Как расшифровывается марка токарного станка 16К20
- Главная /
- FAQ/Вопросы-ответы
- Как расшифровывается марка токарного станка 16К20
Как расшифровывается марка токарного станка 16К20
Ответ:
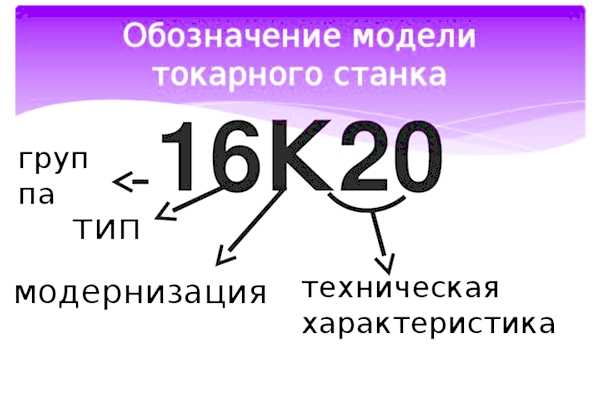
16К20 —
цифра 1 обозначает группу – токарные станки;
6 — относится к токарно-винторезному типу;
К — указывает на поколение в линейке станков завода-изготовителя;
20 — высота центров в дециметрах.

Добавление других цифр и букв в названии (шифре) станка подразумевает модификацию оборудования, имеющую определенные отличия от базовой модели – повышенный класс точности (П), высокий класс точности (В), увеличенный диаметр обработки (25), оснащение механизированным суппортом (М), гидрокопировальным устройством (К), УЦИ – устройством цифровой индикации (Ф1) или ЧПУ – числовым программным управлением (Т1 или Ф3), наличие
Маркировка модификаций токарного станка 16К20 и их особенности
- 16К25 – диаметр обработки над станиной до 500 мм (над суппортом – до 25 дм),
- 16К20ВФ1 – устройство цифровой индикации, высокий класс точности,
- 16К20Г – выемка в станине (ГАП) для обработки дисков и фланцев диаметром до 630 мм,
- 16К20К – гидрокопировальное устройство,
- 16К20М – механизированный суппорт,
- 16К20П – повышенный класс точности,
- 16К20ПФ1 – УЦИ, повышенный класс точности,
- 16К20ПФ101 – УЦИ, повышенный класс точности,
- 16К20РФ3 – патронный, ЧПУ, производство с 1977 года,
- 16К20Т1 – оснащение ЧПУ, начало выпуска – 1980 года,
- 16К20Ф1 – устройство цифровой индикации (УЦИ),
- 16К20Ф3С2 – ЧПУ (СС221-Т), производство с 1975 года,
- 16К20Ф3С5 – ЧПУ (Н22-1М), производство с 1975 года,
- 16К20Ф3С32 – ЧПУ (2Р22), в серии – с 1985 года.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
Популярные модели
stanok-kpo.ru
Обозначение станков | Металлорежущие станки
Каждый металлорежущий станок имеет условное обозначение – номер, по которому можно определить тип и краткую характеристику станка.
Группа станка
Первая цифра означает группу станка. Условились все токарные станки обозначать цифрой 1, группу сверлильных станков – цифрой 2, шлифовальные станки – цифрой 3, специальные станки – цифрой 4, зуборезные и резьбонарезные – цифрой 5, фрезерные – цифрой 6, строгальные, долбежные и протяжные – цифрой 7, разрезные – цифрой 8 и все остальные – цифрой 9.
Тип станка
Вторая цифра обозначает тип станка. Вертикально-фрезерные консольные станки имеют цифру 1, фрезерные непрерывного действия – цифру 2, копировальные, гравировальные – цифру 4, вертикальные бескоисольные – цифру 5, продольно-фрезерные – цифру 6, специальные консольно-фрезерные – цифру 7, горизонтально-фрезерные консольные – цифру 8, другие фрезерные – цифру 9.
Обозначение прочих характеристик
Третья цифра, а для крупных станков и четвертая цифра условно определяют основные размеры станка. Так, например, третья цифра 2 означает, что размер стола фрезерного станка равен 320×1250 мм. Станок 6662 (продольно-фрезерный) имеет стол размером 1800 x 6000 мм, у этого станка размеры стола обозначены двумя цифрами. Кроме цифр, в номер станка часто включают также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка усовершенствована по сравнению с прежней моделью. Так, например, модель станка 682 совершенствовалась в течение многих лет, хотя основные размеры станка оставались почти одинаковыми. Эти более совершенные модели обозначали буквами Н, М, Р и др.
Для обозначения быстроходного вертикально-фрезерного станка добавили букву Б (6Н12Б, 6М12Б, 6М12Р и т. н.). Буква в конце номера означает изменение основной или, как часто говорят, базовой модели. Если в номере станка есть буква Г, это означает, что станок горизонтально-фрезерный. В отличие от универсального станка, стол этого станка не поворачивается. Кроме станков, изготовляемых серийно, станкостроительные в а воды выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами. Номер копировально-фрезерного станка обычно заканчивается буквой К. Например, вертикально-фрезерный станок серии М с электрокопировальной следящей системой имеет обозначение 6М13К. В обозначения фрезерных станков, оснащенных системой циклового программного управления, включали букву П (например, станок 6А12П).
Пример обозначения станка
1К62 первая цифра 1 – станок токарной группы, далее буква К – поколение станка, третья цифра 6 – означает что станок токарно – винторезный, четвертая цифра 2 – высота центров 220мм.
Обозначение станков с программным управлением
Для всех станков с программным управлением в обозначение (номер) станка вводят букву Ф, которая обозначает, что станок оснащен системой программного управления и цифра рядом с ней – дополнительный признак. Обозначение Ф1 применяют для станков, оборудованных устройствами цифровой индикации и предварительного набора координат. Устройство цифровой индикации имеет световое табло, на котором светящимися цифрами указывают значение координаты (длину перемещения исполнительного органа станка). По мере перемещения исполнительного органа происходит смена цифр на табло, и, таким образом, оператор или наладчик могут проверить в любой момент времени, какое перемещение, на какую длину выполнено.
Иногда система цифровой индикации сообщает, на каком режиме (с какой подачей, частотой вращения шпинделя) работает в данный момент станок, и выдает другую информацию. Обозначение Ф2 относится к станкам, оснащенным позиционными системами ЧПУ (независимо от того, движение по скольким координатам обеспечивает данная система управления). Обозначение ФЗ применяют для станков, оснащенных контурными системами ЧПУ, обеспечивающими автоматические перемещения исполнительного органа по двум или трем координатам (например, станок 6Р13ФЗ). Обозначение Ф4 используют для станков с контурными или позиционными системами ЧПУ, которые имеют устройства для автоматической смены режущих инструментов.
Похожие материалы
классификация, для чего предназначены, типы
Современные технологии сделали так, что обрабатывать металлы легче при использовании токарных станков. Распространённая сфера применения: обработка поверхностей, имеющих различную форму, внутри и снаружи. Например, фасон или цилиндр, конус. И у каждого из видов токарных станков свои особенности.
Виды станков настолько разнообразны, что у каждого покупателя есть возможность выбрать вариант, отвечающий конкретным потребностям. Надо только заранее изучить особенности каждой из моделей.
Классификация токарного оборудования
Система классификации для данного вида оборудования создана ещё в СССР. Согласно этим правилам, станки – агрегаты, обрабатывающие заготовки из металла, представляющие первую категорию. Любое приспособление из данной группы способно представлять одну из следующих групп:
- Устройства со специальным назначением.
- Станки специального назначения, обычного и автоматического типа.
- Агрегаты для полировки, с резцами.
- Лобовые и винторезные типы оборудования.
- Модели «карусельной» системы.
- Станки, отрезающие материал.
- Разновидность под названием «револьвер».
- Установки с большим количеством шпинделей, автоматические полностью или наполовину.
- Агрегаты токарного типа, где шпиндель – один. Автоматические на половину, полностью.

Следующие разновидности выделяются в зависимости от точности обработки:
- П – повышенный уровень.
- А – высокий показатель точности.
- Н – нормальный показатель.
- В – точность высокого уровня.
- С – точность особой категории.
От той или иной категории зависят определённые технические характеристики. Кроме того, легче становится определить подходящую сферу применения. Маркировка приспособлений так же помогает узнать о том, какие параметры характерны для той или иной модели. Такие обозначения могут состоять из следующих компонентов:
- При использовании единицы в качестве начальной формы. Она показывает, что покупатель имеет дело с токарным станком, а не каким-либо другим.
- Далее идёт число, обозначающее принадлежность к тому или иному типу моделей.
- Центры приспособления имеют разную высоту, обозначаемую третьими и четвёртыми цифрами.

Маркировка агрегатов может содержать и обозначения в виде букв. Они используются, чтобы сообщить о тех или иных конструктивных особенностях. Это касается следующих параметров:
- Оснащённость системой ЧПУ.
- Используемую модификацию.
- Верность выполнения операций.
- Насколько автоматизированы действия?
Буква «И» – для обозначения приборов с винторезами. «П» – для точности высокого уровня. Такие модели снабжены центрами на высоте до значения примерно в 110 миллиметров. Фото изделий так же помогает понять, что именно перед нами находится.
Особенности конструкции и назначения станков
Следующие основные компоненты присутствуют у изделий любой группы:
- Электрическая часть.
Состоит из электрического двигателя с приводом. Его мощность бывает разной, определяется индивидуально для каждой модели. Снабжается дополнительными деталями, обеспечивающими управление характеристиками. Выполнение требований по безопасности обязательно для данной части оборудования.
- Коробка передач.
Способствует передаче движущей силы от валика или ходового винта на суппорт.

- Суппорт.
Закрепляет элемент, осуществляющий разрезание. Суппорт ещё необходим, чтобы осуществлялась подача инструмента поперёк, либо вдоль. И чтобы эта процедура совершалась с соблюдением определённых параметров. У суппорта есть каретки, расположенные внизу. Она одна, но некоторые модели снабжаются несколькими. Каретка вверху – место крепления держателя токарных инструментов.
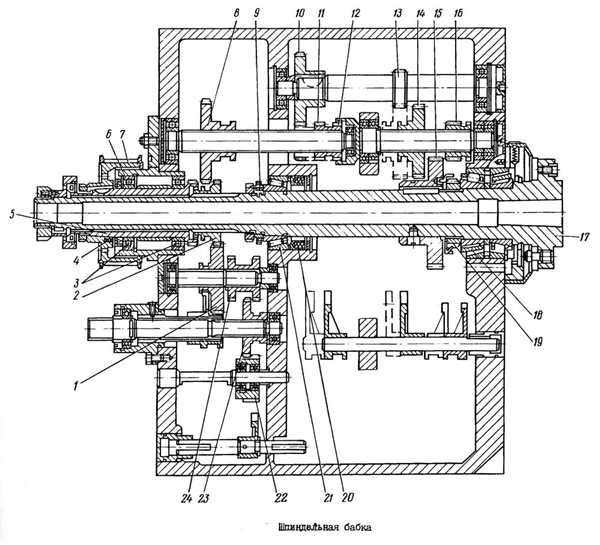
- Шпиндельная бабка.
Здесь располагается шпиндель. Коробка скоростей находится во внутренней части устройства.
- Фартук.
Преобразует движение, источником которого выступает валик, либо ходовой винт.
- Станина.
Элемент с несущей функцией у токарных станков. Остальные детали крепятся сюда.
Детали, входящие в комплект, опираются на две тумбы. Несущим элементом и становятся эти тумбы. Благодаря этому оператор может задавать положение конструкции, которое будет наиболее удобным. Тумбы отличаются массивной конструкцией. Отдельный вопрос – для чего предназначены изделия.
Главное назначение оборудования такого типа – обработка деталей из металла различных характеристик, форм.
Типы токарного оборудования
Отличия моделей в конструкциях – основа классификации.
Токарно-винторезные станки
Оборудование такой разновидности легко справляется со следующими функциями:
- Изменение параметров у металлов цветной, чёрной группы.
- Разработка модульной, метрической резьбы.
Модели универсального типа, которые применяются как в промышленности, так и при создании единичных изделий. Производство предполагает однотипную компоновку для всех частей. Состав конструкции включает детали, описанные ранее.

Токарно-револьверные станки
Главное назначение – обработка изделий из прутка, прошедшего калибровку. Оборудование выполняет широкий спектр всевозможных операций:
- Развёртывание.
- При формировании резьбы.
- Фасонное точение.
- Сверление.
- Зенкерование.
- Точение, расточка со стандартными показателями.
Название станка происходит от способа крепления, применяемого для инструментов. Их монтируют при помощи специального держателя, который может быть приводным, либо статичным. Приводной вариант даёт владельцам больше всего возможностей. Именно он позволяет создавать резьбу с различными параметрами, проводить фрезеровку и сверление.

Токарные станки с ЧПУ
Современные станки часто предполагают применение подобного оборудования. Лёгкость эксплуатации и точность, высокая продуктивность относятся к главным преимуществам.
Внедрение систем ЧПУ сопровождается использованием следующих систем:
- Самонастраивающиеся. Позволяют корректировать все сведения на основе показателей, появившихся, когда обрабатывались прежние детали.
- Замкнутого типа. С двумя информационными потоками, приходящими с механизма считывания, измерения.
- Разомкнутые. Используется только один информационный поток. Сначала идёт расшифровка данных, потом команды передаются остальным механизмам.

Кроме того, станки делятся на несколько разновидностей на основе способа управления производственным процессом:
- Контурные. Агрегат работает без перерыва. Пользователь только один раз задаёт определённые параметры.
- Прямоугольные. Применяются при заготовках в форме ступени. С автоматическим переключением между передачами вдоль, поперёк.
- Позиционные. С закреплением деталей в конкретных положениях. На следующем этапе переходят к основным рабочим процессам.
Токарно-карусельные станки
Отличное решение, если требуется обработать крупные изделия. Из присутствующих функциональных особенностей описать стоит следующие:
- Возможность осуществить резьбу.
- Шлифовальные операции, фрезеровка, подрезка.
- Разработка пазов с приданием определённых конфигураций.
- Оборудование позволит заточить поверхности в виде конусов, цилиндров.
В комплектах со станками продаются специальные разновидности столов, планшайбы располагаются на их поверхности. Траверса перемещаются по стойкам, с дополнительными суппортами в конструкции.

Лоботокарные станки
Обрабатывают детали с формами конусов и цилиндров, лобового типа. Предполагают горизонтальное размещение оси, на которой заготовка вращается.

Токарно-затыловочные станки
Затылованием называют специальный метод, используемый при заточках. Это особенно актуально для задних поверхностей у различных инструментов. Операция нужна, чтобы даже при длительной эксплуатации сохранялись первоначальные формы.

Уровни автоматизации
Обработка на современных приспособлениях осуществляется в полуавтоматическом, либо автоматическом режимах. Станки-полуавтоматы позволяют использовать ручной труд для загрузки заготовок, снятия готовых изделий. В автоматических вариантах вся процедура осуществляется на специальном оборудовании.
Маркировка станков
Для станков характерно применение цифр и букв в равной степени. Первая цифра – для обозначения группы станков. Третья и четвёртая – для обозначения одной из важных характеристик. Например, высота центров над станиной, либо диаметры. Если после первой цифры идёт буква – значит, модель усовершенствована по сравнению с предыдущей версией. В некоторых случаях применяются заводские номера.
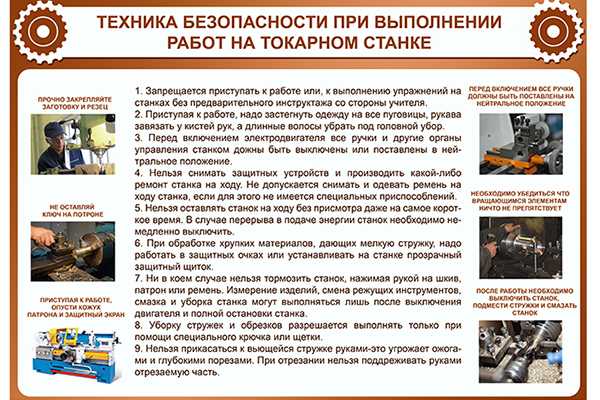
Техника безопасности
Специалист должен соблюдать некоторые правила. Вот лишь некоторые, действующие перед началом работы:
- Проверка положения пуговиц у специализированной одежды.
- Отдельно проводится осмотр станка по состоянию технического плана. Услуги техников и наладчиков актуальны, если требуется дополнительное обслуживание из-за неисправностей и деталей, вышедших из строя. Но операции несложные доступны для самостоятельного выполнения владельцем.
- Последний этап – выдача техзадания. Его нужно изучить внимательно.

К работе нельзя приступать при появлении механизмов вращения и ограждений различных узлов с неисправностями.
Кроме того, существуют и другие запреты на:
- То, чтобы другие лица проводили работу. И оставление включенной техники без присмотра.
- Проведение полного самостоятельного ремонта техники.
- Использование зажимов и приспособлений в неисправном состоянии.
- Эксплуатационные действия для оборудования с явными признаками неисправности.
- Выполнение работ в тот же день, когда проводят обслуживание станков, их наладку, проверку.
У каждого станка своя масса. Это касается даже миниатюрных разновидностей станков, которые приобретаются для использования в домашних условиях. Подобные агрегаты могут весить минимум 13,5 килограмм, а максимум – 400. Чем больше масса – тем больше будут и остальные габариты.
Для домашних мастерских подходят станки, весящие не более 50 килограмм. Это компактные и универсальные модели, которые не доставляют хлопот во время монтажа. Месторасположение легко изменить, если возникает необходимость.
Мощность – ещё один параметр, который требует учёта при выборе. 2,25 кВт – стандартный показатель для небольших агрегатов. Есть и другие разновидности устройств, которые называются маломощными. У них привод имеет показатель в 0,15 кВт.

Чтобы сделать правильный выбор, покупатель должен принять решение по поводу назначения. Чем меньше и тоньше заготовки – тем менее мощные агрегаты требуются для их обработки. Правило действует и в обратную сторону.
С технической точки зрения сложными считаются даже настольные установки для бытового применения. Потому рекомендуется обратить внимание и на общее качество составляющих.
Заключение
Сегодня токарные станки приятно удивляют покупателей широким модельным рядом. При этом принципы работы остаются общими, хотя конструктивно присутствуют и некоторые отличия. Как профессиональные, так и бытовые модели выполняют большое количество задач. Достаточно заранее изучить некоторые нюансы и информацию по техническим характеристикам. Тогда будет проще определиться с тем, какая модель требуется в том или ином случае. Приобретаются модели в специализированных магазинах, с обычными офисами, либо на интернет-страницах.
vseochpu.ru
Классификация токарных станков
Классификация токарных станковВ соответствии с классификацией, разработанной Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС), токарные станки можно отнести к первой группе, то есть станки выпускаемые серийно начинаются с цифры 1.
Токарная группа станков подразделяется на 9 типов
1. одношпиндельные автоматы и полуавтоматы
2. многошпиндельные автоматы и полуавтоматы
3. револьверные
4. сверлильно-отрезные
5. карусельные
6. токарные и лобовые
7. многорезцовые
8. специализированные
9. разные токарные
Вторая цифра в номере модели означает – тип станка, остальные одна или две цифры характеризуют основные параметры станка или обрабатываемой заготовки.
Модель 16К20 – токарный станок, где высота центров 200мм. Буква К – обозначает модернизацию базовой модели.
Модель 1525 – это токарно-карусельный станок. На таком станке можно обрабатывать деталь диаметром до 2500мм.
Есть некоторые виды станков 1Д62, 1К62 и другие. Буква может стоять после номера группы или типа станка. Если буква ставится после шифра модели, то она имеет совершенно другое значение например: может быть указан класс точности станка.Станки по степени точности делятся на пять классов
(Н) Нормальная точность
(П) Повышенная точность
(В) Высокая точность
(А) Особо высокая точность
(С) Особо точные или прецизионные
Станки с числовым программным управлением ЧПУ обозначаются индексами в конце шифра станка
Ц – цикловое программное управление
Т – оперативная система управления
Ф1 – цифровая индикация
Ф2 – числовое позиционное программное управление
Ф3 – контурная система ЧПУ
Ф4 и Ф5 – комбинированные системы ЧПУ (многоцелевые станки)
модель 16К20Ф3 – токарный станок с контурной системой управления
модель 1713Ц – токарный многорезцово-копировальный полуавтомат с цикловой системой программного управления (ПУ)
модель 16К20Т – токарный станок с оперативной системой управления
модель 1540Т – токарно-карусельный станок с оперативной системой управления
модель 1Е811Ф1 – токарно-затыловочный станок с цифровой индикацией и предварительным набором координат
Чем больше функций у станка, тем сложнее написания названия (модели станка). При наличии револьверной головки для автоматической смены режущего инструмента в конце модели ставится буква Р, при наличии магазина инструментов в конце шифра ставится буква М.
www.tokar-work.ru
Классификация и условное обозначение станков — Мегаобучалка
Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
Пензенская государственная технологическая академия
СИСТЕМА
ОТКРЫТОГО
ОБРАЗОВАНИЯ
Передрей Ю.М.
Технологические процессы
в машиностроении
Лабораторная работа №3. Токарные станки
Учебно-методическое пособие по выполнению лабораторной работы
Рабочая тетрадь
________________________________
(факультет)
______
(Ф.И.О. студкента)
______
(группа)
_______
(преподаватель)
Пенза 2012
УДК 621.391
П 27
Рецензент:
Рецензент:
Передрей Ю.М.
П27 Технологические процессы в машиностроении. Лабораторная работа №3. Токарные станки. Учебно-методическое пособие по выполнению лабораторной работы. Рабочая тетрадь. – Пенза: Изд-во Пенз. гос. технол. акад, 2012. 26 с.
Учебное пособие подготовлено на кафедре «Технология общего и роботизированного производства» Пензенской государственной технологической академии и предназначено для студентов специальности 151001 «технология машиностроения» всех форм обучения.
© Пензенская государственная технологическая академия, 2012
© Передрей Ю.М., 2012
1. Цель работы:
1. Изучить устройство и назначение токарного станка и элементы режимов резания при точении.
2. Ознакомиться с технологией обработки заготовок на токарных станках.
Оборудование, материалы, инструменты
1. Станок токарно-винторезный модели 16К20.
2. Резец подрезной.
3. Заготовка.
4. Штангенциркуль.
5. Справочник технолога машиностроителя.
Общие сведения
Классификация и условное обозначение станков
Металлорежущий станок – машина для равномерной обработки заготовок путем снятия стружки. Модель станка обозначают тремя или четырьмя (иногда с добавлением букв) цифрами. Первая цифра указывает группу станка, вторая – тип, последние одна или две цифры указывают на один из характерных его размеров.
Например, станок 2Н135: цифра 2 означает, что станок относится ко второй группе – сверлильный, Н – модернизированный, цифра 1 – указывает на принадлежность станка к первому типу – вертикально-сверлильный; последние две цифры означают максимальный диаметр сверления (35 мм).
Буква Ф в шифре указывает на то, что станок имеет числовое программное управление (ЧПУ), а цифра за ней указывает на то, какая система ЧПУ применима. Модель станка 16Н20Ф3 расшифровывается так: станок токарно-винторезный с высотой центров над станиной 200 мм, Ф3 означает, что станок оснащен контурной системой числового программного управления.
По степени специализации различают:
универсальные станки, используемые для широкой номенклатуры деталей;
специализированные, обрабатывающие детали, сходные по конфигурации;
специальные, предназначенные для обработки одной определенной детали или деталей только одного типоразмера.
По степени точности различают станки пяти классов:
класс Н – станки нормальной точности;
класс П – станки повышенной точности;
класс В – станки высокой точности;
класс А – станки особо высокой точности;
класс С – станки особо точные или мастер-станки.
В зависимости от вида выполняемых работ, согласно классификации ЭНИМСа, станки делятся на 9 групп:
1- токарные;
2- сверлильные и расточные;
3- шлифовальные доводочные, заточные;
4- комбинированные и для физико-химической обработки;
5- зубо – и резьбообрабатывающие;
6- фрезерные;
7- строгальные, долбежные, протяжные;
8- отрезные;
9- разные.
Каждая группа станков делится на 9 типов. Например, для токарной группы: 1 тип – автоматы одношпиндельные; 2 тип – автоматы многошпиндельные; 3 тип – револьверные и т.д.
В станках различают:
скорость главного движения резания скорость вершины резца или заготовки в главном движении резания;
движение подачи прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше скорости главного движения резания.
Элементы и механизмы станка изображаются условными знаками (рисунок 1).
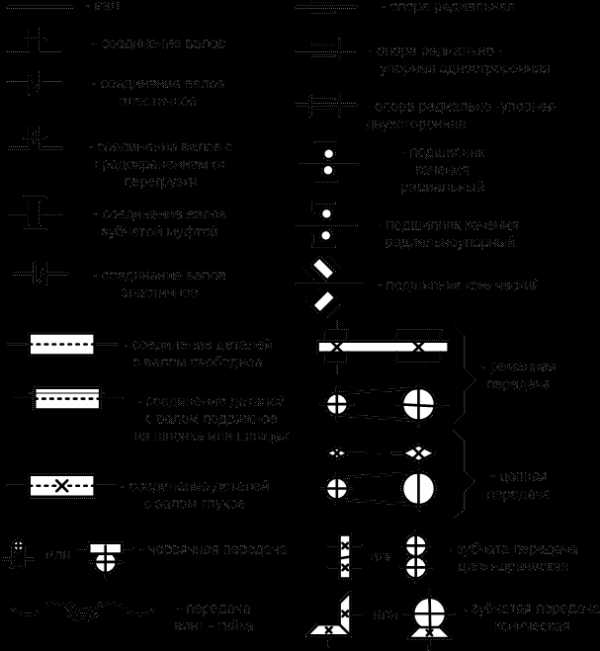 Рисунок 1 – Условные обозначения элементов кинематических схем станков
Рисунок 1 – Условные обозначения элементов кинематических схем станков
Кинематическая схема станка – изображение с помощью условных обозначений) взаимосвязи отдельных элементов и механизмов станков, участвующих в передаче движений различным органам (рисунок 2.
Для станков, у которых наряду с механическими передачами имеются гидравлические, пневматические и электрические устройства, составляют перечисленные схемы.
2.2 Общая характеристика токарно – винторезного
станка мод. 16К20
Универсальный токарно-винторезный станок модели 16К20 предназначен для выполнения различных токарных работ: точение в центрах, в патроне и на планшайбе; растачивание; торцевое точение, отрезку и подрезку, нарезание резьбы; точение конусов, фасонных поверхностей и другие виды работ.
Технологический метод формообразования поверхностей заготовок точением характеризуется наличием двух движений: главного движения – вращения заготовки (скорость резания) и поступательного движения режущего инструмента – резца (движение подачи).
Основные узлы станка (рисунок 2): станина 1, передняя бабка 2, коробка подач 4, суппорт 6 с резцедержателем 8 и фартуком 5,
задняя бабка 3.
Станина 1 служит для монтажа всех основных узлов станка и является его основанием. Наиболее ответственная часть станины – направляющие, по которым перемещаются каретка суппорта и задняя бабка.
Передняя бабка 2 закреплена на левом конце станины. В ней находится коробка скоростей станка и шпиндель, вращающийся в подшипниках качения или скольжения.
Задняя бабка 3 служит для поддержания обрабатываемой детали в центрах, а также для закрепления инструмента при обработке отверстий (сверл, зенкеров, разверток) и нарезания резьбы (метчиков, плашек).
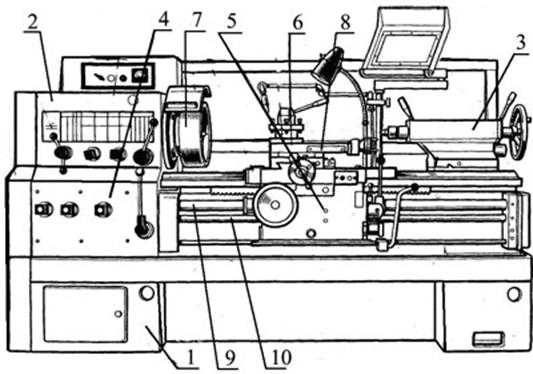 1 – станина; 2 – передняя бабка; 3 – задняя бабка; 4 – коробка подач; 5 – фартук; 6 – резцедержатель; 7 – патрон; 8 – суппорт; 9 – ходовой винт;10 – ходовой вал
Рисунок 2 – Токарно-винторезный станок модели 16К20
1 – станина; 2 – передняя бабка; 3 – задняя бабка; 4 – коробка подач; 5 – фартук; 6 – резцедержатель; 7 – патрон; 8 – суппорт; 9 – ходовой винт;10 – ходовой вал
Рисунок 2 – Токарно-винторезный станок модели 16К20
|
Коробка подач 4 служит для передачи вращения от шпинделя ходовому валу или ходовому винту, а также для изменения их частоты вращения с целью получения необходимых подач или определенного шага при нарезании резьбы. Это достигается изменением передаточного отношения коробки подачи.
Фартук 5 предназначен для преобразования вращательного движения ходового вала и ходового винта в прямолинейное поступательное движение суппорта.
Суппорт 8 служит для закрепления режущего инструмента и сообщения ему движения подачи.
Главное движение – вращение шпинделя с заготовкой. Движение подач – перемещение суппорта в продольном и поперечном направлениях. Все движения подач являются прямолинейными поступательными.
Перемещение и закрепление задней бабки и поворот четырехпозиционного резцедержателя осуществляют вручную.
Принцип работы. Заготовка устанавливается в центрах или закрепляется в патроне. В резцедержателе суппорта могут быть закреплены четыре резца. Поворотом резцедержателя каждый из четырех резцов может быть установлен в рабочее положение. Инструмент для обработки отверстий устанавливается в пиноль задней бабки.
Техническими параметрами, по которым классифицируют токарновинторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота центров над станиной (равная 0,5D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка.
Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 мм и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L.
По массе токарные станки делятся на легкие – до 500 кг (D = 100…200 мм), средние – до 4 т (D = 250…500 мм), крупные – до 15 т (D = 630…1250 мм) и тяжелые – до 400 т (D = 1600…4000 мм).
Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
На средних станках производится 70…80 % общего объема токарных работ. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение.
megaobuchalka.ru
Основные типы токарных станков, их обозначение. — КиберПедия
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая -номер подгруппы (тип станка), а последние одна или две цифры – наиболее характерные технологические параметры станка. Например, 1Е116 означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм 2Н125 означает вертикально-сверлильный станок с наибольшим условным диаметром сверления 25 мм. Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности. [c.222]
Обозначение модели станка состоит из сочетания трех или четырех цифр и букв. Первая цифра означает номер группы, вторая – номер подгруппы (тип станка), а последние одна или две цифры — наиболее характерные технологические параметры станка. Например, 1Е116 означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм 2Н125 означает вертикально-сверлильный станок с наибольшим условным диаметром сверления 25 мм. Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности. Классы точности станков обозначают И – нормальной П – повышенной В — высокой, А — особо высокой точности и С — особо точные станки. Принята следующая индексация моделей станков с программным управлением Ц — с цикловым управлением Ф1 — с цифровой индексацией положения, а также [c.5]
Модель станка обозначают соответствующим номером. Советские станкостроительные заводы обычно пользуются трех- или четырехзначной нумерацией, согласно которой первая цифра определяет группу станка, вторая — подгруппу в пределах данной группы (тип, модель), третья (или при четырехцифровом обозначении — третья и четвертая цифры) — условно характеризует основные технологические особенности станка (например, наибольший диаметр обрабатываемой на станке детали, размеры стола и т. п.). Прописная буква после первой цифры указывает на модернизацию станка. Например, для станков токарной группы первая цифра 1, а вторая 1 и 2 — автоматы и полуавтоматы, 3 — револьверные, 6 —токарно-винторезные и т. д. [c.379]
Каждый металлорежущий станок имеет условное обозначение — номер, по котором) можно определить тип и краткую характеристику станка. Первая цифра означает группу станка. Условились все токарные станки обозначать цифрой 1, группу сверлильных станков — цифрой 2, шлифовальные станки — цифрой 3, специальные станки — цифрой 4, зуборезные и резьбонарезные — цифрой 5, фрезерные — цифрой 6, строгальные, долбежные и протяжные — цифрой 7, разрезные — цифрой 8 и все остальные — цифрой 9. Вторая цифра обозначает тип станка. Вертикальнофрезерные консольные станки имеют цифру 1, фрезерные непрерывного действия — цифру 2, копировальные, гравировальные — цифру 4, вертикальные бесконсольные — цифру 5, продольнофрезерные — цифру 6, специальные консольно-фрезерные — цифру 7, горизонтально-фрезерные консольные — цифру 8, другие фрезерные — цифру 9. Третья цифра, а для крупных станков и четвертая цифра условно определяют основные размеры станка. Так, например, третья цифра 2 означает, что размер стола фрезерного станка равен 320×1250 мм. Станок 6662 (продольнофрезерный) имеет стол размером 1800 x 6000 мм, у этого станка размеры стола обозначены двумя цифрами. Кроме цифр, в номер станка часто включают также различные буквы. Если буква стоит между первой и второй цифрами, это означает, что конструкция станка усовершенствована по сравнению с прежней моделью. Так, например, модель станка 682 совершенствовалась в течение многих лет, хотя основные размеры станка оставались почти одинаковыми. Эти более совершенные модели обозначали буквами [c.189]
По комплексу признаков разработана полная классификация металлорежущих станков. В ней девять групп 1 — токарные 2 — сверлильные и расточные 3 — шлифовальные, полировальные, доводочные и заточные 4 — электрофизические и электрохимические 5 — зубо- и резьбообрабатывающие 6 — фрезерные 7 — строгальные, долбежные и протяжные 8 — отрезные 9 — разные. Каждая группа станков делится на десять типов (подгрупп). По комплексной классификации станку присваивается определенный шифр. Первая цифра означает группу станка, вторая — тип, следующая за первой или второй цифрами буква означает уровень модернизации или улучшения, далее следуют цифры, характеризующие основные размеры рабочего пространства станка. Буквы, стоящие после цифр, указывают на модификацию базовой модели или на особые технологические возможности (например, повышенную точность). Например, станок 16К20П цифра 1 означает токарную группу, 6 — токарно-винторезный тип, К — очередную модернизацию базовой модели, 20 — высоту центров (200 мм), П — повышенную точность. Для станков с программным управлением (ПУ) в обозначение добавляют букву Ф с цифрой Ф1 — с предварительным набором координат и цифровой индикацией Ф2 — с позиционной системой числового программного управления (ЧПУ) ФЗ — с контурной системой ЧПУ (например, 16К20ПФЗ) Ф4 — с универсальной системой управления ЧПУ. В обозначение станков с цикловыми системами ПУ вводится буква Ц, а с оперативными системами ПУ — буква Г. [c.469]
Обозначение моделей станков серийного производства в СССР осуществляется по разработанной в ЭНИМСе системе (табл. 1). Модель станка обозначается тремя или четырьмя цифрами. Иногда добавляют между цифрами или в конце цифр букву, обозначающую усовершенствование или новую модификацию станка. Первая цифра (берется из второго столбца таблицы) обозначает группу, вторая указывает тип станка и приведена в горизонтальном подзаголовке таблицы. Третья, а иногда также и четвертая цифра определяют основные параметры станка или размеры обрабатываемых деталей. Например, токарно-револьверный станок мод. 1336А 1 —токарный, [c.3]
cyberpedia.su
Универсальный токарно-винторезный станок 1к62
1к62 — токарный винторезный станок, позволяющий осуществлять нарезку нескольких видов резьбы, в том числе метрическую и дюймовую, а также создавать архимедовы спирали при обработке металлических продуктов холодно- и горячекатаного проката.
Расшифровка наименования модели:
1 — токарный станок. К – поколение агрегата. 6 — токарно-винторезная подгруппа. 2 — высота над станиной (22 сантиметра).
Технические параметры

Станок 1К62 может успешно применяться при обработке заготовок из закаленного металла, так как его шпиндель установлен с помощью специальных подшипников, которые поддерживают необходимую жесткость. Токарная работа с заготовками производится с высокой нагрузкой при сохранении максимальной точности.
Преимуществами токарно-винторезного станка 1к62 являются: удобство обслуживания, длительный срок эксплуатации и высокая производительность, безопасность и надежность конструкции, хороший показатель виброустойчивости.
Универсальный токарно-винторезный станок 1к62 используется в производстве единичной продукции и малосерийном производстве, в сфере ремонтных и инструментальных работ.
Техническими параметрами, характеризующими работу станка, является частота вращения шпинделя (от 12,5 до 2000 об/мин) и скорость работы суппортов (при продольных перемещениях — 3,4; при поперечных — 1,7 метров в минуту). Кроме того, станок позволяет создавать отверстия с ручной или механической подачей без использования задней бабки.
Наибольший диаметр заготовки над станиной — 40 сантиметров. Масса 1к62 составляет 2140 килограмм, его габариты — 2812/1166/1324 миллиметров. Главный двигатель станка, который защищен от перегрузок тепловым реле, развивает мощность до 10кВт. Перемещение суппорта происходит за счет действия дополнительного асинхронного двигателя мощностью в 1 кВт.
1к62 работает как с подвижным, так и неподвижным люнетом, диаметром от 2 до 8 сантиметров в первом случае, и от 2 до 12 сантиметров во втором. Со станком поставляются сменные зубчатые колеса, роль которых заключается в передаче движения коробке передач. Конструкция включает в себя специальный упор, который монтируется на станине, созданный для осуществления продольного смещения каретки и ограничения скорости работы суппорта (максимальная скорость — 25 см/c).
shkval-antikor.ru