| |||||||
ГОСТ 19257-73
ГОСТ 19257-73
Группа Г13
Дата введения 1974-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 6 декабря 1973 г. N 2662
N 2662
Ограничение срока действия снято Постановлением Госстандарта от 04.08.83 N 3618
ВЗАМЕН МН 5384-64; МН 5385-64
ПЕРЕИЗДАНИЕ
1. Настоящий стандарт устанавливает диаметры отверстий, обеспечивающих нарезание метрической резьбы ГОСТ 9150-81, ГОСТ 24705-81 с допусками по ГОСТ 16093-81, в сером чугуне по ГОСТ 1412-85, в сталях по ГОСТ 380-94, ГОСТ 1050-88, ГОСТ 4543-71, ГОСТ 5632-72 (кроме сплавов на никелевой основе), ГОСТ 20072-74, в алюминиевых литейных сплавах по ГОСТ 1583-93, в меди по ГОСТ 859-78.
2. Размеры и предельные отклонения диаметров отверстий для резьб с крупным шагом должны соответствовать указанным в табл.1, для резьб с мелким шагом – указанным в табл.2.
Таблица 1
мм
Номинальный диаметр резьбы | Шаг резьбы | Диаметр отверстия под резьбу с полем допуска | ||||
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н | 6G; 7G | 4Н5Н; 5Н | 5Н6Н; 6Н; 6G | 7Н; 7G | ||
Номин. | Пред. откл. | |||||
1 | 0,25 | 0,75 | 0,77 | +0,04 | +0,06 | – |
1,1 | 0,85 | 0,87 | ||||
1,2 | 0,95 | 0,97 | ||||
1,4 | 0,3 | 1,10 | 1,12 | |||
1,6 | 0,35 | 1,27 | +0,05 | +0,07 | ||
1,8 | 1,45 | 1,47 | ||||
2 | 0,40 | 1,60 | 1,62 | +0,06 | +0,08 | |
2,2 | 0,45 | 1,75 | 1,77 | +0,07 | +0,09 | |
2,5 | 2,05 | 2,07 | ||||
3 | 0,5 | 2,50 | 2,52 | +0,08 | +0,10 | +0,14 |
3,5 | 0,6 | 2,90 | 2,93 | +0,11 | +0,15 | |
4 | 0,7 | 3,30 | 3,33 | +0,12 | +0,16 | |
4,5 | 0,75 | 3,70 | 3,73 | +0,09 | +0,13 | +0,18 |
5 | 0,8 | 4,20 | 4,23 | +0,11 | +0,17 | +0,22 |
6 | 1 | 4,95 | 5,00 | +0,17 | +0,20 | +0,26 |
7 | 5,95 | 6,00 | ||||
8 | 1,25 | 6,70 | 6,75 | |||
9 | 7,70 | 7,75 | ||||
10 | 1,5 | 8,43 | 8,50 | +0,19 | +0,22 | +0,30 |
11 | 9,43 | 9,50 | ||||
12 | 1,75 | 10,20 | 10,25 | +0,21 | +0,27 | +0,36 |
14 | 2 | 11,90 | 11,95 | +0,24 | +0,30 | +0,40 |
16 | 13,90 | 13,95 | ||||
18 | 2,5 | 15,35 | 15,40 | +0,30 | +0,40 | +0,53 |
20 | 17,35 | 17,40 | ||||
22 | 19,35 | 19,40 | ||||
24 | 3 | 20,85 | 20,90 | |||
27 | 23,85 | 23,90 | ||||
30 | 3,5 | 26,30 | 26,35 | +0,36 | +0,48 | +0,62 |
33 | 29,30 | 29,35 | ||||
36 | 4 | 31,80 | 31,85 | |||
39 | 34,80 | 34,85 | ||||
42 | 4,5 | 37,25 | 37,30 | +0,41 | +0,55 | +0,73 |
45 | 40,25 | 40,30 | ||||
48 | 5 | 42,70 | 42,80 | +0,45 | +0,60 | +0,80 |
52 | 46,70 | 46,80 | ||||
56 | 5,5 | 50,20 | 50,30 | |||
60 | 54,20 | 54,30 | ||||
64 | 6 | 57,70 | 57,80 | |||
68 | 61,70 | 61,80 | ||||
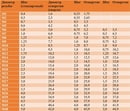
Таблица 2
мм
Номинальный диаметр резьбы | Шаг резьбы | Диаметр отверстия под резьбу с полем допуска | ||||
4Н5Н; 5Н; 5Н6Н; 6Н; 7Н | 6G; 7G | 4Н5Н; 5Н | 5Н6Н; 6Н; 6G | 7Н; 7G | ||
Номин. | Пред. откл. | |||||
1 | 0,2 | 0,80 | 0,82 | +0,04 | +0,05 | – |
1,1 | 0,90 | 0,92 | ||||
1,2 | 1,00 | 1,02 | ||||
1,4 | 1,20 | 1,22 | ||||
1,6 | 1,40 | 1,42 | ||||
1,8 | 1,60 | 1,62 | ||||
2 | 0,25 | 1,75 | 1,77 | +0,06 | ||
2,2 | 1,95 | 1,97 | ||||
2,5 | 0,35 | 2,15 | 2,17 | +0,05 | +0,07 | |
3 | 2,65 | 2,67 | ||||
3,5 | 3,15 | 3,17 | ||||
4 | 0,5 | 3,50 | 3,52 | +0,08 | +0,10 | +0,14 |
4,5 | 4,00 | 4,02 | ||||
5 | 4,50 | 4,52 | ||||
5,5 | 5,00 | 5,02 | ||||
6 | 5,50 | 5,52 | ||||
0,75 | 5,20 | 5,23 | +0,11 | +0,17 | +0,22 | |
7 | 0,5 | 6,50 | 6,52 | +0,08 | +0,10 | +0,14 |
0,75 | 6,20 | 6,23 | +0,11 | +0,17 | +0,22 | |
8 | 0,5 | 7,50 | 7,52 | +0,08 | +0,10 | +0,14 |
0,75 | 7,20 | 7,23 | +0,11 | +0,17 | +0,22 | |
1 | 6,95 | 7,00 | +0,17 | +0,20 | +0,26 | |
9 | 0,5 | 8,50 | 8,52 | +0,08 | +0,10 | +0,14 |
0,75 | 8,20 | 8,23 | +0,11 | +0,17 | +0,22 | |
1 | 7,95 | 8,00 | +0,17 | +0,20 | +0,26 | |
10 | 0,5 | 9,50 | 9,52 | +0,08 | +0,10 | +0,14 |
0,75 | 9,20 | 9,23 | +0,11 | +0,17 | +0,22 | |
1 | 8,95 | 9,00 | +0,17 | +0,20 | +0,26 | |
1,25 | 8,70 | 8,75 | ||||
11 | 0,5 | 10,50 | 10,52 | +0,08 | +0,10 | +0,14 |
0,75 | 10,20 | 10,23 | +0,11 | +0,17 | +0,22 | |
1 | 9,95 | 10,00 | +0,17 | +0,20 | +0,26 | |
12 | 0,5 | 11,50 | 11,52 | +0,08 | +0,10 | +0,14 |
0,75 | 11,20 | 11,23 | +0,11 | +0,17 | +0,22 | |
1 | 10,95 | 11,00 | +0,17 | +0,20 | +0,26 | |
1,25 | 10,70 | 10,75 | ||||
1,5 | 10,43 | 10,50 | +0,19 | +0,22 | +0,30 | |
14 | 0,5 | 13,50 | 13,52 | +0,08 | +0,10 | +0,14 |
0,75 | 13,20 | 13,23 | +0,11 | +0,17 | +0,22 | |
1 | 12,95 | 13,00 | +0,17 | +0,20 | +0,26 | |
1,25 | 12,70 | 12,75 | ||||
1,5 | 12,43 | 12,50 | +0,19 | +0,22 | +0,30 | |
15 | 1 | 13,95 | 14,00 | +0,17 | +0,20 | +0,26 |
1,5 | 13,43 | 13,50 | +0,19 | +0,22 | +0,30 | |
16 | 0,5 | 15,50 | 15,52 | +0,08 | +0,10 | +0,14 |
0,75 | 15,20 | 15,23 | +0,11 | +0,17 | +0,22 | |
1 | 14,95 | 15,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 14,43 | 14,50 | +0,19 | +0,22 | +0,30 | |
17 | 1 | 15,95 | 16,00 | +0,17 | +0,20 | +0,26 |
1,5 | 15,43 | 15,50 | +0,19 | +0,22 | +0,30 | |
18 | 0,5 | 17,50 | 17,52 | +0,08 | +0,10 | +0,14 |
0,75 | 17,20 | 17,23 | +0,11 | +0,17 | +0,22 | |
1 | 16,95 | 17,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 16,43 | 16,50 | +0,19 | +0,22 | +0,30 | |
2 | 15,90 | 15,95 | +0,24 | +0,30 | +0,40 | |
20 | 0,5 | 19,50 | 19,52 | +0,08 | +0,10 | +0,14 |
0,75 | 19,20 | 19,23 | +0,11 | +0,17 | +0,22 | |
1 | 18,95 | 19,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 18,43 | 18,50 | +0,19 | +0,22 | +0,30 | |
2 | 17,90 | 17,95 | +0,24 | +0,30 | +0,40 | |
22 | 0,5 | 21,50 | 21,52 | +0,08 | +0,10 | +0,14 |
0,75 | 21,20 | 21,23 | +0,11 | +0,17 | +0,22 | |
1 | 20,95 | 21,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 20,43 | 20,50 | +0,19 | +0,22 | +0,30 | |
2 | 19,90 | 19,95 | +0,24 | +0,30 | +0,40 | |
24 | 0,75 | 23,20 | 23,23 | +0,11 | +0,17 | +0,22 |
1 | 22,95 | 23,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 22,43 | 22,50 | +0,19 | +0,22 | +0,30 | |
2 | 21,90 | 21,95 | +0,24 | +0,30 | +0,40 | |
25 | 1 | 23,95 | 24,00 | +0,17 | +0,20 | +0,26 |
1,5 | 23,43 | 23,50 | +0,19 | +0,22 | +0,30 | |
2 | 22,90 | 22,95 | +0,24 | +0,30 | +0,40 | |
26 | 1,5 | 24,43 | 24,50 | +0,19 | +0,22 | +0,30 |
27 | 0,75 | 26,20 | 26,23 | +0,11 | +0,17 | +0,22 |
1 | 25,95 | 26,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 25,43 | 25,50 | +0,19 | +0,22 | +0,30 | |
2 | 24,90 | 24,95 | +0,24 | +0,30 | +0,40 | |
28 | 1 | 26,95 | 27,00 | +0,17 | +0,20 | +0,26 |
1,5 | 26,43 | 26,50 | +0,19 | +0,22 | +0,30 | |
2 | 25,90 | 25,95 | +0,24 | +0,30 | +0,40 | |
30 | 0,75 | 29,20 | 29,23 | +0,11 | +0,17 | +0,22 |
1 | 28,95 | 29,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 28,43 | 28,50 | +0,19 | +0,22 | +0,30 | |
2 | 27,90 | 27,95 | +0,24 | +0,30 | +0,40 | |
3 | 26,85 | 26,90 | +0,30 | +0,40 | +0,53 | |
32 | 1,5 | 30,43 | 30,50 | +0,19 | +0,22 | +0,30 |
2 | 29,90 | 29,95 | +0,24 | +0,30 | +0,40 | |
33 | 0,75 | 32,20 | 32,23 | +0,11 | +0,17 | +0,22 |
1 | 31,95 | 32,00 | +0,17 | +0,20 | +0,26 | |
1,5 | 31,43 | 31,50 | +0,19 | +0,22 | +0,30 | |
2 | 30,90 | 30,95 | +0,24 | +0,30 | +0,40 | |
3 | 29,85 | 29,90 | +0,30 | +0,40 | +0,53 | |
35 | 1,5 | 33,43 | 33,50 | +0,19 | +0,22 | +0,30 |
36 | 1 | 34,95 | 35,00 | +0,17 | +0,20 | +0,26 |
1,5 | 34,43 | 34,50 | +0,19 | +0,22 | +0,30 | |
2 | 33,90 | 33,95 | +0,24 | +0,30 | +0,40 | |
3 | 32,85 | 32,90 | +0,30 | +0,40 | +0,53 | |
38 | 1,5 | 36,43 | 36,50 | +0,19 | +0,22 | +0,30 |
39 | 1 | 37,95 | 38,00 | +0,17 | +0,20 | +0,26 |
1,5 | 37,43 | 37,50 | +0,19 | +0,22 | +0,30 | |
2 | 36,90 | 36,95 | +0,24 | +0,30 | +0,40 | |
3 | 35,85 | 35,90 | +0,30 | +0,40 | +0,53 | |
40 | 1,5 | 38,43 | 38,50 | +0,19 | +0,22 | +0,30 |
2 | 37,90 | 37,95 | +0,24 | +0,30 | +0,40 | |
3 | 36,85 | 36,90 | +0,30 | +0,40 | +0,53 | |
42 | 1 | 40,95 | 41,00 | +0,17 | +0,20 | +0,26 |
1,5 | 40,43 | 40,50 | +0,19 | +0,22 | +0,30 | |
2 | 39,90 | 39,95 | +0,24 | +0,30 | +0,40 | |
3 | 38,85 | 38,90 | +0,30 | +0,40 | +0,53 | |
4 | 37,80 | 37,85 | +0,36 | +0,48 | +0,62 | |
45 | 1 | 43,95 | 44,00 | +0,17 | +0,20 | +0,26 |
1,5 | 43,43 | 43,50 | +0,19 | +0,22 | +0,30 | |
2 | 42,90 | 42,95 | +0,24 | +0,30 | +0,40 | |
3 | 41,85 | 41,90 | +0,30 | +0,40 | +0,53 | |
4 | 40,80 | 40,85 | +0,36 | +0,48 | +0,62 | |
48 | 1 | 46,95 | 47,00 | +0,17 | +0,20 | +0,26 |
1,5 | 46,43 | 46,50 | +0,19 | +0,22 | +0,30 | |
2 | 45,90 | 45,95 | +0,24 | +0,30 | +0,40 | |
3 | 44,85 | 44,90 | +0,30 | +0,40 | +0,53 | |
4 | 43,80 | 43,85 | +0,36 | +0,48 | +0,62 | |
50 | 1,5 | 48,43 | 48,50 | +0,19 | +0,22 | +0,30 |
2 | 47,90 | 47,95 | +0,24 | +0,30 | +0,40 | |
3 | 46,85 | 46,90 | +0,30 | +0,40 | +0,53 | |
52 | 1 | 50,95 | 51,00 | +0,17 | +0,20 | +0,26 |
1,5 | 50,43 | 50,50 | +0,19 | +0,22 | +0,30 | |
2 | 49,90 | 49,95 | +0,24 | +0,30 | +0,40 | |
3 | 48,85 | 48,90 | +0,30 | +0,40 | +0,53 | |
4 | 47,80 | 47,85 | +0,36 | +0,48 | +0,62 | |
55 | 1,5 | 53,43 | 53,50 | +0,19 | +0,22 | +0,30 |
2 | 52,90 | 52,95 | +0,24 | +0,30 | +0,40 | |
3 | 51,85 | 51,90 | +0,30 | +0,40 | +0,53 | |
4 | 50,80 | 50,85 | +0,36 | +0,48 | +0,62 | |
56 | 1 | 54,95 | 55,00 | +0,17 | +0,20 | +0,26 |
1,5 | 54,43 | 54,50 | +0,19 | +0,22 | +0,30 | |
2 | 53,90 | 53,95 | +0,24 | +0,30 | +0,40 | |
3 | 52,85 | 52,90 | +0,30 | +0,40 | +0,53 | |
4 | 51,80 | 51,85 | +0,36 | +0,48 | +0,62 | |
58 | 1,5 | 56,43 | 56,50 | +0,19 | +0,22 | +0,30 |
2 | 55,90 | 55,95 | +0,24 | +0,30 | +0,40 | |
3 | 54,85 | 54,90 | +0,30 | +0,40 | +0,53 | |
4 | 53,80 | 53,85 | +0,36 | +0,48 | +0,62 | |
60 | 1 | 58,95 | 59,00 | +0,17 | +0,20 | +0,26 |
1,5 | 58,43 | 58,50 | +0,19 | +0,22 | +0,30 | |
2 | 57,90 | 57,95 | +0,24 | +0,30 | +0,40 | |
3 | 56,85 | 56,90 | +0,30 | +0,40 | +0,53 | |
4 | 55,80 | 55,85 | +0,36 | +0,48 | +0,62 | |
62 | 1,5 | 60,43 | 60,50 | +0,19 | +0,22 | +0,30 |
2 | 59,90 | 59,95 | +0,24 | +0,30 | +0,40 | |
3 | 58,85 | 58,90 | +0,30 | +0,40 | +0,53 | |
4 | 57,80 | 57,85 | +0,36 | +0,48 | +0,62 | |
64 | 1 | 62,95 | 63,00 | +0,17 | +0,20 | +0,26 |
1,5 | 62,43 | 62,50 | +0,19 | +0,22 | +0,30 | |
2 | 61,90 | 61,95 | +0,24 | +0,30 | +0,40 | |
3 | 60,85 | 60,90 | +0,30 | +0,40 | +0,53 | |
4 | 59,80 | 59,85 | +0,36 | +0,48 | +0,62 | |
65 | 1,5 | 63,43 | 63,50 | +0,19 | +0,22 | +0,30 |
2 | 62,90 | 62,95 | +0,24 | +0,30 | +0,40 | |
3 | 61,85 | 61,90 | +0,30 | +0,40 | +0,53 | |
4 | 60,80 | 60,85 | +0,36 | +0,48 | +0,62 | |
68 | 1 | 66,95 | 67,00 | +0,17 | +0,20 | +0,26 |
1,5 | 66,43 | 66,50 | +0,19 | +0,22 | +0,30 | |
2 | 65,90 | 65,95 | +0,24 | +0,30 | +0,40 | |
3 | 64,85 | 64,90 | +0,30 | +0,40 | +0,53 | |
4 | 63,80 | 63,85 | +0,36 | +0,48 | +0,62 | |
70 | 1,5 | 68,43 | 68,50 | +0,19 | +0,22 | +0,30 |
2 | 67,90 | 67,95 | +0,24 | +0,30 | +0,40 | |
3 | 66,85 | 66,90 | +0,30 | +0,40 | +0,53 | |
4 | 65,80 | 65,85 | +0,36 | +0,48 | +0,62 | |
6 | 63,70 | 63,80 | +0,45 | +0,60 | +0,80 | |
72 | 1 | 70,95 | 71,00 | +0,17 | +0,20 | +0,26 |
1,5 | 70,43 | 70,50 | +0,19 | +0,22 | +0,30 | |
2 | 69,90 | 69,95 | +0,24 | +0,30 | +0,40 | |
3 | 68,85 | 68,90 | +0,30 | +0,40 | +0,53 | |
4 | 67,80 | 67,85 | +0,36 | +0,48 | +0,62 | |
6 | 65,70 | 65,80 | +0,45 | +0,60 | +0,80 | |
75 | 1,5 | 73,43 | 73,50 | +0,19 | +0,22 | +0,30 |
2 | 72,90 | 72,95 | +0,24 | +0,30 | +0,40 | |
3 | 71,85 | 71,90 | +0,30 | +0,40 | +0,53 | |
4 | 70,80 | 70,85 | +0,36 | +0,48 | +0,62 | |
76 | 1 | 74,95 | 75,00 | +0,17 | +0,20 | +0,26 |
1,5 | 74,43 | 74,50 | +0,19 | +0,22 | +0,30 | |
2 | 73,90 | 73,95 | +0,24 | +0,30 | +0,40 | |
3 | 72,85 | 72,90 | +0,30 | +0,40 | +0,53 | |
4 | 71,80 | 71,85 | +0,36 | +0,48 | +0,62 | |
6 | 69,70 | 69,80 | +0,45 | +0,60 | +0,80 | |
78 | 2 | 75,90 | 75,95 | +0,24 | +0,30 | +0,40 |
80 | 1 | 78,95 | 79,00 | +0,17 | +0,20 | +0,26 |
1,5 | 78,43 | 78,50 | +0,19 | +0,22 | +0,30 | |
2 | 77,90 | 77,95 | +0,24 | +0,30 | +0,40 | |
3 | 76,85 | 76,90 | +0,30 | +0,40 | +0,53 | |
4 | 75,80 | 75,85 | +0,36 | +0,48 | +0,62 | |
6 | 73,70 | 73,80 | +0,45 | +0,60 | +0,80 | |
82 | 2 | 79,90 | 79,95 | +0,24 | +0,30 | +0,40 |
85 | 1,5 | 83,43 | 83,50 | +0,19 | +0,22 | +0,30 |
2 | 82,90 | 82,95 | +0,24 | +0,30 | +0,40 | |
3 | 81,85 | 81,90 | +0,30 | +0,40 | +0,53 | |
4 | 80,80 | 80,85 | +0,36 | +0,48 | +0,62 | |
6 | 78,70 | 78,80 | +0,45 | +0,60 | +0,80 | |
90 | 1,5 | 88,43 | 88,50 | +0,19 | +0,22 | +0,30 |
2 | ||||||

Размеры отверстий и стержней под резьбу
ПРЕДЕЛЬНЫЕ РАЗМЕРЫ ОТВЕРСТИЙ И СТЕРЖНЕЙ ПОД РЕЗЬБЫ [c. 29]
29]Главу I Основы технологии механической обработки деталей машин”, учитывая взаимосвязь заготовительных операций с последующей механической обработкой, было признано целесообразным начать общими сведениями о методах выполнения заготовок для деталей машин. Затем в ней приведены сведения справочного характера о точности обработки, об установке заготовок при обработке их на станках и погрешностях базировки, о деформациях поверхностных слоев заготовок при закреплении их для обработки, о качестве поверхностей обработанных деталей машин. Далее помещены таблицы промежуточных припусков на обработку, а также предельных размеров отверстий и стержней под резьбы теоретическое обоснование расчёта припусков на обработку н промежуточных размеров заготовок здесь не приведено в связи с тем, что к моменту сдачи седьмого тома в печать ещё не были закончены относящиеся сюда новейшие исследования советских учёных, изменяющие в значительной степени применяемые методы расчёта. [c.723]
Размеры отверстий и стержней под резьбу [c.
 385]
385]РАЗМЕРЫ ОТВЕРСТИЙ И СТЕРЖНЕЙ ПОД РЕЗЬБУ [c.385]
В табл. 31—36 предельных размеров отверстий и стержней под метрические резьбы даны лишь наименьшие размеры номинальных диаметров резьб для данного шага и данных предельных размеров отверстий и стержней. [c.28]
Диаметры отверстий и стержней под резьбу и размеры резьбы [c.231]
Предельные размеры отверстий и стержней (гаек и болтов) под метрические резьбы [c.28]
Ниже приводятся таблицы размеров заготовок (отверстий и стержней) под нарезание резьбы с указанием величины нижнего и верхнего отклонений Дх и [c.179]
Для определения наибольшего и наименьшего диаметра (отверстия и стержня) под нарезание резьбы необходимо из номинального размера диаметра резьбы отнять величины Ах и Да- [c.180]
Неполная резьба получается тогда, когда диаметр отверстия под резьбу больше, чем это требуется для данных условий работы (материала детали и размера резьбы), а также, когда диаметр стержня под резьбу меньше установленного по чертежу. Правильно выбранный и выполненный диаметр отверстия для внутренней резьбы и диаметр стержня для наружной резьбы исключают этот вид брака.
[c.272]
Правильно выбранный и выполненный диаметр отверстия для внутренней резьбы и диаметр стержня для наружной резьбы исключают этот вид брака.
[c.272]
ПРЕДЕЛЬНЫЕ РАЗМЕРЫ ОТВЕРСТИЙ (ГАЕК) И СТЕРЖНЕЙ (БОЛТОВ) ПОД РЕЗЬБЫ [c.28]
Предельные размеры отверстий (гаек) и стержней (болтов) под резьбы приняты в зависимости от допуска на неточность изготовления наружного диаметра резьбы болта и внутреннего диаметра резьбы гайки. [c.28]
Круглые стержни для сверления поперечного отверстия малого диаметра устанавливают на призмах, а при сверлении отверстий больших диаметров стержни прижимают к призмам планкой (фиг. 104,б), один конец которой опирают на подставку, а вторым прижимают стержень к призмам. Планки при таком креплении следует располагать горизонтально, а подставки брать металлические. Составные подставки мало устойчивы, поэтому применять их не рекомендуется. Болты для притягивания планок следует брать с головками, соответствующими пазу в столе, и с исправной резьбой. Весьма желательно, чтобы гайки болтов были одинаковы по размеру это позволит затягивать их одним ключом. Для удобства в работе головку ключа рекомендуется отогнуть под уГлом примерно 45°.
[c.150]
Весьма желательно, чтобы гайки болтов были одинаковы по размеру это позволит затягивать их одним ключом. Для удобства в работе головку ключа рекомендуется отогнуть под уГлом примерно 45°.
[c.150]
Оформление отверстий и резьбы. Отверстия в пластмассовых деталях можно получать различными способами. Если глубина отверстия не превышает 2,5—3 диаметров и допускает конусность Б пределах 1 50, то отверстие может быть непосредственно получено при литье под давлением или при прессовании за счет металлического стержня-знака (фиг. 31, а). Если же длина отверстия превышает указанные размеры или требуется повышенная его точность, то в таких случаях оформляющий стержень обычно делают ступенчатым, а отверстие в дальнейшем рассверливают на станке (фиг. 31,6). [c.61]
Рваная резьба Очень мягкий и вязкий материал детали Неправильная заточка инструмента Увеличенный размер заготовки под резьбу Слишком большая скорость резания Вибрация резца или гребенки Подобрать соответствующую охлаждающую жидкость Проверить углы заточки инструмента и заточить его в соответствии с требованиями материала Уменьшить диаметр стержня или увеличить отверстие под нарезание резьбы Уменьшить число оборотов шпинделя Устранить вибрацию [c.
 150]
150]Диаметр наружной поверхности детали, называ,емой (условно) везде ниже стержнем, и диаметр отверстия в ней, обработанных под нарезание метрической резьбы, выбираются с учетом допускаемых отклонений диаметра резьбы (наружного при нарезании наружной резьбы и внутреннего — при нарезании внутренней), а также да )ормации металла винтовой нитки, происходящей в процессе работы режущего инструмента. Значения этих диаметров для разных способов нарезания метрических резьб указаны в нижеприводимых таблицах. На стр. 407 и 408 приведены таблицы размеров сбегов и канавок при нарезании этих резьб. [c.398]
Размеры стержня или отверстия под резьбу принимать по справочнику и тщательно контролировать их [c.72]
Размеры диаметров стержней и отверстий под нарезание резьбы приведены в табл. 176—179. Размеры канавок и сбега при нарезании резьбы даны в табл. 180. [c.385]
Болты для отверстий из-под развертки [9.54] повышенной точности исполнения I и 2 выпускаются с уменьшенной шестигранной головкой и номинальным диаметром резьбы от 6 до 48 мм (рис. 9.2). Номинальный диаметр гладкой части стержня й , = й + 1 мм при й 5 24 мм и й , = й + 2 мм при d>2A мм. Другие размеры болтов (для (1 [c.212]
9.2). Номинальный диаметр гладкой части стержня й , = й + 1 мм при й 5 24 мм и й , = й + 2 мм при d>2A мм. Другие размеры болтов (для (1 [c.212]
Болтовое соединение выполняют таким образом. В соединяемых деталях сверлят сквозное отверстие, диаметром несколько большим диаметра стержня болта. Сквозь отверстие пропускают болт и стягивают детали гайкой, навернутой на резьбовой конец стержня болта. Чтобы не повредить детали, под гайку подкладывают шайбу. Изображение болтового соединения на рис. 106 выполнено по относительным размерам в долях наружного диаметра резьбы d (стержня болта). Эти размеры определяют по следующим соотношениям [c.74]
Швеллеры, как правило, располагают полками наружу. Такое расположение удобно для крепления узлов к раме, осуществляемого как болтами, так и винтами. В первом случае (рис. 21.2, г) в полках швеллеров сверлят отверстия на проход стержня болта. На внутреннюю поверхность полки наваривают или накладывают косые шайбы, выравнивающие опорную поверхность под головками болтов (гайками).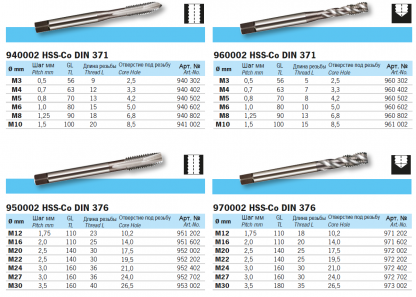 Во втором случае (рис. 21.2,6) в полках рамы выполняют отверстия с резьбой. Размеры (мм) косых шайб по ГОСТ 10906—66
[c.313]
Во втором случае (рис. 21.2,6) в полках рамы выполняют отверстия с резьбой. Размеры (мм) косых шайб по ГОСТ 10906—66
[c.313]
Нарезание резьбы (рис. 75, г) производят после сверления отверстия под размер нарезаемой резьбы метчиками раз личных конструкций. При этом необходим обратный ход шпинделя (реверсирование) для вывертывания метчика из заготовки после нарезания резьбы. Исключение составляют так называемые падающие метчики (выпадающие из гнезда шпинделя) и специальные гаечные метчики, у которых нарезанные гайки перемещаются последовательно на гладкую часть стержня метчика. [c.177]
На сборочном чертеже или чертеже общего вида этот же болт должен быть изображен упрощенно (рис. 6.3, б). На упрощенном изображении болта не показаны фаски на головке болта и конце стержня, не показана галтель, резьба показана по всей длине стержня. Упрощенное изображение болта выполняют по относительным размерам в зависимости от заданного диаметра с1 стержня. При этом принимают диаметр описанной окружности головки О = 2Ф, высоту головки Я = = 0,7(1. Стандартные болты могут иметь различную форму и величину головки, конца стержня, отверстия под шплинты в головке и на стержне (вариант исполнения) и могут быть изготовлены с различной степенью точности (грубой, нормальной, повышенной). Все это оговорено в соответствующих стандартах.
[c.258]
При этом принимают диаметр описанной окружности головки О = 2Ф, высоту головки Я = = 0,7(1. Стандартные болты могут иметь различную форму и величину головки, конца стержня, отверстия под шплинты в головке и на стержне (вариант исполнения) и могут быть изготовлены с различной степенью точности (грубой, нормальной, повышенной). Все это оговорено в соответствующих стандартах.
[c.258]
Условное обозначение 133, 137 Резьба трубная коническая 136, 137 —Назначение 137 — Основные размеры 136 — Профиль 136 —Сбеги, недорезы, проточки 143 — Стержни и отверстия под нарезание резьбы 169 — Условное обозначение 137 [c.238]
Каждый нормализуемый объект имеет с изделиями или деталями одного с ним класса или вида или конструктивное подобие, или совпадение номинальных размеров некоторых геометрических элементов. Как то, так и другое должно быть согласовано в соответствующих нормалях. Например, крепежные винты, различающиеся между собой формой головки, могут иметь одинаковыми ряд диаметров резьбы, длины стержней и нарезки, размеры и форму шлицевых прорезей и допускаемые отклонения по этим элементам. Такой же процесс согласования геометрических элементов й других характеристик необходимо осуществлять и при нормализации всех конструктивных исполнений круглых гаек шлицевых, с отверстиями на торце, со скосом под зубчатую шайбу и т. д. Строгое соблюдение полной согласованности в нормалях на указанные изделия способствует унификации сортамента проката, применяемого для их изготовления, сокращению номенклатуры режущего и мерительного инструмента, приспособлений и т. д. и создает условия для типизации технологических процессов и специализации производства.
[c.73]
Такой же процесс согласования геометрических элементов й других характеристик необходимо осуществлять и при нормализации всех конструктивных исполнений круглых гаек шлицевых, с отверстиями на торце, со скосом под зубчатую шайбу и т. д. Строгое соблюдение полной согласованности в нормалях на указанные изделия способствует унификации сортамента проката, применяемого для их изготовления, сокращению номенклатуры режущего и мерительного инструмента, приспособлений и т. д. и создает условия для типизации технологических процессов и специализации производства.
[c.73]
Чаще других применяют болты с шестигранной головкой. Основными размерами болта являются длина I, длина нарезанной части стержня /о, диаметр (наружный) резьбы d и размер под ключ S. На болтах предусмотрена метрическая резьба диаметром от 6 до 48 мм. Кроме шестигранной, болты могут иметь квадратную или полукруглую головку. Некоторые виды болтов имеют в головке два отверстия для шплинтовки проволокой, предотвращающей самоотвинчивание. [c.155]
[c.155]
В табл. 2.1 указаны номинальные размеры диаметров стержней и отверстий под нарезание резьбы метчиками и плашками. [c.39]
Болты конические (рис. 9.3). Основные размеры болтов с диаметром резьбы от 4 до 16 мм [ 96] приведены в табл. 9.6. Размеры шлицев см. в табл. 9.25 и 9.26. Разрешается выполнение болтов без шлица, со сферическим концом конусной головки и с отверстием под шпильку или штифт на резьбовом участке стержня. Резьба—по [6.17], поля допусков 8 или вg — по [6.15]. Допуски на угловые размеры конусной части болта по 6-й степени точности —по [5.3]. [c.214]
Клапан 3 регулируется стержнем /, выведенным наружу через верхнюю крышку цилиндра толкателя. Этот стержень имеет на нижнем конце выступ, на который опирается клапан 3. В верхней части стержень имеет резьбу и шестигранную головку. Поворотом стержня 1 за шестигранную головку устанавливается положение клапана 3 и, следовательно, размер отверстия 4, через которое протекает жидкость при движении поршня 2 вниз.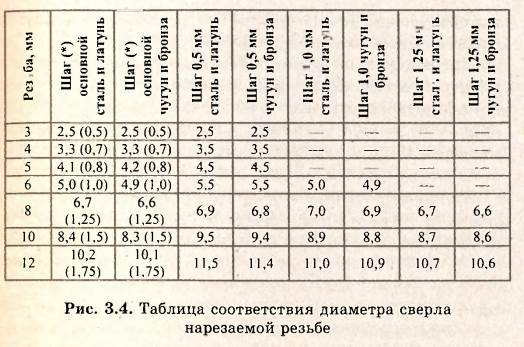 В то же время выступ на нижнем конце стержня не препятсзвует свободному подъему кольцевого клапана под давлением жидкости при подъеме
[c.444]
В то же время выступ на нижнем конце стержня не препятсзвует свободному подъему кольцевого клапана под давлением жидкости при подъеме
[c.444]
На рис. 312, в показано, как нужно увеличить размеры диаметров отверстий для прохода стержней крепежных изделий и диаметр гнезда под головку винта (рис. 312, г) при средних размерах диаметров резьб. Длина свинчивания на рис. 312,а, б обозначена буквой L, запас резьбы — Li и иедорез — La- Запас резьбы можно брать равным 0,3 d, размеры недорезов и фасок — по таблицам ГОСТ 10549—63. [c.175]
Неполная высота резьбы Неодинаковая высота резьбы по всей длине Неправильно подготовлена заготовка занижен диаметр стержня или завышен диаметр отверстия Конусность стержня или отверстия под резьбу . Размеры стержня или отверстия под резьбу принимать по справотнику и тщательно контролировать их Тщательно контролировать заготовку. Крепить инструмент в подвижной качают щейся оправке / [c.96]
Для армирования во фторопласт изготавливают образцы в виде усеченного конуса с разницей в диаметрах верхнего и нижнего оснований приблизительно в 0,1 мм отверстие во фторопластовой заготовке высверливают по размеру меньщего основания конуса.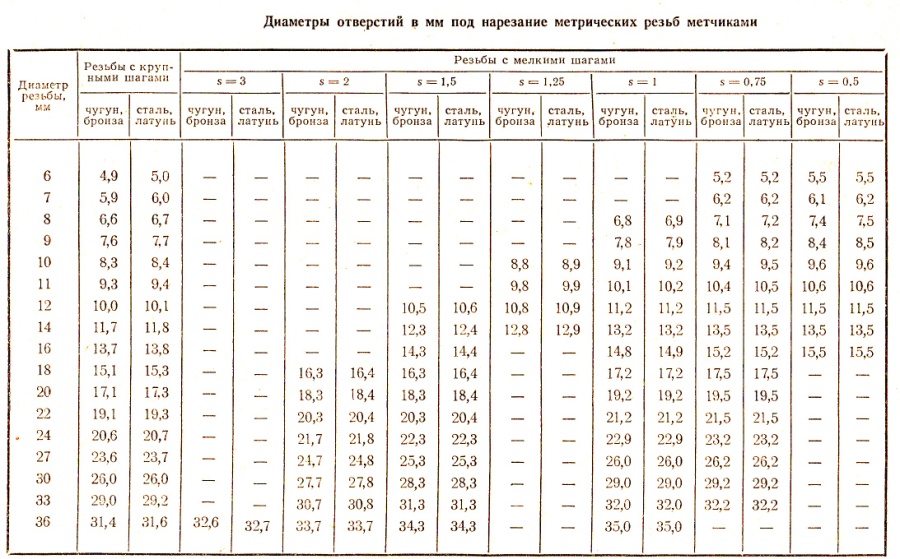 К образцу прикрепляют (приваривают, припаивают) для контакта медную проволоку или делают в нем отверстие с резьбой для крепления металлического стержня. Затем образец под небольщим давлением (под прессом, в тисках) вставляют во фторопластовую заготовку.
[c.30]
К образцу прикрепляют (приваривают, припаивают) для контакта медную проволоку или делают в нем отверстие с резьбой для крепления металлического стержня. Затем образец под небольщим давлением (под прессом, в тисках) вставляют во фторопластовую заготовку.
[c.30]
Электроконтактные датчики. Преобразование изменения контролируемой величины осуществляется путем раз.мыкания (замыкания) электрических контактов испей, управляющих исполнительными элементами систсмы. В качестве материалов контактов используется вольфрам, реже благородные металлы платина, золото, серебро и их сплавы. Различают датчики двух видов предельные — для контроля предельных размеров детален (рис, 18, о) и амплитудные — для контроля величины амплитуды изменяющегося линейного параметра — отклонений формы, погрешности положения и т.п. (рис. 18, б). Датчики выполняют с обык ювенным, брызгозащищенным нли пылезащищенным корпусом. Для крепления при эксплуатации датчики должны иметь на корпусе два резьбовых отверстия М5Х0,8 мм, расположенных на расстоянии 70 0,1 мм, а у малогабаритных датчиков — на расстоянии 40 0,1 мм, либо гильзу 9 диаметром 8 или 14 мм или с предельными отклонениями по / 8. В верхней части корпуса должно быть предусмотрено присоединительное отверстие под отсчетное устройство I посадкой 8Hb/h7). Измерительный наконечник выполняют сферическим сменным с резьбой М2,бх0,45мм или с гладким стержнем 0 5 g 6.
[c.445]
В верхней части корпуса должно быть предусмотрено присоединительное отверстие под отсчетное устройство I посадкой 8Hb/h7). Измерительный наконечник выполняют сферическим сменным с резьбой М2,бх0,45мм или с гладким стержнем 0 5 g 6.
[c.445]
В зависимости от варианта исполнения болты могут иметь отверстие для шплинта в стержне (рис. 545, б, д) или два сквозных отверстия в головке (рис. 545, в). Для обеспечения точного взаимного положения деталей предусмотрены болты с шестигранной уменьшенной головкой для отверстий из-под развертки. Болты с полукруглой головкой изготовляют с усом (рис. 547, а), а с увеличенной полукруглой головкой — с усом (рис. 547, в) или с квадратным подголовком (рис. 547, е). Болты с потайной головкой тоже бывают с усом (рис. 547, г) или с квадратным подголовком (рис. 547, б). Болты с увеличенной потайной головкой изготовляют с квадратным подголовком (рис. 547, ж). Болты с полукруглой, увеличенной полукруглой, потайной и увеличенной потайной головкой изготовляют класса точности С (грубой точности). Шинные болты (рис. 547, д) выпускают с диаметром резьбы М 10×1,5 класса точности С. Конструкция и размеры болтов определяются государственными стандартами (табл. 22).
[c.345]
Шинные болты (рис. 547, д) выпускают с диаметром резьбы М 10×1,5 класса точности С. Конструкция и размеры болтов определяются государственными стандартами (табл. 22).
[c.345]
К ОСНОВНЫМ установочным и конструктивным параметрам болтов относятся глубина згложения Н, длина L болта, диаметр й резьбы, длина 1 резьбы, диаметр стержня йу, длина I изогнутой части, диаметр или сторона А анкерной плиты, размер 5 под ключ, диаметр о отверстия в фундаменте, высота к конуса. [c.60]
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings. TAGS}}
{{$item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
TAGS}}
{{$item}}
{{l10n_strings.PRODUCTS}}
{{l10n_strings.DRAG_TEXT}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings. AUTHOR}}
AUTHOR}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Размеры отверстий под резьбу: таблицы, инструменты, процесс нарезки
Ремонт и оформление
17.04.2018 Анастасия Прожева
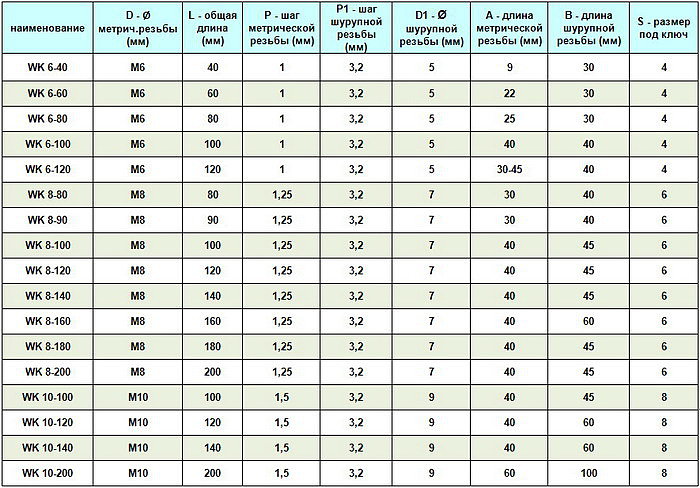
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
Параметры резьбы определяют диаметр сверла
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра
сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1
, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг.
 Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
 Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
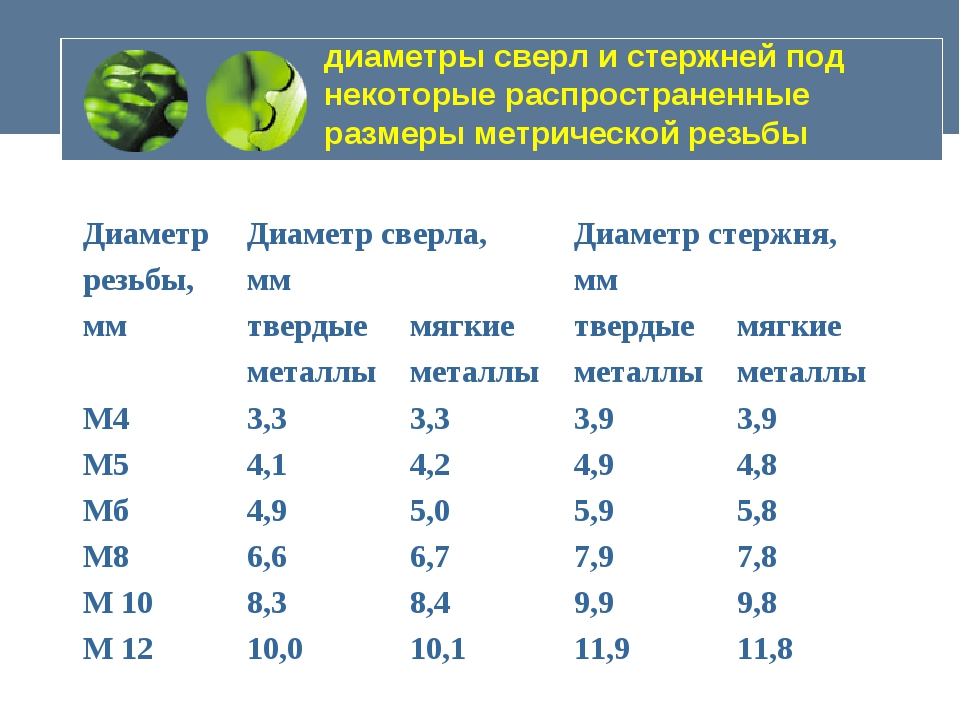
Диаметры отверстий для нарезания резьбы метчиком
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди
.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам
, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.

Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам
, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток
.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити
.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
- Параметры подбора сверла под метчик
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
Но сначала разберем каждый инструмент по отдельности.
Основные характеризующие параметры
Когда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом. Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные:
Диаметр: 6-10 мм, конус: 11-22 2 мм.
Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров.
Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь или домашний умелец.
Вернуться к оглавлению
Своим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
- наружная;
- внутренняя.

Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений.
Она подразделяется на несколько групп:
- однозаходная;
- многозаходная.
Направление движения направляющих влияет на разделение резьбы на два вида:
Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
- трубная;
- метрическая;
- дюймовая.
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6″ или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6.
Маркировка выглядит следующим образом: М6×0,6.
Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг.
Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи.
Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
- сверловочный станок;
- токарный парк;
- резьбонарезные приспособления.
Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек.
Метчики также подразделяются на несколько групп:
- метрические;
- дюймовые;
- трубные.
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь.
Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь.
Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
- круглые;
- призматические.
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель.
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла.
При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Какое сверло лучше использовать
Современная промышленность предлагает потребителям широкий выбор приспособлений для обработки различных поверхностей. Встречаются следующие сверла по металлу:
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.


Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу.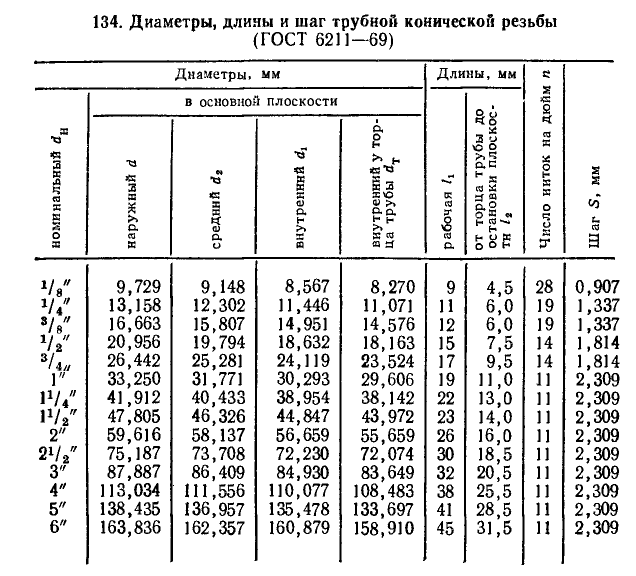 Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
 Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.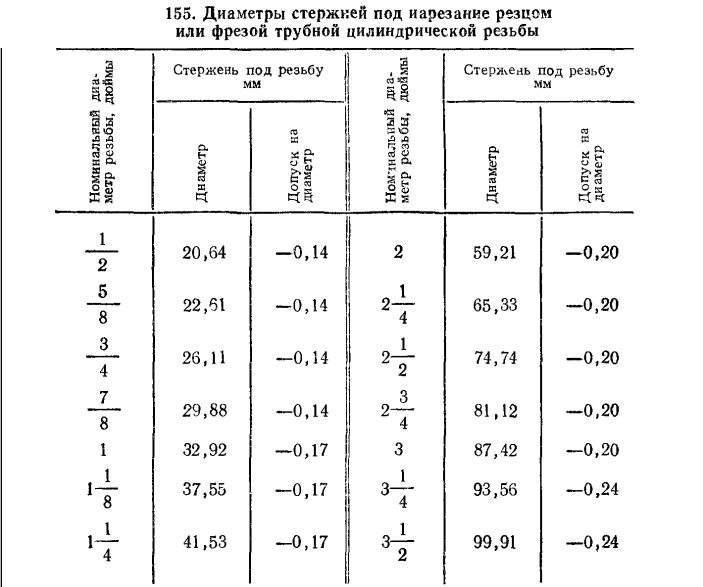 Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
 Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Нарезание резьбы: рекомендации
- Как можно получить внутреннюю резьбу?
Ни одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках.
Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу.
Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.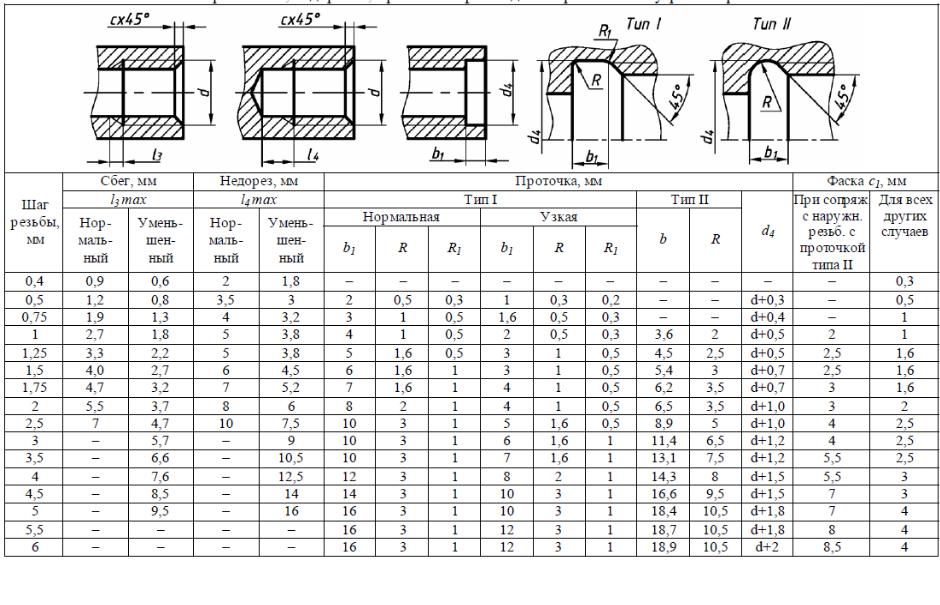 к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.

Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6
.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя .
- Направление канавок: прямолинейные, спиральные правые и левые
. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали
. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения
. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Припуск и схема резания при работе метчиком.
Любой инструмент имеет схему резания. Которая предельно понятна из этого фото.
Схема распределения припуска.
Как указано на рисунке черновой инструмент снимает 75 процентов припуска, а для чистового остается всего 25 процентов. Это необходимо для получения более качественной резьбы в детали.
Схема резания.
На черновой приходится львиная доля снимаемого припуска, однако профиль он не формирует. Для формирования профиля резьбы применяется специальный чистовой инструмент в зависимости от выбранного вида резьбы.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21350-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe taper screw thread. Diameters | ГОСТ 21350-75 Взамен МН 5389-64 |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3877 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной конической резьбы по ГОСТ 6211 -69 в изделиях из сталей по ГОСТ 380 -71, ГОСТ 4543-71 , ГОСТ 1050 -74, ГОСТ 5058-75 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859 -66.
2. Диаметры отверстий с развертыванием на конус и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
Таблица 1
Размеры в мм
| Число ниток на 1 ² | Шаг Р | Диаметр отверстия | Глубина сверления l | d c | d o | Номин. | Пред. откл. | Номин. | Пред. откл. | 0,907 | 8,10 | 0,20 | 8,57 | 0,10 | 1,337 | 10,80 | 0,24 | 11,45 | 14,30 | 14,95 | 1,814 | 17,90 | 18,63 | 23,35 | 0,28 | 24,12 | 2,309 | 29,35 | 30,29 | 1 1/4 | 37,80 | 0,34 | 38,95 | 1 1/2 | 43,70 | 44,85 | 55,25 | 0,40 | 56,66 | |||||||||
Примечание. Для резьб с номинальным размером свыше 2 ² номинальные диаметры отверстий d
o и их предельные отклонения должны быть равны установленным ГОСТ 6211 -69 для внутреннего диаметра резьбы.
3. Диаметры отверстий без развертывания на конус и их предельные отклонения должны соответствовать указанным на черт. 2 и в табл. 2.
4. Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
5. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом .
Таблица 2
Размеры в мм
| Номинальный размер резьбы в дюймах | Число ниток на 1 ² | Шаг Р | Диаметр отверстия d c | Глубина сверления l | Номин. | Пред. откл. | 1 / 8 | 0,907 | 8,25 | 0,20 | 1 / 4 | 1,337 | 11,05 | 0,24 | 3 / 8 | 14,50 | 1 / 2 | 1,814 | 18,10 | 0,28 | 3 / 4 | 23,60 | 2,309 | 29,65 | 1 1 / 4 | 38,30 | 0,34 | 1 1 /2 | 44,20 | 56,00 | 0,40 | Диаметры сверл для отверстий под нарезание трубной конической резьбы Размеры в мм Номинальный размер резьбы в дюймах | Число ниток на 1 ² | Шаг Р | Диаметр сверла для отверстия | с развертыванием на конус | без развертывания на конус | 1 / 8 | 0,907 | 1 / 4 | 1,337 | 10,8 | 11,1 | 3 / 8 | 14,25 | 14,5 | 1 / 2 | 1,814 | 3 / 4 | 23,25 | 2,309 | 1 1 / 4 | 38,25 | 1 1 /2 | 56,00 | ||||||||
Выполнение внутренней резьбы обычно не вызывает сложностей. Но некоторые особенности использования инструмента и подбора отверстий под нарезание метрической резьбы существуют.
Самодельный метчик для алюминиевых сплавов
Для создания внутренних резьб в латунных или легкосплавных деталях можно использовать самодельный инструмент и свёрла из обычного набора. Подойдет калиброванная стальная проволока. С помощью плашки на ней нарезается внешняя резьба, после чего заготовка закаляется. После закалки необходимо отпустить деталь до цвета спелой соломы. Режущие кромки затачиваются с помощью бруска или точила, предварительно зажав деталь в .
Видео о том, как нарезается внутренняя резьба:
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10. Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался. Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
На самом деле все просто, как вы знаете, параметров резьбы всего 2: это диаметр и шаг. Еще можно заметить(для тех кто не знает), что резьба бывает стандартная(со стандартным шагом) и любая другая. К примеру, стандартная резьба для 10 мм — это 1.5мм, то есть М10*1.5. Но ведь встречается довольно часто резьба 10*1.25 и 10*1. Буква М на резьбе означает, что резьба метрическая.
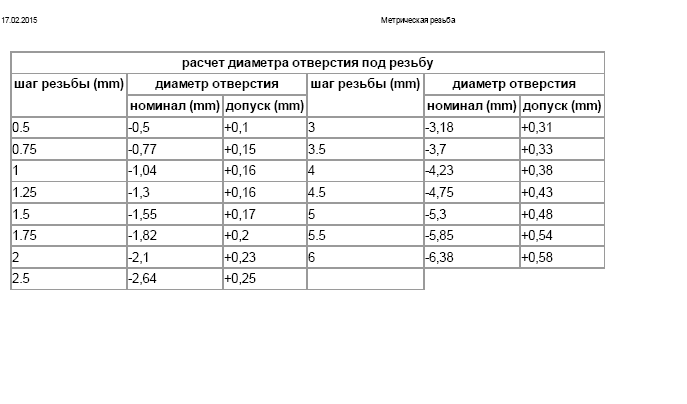
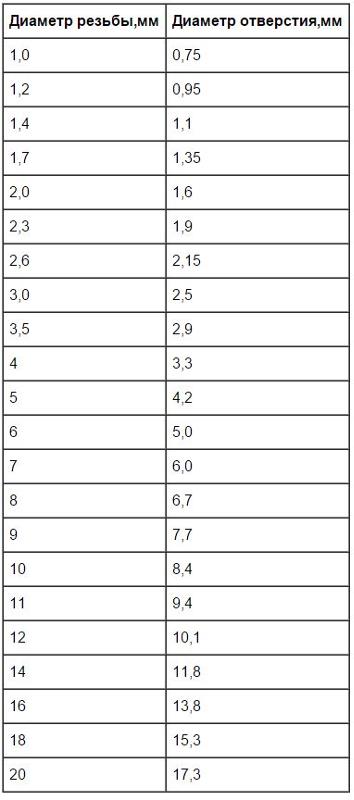
Диаметры отверстий под резьбу | info.selink.ru
Прежде чем нарезать резьбу в отверстии, нужно это отверстие просверлить. Сверло какого диаметра нужно выбрать для нарезания резьбы нужного размера? Приведены диаметры отверстий для нарезания метрической резьбы.
| Метрическая ISO нормативная резьба по DIN13 | |||
Резьба | Сверло, o мм | Резьба | Сверло, o мм |
М 1 | 0,75 | М 10 | 8,50 |
М 1,1 | 0,85 | М 11 | 9,50 |
М 1,2 | 0,95 | М 12 | 10,20 |
М 1,4 | 1,10 | М 14 | 12,00 |
М 1,7 | 1,30 | М 18 | 15,50 |
М 1,7 | 1,40 | М 20 | 17,50 |
М 2 | 1,6 | М 22 | 19,50 |
М 2,3 | 1,90 | М 24 | 21,00 |
М 2,5 | 2,00 | М 27 | 24,00 |
М 2,6 | 2,10 | М 30 | 26,50 |
М 3 | 2,50 | М 33 | 29,50 |
М 3,5 | 2,90 | М 36 | 32,00 |
М 4 | 3,30 | М 42 | 37,50 |
М 4,5 | 3,80 | М 45 | 40,50 |
М 5 | 4,20 | М 48 | 43,00 |
М 6 | 5,00 | М 52 | 47,00 |
М 7 | 6,00 | М 56 | 50,50 |
М 8 | 6,80 | М 60 | 54,50 |
М 9 | 7,80 | М 64 | 58,00 |
ГОСТ 21348-75 Отверстия под нарезание трубной цилиндрической резьбы. Диаметры
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРЫ
ГОСТ 21348-75
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СТАНДАРТОВ
СОВЕТА МИНИСТРОВ СССР
Москва
РАЗРАБОТАН, ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
И.о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ ПОД НАРЕЗАНИЕ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ Диаметры Holes for threading pipe cylindrical thread. | ГОСТ Взамен |
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975 г. № 3875 срок действия установлен
с 01.01.77
1. Настоящий стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической резьбы по ГОСТ 6357-73 в изделиях из сталей по ГОСТ 380-71, ГОСТ 4543-71, ГОСТ 1050-74, ГОСТ 5058-65 и ГОСТ 5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66.
2. Диаметры отверстий и предельные отклонения должны соответствовать указанным в таблице.
Размеры в мм
Номинальный размер резьбы в дюймах | Число | Шаг Р | Диаметр отверстия под резьбу | ||
Номин. | Пред. откл. для классов точности | ||||
А | В | ||||
1/8 | 28 | 0,907 | 8,62 | + 0,10 | + 0,20 |
1/4 | 19 | 1,337 | 11,50 | + 0,12 | + 0,25 |
3/8 | 15,00 | ||||
1/2 | 14 | 1,814 | 18,68 | + 0,14 | + 0,28 |
5/8 | 20,64 | ||||
3/4 | 24,17 | ||||
7/8 | 27,93 | ||||
1 | 11 | 2,309 | 30,34 | + 0,18 | + 0,36 |
1 1/8 | 35,00 | ||||
1 1/4 | 39,00 | ||||
1 3/8 | 41,41 | ||||
1 1/2 | 44,90 | ||||
1 3/4 | 50,84 | ||||
2 | 56,70 | ||||
2 1/4 | 62,80 | +0, 22 | + 0,43 | ||
2 1/2 | 72,27 | ||||
2 3/4 | 78,62 | ||||
3 | 84,97 | ||||
3 1/4 | 91,07 | ||||
3 1/2 | 97,42 | ||||
3 3/4 | 103,77 | ||||
4 | 110,12 | ||||
4 1/2 | 122,82 | ||||
5 | 135,52 | ||||
5 1/2 | 148,22 | ||||
6 | 160,92 | ||||
3. Допускается под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, полученных на основании экспериментальных данных.
4. Диаметры сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной цилиндрической резьбы
Размеры в мм
Номинальный размер резьбы в дюймах | Шаг Р | Диаметр сверла для классов точности резьбы | |
А | В | ||
1/8 | 0,907 | – | 8,7 |
1/4 | 1,337 | 11,5 | 11,5 |
3/8 | 15,0 | 15 | |
1/2 | 1,814 | – | 18,75 |
5/8 | – | 20,75 | |
3/4 | – | 24,25 | |
7/8 | – | 28 | |
1 | 2,309 | – | 30,5 |
1 1/8 | 35,0 | 35 | |
1 1/4 | 39,0 | 39 | |
1 3/8 | – | 41,5 | |
1 1/2 | – | 45 | |
1 3/4 | – | 51 | |
Знайте, что вы нажимаете | Разработка режущего инструмента
Ключом к успешной нарезке резьбы является знание истинного размера просверленного отверстия.
Хотя многие факторы способствуют отказу или поломке метчика, часто упускается из виду один основной очевидный фактор – размер просверленного отверстия. Проблема в том, что этот коэффициент нельзя точно рассчитать с использованием традиционных диаграмм для метчиков и сверл.
За годы, прошедшие с момента первой разработки схем метчиков / сверл, произошло много изменений – программируемое оборудование, жесткое нарезание резьбы, синхронное нарезание резьбы, улучшенные державки, специализированные жидкости для нарезания резьбы и высококачественные метчики премиум-класса.
Самое главное, что сверла, используемые для нарезания резьбы, улучшились. Усовершенствованная геометрия вершин сверления, новые формы канавок, отверстия для охлаждающей жидкости, улучшенные сплавы HSS и карбидов, а также покрытия, такие как TiN и TiCN, многое сделали для улучшения качества и размера просверленных отверстий.
Поскольку рекомендации по сверлению разрабатывались для серий крупной (UNC) и тонкой (UNF) резьбы стандартного размера, размеры сверл были выбраны на основе испытаний, показывающих, что стандартное универсальное сверло с длинной долей – со стандартным острием 118 ° угол – размер отверстия будет больше измеренного диаметра сверла.Это стало известно как «вероятный размер отверстия», который часто указывается в таблицах метчиков / сверл рядом с десятичными эквивалентами размеров сверла (таблица 1). Например, сверло № 7 (диаметр 0.2010 дюйма) в среднем дает отверстие, которое на 0,0038 дюйма больше диаметра сверла. Это приведет к просверленному отверстию размером 0,2048 дюйма, примерно 70% высоты резьбы. По сравнению со спецификациями малого диаметра для метчика 1 / 4-20 UNC-2B (от 0,1960 дюйма до 0,2070 дюйма), диаметр размер готового отверстия близок к верхнему пределу, 0.0022 “при минимальном максимальном диаметре (Таблица 2). Сверло удаляет как можно больше материала из отверстия, снижая нагрузку на метчик. Это облегчает нарезание резьбы и снижает вероятность поломки метчика. И остается ниже максимального минимального диаметра диаметр предотвращает образование слишком мелкой резьбы.
Современные современные сверла, оснащенные более точными и высокоскоростными станками, производят отверстия, которые намного ближе к фактическому измеренному размеру сверла или даже меньше диаметра сверла.Изготовление отверстий с предварительной резьбой меньшего размера значительно увеличивает рабочую нагрузку на метчик. Переход на одно из этих продвинутых сверл может привести к поломке метчика там, где его раньше не было. Стандартное сверло № 7 может больше не соответствовать размеру сверла для резьбы 1 / 4-20 UNC-2B. Может потребоваться сверло 13/64, №6 или даже сверло №5, чтобы произвести отверстие размером 70% от высоты резьбы.
Определение размера сверла
ФРАКЦИОННЫЕ РАЗМЕРЫ UNC и UNF | |||||
Номинал | Рекомендуемый | Вероятно | % Резьба | ||
Сверло | дек | ||||
1 / 4-20 | 7 | 0.2010 “ | 0,2048 “ | 70 | |
5 / 16-18 | F | 0,2570 “ | 0,2608 “ | 72 | |
3 / 8-16 | 5/16 | 0.3125 “ | 0,3169 “ | 72 | |
7 / 16-14 | U | 0,3680 “ | 0,3726 “ | 70 | |
1 / 2-13 | 27/64 | 0.4219 “ | 0,4266 дюйма | 73 | |
Таблица 1: Типовая таблица метчиков / сверл с указанием возможных размеров отверстий.
Если таблицы для метчиков и сверл не подходят для сегодняшних методов обработки, то как установить правильный размер сверла? Для начала учтите следующие факторы:
Просверленное отверстие должно соответствовать требованиям класса резьбы.Выбранное сверло должно обеспечивать размер отверстия между минимальным и максимальным малым диаметром для данного класса резьбы. Например, для резьбы 1 / 4-20 UNC-2B можно использовать любое сверло, которое производит отверстие диаметром от 0,1960 до 0,2070 дюйма. После того, как отверстие просверлено, важно измерить отверстие, чтобы проверить его размер, используя калибры со штифтом или пробкой, соответствующие минимальным и максимальным спецификациям малого диаметра. Размеры минимального и максимального малого диаметра резьбы винта можно найти во многих публикациях.Промышленный стандарт ASME B1.1 является одним из лучших источников этой информации.
Удалите сверлом как можно больше материала для заданной длины зацепления, чтобы облегчить нарезание резьбы. Наряду с уменьшением сил резания и уменьшением поломки метчика эта стратегия также принесет пользу операции сверления. Сверла большего размера менее хрупкие и имеют меньшее отношение глубины к диаметру, а их большие канавки облегчают эвакуацию стружки.
ВНУТРЕННЯЯ РЕЗЬБА | ||||||
Класс | Minor Dia.Базовый 0,1850 “ | Диаметр шага. Базовый 0,2175 “ | ||||
Макс. | Мин. | Тол. | Макс. | Мин. | Тол. | |
1Б | 0,2070 “ | 0.1960 “ | 0,0110 “ | 0,2248 “ | 0,2175 “ | 0,0073 “ |
2Б | 0,2070 “ | 0,1960 “ | 0,0110 “ | 0,2224 дюйма | 0,2175 “ | 0,0049 “ |
3Б | 0.2067 “ | 0,1960 “ | 0,0107 “ | 0,2211 “ | 0,2175 “ | 0,0036 “ |
2 | 0,2060 “ | 0,1959 “ | 0,0101 “ | 0,2201 “ | 0,2175 “ | 0,0036 “ |
3 | 0.2060 “ | 0,1959 “ | 0,0101 “ | 0,2201 “ | 0,2175 “ | 0,0026 “ |
Таблица 2: Незначительные диаметры и шаговые диаметры для резьбы 1 / 4-20 UNC.
Срок действия
Хотя лучше всего использовать сверло максимального размера, это может отрицательно сказаться на прочности резьбового узла в некоторых ситуациях.Если, например, деталь или гайка с внутренней резьбой были сделаны из чего-то тонкого, такого как толстый листовой металл, одна или две резьбы в гайке могут быть недостаточно прочными, чтобы выдержать нагрузку при затягивании винта. Поэтому для тонких деталей рекомендуется использовать сверло наименьшего размера для максимального процента резьбы, чтобы резьба оставалась как можно более прочной.
По мере того, как длина резьбового зацепления между гайкой и винтом, также известная как длина зацепления, становится больше, большее количество витков резьбы способствует прочности собранной гайки и винта; следовательно, размер отверстия может быть увеличен.Таким образом, сверление с минимальным малым диаметром в тонких деталях и с максимальным меньшим диаметром в более длинных сборках.
Чтобы определить правильные размеры отверстий, обеспечивающие максимальную прочность при различной длине зацепления, обратитесь к стандарту ASME или другим коммерческим руководствам, содержащим эту информацию. Если посмотреть на рекомендуемые размеры отверстий для резьбы 1¼4-20 UNC-2B (Таблица 3), то длины зацепления указаны с точки зрения диаметров резьбы. Другими словами, «1 / 3d» указывает длину зацепленной резьбы между гайкой и болтом при сборке.Одна треть диаметра резьбы 1/4 дюйма составляет 0,083 дюйма. Это означает, что если бы болт длиной 3/4 дюйма был ввинчен в гайку толщиной 0,083 дюйма, то можно было бы сказать, что длина зацепления составляет 1/3 диаметра (1 / 3d). Обратите внимание, что для этой короткой длины зацепления диапазон размеров отверстия, рекомендуемый для резьбы класса 2B, составляет от 0,1960 “до 0,2020”, или около нижнего предела.
А теперь посмотрим на более длинные зацепления. По мере увеличения зацепления рекомендуемый размер просверленного отверстия перед нарезанием резьбы увеличивается. Рекомендуемый размер предварительно просверленного отверстия от 2 / 3d до 1 1 / 2d равен 0.2020 “до 0,2070”, или около верхнего предела. Этот диапазон часто называют длиной зацепления «1 диаметр». Рекомендации по меткам / диаграммам сверления обычно основываются на этой длине.
Диаметр | 1B и 2B | 3Б | ||
Макс. | Мин. | Макс. | Мин. | |
К 1 / 3д вкл. | 0,2020 “ | 0,1960 “ | 0.2013 “ | 0,1960 “ |
1 / 3–2 / 3д | 0,2040 “ | 0,1990 “ | 0,2040 “ | 0,1986 “ |
2 / 3д – 1-1 / 2д | 0.2070 “ | 0,2020 “ | 0,2067 “ | 0.2013 “ |
1-1 / 2d-3d | 0,2100 “ | 0,2040 “ | 0,2094 “ | 0,2040 “ |
Таблица 3: Рекомендуемые пределы размера отверстия для различной длины зацепления для резьбы 1 / 4-20 UNC.
В крайних случаях, когда длина зацепления превышает диаметр резьбы более чем в 1,5 раза (1 1 / 2d), размер отверстия может быть увеличен до 0,2100 дюйма, или на 0,0030 дюйма больше максимального предела малого диаметра 0,2070 “. Дополнительная резьба в зацеплении позволяет уменьшить высоту резьбы при сохранении прочности сборки. Однако следует соблюдать осторожность, прежде чем применять это правило. Именно зацепление между двумя частями позволяет использовать отверстие большего размера. размер, а не глубина резьбового отверстия.Если бы резьбовое отверстие имело глубину 3/4 дюйма, а длину винта – всего 1/4 дюйма, зацепление было бы диаметром 1, и это правило не применялось бы.
Большая длина зацепления с высоким процентом резьбы (небольшие размеры просверленных отверстий) не увеличивает значительно прочность закрепленной резьбы. Фактически, в некоторых случаях было доказано, что большая длина зацепления может фактически снизить прочность сборки из-за накопленных ошибок резьбы, которые с большей вероятностью возникают при высоком процентном содержании резьбы.Поэтому не поддавайтесь желанию использовать более длинные крепежные детали и резьбу с высоким процентом резьбы в попытке усилить резьбовые соединения.
Метчики резьбонарезные
В метчиках для нарезания резьбы используются сверла большего диаметра, чтобы учесть смещение материала детали. Материал смещается внутрь, образуя конечный малый диаметр резьбы. Таблица 3: Рекомендуемые пределы размера отверстия для различной длины зацепления для резьбы 1 / 4-20 UNC
Например, рекомендуемый размер сверла для резьбы 1 / 4-20 UNC – No.1 (диаметр 0,228 дюйма) на таблице метчиков / сверл. Однако принцип сверления с увеличенным или вероятным превышением размера применим и к этим рекомендациям. Поскольку высокопроизводительные сверла производят отверстия меньшего размера, диаметр сверла, возможно, придется увеличить до предотвратить поломку метчика или грубую резьбу из-за чрезмерного смещения материала. Как и в случае с отверстиями, просверленными для метчиков, размер отверстия намного важнее, чем диаметр сверла, использованного для его выполнения.
При нарезании резьбы или нарезании резьбы использование метчика для получения резьбы меньшего диаметра не рекомендуется.Хотя использование метчиков для получения меньшего диаметра не является хорошей идеей, метчики можно использовать для устранения заусенцев, образующихся ниже малого диаметра в детали во время нарезания резьбы. Метчики, используемые для этой цели, называются «управляемыми корневыми метчиками». Меньший диаметр метчика регулируется размером просверленного отверстия в детали. Во время нарезания резьбы заусенцы, образовавшиеся на малом диаметре, «срезаются» на малый диаметр метчика, оставляя резьбу гладкой. Заусенцы обычно имеют небольшие размеры и не должны сильно влиять на силу резания.Если, однако, метчик требуется для удаления большего количества материала, чем небольшие заусенцы, усилие резания или формовки может превысить разрывной момент метчика.
Хотя многие факторы влияют на поломку метчика и производительность метчика, определение правильного размера отверстия часто упускается из виду или считается само собой разумеющимся. Хотя диаметр сверла важен, наиболее важным является размер готового отверстия. Для достижения наилучших результатов используйте сверло любого размера, обеспечивающего оптимальный размер отверстия.
Об авторе
Дэвид Мискинис – специалист по продукции в компании Greenfield Industries, Эванс, Джорджия.
Размеры сверл для метчиков и зазоров
Размеры сверл для метчиков и зазоровРазмер сверла для метчика и зазора
| Винт | O.D. | Метчик | Плотная посадка | Свободная посадка | |||
| Размер / резьба | Десятичное | Размер * | Десятичное | Размер | Десятичное | Размер | Десятичное | 000-120 | 0.0340 “ | 71 | 0,0260″ | 65 | 0,0350 “ | 62 | 0,0380″ |
| 00-90 | 0,0440 | 65 | 0,0350 | 3/64 “ | 0,0469 | 55 | 0,0520 |
| 0-80 | 0,0600 | 3/64 дюйма (56) | 0,0469 | 52 | 0,0635 | 50 | 0,0700 |
| 1-72 | 0.0730 | 53 | 0,0595 | 48 | 0,0760 | 46 | 0,0810 |
| 2-56 | 0,0860 | 50 | 0,0700 | 43 | 0,0890 | 41 | 0,0960 |
| 3-48 | 0,099 | 47 | 0,0790 | 37 | 0,1040 | 36 | 0,1065 |
| 4-40 | 0.1120 | 43 | 0,0890 | 32 | 0,1160 | 30 | 0,1285 |
| 5-40 | 0,125 | 38 | 0,102 | 29 | 0,1360 | 28 (9/64) | 0,1405 |
| 6-32 | 0,1380 | 36 | 0,1065 | 27 | 0,1440 | 25 | 0,1495 |
| 8-32 | 0.1640 | 29 | 0,1360 | 18 (11/64) | 0,1695 | 16 | 0,1770 |
| 10-24 | 0,190 | 25 | 0,150 | 9 | 0,196 | 7 (13/64) | 0.2010 |
| 10-32 | 0,1900 | 21 | 0,1590 | 9 | 0,1960 | 7 (13/64) | 0.2010 |
| 1 / 4-20 | 0.2500 | 7 | 0.2010 | F | 0,2570 | H (17/64) | 0,2660 |
| 1 / 4-28 | 0,2500 | 3 | 0,2130 | F | 0,2570 | H (17/64) | 0,2660 |
| 5 / 16-18 | 0,3125 | F | 0,2570 | P | 0,3230 | Q | 0,3320 |
| 3 / 8-16 | 0.3750 | 5/16 “ | 0,3125 | W | 0,3860 | X | 0,3970 |
| 1 / 2-13 | 0,5000 | 27/64 “ | 0,4219 | 33/64″ | 0,5156 | 17/32 “ | 0,5312 |
Винты, резьбы, метчики и сверла | Более полезная информация | Техническая информация | Термоэлектрическое охлаждение | Охладители Пельтье
Основы
Сверла бывают трех размерных групп для США и Англии и одной метрической размерной группы.
Три группы размеров для США и Англии:
- Дробные размеры (например, 1/16 “, 1/8”, 1/4 “и т. Д.)
- Размеры букв (например, D, F, H и т. Д.)
- Калибр или количество проводов (например, 27, 44, 10 и т. Д.)
Группа размеров “Метрическая система” просто использует диаметр сверла в качестве обозначения. (например, 1,0 мм, 3,2 мм, 12,7 мм и т. д.)
Как пользоваться этими таблицами
Посмотрите вниз в крайнем левом столбце, чтобы найти размер винта, для которого вы будете нарезать отверстие или просверлить отверстие с зазором.Прочтите в той же строке, чтобы найти размер сверла для материала, в котором вы будете сверлить. Если вам нужно отверстие с зазором, прочитайте дальше, чтобы найти размер сверла для плотно прилегающего отверстия или для отверстия со свободным прилеганием.
Пример:
Вы будете использовать крепежный винт 6-32. Глядя на первую таблицу «Таблица американского английского», смотрите вниз в крайний левый столбец под «Размер машинного винта», пока не дойдете до «6». Продолжайте в том же горизонтальном ряду. В следующем столбце указано “.1380 дюймов, что является максимальным диаметром винта №6. В 3-м столбце «Число резьб на дюйм» указано значение 32 или 40. Выберите «32», так как у вас винт 6-32. ряд и продолжайте движение вправо. «Малый диаметр» – это диаметр 6-32 от впадины для винтовой резьбы до желоба для винтовой резьбы. Теперь, чтобы нарезать резьбу, выберите либо «Алюминий, латунь и пластмассы» для более мягких материалов, либо «Нержавеющая сталь». Сталь, сталь и железо »для более твердых материалов в зависимости от того, какой у вас материал.Если вам не нужно нарезать метчик, а просто просверлить отверстие с зазором, выберите между «Плотная посадка» или «Свободная посадка». Для нарезания резьбы по алюминию размер сверла соответствует «36». Для отверстия с плотной посадкой с зазором размер сверла равен «27».
Перейти к следующим таблицам
Таблица на английском языке (США)
Метрическая таблица
Таблица трубной резьбы
Десятичные эквиваленты всех размеров сверл Таблица
На маленьких экранах прокрутите в сторону следующие таблицы.
| Стол для метчиков (США / английский) | |||||||||||
Размер крепежного винта | Число ниток на дюйм | Minor Dia. | Сверла для метчиков | Сверла для чистовых отверстий | |||||||
Алюминий, латунь и пластмассы 75% Резьба | Нержавеющая сталь, сталь и железо 50% Резьба | Все материалы | |||||||||
Плотная посадка | Свободная посадка | ||||||||||
№или Dia. | Большой диам. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | Размер сверла | Десятичный Экв. | ||
0 | .0600 | 80 | . 0447 | 3/64 | . 0469 | 55 | .0520 | 52 | .0635 | 50 | . 0700 |
1 | . 0730 | 64 | .0538 | 53 | .0595 | 1/16 | .0625 | 48 | . 0760 | 46 | .0810 |
| 72 | .0560 | 53 | .0595 | 52 | .0635 | ||||||
| 2 | .0860 | 56 | .0641 | 50 | 0,0700 | 49 | .0730 | 43 | .0890 | 41 | . 0960 |
| 64 | .0668 | 50 | 0,0700 | 48 | .0760 | ||||||
| 3 | .0990 | 48 | .0734 | 47 | .0785 | 44 | .0860 | 37 | . 1040 | 35 | .1100 |
| 56 | .0771 | 45 | .0820 | 43 | .0890 | ||||||
| 4 | . 1120 | 40 | .0813 | 43 | .0890 | 41 | .0960 | 32 | .1160 | 30 | . 1285 |
| 48 | .0864 | 42 | .0935 | 40 | .0980 | ||||||
| 5 | .1250 | 40 | .0943 | 38 | . 1015 | 7/64 | . 1094 | 30 | .1285 | 29 | . 1360 |
| 44 | .0971 | 37 | . 1040 | 35 | .1100 | ||||||
| 6 | . 1380 | 32 | . 0997 | 36 | . 1065 | 32 | .1160 | 27 | . 1440 | 25 | . 1495 |
| 40 | . 1073 | 33 | . 1130 | 31 | .1200 | ||||||
| 8 | .1640 | 32 | .1257 | 29 | . 1360 | 27 | .1440 | 18 | . 1695 | 16 | . 1770 |
| 36 | . 1299 | 29 | . 1360 | 26 | . 1470 | ||||||
| 10 | .1900 | 24 | . 1389 | 25 | . 1495 | 20 | .1610 | 9 | .1960 | 7 | .2010 |
| 32 | . 1517 | 21 | . 1590 | 18 | ,1695 | ||||||
| 12 | ,2160 | 24 | . 1649 | 16 | .1770 | 12 | . 1890 | 2 | . 2210 | 1 | ,2280 |
| 28 | . 1722 | 14 | . 1820 | 10 | . 1935 | ||||||
| 32 | . 1777 | 13 | . 1850 | 9 | .1960 | ||||||
| 1/4 | .2500 | 20 | . 1887 | 7 | . 2010 | 7/32 | .2188 | F | ,2570 | H | ,2660 |
| 28 | . 2062 | 3 | ,2130 | 1 | ,2280 | ||||||
| 32 | . 2117 | 7/32 | ,2188 | 1 | .2280 | ||||||
| 5/16 | .3125 | 18 | . 2443 | F | 0,2570 | Дж | 0,2770 | -П, | ,3230 | Q | ,3320 |
| 24 | . 2614 | I | 0,2720 | 9/32 | . 2812 | ||||||
| 32 | .2742 | 9/32 | . 2812 | л | . 2900 | ||||||
| 3/8 | 0,3750 | 16 | ,2983 | 5/16 | .3125 | Q | ,3320 | Вт | ,3860 | х | ,3970 |
| 24 | ,3239 | Q | ,3320 | S | .3480 | ||||||
| 32 | ,3367 | 11/32 | ,3438 | т | ,3580 | ||||||
| 7/16 | . 4375 | 14 | . 3499 | U | 0,3680 | 25/64 | .3906 | 29/64 | . 4531 | 15/32 | .4687 |
| 20 | .3762 | 25/64 | .3906 | 13/32 | .4062 | ||||||
| 28 | .3937 | Y | .4040 | Z | .4130 | ||||||
| 1/2 | . 5000 | 13 | . 4056 | 27/64 | . 4219 | 29/64 | . 4531 | 33/64 | .5156 | 17/32 | . 5312 |
| 20 | . 4387 | 29/64 | . 4531 | 15/32 | . 4688 | ||||||
| 28 | . 4562 | 15/32 | . 4688 | 15/32 | . 4688 | ||||||
| 9/16 | . 5625 | 12 | . 4603 | 31/64 | .4844 | 33/64 | . 5156 | 37/64 | . 5781 | 19/32 | .5938 |
| 18 | .4943 | 33/64 | . 5156 | 17/32 | . 5312 | ||||||
| 24 | . 5114 | 33/64 | . 5156 | 17/32 | . 5312 | ||||||
| 5/8 | .6250 | 11 | . 5135 | 17/32 | . 5312 | 9/16 | . 5625 | 41/64 | . 6406 | 21/32 | . 6562 |
| 18 | . 5568 | 37/64 | . 5781 | 19/32 | . 5938 | ||||||
| 24 | . 5739 | 37/64 | .5781 | 19/32 | . 5938 | ||||||
| 11/16 | .6875 | 24 | .6364 | 41/64 | .6406 | 21/32 | .6562 | 45/64 | .7031 | 23/32 | .6562 |
| 3/4 | . 7500 | 10 | . 6273 | 21/32 | .6562 | /16/11 | . 6875 | 49/64 | ,7656 | 25/32 | 0,7812 |
| 16 | .6733 | 16/11 | . 6875 | 45/64 | .7031 | ||||||
| 20 | .6887 | 45/64 | .7031 | 23/32 | ,7188 | ||||||
| 13/16 | .8125 | 20 | .7512 | 49/64 | .7656 | 25/32 | .7812 | 53/64 | .8281 | 27/32 | .8438 |
| 7/8 | . 8750 | 9 | ,7387 | 49/64 | . 7656 | 51/64 | 0,7969 | 57/64 | .8906 | 29/32 | .9062 |
| 14 | ,7874 | 13/16 | . 8125 | 53/64 | . 8281 | ||||||
| 20 | . 8137 | 53/64 | . 8281 | 27/32 | .8438 | ||||||
| 15/16 | .9375 | 20 | .8762 | 57/64 | .8906 | 29/32 | .9062 | 61/64 | . 9531 | 31/32 | . 9688 |
| 1 | 1.000 | 8 | .8466 | 7/8 | . 8750 | 59/64 | . 9219 | 1-1 / 64 | 1.0156 | 1-1 / 32 | 1.0313 |
| 12 | .8978 | 15/16 | 0,9375 | 61/64 | . 9531 | ||||||
| 20 | . 9387 | 61/64 | . 9531 | 31/32 | . 9688 | ||||||
| 1–1 / 16 | 1.0625 | 18 | .9943 | 1.000 | 1.000 | 1–1 / 64 | 1.0156 | 1-5 / 64 | 1.0781 | 1-3 / 32 | 1.0938 |
| 1–1 / 8 | 1,1250 | 7 | ,9497 | 63/64 | . 9844 | 1-1 / 32 | 1.0313 | 1-9 / 64 | 1,1406 | 1-5 / 32 | 1,1562 |
| 12 | 1.0228 | 1-3 / 64 | 1.0469 | 1-5 / 64 | 1.0781 | ||||||
| 18 | 1.0568 | 1–1 / 16 | 1.0625 | 1-5 / 64 | 1.0781 | ||||||
| 1-3 / 16 | 1,1875 | 18 | 1,1193 | 1–1 / 8 | 1,1250 | 1-9 / 64 | 1,1406 | 1-13 / 64 | 1,2031 | 1-7 / 32 | 1,2188 |
| 1-1 / 4 | 1.2500 | 7 | 1.0747 | 1-7 / 64 | 1,1094 | 1-5 / 32 | 1,1562 | 1-17 / 64 | 1,2656 | 1-9 / 32 | 1,2812 |
| 12 | 1,1478 | 1-11 / 64 | 1,1719 | 1-13 / 64 | 1,2031 | ||||||
| 18 | 1,1818 | 1-3 / 16 | 1.1875 | 1-13 / 64 | 1,2031 | ||||||
| 1-5 / 16 | 1,3125 | 18 | 1,2443 | 1–1 / 4 | 1,2500 | 1–17 / 64 | 1,2656 | 1-21 / 64 | 1,3281 | 1-11 / 32 | 1,3438 |
| 1-3 / 8 | 1,3750 | 6 | 1,1705 | 1-7 / 32 | 1.2187 | 1-17 / 64 | 1,2656 | 1-25 / 64 | 1,3906 | 1-13 / 32 | 1,4062 |
| 12 | 1,2728 | 1-19 / 64 | 1,2969 | 1-21 / 64 | 1,3281 | ||||||
| 18 | 1,3068 | 1-5 / 16 | 1,3125 | 1-21 / 64 | 1,3281 | ||||||
| 1-7 / 16 | 1.4375 | 18 | 1,3693 | 1-3 / 8 | 1,3750 | 1-25 / 64 | 1,3906 | 1-29 / 64 | 1.4531 | 1-15 / 32 | 1,4688 |
| 1-1 / 2 | 1,500 | 6 | 1,2955 | 1-11 / 32 | 1,3437 | 1-25 / 64 | 1,3906 | 1-33 / 64 | 1.5156 | 1-17 / 32 | 1,5312 |
| 12 | 1,3978 | 1-27 / 64 | 1.4219 | 1-7 / 16 | 1.4375 | ||||||
| 18 | 1.4318 | 1-7 / 16 | 1.4375 | 1-29 / 64 | 1.4531 | ||||||
| 1–9 / 16 | 1,5625 | 18 | 1.4943 | 1–12 | 1,500 | 1-33 / 64 | 1,5156 | 1-37 / 64 | 1,5781 | 1–19 / 32 | 1,5938 |
| 1-5 / 8 | 1,625 | 18 | 1,5568 | 1-9 / 16 | 1,5625 | 1-37 / 64 | 1,5781 | 1-41 / 64 | 1,6406 | 1-21 / 32 | 1.6562 |
| 1-11 / 16 | 1,6875 | 18 | 1,6193 | 1-5 / 8 | 1.6250 | 1-41 / 64 | 1,6406 | 1-45 / 64 | 1.7031 | 1-23 / 32 | 1,7188 |
| 1-3 / 4 | 1,750 | 5 | 1,5046 | 1-9 / 16 | 1,5625 | 1-5 / 8 | 1.6250 | 1-49 / 64 | 1,7659 | 1-25 / 32 | 1.7812 |
На маленьких экранах прокрутите в сторону следующие таблицы.
| Стол для метчиков и метчиков | ||||||
| Размер метчика | Major Диаметр (мм) | Резьба на мм | Сверло для метчика (мм) | Сверло для метчика (дюйм) | Клиренс (мм) | Зазор (дюйм) |
| М1.6×0,35 | 1,6 | 0,35 | 1,25 | 55 | 1,8 | 49 |
| M2x0,4 | 2,0 | 0,40 | 1,60 | 52 | 2,4 | 41 |
| M2,5×0,45 | 2,5 | 0,45 | 2,05 | 46 | 2,9 | 32 |
| M3x.05 | 3,0 | 0,50 | 2,50 | 39 | 3,4 | 29 |
| M3,5×0,6 | 3,5 | 0.60 | 2,90 | 32 | 3,9 | 23 |
| M4x0,7 | 4,0 | 0,70 | 3,30 | 30 | 4,5 | 16 |
| M5x0.8 | 5,0 | 0,80 | 4,20 | 19 | 5,5 | 7/32 |
| M6x1 | 6,0 | 1,00 | 5,0 | 8 | 6,6 | G |
| M8x1,25 | 8,0 | 1,25 | 6,8 | H | 9,0 | т |
| M8x1 | 8.0 | 1,00 | 7,0 | Дж | 9,0 | т |
| M10x1,5 | 10,0 | 1,50 | 8,5 | R | 12,0 | 31/64 |
| M10x1,25 | 10,0 | 1,25 | 8,8 | 11/32 | 12,0 | 31/64 |
| M12x1.75 | 12,0 | 1,75 | 10,2 | 13/32 | 14,0 | 35/64 |
| M12x1,25 | 12,0 | 1,25 | 10,8 | 27/64 | 14,0 | 35/64 |
| M14x2 | 14,0 | 2,00 | 12,0 | 15/32 | 16,0 | 5/8 |
| M14x1.5 | 14,0 | 1,5 | 12,5 | 1/2 | 16,0 | 5/8 |
| M16x2 | 16,0 | 2,00 | 14,0 | 35/64 | 18,0 | 45/64 |
| M16x1,5 | 16,0 | 1,50 | 14,5 | 37/64 | 18,0 | 45/64 |
| M18x2.5 | 18,0 | 2,50 | 15,5 | 39/64 | 20,0 | 51/64 |
| M18x1,5 | 18,0 | 1,50 | 16,5 | 21/32 | 20,0 | 51/64 |
| M20x2,5 | 20,0 | 2,50 | 17,5 | 16/11 | 22,0 | 7/8 |
| M20x1.5 | 20,0 | 1,50 | 18,5 | 47/64 | 22,0 | 7/8 |
| M22x2,5 | 22,0 | 2,50 | 19,5 | 49/64 | 25,0 | 1 |
| M22x1,5 | 22,0 | 1,50 | 20,5 | 13/16 | 25,0 | 1 |
| M24x3 | 24.0 | 3,00 | 21,0 | 53/64 | 27,0 | 1-5 / 64 |
| M24x2 | 24,0 | 2,00 | 22,0 | 7/8 | 27,0 | 1-5 / 64 |
| M27x3 | 27,0 | 3,00 | 24,0 | 15/16 | 30,0 | 1-3 / 16 |
| M27x2 | 27.0 | 2,0 | 25,0 | 1 | 30,0 | 1-3 / 16 |
На маленьких экранах прокрутите в сторону следующие таблицы.
| Стол для сверления метчиков с трубной резьбой | |||||
| – | Американский стандарт | Британский стандарт | |||
| Номинальный OD | Резьба на дюйм | NPT | NPS | Резьба на дюйм | Размер сверла |
| 1/16 | 27 | D | 1/4 | 28 | G |
| 1/8 | 27 | R | S | 28 | 11/32 |
| 1/4 | 18 | 7/16 | 29/64 | 19 | 15/32 |
| 3/8 | 18 | 37/64 | 19/32 | 19 | 39/64 |
| 1/2 | 14 | 23/32 | 47/64 | 14 | 3/4 |
| 5/8 | – | – | – | 14 | 53/64 |
| 3/4 | 14 | 59/64 | 15/16 | 14 | 31/32 |
| 7/8 | – | – | – | 14 | 1-7 / 64 |
| 1 | 11.5 | 1-5 / 32 | 1-3 / 16 | 11 | 1-7 / 32 |
На маленьких экранах прокрутите в сторону следующие таблицы.
| Десятичные эквиваленты сверл размеров до 1-1 / 4 дюйма (31,75 мм) | |||
|---|---|---|---|
| Дробные Размеры сверл (дюймы) | Десятичный Эквивалент (дюймы) | Wire и Letter Drill Размеры | мм Сверло Размеры |
| .0059 | 97 | ,15 | |
| .0063 | 96 | ,16 | |
| .0067 | 95 | ,17 | |
| .0071 | 94 | ,18 | |
| .0075 | 93 | ,19 | |
| .0079 | 92 | ,20 | |
| .0083 | 91 | ,21 | |
| .0087 | 90 | ,22 | |
| .0091 | 89 | ,23 | |
| .0094 | 0,24 | ||
| .0095 | 88 | ||
| .0098 | 0,25 | ||
| .0100 | 87 | ||
| .0102 | ,26 | ||
| .0105 | 86 | ||
| .0106 | ,27 | ||
| . 0110 | 85 | ,28 | |
| .0114 | ,29 | ||
| .0115 | 84 | ||
| .0118 | .30 | ||
| .0120 | 83 | ||
| .0125 | 82 | ||
| 0,0126 | ,32 | ||
| . 0130 | 81 | ||
| .0134 | ,34 | ||
| .0135 | 80 | ||
| .0138 | ,35 | ||
| .0142 | ,36 | ||
| .0145 | 79 | ||
| . 0150 | 0,38 | ||
| 1/64 | .0156 | ||
| .0157 | .40 | ||
| . 0160 | 78 | ||
| .0165 | .42 | ||
| .0173 | ,44 | ||
| .0177 | .45 | ||
| . 0180 | 77 | ||
| .0181 | .46 | ||
| .0189 | ,48 | ||
| .0197 | 0,50 | ||
| .0200 | 76 | ||
| .0210 | 75 | ||
| 0,0217 | ,55 | ||
| .0225 | 74 | ||
| 0,0236 | 0,60 | ||
| .0240 | 73 | ||
| 0,0250 | 72 | ||
| .0256 | 0,65 | ||
| 0,0260 | 71 | ||
| .0276 | 0,70 | ||
| .0280 | 70 | ||
| .0292 | 69 | ||
| 0,0295 | ,75 | ||
| .0310 | 68 | ||
| 1/32 | 0,0312 | ||
| .0315 | 0,80 | ||
| 0,0320 | 67 | ||
| .0330 | 66 | ||
| 0,0335 | ,85 | ||
| .0350 | 65 | ||
| .0354 | 0,90 | ||
| .0360 | 64 | ||
| .0370 | 63 | ||
| .0374 | 0,95 | ||
| .0380 | 62 | ||
| .0390 | 61 | ||
| 0,0394 | 1,00 | ||
| .0400 | 60 | ||
| .0410 | 59 | ||
| .0413 | 1,05 | ||
| .0420 | 58 | ||
| .0430 | 57 | ||
| 0,0433 | 1,10 | ||
| .0453 | 1,15 | ||
| .0465 | 56 | ||
| 3/64 | .0469 | ||
| .0472 | 1,20 | ||
| .0492 | 1,25 | ||
| 0,0512 | 1,30 | ||
| .0520 | 55 | ||
| .0531 | 1,35 | ||
| .0550 | 54 | ||
| .0551 | 1,40 | ||
| .0571 | 1,45 | ||
| .0591 | 1,50 | ||
| .0595 | 53 | ||
| .0610 | 1,55 | ||
| 1/16 | .0625 | ||
| 0,0630 | 1,60 | ||
| .0635 | 52 | ||
| .0650 | 1,65 | ||
| .0669 | 1,70 | ||
| .0670 | 51 | ||
| .0689 | 1,75 | ||
| 0,0700 | 50 | ||
| .0709 | 1,80 | ||
| 0,0728 | 1,85 | ||
| .0730 | 49 | ||
| 0,0748 | 1,90 | ||
| .0760 | 48 | ||
| .0768 | 1,95 | ||
| 5/64 | .0781 | ||
| 0,0785 | 47 | ||
| .0787 | 2,00 | ||
| 0,0807 | 2,05 | ||
| .0810 | 46 | ||
| 0,0820 | 45 | ||
| .0827 | 2,10 | ||
| 0,0846 | 2,15 | ||
| .0860 | 44 | ||
| .0866 | 2,20 | ||
| .0886 | 2,25 | ||
| .0890 | 43 | ||
| .0906 | 2,30 | ||
| 0,0925 | 2,35 | ||
| .0935 | 42 | ||
| 3/32 | 0,0938 | ||
| .0945 | 2,40 | ||
| 0,0960 | 41 | ||
| .0965 | 2,45 | ||
| .0980 | 40 | ||
| .0984 | 2,50 | ||
| . 0995 | 39 | ||
| . 1015 | 38 | ||
| . 1024 | 2,60 | ||
| .1040 | 37 | ||
| . 1063 | 2,70 | ||
| . 1065 | 36 | ||
| . 1083 | 2,75 | ||
| 7/64 | . 1094 | ||
| .1100 | 35 | ||
| .1102 | 2,80 | ||
| . 1110 | 34 | ||
| .1130 | 33 | ||
| . 1142 | 2,90 | ||
| .1160 | 32 | ||
| . 1181 | 3,00 | ||
| .1200 | 31 | ||
| . 1220 | 3,10 | ||
| 1/8 | .1250 | ||
| .1260 | 3,20 | ||
| .1280 | 3,25 | ||
| .1285 | 30 | ||
| . 1299 | 3,30 | ||
| . 1339 | 3,40 | ||
| .1360 | 29 | ||
| . 1378 | 3,50 | ||
| .1405 | 28 | ||
| 9/64 | .1406 | ||
| .1417 | 3,60 | ||
| .1440 | 27 | ||
| . 1457 | 3,70 | ||
| . 1470 | 26 | ||
| . 1476 | 3,75 | ||
| . 1495 | 25 | ||
| .1496 | 3,80 | ||
| ,1520 | 24 | ||
| . 1535 | 3,90 | ||
| . 1540 | 23 | ||
| 5/32 | . 1562 | ||
| .1570 | 22 | ||
| . 1575 | 4,00 | ||
| . 1590 | 21 | ||
| .1610 | 20 | ||
| ,1614 | 4,10 | ||
| .1654 | 4,20 | ||
| ,1660 | 19 | ||
| .1673 | 4,25 | ||
| ,1693 | 4,30 | ||
| . 1695 | 18 | ||
| 11/64 | .1719 | ||
| . 1730 | 17 | ||
| . 1732 | 4,40 | ||
| . 1770 | 16 | ||
| . 1772 | 4,50 | ||
| .1800 | 15 | ||
| . 1811 | 4,60 | ||
| . 1820 | 14 | ||
| . 1850 | 13 | 4,70 | |
| . 1870 | 4,75 | ||
| 3/16 | .1875 | ||
| . 1890 | 12 | 4,80 | |
| . 1910 | 11 | ||
| . 1929 | 4,90 | ||
| . 1935 | 10 | ||
| .1960 | 9 | ||
| . 1969 | 5,00 | ||
| .1990 | 8 | ||
| .2008 | 5,10 | ||
| . 2010 | 7 | ||
| 13/64 | .2031 | ||
| . 2040 | 6 | ||
| . 2047 | 5,20 | ||
| . 2055 | 5 | ||
| . 2067 | 5,25 | ||
| .2087 | 5,30 | ||
| . 2090 | 4 | ||
| .2126 | 5,40 | ||
| ,2130 | 3 | ||
| .2165 | 5,50 | ||
| 7/32 | .2188 | ||
| . 2205 | 5,60 | ||
| . 2210 | 2 | ||
| .2244 | 5,70 | ||
| . 2264 | 5,75 | ||
| .2280 | 1 | ||
| . 2283 | 5,80 | ||
| .2323 | 5,90 | ||
| . 2340 | А | ||
| 15/64 | .2344 | ||
| .2362 | 6,00 | ||
| . 2380 | B | ||
| . 2402 | 6,10 | ||
| . 2420 | С | ||
| . 2441 | 6,20 | ||
| .2460 | D | ||
| . 2461 | 6,25 | ||
| . 2480 | 6,30 | ||
| 1/4 | 0,2500 | E | 6,35 |
| 0,2520 | 6.40 | ||
| .2559 | 6,50 | ||
| 0,2570 | F | ||
| . 2598 | 6,60 | ||
| . 2610 | G | ||
| ,2638 | 6,70 | ||
| 17/64 | .2656 | ||
| .2657 | 6,75 | ||
| 0,2660 | H | ||
| ,2677 | 6,80 | ||
| 0,2717 | 6,90 | ||
| .2720 | I | ||
| . 2756 | 7,00 | ||
| ,2770 | Дж | ||
| 0,2795 | 7,10 | ||
| ,2810 | К | ||
| 9/32 | .2812 | ||
| ,2835 | 7,20 | ||
| . 2854 | 7,25 | ||
| . 2874 | 7,30 | ||
| . 2900 | л | ||
| .2913 | 7,40 | ||
| . 2950 | M | ||
| ,2953 | 7,50 | ||
| 19/64 | . 2969 | ||
| . 2992 | 7,60 | ||
| .3020 | N | ||
| .3031 | 7,70 | ||
| .3051 | 7,75 | ||
| . 3071 | 7,80 | ||
| .3110 | 7,90 | ||
| 5/16 | .3125 | ||
| .3150 | 8,00 | ||
| ,3160 | O | ||
| .3189 | 8,10 | ||
| ,3228 | 8,20 | ||
| .3230 | P | ||
| ,3248 | 8,25 | ||
| . 3268 | 8,30 | ||
| 21/64 | . 3281 | ||
| .3307 | 8,40 | ||
| .3320 | Q | ||
| .3346 | 8,50 | ||
| .3386 | 8,60 | ||
| .3390 | R | ||
| ,3425 | 8,70 | ||
| 11/32 | .3438 | ||
| . 3445 | 8,75 | ||
| . 3465 | 8,80 | ||
| ,3480 | S | ||
| .3504 | 8,90 | ||
| .3543 | 9,0 | ||
| .3580 | т | ||
| .3583 | 9,10 | ||
| 23/64 | .3594 | ||
| ,3622 | 9,20 | ||
| .3642 | 9,25 | ||
| .3661 | 9,30 | ||
| 0,3680 | U | ||
| . 3701 | 9,40 | ||
| .3740 | 9,50 | ||
| 3/8 | .3750 | ||
| .3770 | В | ||
| ,3780 | 9,60 | ||
| 0,3819 | 9,70 | ||
| ,3839 | 9,75 | ||
| .3858 | 9,80 | ||
| ,3860 | Вт | ||
| 0,3898 | 9,90 | ||
| 25/64 | ,3906 | ||
| .3937 | 10,0 | ||
| .3970 | х | ||
| .4040 | Y | ||
| 13/32 | . 4062 | ||
| .4130 | Z | ||
| . 4134 | 10,5 | ||
| 27/64 | .4219 | ||
| . 4330 | 11,0 | ||
| 7/16 | . 4375 | ||
| . 4528 | 11,5 | ||
| 29/64 | . 4531 | ||
| 15/32 | .4668 | ||
| .4724 | 12,0 | ||
| 31/64 | . 4844 | ||
| .4921 | 12,5 | ||
| 1/2 | . 5000 | 12,7 | |
| .5118 | 13,0 | ||
| 33/64 | . 5156 | ||
| 17/32 | . 5312 | ||
| . 5315 | 13,5 | ||
| 35/64 | .5469 | ||
| .5512 | 14,0 | ||
| 9/16 | . 5625 | ||
| . 5709 | 14,5 | ||
| 37/64 | .5781 | ||
| . 5906 | 15,0 | ||
| 19/32 | .5938 | ||
| 39/64 | .6094 | ||
| .6102 | 15,5 | ||
| 5/8 | . 6250 | ||
| .6299 | 16,0 | ||
| 41/64 | .6406 | ||
| .6496 | 16,5 | ||
| 21/32 | . 6562 | ||
| .6693 | 17,0 | ||
| 43/64 | .6719 | ||
| 11/16 | .6875 | ||
| . 6890 | 17,5 | ||
| 45/64 | .7031 | ||
| .7087 | 18,0 | ||
| 23/32 | .7188 | ||
| .7283 | 18,5 | ||
| 47/64 | .7344 | ||
| ,7480 | 19,0 | ||
| 3/4 | .7500 | 19,05 | |
| 49/64 | . 7656 | ||
| .7677 | 19,5 | ||
| 25/32 | 0,7812 | ||
| .7874 | 20,0 | ||
| 51/64 | 0,7969 | ||
| .8071 | 20,5 | ||
| 13/16 | .8125 | ||
| .8268 | 21,0 | ||
| 53/64 | . 8281 | ||
| 27/32 | .8438 | ||
| .8465 | 21,5 | ||
| 55/64 | .8594 | ||
| . 8661 | 22,0 | ||
| 7/8 | .8750 | ||
| . 8858 | 22,5 | ||
| 57/64 | . 8906 | ||
| .9055 | 23,0 | ||
| 29/32 | .9062 | ||
| 59/64 | . 9219 | ||
| .9252 | 23,5 | ||
| 15/16 | 0,9375 | ||
| .9449 | 24,0 | ||
| 61/64 | . 9531 | ||
| .9646 | 24,5 | ||
| 31/32 | . 9688 | ||
| . 9843 | 25,0 | ||
| 63/64 | .9844 | ||
| 1 | 1,0000 | 25,4 | |
| 1,0039 | 25,5 | ||
| 1-1 / 64 | 1.0156 | ||
| 1.0236 | 26,0 | ||
| 1-1 / 32 | 1.0312 | ||
| 1.0433 | 26,5 | ||
| 1-3 / 64 | 1.0469 | ||
| 1–1 / 16 | 1.0625 | ||
| 1.0630 | 27,0 | ||
| 1-5 / 64 | 1.0781 | ||
| 1.0827 | 27,5 | ||
| 1-3 / 32 | 1.0938 | ||
| 1,1024 | 28,0 | ||
| 1-7 / 64 | 1,1094 | ||
| 1.1220 | 28,5 | ||
| 1–1 / 8 | 1,1250 | ||
| 1–9 / 64 | 1,1406 | ||
| 1,1417 | 29,0 | ||
| 1-5 / 32 | 1,1562 | ||
| 1.1614 | 29,5 | ||
| 1-11 / 64 | 1,1719 | ||
| 1,1811 | 30,0 | ||
| 1-3 / 16 | 1,1875 | ||
| 1,1910 | 30,25 | ||
| 1.2008 | 30,5 | ||
| 1-13 / 64 | 1,2031 | ||
| 1,2107 | 30,75 | ||
| 1-7 / 32 | 1,2188 | ||
| 1,2205 | 31,0 | ||
| 1.2304 | 31,25 | ||
| 1-15 / 64 | 1,2344 | ||
| 1,2402 | 31,5 | ||
| 1–1 / 4 | 1,2500 | 31,75 | |
| Инструмент Cheboygan Tool & Tap
Размер и состояние отверстия перед нарезанием резьбы напрямую влияют на успех операции нарезания резьбы и качество получаемой резьбы.Для достижения наилучшего результата отверстия должны быть гладкими и без заусенцев. Сверла должны быть острыми, чтобы они могли свободно резать. Это особенно важно при работе с твердыми материалами, такими как некоторые сплавы и нержавеющая сталь. Развертка перед нарезанием резьбы желательна во всех случаях и необходима для качественной работы, особенно в случае конической резьбы.
Часто размер отверстия перед нарезанием резьбы четко не указывается или во многих случаях указывается без должного учета факторов.Дезинформация по этому поводу может привести к очень высоким затратам на резьбу.
Спецификации резьбыАмериканской национальной и унифицированной резьбы предусматривают максимум 83 1/3% резьбы. Эти спецификации также обеспечивают минимальное значение, которое варьируется от примерно 53% до 75%, в зависимости от диаметра и шага резьбы. Однако на практике минимальный требуемый процент резьбы обычно определяется конструктивными требованиями используемой резьбы. Если длина резьбы в резьбовом отверстии очень мала, может потребоваться изготовление как минимум 75% или 80% резьбы для достижения требуемой прочности.Однако, если длина полученной резьбы в несколько раз больше диаметра, 50% или 60% резьбы обычно обеспечивают большую прочность, чем ответный винт. Затраты на нарезание резьбы растут очень быстро по мере увеличения процента резьбы, и указывать больший процент резьбы, чем это действительно необходимо, является неэкономичным. Чтобы обеспечить практическое нарезание резьбы, процент резьбы должен быть сведен к минимуму в случаях длинной резьбы длины, мелкого шага и малого диаметра.
Например, вполне практично изготавливать резьбу UNC 1/4 ″ -20 80% из листового металла толщиной 1/8 ″; однако было бы нецелесообразно производить такую процентную долю резьбы в отверстии с резьбой на глубину 1/2 дюйма.Резьба с очень мелким шагом трудно нарезать резьбы с высоким процентом даже в случае неглубоких отверстий.
Для наиболее экономичного нарезания резьбы процент получаемой резьбы всегда должен быть настолько низким, насколько это допустимо, а это означает, что используемое сверло для метчика должно быть самого большого диаметра, который позволяют спецификации. Незначительные диаметры для различных процентных долей американской национальной или унифицированной формы резьбы могут быть получены с использованием констант, показанных ниже. Однако следует помнить, что полученные значения являются второстепенными диаметрами, а не размерами сверла.
Малый диаметр / размер сверла / процент резьбы – таблица »
Хорошо известно, что сверла обычно производят отверстие большего диаметра, чем диаметр сверла, в зависимости от состояния сверла, точности заточки и т. Д., А также от материала, который должен просверливаться.
При нарезании резьбы по некоторым материалам, особенно с резьбой с мелким шагом, на вершине резьбы происходит раскрутка, так что фактический малый диаметр резьбы после нарезания резьбы меньше размера просверленного отверстия.По этой причине следует проверить малый диаметр резьбового отверстия, чтобы убедиться, что он находится в указанных пределах. Другими словами, может потребоваться поэкспериментировать с различными размерами сверл, чтобы найти точный размер, который является удовлетворительным.
Определение диаметра сверла для метчика – хорошая практика или микроменеджмент?
Помните, ребята, нам нужен допуск H7 (фото Боба Петерсона). Хорошо, что инженерам не нужно строить башни из слоновой кости, в которых они живут.В противном случае выживших инженеров могло быть гораздо меньше. Или, может быть, это было бы не так уж плохо… По крайней мере, так думают многие машинисты. Сейчас стало только хуже, когда инженеры в значительной степени взяли на себя процесс разработки.
Имея это в виду, давайте обсудим обозначение для отверстий с резьбой. В частности, должна ли выноска включать спецификацию сверла для метчика, используемого до приработки метчика, или это случай, когда инженеры делают это неправильно?
Против: не указывать процесс
Очевидный ответ на поставленный выше вопрос: «Конечно, нет.Прекратите пытаться управлять на микроуровне ». Рисунки обычно описывают то, что вы хотите, а не то, как машинист добивается этого. Если они хотят использовать армию обученных муравьев, чтобы пробурить вашу нору, это их прерогатива, при условии, что она будет соответствовать требованиям и по расписанию. Конечно, не все так просто…
Для: метчик устанавливает внутренний диаметр отверстия
Крепежный элемент с резьбой выполняет свою работу, создавая перекрытие между резьбой компонента с внешней резьбой (например, винта) и компонента с внутренней резьбой (например.грамм. резьбовое отверстие). Это резьбовое зацепление можно разбить на две составляющие: осевое резьбовое зацепление – насколько глубоко винт входит в резьбовое отверстие (или толщину гайки, если болт длиннее), и радиальное зацепление – перекрытие от места встречи резьбы по направлению к центр винта до места их встречи по направлению к внешнему диаметру. Мы сосредоточимся на зацеплении радиальной резьбы.
Резьбовое отверстие будет иметь некоторый большой диаметр, который во многом зависит от используемого метчика.Этот большой диаметр будет равен или немного больше наибольшего возможного диаметра застежки. Если бы внутренний диаметр отверстия был также примерно равен внутреннему диаметру крепежной детали, это дало бы вам почти 100% радиальное зацепление резьбы (зацепление по всей резьбе крепежной детали). Это здорово и все такое, но резьбу с почти 100% зацеплением резьбы нарезать почти невозможно. Кроме того, испытания показали, что 100% радиальное зацепление резьбы не дает значительного увеличения прочности соединения более чем на 60%.
В основном, чем больше внутренний диаметр вашего отверстия, тем легче простукивать, но тем слабее соединение. Обе зависимости не являются линейными, и крутящий момент, необходимый для нарастания резьбы, намного быстрее, чем прочность резьбы.
Внутренний диаметр резьбы формируется просверленным отверстием без материала внутри того места, где вы просверлили. Установка допустимого размера отверстия влияет на минимальную прочность соединения. Идентификатор – это «что», а не «как», и это дизайнерское решение. Поэтому имеет смысл указать его на чертеже.
Увеличенное изображение: идеальная форма резьбы усечена сверлом для метчика, что приводит к меньшему зацеплению резьбыПротив: стандарт охватывает
Стандарты резьбы, такие как ASME B1.1 (для унифицированной дюймовой резьбы), содержат много деталей. В эту деталь включены пределы допусков для ID резьбовых отверстий в зависимости от размера и класса. Существует даже коэффициент модификации, основанный на осевой глубине резьбового соединения. Основным критерием, используемым B1.1, является то, что резьбовой крепеж должен выйти из строя раньше, чем резьба в отверстии.
Для: Отсутствует информация
Отлично, у вас есть эталон, с его модификацией, основанной на зацеплении осевой резьбы. Глядя только на отверстие, как узнать, каким будет осевое зацепление? Строго говоря, нельзя. Вы можете догадаться, но вы не знаете . Нужно знать, какой длины застежка. Что-то нужно продолжить на чертеже.
Против: Нормальные ситуации – это нормально
Конечно, есть разрешение на нестандартное осевое зацепление.Но нормальных гильз соответствуют нормальным допускам в стандарте. Это явно указано в разделе 6.1 стандарта ASME B1.1:
.Основной метод обозначения винтовой резьбы используется там, где применяются стандартные допуски или пределы размера, основанные на стандартной длине зацепления
Для: Дополнительные стандарты
ASME Y14.6 (Изображение винтовой резьбы) бросает в дело два гаечных ключа.
Во-первых, в разделе 3.3.11, в нем указано, что полная глубина просверленного отверстия должна быть указана на чертеже. Кроме того, если на чертеже явно не указано, что он соответствует B1.1 или другому применимому стандарту, пределы размера отверстия также должны быть на чертеже.
Во-вторых, в разделе 3.2.1.7 предлагается, что часто целесообразно ограничить размер отверстия частью допустимой по стандарту, и в этом случае желаемые пределы размера отверстия должны быть указаны на чертеже.
Последнее слово?
В Справочнике по машинному оборудованию есть раздел «Контрольный список чертежей».Один из предлагаемых чеков гласит:
Указаны ли резьбовые отверстия в соответствии со спецификациями резьбовых отверстий и метчиков, чтобы избежать потенциальных ошибок при поиске?
Справочник явно выпадает из лагеря «для». Стандарты это позволяют, и для этого есть веские причины. Включение метчика также кажется стандартом де-факто для Solidworks и других программ САПР, которые я видел.
Предупреждения
Инженеры по микроменеджменту почти выиграли эту битву, но еще есть куда облажаться.Помните, что общие допуски применяются к всем размерам , если не указано иное. Если вы поставите пять знаков после запятой на диаметре сверла для метчика и глубине отверстия, вы заслуживаете каждого ругательства на своем пути. Лично мне нравится указывать самое крупное сверло для метчика, которое я могу принять, и указывать на него допуск MAX. Кроме того, если вы собираетесь использовать формованную, а не нарезанную резьбу, не забудьте соответствующим образом отрегулировать сверло для метчика, но также четко указывает, что вы делаете. У вас не обязательно получится сформированная резьба, если вы не проясните это, и использование сверла для сформированной резьбы не считается прояснением.
В целом неплохо понять, как выбранное сверло повлияет на прочность и сложность изготовления. В прочных, труднообрабатываемых материалах может оказаться целесообразным перейти к отверстию чуть большего размера.
Также читайте:
Таблица сверл для метчиков– Окончательная таблица в дюймах и метрических единицах (мм и дюймы)
Учебное пособие по мастеру создания отверстий Solidworks
Страница не найдена | OSG Tooling Australia
Опубликовано: 7 октября 2015 г.
OSG с радостью представляет нашу новую программу для генерации кода резьбового фрезерования ThreadPro.
Новый ThreadPro доступен на 12 различных языках и поддерживает восемь языков программирования ЧПУ. ссылка проверка. Программное обеспечение включает значение «RPRG» для сокращения времени наладки, обработки и достижения стабильного срока службы инструмента.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕРЕЙТИ НА СТРАНИЦУ ЗАГРУЗКИ
облачный сервер значения доменного имени
Опубликовано: 3 июля 2015 г.
OSG предлагает нашим дистрибьюторам возможность быть нашими гостями во время оплаченной * поездки в Японию.
Наслаждайтесь экскурсией по современным объектам OSG, посещением выставки JIMTOF с сопровождением, а также обзорными экскурсиями.
Эта удивительная поездка предлагается всем нашим качественным дистрибьюторам, которые соответствуют требованиям. Свяжитесь с вашим представителем OSG для получения более подробной информации.
* Действуют условия
Опубликовано: 2 февраля 2015 г.
OSG выпустила обновленный сводный каталог своих
лучший в мире инструмент для композитных материалов.
Щелкните изображение, чтобы просмотреть новую брошюру
Добавлено: 20 января 2015
Посетите OSG Australia на выставке Austech 2015 – главной австралийской выставке производства и станков.
Щелкните ниже, чтобы получить дополнительную информацию о Austech 2015
бесплатная проверка ссылки на облачный сервер доменного имени.
Опубликовано: 11 июля 2014 г.
OSG Australia может предложить еще больше преимуществ с нашими наборами метчиков серии VA и наборами концевых фрез HYPRO.
Выбирайте из множества конфигураций в соответствии с вашими потребностями.
Щелкните ЗДЕСЬ или на каждом изображении, чтобы просмотреть информацию о наборе.
Замбия. статистика интернет-безопасности. проверка ссылки на облачный сервер.
Опубликовано: 8 апреля 2014 г.
Наступил следующий уровень в таппинге, он называется A-TAP
.A-TAP – это новое поколение смесителей общего назначения премиум-класса.
Использование новейших технологий в материалах, геометрии и покрытии для ВЫПОЛНЕНИЯ ВСЕХ КОНКУРЕНТОВ в различных материалах.
В сочетании с широким диапазоном скоростей это действительно настоящий метчик общего назначения!
Мы в OSG приглашаем вас доказать обратное! НАЖМИТЕ ЗДЕСЬ, чтобы связаться с нами и ощутить разницу.
Опубликовано: 5 апреля 2014 г.
OSG Australia является гордым членом AMTIL, ведущей национальной организации, которая представляет интересы поставщиков и пользователей производственных технологий в австралийском секторе точного машиностроения и передового производства.
Нажмите ниже, чтобы открыть OSG в журнале AMT
РЕДАКЦИЯ:
2015: МАЙ – Предварительный просмотр Austech ИЮНЬ – Обработка композитов ИЮЛЬ – Обзор Austech
ДРУГОЕ:
2014
МАРТ АПРЕЛЬ МАЙ ИЮНЬ ИЮЛЬ АВГУСТ СЕНТЯБРЬ ОКТЯБРЬ НОЯБРЬ
2015
ФЕВРАЛЬ МАРТ АПРЕЛЬ МАЙ ИЮНЬ ИЮЛЬ АВГУСТ СЕНТЯБРЬ НОЯБРЬ
владелец домена облачный сервер
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||