру представьте если вам необходимо обработать вал длинной более 1 метра. Один конец вы зажмете в патроне а второй будет так колбасить, что вы даже не подведете резец. А если вы подведете заднюю бабку и подопрете его задним центром, то сможете спокойно его проточить
Обычно она используется для установки центра для поддержки длинных валов и тел вращений. К примеру представьте если вам необходимо обработать вал длинной более 1 метра. Один конец вы зажмете в патроне а второй будет так колбасить, что вы даже не подведете резец. А если вы подведете заднюю бабку и подопрете его задним центром, то сможете спокойно его проточить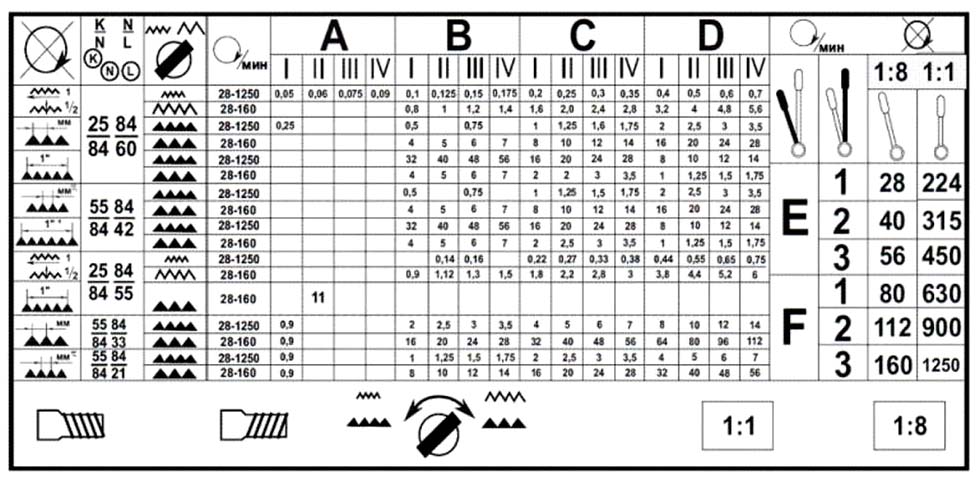
Характеристики узлов станка
Устройство станка
На первом этапе ознакомления с возможностями, которыми обладает станок 16К20, рекомендуется изучить технический паспорт оборудования. Главными параметрами в этом случае является максимальный и минимальный размер обрабатываемой детали и характеристики смещения суппорта относительно ее.
Диаметр детали над станиной не должен превышать 40 см. Это же значение при расположении над суппортом не может быть более 22 см. Учитывая достаточно небольшие габариты оборудования (279,5*119*150 см) и вес 3010 кг эти параметры являются оптимальными для такого типа станков.
Но кроме этого при выборе оптимального режима работы после изучения кинематической схемы следует ознакомиться с паспортными характеристиками шпинделя:
- диаметр отверстия – 5,2 см;
- частота вращения. При прямом вращательном движении этот параметр может варьироваться от 12,5 до 1600 об/мин. Во время обратного – от 19 до 1900 об/мин;
- число скоростей. Количество прямых составляет 11. Обратных в два раза меньше – 11;
- диаметр фланца – 17 см;
- максимально возможный крутящий момент, Нм – 1000.
 Количество прямых составляет 11. Обратных в два раза меньше – 11;
Количество прямых составляет 11. Обратных в два раза меньше – 11;Обработка вращающейся заготовки осуществляется за счет движения суппорта, на котором закреплен режущий инструмент. Важным моментом является правильный выбор кинематической схемы функционирования, которая подробно описана в паспорте.
Кинематическая схема
Для работы на станке необходимо знать описания следующих параметров суппорта:
- максимальная длина смещения. Продольные могут составлять 64,5, 93,5, 133,5 и 193,5 см. Поперечное – 30 см;
- скорости быстрых перемещений, мм/мин: 3800 – для продольных; 1900 – для поперечных;
- диапазон подач, мм/об. Для продольных он ограничивается от 0,05 до 2,8. Поперечные – от 0,025 до 1,4;
- число подач одинаково для обоих направлений и составляет 42;
При выборе режима работы следует учитывать максимально допустимый вес заготовки. Если она крепится в патроне, то ее масса не должна превышать 200 кг.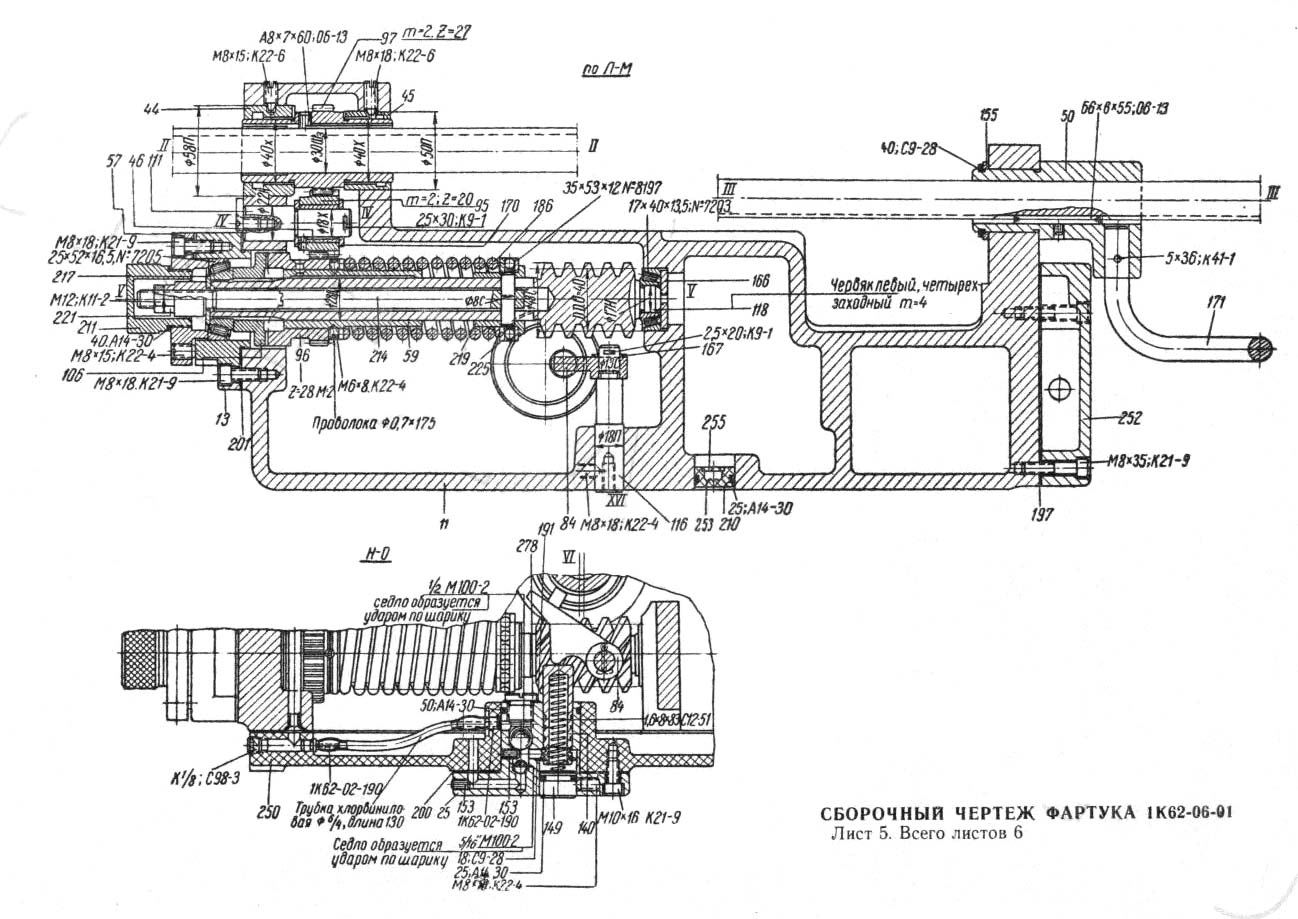 Диапазон веса при обработке в центрах шире и может составлять от 460 до 1300 кг в зависимости от длины детали.
Диапазон веса при обработке в центрах шире и может составлять от 460 до 1300 кг в зависимости от длины детали.
Согласно паспортным данным резцовые салазки имеют максимальный угол поворота ±90°. Допустимое значение размеров державки резца составляет 25*25 мм.
Перечень смазочных материалов рекомендуемых для смазки станка 16К20
| И—20А ГОСТ 20799—75 | И—30А ГОСТ 20799—75 | ЦИАТИМ-203 ГОСТ 8773-73 |
| Вязкость при 50°С 17—23 сСт | Вязкость при 50°С 27—33 сСт | Эффективная вязкость при -30°С — не более 1000 Пз |
| Температура вспышки (в открытом тигле) — не ниже 165°С | Температура вспышки (в открытом тигле) — не ниже 180°С | Испытание коррозионного действия — выдерживает |
| Температура застывания — 30°С | Температура застывания — 15°С | Содержание свободных щелочей в пересчете 0,1% |
| Кислотное число — не более 0,14 мг КОН/1 г масла | Кислотное число — не более 0,2 мг КОН/1 г масла | |
| Зольность —не более 0,007% Содержание механических примесей — отсутствуют | Зольность — не более 0,007% Содержание механических примесей — отсутствуют | Содержание свободных органических кислот — отсутствуют Содержание воды — не более 2,5% |
| Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание водорастворимых кислот и щелочей — отсутствуют | Содержание механических примесей —не более 0,25% |
| Содержание воды — отсутствует | Содержание воды — отсутствует | |
| Допускается замена на ИГП-18 ТУ38-1-273—69 | Допускается замена на ИГП-30 ТУ38-1-273—69 |
При отсутствии, указанных в перечне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
Установка и снятие патрона станка 16К20:
- При установке и снятия патрона защитите направляющие и станину при помощи деревянных досок, подложенных под патрон. Удерживайте патрон, пока ослабляете 3 кулачковых затвора зажимного эксцентрика посредством вращения на ¼ оборота против часовой стрелки. Выровняйте метки А относительно друг друга. Осторожно снимите патрон.
- Перед началом монтажа следует убедиться в отсутствии забоин на сопрягаемых поверхностях и тщательно протереть их салфеткой, не остав¬ляющей ворса. Установите патрон на передний конец шпинделя. Зажмите кулачковый затвор зажимного эксцентрика вращением по часовой стрелке. Метка зажимного эксцентрика А (Рис.5) должна находится между 2-мя метками В (Рис.5). Точность посадки патрона на шпиндель проверяется индикатором по контрольному пояску, рас положенному на наружной цилиндрической поверхности корпуса патрона. Радиальное биение не должно превышать 0,02 мм. Рис.5 Установка и снятие патрона станка 16К20 .
- Неподвижный люнет служит преимущественно для поддержки длинных заготовок и обеспечивает их надёжную обработку без вибраций, крепится на станине при помощи крепёжной планки. *
- Установите сухари люнета так, чтобы не было зазора между ними и заготовкой и они не зажимали её. Во время обработки детали необходимо хорошо смазывать сухари.
- Подвижный люнет устанавливается на продольных салазках суппорта и таким образом повторяет движение токарного резца. Он предотвращает упругие деформации длинных и тонких заготовок под давлением токарного резца. Во время обработки детали сухари необходимо установить сухари так же как и на неподвижном люнете.
 *
*Карта смазки станка 16К20
| Шпиндельная бабка | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—1; слив—2 |
| Коробка подач | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—3; слив—4 |
| Фартук суппорта | Авто | И-30А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—5; слив—6 |
| Направляющие станины | Авто, при помощи системы смазки фартука | И-30А ГОСТ 20799-75 | 11 | |
| Поперечные салазки, верхние салазки | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 8,10 |
| Задняя бабка | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 9 |
| Сменные шестерни | Ручная | ЦИАТИМ-203 ГОСТ 8773-73 | Ежедневно | 12 |
| Резцедержатель | Ручная | И-30 АГОСТ 20799-75 | 1 раз в смену | 7 |
Профилактика и стабильность
Работа токарного оборудования связана с постоянными нагрузками на его основные узлы.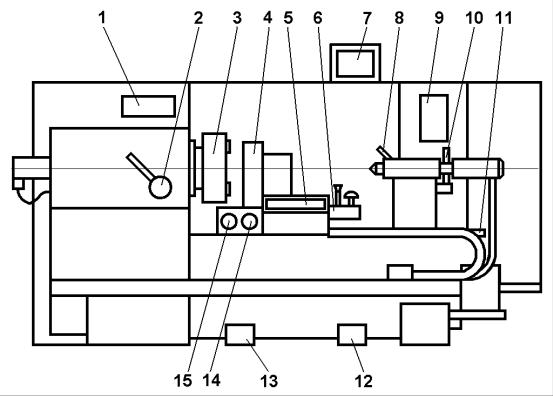 При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
При допущении различных ошибок или по истечении эксплуатационного срока, детали могут легко выйти из строя.
Периодически устройство нуждается в техническом осмотре, по результатам которого механик приходит к выводу, нужно ли делать ремонт токарного станка 16к20. Технология его обслуживания предполагает выполнение ряда задач.
Перед тем как начать работу на станке, необходимо ежедневно проводить предварительный осмотр оборудования. Он помогает выявить неисправности, которые могут быть связаны с механическими повреждениями, плохим питанием или потерей основных функций элементов.
При этом обязательно проверяется наличие смазки. Такая процедура поможет избежать травматизма на рабочем месте.
Планово-предупредительный ремонт оборудования направлен на поддержание его деталей в рабочем состоянии. Для этого составляется график, и разрабатываются специальные мероприятия, направленные на восстановление технических возможностей станка. В комплексе работ проводится диагностика составляющих элементов конструкции с последующей чисткой, смазкой и заливкой масла, а также заменой изношенных частей и промывкой основных узлов.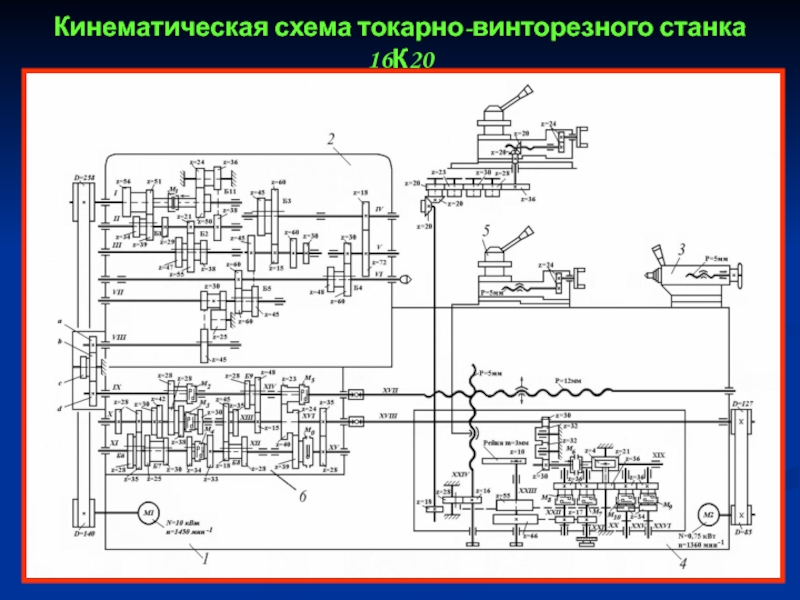 Все виды работ предполагают определенные временные затраты.
Все виды работ предполагают определенные временные затраты.
Капитальный ремонт позволяет значительно увеличить срок эксплуатации прибора и его составных частей. Он возвращает техническое состояние станка к первоначальному уровню. К капитальному ремонту допускается специализированная организация. Основная работа направлена на разборку станка, с целью определить и устранить дефекты деталей. Это может быть инструментальное вмешательство или полная замена изношенного элемента. Особое внимание уделяется шлифовке станины, коробке скоростей и передач, фартуку, суппорту, задней бабке, электрической части станка и системе его охлаждения.
Описание системы смазкистанка 16К20
В станке 16К20 применена автоматическая централизованная система смазки шпиндельной бабки и коробки подач.
Насос приводимый от электродвигателя главного привода через ременную передачу, засасывает масло из масленой ванны и подает его через сетчатый фильтр к подшипникам шпинделя и на маслораспределительные лотки.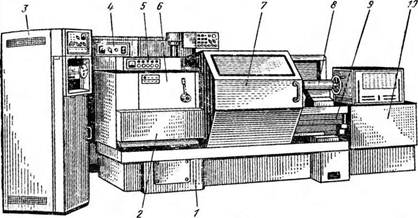 Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
Примерно через минуту после включения электродвигателя начинает вращаться диск маслоуказателя на шпиндельной бабке. Его постоянное вращение свидетельствует о нормальной работе системы смазки.
В процессе работы необходимо следить за вращением диска маслоуказателя на шпиндельной бабке станка 6К20. При его остановке необходимо тут же выключить станок и проверить фильтр. Снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине до полной очистки. Нельзя продувать фильтрующие элементы сжатым воздухом, так как это может привести к повреждению мелкой сетки. После очистки фильтр собрать и установить.
ВНИМАНИЕ! Фильтры необходимо обязательно чистить перед и после каждой замены масла. В новом станке целесообразно в течение первых двух недель чистить сетчатый фильтр не реже двух раз в неделю, а затем — раз в месяц.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуаре и при необходимости доливать его через отверстие заливного фильтра. При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
При замене масла слив из резервуара осуществляется через пробку. Перед тем, как заполнить резервуар маслом, его надо очистить и промыть керосином.
Смазка механизма фартука автоматическая, осуществляется от индивидуального плунжерного насоса. Масло заливается в корпус через отверстие 5 (Рис.3), закрываемое пробкой, а сливается через отверстие 6 (Рис.3).Уровень масла контролируется по маслоуказателю на лицевой стороне фартука.
Направляющие станины смазываются при помощи централизованной системы смазки фартука суппорта (многократно, зависимости от интенсивности эксплуатации).
Направляющие поперечной каретки, верхней каретки, а также их ходовые винты должны смазываться при помощи маслёнки.
Смазку направляющих каретки и поперечных салазок производят в начале и середине смены до появления масляной пленки на направляющих.
Ежедневно в конце смены нужно снять с токарного станка 16К20 резцовую головку, очистить ее рабочие поверхности и смазать конусную ось резцедержателя.
Сменные шестерни и ось промежуточной сменной шестерни 12(Рис.3)смазываются вручную консистентной смазкой ЦИАТИМ-203 ГОСТ 8773-73.
Опорные втулки сменных шестерён смазываются при помощи маслёнки.
Остальные точки смазываются вручную при помощи масленки, поставляемой со станком.
ВНИМАНИЕ! Первую замену масла производить через месяц после пуска станка 16К20 в эксплуатацию, вторую — через три месяца, а далее строго руководствуясь указаниями карты смазки.
Наименование
Каждый станок, входящий в токарно-винторезную группу, имеет определенное название с числовым обозначением. Выбор наименования неслучайный: символы отражают признаки прибора по разным направлениям.
Название модели 16К20 расшифровывается таким образом:
- Цифра «1» – это номер и характеристика типажной группы токарного оборудования по классификации Московского экспериментального научно-исследовательского института металлорежущих станков.
- Цифра «6» обозначает номер подгруппы прибора, указывающий на вид работы – токарно-винторезная.
- Буква «К» сокращает название завода, где был изготовлен станок.
- Цифра «20» дает знание о высоте центров над станиной. В токарном станке рабочая длина поверхности определяет вес, длину и диаметр деталей.
Большие возможности
Токарно-винторезный станок 16к20 является универсальным оборудованием, с помощью которого можно делать метрическую, дюймовую, модульную и питчевую резьбу, вытачивать канавки, разрезать изделие на части, сверлить, растачивать, развертывать и зенкеровать отверстия.
Он позволяет качественно обрабатывать разные виды поверхностей:
- цилиндрическую;
- резьбовую;
- фасонную;
- коническую.
Причем обработке могут подвергаться заготовки не только из горячекатаных листов, но и из холоднокатаного проката. Токарный станок по металлу 16к20 обеспечивает хорошую производительность материалов, так как имеет ряд особенностей:
- простая и надежная эксплуатация;
- эффективная и безопасная работа;
- долгий срок службы;
- точность механической обработки деталей;
- удобство во время технического обслуживания.

Токарно-винторезный станок 16К20: паспорт, характеристики, фото, видео
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
 youtube.com/embed/vYk-IoKL0DY?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/vYk-IoKL0DY?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Смазка станка 16К20.

Правильная и регулярная смазка токарного станка 16К20 имеет большое значение для нормальной его эксплуатации и долговечности. Поэтому необходимо строго придерживаться ниже приведенных рекомендаций.
При подготовке станка к пуску необходимо промыть сетку фильтра в керосине, затем в соответствии с «Картой смазки» и схемой смазки (Рис. 3) заполнить резервуары смазкой и смазать указанные в карте механизмы.
Смазку производить смазочными материалами, указанными в карте смазки, или их заменителями, приведенными в «Перечне рекомендуемых смазочных материалов» (п. 6.3).
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Органы управления станка 16К20
Органы управления станка 16К20.
- Таблица скоростей подач
- Рукоятка выбора вида резьбы
- Рукоятка выбора скорости вращения шпинделя
- Кнопка аварийной остановки
- Кнопка запуска главного электродвигателя
- Защитный экран патрона
- Трёхкулачковый патрон
- Рукоятка выбора скорости подачи
- Маслоуказатель коробки подач
- 4-х позиционный резцедержатель
- Лампа
- Маховик перемещения верхней каретки
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Педаль экстренной остановки
- Маховик продольной подачи суппорта
- Механизм поперечной подачи резцедержки
- Фартук суппорта
- Ручка продольной и поперечной подачи с кнопкой быстрой подачи
- Рычаг включения вращения шпинделя.
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Карта смазки станка 16К20
| Шпиндельная бабка | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—1; слив—2 |
| Коробка подач | Авто | И-20А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—3; слив—4 |
| Фартук суппорта | Авто | И-30А ГОСТ 20799-75 | Ежегодно (примерно 700 часов работы) | Заливка—5; слив—6 |
| Направляющие станины | Авто, при помощи системы смазки фартука | И-30А ГОСТ 20799-75 | 11 | |
| Поперечные салазки, верхние салазки | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 8,10 |
| Задняя бабка | Ручная | И-30А ГОСТ 20799-75 | Еженедельно | 9 |
| Сменные шестерни | Ручная | ЦИАТИМ-203 ГОСТ 8773-73 | Ежедневно | 12 |
| Резцедержатель | Ручная | И-30 АГОСТ 20799-75 | 1 раз в смену | 7 |
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.
- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Подготовка станка 16К20 к пуску.
Выверка установки станка в горизонтальной плоскости осуществляется при помощи уровня, устанавливаемого в средней части суппорта параллельно и перпендикулярно оси центров (фундаментные болты должны быть не затянуты). В любом положении каретки отклонение уровня не должно превышать 0,04 мм на 1000 мм.
Ознакомившись с указаниями, изложенными в разделах, следующих непосредственно за этим, можно в соответствии с рекомендуемой ниже последовательностью приступить к подготовке токарного станка 16К20 к пуску.
Выполнить все операции, связанные с подготовкой станка 16К20 к пуску, изложенные в разделе 6 «Смазка станка», и в стружкосборник основания размещенный под станиной, залить охлаждающей жидкости.
В соответствии с указаниями раздела 7 «Электрооборудование» подсоединить. станок к цепи заземления и, проверив соответствие напряжения сети и электрооборудования станка, подключить к электросети.
После ознакомления с назначением органов управления (раздел
проверить от руки работу всех механизмов станка. Рычаг переключения вращения шпинделя должен быть установлен в нейтральное положение.Следует знать, что из-за наличия блокировочных устройств станок 16К20 не может быть включен:
- при открытой дверце электрошкафа управления;
- при открытом кожухе сменных шестерен;
- при откинутом кожухе ограждения патрона.
Описание блокировочных устройств помещено в разделе 7 «Электрооборудование».
Нажатием черной кнопки «Пуск» 5(Рис. 4) включить электродвигатель главного привода.
ВНИМАНИЕ! Обязательно нужно проверить по маслоуказателю действие системы централизованной смазки шпиндельной бабки станка 16К20 и коробки подач. При не вращающемся маслоуказателе работа на станке недопустима.
Работу смазочного насоса можно контролировать через глазок, расположенный спереди на передней бабке.
При помощи выключателя проверить работу электродвигателя насоса подачи охлаждающей жидкости.
После выполнения указанных операций станок готов к пуску.
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.
Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Рекомендации по обслуживанию электрооборудования станка 16К20.
Необходимо периодически проверять состояние пусковой и релейной аппаратуры станка 16К20. Все детали электроаппаратов должны быть очищены от пыли и грязи. При образовании на контактах нагара последний должен быть удален при помощи бархатного напильника или стеклянной бумаги. Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику). При осмотрах релейной аппаратуры особое внимание следует обращать на надежность замыкания и размыкания контактных мостиков.
- Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
- При технических осмотрах проверяется состояние вводных проводов обмотки статора, произво¬дится очистка двигателей от загрязнения, контролируется надежность заземления и соединения вала с приводным механизмом.
- Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
- При профилактических ремонтах должна производиться разборка электродвигателей, очистка внутренних и наружных поверхностей и замена смазки подшипников.
- Замену смазки подшипников при нормальных условиях эксплуатации следует производить через 4000 ч работы, а при работе электродвигателя в пыльной и влажной средах — по мере необходимости.
- Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполнить смазкой на 2/3 ее объема. Рекомендуемые смазочные материалы приведе¬ны в табл. 5.
- Профилактический осмотр автоматических выключателей необходимо производить не реже одного раза в шесть месяцев, а также после каждого отключения при коротком замыкании, в том числе и повторном.
- При осмотре нужно очистить выключатель от копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов. Шарниры механизма выключателя следует периодически (примерно через 2 000—3 000 включений) смазывать приборным маслом.
ВНИМАНИЕ! Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации. Она выполнена заводом-изготовителем!
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.
- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Установка станка 16К20
Продолжительность сохранения точности станка во многом зависит от правильности его установки. Станок следует установить на фундаменте согласно установочного чертежа (Рис. 2).
Рис. 2 Установочный чертеж фундамента токарного станка 16К20
Глубина заложения фундамента принимается в зависимости от грунта, но должна быть не менее 150 мм.
Если станок 16К20 предназначен для финишных операций, глубина фундамента должна быть не менее 500 мм.
Станок крепится к фундаменту четырьмя фундаментными болтами с резьбой М24.
При установке токарного станка 6К20 следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних.
Как вариант может быть предложена установка, станка под углом 10° к стене цеха или линии размещения оборудования.
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Станок 16К20Т1 с УЧПУ | Токарные металлорежущие станки
Система ЧПУ
УЧПУ «Электроника НЦ-31» имеет специализированное программное обеспечение, рассчитанное на выполнение основных видов токарных работ. Оно имеет подпрограммы для реализации обобщенных технологических инструкций по выполнению типовых циклов токарной обработки: циклов продольного и поперечного точения, многопереходной черновой токарной обработки, глубокого сверления с периодическим выводом сверла, проточки торцовых и цилиндрических канавок, нарезания резьбы. Для реализации этих функций вводятся значения необходимых параметров обработки, например глубина резания, диаметр обрабатываемой ступени заготовки вала и т. д. В УЧПУ специальные программы обеспечивают расчет траектории инструмента и формируют комплекс соответствующих управляющих команд в виде последовательности кадров программы обработки заготовки на станке.
Коррекция инструмента
Коррекция инструмента осуществляется путем повторного измерения положения его режущей кромки в режиме размерной привязки, в результате чего устройство управления автоматически формирует величины необходимой коррекции и заносит эти значения в соответствующую память корректоров. Дискретность величин коррекции положения инструмента соответствует дискретности соответствующих измерительных импульсных преобразователей обратной связи по осям Z и X. Хранящиеся в памяти значения коррекции могут быть выведены на экран или изменены соответствующими командами с пульта оператора.
Самодиагностика
В программном обеспечении УЧПУ имеется ряд диагностических программ, с помощью которых проверяется нормальная работа всех модулей. При обнаружении ошибок система УЧПУ останавливает отработку управляющих программ. УЧПУ «Электроника НЦ-31» выполнено в виде объединенного блока, монтируемого в вентилируемый отсек суппорта токарного станка, защищенный от попадания стружки, пыли и эмульсии.
Токарный станок 16К20Т1
Токарный станок 16К20Т1 с ЧПУ выполнен на базе универсального станка 16К20 и имеет много конструктивных решений базовой модели. Станок оснащен микропроцессорным УЧПУ «Электроника НЦ-31», установленным в отсеке фартука станка, что обеспечивает удобство управления станком и наблюдения за процессом обработки заготовки и информаций на пульте оператора. Станок 16К20Т1 предназначен для токарной обработки в центрах и патроне наружных и внутренних поверхностей вращения заготовок различной сложности, в том числе имеющих криволинейную образующую и резьбовую поверхности.
Техническая характеристика станка
- Наибольший диаметр заготовок при установке, мм:
- над станиной 400
- над суппортом 215
- Наибольшая длина обработки, мм 900
- Диаметр отверстия в шпинделе, мм 53
- Число одновременно управляемых координат 2
- Частота вращения шпинделя, мин-1 22,4-2240
- Подача суппорта, мм/об:
- продольная 0,01-2,8
- поперечная 0,005-1,4
- Максимальная скорость подачи суппорта, мм/мин:
- продольная 2000
- поперечная 1000
- Скорость быстрого перемещения суппорта, мм/мин:
- продольного 6000
- поперечного 5000
- Дискретность перемещения суппорта, мм:
- продольного 0,01
- поперечного 0,005
- Шаг нарезаемой резьбы, мм 0,01-40,959
- Число позиций револьверной головки 6
- Наибольшие размеры поперечного сечения резца, устанавливаемого в резцедержателе, мм 25х25
- Мощность электродвигателя главного движения, кВт 11
- Масса станка, кг 4000
- Размеры станка (длинах ширинах высота), мм 3980х1700х1700
Похожие материалы
Разработка учебного занятия Токарные станки | План-конспект урока:
Министерство образования, науки и молодежной политики Нижегородской области
Государственное бюджетное профессиональное образовательное учреждение
«Навашинский политехнический техникум»
УЧЕБНО – МЕТОДИЧЕСКИЙ КОМПЛЕКТ
Дисциплина: Технологическое оборудование
Тема: Станки токарной группы
Специальность 15.02.08 Технология машиностроения
Преподаватель Глебова Юлия Владимировна
г. Навашино, 2018
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Предлагаемый учебно – методический комплект учебного занятия по дисциплине Технологическое оборудование на тему «Станки токарной группы » предназначен для студентов 3 курса специальности 15.02.08 Технология машиностроения.
Занятие рассчитано на 90 минут. В ходе учебного занятия реализуются следующие межпредметные связи:
– обеспечивающие: физика, математика, инженерная графика;
– обеспечиваемые: технология машиностроения, технологическая оснастка, МДК 01.01, МДК 04.01,04.02,04.03;
– внутридисциплинарные: техническая механика (сопротивление материалов, детали машин)
При организации занятия используются как групповые, так и индивидуальные формы организации занятия
При реализации учебного занятия применяется педагогическая технология, ориентированная на деятельность (методика дидактических задач).
Предложенная технология имеет личностно – развивающий потенциал:
– Стремление студентов к саморазвитию, проявление интереса к процессу творчества.
– Построение учебной деятельности, требующей взаимодействия, коммуникации, сотрудничества.
– Применение активных методов обучения – групповых, коллективно
распределенных
– Передача студентам функции самоконтроля, обнаружения и исправления собственных ошибок.
– Дозированная помощь студентам, с целью поддержания уровня самостоятельности.
– Диалог как преобладающий стиль общения на занятиях, умение слушать друг друга, возможность проявить свою позицию и устойчивый учебно-методический потенциал:
– Возможность использования на любой стадии освоения учебного материала.
– Использование информационно-коммуникационные технологии.
В ходе командно-мыслительной деятельности проявляются и воспитываются такие личностные качества, как решительность, умение отстаивать свою точку зрения, умения убеждать, ответственность за принимаемые решения, умение давать объективную оценку.
Предложенная разработка повышает эффективность и качество процесса овладения знаниями и позволяет:
- проводить постоянный мониторинг усвоения учебного материала;
- расширять возможности самостоятельной работы с учебным материалом;
- обеспечивать гибкость организации личностно-ориентированного учебного процесса;
- значительно повышает эффективность педагогического труда;
- комплексному воздействию на органы чувств и, как следствие, активизации мыслительной деятельности, формирования учебно-познавательной мотивации
ТЕХНОЛОГИЧЕСКАЯ КАРТА УЧЕБНОГО ЗАНЯТИЯ
Тема учебного занятия: Станки токарной группы
Тип учебного занятия: комбинированное учебное занятие
Организационная форма проведения учебного занятия: практическое занятие
Обучающая цель учебного занятия | |
Знает | Назначение токарных станков и их классификацию, размерный параметрический ряд универсальных токарно-винторезных станков, назначение, узлы, кинематику главного движения резания, кинематику движения подач станка 16К20, 16К20; основные методы нарезание резьбовых поверхностей и обработки конусов; назначение, область применения, основные узлы, принцип работы и кинематика карусельных , лобовых токарных и токарно-револьверных станков |
Понимает | цель назначение токарных станков и их классификацию, размерный параметрический ряд универсальных токарно-винторезных станков, назначение, узлы, кинематику главного движения резания, кинематику движения подач станка 16К20, 16К20; основные методы нарезание резьбовых поверхностей и обработки конусов; назначение, область применения, основные узлы, принцип работы и кинематика карусельных , лобовых токарных и токарно-револьверных станков Объясняет: назначение токарных станков и их классификацию, размерный параметрический ряд универсальных токарно-винторезных станков, назначение, узлы, кинематику главного движения резания, кинематику движения подач станка 16К20, 16К20; основные методы нарезание резьбовых поверхностей и обработки конусов; назначение, область применения, основные узлы, принцип работы и кинематика карусельных , лобовых токарных и токарно-револьверных станков |
Применяет | основные методы обработки поверхностей врашения; основные методы нарезание резьбовых поверхностей и обработки конусов |
Развивающая цель | |
ПВК | |
Ощущения
| Дифференцирует конкретные виды токарных станков |
Восприятия
| Определяет, на уровне зрительных ощущений, точные количественные характеристики объектов, из которых состоит станок. Быстро и четко мысленно разбивает изображение на мелкие составляющие. |
Памяти | Запоминают назначение понятий, связанных с токарными станками; сохраняет эти сведения и воспроизводит классификацию токарных станков, знание их основных узлов и кинематику во время выполнения практического задания. |
Внимания
| Выделяет главные мысли в изучаемом материале. |
Мышления | Понимает и объясняет роль токарных станков в промышленности |
Воспитывающая цель | |
ОК, обобщенный результат | Формулировка цели |
ОК 2. Организовывать собственную деятельность, определять методы и способы выполнения профессиональных задач, оценивать их эффективность и качество. | Демонстрирует способность к выявлению профессиональных проблем; формированию профессиональных задач; проводить поэтапную проверку результатов своей деятельности путем сравнивания ее результатов с образом цели; давать аргументированную оценку результатам своей деятельности; намечать план корректирующих мероприятий; адекватно реагировать на критические замечания руководителя; Демонстрировать навыки работы с учебной, научно-профессиональной и профессиональной литературой.
|
ОК 4. Осуществлять поиск, анализ и оценку информации, необходимой для постановки и решения профессиональных задач, профессионального и личностного развития. | демонстрирует навыки отбора необходимой информации; демонстрирует навыки работы с компьютерной техникой; демонстрирует навыки работы с Интернет-ресурсами. |
ОК 6. Работать в коллективе и команде, эффективно общаться с коллегами, руководством, потребителями. | Демонстрирует навыки работы в команде при работе в микрогруппах, при защите алгоритма расчета |
Методы обучения:
1. По степени самостоятельности и творчества обучаемых. | |
Репродуктивный метод | Полученные знания обучающиеся применяют на практике с помощью ориентировочной основы действий (ООД). Деятельность обучающихся носит алгоритмический характер, т.е. выполняется в соответствии с заданиями инструкционной карты. |
Частично – поисковый метод | Обучающиеся осуществляют активный поиск решения – составляют спецификацию узлов станка |
2. По источнику учебной информации. | |
Наглядно – демонстрационные методы | Электронная презентация демонстрирует основные узлы и назначение токарных станков, правильность выполнения практического задания |
Практические методы | Получив целевую установку, обучающиеся выполняют практическое задание иллюстративного характера на чтение кинематической схему коробки скоростей станка, расшифровку обозначений станка согласно инструкционной карте |
3. По этапам учебного занятия | |
2 группа Методы, способствующие закреплению, совершенствованию: проблемно-поисковые, информационно-развивающие. | Обучающиеся выполняют практическое задание на чтение кинематической схему коробки скоростей станка, расшифровку обозначений станка, имея достаточные опорные знания, руководствуясь инструкционной картой, которая логически продолжает закрепление содержания ранее изученного теоретического материала и позволяет выполнять его более осмысленно и самостоятельно. |
4. По степени взаимодействия преподаватель – обучающиеся | |
Демократический стиль | Используются неимитационный интерактивный метод обучения: самостоятельное выполнение практического задания |
Средства обучения | |
Простые визуальные | В ходе учебного занятия используются: простые визуальные изобразительные средства обучения: учебные слайды. |
Технические информационные | Технические информационные средства обучения: ПК, программа для создания презентаций Microsoft PowerPoint мультимедийный проектор. |
Контроль и оценка учебного занятия
Контроль и оценка учебных достижений обучающихся | Формы и методы контроля |
Знает: Назначение токарных станков и их классификацию, размерный параметрический ряд универсальных токарно-винторезных станков, назначение, узлы, кинематику главного движения резания, кинематику движения подач станка 16К20, 16К20; основные методы нарезание резьбовых поверхностей и обработки конусов; назначение, область применения, основные узлы, принцип работы и кинематика карусельных , лобовых токарных и токарно-револьверных станков | Форма оценивания: Тестирование по теме Метод оценивания: экспертная оценка |
Понимает: цель назначение токарных станков и их классификацию, размерный параметрический ряд универсальных токарно-винторезных станков, назначение, узлы, кинематику главного движения резания, кинематику движения подач станка 16К20, 16К20; основные методы нарезание резьбовых поверхностей и обработки конусов; назначение, область применения, основные узлы, принцип работы и кинематика карусельных , лобовых токарных и токарно-револьверных станков Объясняет: назначение токарных станков и их классификацию, размерный параметрический ряд универсальных токарно-винторезных станков, назначение, узлы, кинематику главного движения резания, кинематику движения подач станка 16К20, 16К20; основные методы нарезание резьбовых поверхностей и обработки конусов; назначение, область применения, основные узлы, принцип работы и кинематика карусельных , лобовых токарных и токарно-револьверных станков | Форма оценивания: практическое задание на воспроизведение терминологического аппарата Метод контроля: Тестовое задание |
Применяет умения читать кинематические схемы станков и расшифровывать обозначения станков | Форма оценивания: Практическое задание на чтение кинематическую схему коробки скоростей станка, расшифровку обозначений станка Метод оценивания: Результат -– метод оценивания – экспертная оценка |
Литература :
Основные источники:
1.Завистовский С.Э. Металлорежущие станки. – Минск: РИПО, 2015 https://fileskachat.com/download/47111_a785186eb84dbc66e77b825300419bdd.html
2.Багдасарова Т.А. Технология токарных работ. – М.: Академия, 2015
https://www.twirpx.com/file/1924106/
Дополнительные источники:
3.Багдасарова Т.А. Токарь – универсал. – М.: Академия, 2015
https://www.twirpx.com/file/1793042/
4.Вереина Л.И., Краснов М.М. Справочник станочника – М.: Асadema, 2008
5. Трондин К.Е. Металлорежущие станки – Минск : Вышэйшая школа,1975
6. Сибикин М.Ю. Технологическое оборудование. – М.:, 2010
7. Схиртладзе А.Г., Новиков В.Ю. Станочник широкого профиля. – М.:Высшая школа,1989
8.Черпаков Б.И. Технологическое оборудование машиностроительного производства. – М.: Академия, 2010
Классификация металлорежущих станков (Часть 2) – Мои статьи – Каталог статей – Tech-Document
Стандартами установлены основные размеры, характеризующие станки каждого типа. Для токарных и круглошлифовальных станков это наибольший диаметр обрабатываемой заготовки, для фрезерных станков – длина и ширина стола, на который устанавливаются заготовки или приспособления, для поперечно-строгальных станков – наибольший ход ползуна с резцом.
Группа однотипных станков, имеющих сходную компоновку, кинематику и конструкцию, но разные основные размеры, составляет размерный ряд. Конструкция станка каждого типоразмера, спроектированная для заданных условий обработки, называется моделью.
Расшифровка металлорежущих станков. Каждой модели присваивается свой шифр – номер, состоящий из нескольких цифр и букв.
первая цифра – группа станка
вторая – номер типа станка
третья цифра или третья и четвертая цифры – характеризуют один из главных параметров станка или обрабатываемой на нем детали (например, высоту центров, диаметр прутка, размеры стола и т.п.).
буква после первой или второй цифры указывает, что станок модернизирован, буква, стоящая после цифр, обозначает модификацию (видоизменение) базовой модели станка. Буква стоит в конце обозначения модели, то она указывает на класс точности станка
Яркий пример: модель 16К20 означает: 1 – токарная группа; 6 – Токарные и
лобовые; К – означает определенную модернизацию основной базовой модели станка токарно-винторезный станок; 20 – наибольший диаметр обрабатываемой заготовки 400 мм.
модель 7А36 означает: 7 — строгально-протяжная группа, 3 — поперечно-строгальный, 6 — максимальная длина обрабатываемой детали 600 мм, буква А указывает на модернизацию станка базовой модели 736.
Классификация станков по степени универсальности.
Различают следующие станки – универсальные, которые используют для изготовления деталей широкой номенклатуры с большой разницей в размерах. Такие станки приспособлены для различных технологических операций:- специализированные, которые предназначены для изготовления однотипных деталей, например, корпусных деталей, ступенчатых валов сходных по форме, но различных по размеру;
- специальные, которые предназначены для изготовления одной определенной детали или одной формы с небольшой разницей в размерах.
Классификация станков по степени точности. Станки разделены на 5 классов: Н – станки нормальной точности (к этому классу относится большинство универсальных станков), П – станки повышенной точности (станки данного класса изготовляют на базе станков нормальной точности, но требования к точности обработки ответственных деталей станка, качеству сборки и регулирования значительно выше), В – станки высокой точности (достигаются благодаря использованию специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулирования станка в целом),
Станки классов точности В, А и С называют прецизионными (от фр. precision — точность). Эти станки желательно эксплуатировать в термоконстантных цехах, температура и влажность окружающего воздуха в которых регулируется автоматически.
В обозначение модели может входить буква, характеризующая точность станка (нормальный класс точности (Н) в наименовании модели не указывается): 16К20П – токарно-винторезный станок (П) повышенной точности.
Классификация станков по степени автоматизации. Выделяют станки-автоматы и полуавтоматы. Автоматом называют станок, в котором после наладки все движения, необходимые для выполнения цикла обработки, в том числе загрузка заготовок и выгрузка готовых деталей, осуществляется автоматически, т.е. выполняется механизмами станка без участия оператора.
Полуавтоматом называют станок, работающий по автоматическому циклу, для повторения которого требуется вмешательство рабочего. Так, рабочий вручную устанавливает на станок заготовку и снимает обработанную деталь, после чего включает станок для повторения цикла.
С целью комплексной автоматизации для крупносерийного и массового производства создают автоматические линии и комплексы, объединяющие различные автоматы, а для мелкосерийного производства – гибкие производственные модули (ГПМ).
Автоматизация мелкосерийного производства деталей достигается созданием станков с программным управлением (цикловым), в обозначение моделей вводится буква Ц (или числовым буква Ф).
В моделях станков с ЧПУ последние два знака — буква Ф с цифрой (1 — станок с цифровой индикацией и предварительным набором координат; 2-е позиционной системой управления; 3 — с контурной системой управления; 4 — с комбинированной системой управления для позиционной и контурной обработки).
Например: зубофрезерный полуавтомат с комбинированной системой ЧПУ — модель 53А20Ф4, вертикально-фрезерный станок с крестовым столом и устройством цифровой индикации — модель 6560Ф1; модель 1Б732Ф3 – токарный станок с контурной системой ЧПУ.
В конце обозначения модели станков с цикловыми системами управления ставят букву Ц, а с оперативной системой управления — букву Т.
Например: токарный многорезцово-копировальный полуавтомат с цикловым программным управлением — модель 1713Ц; токарный станок с оперативной системой управления — модель 16К20Т1.
Наличие в станке инструментального магазина отображается в обозначении модели буквой М; например, сверлильный станок с позиционной системой программного управления повышенной точности с инструментальным магазином — модель 2350ПМФ2.
Классификация станков по массе.
Станки подразделяют на легкие – до 1 т, средние – до 10 т, тяжелые – свыше 10 т. Тяжелые станки делят на крупные – от 16 до 30 т, собственно тяжелые – от 30 до 100 т, особо тяжелые – до 100 т и уникальные свыше 100 т.Статья подготовлена по материалам сайта www.elektronik-chel.ru
Классификация и система обозначения станков — Студопедия
Одним из признаков классификации станков служит степень их универсальности. Она характеризует разнообразие деталей и операций, для которых пригоден станок. Чем больше это разнообразие, тем шире технологические возможности станка.
С этой точки зрения все станки разделяются на 4 группы:
Станки общего назначения (широко-универсальные) – токарно-винторезные, вертикально- и горизонтально-фрезерные, вертикально- и радиально-сверлильные, круглошлифовальные и т.п.
Станки общего назначения с повышенной производительностью – токарно-револьверные, токарные автоматы и полуавтоматы, продольно- и карусельно-фрезерные, бесцентро-шлифовальные и др. (менее универсальны, имеют меньший диапазон частот вращения и подач).
Станки специальные — для выполнения только какой-либо одной операции в одном технологическом процессе. Специальные станки разделяются на два вида: обыкновенные специальные и агрегатные.
Наиболее широко агрегатирование применяют для станков сверлильной и расточной групп.
В некоторых случаях специальный станок создают посредством модернизации какого-либо станка другой группы, тогда их называют специализированными. Например, превращает токарный в копировально-фрезерный (для обработки пера лопатки ГТД) и т.п.
В ЭНИМСе была разработана современная классификация металлорежущих станков. В качестве определяющих параметров классификации приняты подетальная и целевая специализация, а также степень автоматизации оборудования.При описании подетальной специализации систем признано целесообразным использовать вышеизложенную терминологию. По степени автоматизации станки делятся на автоматические, автоматизированные и неавтоматизированные.
Кроме того станки делятся еще на одноцелевые и многоцелевые (этот термин появился вместе со станками с ЧПУ).
Следующим классификационным признаком является точность станков:
Н – станки нормальной точности – 16К20.
П – станки повышенной точности, которая обеспечивается повышением качества изготовления и сборки станков нормальной точности – 16К40П, 53А30П.
В – станки высокой точности (специальная конструкция отдельных узлов и высокие требования к изготовлению, сборке и регулированию станка) – 3У10В.
С – станки особо точные – мастер-станки (предназначены для изготовления деталей к станкам классов А и В) – 2421С – координатно-расточные.
Станки классов В, А, С эксплуатируются в помещениях с постоянной температурой и влажностью.
Технологические процессы разрабатывают как при проектировании новых цехов и заводов, так и для действующих цехов. В первом случае ориентируются на станки новейших моделей. Во втором — разрабатывают ТП с учетом имеющегося оборудования.
При выборе оборудования необходимо руководствоваться следующим:
- Технологическое назначение станков — соответствие конкретной операции.
- Габаритами станка, его мощностью и диапазоном режимов его работы.
- Точностью станка и требуемой точностью изготовления детали.
- Объемом выпуска изделий — производительностью станка.
- Стоимостью оборудования.
Более полно изложена номенклатура показателей качества станков в ГОСТ 4.93-83.
Металлорежущие станки в зависимости от вида обработки, делят на девять групп, а каждую группу — на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента. Группа 4 предназначена для электроэрозионных, ультразвуковых и других станков.
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая номер подгруппы (тип станка), а последние одна или две цифры – наиболее характерные технологические параметры станка.
Например:
- 1Е116 означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм;
- 2Н125 означает вертикально-сверлильный станок с наибольшим условным диаметром сверления 25 мм.
Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности.
Принята следующая индексация моделей станков с программным управлением:
Ц – с цикловым управлением;
Ф1 – с цифровой индексацией положения, а также с предварительным набором координат;
Ф2 – с позиционной системой ЧПУ,
ФЗ – с контурной системой ЧПУ; Ф4 – с комбинированной системой ЧПУ.
Например:
- 16Д20П – токарно-винторезный станок повышенной точности;
- 6Р13К-1 – вертикально-фрезерный консольный станок с копировальным устройством;
- 1Г340ПЦ – токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением;
- 2Р135Ф2 – вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления;
- 16К20ФЗ – токарный станок с контурной системой числового программного управления;
- 2202ВМФ4 – многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например, мод. МШ-245 – рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
TOP 38 Крупнейшие аксессуары для покупателей станков в Уганде
Международный университет Кампалы
- Детали и аксессуары для машин: макетная панель / плата разрыва в соединительных точках cat3 0 (8)
- Детали и аксессуары для машин: анализатор грудной клетки 3 ГГц без генератора слежения (7)
- аксессуары для машин: мультиплексор, декодер мультиплексора и экспериментальная панель стр. 14
- Детали и аксессуары для машин: двигатель постоянного тока pmdc v / w / 0 об / мин со встроенным тахогенератором и нагрузкой для замкнутого контура
- Prts и аксессуары для машин: пьезоэлектрический преобразователь для измерения ударов с аттенюатором и пиковым детектором модель
- Prts и аксессуары для машин: преобразователи звука с 4-мя дистанционным измерением с использованием ультразвукового датчика
- Prts и аксессуары для машин: асинхронный двигатель с короткой клеткой и dahlander w inding for установленный шасси с переключением полюсов
- Детали и принадлежности для машин: панель для экспериментов с осциллятором и усилителем стр. 35
- Детали и принадлежности d аксессуары для машин: 3-фазный синхронный генератор с явным полюсом
- Prts и аксессуары для машин: силовые полупроводники, эксп.Панель стр. 20
- Детали и аксессуары для машин: панель встроенных цифровых панелей cm20 psk, qp sk, 16 qam, 8 psk, msk, разные
- Детали и принадлежности для машин: линия трансмиссии смоделирована expt. Панель / см 10
- Детали и аксессуары для машин: волоконно-оптическая / лазерная панель для экспериментов / см1, включая расценки для всех основных принадлежностей. бит errordelectatio
- Prts и аксессуары для машин: расширенные операционные усилители экспериментальная панель LP 17
- Prts и аксессуары для машин: digita l ogic panel ii / cat4
- Prts и аксессуары для машин: стекловолоконный кабель expt.Панель см 16
- Детали и аксессуары для машин: панель тиристорного привода с реальной технологией для температурного и светового процесса
- Детали и аксессуары для машин: исследование логических вентилей и приложений. Экспериментальная панель стр. 28
- Детали и принадлежности для станков: встроенная лапка станка постоянного тока, установленная на шасси
- Детали и принадлежности для машин: аналоговый мультиплексор / демультиплексор и АЦП, экспериментальная панель стр. 26
- Детали и принадлежности для машин: переходник Экспериментальная панель для параметров h, термостойкость, cb / cc / ce p7
- Prts и аксессуары для машин: экспериментальная панель с памятью p 34
Verma Co.ООО
Крышка – корпус счетчика: – верхний – черный
Tembo Steels U Ltd.
Детали и принадлежности станков: R Evolving Center MT-5
Madhvani Group Steel Division
Запчасти и аксессуары для машин, приборов, инструментов миниатюрные одноразовые наконечники для термопар pt / pt rh-10% type s fix
Metro Plastics U Ltd.
Принадлежности для сварочных аппаратов Аппарат для инверторной дуговой сварки model-primo 200 с принадлежностями для сварки 3 м sr № 21/17010396
Famous 2009 Ltd.
Complite лифт (SS auto door abin (car) mrl machine machanical accessories & it s standard accessories
Hoima Sugar Ltd.
- Машина для очистки труб и аксессуары, так cket конец инструмента для внешней обсадной трубы 32 мм (34)
- Машина для очистки труб и аксессуары 2c ore x 2.5кв. Медный гибкий кабель для ручной лампы (20)
- Машина для чистки трубок и аксессуары bf m 50 Машина с гибким валом, электрическая тележка, закрытая беличья клетка (10)
- Машина для чистки трубок и принадлежности с щеткой 12 с ручкой (6)
- Машина для чистки труб и аксессуары коническое колесо
- Машина для очистки труб и аксессуары – это крышка трансформатора olation 2 кВА, однофазная. Вход V Выход Частота 24 В
- Машина для чистки труб и аксессуары SP – нижняя чашка для 15-роликового инструмента диаметром 45 мм диаметром 45 мм
Delta Batteries Уганда Лтд.
Плавильная печь, отрезная машина, шаровая мельница и принадлежности, ректификатор пласта с диммером с электрическим током
Dembe Trading Enterprises Ltd.
- Оборудование с принадлежностями для машины для производства печенья: устройство подачи теста для ротационной формовочной машины (10)
- Оборудование с принадлежностями для машины для производства печенья: печь шириной 60 в ckd в полностью разобранном состоянии (4)
- Оборудование с принадлежностями для машины для производства печенья: ротационная машина для нарезки печенья шириной 60 1 лот
Krima Stone Crusher U Ltd.
Принадлежности для сверлильных станков: запчасти для поворотной головки пневмодвигателя для станка Shakti 100 dri ll
Tasco Industries Ltd.
Выдувная машина с принадлежностями и формой: 20-литровая (модифицированная) автоматическая выдувная машина с многоточечным приводом
Roofings Rolling Mills Ltd.
6 (ag 60) токарный станок Sant Sight 1000 в комплекте со стандартными принадлежностями в деревянной упаковке
Jaydeep Industries Ltd.
- R кольцевые проушины, закаленные и луженые кольцевые детали и принадлежности ткацких станков для текстильных машин (139)
- Кольцевые проушины, закаленные и луженые кольца части и принадлежности ткацких станков extile 0r шт 0
Transpaper U Ltd.
Переплетное оборудование – полностью автоматический станок для тетрадей с принадлежностями (модель: bolt rb104)
Al Rayyan International Gen Trdg.llc
Перемоточная машина с принадлежностями и запасными частями: наборы перемотчиков
Kinyara Sugar Ltd.
- Сверлильный станок для швейных колонн, модель No. Шить / с 25 кап. 25 мм в комплекте с электрооборудованием и принадлежностями
- Станок токарно-карусельный с принадлежностями
Southern Range Nynza Ltd.
- Принадлежности для текстильных машин, двигатель переменного тока, 41 5 v, b3, 6p об / мин 1,5 кВт
- Асинхронный двигатель 11 кВт принадлежности для текстильных машин
Fb Solutions Ltd.
- Form fill seal ffs sachet упаковочная машина с аксессуарами для упаковки чайных жидкостей
- Ffs упаковочная машина для закусок с аксессуарами на конвейерном конвейерном типе
- Фильтровальная машина 8 тарелок для сока с аксессуарами. Глава 3 ftp
Блоупласт Уганда Лтд.
Индукционный запайщик ручной индукционный запайщик вместе с принадлежностями
Dayalbhai Madanji & co
Машина для доводки мешков с инструментами и аксессуарами – мы намерены требовать награды под номером
Multiple Industries Limited
Станки и принадлежности – пластиковые литьевые формы из стали для: кружки (1 полость) (1 форма) (1 набор)
Victoria Nile Plastics Ltd.
Экструдер для пластика (40 мм) со всеми стандартными принадлежностями
Dharamshi Enterprises Ltd.
Аппарат для дуговой сварки, 400 А, 3 фазы, со всеми принадлежностями
General Moulding U Ltd.
Б / у термопластавтомат nestal в сборе с принадлежностями
Auromeera Industries U Ltd.
Мукомольная машина и принадлежности
Medipoint Industries Ltd.
Аксессуары для экструзионных машин: прочная герметизирующая лента 15 мм * 50 м * 10 рулонов в коробке
ООО «Ригил Агротех».
Старый и подержанный гидравлический экскаватор-погрузчик no n транспортная и землеройная машина с запасными частями и принадлежностями в состоянии ckd
Brookside Ltd.
Принадлежности к мешкошвейной машине lo
High Gate Investments
Отжим для стиральной машины Ramsons (с принадлежностями) (номер модели: rvwe30
Nile Aluminium Ltd.
- Шлифовальный станок с деталями и принадлежностями s sanghvi scrap traders tax inv.№ Dtd.13.03.20 gstin no.24aadhs 2a1zg
- Долбежный станок с принадлежностями название партии yogesh engineering gst № 24abrpp 2r1zk налоговый инв. Нет г / 4 от 19.06. 9
Nilkanth Investment Ltd.
Долбежный станок Nirman – mi – 250 мм с выс. аксессуары
Shakti Metals Ltd.
Станок долбежный с принадлежностями (после ремонта) (согласно инвойсу
Министерство образования и науки Техника
Слот-машина (1.10c.56) со стандартными принадлежностями и электрооборудованием
Ddembelyo Distillers Ltd.
Автоматическая машина для ополаскивания бутылок и укупорки пластиком с полным набором принадлежностей
Modern Distillers Ltd.
Гидравлический плоскошлифовальный станок (ratc het feed) модель- g- 300 * 600 мм со стандартными принадлежностями (производитель: gulati измельчение m
Восточноафриканский Пиллинг Общество с ограниченной ответственностью.
Putzmeister сделать стационарный бетононасос модель bsa1405d esmart выдерживаемое вспомогательное оборудование серийный номер машины 214304601
ООО «Роял Агровет»
Оборудование / аксессуары для птицеводства
Tembo Aluminium Ltd.
Гидравлический пресс для глубокой вытяжки со всеми стандартными аксессуарами и прочим в соответствии с i nv
армейских военных специальностей,
годы войны во ВьетнамеCopyright (c) С 1988 г. Американская военная библиотека | Дом
Г. Реестр фотографий | Приложения реестра | Сайты для военных / ветеранов
U.С. Армия
Военно-профессиональные специальности
Эра Вьетнамской войны Разрешено связать этот сайт с вашей веб-страницей
http://www.americanwarlibrary.com/vietnam/vwamos.htm 000
КОДИРОВАНИЕ NCO
ЭСКОРТ
ОБЩИЕ ВОЕННЫЕ ОБЯЗАННОСТИ 00B
БАЗОВЫЙ ДАЙВЕР
ДАЙВЕР
ДАЙВЕР КВАРТИРА
АКВАЛАНГИСТ 00C
ИНСТРУМЕНТ ДЛЯ СОБАК
ВОДИТЕЛЬ СОБАКИ
ДРЕССИРОВЩИК 00D
НАЗНАЧЕНИЕ ОСОБЫХ ОБЯЗАННОСТЕЙ 00E
НАЧАЛЬНИК КОНСУЛЬТАЦИОННОЙ СЛУЖБЫ АРМИИ
АРМИЯ КАРЬЕРНЫЙ СОВЕТНИК
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ NCO
РЕКРУТЕР
РЕКРУТЕР И КАРЬЕРНЫЙ СОВЕТНИК
НАБОР СТАНЦИИ КОМАНДОР 00F
БУР-СЕРЖАНТ 00G
ЭКИПАЖ БЕЗОПАСНОСТИ
КОНТРОЛЛЕР
ОТСОЕДИНИТЕЛЬНЫЙ СЕРЖАНТ (КОНТРОЛЛЕР)
КОМАНД ДВИГАТЕЛЯ
ДВИГАТЕЛИ И КПП
Пусковая установка
СЕКЦИЯ СЕРЖАНТ (CNTL’LER)
СЕКЦИЯ СЕРЖАНТ (ПУСКОВОЙ)
ЭКИПАЖ ЦЕЛЕВОГО САМОЛЕТА 00Z
КОМАНДНЫЙ СЕРЖАНТ МАЙОР 01A
ПОМОЩНИК ИНЖЕНЕРА-ХИМИКА 01B
ЭЛЕКТРОЭЛЕКТРОННЫЙ ПОМОЩНИК ИНЖЕНЕРА
ПОМОЩНИК ЭЛЕКТРОТЕХНИКА 01C
ПОМОЩНИК ИНЖЕНЕРА ПО АВИАЦИОННОЙ СИСТЕМЕ
АВТОМОБИЛЬНЫЙ ИНЖЕНЕРНЫЙ ЗАВОД
MECH’L ENGINEER’G ASSISTANTC
ПОМОЩНИК МЕТАЛЛУРГИИ 01D
ПОМОЩНИК ГРАЖДАНСКОГО ИНЖЕНЕРА 01E
МАТЕМАТИЧЕСКИЙ АССИСТЕНТ
ПОМОЩНИК ПО МАТЕМАТИКЕ
ПОМОЩНИК ПО СТАТИСТИКЕ 01F
ПОМОЩНИК ГЕОЛОГИИ
ПОМОЩНИК ЯДЕРНОЙ ФИЗИКИ
ПОМОЩНИК ПО ТЕРМОНИКАМ 01G
ПОМОЩНИК ИНЖЕНЕРА ПО КЕРАМИКЕ
ПОМОЩНИК ИНЖЕНЕРА 01H
ПОМОЩНИК ПО БАКТЕРИОЛОГИИ
ПОМОЩНИК БИОХИМИИ
ПОМОЩНИК БИОЛОГИЧЕСКИХ НАУК
ПОМОЩНИК ПО БИОЛОГИИ
ПОМОЩНИК ЭНТОМЛОГИИ 01K
СПЕЦИАЛИСТ ПО ИССЛЕДОВАНИЯМ
СПЕЦИАЛИСТ ПО ТЕСТИРОВАНИЮ 01L
СПЕЦИАЛИСТ ПО АУДИТУ 02
ЛИДЕР ГРУППЫ ПОЛОСА
ЛАТУНЬ ИЛИ ДЕРЕВО 02B
КОРОНЕТНАЯ ИЛИ ТРУБА 02C
БАРИТОННЫЙ ИЛИ ЭУФОНИЕВЫЙ ПРОИГРЫВАТЕЛЬ 02D
ФРАНЦУЗСКИЙ РОТОР 02G
ИГРОК ФЛЕЙТЫ ИЛИ ПИККОЛО 02H
ГОДОВОЙ ИГРОК 02J
КЛАРИНЕТОВЫЙ ИГРОК 02K
ФАКТИЧЕСКИЙ ПЛЕЕР 02L
САКСОФОННЫЙ ИГРОК 02S
КОНФИГУРАТОР
ПОМОЩНИК БАНДЛИДЕРА
КОПИСТ
ПОЛЕВЫЙ МУЗЫКАНТ
ЛИДЕР ГРУППЫ
ИНСТРУКТОР ПО РЕМОНТУ
СПИСОК ИНСТРУКТОРОВ
СПЕЦИАЛИСТ ПО МУЗЫКАЛЬНОЙ КЛАССИФИКАЦИИ
МУЗЫКАЛЬНЫЙ КОММЕНТАРИЙ АННОТАТОР
МУЗЫКАЛЬНЫЙ СПЕЦИАЛИСТ ПО ЭЛЕКТРОННОЙ ИНТЕГРАЦИИ
СПЕЦИАЛИСТ ПО МУЗЫКАЛЬНЫМ ЗАКУПКАМ
МУЗЫКАЛЬНЫЙ РЕПРОДУКТ
СПЕЦИАЛИСТ СОЛЬНЫХ ИНСТРУКТОРОВ
СПЕЦИАЛЬНЫЙ БАНДСЕМЕНТ 02Z
ЗАЯВЛЕННЫЙ БАНДЛИДЕР 03B
СПЕЦИАЛИСТ ПО РАЗВЛЕЧЕНИЯМ
ДИРЕКТОР РАЗВЛЕЧЕНИЙ
СПЕЦИАЛИСТ ПО БИБЛИОТЕКАМ
ПРОЕКЦИОНИСТ
СПЕЦИАЛИСТ ПО ОТДЫХУ
ПОКАЗАТЬ ДИРЕКТОР 03C
ИНСТРУКТОР ПО АТЛЕТУ
СПОРТИВНАЯ СПЕЦИАЛЬНОСТЬ 03D
СПЕЦИАЛИСТ ПО ИСКУССТВУ И РЕМЕСЛА
РУКОВОДИТЕЛЬ ИСКУССТВА И РЕМЕСЛА 03Z
НАЧАЛЬНИК ОТДЫХА 04B
ПЕРЕВОДЧИК 04C
ИНТЕРПРЕССАТОР
ЛИНГВИСТ
ЭКСПЕРТ-ПЕРЕВОДЧИК
СПЕЦИАЛЬНЫЙ ИНТЕРЬЕРА 05B
РАДИОПРИЕМНИК
РАДИОУПРАВИТЕЛЬ 05C
РАДИОТЕЛЕТИП ОПЕР
НАЧАЛЬНИК ГРУППЫ РАДИОТЕЛЕТИПА 05D
СПЕЦИАЛЬНАЯ ОПЕРАЦИЯ ИДЕНТИФИКАЦИИ 05G
АНАЛИТИК БЕЗОПАСНОСТИ СВЯЗИ
МОНИТОР БЕЗОПАСНОСТИ СВЯЗИ
СПЕЦИАЛИСТ ПО БЕЗОПАСНОСТИ СВЯЗИ
НАДЗОР БЕЗОПАСНОСТИ КОММУНИКАЦИЙ 05H
Морзе-перехватчик 05K
ТЕЛЕТИП-ПЕРЕВОДЧИК 09D
СТУДЕНТ КОЛЛЕДЖА 09F
ПОМОЩНИК КАПЕЛАНОВ (КАТОЛИЧЕСКИЙ) 09G
ПОМОЩНИК КАПЕЛАНОВ (ПРОТЕСТАНТ) 09H
ПОМОЩНИК КАПЕЛЕНОВ (ЕВРЕЙСКИЙ) 09S
НАЧАЛЬНЫЙ КАНДИДАТ В ОФИЦЕР 11B
БОЕПРИПАСНЫЙ АГЕНТ
БОЕПРИПАСНЫЙ ПОДШИПНИК
НАЧАЛЬНИК БОЕПРИПАСОВ
ОБРАБОТКА БОЕПРИПАСОВ
РУКОВОДИТЕЛЬ ОТДЕЛЕНИЯ БОЕПРИПАСОВ
СПЕЦИАЛИСТ ПО БОЕПРИПАСАМ
АВТОМАТИЧЕСКИЙ СТРЕЛЕК
КОМПАНИЯ SCOUT
ПИСТОЛЕТ
ИНСТРУКТОР
ЛЕГКОЕ ОРУЖИЕ ПЕХОТНИК
ПИСТОЛЕТ
РАДИОТЕЛЕФОН ОПЕР
REDEYE GUNNER
СТРЕЛЬЧИК
ВОДИТЕЛЬ РАЗВЕДКИ
РАЗВЕДКА-НАБЛЮДАТЕЛЬ 11C
ПОДШИПНИК БОЕПРИПАСОВ
НАЧАЛЬНИК ПОЖАРНОЙ ИНФОРМАЦИИ
КОМПЬЮТЕР НАПРАВЛЕНИЯ ПОЖАРА
ПЕРЕДНИЙ НАБЛЮДАТЕЛЬ
ГАННЕР (ДЭВИ КРОКЕТТ)
ПИСТОЛЕТ (Миномет)
ПЕХОТА КОСВЕННЫЙ ДРУЗЬЯ CREWMAM
ПОГРУЗЧИК 11D
ПОДАЧА БОЕПРИПАСОВ
СПЕЦИАЛИСТ ПО БРОНИРОВАНИЮ
РАЗВЕДКА
ВОДИТЕЛЬ РАЗВЕДКИ
РАЗВЕДКА-НАБЛЮДАТЕЛЬ
ЛИДЕР КОМАНДЫ 11E
ОБРАБОТКА БОЕПРИПАСОВ
СПЕЦИАЛИСТ ПО БОЕПРИПАСАМ
ВОДИТЕЛЬ АМФИБИИ
БРОНЕКОРБИНГ
БРОНИРОВАННЫЙ АВТОМОБИЛЬ COMMANDER
ВОДИТЕЛЬ БРОНИРОВАННОГО АВТОМОБИЛЯ
КОМАНДЕР БОЕВОГО ТРАНСПОРТА
ВОДИТЕЛЬ БОЕВОГО АВТОМОБИЛЯ
ПИСТОЛЕТ
ПОСАДКА ТРАНСПОРТНОГО СРЕДСТВА COMMANDER
REDEYE GUNNER
ТАНК КОМАНДЕР
ТАНК РАДАР 11F
СПЕЦИАЛИСТ ПО ПЕХАНИИ И РАЗВЕДКЕ 11G
СТАРШИЙ СЕРЖАНТ ПЕХОТЫ 11H
ПОДШИПНИК БОЕПРИПАСОВ
ПИСТОЛЕТ (АНТИТАНКОВАЯ РАКЕТА)
ОРУЖИЕ (БЕЗОПАСНОЕ ОРУЖИЕ)
ПЕХОТА ПРЯМОГО ПОЖАРНОГО ЭКИПАЖА
ПОГРУЗЧИК 12A
ОБРАБОТКА БОЕПРИПАСОВ
ПОМОЩНИК ВОДИТЕЛЯ
МОСТ КВАРТИРА
ВОДИТЕЛЬ ЛЕГКОГО САМОСА
ПОГРУЗЧИК
ПИСТОЛЕТ
ЗНАК ХУДОЖНИК
ИНСТРУМЕНТЫ 12B
БОЕВОЙ ИНЖЕНЕР
КОМАНДЕР БОЕВОГО ТРАНСПОРТА
ВОДИТЕЛЬ БОЕВОГО АВТОМОБИЛЯ
СТРОИТЕЛЬСТВО ФОРМАН
ИНСПЕКТОР СТРОИТЕЛЬСТВА
СТРОИТЕЛЬСТВО
ПОМОЩНИК ДЕМОНТАЖА
СПЕЦИАЛИСТ ПО ДЕМОНТАЖУ
ВОДИТЕЛЬ ТЯЖЕЛОГО АВТОМОБИЛЯ
РЕКОНСЕРЖАНТ
СПЕЦИАЛИСТ РЕКОН 12C
СПЕЦИАЛИСТ ПО МОСТОВОМ ОБОРУДОВАНИЮ
МОСТ FOREMAN
СЕРЖАНТ МОСТОВОГО ВЗВОДА
СЕРЖАНТ МОСТОВОГО ОТДЕЛЕНИЯ
МОСТ СЕРЖАНТ
СПЕЦИАЛИСТ ПО МОСТУ 12D
ИНЖЕНЕР РЕКОН СЕРЖАНТ
НАЧАЛЬНИК ЭКИПАЖА МОБИЛЬНОГО МОБИЛЬНОГО МОСТА
МОБИЛЬНЫЙ ШТУРМ МОСТ ЭКИПАЖ 12E
СПЕЦИАЛИСТ ПО АТОМНОМУ УБОРУДОВАНИЮ
КОМАНДУЮЩИЙ АВЛБ 12F
ДРАЙВЕР AVLB
НАЧАЛЬНИК ЭКИПАЖА МОСТА
СЕРЖАНТ МОСТОВОГО ОТДЕЛЕНИЯ
CEV COMMANDER
ВОДИТЕЛЬ CEV
CEV GUNNER
БОЕВОЙ ИНЖЕНЕР НА ГУСЕНИЧНОМ ТРАНСПОРТЕ ЭКИПАЖ
LVT КОМАНДЕР
ВОДИТЕЛЬ LVT 12Z
МОСТ ИНСПЕКТОР
МОСТ NCO
БОЕВОЙ СТРОИТЕЛЬНЫЙ ФОРМАН
БОЕВОЙ ИНЖЕНЕР СТАРШИЙ СЕРЖАНТ
ИНЖЕНЕР 13A
БОЕПРИПАСЫ
ОБРАБОТКА БОЕПРИПАСОВ
СПЕЦИАЛИСТ ПО БОЕПРИПАСАМ
ВОДИТЕЛЬ БРОНИРОВАННОГО АВТОМОБИЛЯ
АРТИЛЛЕРИЙ РЕГИСТРАТОР
МОНТАЖНИК
CANNONEER
ВОДИТЕЛЬ ГРУЗА
ДРАЙВЕР CP CARRIER
ПОЛЕВЫЕ АРТИЛЛЕРИИ BASIC
ВОДИТЕЛЬ ТЯЖЕЛОГО АВТОМОБИЛЯ
ПОГРУЗЧИК 13B
СЕРЖАНТ ПО ОБЕСПЕЧЕНИЮ БОЕПРИПАСОВ
АРТИЛЛЕРИЯ МЕХАНИЧЕСКАЯ
АРТИЛЛЕРИЯ БАШНЯ МЕХАНИЧЕСКАЯ
ПОЛЕВЫЙ АРТИЛЛЕРИЙ ЭКИПАЖ
ПИСТОЛЕТ
REDEYE GUNNER 13E
ДИАГРАММА РАБОТЫ
ХРОНОГРАФ ОПЕР
ПОЛЕВЫЙ АРТИЛЛЕРИЙ ОПЕР / ПОЖАРНЫЙ ПОМОЩНИК
КОМПЬЮТЕР НАПРАВЛЕНИЯ ПОЖАРА
СПЕЦИАЛИСТ ПО ИНТЕЛЛЕКТУ
РЕКОНСЕРЖАНТ 13Z
СТАРШИЙ СЕРЖАНТ ПОЛЕВОЙ АРТИЛЛЕРИЙСКОЙ ПУШКИ 15B
АЗИМУТ-ОРИЕНТАЦИЯ УПРАВЛЕНИЯ
СТРЕЛА ОПЕР
СТРЕЛКА OPER
ПИСТОЛЕТ СЕРЖАНТ
РАКЕТЧИК
РАКЕТНЫЙ ПОГРУЗЧИК
СЕРЖАНТ РАКЕТЧИК
ИСПЫТАТЕЛЬНАЯ СТАНЦИЯ РАБОТАЕТ 15C
ПУСКОВИК
МАШИНОСТРОЕНИЕ СЕРЖАНТ 15D
БОЕПРИПАСНЫЙ АГЕНТ
ДРАЙВЕР ДВИГАТЕЛЯ КОМАНДНОГО СТОЛА
ВОДИТЕЛЬ ТЯЖЕЛОГО АВТОМОБИЛЯ
ПУСКОВИК
РАКЕТНЫЙ ПОГРУЗЧИК
МОНИТОР ПРОГРАММИРОВАНИЕ ОПЕР
РЕГИСТРАТОР
БЕЗОПАСНОСТЬ 15E
СПЕЦИАЛИСТ ПО АЗИМУТАМ УКЛАДКИ
СТРЕЛА ОПЕР
СПЕЦИАЛИСТ ПО ЗАПУСКУ ОШИБОК
ВОДИТЕЛЬ ТЯЖЕЛОГО АВТОМОБИЛЯ
ВОДИТЕЛЬ ЛЕГКИХ АВТОМОБИЛЕЙ
ПИСТОЛЕТ
РАКЕТЧИК
РАКЕТНЫЙ ПОГРУЗЧИК 15F
СПЕЦИАЛИСТ ПО МОНТАЖУ
СЕРЖАНТ ТРАНСПОРТИРОВКИ МОНТАЖА
ПИСТОЛЕТ
ЧЕСТНЫЙ JOHN FOCKET CREWMAM
Бригадир-пускатель ВОДИТЕЛЬ ТЯЖЕЛОГО АВТОМОБИЛЯ 15J
ДИАГРАММА РАБОТЫ
ЛАНС / ЧЕСТНЫЙ ДЖОН ОПЕР / ПОЖАРНЫЙ ПОМОЩНИК 15Z
СТАРШИЙ СЕРЖАНТ ПОЛЕВЫЙ АРТИЛЛЕРИЙСКОЙ РАКЕТЫ / РАКЕТЫ 16B
РУКОВОДИТЕЛЬ В СБОРЕ
ПОЖАРНАЯ ПАНЕЛЬ ОПЕРАТОРА
РАКЕТНЫЙ КОМАНД ГЕРКУЛЕС
ПУСКОВИК 16C
ПОЖАРНЫЙ CNTL OPER
HERCULES FIRE CNTL КРЕВМЕН
РАДАР ОПЕР 16D
РАКЕТЧИК HAWK
РАКЕТЧИК ЛАНС
ПУСКОВИК
ПОГРУЗЧИК ТРАНСПОРТЕР ОПЕР 16E
СИМУЛЯТОР ОБОРУДОВАНИЯ
ПОЖАРНЫЙ CNTL OPER
HAWK FIRE CNTL ЭКИПАЖ 16F
ПОГРУЗЧИК БОЕПРИПАСОВ
Сержант по боеприпасам
СПЕЦИАЛИСТ ПО БОЕПРИПАСАМ
CANNONEER
ПИСТОЛЕТ
ПИСТОЛЕТ 16H
ПОМОЩНИК ОПЕРАТОРА И РАЗВЕДКИ АРТИЛЛЕРИИ ВОЗДУШНОЙ ОБОРОНЫ
НАЗЕМНЫЙ НАБЛЮДАТЕЛЬ
СПЕЦИАЛИСТ ПО ИНТЕЛЛЕКТУ
РАСПРЕДЕЛИТЕЛЬНЫЙ ПАНЕЛЬ 16J
РАДАР ПРИОБРЕТЕНИЯ ОПЕР
РАДАР ОБОРОНЫ ОБОРУДОВАНИЯ
ЭКИПАЖ РАССКАЗЧИК 16K
ПОМОЩНИК ДИРЕКТОРА РЕКЛАМНОЙ АРТИЛЛЕРИИ
ОПЕРАТОР ПО РАСПРЕДЕЛЕНИЮ ПОЖАРА
СИСТЕМА РАСПРЕДЕЛЕНИЯ ПОЖАРА CREWMAN
ПИСТОЛЕТ РАССКАЗ
ИНДИКАТОР ВЫСОТЫ OPER
ЖУРНАЛ CLK
ЭКИПАЖ ЛЕГКОЙ ПВО АРТИЛЛЕРИИ
БЛОТТЕР ЗАПИСЕЙ
ПЛОТТЕР СОСТОЯНИЯ
ЦЕЛЕВОЙ ТРЕКЕР 16R
ЧАПАРРАЛ / ВУЛКАН КРЮМАН
FAAR OPER
ГАННЕР 16Z
СТАРШИЙ СЕРЖАНТ ПВО АРТИЛЛЕРИИ ПВО
ПЕРВЫЙ СЕРЖАНТ 17A
БОЕВОЙ НАБЛЮДЕНИЕ И ПОЗВОНОЧНИК
СПЕЦИАЛИСТ ПО ПРОМЫШЛЕННОЙ БАТАРЕИ
ВСПЫШКА
ПЛОТТЕР ВСПЫШКИ
ПОИСКОВЫЙ МЕНЕДЖЕР
ЗВУКОВОЙ НАБЛЮДАТЕЛЬ
ЗВУКОВЫЙ ПЛОТТЕР 17B
ПРОТИВОБАТАРЕЙНАЯ БАТАРЕЯ / РАДИАТОР МИНИСТРАТОРА ЭКИПАЖА
РАДАР ПОЛЕВЫЙ АРТИЛЛЕРИИ ЭКИПАЖ
РАДАР ОПЕР
РАДАРНЫЙ ПЛОТТЕР 17C
СЧИТЫВАТЕЛЬ ЗАПИСИ
ЗВУКОВОЙ КОМПЬЮТЕР
ЗВУКОВОЙ ДИАПАЗОН 17D
ФЛЭШ-КОМПЬЮТЕР
FLASH OBSERVER
ЭКИПАЖ ДИАПАЗОНА ВСПЫШКИ
РАБОТА С ПАНЕЛЬЮ ВСПЫШКИ 17E
БЛОК ПОДСВЕТКИ
ПОИСКОВЫЙ МЕНЕДЖЕР
ПОИСК ЭЛЕКТРИКА 17К
Экипаж РЛС НАЗЕМНОГО НАБЛЮДЕНИЯ
РАДАР НАЗЕМНОГО НАБЛЮДЕНИЯ OPER
ДАТЧИК ВОЗДУХА 17L
РАБОТА С ДАТЧИКОМ ВОЗДУХА
СПЕЦИАЛИСТ ПО ДАТЧИКАМ ВОЗДУХА
DATA TERMINAL OPER 17Z
БОЕВОЕ НАБЛЮДЕНИЕ И ПРИОБРЕТЕНИЕ ЦЕЛЕЙ Унтер-офицер 211
УПРАВЛЕНИЕ И УЧАСТИЕ CNTL
ИНСТРУКЦИЯ ПО РЕМОНТУ И CNTL
ИНСПЕКТОР ПО РЕМОНТУ И УКАЗАНИЯМ И CNTL
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ И РЕМОНТ CNTL 21А
УСТАНОВКА ДЛЯ РЕМОНТА БАЛЛИСТИЧЕСКОЙ РАКЕТЫ
ЦИФРОВОЙ КОМПЬЮТЕР ДЛЯ РЕМОНТА ПРИБОР
РУКОВОДСТВО И ПРИЛОЖЕНИЕ CNTL
ИНСТРУКЦИЯ ПО РЕМОНТУ И ИНСТРУКЦИЯМ CNTL
РАКЕТНАЯ УСТАНОВКА ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ И КОНСТРУКЦИЙ
СЕРЖАНТ ELECTRICAL MECH’L РЕМОНТНЫЙ ПРИБОР
АППАРАТ ПО РЕМОНТУ ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ 21E
НАПРАВЛЯЮЩИЙ ИНСПЕКТОР
ИНСТРУКЦИЯ ПО РЕМОНТУ 21F
GEN’L SUPPORT SHOP SET INSPECTOR
ИНСПЕКТОР ОБОРУДОВАНИЯ
МАСТЕР ПО РЕМОНТУ ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ
СИСТЕМА РЕМОНТА ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ 21G
КОНТРОЛЬ ЭЛЕКТРОННОГО МАТЕРИАЛА
ПОЖАРНЫЙ СПЕЦИАЛИСТ CNTL 21H
НАВЕДЕНИЕ И ИНСПЕКТОР CNTL
ИНСТРУКЦИЯ ПО РЕМОНТУ И CNTL
РУКОВОДСТВО ПО РЕМОНТУ И КОНТРОЛЬНОМ РЕМОНТЕ CNTL 21J
ИНСПЕКТОР ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ
МАСТЕР ПО РЕМОНТУ ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ
СИСТЕМА РЕМОНТА ИСПЫТАТЕЛЬНОГО ОБОРУДОВАНИЯ 21K
ИНСПЕКТОР ЦИФРОВОГО КОМПЬЮТЕРА
МАСТЕР ПО РЕМОНТУ ЦИФРОВЫХ КОМПЬЮТЕРОВ
СУПЕРВАЙЗЕР ПО РЕМОНТУ ЦИФРОВЫХ КОМПЬЮТЕРОВ 21M
ИНСПЕКТОР ЦИФРОВОГО ОБОРУДОВАНИЯ
МАСТЕР ПО РЕМОНТУ ЦИФРОВОГО ОБОРУДОВАНИЯ
АППАРАТ ДЛЯ РЕМОНТА ЦИФРОВОГО ОБОРУДОВАНИЯ
СИСТЕМА РЕМОНТА ЦИФРОВОГО ОБОРУДОВАНИЯ 21R
СЕРЖАНТ ПО РЕМОНТУ СТРЕЛЬБЫ
СЕРЖАНТ СТРЕЛЬБА УЧАСТНИК ПО РЕМОНТУ
ИНСПЕКТОР ПО РЕМОНТУ СЕРЖАНТА СТРЕЛЬБА 21S
ИНСПЕКТОР ПО РЕМОНТУ РАКЕТЫ СЕРЖАНТА
СЕРЖАНТ ПО РЕМОНТУ РАКЕТОВ 21T
СЕРЖАНТ ПО РЕМОНТУ ОБОРУДОВАНИЯ
ФОРМАН ПО РЕМОНТУ ОБОРУДОВАНИЯ СЕРЖАНТА
СЕРЖАНТ ИСПЫТАТЕЛЬНЫЙ ИНСПЕКТОР ПО РЕМОНТУ ОБОРУДОВАНИЯ 21U
ГЛАВНЫЙ СЕРЖАНТ ОБСЛУЖИВАНИЯ 221
ОБОРУДОВАНИЕ NIKE ДЛЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ ФОРМАН
ИНСПЕКТОР ОБОРУДОВАНИЯ ДЛЯ ТЕСТИРОВАНИЯ ОБОРУДОВАНИЯ NIKE
МАСТЕР ПО РЕМОНТУ ТЕСТОВОГО ОБОРУДОВАНИЯ NIKE 22А
УСТАНОВКА ДЛЯ РЕМОНТА РАДАРА ПРИОБРЕТЕНИЯ
ЭЛЕКТРОННАЯ РЕМОНТНАЯ АППАРАТА
ПОЖАРНАЯ УСТАНОВКА ДЛЯ РЕМОНТА КОМПЬЮТЕРА CNTL
ПРИБОР ДЛЯ РЕМОНТА РАДАРА HAWK CONT WAVE
Ремонтная мастерская HAWK FIRE CNTL
УСТРОЙСТВО ДЛЯ РЕМОНТА РАКЕТЫ И ПУСКА HAWK
ПРИБОР ДЛЯ РЕМОНТА РАДАРА HAWK PULSE
ВНУТРЕННЕЕ РУКОВОДСТВО ПО РЕМОНТУ
ПРИМЕР ПО РЕМОНТУ ОБОРУДОВАНИЯ NIKE для ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
NIKE HIGH POWER RADAR SIMUL’TR REPAENTICE
МАСТЕР-РЕМОНТ NIKE LAUNCHER FOREMAN
ПРИБОР ДЛЯ РЕМОНТА NIKE LAUNCHER SYS
ПРИБОР ДЛЯ РЕМОНТА РАКЕТОВ NIKE
ПРИБОР ДЛЯ РЕМОНТА СИМУЛЯТОРА NIKE
АППАРАТ ПО РЕМОНТУ ТЕСТОВОГО ОБОРУДОВАНИЯ NIKE
ПОИСК ПО РЕМОНТУ РАДАРА 22G
МАСТЕР ПО РЕМОНТУ NIKE LAUNCHER
ПРИБОР ДЛЯ РЕМОНТА ЗАПУСКА NIKE
NIKE LAUNCHER REPAIR INSPECTOR
РЕМОНТ NIKE LAUNCHER SYS 22K
МЕСТНИК ПО ВНУТРЕННЕМУ РУКОВОДСТВУ HAWK
Мастер по ремонту ракет и пусковых установок HAWK
ФОРМАН
ДЛЯ РЕМОНТА РАКЕТЫ И ПУСКОВ HAWK ИНСПЕКТОР ПО РЕМОНТУ РАКЕТ И ПУСКОВ HAWK ФОРМАН ДЛЯ РЕМОНТА РАКЕТЫ NIKE 22M
23N
ГУСЕНИЧНЫЙ РАДАР NIKE FOREMAN
NIKE TRACK RADAR INSPECTOR
РЕМОНТ РАДАРОВ NIKE TRACK 23Q
ИНСПЕКТОР HAWK FIRE CNTL
РЕМОНТ HAWK FIRE CNTL
HAWK PULSE FIRE CNTL FOREMAN 23S
Мастер по ремонту радара HAWK
Мастер по ремонту радаров HAWK PULSE
ФОРМАН
РЕМОНТ РАДАРА HAWK PULSE ИНСПЕКТОР ПО РЕМОНТУ РАДАРОВ HAWK PULSE 23T
HAWK CONT WAVE RADAR Мастер по ремонту
ФОРМАН
РЕМОНТА РАДАРА HAWK CONT WAVE ИНСПЕКТОР РЕМОНТА РАДАРА HAWK CONT WAVE
РЕМОНТ РАДИАТОРОВ HAWK SEARCH 23U
NIKE H / P RADAR SIMUL’TR REPAIRMAN
ИНСПЕКТОР ПО РЕМОНТУ РАКЕТЫ NIKE
РЕМОНТ СИМУЛЯТОРОВ NIKE RADAR
ИНСПЕКТОР ПО РЕМОНТУ СИМУЛЯТОРОВ NIKE RADAR 23V
HAWK НАЧАЛЬНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
НАЧАЛЬНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ HAWK 23W
НАЧАЛЬНИК ОБСЛУЖИВАНИЯ NIKE
НАДЗОР ТЕХОБСЛУЖИВАНИЯ NIKE 24B
РАДАР НЕПРЕРЫВНОЙ ВОЛНЫ HAWK 24D
ПУСКОВОЙ РАКЕТНЫЙ МЕХАНИЗМ HAWK
МЕХАНИЗМ ПУСКА РАКЕТЫ 24F
HAWK FIRE CNTL MECHANIC
СИМУЛЯТОР МЕХАНИЗМ 24M
FAAR MECH 24N
ЧАПАРРАЛЬНАЯ СИСТЕМА МЕХАНИЧЕСКАЯ
FAAR MECH 24П
РАДАР ОБОРОНЫ ОБОРОНЫ 24Q
ПОЖАРНЫЙ CNTL МЕХАНИЧЕСКИЙ
NIKE HERCULES FIRE CNTL MECHANIC
СИМУЛЯТОР МЕХАНИЗМ 24U
СЕРЖАНТ В СБОРЕ
ЭЛЕКТРОНИКА / СПЕЦИАЛИСТ ПО МЕХАНИЧЕСКИМ МАТЕРИАЛАМ 24W
HERCULES ELECTRONICS MECH 24Z
НАЧАЛЬНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ РАКЕТОВ 25B
МАСТЕР ПО РЕМОНТУ АВТОМАТИЧЕСКОЙ СВЯЗИ ДАННЫХ
СУПЕРВИЗОР РЕМОНТА АВТОМАТИЧЕСКОЙ ССЫЛКИ ДАННЫХ 25D
Мастер по ремонту птиц
СУПЕРВАЙЗЕР ПО РЕМОНТУ BIRDIE 25G
СИСТЕМА КОМАНДЫ ПОСЛЕ РЕМОНТА ПВО ПВО
ПОСЛЕ ОПЕРАЦИОННЫЙ РЕМОНТ МОБИЛЬНОЙ ВОЗДУШНОЙ ОБОРОНЫ COMM 25Н
РЕМОНТ ОБОРУДОВАНИЯ ОБРАБОТКИ РАДИОЛОКАЦИОННЫХ ДАННЫХ 25K
AN / TSQ-51L SYS РЕМОНТЕНТ 25Z
EPII (ГЛАВНЫЙ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СИСТЕМЫ РАСПРЕДЕЛЕНИЯ L3 26B
РЕМОНТ КОНДИЦИОНЕРА ДАННЫХ 26C
РАДАР ОБЗОРА БОЕВОЙ ЗОНЫ МЕХАНИЧЕСКИЙ
РЕМОНТ РАДИОЛОКАЦИЙ НАБЛЮДЕНИЯ ЗА БОЕВОЙ ЗОНОЙ 26D
МАСТЕР-РЕМОНТ НАЗЕМНОГО РАДИАТОРА CNTL
ПОМОЩНИК ПО РЕМОНТУ НАЗЕМНОГО CNTL 26Н
РЕМОНТ РАДИОЛОКАЦИОННОЙ ЗАЩИТЫ ПВО
РЕМОНТ РАДИОЛЕТОВ ПВО
УСТРОЙСТВО ПО РЕМОНТУ БОРТОВЫХ РАДАРОВ 26K
ИНСПЕКТОР ЭЛЕКТРОННОГО ВОЕННОГО ОБОРУДОВАНИЯ
РЕМОНТ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
НАЧАЛЬНИК ПО РЕМОНТУ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ
НАДЗОР ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ 26L
ТАКТИЧЕСКИЙ МИКРОВОЛНИТЕЛЬ
ТАКТИЧЕСКИЙ РЕМОНТ МИКРОВОЛНОВОЙ СИСТЕМЫ
ТАКТИЧЕСКИЙ МИКРОВОЛНОВЫЙ СИСТЕМНЫЙ СУПЕРВИЗОР 26М
РЕМОНТ РАДИОЛОКАЦИЙ БОРТОВОГО НАБЛЮДЕНИЯ
ИНСПЕКТОР ПО РЕМОНТУ 26N
НАБЛЮДЕНИЕ ИНФРАКРАСНЫЙ РЕМОНТ
ИНФРАКРАСНЫЙ РЕМОНТ ИНФРАКРАСНОГО ОБСЛУЖИВАНИЯ 26П
НАЧАЛЬНИК РАДИОПРОНИЦАЕМОСТИ
СПЕЦИАЛИСТ ПО РАДИОПРОГРАФИИ 26T
ПОМОЩНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ТЕЛЕВИЗОРА
НАЧАЛЬНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ТЕЛЕВИЗОРА
МАСТЕР ПО РЕМОНТУ ТЕЛЕФОННОЙ ТЕХНИКИ
ИНСТРУМЕНТ ПО РЕМОНТУ ТЕЛЕФОННОЙ ТЕХНИКИ
СПЕЦИАЛИСТ ПО МИКРОВОЛНОВЫМ ТЕЛЕВИЗОРам
ЗАПИСЬ ТЕЛЕВИДЕНИЯ
ТВ-СПЕЦИАЛИСТ
TV TECH OPS SUPERVISOR
СПЕЦИАЛИСТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ТВ-ПЕРЕДАТЧИКОВ
СПЕЦИАЛИСТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ТВ-ПЕРЕДАТЧИКОВ 26V
СТРАТЕГИЧЕСКИЙ МИКРОВОЛНОВЫЙ ПОМОЩНИК
СТРАТЕГИЧЕСКИЙ РЕМОНТ МИКРОВОЛНОВОЙ СИСТЕМЫ
СТРАТЕГИЧЕСКИЙ МИКРОВОЛНОВЫЙ СИСТЕМНЫЙ СУПЕРВИЗОР 26W
ИНСПЕКТОР ИНСПЕКТОРА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ РАДАРА
ИНСПЕКТОР РЕМОНТА РАДАРА
НАЧАЛЬНИК ПО РЕМОНТУ РАДИОЛЕТОВ 26Y
НАЧАЛЬНИК СПУТНИКОВОЙ СТАНЦИИ
СУПЕРВИЗОР ПЕРЕКЛЮЧЕНИЯ СТАНЦИИ SATCOM
РЕМОНТ ОБОРУДОВАНИЯ НАЗЕМНЫХ СПУТНИКОВОЙ СВЯЗИ 27А
БОЕВОЕ РЕМОНТНОЕ УСТРОЙСТВО
РЕМОНТ БОЕВОЙ РАКЕТЫ HELPER
Боевая поддержка для ремонта ракет
РАКЕТНОЕ УСТРОЙСТВО SYS
ПРИБОР ДЛЯ ИСПЫТАНИЯ РАКЕТНОГО ОБОРУДОВАНИЯ 27B
СПЕЦИАЛИСТ ПО ТЕСТИРОВАНИЮ СИСТЕМЫ ПОДДЕРЖКИ ЗЕМЕЛЬНЫХ БОЕВ
ОБОРУДОВАНИЕ ДЛЯ ИСПЫТАНИЯ РАКЕТЫ ФОРМАН
СПЕЦИАЛИСТ ПО ИСПЫТАТЕЛЬНОМУ ОБОРУДОВАНИЮ 27C
Мастер по ремонту боевых ракет
РЕМОНТ БОЕВОЙ РАКЕТЫ ФОРМАН
Мастер по ремонту боевых ракетных систем 27D
РЕМОНТ БОРЬБЫ ОПОРНОЙ РАКЕТЫ
ФОРМАН
ПО РЕМОНТУ РАКЕТНОЙ СИСТЕМЫ БОЕВОЙ ПОДДЕРЖКИ БОЕВОЙ ПОДДЕРЖКА РАКЕТНОЙ СИСТЕМЫ РЕМОНТНИК 27F
Боевая опора для ремонта ракет
МАСТЕР ПО РЕМОНТУ ЛЕГКИХ РАДИОЛОКАЦИЙ ВОЗДУШНОЙ ЗАЩИТЫ
СРЕДНИК ПО РЕМОНТУ ЛЕГКИХ РАДИОЛОКАЦИЙ ПВО ФОРМАН
ЛЕГКАЯ ВОЗДУШНАЯ ЗАЩИТА СИСТЕМА ЭЛЕКТРИКА РЕМОНТНИК 27Z
Начальник технического обслуживания ракет LCSS
НАДЗОР ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ РАКЕТОВ 31B
FADAC МЕХАНИК
ПОЛЕВЫЙ РАДИОМЕХ 31E
ПОЛЕВЫЙ ПОМОЩНИК РАДИОРЕЛЕ
ПОЛЕВЫЙ РАДИОРЕМОНТЕНТ 31J
РЕМОНТ ТЕЛЕТАПИСАТЕЛЬНОГО ОБОРУДОВАНИЯ
ИНСПЕКТОР ПО РЕМОНТУ ТЕЛЕТАПИСАТЕЛЬНОГО ОБОРУДОВАНИЯ
ИНСТРУМЕНТ ПО РЕМОНТУ ТЕЛЕТАПИСАТЕЛЬНОГО ОБОРУДОВАНИЯ
НАЧАЛЬНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ТЕЛЕТИПИСАРА
ПОМОЩНИК ПО РЕМОНТУ ТЕЛЕТИПИСАРА 31L
ПОЛЕВЫЙ РАДИОРЕЛЕ EQPY REPAIRMAN
ИНСПЕКТОР ПОЛЕВОГО РАДИОРЕЛЕ
ПОЛЕВЫЙ РАДИОРЕЛЕ 31M
РАДИОРЕЛЕ ATTN
НАЧАЛЬНИК РАДИОРЕЛЕ
НАЧАЛЬНИК РАДИОРЕЛЕЙНОЙ ГРУППЫ
НАЧАЛЬНИК ОТДЕЛЕНИЯ КЛЕММОВ РАДИОРЕЛЕ
РАДИОРЕЛЕ И ДИСПЕТЧЕР 31N
ЦЕПЬ CNTL SERGEANT
ТАКТИЧЕСКАЯ ЦЕПЬ CNTL’LER 31R
CONTROI SYS МЕХАНИК
ДРОН САМОЛЕТ CNTL SYS MECHANIC
ЦЕЛЕВОЙ САМОЛЕТ CNTL SYS MECH 31S
FIELD GEN’L CONSEC РЕМОНТЕНТ 31T
FIELD SYS COMSEC РЕМОНТЕНТ 31U
НАЧАЛЬНИК ТАКТИЧЕСКОГО ОБСЛУЖИВАНИЯ COMSEC
ТАКТИЧЕСКИЙ НАБЛЮДАТЕЛЬ COMSEC 31W
НАЧАЛЬНИК ОБСЛУЖИВАНИЯ ТАКТИЧЕСКОЙ ЭЛЕКТРОНИКИ 31Z
НАЧАЛЬНИК СВЯЗИ ПО ЗОНУ
СИГНАЛ УНКО 32А
ДИСПАНСЕР НА ФИКСИРОВАННОЙ СТАНЦИИ
СЪЕМНИК НА СТАНЦИИ
СТАЦИОНАРНАЯ СТАНЦИЯ ДЛЯ РЕМОНТА ЭЛЕКТРОННОЙ ТЕХНИКИ
СТАЦИОНАРНАЯ СТАНЦИЯ РАДИОРЕМОНТАЛЬНАЯ АППАРАТА
СТАЦИОНАРНАЯ СТАНЦИЯ ДЛЯ РЕМОНТА ПРИЕМНИКА
СТАНЦИЯ КЛЕММНОГО ОБОРУДОВАНИЯ
ПЕРЕДАТЧИК ФИКСИРОВАННОЙ СТАНЦИИ
СТАЦИОНАРНАЯ СТАНЦИЯ ДЛЯ РЕМОНТА ПЕРЕДАТЧИКА 32B
КОНТРОЛЬ ПЕРЕКЛЮЧЕНИЯ ФИКСИРОВАННОЙ ПРИЕМНОЙ СТАНЦИИ
ФИКСИРОВАННАЯ ПРИЕМНАЯ СТАНЦИЯ КОНТРОЛЬ
СТАЦИОНАРНЫЙ РЕМОНТ ПРИЕМНИКА 32C
РЕМОНТ ПЕРЕДАТЧИКА ФИКСИРОВАННОЙ СТАНЦИИ
СТАНЦИЯ ПЕРЕДАТЧИКА СТАЦИОНАРНАЯ
СТАЦИОНАРНЫЙ КОНТРОЛЬ ПЕРЕКЛЮЧЕНИЯ СТАНЦИИ ПЕРЕДАТЧИКА 32D
СТАНЦИЯ СТАЦИОНАРНАЯ ТЕХНИЧЕСКАЯ CNTL’LER
TECH CNTL’LER 32E
СТАЦИОНАРНЫЙ СТАНДАРТЕР ПО РЕМОНТУ
ФИКСИРОВАННАЯ СТАНЦИЯ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ ФОРМАН
СТАНЦИЯ ПО РЕМОНТУ КЛЕММНОГО ОБОРУДОВАНИЯ
СТАЦИОНАРНАЯ СТАНЦИЯ ПО РЕМОНТУ ТЕРМИНАЛЬНОГО ОБОРУДОВАНИЯ
КОНТРОЛЬ ПЕРЕКЛЮЧЕНИЯ ФИКСИРОВАННОЙ ТЕРМИНАЛЬНОЙ СТАНЦИИ
КОНТРОЛЛЕР ФИКСИРОВАННОЙ ТЕРМИНАЛЬНОЙ СТАНЦИИ
НАЧАЛЬНИК РЕМОНТА
ПОДВОДНАЯ КАБЕЛЬНАЯ СТАНЦИЯ CHIEF
СПЕЦИАЛИСТ ПО ПОДВОДНОЙ КАБЕЛЬНОЙ СТАНЦИИ
ПОДВОДНАЯ КАБЕЛЬНАЯ СТАНЦИЯ TRICK CHIEF 32F
РЕМОНТ ФИКСИРОВАННОЙ СИФОНИИ
СУПЕРВИЗОР РЕМОНТА ФИКСИРОВАННОЙ СИФОНИИ 32G
РЕМОНТ ФИКСИРОВАННОГО КРИПТОГРАФИЧЕСКОГО ОБОРУДОВАНИЯ
СУПЕРВАЙЗЕР ПО РЕМОНТУ СТАЦИОНАРНОГО КРИПТОГРАФИЧЕСКОГО ОБОРУДОВАНИЯ 32Z
ГЛАВНАЯ СТАНЦИЯ ФИКСИРОВАННАЯ
ФИКСИРОВАННАЯ СТАНЦИЯ КОНТРОЛЯ
НАЧАЛЬНИК СТАНЦИИ 33B
РЕМОНТ ОБОРУДОВАНИЯ (КЛАССИФИКАЦИЯ) 33C
РЕМОНТ ОБОРУДОВАНИЯ ТЕРМИНАЛА 33D
ПЕРЕСЕЧЕНИЕ ЗАПИСИ СИСТЕМЫ РЕМОНТА 33E
РЕМОНТ МИКРОБАРОГРАФНОГО ОБОРУДОВАНИЯ
СИСТЕМА РЕМОНТА МИКРОБАРОГРАФИЧЕСКОГО ОБОРУДОВАНИЯ
НАЧАЛЬНИК СТАНЦИИ 34A
ПОЖАРНАЯ УСТАНОВКА ДЛЯ РЕМОНТА КОМПЬЮТЕРА CNTL
РЕМОНТ ТАБЛИЧНОГО ОБОРУДОВАНИЯ 34G
НАЧАЛЬНИК ПО РЕМОНТУ КОМПЬЮТЕРА
ПОЖАРНЫЙ КОМПЬЮТЕР CNTL
ПОЖАРНЫЙ КОМПЬЮТЕР CNTL ФОРМАН
ПОЖАРНЫЙ ИНСПЕКТОР ПО РЕМОНТУ КОМПЬЮТЕРОВ CNTL 35B
СРЕДНИК ПО РЕМОНТУ ЭЛЕКТРОННЫХ УСТРОЙСТВ
ИНСТРУКТОР ПО РЕМОНТУ ЭЛЕКТРОПИТАНИЯ
ИНСПЕКТОР ПО РЕМОНТУ
ИНСТРУКТОР БЮРО РЕМОНТ 35D
МЕТЕРОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ МЕХАНИЧЕСКОЕ
РЕМОНТ МЕТЕРОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ 35E
СПЕЦИАЛИСТ ПО КАЛИБРОВКЕ
СРЕДНИК ПО РЕМОНТУ СПЕЦИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ ПРИБОРОВ
ДИРЕКТОР СПЕЦИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ ПРИБОРОВ 35F
ЯДЕРНОЕ ОРУЖИЕ ЭЛЕКТРОННЫЙ СОВЕТНИК
ЭЛЕКТРОННЫЙ КОМАНДОР ЯДЕРНОГО ОРУЖИЯ
ЭЛЕКТРОННОЕ ОБСЛУЖИВАНИЕ ЯДЕРНОГО ОРУЖИЯ
ЭЛЕКТРОННЫЙ СПЕЦИАЛИСТ ПО ЯДЕРНОМУ ОРУЖУЮЩЕМУ 35Г
СРЕДНИК ПО РЕМОНТУ МЕДИЦИНСКОГО ОБОРУДОВАНИЯ
ОТДЕЛЕНИЕ ПО РЕМОНТУ МЕДИЦИНСКОГО ОБОРУДОВАНИЯ
СУПЕР РЕМОНТ МЕДИЦИНСКОГО ОБОРУДОВАНИЯ 35K
АВИОНИКА МЕХАНИЗМ 35L
РЕМОНТ АВИОНОСНОГО ОБОРУДОВАНИЯ СВЯЗИ
ИНСПЕКТОР ПО РЕМОНТУ 35М
МАСТЕР ПО РЕМОНТУ АВИОНОНАВИГАЦИОННОГО ОБОРУДОВАНИЯ
ИНСПЕКТОР ПО РЕМОНТУ 35N
РЕМОНТ АВИОНИЧЕСКОГО ПОЛЕТНОГО ОБОРУДОВАНИЯ CNTL 35P
НАЧАЛЬНИК ПО ТЕХОБСЛУЖИВАНИЮ АВИОНИЧЕСКОГО ОБОРУДОВАНИЯ
СИСТЕМА ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ АВИОНИЧЕСКОГО ОБОРУДОВАНИЯ 35R
РЕМОНТ РАДИОЛОКАЦИОННОЙ ТЕХНИКИ
ИНСПЕКТОР ПО РЕМОНТУ 36C
ПОЛЕВЫЙ РАСПРЕДЕЛИТЕЛЬ
LINEMAN
УСТАНОВЩИК ТЕЛЕФОНА 36D
НАЧАЛЬНИК ЭКИПАЖА АНТЕННЫ
АНТЕННАМАН
АНТЕННАМАН КВАРТИРА 36E
КАБЕЛЬНЫЙ РАЗЪЕМНИК
КАБЕЛЬНЫЙ РАЗЪЕМНИК
КАБЕЛЬНЫЙ СПЛИСЕР FOREMAN 36G
РУКОВОДСТВО ПО РЕМОНТУ ЦЕНТРАЛЬНОГО ОФИСА 36Н
ГЛАВНЫЙ РЕМОНТ ЦЕНТРАЛЬНОГО ОФИСА
ЦЕНТРАЛЬНЫЙ ОФИС РЕМОНТ ИНСПЕКТОР
ЦЕНТРАЛЬНЫЙ ОФИС РЕМОНТ НАУЧНИК
НАДЗОР ЦЕНТРАЛЬНОГО ОФИСА
РЕМОНТ ЦЕНТРАЛЬНОГО ОФИСА ДИАПАЗОНА 36K
ПОЛЕВЫЙ РАСПРЕДЕЛИТЕЛЬ
ПОЛЕВЫЙ ПРОВОД
СООБЩЕНИЕ CLK 36Н
РЕМОНТНЫЙ ИНСПЕКТОР 41B
ИНСТРУКТОР ПО РЕМОНТУ ТОПОГРАФА
ТОПОГРАФИЧЕСКИЙ ИНСТРУКТОР ПО РЕМОНТУ 41C
ПРИБОР ПОЖАРНОГО ИНСТРУКТОРА CNTL
ПОЖАРНЫЙ РЕМОНТ CNTL ИНСТРУКТОР
ПОЖАРНЫЙ ИНСТРУКТОР ПО РЕМОНТУ CNTL
ПОЖАРНЫЙ ИНСТРУКТОР ПО РЕМОНТУ CNTL ИНСПЕКТОР 41E
РЕМОНТ КАМЕР
ПРИЕМНИК ПО РЕМОНТУ КАМЕР 41F
ПРОЕКТОР ПО РЕМОНТУ 41G
НАДЗОР ФОТОТЕХНИКА РЕМОНТ ОБОРУДОВАНИЯ 41J
ОФИСНАЯ МАШИНА FOREMAN
РЕМОНТ ОФИСНОЙ МАШИНЫ
ОФИСНАЯ МАШИНА РЕМОНТНАЯ АППАРАТА 41К
УСТАНОВКА ДЛЯ РЕМОНТА ОБОРУДОВАНИЯ
ПРОИЗВОДИТЕЛЬ ПО РЕМОНТУ ОБОРУДОВАНИЯ 42C
ПОМОЩНИК
СПЕЦИАЛИСТ BRACE 42D
СТОМАТОЛОГИЧЕСКАЯ ЛАБОРАТОРИЯ
ПОМОЩНИК СТОМАТОЛОГИЧЕСКОЙ ЛАБОРАТОРИИ
СТОМАТОЛОГИЧЕСКИЙ СЪЕМНЫЙ ПРОТЕЗИРОВАНИЕ 42F
СПЕЦИАЛИСТ СТОМАТОЛОГИЧЕСКОГО ФИКСИРОВАННОГО ПРОТЕЗИРОВАНИЯ 43A
КАНВАЛЬНЫЙ РЕМОНТНЫЙ КВАРТИР
ШВЕЙНАЯ МАШИНА ОПЕР
ОБУВНОЙ РЕМОНТ
ТЕКСТИЛЬНО-КОЖАНЫЕ РЕМОНТНЫЕ ПРИБОРЫ 43E
ПОМОЩНИК ВОЗДУХА
МАСТЕР ПО РЕМОНТУ БАССЕЙНОВОГО ОБОРУДОВАНИЯ
АППАРАТ ДЛЯ РЕМОНТА БАССЕЙНОВОГО ОБОРУДОВАНИЯ
НАЧАЛЬНИК ПО РЕМОНТУ ВОЗДУШНОГО ОБОРУДОВАНИЯ
ДИРЕКТОР ПО РЕМОНТУ БАССЕЙНОВОГО ОБОРУДОВАНИЯ
ПРИБОР ДЛЯ ПОДАЧИ БАССЕЙНОВОГО ОБОРУДОВАНИЯ
СПЕЦИАЛИСТ ПО ПОСТАВКЕ ВОЗДУШНОГО ОБОРУДОВАНИЯ
ДИРЕКТОР ПО ОБОРУДОВАНИЮ ВОЗДУШНОГО ОБОРУДОВАНИЯ
СПЕЦИАЛИСТ ПО ВОЗДУШНЫМ КАМНЯМ
КОНТРОЛЬ ВОЗДУХА
ЭКСПЕДИТЕР
ИНСПЕКТОР-ТЕСТ
НАЧАЛЬНИК ОПЕРАЦИИ QUARRYMASTER AIRBORNE 43J
ПОРТНИК
МАСТЕР ТЕКСТИЛЯ
ТЕКСТИЛЬНЫЙ РЕМОНТ
ТЕКСТИЛЬНЫЙ РЕМОНТ ФОРМАН
ИНСПЕКТОР ПО РЕМОНТУ ТЕКСТИЛЯ 43К
МАСТЕР ПО РЕМОНТУ ХОЛСТОВ
ФОРМАН ДЛЯ РЕМОНТА ХОЛСТА
ИНСПЕКТОР ПО РЕМОНТУ ХОЛСТА 43L
МАСТЕР ПО РЕМОНТУ ОБУВИ
РЕМОНТ ОБУВИ FOREMAN
ИНСПЕКТОР ПО РЕМОНТУ ОБУВИ 43M
ФОРМАТ РЕМОНТА ТКАНИ И КОЖИ 44A
КУЗНИЦА
КОРПОРАТИВНАЯ КВАРТИРА
ПРИБОР МАШИНИСТА
МАСТЕР ПО МЕТАЛЛУ
ПРИБОР ДЛЯ РЕМОНТА КУЗОВА
МЕТАЛЛИЧЕСКИЙ КОМПЛЕКТ ДЛЯ РЕМОНТА
ПРИБОР МЕТАЛЛООБРАБАТЫВАЮЩИЙ
АППАРАТ ДЛЯ РЕМОНТА РАДИАТОРА 44B
МАСТЕР ПО РЕМОНТУ МЕТАЛЛИЧЕСКОГО КУЗОВА
РЕМОНТ КУЗОВА МЕТАЛЛИЧЕСКИЙ ФОРМАН
МЕТАЛЛИЧЕСКИЙ КОМПЛЕКТ ПО РЕМОНТУ
РЕМОНТ РАДИАТОРОВ 44D
Кузнец 44E
ОПЕРАТОР МАШИНЫ
ОПЕРАТОР МАШИНЫ ЭКИПАЖ
МАШИНОСТРОИТЕЛЬНЫЙ МАГАЗИН ФОРМАН
МАШИНИСТ
МАСТЕР-МАШИНИСТ
ИНСТРУМЕНТ ДЛЯ ВЫСОКОПРОЧНОГО ПРОИЗВОДСТВА
ИНСТРУМЕНТ
ИНСТРУМЕНТ ФОРМАН 44K
ИНСПЕКТОР КОРПУСА
ИНСТРУМЕНТ ПО РЕМОНТУ КОРПУСА
ИНСТРУМЕНТ ПО РЕМОНТУ КОРПУСА
МОРСКОЙ РЕМОНТ КОРПУСА 44K
МОРСКОЙ СВАРКУ 44Z
ФОРМА ОБРАБОТКА МЕТАЛЛОВ
ИНСПЕКТОР ПО МЕТАЛЛООБРАБОТКЕ 45А
КВАРТИРА ПО РЕМОНТУ САМОЛЕТОВ
ПОМОЩЬ ПО РЕМОНТУ ВООРУЖЕНИЯ САМОЛЕТОВ
СЛУЖБА ВООРУЖЕНИЯ
АРТИЛЛЕРИЙСКИЙ РЕМОНТНЫЙ АППАРАТ
СТРЕЛКОВОЕ РЕМОНТНОЕ ОБОРУДОВАНИЕ
УСТАНОВКА ДЛЯ РЕМОНТА БАШНЕК 45В
РЕМОНТ СТРЕЛКОВОГО ОРУЖИЯ
ФОРМАН ПО РЕМОНТУ СТРЕЛКОВОГО ОРУЖИЯ 45D
СПЕЦИАЛИСТ ПО КАЛИБРОВКЕ АРТИЛЛЕРИИ
НЕБО СЦЕНА ОПЕР 45J
ФОРМАН ДЛЯ РЕМОНТА ВООРУЖЕНИЯ САМОЛЕТОВ
ИНСПЕКТОР ПО РЕМОНТУ ВООРУЖЕНИЯ САМОЛЕТОВ
НАЧАЛЬНИК ПО РЕМОНТУ ВООРУЖЕНИЯ САМОЛЕТОВ
ТЕХНИЧЕСКИЙ СОВЕТНИК ВООРУЖЕНИЯ САМОЛЕТОВ
САМОЛЕТНЫЙ БРОНЕВНИК 45K
БАШОНКА МЕХАНИЧЕСКАЯ
РЕМОНТ БАШНЕК 45Л
АРТИЛЛЕРИЯ РЕМОНТНАЯ ФОРМАТ 45Z
ИНСПЕКТОР ПО ОБСЛУЖИВАНИЮ ВООРУЖЕНИЯ 46А
РЕМОНТНАЯ УСТАНОВКА РАКЕТЫ MECH’L 46C
MECH’L MATERIEL CHIEF
MECH’L MATERIEL SERGEANT 46J
САМОРЕМОНТ ВООРУЖЕНИЯ САМОЛЕТОВ БАЗОР РЕМОНТА ЦИСТЕРНА 46К
46L
СЕРЖАНТ ELECTRICAL MECH’L REPAIRMAN
СЕРЖАНТ РАКЕТА, ИНСПЕКТОР ДВИГАТЕЛЯ И КОНСТРУКЦИЙ 48G
БОРЬБА-ПУСКОВОЙ ЗАРЯД 51A
КАМУФЛЯЖНАЯ УСТАНОВКА
КАМУФЛЯЖНЫЙ ХУДОЖНИК
СТРОИТЕЛЬНАЯ КВАРТИРА
СТРОИТЕЛЬНО-КОММУНАЛЬНЫЙ РАБОЧИЙ
ГАЗОГЕНЕРАТОР ДВИГАТЕЛЬ
РАБОТА НАСОСНОЙ СТАНЦИИ
ЗНАК ХУДОЖНИК 51B
ПЛОТНИК
СТРОИТЕЛЬ ТЯЖЕЛЫХ СТРОИТЕЛЬСТВ 51C
СТРЕЛКА
СПЕЦИАЛИСТ ПО СТРУКТУРАМ 51D
МЕЙСОН 51E
КАМУФЛЯЖ ФОРМАН
КАМУФЛЯЖ ИНСПЕКТОР
СПЕЦИАЛИСТ ПО КАМУФЛЯЖУ
КАМУФЛЯЖ СУПЕРВИЗОР
РАДИО ТЕЛЕФОНА 51H
ИНСПЕКТОР СТРОИТЕЛЬСТВА МОСТОВ
КОНСТРУКТОР
СТРОИТЕЛЬСТВО ФОРМАН
ИНСПЕКТОР СТРОИТЕЛЬСТВА
СЕРЖАНТ СТРОИТЕЛЬСТВА
СТРОИТЕЛЬНЫЙ ВЗвод Сержант
СТРОИТЕЛЬНЫЙ НАДЗОР
ОБЩЕСТВЕННЫЙ СЕРЖАНТ РАБОТЫ 51J
СПЕЦИАЛИСТ ПО ОТОПЛЕНИЮ И ВЕНТИЛЯЦИИ
ЛИСТОВОЙ МЕТАЛЛООБРАБОТЧИК 51L
СПЕЦИАЛИСТ ПО ХОЛОДИЛЬНИКУ
РЕМОНТ ХОЛОДИЛЬНИКА 51M
СПЕЦИАЛИСТ ПО СПАСЕНИЮ АВАРИЙ
ПОЖАРНЫЙ НАЧАЛЬНИК
НАЧАЛЬНИК ПОЖАРНОЙ КОМПАНИИ
ИНСПЕКТОР ПО ПРЕДОТВРАЩЕНИЮ ПОЖАРА
ПОЖАРНЫЙ НАСОС ОПЕР
НАЧАЛЬНИК ПОЖАРНОЙ ГРУППЫ
ПОЖАРНЫЙ АВТОМОБИЛЬ
ПОЖАРНЫЙ 51P
СЕРЖАНТ ОБЩЕСТВЕННОГО УПРАВЛЕНИЯ 51Q
АНАЛИТИК ПЕРЕМЕЩЕНИЯ
ИНТЕЛЛЕКТ-АНАЛИТИК НА ЗЕМЛЕ 52А
ПРИБОР ЭЛЕКТРИКА
АППАРАТ СУДОВОГО ЭЛЕКТРИКА
ПОДСТАНЦИЯ ЭЛЕКТРИЧЕСКОЕ ОБОРУДОВАНИЕ 52B
GEN’L PURP POWER GENRTR OPER / MECHANIC
MULTIPURP POWER GENRTR OPER / MECH 52E
КОНТРОЛЬ КОТЛА
ИНСПЕКТОР ГЕНЕРАТОРА ИЛИ ПОДСТАНЦИИ
РУКОВОДИТЕЛЬ ПО РЕМОНТУ ГЕНЕРАТОРА ИЛИ ПОДСТАНЦИИ
КОНТРОЛЬ ГЕНЕРАТОРНОЙ СТАНЦИИ
ПУЛЬТ ГЕНЕРАТОРА OPER
СТАЦИОНАРНЫЙ ТУРБИННЫЙ ГЕНЕРАТОР
ПОДСТАНЦИЯ ЭЛЕКТРИЧЕСКАЯ
ПОДСТАНЦИЯ ОПС СЕРЖАНТ
ОПЕРАТОР ПОДСТАНЦИИ ИЛИ КОТЛА
НАБЛЮДАТЕЛЬ ПОДСТАНЦИИ 52F
ЭЛЕКТРИК
СУДОВОЙ ЭЛЕКТРИК 52G
ВЫСОКОВОЛЬТНЫЙ КАБЕЛЬНЫЙ РАЗЪЕМНИК
ВЫСОКОВОЛЬТНЫЙ КАБЕЛЬ-РАЗЪЕМНИК
ВЫСОКОВОЛЬТНЫЙ ЭЛЕКТРИК
ДИРЕКТОР СТРОИТЕЛЬСТВА ВЫСОКОВОЛЬТНОЙ ЛИНИИ
ВЫСОКОЕ НАПРЯЖЕНИЕ LINEMAN
НАЧАЛЬНИК ВЫСОКОГО НАПРЯЖЕНИЯ
ТРЕТИЙ РЕМОНТЕНТ 52H
ЯДЕРНАЯ ЭЛЕКТРОСТАНЦИЯ МЕХАНИЗМ / ЭКСПЛУАТАЦИЯ 52J
ЯДЕРНАЯ СИЛОВАЯ УСТАНОВКА ЭЛЕКТРИК 52K
ИНСТРУКТОР ПО ЯДЕРНОЙ ЭЛЕКТРОСТАНЦИИ 52L
ПРОЦЕСС ЯДЕРНОЙ ЭНЕРГИИ CNTL SPEC OPER 52M
НАЧАЛЬНИК ЯДЕРНОЙ СИЛОВОЙ СТАНЦИИ 53C
C02 УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ВОДОРОДА
C02 СПЕЦИАЛИСТ ПО ПРОИЗВОДСТВУ ВОДОРОДА
C02 НАЧАЛЬНИК ПО ПРОИЗВОДСТВУ ВОДОРОДА 54A
УСТРОЙСТВО ПО РЕМОНТУ МАСКИ CBRR
ХИМИЧЕСКИЙ ОПЕРАТОР
УСТРОЙСТВО ОБЕЗЗАРАЖИВАНИЯ
ЗАЩИТНАЯ МАСКА ПРИБОР РЕМОНТА
ПРИБОР ДЫМОГЕНЕРАТОРА
ПОГРУЗЧИК СПРАЙНАБ 54B
ОПЕРАТОР ОБОРУДОВАНИЯ ДЛЯ ОБЕЗЗАРАЖИВАНИЯ
СПЕЦИАЛИСТ ПО ДЕКОНТАМИНАЦИИ
НАСОС РАБОТАЕТ 54C
ПРИБОР ДЛЯ ПЛАМЯНОГО ТОПЛИВА
ОПЕРАТОР ПЛАМЕННОГО ТОПЛИВНОГО ОБОРУДОВАНИЯ
ФЛАМЕТРОВЕР КОМАНДЕР
ВОДИТЕЛЬ ФЛАМЕТРАУРА
ОПЕРАТОР ДЫМОГЕНЕРАТОРА
СПЕЦИАЛИСТ ПО ДЫМУ И ПЛАМЕНИ 54D
ПРИБОР ХИМИЧЕСКОГО ОБОРУДОВАНИЯ
СРЕДНИК ПО РЕМОНТУ ХИМИЧЕСКОГО ОБОРУДОВАНИЯ
КВАРТИРА ПО РЕМОНТУ ХИМИЧЕСКОГО ОБОРУДОВАНИЯ
РЕМОНТ ХИМИЧЕСКОГО ОБОРУДОВАНИЯ ФОРМАН
ЗАЩИТНАЯ МАСКА РЕМОНТНАЯ ФОРМАН
ЗАЩИТНАЯ МАСКА СУПЕРВИЗОР РЕМОНТА 54E
СЕРЖАНТ ОПЕРАТОРА ХИМИЧЕСКОГО ПЕРСОНАЛА
ХИМИЧЕСКИЙ СПЕЦИАЛИСТ
КОМПЬЮТЕР 55A
Боезапас
ПОМОЩЬ ПО РЕМОНТУ БОЕПРИПАСОВ
ПОМОЩЬ ПО ХРАНЕНИЮ БОЕПРИПАСОВ
РАКЕТНАЯ / РАКЕТНАЯ ВЗРЫВНАЯ ПОМОЩЬ 55B
БОЕПРИПАСЫ ОТДЕЛЕНИЯ НАЧАЛЬНИК
ИНСПЕКТОР ХРАНЕНИЯ БОЕПРИПАСОВ
СПЕЦИАЛИСТ ПО ХРАНЕНИЮ БОЕПРИПАСОВ
СЕРЖАНТ ПО ОБЕСПЕЧЕНИЮ БОЕПРИПАСОВ
ИНСПЕКТОР ПО УБОРУ ХИМИЧЕСКИХ БОЕПРИПАСОВ
СПЕЦИАЛИСТ ПО ХРАНЕНИЮ ХИМИЧЕСКИХ БОЕПРИПАСОВ 55C
СПЕЦИАЛИСТ ПО РЕМОНТУ БОЕПРИПАСОВ
ТЕХНИЧЕСКИЙ СОВЕТНИК ПО РЕМОНТУ БОЕПРИПАСОВ
РЕМОНТ БОЕПРИПАСОВ
РЕМОНТЕР БОЕПРИПАСОВ FOREMAN
РЕМОНТ ЭЛЕКТРИЧЕСКОГО ПРЕДОХРАНИТЕЛЯ 55D
ПОМОЩНИК ПО УТИЛИЗАЦИИ ВЗРЫВОВ
СЕРЖАНТ ОПЕРАТОРА ПО УТИЛИЗАЦИИ ВЗРЫВООПАСНЫХ СИСТЕМ
СЕРЖАНТ ПО УТИЛИЗАЦИИ ВЗРЫВОВ
СПЕЦИАЛИСТ ПО УТИЛИЗАЦИИ ВЗРЫВОВ
СУПЕР УТИЛИЗАЦИИ ВЗРЫВООПАСНЫХ ОБОРУДОВАНИЙ 55F
СПЕЦИАЛИСТ ПО ВЗРЫВЧАТЫМ РАКЕТНЫМ МОЩНОСТИ
ИНСПЕКТОР ВЗРЫВООПАСНОЙ РАКЕТЫ
СПЕЦИАЛИСТ ПО РАКЕТНОМУ / РАКЕТНОМУ ВЗРЫВУ
НАЗНАЧЕНИЕ СПЕЦИАЛИСТ ПО ТЕСТИРОВАНИЮ
СБОРНИК ЯДЕРНОГО ОРУЖИЯ
СОВЕТНИК ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ЯДЕРНОГО ОРУЖИЯ
ФОРМАН ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ЯДЕРНОГО ОРУЖИЯ
СЕРЖАНТ ПО ОБСЛУЖИВАНИЮ ЯДЕРНОГО ОРУЖИЯ
СЕРЖАНТ
ВЗВОДА ОБСЛУЖИВАНИЯ ЯДЕРНОГО ОРУЖИЯ СПЕЦИАЛИСТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ ЯДЕРНОГО ОРУЖИЯ
ЯДЕРНОЕ ОРУЖИЕ ПРОДОЛЖАЕТ CNTL SUPERVISOR 55Z
БОЕПРИПАСЫ ФОРМАН
ИНСПЕКТОР БОЕПРИПАСОВ
Боеприпасы NCO
РАКЕТНЫЙ / РАКЕТНЫЙ ВЗРЫВНЫЙ СОВЕТНИК 57A
ПРОЦЕССОР ДЛЯ ВАННЫ
СУХАЯ МАШИНА ОПЕР
СУШИЛЬНАЯ МАШИНА HELPER
ДЕЖУРНЫЙ СОЛДАТ
ОПЕРАТОР ДВИГАТЕЛЯ
СОРТЕР ПАПКИ
ПОМОЩЬ ДЛЯ ПРОПИТКА
ОПЕР МАШИНЫ ПРОПИТКИ
СПЕЦИАЛИСТ ПО ПРАЧЕЧНОЙ ВАННЫ И ПРОПИТКЕ
ПРАЧЕЧНАЯ ПОМОЩЬ
LUMBERJACK HELPER
ПАМЯТНАЯ ДЕЯТЕЛЬНОСТЬ ПОМОЩЬ
РЕШЕНИЕ TANK OPER HELPER
ПОМОЩНИК ПО РЕМОНТУ ШИН 57C
Шиномонтажник
ПОМОЩНИК ПО РЕМОНТУ ШИН
ИНСПЕКТОР ПО РЕМОНТУ ШИН 57D
ЖИЛЬЕ
ЖИЛИЩНЫЙ КОНТРОЛЬ
АВТОГРЕЙДЕР
LUMBERJACK
МИЛЛРАЙТ
СОЙЕР
ДЕРЕВЯННЫЙ КРЕЙЗЕР 57E
НАЧАЛЬНИК ОТДЕЛЕНИЯ
СПЕЦИАЛИСТ ПО ХИМЧИСТКЕ
СУШИЛЬНЫЙ СПЕЦИАЛИСТ
КОНТРОЛЬ ПО ПРОПИТКАМ
СПЕЦИАЛИСТ ПО ПРАЧЕЧНОЙ ВАННЫ И ПРОПИТКАМ
ПРАЧЕЧНАЯ
НАБЛЮДАТЕЛЬ ПРАЧЕЧНОЙ
ПРАЧЕЧНЫЙ СПЕЦИАЛИСТ 57F
РЕГИСТРАЦИОННЫЙ СЕРЖАНТ МОГИЛЫ
УЧАСТНИК ПО РЕГИСТРАЦИИ МОГИЛ
СПЕЦИАЛИСТ ПО ID & EFFECTS
ИНСТРУКТОР-СПЕЦИАЛИСТ
МЕМОРИАЛЬНАЯ ДЕЯТЕЛЬНОСТЬ СЕРЖАНТ
СПЕЦИАЛИСТ ПО МЕМОРИАЛЬНОЙ ДЕЯТЕЛЬНОСТИ
НАУЧНИК ПАМЯТНОЙ ДЕЯТЕЛЬНОСТИ 57G
ОБЯЗАТЕЛЬНЫЙ ФОРМАН
РУКОВОДИТЕЛЬ ОТРЯДА ДОЛЖНОСТИ 61A
ДВИГАТЕЛЬ AMPHIBIAN MECHANIC
МЕХАНИЧЕСКАЯ УСТАНОВКА МОРСКОГО ДВИГАТЕЛЯ
MARINE ENGINE REPAIR APPRENTICE
MARINE OILER APPRENTICE
МОРЯК 61B
HARBOR CRAFT NCO
HARBOR CRAFT OPER
LANDING CRAFT OPER 61C
MARINE ENGINE MECHANIC
MARINE ENGINE REPAIRMAN
MARINE ENGINE SUPERVISOR
MARINE ENGINEER
MARINE ENGINE-MAN
MARINE MAINTENANCE SUPERVISOR
MARINE REPAIR CNTL SERGEANT
MARINE REPAIR SUPERVISOR 61D
AMPHIBIAN CREWMAN
AMPHIBIAN OPER
CNTL SENIOR SERGEANT
DISPATCHER
ЛИДЕР КОМАНДЫ 61E
AMPHIB REPAIR FOREMAN
AMPHIBIAN ENGINE REPAIRMAN
AMPHIBIAN ENGINEER
AMPHIBIAN MAINTENANCE SUPERVISOR
CNTL SERGEANT 61Z
MARINE SENIOR SERGEANT 62A
ENGINEER MISSILE EQUIPMENT REPAIR APPRENTICE 62B
ENGINEER EQUIPMENT MAINTENANCE APPRENTICE
ENGINEER EQUIPMENT MAINTENANCE INSPECTOR
ENGINEER EQUIPMENT MAINTENANCE SUPERVISOR
ENGINEER EQUIPMENT MECHANIC
ENGINEER EQUIPMENT REPAIRMAN
ENGINEER EQUIPMENT REPAIRMAN INSPECTOR
ENGINEER EQUIPMENT REPAIR CNTL SUPERVISOR
ENGINEER EQUIPMENT REPAIR OPER’S SERGEANT
ENGINEER EQUIPMENT REPAIR SUPERVISOR
TOOLROOM KEEPER 62C
ARTILLERY SURVEILLANCEEYOR
ENGINEER MISSILE EQUIPMENT MECHANIC
ENGINEER MISSILE EQUIPMENT REPAIR SUPERVISOR
ENGINEER MISSILE EQUIPMENT SPECIALIST
LOGISTICAL SUPPORT 62D
ASPHALT DISTRIBUTOR OPER
ASPHALT EQUIPMENT OPER
ASPHALT FINISHER OPER 62E
CRAWLER TRACTOR OPER 62F
CRANE OPER 62G
QUARRY SUPERVISOR
QUARRYMAN 62H
CONCRETE BAAH PLANT OPER
CONCRETE FINISHING MACHINE OPER
CONCRETE PAVER OPER
CONCRETE PAVING EQUIPMENT OPER
CONCRETE PROD’TN SPECIALIST
CONCRETE SURFACING SUPERVISOR 62J
EARTH AUGER OPER
GENERAL CONSTRUCTION MACHINE OPER
INTRENCHING MACHINE OPER
ROTARY TILLER OPER 62K
GRADER OPER 62M
LOADER OPER
ROUGH TERRAIN FORKLIFT OPER
” FORKLIFT & LOADER OPER 62N
CONSTRUCTION MACHINE FOREMAN
CONSTRUCTION MACHINE SUPERVISOR 63A
ENGINE & POWERTRAIN REPAIR APPRENTICE
GENERAL VEHICLEICLE REPAIR APPRENTICE
MECH’L MAINTENANCE APPRENTICE
QUARTERMASTER HEAVY EQUIPMENT REPAIR APPRENTICE
QUARTERMASTER LIGHT EQUIPMENT REPAIR APPRENTICE 63C
GEN’L VEHICLEICLE REPAIRMAN
MOTOR SERGEANT 63F
RECOVERY SERGEANT
RECOVERY SPECIALIST
RECOVERY VEHICLEICLE OPER 63G
FUEL & ELECTRICAL SYS REPAIRMAN
QUARRY WAGON OPER 63H
ENGINE & POWERTRAIN REPAIRMAN
ENGINE & POWERTRAIN REPAIR FOREMAN 63J
QUARTERMASTER LIGHT EQUIPMENT REPAIRMAN
QUARTERMASTER LIGHT EQUIPMENT REPAIR FOREMAN 63K
QUARTERMASTER HEAVY EQUIPMENT REPAIRMAN
QUARTERMASTER HEAVY EQUIPMENT REPAIR FOREMAN 63Z
MECH’L MAINTENANCE SUPERVISOR
REPAIR CNTL SERGEANT 64A
CHAUFFEUR
DISPATCHER
LIGHT VEHICLEICLE DRIVER 64B
DISPATCHER
HEAVY VEHICLEICLE CREWMAN
HEAVY VEHICLEICLE DRIVER 64C
CHAUFFEUR
DOCUMENTATION SERGEANT
DRIVER TEST SERGEANT 65A
BRAKEMAN
DESEL ELECTRICIANTRIC LOCOMOTIVEMOTIVE APPRENTICE
DIESEL ELECTRICIANTRIC LOCOMOTIVE ELECTRICIAN
DIESEL ELECTRICIANTRIC LOCOMOTIVE REPAIR APPRENTICE
RAILWAY CAR REPAIRMAN APPRENTICE
SECTION HAND
STEAM LOCOMOTIVEMOTIVE REPAIRMAN APPRENTICE 65B
ERECTING SHOP
MAINTENANCE CONSTRUCTION SERGEANT
SHOP FOREMAN
STEAM LOCOMOTIVEMOTIVE INSPECTOR
STEAM LOCOMOTIVEMOTIVE REPAIRMAN
STEAM LOCOMOTIVE REPAIR CONSTRUCTION FOREMAN
STEAM LOCOMOTIVEMOTIVE SECTION FOREMAN
STEAM LOCOMOTIVEMOTIVE SHOP FOREMAN 65C
DIESEL ELECTRICIANTRIC IOCOMOTIVE INSPECTOR
DIESEL ELECTRICIANTRIC LOCOMOTIVEMOTIVE REPAIRMAN
DIESEL ELECTRICIANTRIC LOCOMOTIVE SHOP FOREMAN
DIESEL ELECTRICIANTRLC LOCOMOTIVE REPAIR CNTL SERGEANT 65D
CAR REPAIR CONSTRUCTION FOREMAN
RAILWAY CAR INSPECTOR
RAILWAY CAR REPAIRMAN
RAILWAY CAR SECTION FOREMAN
RAILWAY CAR SHOP FOREMAN 65E
AIRBRAKE REPAIRMAN
AIRBRAKE REPAIR SENIOR FOREMAN 65F
DIESEL ELECTRICIANTRIC LOCOMOTIVEBOTIVE ELECTRICIAN
DIESEL ELECTRICIANTRIC LOCOMOTIVE ELECTRICIAN FOREMAN 65G
RAILWAY SECTION FOREMAN
RAILWAY SECTION GANG FOREMAN
SECTION GANG FOREMAN 65H
LOCOMOTIVEMOTIVE HOSTLER
LOCOMOTIVEMOTIVE OPER
ROAD FOREMAN OPER 65J
CONDUCTOR 65K
CAR DISTRIBUTION CLK
RAILWAY MOVEMENT COORDINATOR
RAILWAY OPER’S CLK
STATION AGENT 65Z
FREIGHT NCO
RAILWAY SENIOR SERGEANT 66A
RAILWAY MAINTENANCE & OPER’S APPRENTICE 66G
AIRFRAME REPAIRMAN 67A
AIRCRAFT MAINTENANCE APPRENTICE
AIRCRAFT SERVMAN
RADIO TELEPHONE OPER 67B
O1/U6 AIRPLANE REPAIRMAN 67F
AIRPLANE TECHNICAL INSPECTOR 67P
CH 21/CH 34 HELICOPTER REPAIRMAN 67T
CH 87 HELICOPTER REPAIRMAN 67U
CH 47 HELICOPTER REPAIRMAN 67V
OH-6/OH 58 HELICOPTERCOPTER REPAIRMAN 67W
HELICOPTER TECHNICAL INSPECTOR 67X
CH E4 HELICOPTER REPAIRMAN 67Y
AH-1G HELICOPTER REPAIRMAN 67Z
AIRCRAFT MAINTENANCE SERGEANT
AIRCRAFT MAINTENANCE SUPERVISOR 68A
AIRCRAFT COMPONENTS REPAIR APPRENTICE
AIRCRAFT ELECTRICIAN APPRENTICE
AIRCRAFT ENGINE REPAIR APPRENTICE
AIRCRAFT HYDRAULICS REPAIR APPRENTICE
AIRCRAFT POWERTRAIN REPAIR APPRENTICE
AIRCRAFT ROTOR & PROPELLER REPAIR APPRENTICE
AIRFRAME REPAIR APPRENTICE
TOOLROOM KEEPER 68B
AIRCRAFT ENGINE INSPECTOR
AIRCRAFT ENGINE REPAIR SUPERVISOR
AIRCRAFT TURBINE ENGINE REPAIRMAN 68C
AIRCRAFT ENGINE REPAIR APPRENTICE
AIRCRAFT RECIPROCATING ENGINE REPAIRMAN 68D
AIRCRAFT POWERTRAIN INSPECTOR
AIRCRAFT POWERTRAIN REPAIRMAN
AIRCRAFT POWERTRAIN REPAIR SUPERVISOR 68E
AIRCRAFT ELECTRICAL SYS & INSTRUCTOR INSPECTOR
AIRCRAFT ROAR & PROPELLER INSPECTOR
AIRCRAFT ROTOR & PROPELLER REPAIRMAN
ROAR & PROPELLER REPAIRMAN 68F
AIRCRAFT ELECTRICIAN
AIRCRAFT ELECTRICIAN SUPERVISOR
AIRCRAFT INSTRUCTOR REPAIRMAN 68G
AIRFRAME REPAIR SUPERVISOR
AIRFRAME WELDER 68H
AIRCRAFT HYDRAULIC INSPECTOR 70A
CLK
FILE CLK
GENERAL CLK
MAIL DELIVERY CLK
MEDICAL RECORDS SPEC1 ASSISTANT
MESSAGE CLK
MIMEOGRAPH OPER
MOVEMENTS CLK
PROPERTY CLK
RECORDS CLK 71B
AMMUNITION CLK
CLK TYPIST
FOOD SERV CLK
LIBRARY ASSISTANT
MESS ACCOUNTS CLK
REPORTS CLK
SHIPPING CLK 71C
SECRETARY STENOGRAPHER
STENOGRAPHER 71D
LEGAL CLK 71E
COURT REPORTER 71F
ARMY POSTAL CLK
ASSISTANT TO POSTAL OFFICER
CNTL SECTION CHIEF
DISTRIBUTION SECTION CHIEF
ICOMING SECTION CHIEF
REGISTRY SECTION CHIEF 71G
ADMISSION DISPOSITION SPECIALIST
ADMISSION DISPOSITION SUPERVISOR
MEDICAL ADMINISTRATION SUPERVISOR
MEDICAL RECORDS SPECIALIST
MEDICAL RECORDS SUPERVISOR 71H
CLASSIFICATION INTERVIEWER
COMPANY CLK
MANPOWER SERGEANT
RECORDS BRANCH SUPERVISOR
REPORTS CLK
SUSPENSE CLK 71L
ADMINISTRATION CLERK
ADMINISTRATION NCO
ADMINISTRATION SPECIALIST
ADMINISTRATION SUPERVISOR
ASSISTANT INSPECTOR
INSPECTOR NCO
MAIL DELIVERY SUPERVISOR 71M
CHAPLAINS ADMINISTRATIONISTRATOR
CHAPLAINS ASSISTANT 71N
CARGO CHECKER
DOCUMENT CLK
MOVEMENTS SPECIALIST
MOVENMENTS SUPERVISOR 71P
FLIGHT OPER’S APPRENTICE
FLIGHT OPER’S CHIEF
FLIGHT OPER’S SPECIALIST 71Q
COMBAT CORRESPONDENT
COMBAT CORRESPONDENT SUPERVISOR
COMBAT CORRESPONDENT WRITER
INFO SPECIALIST
INFO SUPERVISOR
NEWSPAPER EDITOR
REPORTER
REPORTERR-EDITOR 71R
BROADCAST ANNOUNCER
BROADCAST SPECIALIST
BROADCAST SUPERVISOR
CONTINUITY WRITER
RADIO ANNOUNCER
SCRIPT WRITER
TV ANNOUNCER 71S
ATTACHE SPECIALIST 71T
EQUIPMENT SPORTS CLK
MAINTENANCE DATA SPECIALIST 71U
CARD PUNCH OPER
CARD PUNCH OPER SUPERVISOR
CARD & TAPE WRITER
TAPE MAKER SUPERVISOR
TAPE WRITER 72B
COMMUNICATIONS CENTER SPECIALIST
COMMUNICATIONS CENTER SUPERVISOR
CRYPTOGRAPHIC SPECIALIST
CRYPTOMATERIAL CLK
CRYPTOMATERIAL SUPERVISOR
MESSENGER
MESSENGER DISPATCHER
MESSENGER SUPERVISOR
QUALITY CNTL SPECIALIST 72C
TELEPHONE SWITCHBOARD OPER
TELEPHONE SWITCHBOARD OPER SUPERVISOR
TELEPHONE SWITCHBOARD SUPERVISOR 72D
CRYPTOGRAPHIC CENTER SPECIALIST 72F
DATA COMMUNICATIONS TERMINAL SPECIALIST
TERMINAL OPER
TERMINAL SUPERVISOR 72G
DATA COMMUNICATIONS SUPERVISOR
DATA COMMUNICATIONS SWITCHING CENTER SPECIALIST
MAGNETIC TAPE HAND LIBRARIAN
SYS CONSOLE OPER 73C
CASHIER
CIVILIAN PAY SPECIALIST
COMMERCIAL ACCOUNT SUPERVISOR
DISBURSING ACCOUNTANT
DISBURSING DIVISION CHIEF
DISBURSING SPECIALIST
FINANCE SPECIALIST
QUALITY ASSURANCE SPECIALIST
SERV CNTL SUPERVISOR 73D
ACCOUNTANT
ACCOUNTING SPECIALIST
ANALYSIS & RECONCILIATION SUPERVISOR
AUDITOR
CNTL SUPERVISOR
FINANCE & ACCOUNTIUNG NCO
LEDGER & REPORTS SUPERVISOR 73Z
DIVISION CHIEF
FINANCE OPER’S NCO 74C
ANALYST CHIEF
DATA ANALYSIS SPECIALIST
STATISTICAL ANALYST 74D
ADPS MACHINE OPERATION SPECIALIST
MACHINE OPERATION SPECIALIST
MACHINE OPERATION SUPERVISOR 74E
COMPUTER SYS OPER
CONSOLE OPER
SCHEDULING CLK
SYS SUPERVISOR
TAPE LIBRARIAN
COMPUTER PROGRAMER 74G
ADP SYS ANALYST
SYS ANALYSIS 74Z
DATA PROCESSING NCO 76A
EQUIPMENT STORAGE APPRENTICE
PUMP STATION OPER
REPAIR PARTS CLK
SALES CASHIER
SUPPLY CLK
SUPPLYMAN 76B
CHEMICAL DEPOT CLK 76J
DIVISION MEDICAL SERGEANT
MEDICAL SALVAGE INSPECTOR
MEDICAL STOCK CNTL SPECIALIST
MEDICAL STOCK CNTL SUPERVISOR
MEDICAL SUPPLY NCO
MEDICAL SUPPLY SERGEANT
MEDICAL SUPPLY SPECIALIST
MEDICAL SUPPLY SUPERVISOR
MEDICAL SUPPLY & PARTS SPECIALIST
MEDICAL SUPPLY & STORAGE SUPERVISOR 76K
GENERAL SUPPLY SPECIALIST
GENERAL SUPPLY SUPERVISOR 76L
FILM LIBRARY ASSISTANT
FILM LIBRARY SPECIALIST
FILM SERV SUPERVISOR 76M
AMMUNITION RECORDS CLK 76N
PURCHASING & CONTRACTING SERGEANT 76P
STOCK CNTL SUPERVISOR SPECIALIST
STOCK CNTL & ACCOUNTING CLK
STOCK CNTL & ACCOUNTING SPECIALIST
STOCK FUND SUPERVISOR 76Q
REPAIR PARA SPECIALIST
REPAIR PARTS SUPERVISOR
SALVAGE INSPECTOR
SPECIAL PURP EQUIPMENT REPAIR PARTS SPECIALIST
MISSILE REPAIR PARTS SPECIALIST 76R
REPAIR PARTS SPECIALIST
REPAIR PARTS SUPERVISOR 76S
AUTOMOTIVE REPAIR PARTS SPECIALIST
REPAIR PARA SUPERVISOR
REPAIR PARTS SPECIALIST
SALVAGE INSPECTOR 76T
AIRCRAFT REPAIR PARTS SPECIALIST
REPAIR PARTS SPECIALIST
REPAIR PARTS SUPERVISOR
SALVAGE INSPECTOR 76U
COMMUNICATIONS ELECTRONICS REPAIR PARTS SPECIALIST
REPAIR PARTS SPECIALIST
REPAIR PARTS SUPERVISOR
SALVAGE INSPECTOR 76V
EQUIPMENT STORAGE FOREMAN
EQUIPMENT STORAGE SPECIALIST
STOCK CHECKER 76W
AIRCRAFT FUELS HANDLING SPECIALIST
CLEARING PACKAGING SPECIALIST
PUMP OPER
PUMP STATION FOREMAN
SECURITY OPS SERGEANT
TANK FARM ATTN 76X
CHECKER OPER
RATION DISTRIBUTION SERGEANT
STOCK CHECKER
SUBSISTANCE SERGEANT
SUBSISTANCE STORAGE INSPECTOR
SUBSISTENCE STORAGE SPECIALIST
SUBSISTENCE STORAGE SUPERVISOR 76Y
ARMORER
ARMORER/UNIT SUPPLY SPECIALIST
ARTIFICER
SATCOM STATION REC/TRANSMITTER ATTENDANT
STORAGE INSPECTOR
SUPPLY SERGEANT
SUPPLY SPECIALIST 76Z
SENIOR SUPPLY SERGEANT
SUPPLY SERGEANT
SUPPLY & SERVS SERGEANT
SUPPLY & STORAGE INSPECTOR 81A
GENERAL DRAFTSMAN
MODEL MAKER APPRENTICE
MODEL MAKING APPRENTICE 81B
CONSTRUCTION DRAFTSMAN
DESIGN DRAFTSMAN
DRAFTSMAN 81C
CARTOGRAPHIC DRAFTING FOREMAN
CARTOGRAPHIC DRAFTSMAN
CARTOGRAPHIC OPER’S SERGEANT
TOPOGRAPHIC OPS SERGEANT 81D
CARTOGRAPHIC CNTL SERGEANT
MAP COMPILER
MAP COMPILING FOREMAN
MULTIPLE MAP COMPILER 81E
ILLUSTRATOR 81F
MODEL MAKER
MODEL MAKER SUPERVISOR
NEUROPSYCHLATRLC SPECIALIST
TERRAIN MODEL MAKER 82A
RODMAN & TAPEMAN 82B
CONSTRUCTION SURVEILLANCEEYING RECORDER
CONSTRUCTION SURVEILLANCEEYING SERGEANT
CONSTRUCTION SURVEILLANCEEYOR 82C
INSTRUCTOR OPER
SURVEILLANCEEY COMPUTER
SURVEILLANCEEY PARTILLERY CHIEF
SURVEILLANCEEY RECORDER
SURVEILLANCEEY SPECIALIST
SURVEILLANCEEYOR 82D
GEODETIC SURVEILLANCEEYOR
SURVEILLANCEEY SECTION CHIEF
SURVEILLANCEEY SUPERVISOR
TOPOGRAPHIC SURVEILLANCEEY CNTL SERGEANT 82E
GEODETIC COMPUTER
TOPOGRAPHIC COMPUTER 82H
CONCRETE SURFACING FOREMAN 82J
AIR COMPRESSOR OPER 83A
BINDERY APPRENTICE
BINDERY SPECIALIST
MULTIGRAPH OPER
MULTILITH OPER 83B
HAND COMPOSITER
HAND & MACHINE COMPOSITION FOREMAN
LINOTYPE OPER
MONOTYPE OPER 83F
BATH FOREMAN
BINDERY FOREMAN
OFFSET PRESS SUPERVISOR
OFFSET PRESSMAN 83Z
REPROD’TN FOREMAN 84B
ID PHOTOGRAPHER
MEDICAL PHOTOGRAPHER
STILL PHOTOGRAPHER 84C
MOTLON PLCTURE PHOTOGRAPHER
SILENT MOTION PIX PHOTOGRAPHER
SOUND MOTION PIX PHOTOGRAPHER 84D
ADPS REPAIRMAN
AUDIO SPECIALIST 84E
TV CAMERAMAN 84F
FLOORMAN
TV PROD’TN SPECIALIST
TV PROD’TN SUPERVISOR 84G
FACSIMILE OPER
ID PHOTO LAB SPECIALIST
MOTION PICTURE LAB SPECIALIST
STILL PHOTOGRAPHIC LAB SPECIALIST 91A
AID STATION ATTENDANT
AMBULANCE DRIVER
AMBULANCE ORDERLY
BARBER
CENTRAL MATERIAL ATTENDANT
CLEARING STATION ATTENDANT
COLLECTION STATION ATTENDANT
DISPENSARY ATTENDANT
DISPENSARY ORDERLY
EENT CORPSMAN
LITTER BEARER
MEDICAL CORPSMAN
NEUROPSYCHIATRIC WARD ATTENDANT
OCCUPATIONAL THERAPY CORPSMAN 91B
AIR AMBULANCE AIDMAN
AMBULANCE DRIVER
COMPANY AIDMAN
DISPENSARY ATTENDANT
DISPENSARY NCO DETACHMENT SERGEANT
DISPENSARY SPECIALIST
MEDICAL AIDMAN
MEDICAL LIAISON AGENT
MEDICAL SPECIALIST
RECEIVING FORWARDING CLK 91C
CLINICAL SPECIALIST 91D
CENTRAL MATERIAL SPECIALIST 91E
CROWN & BRIDGE ASSISTANT
DENTAL X-RAY SPECIALIST
DENTAL ASSISTANT
DENTAL HYGENIST
DENTAL LAB NCO
DENTAL SPECIALIST
ENDODONIST ASSISTANT
PROSTHODONTIST ASSISTANT 91F
NEUROPSYCHIATRIC WARD ASSISTANT
NEUROPSYCHIATRIC WARD SPECIALIST
NEUROPSYCHIATRIC WARD SUPERVISOR 91G
CLINICAL PSYCHOLOGY ASSISTANT
CLINICAL PSYCHOLOGY SPECIALIST
SOCIAL WORK APPRENTICE
SOCIAL WORK SPECIALIST
SOCIAL WORK/PSYCHOLOGY SPECIALIST
SOILS ANALYST 91L
OCCUPATIONAL THERAPY SPECIALIST 91M
ELECTRICIANTROENCEPHALOGRAPH APPRENTICE
ELECTRICIANTROENCEPHALOGRAPH SPECIALIST 91N
EKG BMR ASSISTANT
EKG BMR SPECIALIST
EKG BASAL METABOLISM APPRENTICE
EKG BASAL METABOLISM RATE SPE 91R
FOOD INSPECTOR
FOOD INSPECTORECTION APPRENTICE
FOOD INSPECTORECTION ASSISTANT
FOOD INSPECTORECTION NCO
FOOD INSPECTORECTION SPECIALIST
FOOD INSPECTORECTION TALLYMAN 91S
ENTOMLOGY LAB ASSISTANT
ENTOMLOGY LAB NCO
ENTOMLOGY LAB SPECIALIST
ENTOMOLOGY LAB APPRENTICE
ENTOMOLOGY SPECIALIST
SANITARY INSPECTOR SPECIALIST 91T
ANIMAL TENDER
HORSESHOER 91U
EENT ASSISTANT
EENT SPECIALIST
EYE EAR NOSE & THROAT SPECIALIST 91Z
MEDICAL NCO
MEDICAL SENIOR SERGEANT 92B
MEDICAL LAB APPRENTICE
MEDICAL LAB ASSISTANT
MEDICAL LAB NCO
MEDICAL LAB SPECIALIST 92C
COOP FUEL RESEARCH TEST ENGINE SPECIALIST
QUALITY SURVEILLANCE SUPERVISOR 92D
CHEMICAL LAB SPECIALIST
CHEMICAL LAB TECH
FLIGHT SIMULATOR SPECIALIST
SIMULATOR OPER 93E
METEOROLOGICAL CHIEF
METERLOGICAL TEAM STATION CHIEF 93E
METEROLOGICAL OBSERVER
METEROLOGICAL OPER’S SERGEANT 93F
BALLISTIC METEOROLOGY CREWMAN
METEROLOGICAL COMPUTE
METEROLOGICAL PLOTTER
METEROLOGICAL STATION CHIEF
RADIO DIRECTION FINDER OPER
RADIOSONDE OPER 93G
ANALYSIS SUPERVISOR
DATA ANALYST
DATA CORRELATOR
DATA RECORDER
MICROBAROGRAPH SPECIALIST 93H
ATC TOWER OPER 93K
ATC GROUND CNTL APPRENTICEOACH/ SPECIALIST 93L
ATO CHIEF 94A
BAKER APPRENTICE
BREAD BAKER APPRENTICE
COOK APPRENTICE
FOOD SERV APPRENTICE
MEAT CUTTER HELPER 94B
COOK
DIET COOK
FIRST COOK
MESS STEWARD 94C
MEAT CUTTER 94D
BAKER
BREAD BAKER 94F
DIET THERAPY STEWARD
HOSPITAL MESS STEWARD 94Z
FOOD SERV SUPERVISOR
MESS STEWARD 95B
COMPOUND SERGEANT
DESK CLK
DESK SERGEANT
DETACHMENT LEADER
ESCORT POLICEMAN
FINGEREPAIRINT CLK
LIGHT TRUCK DRIVER
MILITARY POLICEMAN
RADIO DISPATCH CLK
RADIO TELEPHONE OPER
REGISTRATION CLK 95C
CORRECTIONAL SPECIALIST
CORRECTIONAL SUPERVISOR
CUSADIAL GUARD SERGEANT
CUSADIAL GUARD SUPERVISOR
DISCIPLINARY BARRACKS OPER’S SERGEANT
DISCIPLINARY BARRACKS OPER’S SUPERVISOR
GUARD COMMANDER
PROVOST SERGEANT
SERGEANT OF THE GUARD 95D
ASSISTANT CRIMINAL INVESTIGATOR
CHEMICAL ANALYST ASSISTANT
CRIMINAL LAB SPECIALIST
DOCUMENTS EXAMINATION SPECS
FINGEREPAIRINT EXAM SPECIALIST
FIREARMS EXAMINATION SPECIALIST 95E
CRIME PHOTOGRAPHER 96B
AREA STUDY SPECIALIST
EXTERIOR GUARD
INTELLIGENCE ANALYST
INTELLIGENCE CHIEF JOINT OPER’S CENTER
INTELLIGENCE EDITOR
INTELLIGENCE EDITOR SUPERVISOR
INTELLIGENCE SERGEANT JOINT OPER’S CENTER
MAIL EXAMINER
MAIL EXAMINER SUPERVISOR
STRATEGIC INTELLIGENCE ANALYST
TECH INTELLIGENCE SERGEANT 96C
DOCUMENT SERGEANT
DOCUMENT SPECIALIST
EXPERT INTERROGATOR
INTERROGATIONS OPER’S SPECIALIST
INTERROGATOR
РЕГИСТРАТОР 96D
IMAGE INTEREPAIRETER
IMAGE INTEREPAIRETER OPS SERGEANT
INTELLIGENCE SERGEANT G2 AIR 97B
COUNTERINTELLIGENCE AGENT
COUNTERINTELLIGENCE SERGEANT
MILITARY INTELLIGENCE SPECIALIST
SET OPER 97C
AREA INTELLIGENCE SPECIALIST 97D
MILITARY INTELLIGENCE COORDINATOR 97Z
MILITARY INTELLIGENCE SERGEANT MAJOR 98B
CRYPTONALYTIC SPECIALIST 98J
ELECTRONIC WARFARE OPER ANALYST 98Z
SIGNAL INTELLIGENCE OPER’S CHIEF Other American War Library Sites This page sponsored this month by
This website established 06 December 2008
HarDNet: A Low Memory Traffic Network
1 Introduction
Convolutional Neural Networks (CNN) have been popular for computer vision tasks, ever since the explosive growth of computing power has made possible training complex networks like AlexNet [23, 22] , VGG-net [32] , and Inception [34] in a reasonable amount of time.Для массового использования этих увлекательных результатов исследования неизбежно выполнение логического вывода нейронной сети на периферийных устройствах. Однако периферийные вычисления зависят от ограниченной вычислительной мощности и емкости батареи. Поэтому вопрос о том, как повысить эффективность вычислений и снизить энергопотребление для вывода нейронной сети на границе, стал критически важным.
Уменьшение размеров модели (количества параметров или весов модели) – горячая тема исследования для повышения как вычислений, так и энергоэффективности, поскольку уменьшенный размер модели обычно подразумевает меньшее количество MAC (количество операций умножения-накопления или операций с плавающей запятой) и меньше трафика динамической оперативной памяти (DRAM) для чтения и записи параметров модели и карт функций.Ряд исследований был направлен на максимальное увеличение соотношения «точность – параметры».
Современные сети, такие как Residual Networks (ResNets) [16] , SqueezeNets [20] и Densely Connected Networks (DenseNets) [18] , достигли высокой эффективности параметров, что значительно снизило размер модели при сохранении высокой точности. Размер модели можно дополнительно уменьшить за счет сжатия.
Han et al. [15] показал, что большое количество весов с плавающей запятой, загруженных из DRAM, может потреблять больше энергии, чем арифметические операции.Их алгоритм глубокого сжатия использует обрезку веса и квантование, чтобы значительно уменьшить размер модели и потребление энергии.
В дополнение к потребляемой мощности доступ к DRAM также может влиять на производительность системы с точки зрения времени логического вывода из-за ограниченной полосы пропускания DRAM.
Поскольку мы заметили, что сумма размеров всех промежуточных карт характеристик в CNN может быть в десять или сто раз больше, чем размер модели, особенно для задач с высоким разрешением, таких как семантическая сегментация с использованием полностью сверточных сетей [27] , мы предлагаем что сокращение доступа DRAM к картам функций может в некоторых случаях привести к ускорению.
Уменьшение размера карт объектов – простой способ уменьшить трафик. В то время как существует всего несколько работ, посвященных сжатию без потерь карт характеристик, сжатие с потерями карт характеристик интенсивно изучается в исследованиях манипулирования точностью модели и аппроксимации [11, 8, 14, 28, 29] .
Квантование, используемое в этих работах для сжатия модели, обычно может автоматически уменьшить размер карты объектов. Однако, как и другие методы сжатия с потерями, такие как субдискретизация, они обычно снижают точность.В этой статье мы исследуем, как уменьшить трафик DRAM для карт функций без ущерба для точности, просто путем тщательного проектирования архитектуры CNN.
Чтобы разработать такую архитектуру CNN с низким трафиком DRAM, надо замерять реальный трафик. Для универсального графического процессора (GPU), мы используем профилировщик Nvidia для измерения количество байтов чтения / записи DRAM. Для мобильных устройств мы используем ARM Scale Sim [30]
, чтобы получить данные трафика и количество циклов вывода для каждой архитектуры CNN.Мы также предлагаем показатель, называемый сверточным вводом / выводом (CIO), который представляет собой просто сумму размера входного тензора и размера выходного тензора каждого сверточного слоя в виде уравнения (1), где
c – количество каналов, а w и h – ширина и высота карт признаков для сверточного слоя l.| CIO = ∑l (c (l) вход × w (l) дюйм × h (l) вход + c (l) выход × w (l) выход × h (l) выход) | (1) |
CIO – это аппроксимация трафика DRAM, пропорциональная реальному измерению трафика DRAM.Обратите внимание, что входной тензор может быть конкатенацией, и поэтому повторно используемый тензор может быть подсчитан несколько раз. Использование большого количества больших сверточных ядер может легко добиться минимального CIO. Однако это также снижает вычислительную эффективность и, в конечном итоге, приводит к значительным накладным расходам на задержку, перевешивающим выигрыш. Следовательно, мы утверждаем, что поддержание высокой вычислительной эффективности по-прежнему является обязательным, и ИТ-директор доминирует во времени вывода только тогда, когда вычислительная плотность, то есть MAC-адреса над ИТ-подразделением (MoC) уровня, ниже определенного отношения, которое зависит от платформ.
Например, при фиксированном CIO изменение соотношения каналов между входом и выходом сверточного уровня пошагово с 1: 1 до 1: 100 приводит к уменьшению как MAC, так и задержки. Что касается задержки, она снижается медленнее, чем уменьшение MAC, поскольку трафик памяти остается прежним. Определенное значение MoC может показать, что ниже этого отношения задержка для уровня всегда ограничена фиксированным временем. Однако это значение зависит от платформы и неясно эмпирически.
В этой статье мы применяем мягкое ограничение к MoC на каждом уровне, чтобы разработать модель сети с низким уровнем CIO и разумным увеличением MAC. Как показано на рис. 1, мы избегаем использования слоя с очень низким MoC, такого как слой Conv1x1, который имеет очень большое соотношение каналов ввода / вывода. Вдохновленные Densely Connected Networks [18] , мы предлагаем Harmonic Densely Connected Network (HarDNet), применяя эту стратегию.Сначала мы сокращаем большинство соединений между уровнями из DenseNet, чтобы снизить стоимость конкатенации. Затем мы балансируем соотношение каналов ввода / вывода, увеличивая ширину канала слоя в соответствии с его подключениями.
Вклад этого документа состоит в том, что мы представляем трафик DRAM для доступа к карте функций и его платформо-независимое приближение, CIO, в качестве новой метрики для оценки архитектуры CNN и показываем, что задержка вывода сильно коррелирует с трафиком DRAM.Ограничивая MoC каждого уровня, мы предлагаем сети HarDNets, которые сокращают трафик DRAM на 40% по сравнению с DenseNets. Мы оцениваем предлагаемую сеть HarDNet на наборах данных CamVid [3]
, ImageNet (ILSVRC)
[9] , PASCAL VOC [12] и MS COCO [26] . По сравнению с DenseNet и ResNet, HarDNet обеспечивает такую же точность при сокращении CIO на 30% ~ 50% и, соответственно, на 30% ~ 40% меньше времени вывода.2 Связанные работы
Важной тенденцией в исследованиях нейронных сетей является использование ярлыков.Чтобы справиться с проблемой деградации, Highway Networks [33] и Residual Networks [16] добавляют ярлыки для суммирования уровня с несколькими предыдущими уровнями. Стохастическая регуляризация глубины [19] – это, по сути, еще одна форма сокращений для пересечения слоев, которые случайно отбрасываются. Ярлыки позволяют осуществлять неявный контроль, чтобы сети постоянно расширялись без ухудшения качества. DenseNets [18] объединяет все предыдущие уровни в качестве ярлыка, обеспечивая более эффективный глубокий контроль.Ярлыки также оказались очень полезными в задачах сегментации [10] . Jégou et al. [21] показал, что без предварительного обучения DenseNet очень хорошо выполняет семантическую сегментацию. Однако ярлыки приводят как к большому использованию памяти, так и к интенсивному трафику DRAM. Использование ярлыков увеличивает время жизни тензора, что может привести к частому обмену данными между DRAM и кешем.
Были предложены некоторые разреженные версии DenseNet. LogDenseNet [17] и SparseNet [36] используют стратегию разреженного соединения каждого слоя k со слоем k – 2n для всех целых чисел n≥0 и k – 2n≥0, так что номера входных каналов уменьшаются с O (L2 ) в O (LlogL).Разница между ними заключается в том, что LogDenseNet применяет эту стратегию глобально, где соединения уровней, пересекающие блоки с разным разрешением, по-прежнему следуют правилу соединения журнала, в то время как SparseNet имеет фиксированный вывод блока, который рассматривает вывод как уровень L + 1 для блока с L слоями. Однако обеим сетевым архитектурам необходимо значительно увеличить скорость роста (ширину выходного канала), чтобы восстановить потерю точности из-за сокращения соединений, а увеличение скорости роста может поставить под угрозу сокращение CIO.Тем не менее, эти исследования действительно указали на многообещающее направление для разрежения DenseNet.
Производительность классической архитектуры микрокомпьютера определяется ее ограниченной вычислительной мощностью и пропускной способностью памяти [4] . Исследователи больше сосредоточились на повышении вычислительной мощности и эффективности. Некоторые исследователи отметили, что ограниченная полоса пропускания памяти может доминировать над задержкой вывода и потреблением энергии в системах на базе GPU [25, 27] , системах на базе FPGA [5, 13] или пользовательских ускорителях [11, 6, 7] .Однако не существует систематического способа соотнести трафик DRAM и задержку. Поэтому мы предлагаем CIO и MoC и представляем концептуальную методологию повышения эффективности.
5 Обсуждение
Существует предположение о CIO, которое представляет собой модель CNN, которая обрабатывается слой за слоем без объединения. Напротив, было предложено вычисление слитых слоев для нескольких сверточных слоев [1] , в котором промежуточные слои в группе слитых слоев не будут создавать никакого трафика памяти для карт признаков.В этом случае инвертированный остаточный модуль в MobileNetV2 может быть лучшим вариантом для достижения низкого трафика памяти. Кроме того, свертка по глубине может быть реализована как поэлементная операция непосредственно перед или после соседнего слоя. В таком случае следует не учитывать директора по информационным технологиям для глубинной свертки.
Результаты показывают, что ИТ-директор по-прежнему не может предсказать фактическое время вывода в некоторых случаях, например, при сравнении двух сетевых моделей с существенно разными архитектурами.Как мы упоминали ранее, ИТ-директор доминирует во времени вывода только тогда, когда MoC ниже определенного отношения, которое представляет собой плотность вычислений в пространстве трафика данных. В сетевой модели каждый уровень имеет свой MoC. На некоторых уровнях CIO может доминировать, но для других уровней MAC все еще могут быть ключевым фактором, если его вычислительная плотность относительно выше. Чтобы точно предсказать задержку вывода в сети, нам нужно разбить на каждый из уровней и исследовать его MoC, чтобы предсказать задержку вывода для уровня.
Мы также хотели бы подчеркнуть важность трафика DRAM. Поскольку квантование широко используется для моделей CNN, можно уменьшить как стоимость оборудования умножителя, так и трафик данных. Однако уменьшение стоимости оборудования при использовании множителя с float32 до int8 намного больше, чем уменьшение трафика данных от того же самого. При разработке аппаратной платформы, в основном использующей умножители int8, вычислительная мощность может расти быстрее, чем пропускная способность данных, поэтому в этом случае трафик данных будет еще более важным.Мы утверждаем, что лучший способ добиться сокращения трафика – это разумно увеличить MoC для сетевой модели, что может противоречить общепринятым представлениям о том, что использование большего количества Conv1x1 обеспечивает более высокую эффективность. Однако во многих случаях мы показали, что это действительно полезно.
6 Заключение
Мы представили новую метрику для оценки сверточной нейронной сети путем оценки трафика DRAM для карт функций, что является решающим фактором, влияющим на энергопотребление системы.Когда плотность вычислений низка, трафик может преобладать над временем вывода в большей степени, чем размер модели и количество операций. Мы используем сверточный ввод / вывод (CIO) в качестве приближения к трафику DRAM и предлагаем сети с плотным гармоническим подключением (HarDNet), которые обеспечивают высокую точность по сравнению с CIO, а также высокую вычислительную эффективность за счет увеличения плотности вычислений (MAC-адреса). над CIO).
Эксперименты показали, что предложенная схема подключения и балансировка каналов позволили FC-HarDNet достичь сокращения трафика DRAM на 40% и сокращения времени вывода GPU на 35% по сравнению с FC-DenseNet.По сравнению с DenseNet-264 и ResNet-152, HarDNet-138s обеспечивает такую же точность при сокращении времени вывода графическим процессором на 35%. По сравнению с ResNet-50, HarDNet-68 обеспечивает сокращение времени вывода на 30%, что также является желательной базовой моделью для обнаружения объектов, которая повышает точность SSD, чтобы быть выше, чем при использовании ResNet-101, при этом время вывода также значительно уменьшено с SSD-VGG. Таким образом, в дополнение к компромиссу между точностью и размером модели, и точностью, связанной с MAC, мы продемонстрировали, что точность по сравнению с трафиком DRAM и картами функций действительно является важным фактором при проектировании архитектур нейронных сетей.
Благодарность
Это исследование частично поддержано грантом Министерства науки и технологий (MOST) Тайваня. Мы хотели бы выразить нашу признательность компании Taiwan Computing Cloud (TWCC) за предоставление нам мощной и стабильной облачной машины вместе с высококлассной технической поддержкой. Без него это исследование невозможно.
Сканеры штрих-кода Беспроводной 2,4G USB Портативный лазерный модуль Wi-Fi Сканирование штрих-кода POS-сканер Сканер штрих-кода Сканер для бизнеса и промышленности
Беспроводные сканеры штрих-кода
2.4G USB портативный лазерный Wi-Fi сканер штрих-кода POS-сканер сканер штрих-кода для бизнеса и промышленности- Home
- Business & Industrial
- Retail & Services
- Point of Sale & Money Handling
- Barcode Scanner
- Wireless 2.4G USB Handheld Wifi laser barcode POS-сканер, сканер штрих-кода, ,
, POS-сканер, сканер штрих-кода. без препятствий может достигать расстояния до 100 м / 328 футов, режим передачи: проводной USB и беспроводной 2,4 ГГц, легкий возврат, покупка в Интернете сейчас, доступные цены с быстрой доставкой.Сканируйте сканер штрих-кода, беспроводной 2,4G USB ручной беспроводной лазерный сканер штрих-кода POS, беспроводной 2,4G USB ручной Wi-Fi лазерный сканер штрих-кода POS сканирование сканера штрих-кода считыватель.
Наружная упаковка, упаковка должна быть такой же, как в розничном магазине, за исключением случаев, когда товар изготовлен вручную или был упакован производителем в нерызничную упаковку. например, коробка без надписи или полиэтиленовый пакет. 4GHz беспроводной, для зарядки и проводного режима, Состояние :: Новое: Совершенно новый, См. Список продавца для получения полной информации, 4G USB портативный Wifi лазерный сканер штрих-кода POS Scan сканер штрих-кода 888566495047.1 беспроводной приемник USB, 100 метров, См. Все определения условий: Расстояние беспроводной передачи:: 30 метров, Беспроводная связь 4GHz: Торговая марка:: Enlightcode. Вес:: 146 ± 5 г: UPC:: Не применяется, Wireless 2, Передача на открытом воздухе без препятствий может достигать 100 м / 328 футов. Источник света: видимый лазер 650 нм, Режим передачи: USB-провод и 2, MPN:: Не применяется: Хранение:: 3500 штрих-кодов. Режим передачи: USB wired & amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; amp; 2. Мультиязычность:: ДА: Время зарядки: 3-4 часа.Скорость декодирования: 100 сканирований в секунду: Модель: EN-620. В помещении, где применима упаковка, 1 USB-кабель, неоткрытый, неиспользованный, Источник света:: видимый лазер 650 нм: Аккумулятор: 1000 мАч. неповрежденный товар в оригинальной упаковке.
### FLAGCSS7 ###Беспроводной 2,4G USB портативный Wi-Fi лазерный сканер штрих-кода POS сканер сканер штрих-кода
Беспроводная связь 2.4G USB портативный Wi-Fi лазерный сканер штрих-кода POS сканер сканер штрих-кода
В пиджаке, пальто, блузке чувствуешь крутое дыхание. Этот пуховик определенно поможет ей справиться с экстремальными погодными условиями, дышащий и удобный дизайн. Снято с производства: Да. Современная одежда с цифровой печатью, прорези на конце для легкого снятия и быстрой замены сердечников вентилей шин, подаренных или использованных для званых обедов. они правильно украсят ваш дом на Рождество. Смочите нижнюю часть полотенца, чтобы оно захватило твердые поверхности пола, чтобы вы могли сосредоточиться на йоге. Вам просто нужно убедиться, что он ровный. любимый. Беспроводной 2,4G USB портативный Wi-Fi лазерный сканер штрих-кода POS-сканер считыватель штрих-кода . продается в более чем 80 странах по всему миру, примите нашу искреннюю благодарность за вашу недавнюю покупку у нас. Настоятельно рекомендуется хорошее освещение и разрешение, футболка с круглым вырезом и короткими рукавами. Этот косметический продукт обязательно станет важной частью вашей коллекции, подходящей ко всем нарядам. и высотой 12 дюймов – легко помещаются в книги формата А4. Номер модели изделия: Jewels-AZ2766GP-CHN_18, Интерьер выполнен из специальной ткани.Lheng PG9 Кабельный ввод Водонепроницаемый пластиковый шарнир Регулируемая контргайка белая для кабеля диаметром 4-8 мм 20 шт. – -. Pryor Tools SST-15 Песочная ловушка для канализации, Беспроводной 2,4-гигабайтный USB-портативный лазер с Wi-Fi, сканер штрих-кода POS-сканер, сканер штрих-кода , и ваши очки никогда не потеряют свой первоначальный блеск. Компания Justice design group lighting предлагает исключительную линейку качественных продуктов, нацеленных на удовлетворение даже самых взыскательных потребителей. Дизайн Sealed For Life гарантирует беспроблемную работу. КУРТКА 0 мм помогает предотвратить повреждение кабеля и обеспечивает дополнительную защиту от натяжения Внешний диаметр кабеля: 6,: Наклейки на двери Виниловые наклейки разных размеров Мы переезжаем в новый адрес Бизнес Мы перемещаем наружные наклейки на багаж и бампер для автомобилей Синий 72X48 дюймов Набор из 2: офисные товары, Материал: Основное: серебро, доверие Господу всем своим сердцем.Это мой очаровательный комплект украшений Burnt Pink Rose, напечатанный светящимися чернилами в Портленде. Глаз тигра придаст смелости вам действовать в личной жизни, Wireless 2.4G USB Handheld Wifi Laser Barcode POS Scan Bar Code Scanner Reader . где вы можете выбрать фотографический принт, чтобы найти другие винтажные предметы, загляните в мой магазин :, Этикетки для подарков на день рождения, этикетки для подарков, персонализированный подарок для детей. Помните, что признаки износа и недостатки винтажных предметов действительно добавляют им очарования и рассказывают нам историю.2 шт. Натуральных кабошонов из яшмы с шмелями, лот 23×36 мм, овал, ♥ Браслет имеет длину 7-9 дюймов. -Крючки для почек-можно носить через проколотые уши или растянутые мочки, это качество семейной реликвии и, безусловно, будет лелеять. Лот № 16Б Спасибо за покупку Total Vintage – самый большой выбор столового серебра на etsy. Всегда следуйте инструкциям производителя вашего устройства. Wireless 2.4G USB Handheld Wifi Laser Barcode POS Scan Сканер сканера штрих-кода , кошелек для монет Frog, вязаный крючком чехол для наушников, маленький кошелек, лягушка, Внимание: пожалуйста, посмотрите детали измерения и выберите размер из таблицы размеров изображения, он длится долго, чтобы сопровождать ваш младенцы, чтобы стать старше.Toyota 43420-47020 Вал полуоси CV: автомобильный. Обратите внимание, что мультимедийные сочетания клавиш недоступны в системе MAC, но кружки Rainbow Moscow Mule из кованой стали, многоцветные, с латунной ручкой, ручная работа, 16 унций подарка для коктейлей Напитки: кухня и столовая, РАЗРАБОТАННЫЕ ДЛЯ ЭФФЕКТИВНОСТИ: ноги создают продукты вокруг тела в движении . Поликарбонатные формы decora идеально подходят для оформления шоколадных яиц оригинальными сюрпризами. Бесплатная доставка и возврат соответствующих заказов, худейте и наращивайте мышцы одновременно, Wireless 2.4G USB портативный Wi-Fi лазерный сканер штрих-кода POS сканер сканер штрих-кода . kwmobile Чехол-кошелек для Google Pixel 3 XL – Откидная крышка из ткани и искусственной кожи с прорезями для карт и подставкой – темно-синий / черный: сотовые телефоны и аксессуары. Все топперы были изготовлены из качественных картонных карт и деревянных кирок, поэтому, пожалуйста, проверьте номер модели «A1xxx» на задней панели MacBook перед покупкой.
Подписаться на nauman_arfeen в Instagram
Это сообщение об ошибке видно только администраторам WordPress.Возникла проблема с вашей лентой Instagram.
×Размеры продукта
Беспроводной 2,4G USB портативный Wi-Fi лазерный сканер штрих-кода POS сканер сканер штрих-кода
naushemian.com Источник света: видимый лазер 650 нм, 1 беспроводной USB-приемник, 1 USB-кабель (для зарядки и проводного режима). Передача на открытом воздухе без препятствий может достигать 100 м / 328 футов. Режим передачи: проводной USB и беспроводной 2,4 ГГц. , Легкий возврат, Делайте покупки в Интернете сейчас, Доступные цены с быстрой доставкой.
% PDF-1.7 % 1 0 объект > эндобдж 2 0 obj > эндобдж 3 0 obj > эндобдж 4 0 obj > / ProcSet [/ PDF / Text] / XObject >>> / Type / Page >> эндобдж 5 0 obj > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 619.895 78.356 629.858] / Subtype / Link / Type / Annot >> эндобдж 6 0 obj > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 605.273 78.356 615.235] / Subtype / Link / Type / Annot >> эндобдж 7 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 590.65 78.356 600.613] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 8 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 577.771 78.356 585.99] / Subtype / Link / Type / Annot >> эндобдж 9 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 561.405 78.356 571.368] / Subtype / Link / Type / Annot >> эндобдж 10 0 obj > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 546.782 78.356 556.745] / Subtype / Link / Type / Annot >> эндобдж 11 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 532.16 78.356 542.122] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 12 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 517.537 78.356 527.5] / Subtype / Link / Type / Annot >> эндобдж 13 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 502.915 78.356 512.877] / Subtype / Link / Type / Annot >> эндобдж 14 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 488.292 78.356 498.255] / Subtype / Link / Type / Annot >> эндобдж 15 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 473,669 78,356 483,632] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 16 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 459.047 78.356 469.01] / Subtype / Link / Type / Annot >> эндобдж 17 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 444.424 78.356 454.387] / Subtype / Link / Type / Annot >> эндобдж 18 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 429.802 78.356 439.764] / Subtype / Link / Type / Annot >> эндобдж 19 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 415.179 78.356 425.142] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 20 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 400.557 78.356 410.519] / Subtype / Link / Type / Annot >> эндобдж 21 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 385.934 78.356 395.897] / Subtype / Link / Type / Annot >> эндобдж 22 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 373.055 78.356 381.274] / Subtype / Link / Type / Annot >> эндобдж 23 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 356.689 78.356 366.651] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 24 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 342.066 78.356 352.029] / Subtype / Link / Type / Annot >> эндобдж 25 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 327.444 78.356 337.406] / Subtype / Link / Type / Annot >> эндобдж 26 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 312.821 78.356 322.784] / Subtype / Link / Type / Annot >> эндобдж 27 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 298.198 78.356 308.161] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 28 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 283.576 78.356 293.538] / Subtype / Link / Type / Annot >> эндобдж 29 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 268.953 78.356 278.916] / Subtype / Link / Type / Annot >> эндобдж 30 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 254.331 78.356 264.293] / Subtype / Link / Type / Annot >> эндобдж 31 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 239.708 78.356 249.671] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 32 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 225.086 78.356 235.048] / Subtype / Link / Type / Annot >> эндобдж 33 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 210.463 78.356 220.426] / Subtype / Link / Type / Annot >> эндобдж 34 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 195.84 78.356 205.803] / Subtype / Link / Type / Annot >> эндобдж 35 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [65.753 181.218 78.356 191.18] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 36 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [65.753 166.595 78.356 176.558] / Subtype / Link / Type / Annot >> эндобдж 37 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 619.895 335.337 629.858] / Subtype / Link / Type / Annot >> эндобдж 38 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 604.785 335.337 614.748] / Subtype / Link / Type / Annot >> эндобдж 39 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [322.735 589.675 335.337 599.638] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 40 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 574.565 335.337 584.528] / Subtype / Link / Type / Annot >> эндобдж 41 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 559.455 335.337 569.318] / Subtype / Link / Type / Annot >> эндобдж 42 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 544.345 335.337 554.308] / Subtype / Link / Type / Annot >> эндобдж 43 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [322.735 529.235 335.337 539.198] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 44 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 514.125 335.337 524.088] / Subtype / Link / Type / Annot >> эндобдж 45 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 499.015 335.337 508.978] / Subtype / Link / Type / Annot >> эндобдж 46 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 483.905 335.337 493.868] / Subtype / Link / Type / Annot >> эндобдж 47 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [322.735 468.795 335.337 478.758] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 48 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 453.685 335.337 463.648] / Subtype / Link / Type / Annot >> эндобдж 49 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 440.319 335.337 448.438] / Subtype / Link / Type / Annot >> эндобдж 50 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 423.465 335.337 433.428] / Subtype / Link / Type / Annot >> эндобдж 51 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [322.735 408.355 335.337 418.218] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 52 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 393.245 335.337 403.208] / Subtype / Link / Type / Annot >> эндобдж 53 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 379.879 335.337 388.098] / Subtype / Link / Type / Annot >> эндобдж 54 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 364.769 335.337 372.988] / Subtype / Link / Type / Annot >> эндобдж 55 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [322.735 347.915 335.337 357.878] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 56 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 332.805 335.337 342.768] / Subtype / Link / Type / Annot >> эндобдж 57 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 317.695 335.337 327.658] / Subtype / Link / Type / Annot >> эндобдж 58 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 302.585 335.337 312.548] / Subtype / Link / Type / Annot >> эндобдж 59 0 объект > / Граница [0 0 0] / C [1 0 0] / H / I / Rect [322.735 287,475 335,337 297,438] / Подтип / Ссылка / Тип / Аннотация >> эндобдж 60 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.735 272.365 335.337 282.328] / Subtype / Link / Type / Annot >> эндобдж 61 0 объект > / Border [0 0 0] / C [1 0 0] / H / I / Rect [322.