Размеры шлифовальных кругов
На рынке современного инструментария особенно востребованы шлифовальные круги. С ними можно выполнять широкий спектр профессиональных задач. Абразивные круги различаются не только шлифовальным материалом и его зернистостью, но и размерами.
Особенности
Каждый шлифовальный круг используется на специальных станках. Его форма зависит от способа движения оборудования. Как правило, шлифовальные круги применяются, когда основное движение станка вращательное.
Поэтому в своем большинстве на рынке представлены шлифовальные круги:
- тарельчатые;
- цилиндрические;
- конические;
- плоские;
- плоские с коническим профилем.
Точность размеров шлифовальных кругов определяется тремя типами: АА; А; Б. В свою очередь, точность шлифовального круга определяется видом операции. Если в производственных цехах выполняется сравнительно простая операция по абразивной обработке, то используют круги класса В.
Размеры алмазных шлифовальных кругов
При выборе шлифовального круга одной из основных характеристик является его размер. Грамотный выбор шлифовального круга обеспечит успешное выполнение задачи в цеху. Поскольку алмазные круги актуальны для обработки как плоских, так и цилиндрических и конических плоскостей, то их размер должен подбираться с особой точностью.
На различных производствах используются шлифовальные круги разных размеров: от самых маленьких до крупногабаритных. На рынке можно подобрать миниатюрные шлифовальные круги, диаметр которых едва превышает 1 мм. С их помощью осуществляется шлифовка подшипников для высокоточных приборов.
Что касается крупногабаритных шлифовальных кругов, то они используются для шлифовки труб при прокладке магистралей и других масштабных задач. Шлифовальные круги средних размеров часто применяются для шлифовки стекла.
Шлифовальные круги средних размеров часто применяются для шлифовки стекла.
В повседневном быту мы постоянно видим предметы, отшлифованные алмазным кругом малого или среднего размера.
Чистота алмазной обработки прослеживается:
- в зеркалах;
- в линзах;
- в стеклянных деталях оптических приборов;
- в стеклянных деталях мебели.
Шлифование изделий из фарфора или хрусталя требует особого алмазного инструмента, который также отличается малыми размерами. Поскольку структура абразивного слоя является достаточно плотной, то одним кругом можно обработать кромку 20 000 автомобильных стекол.
Типоразмеры шлифовальных кругов представлены в таблице
Для популярных бытовых станков используются модели кругов с диаметром от 50 до 300 мм.
Абразивные круги – типы, назначение, характеристики
Металлическую заготовку прежде, чем она станет готовым изделием, очень часто обрабатывают с помощью абразивных шлифовальных кругов. Делается это для того, чтобы обеспечить высокую гладкость поверхности.
Некоторые разновидности абразивных кругов
Сфера применения абразивных шлифовальных кругов
Полирование каких-либо элементов не только делает их привлекательнее внешне, но и часто является необходимостью с технической точки зрения. В быту этому процессу часто подвергают элементы предметов интерьера, а в промышленном производстве – детали разнообразных машин, станков и прочих механизмов.
Для движущихся узлов полирование крайне важно: отдельные детали должны быть хорошо пригнаны и сглажены для минимизации трения. Стоит отметить, что шлифованию подвергаются самые разные материалы – металл, камень, пластик, древесина. Также абразивные круги активно используются в разнообразных заточных станках.
Шлифовальные абразивные круги могут отличаться формой, поскольку их применяют для различных целей. Помимо сглаживания поверхности металлические детали часто нуждаются в очистке от ржавчины. Реализовать эту задачу без специальных кругов почти невозможно. Посредством съемных насадок для шлифовальной машины можно выполнять выемки, пазы различной сложности в различных материалах, включая цветные металлы, поделочный камень, бетонные стены, мягкие сплавы.
Большой популярностью абразивные круги пользуются среди ювелиров, для которых полировка изделий из драгоценных металлов – основная часть работы. Мастера по обработке камня, работающие с поделочными минералами и полудрагоценными камнями, также используют указанный инструмент.
Шлифовальная насадка для дрели
Существуют специальные разновидности шлифовальных насадок, устанавливаемых на дрель. Они активно используются во время проведения ремонтных либо отделочных работ (например, для зачистки поверхности стен перед укладкой плитки либо нанесением штукатурных составов). Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Некоторые шлифовальные круги отлично справляются с удалением старой краски с сантехники, очисткой труб от коррозии и других схожих работ.
Типы шлифовальных кругов
Чтобы правильно произвести обработку детали, необходимо определить вид шлифования. Это позволит правильно выбрать абразивные насадки. Основными критериями выбора выступают материал обрабатываемой детали и характер воздействия на ее поверхность.
Так, шлифовальные круги с прямым или кольцевым профилем широко используются в быту и на малых станках для шлифования металлов, заточных операций, производимых их торцевой поверхностью. Актуальны эти круги при работе со стеклом, фарфором, камнем (здесь также можно использовать плоские насадки с одно- или двухсторонней выточкой, которые удобны и при осуществлении обдирочных работ).
Конический шлифовальный круг
К наиболее распространенным относятся конические круги, которые могут быть как двухсторонними, так и обычными. Они могут применяться для всех вышеперечисленных работ для обработки поверхности деталей плоскостью. Также с их помощью возможно выполнение выемок практически в любых материалах.
Также с их помощью возможно выполнение выемок практически в любых материалах.
Для обработки многих деталей оптимальными вариантами можно назвать шлифовальный чашечный круг и круг с тарельчатыми насадками (чаще всего они имеют цельнометаллические насадки и алмазное напыление). Чашечный круг напоминает инструмент прямого профиля с конической выточкой. Основное отличие заключается в том, что торец располагается под прямым углом к боковой плоскости.
Пример чашечных абразивных кругов
Ассортимент абразивных кругов по типу абразива достаточно широк. Помимо упомянутого ранее алмазного покрытия широко применяется электрокорунд. При помощи электрокорунда изготавливают цельные насадки. Чаще всего они не имеют основания и запрессованного сердечника.
Востребованы и круги, выполненные из карбида кремния. Последние подразделяются на два вида: черный и зеленый (насадки имеют соответствующий цвет). Зеленый при этом является более хрупким.
К высокопрочным абразивам относится эльбор.
Круг из электрокорунда
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.
Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Важно не забывать, что жесткая основа высокой твердости может приводить к перегреву шлифуемого металла и, соответственно, пережогу поверхности обрабатываемого элемента. Бакелитовые насадки лишены этого недостатка. Они гораздо мягче, поэтому очень слабо нагревают металл и способны самозатачиваться при обработке детали.
Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
Выбор шлифовального круга
Главное требование, выдвигаемое к абразивной насадке, касается ее твердости.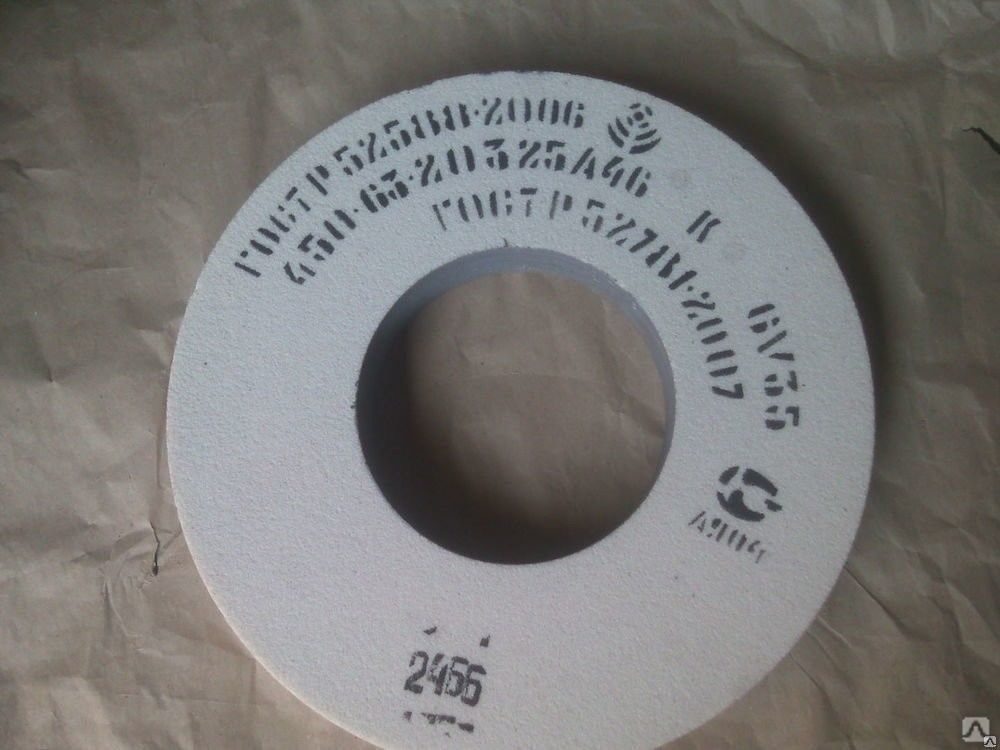 Твердость насадки обязательно должна быть выше твердости обрабатываемой детали. При этом нежелательно, чтобы данные параметры сильно отличались, иначе повышается вероятность перегрева обрабатываемой поверхности. Одним из самых важных критериев при подборе абразива считается также размер его зерна.
Твердость насадки обязательно должна быть выше твердости обрабатываемой детали. При этом нежелательно, чтобы данные параметры сильно отличались, иначе повышается вероятность перегрева обрабатываемой поверхности. Одним из самых важных критериев при подборе абразива считается также размер его зерна.
Крупные фракции керамических или резиновых кругов не подойдут для работы с мягкими материалами. Мелкие зерна подходят только для полировки. Зачастую мелкозернистые абразивы наносятся на отрезные диски и тарельчатые металлические насадки. Глянцевую поверхность может обеспечить фибровый круг. Если его насадка мягче обрабатываемой детали, результат обработки будет хорошим, но износ инструмента также будет очень сильным.
Фибровый шлифовальный круг
При обработке крупных поверхностей предпочтение нужно отдавать шлифовальным кругам большого диаметра: маленький круг сделает гораздо больше оборотов, поэтому изнашиваться он тоже будет быстрее. Тарельчатые, чашечные шлифовальные круги выбираются по аналогичному принципу. Например, для огранки небольших по размеру поделочных камней достаточно насадки с небольшим диаметром, для обработки мраморных плит внушительных размеров потребуется чашечный цилиндрический круг с большим диаметром.
Например, для огранки небольших по размеру поделочных камней достаточно насадки с небольшим диаметром, для обработки мраморных плит внушительных размеров потребуется чашечный цилиндрический круг с большим диаметром.
Размеры шлифовальных кругов, мм – Энциклопедия по машиностроению XXL
Размеры шлифовальных кругов, мм (по ГОСТ 2424—67) [c.396]Поперечная подача шлифовальной бабки за каждый ход стола (бесступенчатое регулирование), мм Вертикальная подача шлифовального круга, мм Размеры шлифовального круга, мм [c.27]
Размеры шлифовальных кругов, мм (по ГОСТу 2424-59) [c.347]
Размеры шлифовального круга, мм……. [c.96]
Наибольший диаметр обработки, мм Минимальный диаметр при шлифовании на проход, мм Минимальный диаметр при врезном шлифовании, мм Максимальная длина изделия для шлифования на проход, мм Максимальная длина изделия при врезном шлифовании, мм Размеры шлифовального круга, мм диаметр высота до Максимальная скорость резания, м1с
[c. 91]
91]
Размеры шлифовального круга, мм Плоское шлифование периферией круга Плоское шлифование торцом круга [c.275]
Т а б л. 3.3, Размеры канавки для выхода шлифовального круга, мм [c.62]
Вид шлифования Размеры шлифовальных кругов в мм Принятые периоды стойкости в мин. [c.123]
X X О X n X X S X СП X X s Размеры шлифовального круга в мм [c.526]
Шпиндели шлифовального круга (фиг. 105,109). Размер передней шейки шпинделя принимается равным 20—40 мм в зависимости от размера шлифовального круга. [c.600]
Размеры шлифовальных сегментов, мм Частота вращения шлифовального круга, мин [c.27]
Наименование станка Модель Диаметр шлифовального круга, мм Частота вращения шпинделя, мин Мощ- ность электро- двигате- ля, кВт Габаритные размеры станка (Ьу В хН), мм Масса станка, кг Назначение станка
[c. 670]
670]
Модель Наибольший диаметр шлифовального круга, мм Частота вращения шпинделя, 1/мин Мощность на шпинделе, кВт Расход сжатого воздуха, мЗ/мин Габаритные размеры, мм Масса (без шлифовального круга), кг [c.325]
Мощность привода вращения заготовки изделия, кВт Диаметр шлифовального круга, мм Частота вращения шлифовального круга, об/мин Мощность привода вращения круга, кВт Габаритные размеры, мм Масса, кг [c.340]
Точильно-шлифовальные станки (точила) —это наиболее простые заточные станки, применяемые для заточки инструмента вручную, а также для зачистки деталей. Для качественного выполнения этих операций используют несложные приспособления. Станки в зависимости от назначения разделяют по размерам шлифовальных кругов на 3 группы малые станки с кругами диаметром 100—175 мм, применяемые для заточки мелкого инструмента в часовой и приборостроительной промышленности средние станки с кругами диаметром 200—350 мм, применяемые в машиностроении для заточки основных типов резцов крупные станки с кругами диаметром 400 мм и более, используемые как обдирочно-зачистные. [c.60]
[c.60]
Размеры шлифовального круга в ММ-. диаметр……… 350 350 500 175/500 175/500 [c.205]
Наибольший диаметр и длина шлифуемой поверхности 200 X 700 мм. Мощность двигателя шлифовальной бабки — 7 кВт к. п. д. станка = 0,8. Частота вращения обрабатываемой заготовки (об/мин) 63—400 (регулируются бесступенчато). Частота вращения шлифовального круга (об/мин) 1112 и 1272. Скорости продольного хода стола 0,1—6 м/мин (регулируются бесступенчато). Периодическая поперечная подача шлифовального круга (мм/ход стола) 0,0025 0,005 0,0075 0,01 0,0125 0,015 0,0175 0,02 0,0225 0,025 0,0275 0,03 0,0325 0,035 0,0375 0,04 0,0425 0,045 0,0375 0,05. Непрерывная подача для врезного шлифования 0,1—2 мм/мин (0,0005—0,01 мм/об). Размеры шлифовального круга (нового) D = 600 мм = 63 мм. [c.283]
Размеры шлифовального круга (нового) Dk = 450 мм Вц = 63 мм.
 [c.284]
[c.284]Наибольший размер шлифовального круга в мм………………………………80 х 6 [c.74]
Вертикальная г ола-ча шлифавапьных бабок, мм/мин Размеры шлифовального круга, мм Размеры шлифовал ь н ы к с ei М е НТО а. мм [c.29]
Модель Размеры шлифовального круга, мм Диаметр внутреннего от-,верстия в шлифовальном круге, мм Зерни- стость шлифо- вального круга Окружная скорость шлифовального круга, м/с Мощность электродвигателя, кВт Частота вращения электро- двнгате- теля, МИН Расстояние между шлифовальными кругами, мм Габаритные размеры, мм Масса, кг [c.545]
Размер шлифовального круга на станке мод. RB-1A ПП 125 X + Я + 32, где высота круга Н = 4—8 мм в зависимости от диаметра обработки сверла на станке мод. RB-2A ПП 200 X Я X 76, где Я = 8 и 10 мм. Материал кругов 24А 10—16Н СТ1 БЗ Ю м/с 1 кл, В (ТУ 2 036-2—73). Режим обработки г ред = 50 м/с s = 700Hh 800 мм/мин. Шработку ведут с охлаждением при давлении 8 кгс/см, охлаждающая жидкость масло индустриальное 12 с добавкой 15—20% масла марки НГ-203В. Шероховатость обработанной поверхности в пределах Ra 1,25—0,63. Измерительный инструмент гладкий микрометр О—25 мм по ГОСТ 6507—60.
[c.63]
Шероховатость обработанной поверхности в пределах Ra 1,25—0,63. Измерительный инструмент гладкий микрометр О—25 мм по ГОСТ 6507—60.
[c.63]
Универсальный бесцентрово-шлифовальный станок ЗМ182 служит для наружного шлифования деталей с цилиндрическими, коническими и фасонными поверхностями. Шлифование деталей можно производить со сквозной продольной подачей, врезанием и до упора. Диаметр шлифуемых деталей 0,8—25 мм наибольшая длина при сквозном шлифовании 170 мм, при врезном 95 мм размеры шлифовального круга 350×100 мм, ведущего круга 250×100 мм частота вращения ведущего круга 11—150 мин” (бесступенчатое регулирование) скорость шлифования 35,50 м/с мощность электродвигателей шлифовального круга 7,5 кВт, ведущего круга 0,85 кВт [c.254]
Техническая характеристика. Размеры рабочей поверхности стола 500Х(1600 — 4000) мм размеры шлифовального круга 500X100 мм частота вращения круга 1470 мин наибольшее поперечное переме- [c.258]
MoA Jrb Наибольгиий диаметр шлифовального круга, мм Частота вращения шпинделя, 1/мин Потребляемая мощность, кВт Напряжение питающей сети, В Частота тока, Гц Габаритные размеры, мм Масса (без кабеля и круга), кг
[c. 324]
324]
Марка Длина в мм Вес в кГ Расход воздуха в мУмин Мощность в л. с. Число об/мин. при холостом ходе Число об/мин. при работе Максимальный размер шлифовального круга в мм Диаметр круга в мм [c.103]
Количество шлифовальных кругов (в шт.). . 2 Размеры шлифовального круга (в мм). . . 150×22 Число оборотов шпинделя в минуту. … 2 800 [c.265]
Частота вращения обрабатываемой заготовки (об/мин) 85—600 (регулируются бесступенчато). Частота вращения шлифовального круга (об/мин) 4500 5350 6100 6650 7350 8350 9800 И, 150 13 100 14 800. Скорость продольного хода шлифовальной бабки (м/мин) 1,5—8 (регулируется бессту-пенчато). Поперечные подачи шлифовального круга (мм/ход) 0,001 0,002 0,003 0,004. Наибольшие размеры шлифовального круга Ок = 150 мм Вк = = 63 мм. [c.283]
Наибольший диаметр шлифуемого изделия, мм 20 Размеры шлифовального круга (диаметрХширинаХдиаметр [c.90]
описание, назначение, маркировка и зернистость
Специалисты в разных сферах применяют такие рабочие инструменты, как наждак или электрический станок, который оборудуется специальными шлифовальными кругами. На рынке, в интернет-магазинах или в строительных гипермаркетах в продаже всегда имеются различные шлифовальные инструменты – это могут быть абразивные круги малого диаметра или большого размера, заточные круги и т.д. Для того чтобы приобрести необходимый абразивный круг, следует разобраться в их классификации.
На рынке, в интернет-магазинах или в строительных гипермаркетах в продаже всегда имеются различные шлифовальные инструменты – это могут быть абразивные круги малого диаметра или большого размера, заточные круги и т.д. Для того чтобы приобрести необходимый абразивный круг, следует разобраться в их классификации.
Маркировка шлифовальных кругов малого диаметра
Шлифовальные круги для станков можно применять для различных работ. С помощью такого инструмента можно заточить или отшлифовать поверхность детали или изделия. Некоторые из них отлично снимают краску, ржавчину с металлических поверхностей, другие шлифовальные круги помогают заточить ножи и пилы. Особые круги предназначены для финишного этапа обработки материала. Чтобы выбрать подходящий шлифовальный инструмент высокого качества, следует распознавать условные обозначения и маркировку, которую производитель указывает либо на упаковке, либо на изделии.
- Размер круга. Этот параметр обычно указывается в названии и повторно размещается на упаковке шлифовального инструмента.
 Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.
Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга. - Скорость вращения. Этот параметр зависит от прочности круга. Он должен выдерживать ту высокую скорость, которую задает станок. Обычно максимально допустимая скорость вращения указывается в миллисекундах или оборотах в минуту.
- Форма. Это важный пункт, потому как от формы инструмента будет зависеть характер работы. Прямой профиль позволит выправить лезвия ножей, конический профиль круга поможет в работе с пильными цепями и дисками и т.д. Маркировка формы может обозначаться как числами, так и буквами с числами. Ниже приводится таблица, по которой можно определить тип круга:
 Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.
Если указано «шлифовальный круг 175х20х32 мм», это означает наружный диаметр, высоту и внутренний диаметр круга.|
Описание круга |
Обозначение |
|
|
ГОСТ 2424-83 |
ГОСТ Р 2424 |
|
|
С прямым профилем |
ПП |
1 |
|
Кольцевой |
К |
2 |
|
С коническим профилем |
3П |
3 |
|
С двусторонним коническим профилем |
2П |
4 |
|
С выточкой |
ПВ |
5 |
|
Чашечный цилиндрический |
ЧЦ |
6 |
|
С двусторонней выточкой |
ПВД |
7 |
|
С двусторонней выточкой и ступицей |
ПВДС |
10 |
|
Чашечный конический |
ЧК |
11 |
|
Тарельчатый |
Т |
12 |
|
1Т |
14 |
|
|
С конической выточкой |
ПВК |
23 |
|
С двусторонней конической выточкой |
ПВДК |
26 |
|
С запрессованными крепежными элементами |
ПН |
36 |
Абразив и зернистость на шлифовальных кругах
Абразив, из которого состоит шлифовальный круг, является мелким остроконечным зерном, от частиц которого будет зависеть финальный вид поверхности, будет она ровной и гладкой или шероховатой.
Существуют такие виды зерна абразива:
|
Вид абразива |
Свойства |
Применение |
|
Алмаз |
Износостойкий и твердый материал, возгорается при 800 градусов по Цельсию. |
Чистовая шлифовка, доведение до идеальной поверхности чугуна, керамики и стекла. |
|
Эльбор |
Твердый, более термостойкий, нежели алмаз. |
Справится с труднообрабатываемыми сплавами. |
|
Электрокорунд |
Имеет хорошее сцепление со связкой, термостойкий. |
Используя такой круг, можно обработать изделия из железа, стали, чугуна. |
|
Карбид кремния |
Твердость больше, чем у электрокорунда, однако сцепление со связкой плохое, зерна продолговатые. |
Предполагает шлифовку высокотвердых и хрупких материалов, к примеру, фарфора, стекла, чугуна, керамики и гранита. |

Каждый материал имеет свою маркировку, поэтому тот или иной круг проявит себя в работе по-разному. Существует такая маркировка абразивов круга:
|
Алмаз |
АС2, АС4, АС6, АС32 и АС50, АРБ1, АРК4, АРС3. |
|
Эльбор |
CNB, КНБ. |
|
Карбид кремния зеленый |
62, 63 и 64С. |
|
Карбид кремния черный |
52-55С. |
|
Электрокорунд нормальный |
12-16А,W. |
|
Электрокорунд белый |
22-25А, WА. |
|
Электрокорунд хромистый |
32-34А. |
|
Электрокорунд титанистый |
37А. |

Зернистость абразивных инструментов измеряется в микронах. Чем однороднее будут зерна, тем качественнее произведется обработка. Учитывая два ГОСТа, советский и современный, параметры могут обозначаться цифрой или буквой с числом. Если зернистость по старому ГОСТу указана с числовым показателем 40, то она составит 400 мкм. По новому ГОСТу на однородность зерна указывает английская буква F и соответствующее число. Чем больше число, тем меньше частицы зерна.
Твердость и структура
Степень твердости указывает на способность связки и говорит об износоустойчивости круга. Ниже приведены обозначения, соответствующие старому и новому ГОСТу:
|
Твердость |
ГОСТ 19202-80 |
52587-2006 |
|
Весьма мягкий |
ВМ с числовым обозначением 1 и 2 |
FG |
|
Мягкий |
М1, 2 и 3 |
H, I, J |
|
Среднемягкий |
СМ1, 2 |
K, L |
|
Средний |
С1, 2 |
M, N |
|
Среднетвердый |
СТ1, 2, 3 |
O, P, Q |
|
Твердый |
Т1, 2 |
R, S |
|
Весьма твердый |
ВТ |
T, U |
|
Чрезвычайно твердый |
ЧТ |
V, W, X, Y, Z |
Часто люди приобретают круги средней твердости и любого диаметра, однако выбор инструмента должен зависеть от оборудования и материала, который следует обработать.
Структура абразивного круга может быть плотной (1,2,3,4), средней (5, 6, 7), открытой (8, 9, 10) и высокопористой (11, 12). Кругами с показателями 1, 2, 3 и 4 можно обрабатывать твердые материалы, используя круги 11 и 12, можно обработать цветные металлы и другие сплавы.
Связка, классы точности и неуравновешенности
Класс точности абразивного круга обозначается буквами А, Б, АА. Первый вид кругов используется на крупных предприятиях или в цехах, второй можно применять для бытовых и полупрофессиональных электрических станков, класс AA предназначен для многорукавных станков или автоматизированных линий.
Класс неуравновешенности относится к классу точности, то есть буквенному показателю АА присваивается класс неуравновешенности 1; A – 1, 2; Б – 2, 3, 4. К первому классу относят наиболее уравновешенные абразивные круги.
Основные виды связки для шлифовального инструмента – бакелитовая, керамическая и вулканитовая:
- Керамическая связка износостойкая, прочно держит зерно, однако может прижигать материал. Применяется для шлифования или хонингования, финишной обработки изделий из стали.
- Эластичная бакелитовая связка имеет пониженное теплообразование, быстро изнашивается. Подходит для хонингования, полировки, тонкого шлифования.
- Вулканитовая связка обладает высокой полирующей способностью, устойчива к щелочным охлаждающим составам. Такие круги подходят для профильного шлифования и полировки.
 Применяется для шлифования или хонингования, финишной обработки изделий из стали.
Применяется для шлифования или хонингования, финишной обработки изделий из стали.На кругах имеются и другие поясняющие обозначения.
Шлифовальные круги малого диаметра
Абразивные круги малого размера позволяют человеку легко, быстро и качественно выполнить шлифовальные работы. Такой круг может обрабатывать материалы минерального или синтетического происхождения, а также металл. Подобные абразивные круги позволяют развить высокую скорость во время обработки, что улучшает качество готовой поверхности.
Маленькие абразивные круги, в отличие от больших, подходят для зачистки поверхностей или сварочного шва. Обычно круги устанавливают на угловые пневматические инструменты. Круги небольших диаметров выпускаются с размерами 25, 38, 50, 76 мм.
Обычно круги устанавливают на угловые пневматические инструменты. Круги небольших диаметров выпускаются с размерами 25, 38, 50, 76 мм.
К преимуществам таких кругов относят высокую скорость работы, они подходят для различных по форме поверхностей. Выбирать абразивный круг следует по многим параметрам: что будет обрабатываться, из какого материала поверхность, с каким оборудованием предстоит работать. Все эти моменты следует учитывать при покупке абразивных кругов.
Посмотрите также:
Маркировка абразивных кругов: расшифровка, размеры
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
 youtube.com/embed/7ul9bG7yRhs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/7ul9bG7yRhs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов
Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Роль связок
Помимо самого режущего вещества имеет значение также способ, при помощи которого оно образует абразивную массу. ГОСТ допускает применять в качестве связок бакелит или керамику. Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Бакелитовый вариант хорош своей более высокой плотностью, поэтому круг отличается повышенной массой, пригоден для работ по металлу, но с ограниченной окружной скоростью вращения (особенно, если используется ручная шлифовальная машина). Применение керамики делает шлифовальный круг более лёгким, соответственно возрастает допустимая скорость его вращения на станке. Однако абразивная стойкость, а также твёрдость круга с керамикой снижаются.
Связкой определяется также способ крепления с основой корпуса. Например, плёночное крепление пригодно для керамических связок, но не годится для бакелитовых.
Особый вид связки представляет фибра. Такая основа используется при так называемом «холодном» шлифовании металла на станке или машинке, когда производится зачистка поверхности из нержавеющей стали или зоны сварного шва. При этом обрабатываемый материал практически не нагревается, поскольку глубина шлифовальной зоны – незначительная (процесс фактически ближе к полированию). Маркировка производится в соответствии с нормами ГОСТ Р 51967.
Ограниченно используются и остальные виды связок – из различных эпоксидных композиций, магнезита, фарфора.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Маркировка шлифовальных кругов
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива.
Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Практически каждый производитель по-разному маркирует свои круги.
Так, полная маркировка разновидностей шлифовальных кругов содержит:
- тип круга;
- шлифовальный материал;
- размеры диска;
- степень твердости;
- размер зерна;
- структуру;
- связующее вещество;
- максимальную скорость вращения;
- класс точности;
- класс неуравновешенности.

Расшифровка маркировки
Если диски планируется применять в быту для выполнения простых задач, уметь расшифровывать маркировку необязательно. Достаточно лишь знать народные название разных видов.
Чаще всего можно встретить такую классификацию:
- Диски с липучкой – отличаются нанесением плотной, прочной ткани на бумагу. Очень распространены из-за низкой стоимости, но не отличаются долговечностью.
- Фибровые диски – производиться из бумаги, которая имеет множество слоев, в центре которой установлено крепление в виде опорной тарелки.
- Лепестковые круги – отличается особой структурой, отдельные сегменты налаживаются друг на друга, образовывая эффект веера. Основное назначение — это создание идеально ровной поверхности. Обычно применяются для постобработки.
- Алмазные диски – используются для финишной обработки и доводки материалов.
Но не всегда универсальные наждаки подходят. Иногда требуется высокая прочность, иногда наоборот, нужен мягкий абразив, которые будет стираться в процессе обработки. Для полировки часто нужен гибкий круг, который сможет приобрести форму округло поверхности.
Для полировки часто нужен гибкий круг, который сможет приобрести форму округло поверхности.
Даже если требуется подобрать круг только определенного типа, помочь разобраться с обозначениями, указанными производителем, могут консультанты в специализированных магазинах, а также можно разобраться самостоятельно, просто изучив инструкцию, приложенную производителем.
Стоит отметить, иностранные производители могут придерживаться других принципов маркировки, и обозначать круги с помощью латинских букв и особых аббревиатур.
На производствах выбором дисков должен заниматься только технолог или инженер. Это обусловлено тем, что ошибочно подобранный диск может разлететься в процессе работы, повредив обрабатываемую поверхность. Также отдельные сегменты могут навредить работникам. Даже если круг практически полностью подходит, это не значит, что с его помощью получиться добиться желаемого результат. Даже малейшая неточность обработки может негативно повлиять на качество изделия.
Также отдельные сегменты могут навредить работникам. Даже если круг практически полностью подходит, это не значит, что с его помощью получиться добиться желаемого результат. Даже малейшая неточность обработки может негативно повлиять на качество изделия.
Класс неустойчивости
Класс точности имеет три значения: АА, А и Б. Первый тип применяют для работ на станках, автоматических линиях. Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей.
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Зачастую маркировка классов точности и неустойчивости указаны рядом.
Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3.
Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов.
Связующие вещества
Абразивные зерна после сортировки по размерам соединяются в единую прочную массу для образования шлифовального круга определенной формы посредством связующего вещества.
Связующие вещества делятся на неорганические и органические. К неорганическим относят керамическую, силикатную и магнезиальную связку, к органическим — бакелитовую и вулканитовую.
Керамическая связка представляет собой огнеупорную глину и полевой шпат. Смесь из связки и абразивного зерна прессуется или отливается. Литые круги более хрупки и пористы, чем прессованные. Различная твердость кругов достигается путем подбора состава связки, а различная пористость — режимами прессования.
Керамическая связка устойчива при высоких температурах, обладает большой химической стойкостью, а потому допускает при шлифовании применение различных охлаждающих и смазывающих жидкостей. На керамической связке изготовляют шлифовальные круги из электрокорунда нормального, электрокорунда белого, карбида кремния черного и зеленого.
Керамическая связка допускает скорость круга до 50 м/сек. Тонкие круги на керамической связке не могут воспринимать боковых нагрузок.
Силикатная связка состоит из жидкого стекла. Эта связка не дает прочного закрепления зерен в круге, так как жидкое стекло слабо сцепляется с абразивными зернами. Круги на силикатной связке применяются, когда обработка детали ведется без охлаждения и в то же время обрабатываемая поверхность детали не должна перегреваться. При нагреве связка легко освобождает затупившиеся зерна с поверхности круга, при этом вводятся в работу новые острые зерна.
Магнезиальная связка представляет собой каустический магнезит и хлористый магний (цемент Сореля). Применяется для изготовления кругов из наждака и естественного корунда.
Круги на магнезиальной связке неоднородны, быстро и неравномерно изнашиваются, т. е. имеют малую стойкость. Они очень чувствительны к сырости, под действием которой разрушаются, а также к повышенным температурам.
Бакелитовая связка состоит из бакелитовой смолы в виде порошка или бакелитового лака. Это наиболее распространенная из органических связок.
Это наиболее распространенная из органических связок.
Круги на бакелитовой связке изготовляют из всех абразивных материалов. Они обладают высокой прочностью и упругостью, устойчивы при высоких температурах, но пористость их ниже, чем у кругов на керамической связке.
Круги на бакелитовой связке работают при скоростях 35—70 м/сек. Эта связка позволяет изготовлять круги для отрезных работ толщиной (высотой) до 0,18 мм.
При тяжелых работах, где температура резания достигает более 300°, связка быстро выгорает, а зерна выкрашиваются. Под действием щелочных жидкостей бакелитовая связка частично разрушается, а потому применение охлаждающих жидкостей с содержанием соды более 1,5% не рекомендуется.
Вулканитовая связка представляет в своей основе каучук. Для изготовления кругов абразивный материал смешивают с каучуком, а также серой и другими компонентами в малых количествах. В специальных формах под прессом производят вулканизацию абразивной смеси, при этом каучук становится твердым и эластичным. При температуре выше 150° каучук размягчается и начинает выгорать.
При температуре выше 150° каучук размягчается и начинает выгорать.
Вулканитовые круги прочны и эластичны, что позволяет использовать их для прорезных и отрезных работ. Они обладают хорошей полирующей способностью и допускают работу со щелочными охлаждающими жидкостями. При шлифовании высокоуглеродистых сталей во избежание прижогов и трещин применяют круги на бакелитовой и вулканитовой связках. Круги на вулканитовой связке более упруги, чем на бакелитовой, но их пористость меньше.
В настоящее время абразивные заводы освоили выпуск кругов с тканевыми прокладками. Абразивный порошок смешивается с бакелитовой смолой и помещается в пресс-форму между слоями ткани. При сжатии пресс-формы и нагреве получают монолитные абразивные круги, упрочненные прокладками. Такие круги обладают большой прочностью и позволяют работать со скоростью 70 м/сек.
Шлифовальные заточные круги
Заточные станки сегодня повсеместно используются для заточки любого вида металлических и стальных инструментов: от зенкеров, топоров, ножей до сверл и цепей. Несмотря на более чем столетнюю историю развития данного станка и усовершенствование технологии, главным элементом электроточила, который напрямую влияет на эффективность станка – это шлифовальные круги заточные абразивные. На нашем сайте вы можете обнаружить большой перечень заточных кругов, часть из которых представлены на таблице:
Несмотря на более чем столетнюю историю развития данного станка и усовершенствование технологии, главным элементом электроточила, который напрямую влияет на эффективность станка – это шлифовальные круги заточные абразивные. На нашем сайте вы можете обнаружить большой перечень заточных кругов, часть из которых представлены на таблице:
| Артикул | Наименование | Особенности |
| 1801.004 | Круг шлифовальный к станкам для заточки цепей Т-108/85, Т-108/85М | Изготовлен из корунда в связке с керамикой, что дает ему большие прочностные характеристики. |
| 1801 001 | Круг шлифовальный прямого профиля 150X20X32 мм для Т-150-200/250 (А36) | Благодаря мелкому зерну, может производить чистую доводку обрабатываемой поверхности |
| 2181912502501 | Круг шлифовальный прямого профиля 125*16*32 (С25) для Т-125/120 | Многофункциональный круг предназначенный как для заточки режущих поверхностей, так и для металлических поверхностей. |
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки. Как правило, имеют небольшую прочность.
Размер абразивных дисков
Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм.
Читать также: Отопление частного дома электричеством своими руками
Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Памятка при выборе абразивных кругов:
- При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость.
- Чем больше диаметр, тем меньше удельный износ круга. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Так, в работе они изнашиваются неравномерно.
- При выборе алмазного круга следует учитывать ширину алмазоносного слоя. При неправильном использовании на поверхности круга могут появиться уступы.
 При неправильном использовании на поверхности круга могут появиться уступы.
При неправильном использовании на поверхности круга могут появиться уступы.Выбор абразивного круга
Для правильного выбора абразивного инструмента необходимо хорошо знать возможности точильного станка – мощность, рабочие обороты, возможность их регулировки. Также, для различных видов обрабатываемой поверхности следует подбирать соответствующий тип наждака.
ВАЖНО! Нельзя использовать тот шлифовальный круг, который окажется «под рукой». Всегда проверяйте соответствие наждака обрабатываемому материалу
Также необходимо знать, требуется ли для работы охлаждение и смазка рабочей поверхности шлифовального круга. При невыполнении требований производителя абразива, можно быстро вывести из строя сам наждачный круг и испортить обрабатываемую деталь
Важно правильно подобрать зернистость абразивного круга
Популярное: Все о характеристиках строительного фена: рейтинг лучших моделей
Обработку поверхности следует начинать с крупного зерна, постепенно переходя к тонкой полировке мелкозернистым наждаком. Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Правильным подбором инструмента, можно добиться высокого качества обработки, даже не будучи профессионалом.
Обратите внимание
Изношенные круги не следует сразу отправлять в утиль, существуют специальные инструменты для правки и восстановления поверхности абразива.
- Для обработки металлов, не относящихся к твердосплавным, композитных материалов, а также для заточки домашнего режущего инструмента подойдут электрокорундовые круги. Для удобства выбора они бывают белого, оранжевого или синего цвета. Малая твердость абразива в сочетании с невысокой прочностью связки, позволяет работать с мягкими материалами, не опасаясь их перегрева и окаливания.
Качество полировки и заточки высокое. Применяются для финишной обработки материалов. К недостаткам можно отнести быстрый износ и потерю формы поверхности при неравномерном использовании (появление канавок, скругление углов).
- Для первичной (черновой) обработки, снятия неровностей, обработки сварных швов и заточки инструмента из твердых сплавов применяются абразивные круги из карбида кремния. Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму.
При работе с твердыми материалами на них не образуется выработка в виде канавок. Идеально подходят для заточки рабочих твердосплавных зубьев дисковых пил, свёрел, в том числе и победитовых насадок. Недостаток таких кругов – высокий нагрев при работе. В некоторых случаях приходится подавать в область работ охлаждающую эмульсию.
- Для финишной полировки, устранения заусенцев от работы с корундовыми и карбидо-кремниевыми наждаками, применяются абразивные круги на вулканитовой основе. Фактически, это не наждак – а полировальный диск, более жесткий, чем войлочный. Изготавливается из вулканизированного каучука с добавлением мелкозернистого абразива. Как правило – электрокорундового песка. Инструмент специфический, для изменения формы заготовки не пригоден. Но с его помощью можно идеально разгладить обрабатываемую поверхность. После обработки вулканитовым кругом, улучшить качество поверхности можно разве что с помощью войлока и пасты ГОИ.
 Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму.
Они имеют выраженный зеленый цвет. Такие абразивы износоустойчивы, хорошо держат первоначальную форму.
Как выбрать шлифовальный круг, обзор маркировок — видео
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
| Тип АМ | Технические характеристики | Где используется |
| Алмаз | Отличается повышенной износостойкостью, горит при температурном режиме в 800 градусов | Отлично подходит для чистового шлифования, доводки материалов, отличающихся повышенной хрупкостью и твердостью |
| Эльбор | Имеет такие же характеристики, как и алмаз. Но есть одна особенность – более усиленная устойчивость к повышенному температурному режиму | Широко применяется для обработки труднодоступных материалов, включая высоколегированные стали и сплавы, подходит для заточки лезвий, изготовленных из быстрорежущей стали |
| Электрокорунд | Синтетический материал. Отличается хорошей адгезией с шлифовочным диском и связующим элементом Отличается хорошей адгезией с шлифовочным диском и связующим элементом | Таким АМ обрабатывают железо, чугун, большинство видов стали |
| Карбид кремния | Отличается повышенной твердостью и продолговатостью зерен | Подходит для шлифовки материалов, имеющих низкую сопротивляемость разрыву. Отлично используется для обработки чугуна, гранита, фарфора, стекла, керамики |
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.
| Тип АМ | Как обозначается в государственных стандартах |
| Алмаз | AC4, AC2, AC6, AC32, AC50, АРБ1, АРК4, АРС3 |
| Эльбор | CNB, КНБ |
| Карбид кремния зеленый | 62C, 63C, 64C |
| Карбид кремния черный | 52C, 53C, 54C, 55C |
| Электрокорунд нормальный | 12A, 13A, 14A, 15A, 16A,W |
| Электрокорунд белый | 22A, 23A, 24A, 25A, WA |
| Электрокорунд хромистый | 32A, 33A, 34A |
| Электрокорунд титанистый | 37А |
Используемые в быту шлифовальные круги
Для непрофессионалов, а простых обывателей, разобраться в классификации этого инструмента со специфичными терминами может быть довольно сложно.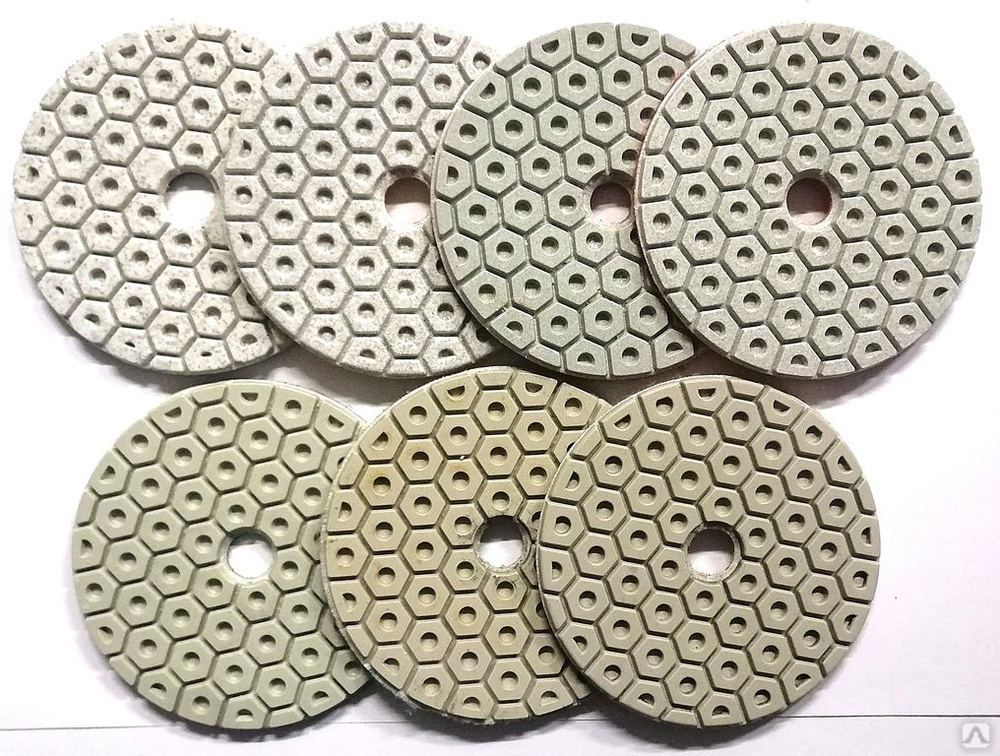 Поэтому гораздо проще классифицировать их по назначению и характерным особенностям. Таким образом, мы имеем следующие виды шлифовальных кругов:
Поэтому гораздо проще классифицировать их по назначению и характерным особенностям. Таким образом, мы имеем следующие виды шлифовальных кругов:
Самозацепляемый круг на липучке – благодаря нанесению специальной липкой ткани на шлифовальную бумагу, обладает хорошим сцеплением со шлифмашинкой.
Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом. Свое название этот инструмент получил благодаря веерному направлению одноименных частей, зафиксированных на материале с абразивной основой. Отсутствие вторичных заусенцев одна из главных положительных характеристик данного приспособления. Такие круги широко используют для обработки труб и других материалов из металла, но также применяются для работы с деревом и фасонными поверхностями. Круги обладают высокой механической прочностью.
Фибровые круги – использование на шлифовальной машинке возможно только при наличии опорной тарелки с нужным сечением. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. Эти круги используют для зачистки поверхностей из дерева, нержавейки, металла или стали.
Чтобы создать такой круг, необходима многослойная вулканизированная бумага. Эти круги используют для зачистки поверхностей из дерева, нержавейки, металла или стали.
Алмазные шлифовальные круги – специалисты советуют использовать для последнего этапа в обработке поверхностей. Но используя этот вид нужно помнить о его высокой хрупкости и небольшой стойкости, так что работа должна быть деликатной.
Виды зернистости наждачной бумаги
Как уже говорили, зернистость наждачной бумаги — это размеры фрагментов абразива. Измеряются они в микрометрах. Самое малое зерно, которое встречается в наждачной бумаге, имеет всего 3-5 мкм, самое крупное — 1000 мкм (это 1 мм). По размерам зерна различают мелкозернистый и крупнозернистый абразив.
Обычно нас интересует только размер зерна или зернистость наждачной бумаги
Стандарты России
Для того чтобы можно было понять, какой конкретно материал перед вами, размеры абразивного зерна указываются в маркировке. Но с ней не все так просто. Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Во времена СССР был введен ГОСТ (3647-80), обозначение согласно которому существует до сих пор, хотя в 2005 году ввели новый стандарт (ГОСТ Р 52381-2005), который разработан на основе общеевропейских норм. Разница между старым и новым ГОСТом существенная.
Такой способ маркировки применяют в некоторых странах постсоветского пространства
По старому стандарту прописывается минимальный размер зерна. То есть чем больше число, тем крупнее зерно. Но надо иметь в виду, что часть зерен меньше. Кроме того, маркировка (буквенное обозначение) для крупного и мелкого зерна разная. Это стоит помнить. Для крупнозернистого наждака, зернистость наждачной бумаги указывается в микронах, а после него пишут букву Н с дефисом перед ней — «Н». Например, 63-Н, Это значит, что минимальный размер зерна на наждаке будет 63 микрона или 630 микрометров (мкм). Но там же будут частицы более крупного размера. Насколько крупнее? Чуть меньше предыдущей марки. В данном случае крупнее 63-Н только 80-Н, то есть зерно будет чуть меньше 800 мкм. Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
Второй пример — 6-Н. Размер зерна не более 6 микрон или 60 мкм, а самые крупные будут не более 80 мкм (так как предшествующая марка 80-Н).
- При маркировке мелкозернистой шлифовальной шкурки размер зерен указывается в микрометрах, а после цифры ставят букву «М» (без дефиса). Пример: 14М. Это значит, что максимальная зернистость наждачной бумаги 14 микрометров, но есть и более мелкое зерно размером до 10 мкм.
- По новому стандарту (ГОСТ Р 52381-2005) зернистость наждачной бумаги указывается по числу волокон сита, через которое просеивается абразив. Получается тут чем меньше число, тем крупнее зерно. Перед цифрой ставят букву «Р».
Как видите, уже довольно запутано. Еще стоит сказать, что по старому стандарту мелкозернистый наждак может иметь двойное обозначение — с буквами М и Н — как в таблице. Причем, чаще в ходу были именно варианты в микронах. Поэтому самое мелкое зерно — 5М или 00-Н — называют часто нулевкой. Это потому что оно имеет размер 3-5 микрометров. По правилам округления это можно считать нулем. Отсюда и пошло это название.
По правилам округления это можно считать нулем. Отсюда и пошло это название.
Таблицы соответствия стандартам других стран
Как видим, ситуация непростая. А есть еще Американский ANCI (США и Канада), Европейский FEPA или другое его название ISO 6344, Японский JIS и Китайский GB2478. Причем на рынке можно встретить материал практически из всех этих стран/частей света. Так что желательно иметь хоть какие-то данные. Наиболее часто встречающиеся приведены в таблицах.
Таблица обозначения зернистости для разных стандартов: крупное зерно
Зернистость наждачной бумаги по стандартам разных стран: мелкозернистая
Обратите внимание, рядом с каждой колонкой прописаны размеры зерен в микрометрах (мкм). Размеры отличаются
Для работы это может быть важно
Таблица зернистости шлифовальных кругов -Статья
Абразивные инструменты отличаются разными параметрами, один из которых – зернистость шлифовальных кругов. Этот показатель непосредственно влияет на качество обработанной поверхности, производительность механической обработки и количество материала, снимаемого наждачным кругом за один проход.
Зернистость – это размер кристалла абразивного вещества в микронах. Если размер обычных тел определяется несколькими параметрами (длина, ширина, высота), то в случае с абразивными зернами речь идет только о ширине. В качестве такого вещества может выступать электрокорунд, карбида кремния, алмаз и другие материалы, обладающие высокой твердостью. Механическое воздействие этих частиц на обрабатываемую поверхность позволяет изменять шероховатость поверхности удалять загрязнения.
Особенности маркировки
Существует несколько вариантов обозначения зернистости. Например, согласно советской маркировке по ГОСТ 3647-80, этот параметр обозначался цифрами (1 – это кристалл абразива размером 10 мкм). Существует еще международная система маркировки FEPA, в которой параметр обозначается латинской литерой «F». После нее идет число, чем оно больше, тем мельче фракция абразивных частиц. Исключением из правила стали шлифовальные круги, абразивные частицы которых сделаны из алмазной крошки или эльбора. В таких кругах зернистость обозначается дробью: в числителе указывается величина стороны верхнего сита в микронах, а в знаменателе – величина нижнего сита.
В таких кругах зернистость обозначается дробью: в числителе указывается величина стороны верхнего сита в микронах, а в знаменателе – величина нижнего сита.
Как определиться со значением зернистости?
Несколько стандартов определения зернистости делают установление этой величины не самым простым занятием. Чтобы упростить задачу, была разработана специальная таблица зернистости шлифовальных кругов. В ней приводится обозначение зернистости по ГОСТ 3647-80, а также по ГОСТ 9206-80 (для алмазной крошки) и средний размер абразивных частиц в микронах. Благодаря этому покупатели могут без труда подобрать зернистость шлифовального круга с различным типом маркировки изделия.
Таблица соотношений зернистости шлифовальных кругов
| Обозначение по ГОСТ 3647-80 |
Обозначение по ГОСТ 9206-80 (алмазные порошки) |
Размер, мкм | FEPA | |
| Обозначение для абразивных материалов, исключая материалы на гибкой основе | Средний размер, мкм | |||
| F 4 | 4890 | |||
| F 5 | 4125 | |||
| F 6 | 3460 | |||
| F 7 | 2900 | |||
| 200 | 2500/2000 | 2500-2000 | F 8 | 2460 |
| F 10 | 2085 | |||
| 160 | 2000/1600 | 2000-1600 | F 12 | 1765 |
| 125 | 1600/1250 | 1600-1250 | F 14 | 1470 |
| 100 | 1250/1000 | 1250-1000 | F 16 | 1230 |
| F 20 | 1040 | |||
| 80 | 1000/800 | 1000-800 | F 22 | 885 |
| 63 | 800/630 | 800-630 | F 24 | 745 |
| 50 | 630/500 | 630-500 | F 30 | 625 |
| F 36 | 525 | |||
| 40 | 500/400 | 500-400 | F 40 | 438 |
| 32 | 400/315 | 400-315 | F 46 | 370 |
| 25 | 315/250 | 315-250 | F 54 | 310 |
| F 60 | 260 | |||
| 20 | 250/200 | 250-200 | F 70 | 218 |
| 16 | 200/160 | 200-160 | F 80 | 185 |
| 12 | 160/125 | 160-125 | F 90 | 154 |
| F 100 | 129 | |||
| 10 | 125/100 | 125-100 | F 120 | 109 |
| 8 | 100/80 | 100-80 | F 150 | 82 |
| 6 | 80/63 | 80-63 | F 180 | 69 |
| 5, М63 | 63/50 | 63-50 | F 220 | 58 |
| F 230 | 53 | |||
| 4, М50 | 50/40 | 50-40 | F 240 | 44,5 |
| М40 | 40/28 | 40-28 | F 280 | 36,5 |
| F 320 | 29,2 | |||
| М28 | 28/20 | 28-20 | F 360 | 22,8 |
| М20 | 20/14 | 20-14 | F 400 | 17,3 |
| М14 | 14/10 | 14-10 | F 500 | 12,8 |
| М7 | 10/7 | 10-7 | F 600 | 9,3 |
| М5 | 7/5 | 7-5 | F 800 | 6,5 |
| М3 | 5/3 | 5-3 | F 1000 | 4,5 |
| 3/2 | 3-2 | F 1200 | 3,0 | |
| 2/1 | 2-1 | F 1500 | 2,0 | |
| F 2000 | 1,2 | |||
| 1/0 | 1 и < | |||
| 1/0,5 | 1-0,5 | |||
| 0,5/0,1 | 0,5-0,1 | |||
| 0,5/0 | 0,5 и < | |||
| 0,3/0 | 0,3 и < | |||
| 0,1/0 | 0,1 и < | |||
Чтобы выбрать оптимальное значение зернистости шлифовального диска, необходимо принимать во внимание:
- величину снимаемого припуска,
- заданную шероховатость поверхности и другие факторы.
Например, если необходимо уменьшить шероховатость поверхности, то потребуется выбирать круг с меньшей зернистостью. Далеко не всегда целесообразно выбирать круг со слишком мелким зерном, так как в этом случае может происходить прижог обрабатываемого материала и засаливание самого круга. Не стоит забывать и о том, что использование круга с мелким зерном влечет за собой снижение производительности механической обработки материала.
Таблица назначений зернистости
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 |
Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката.
|
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 |
Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей.
|
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, су |
Выбор шлифовального диска определяется и характером выполняемых работ, при помощи этого абразивного инструмента можно выполнять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.

Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже надо учитывать при выборе зернистости шлифовального диска.
Купить данную продукцию вы можете на странице с товарами
как расшифровать — Ozon Клуб
Маркировка шлифовальных кругов
Шлифовальный круг – один из видов абразивного инструмента с широким спектром применения. Одни быстро снимают ржавчину, другими легко заточить ножи, а третьими провести финальную обработку поверхности. Маркировка каждого производителя отличается, но все же соответствует принятым ГОСТам и многое может рассказать покупателю. На этикетке можно увидеть информацию о размерах шлифовального круга, его типе, материале изготовления, величине зерен и других характеристиках.
Размеры шлифовального диска
Этот параметр обычно указывается в самом названии диска и выглядит как DхTхH, где D обозначает наружный диаметр, Т – высоту круга и H – его внутренний диаметр. Максимально возможный размер шлифкруга равняется 1100 мм, а высота может достигать 250 мм. Размер подходящего диска указывается в инструкции к оборудованию. Выбирая диаметр, основывайтесь на числе оборотов и возможности инструмента обеспечить адекватную скорость. Учитывайте, что чем меньше диаметр, тем быстрее происходит износ, и наоборот. Если вы подбираете алмазный круг, то будьте внимательнее с шириной слоя.
Максимально возможный размер шлифкруга равняется 1100 мм, а высота может достигать 250 мм. Размер подходящего диска указывается в инструкции к оборудованию. Выбирая диаметр, основывайтесь на числе оборотов и возможности инструмента обеспечить адекватную скорость. Учитывайте, что чем меньше диаметр, тем быстрее происходит износ, и наоборот. Если вы подбираете алмазный круг, то будьте внимательнее с шириной слоя.
Тип круга
Тип круга влияет на то, для каких работ вы будете использовать эту оснастку. Маркировка ставится по ГОСТ 2424-83 и ГОСТ Р 2424. При маркировке по старому стандарту используются буквенные значения. Например, кольцевой круг обозначается буквой «К». Новый ГОСТ предполагает цифровое значение типа шлифовального диска. Так чашечный конический диск в буквенном обозначении ЧК, а в цифровом – 11. В интернете доступны соответствующие таблицы сравнения.
Широко используются круги прямого профиля (ПП), так как считаются универсальными. Диски прямого профиля с односторонней выточкой применяются для круглого шлифования. Для заточки инструмента используют цилиндрический круг чашечной формы (ЧЦ).
Диски прямого профиля с односторонней выточкой применяются для круглого шлифования. Для заточки инструмента используют цилиндрический круг чашечной формы (ЧЦ).
Если говорить о непрофессиональной классификации, то шлифовальные круги можно разделить следующим образом:
- Диски с «липучкой» – оснастка со шлифбумагой, на которую нанесена специальная ткань.
- Лепестковые диски, в которых абразивный материал наносится веерным наложением слоев.
- Фибровые круги, где в основе вулканизированная бумага с многослойной структурой.
- Алмазные круги – применяются для финальной шлифовки.
Диски подбираются в зависимости от проводимых работ. Лепестковые диски имеют большой запас прочности и подходят для шлифовки труб или деревянных изделий, обеспечивают ровную поверхность. Фибровые чаще применяют для зачистки поверхностей из металлов и стали.
Материал абразива
Абразив – это покрытие с мельчайшими зернами, которые снимают с покрытия слой за слоем. В зависимости от материала абразива диски выполняют различные функции. В производстве шлифовальных кругов используются следующие материалы:
В зависимости от материала абразива диски выполняют различные функции. В производстве шлифовальных кругов используются следующие материалы:
Электрокорунд
Это термостойкий материал, который хорошо сцепляется со связкой. Чем больше цифра, тем он прочнее. Электрокорунд выпускается следующих марок:
12А–16А – нормальный или алунд
22А–25А – белый или корракс
32А–34А – хромистый или электрорубин
37А – титанистый
38 А – циркониевый
43А, 44А, 45А – монокристаллический или монокорунд.
Карбид кремния
Карбид кремния чуть тверже электрокорунда. Имеет продолговатые зерна, которые хуже удерживаются связкой, чем все остальные.
53С и 54С, 62С-64С – черный и зеленый карбид кремния. Чем больше цифра в маркировке шлифовальных дисков, тем более хрупкий абразив. Подходит для полировки изделий из чугуна, гранита, фарфора, керамики.
Алмазные покрытия обладают самой высокой износостойкостью и прочностью, не горят при температуре до 800 градусов Цельсия, но химически активны к железу. Алмазные шлифовальные диски маркируются как АС2, АС4, АС6, АС32, АС50, АРБ1, АРК4, АРС3. Часто применяется для финальной обработки поверхности и заточки особо твердых сплавов, например, хирургической стали. Также подходит для работы со стеклом, керамикой, чугуном. Алмазным кругом можно выправлять диски из других абразивных материалов.
Эльбор по твердости не уступает алмазу, но более термоустойчив, инертен к железу. Применяется для заточки высоколегированных материалов. Его можно узнать по маркировкам CBN, КНБ. Абразив подходит для заточки и доводки инструментов из быстрорежущих сталей, финальной шлифовки жаропрочных материалов.
Зернистость
По размеру зерна можно понять не только износостойкость абразивного покрытия, но и то, как будет выглядеть итог работы. Чем больше значение зернистости, тем более гладкой получится поверхность. Для правильного подбора шлифовальных кругов нужно учитывать материал того, что вы будете обрабатывать, и какой толщины слой хотите снять. Поэтому мелкая зернистость – не всегда хорошо. Диск быстрее засаливается и часто приводит к «прижогу» материала. Если вам нужно снять большой припуск и быстро, например, очистить от ржавчины, выбирайте диски с большей зернистотью.
Зернистость обозначается по старому и новому ГОСТам для кругов. Новый ГОСТ опирается на международные значения, и круги по нему маркируются буквой F и цифровым значением в микронах (микрометрах). Например, маркировка по старому стандарту 160 равняется F12 по новому, обозначает среднюю величину микронов 1765. В зависимости от зернистости все абразивные поверхности можно разделить на шлифзерно, шлифпорошок, микрошлифпорошок и тонкий микрошлифпорошок. Последние 2 имеют обозначение «М» – микро.
В зависимости от зернистости все абразивные поверхности можно разделить на шлифзерно, шлифпорошок, микрошлифпорошок и тонкий микрошлифпорошок. Последние 2 имеют обозначение «М» – микро.
Для чего может потребоваться диск с крупной зернистостью?
- для эффективной работы на мощном оборудовании
- для быстрой обработки больших поверхностей
- плоской шлифовки торцов
- обработки изделий изнутри
- снятия большого припуска.
Малая и средняя зернистость для:
- работы с закаленной сталью и другими твердыми материалами
- проработки деталей, в том числе мелких
- финальной шлифовки и доведения.
Вид связки
Еще одна важная характеристика наряду с зернистостью, которая используется в маркировке шлифовальных кругов. Связка скрепляет между собой зерна абразива и удерживает их на основании.
Вулканитовая связка обладает хорошей полирующей способностью и устойчивостью к щелочным составам, но диски с ее использованием могут потребовать правки. В основе этой связки синтетический каучук, подвергнутый вулканизации. Обозначается буквой «R» или «В», но второй вариант почти вышел из употребления. Диски с вулканитовой связкой подходят для абразивной отрезки, шлифовки и полировки.
Керамическая связка включает соединения глины и кварца, поэтому химически устойчива, прочно держит зерно, но может стать причиной «прижога» материала. Подходит для всех видов шлифования и финишной обработки стальных поверхностей. Не рекомендуется для обдирки из-за повышенной хрупкости. Обозначается буквой «V» (по-старому «К»).
Бакелитовая связка эластичная, так как содержит искусственные смолы. Она изнашивается быстрее керамической, зато обладает пониженным теплообразованием. Используется для обдирки на подвесных станках, абразивной отрезке и для тонкого шлифования. Обозначается буквой «В» (раньше «Б4» и «БУ»).
Используется для обдирки на подвесных станках, абразивной отрезке и для тонкого шлифования. Обозначается буквой «В» (раньше «Б4» и «БУ»).
Структура
Характеристика структуры шлифовального круга обозначает соотношение абразивного материала и связки, но не имеет отношения к зернистости. Чем больше зерен на поверхности, тем выше ее плотность. А чем плотность меньше, тем структура более пористая. Маркируется цифрами от 1 до 12, где 1 значит плотную структуру, а 12 – высокопористую.
Твердость
Параметр твердости также относится к способности связки удерживать зерна на поверхности до того, как они полностью «отработают». То есть это показатель износостойкости абразива. Маркируется русскими или латинскими буквами в зависимости от ГОСТа от весьма мягких дисков к чрезвычайно твердым. Чаще всего используются среднемягкие (СМ1, СМ2), среднетвердые (СТ1, СТ2, СТ3) и средние (С1 и С2). По новому стандарту они будут с обозначением K, L, O, P, Q, M и N соответственно.
По новому стандарту они будут с обозначением K, L, O, P, Q, M и N соответственно.
Класс точности и неуравновешенности
Класс точности показывает степень соответствия заявленной форме и размерам шлифовального круга. Чем более сложная и тонкая работа, тем выше должен быть класс точности. Для бытовых и полупрофессиональных работ используют класс «Б», для более точных работ применяют класс «А», для высокоточных работ и автоматических линий выбирают класс «АА».
От класса неуравновешенности зависит, насколько равномерно будет вращаться круг и, соответственно, насколько ровной будет обрабатываемая поверхность. Уравновешенность зависит от того, как хорошо перемешаны связка и зерно, а также насколько равномерно смесь распределяется по рабочей поверхности. Наиболее уравновешенные круги маркируются цифрой 1 и 2, менее уравновешенные – 3 и 4.
При выборе шлифовального круга нужно ориентироваться на множество факторов, и в этом вам поможет правильное чтение маркировки.
Купите шлифовальные круги в Интернете по лучшей цене в Индии
Купите лучший шлифовальный круг в Интернете на MoglixШлифовальный круг, состоящий из абразивной смеси, используется для многих операций шлифования, резки и абразивной обработки. Успешная обработка зависит от долговечности, остроты, эффективности и хорошего ухода за режущими инструментами. Чтобы обеспечить скорость, высокую производительность, точность и лучшее качество в производственном процессе, вы должны выбирать инструменты, вырезанные из материалов высочайшего качества.
Характеристики отрезного круга
Существует пять характеристик, в зависимости от которых вы должны выбрать шлифовальный круг:
- -> Абразивное зерно : Это зависит от твердости материала, который обрабатывается. порезать или отшлифовать.
- -> Размер зерна : диапазон от 10 до 600. 10 – самое крупное, а 600 – самое тонкое. Это число определяет средний физический размер абразивных зерен в отрезном круге.
- -> Класс колеса : Диапазон от A до Z. A означает мягкое, а Z – твердое. Эта характеристика влияет на скорость вращения круга, расход СОЖ, скорость подачи и глубину шлифования.
- -> Расстояние между зернами : Диапазон от 1 до 17. 1 – самая плотная, а 17 – наименее плотная. Плотность здесь показывает соотношение связки и абразива к воздушному пространству.
- -> Стыковка колеса : эта характеристика влияет на чистовую обработку, охлаждающую жидкость и скорость вращения колеса.Существуют различные типы колесных креплений для разных целей.
 Это число определяет средний физический размер абразивных зерен в отрезном круге.
Это число определяет средний физический размер абразивных зерен в отрезном круге. Вы должны принять во внимание все характеристики и факторы, чтобы выбрать лучший шлифовальный круг. Первое, что нужно учитывать – это тип материала, который необходимо измельчить, а другим важным фактором является скорость вращения колес. Обращайтесь с отрезными кругами с соблюдением надлежащих мер предосторожности и защиты. В складском помещении не должно быть резких перепадов температуры и влажности.
В складском помещении не должно быть резких перепадов температуры и влажности.
Но лучшие бренды шлифовальных кругов в Интернете
Bosch – Bosch – известный бренд в производстве электроинструментов. Они производят шлифовальные круги самого высокого качества, которые долговечны и служат дольше.
DeWalt – Электроинструменты DeWalt изготовлены из высококачественного материала, который обеспечивает долговечность и оптимальное удаление материала. Эти отрезные круги просты в использовании и изготовлены с использованием лучших технологий.
Hitachi – Hitachi зарекомендовала себя в отрасли, поставляя своим клиентам продукцию самого высокого качества. Вы можете найти самые качественные шлифовальные круги Hitachi на сайте Moglix.
Купить долговечные и долговечные шлифовальные круги в Интернете
Moglix предлагает обширную коллекцию шлифовальных кругов от известных брендов. Эти продукты являются лучшими по качеству, поскольку они сортируются после проверки качества. Вы можете приобрести эти высококачественные отрезные круги онлайн в Moglix по привлекательным ценам.Продукты, которые у нас есть для вас, долговечны и прослужат дольше. Мы в Moglix верим в полное удовлетворение потребностей клиентов, и для этого мы разработали различные способы оплаты, такие как интернет-банкинг, кредитная / дебетовая карта, наложенный платеж и т. Д., Которые делают процесс покупок в Интернете плавным и беспроблемным. Вы можете просто разместить заказ желаемого продукта в Интернете и получить легкую доставку к вашему порогу.
Эти продукты являются лучшими по качеству, поскольку они сортируются после проверки качества. Вы можете приобрести эти высококачественные отрезные круги онлайн в Moglix по привлекательным ценам.Продукты, которые у нас есть для вас, долговечны и прослужат дольше. Мы в Moglix верим в полное удовлетворение потребностей клиентов, и для этого мы разработали различные способы оплаты, такие как интернет-банкинг, кредитная / дебетовая карта, наложенный платеж и т. Д., Которые делают процесс покупок в Интернете плавным и беспроблемным. Вы можете просто разместить заказ желаемого продукта в Интернете и получить легкую доставку к вашему порогу.
Выбор и использование шлифовальных кругов
12 октября 2017 г., Публикуется в статьях: EE Publishers, Статьи: Vector.
AG Gardner, 1965
Из трех основных абразивных процессов, шлифования, притирки и хонингования, шлифование имеет самое широкое применение в машиностроении.
Под шлифованием обычно понимается использование твердых абразивных кругов для придания формы или отделки материала. Притирка и хонингование используются как процессы чистовой обработки и чистовой обработки, предполагающие удаление небольшого количества материала. При притирке используются рыхлые абразивные частицы, а при хонинговании – абразивные круги на твердой связке.
Притирка и хонингование используются как процессы чистовой обработки и чистовой обработки, предполагающие удаление небольшого количества материала. При притирке используются рыхлые абразивные частицы, а при хонинговании – абразивные круги на твердой связке.
Преимущества шлифования не обнаруживаются ни в каком другом процессе резки, за исключением недавно разработанных методов искровой и химической обработки. Эти преимущества заключаются в следующем:
- Закаленная сталь поддается резке.Детали подвергаются механической обработке для придания формы металлу в отожженном состоянии, после чего остается лишь небольшое количество излишков материала, которое необходимо удалить шлифованием после закалки.
- Может быть получена чрезвычайно гладкая отделка, а для контактных и опорных поверхностей предусмотрена шлифовка. Шлифовальный круг может иметь значительную ширину и поэтому не оставляет следов из-за подачи его поперек работы.
- Работа может быть доведена до точных размеров за сравнительно короткое время.
- Требуется очень небольшое давление.Это позволяет использовать шлифование на очень легких работах и позволяет использовать магнитные зажимные приспособления для удержания работы.

Хотя шлифование является неотъемлемой частью современного производства, оно все еще является неточной наукой, тем более что при выборе и использовании правильного круга для работы не всегда уделяется достаточно внимания. Цель данной статьи – предложить некоторые рекомендации в этом направлении.
Современные шлифовальные круги можно рассматривать как вращающийся режущий инструмент с бесконечно большим количеством режущих кромок.Последние образованы небольшими фрагментами или кристаллами твердого материала, заключенными в более мягкую матрицу или связку. Большое количество режущих кромок, действующих одновременно, приводит к тому, что нагрузка на каждую точку довольно мала, и, следовательно, существует гораздо меньшая тенденция для круга отскакивать от работы по сравнению со станками, использующими одноточечные резцы при притирке и хонинге. применяется тот же принцип, но с некоторыми изменениями, так как абразивное действие медленнее и обычно происходит более высокая нагрузка.Было обнаружено, что эти условия лучше подходят для удаления очень небольшого количества металла под тщательным контролем.
применяется тот же принцип, но с некоторыми изменениями, так как абразивное действие медленнее и обычно происходит более высокая нагрузка.Было обнаружено, что эти условия лучше подходят для удаления очень небольшого количества металла под тщательным контролем.
Рис.1: Девять стандартных форм шлифовальных кругов, установленных Ассоциацией производителей шлифовальных кругов.
Типы колес
Размер и форма
Ассоциация производителей шлифовальных кругов установила девять стандартных форм шлифовальных кругов. Они показаны на рис. 1. Габаритные размеры также стандартизированы.
Хотя эти стандартные формы представляют собой группу, наиболее часто используемую в операциях шлифования, существует множество специальных форм, которые используются реже или в узкоспециализированных операциях шлифования.
Абразивный
Существует два основных типа абразива.
- Карбид кремния: Он очень острый и чрезвычайно твердый, но его использование в качестве абразива в некоторой степени ограничено его хрупкостью. Карбид кремния следует использовать при шлифовании материалов с низкой прочностью на разрыв, таких как серый чугун, закаленное железо, бронза, алюминий, медь, латунь и неметаллические материалы.Специальная форма карбида кремния зеленого цвета используется для шлифования инструментов с твердосплавными напайками.
- Оксид алюминия: Он немного мягче карбида кремния, но намного жестче. Его следует использовать при шлифовании материалов с высокой прочностью на разрыв, таких как легированная сталь, отожженный ковкий чугун и прочные бронзы. Существует также другая форма оксида алюминия, которая имеет белый цвет, в отличие от обычной коричневой разновидности. Этот белый оксид алюминия имеет тенденцию к разрушению более легко, чем обычный (коричневый) оксид алюминия, поэтому для работы используются более острые режущие кромки.Шлифовальные круги из белого глинозема следует выбирать при шлифовании закаленных инструментальных сталей или для общего шлифования в инструментальной мастерской.
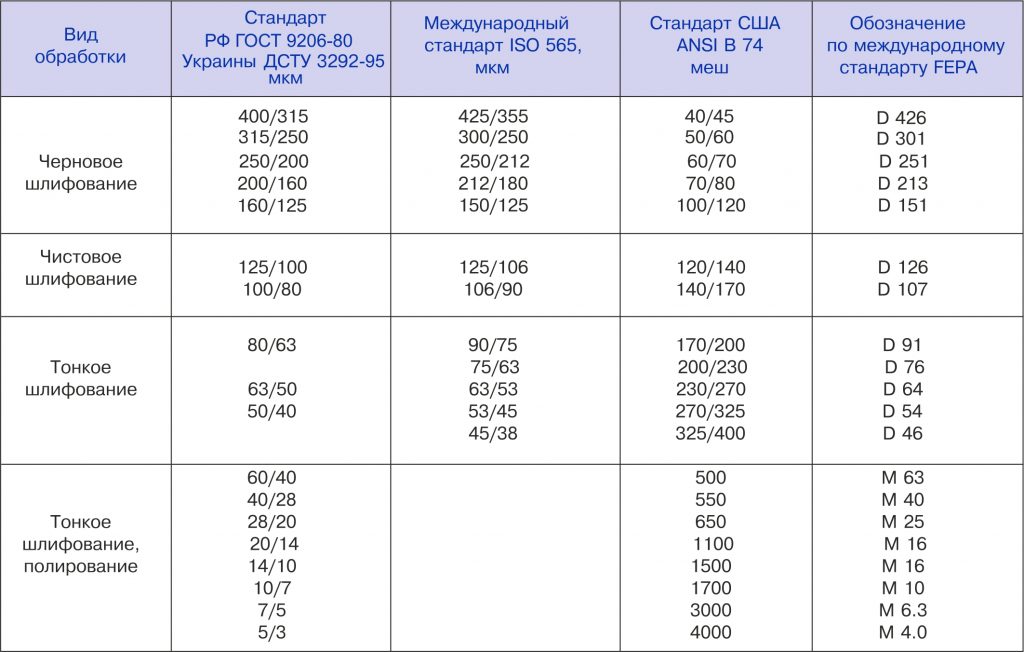 Карбид кремния следует использовать при шлифовании материалов с низкой прочностью на разрыв, таких как серый чугун, закаленное железо, бронза, алюминий, медь, латунь и неметаллические материалы.Специальная форма карбида кремния зеленого цвета используется для шлифования инструментов с твердосплавными напайками.
Карбид кремния следует использовать при шлифовании материалов с низкой прочностью на разрыв, таких как серый чугун, закаленное железо, бронза, алюминий, медь, латунь и неметаллические материалы.Специальная форма карбида кремния зеленого цвета используется для шлифования инструментов с твердосплавными напайками.
Размер зерна
Как правило, круги для крупного зерна используются для быстрого удаления материала. Круги с мелким зерном используются там, где важна чистота обработки. Для мягких материалов можно использовать грубые круги, а для твердых и хрупких материалов, как правило, следует использовать мелкую зернистость.
Облигация
Связующий материал удерживает абразивные частицы в форме круга.Когда эти частицы затупляются или полностью разрушаются, связующий материал высвобождает затупленные зерна и, таким образом, обнажает новые острые частицы, чтобы продолжить работу. Это происходит из-за увеличения давления при шлифовании в результате затупления частиц песка. Четыре основных типа связки: керамическая, шеллак, резиноид и каучук.
Марка
Grade – это показатель «удерживающей способности» абразивных зерен, который определяет степень твердости или мягкости шлифовального круга.Большинство производителей указывают марку колеса буквой. Хотя стандарты различаются, поскольку марка не является точным значением, твердость букв марок обычно увеличивается от E до Z. Выбор правильного сплава круга для конкретных применений шлифования обсуждается позже в этой статье, но твердые круги обычно рекомендуются для мягких материалов и мягкие колеса для твердых материалов.
Хотя стандарты различаются, поскольку марка не является точным значением, твердость букв марок обычно увеличивается от E до Z. Выбор правильного сплава круга для конкретных применений шлифования обсуждается позже в этой статье, но твердые круги обычно рекомендуются для мягких материалов и мягкие колеса для твердых материалов.
Структура
Это относится к расстоянию между зерен или зерен и указывает количество режущих кромок на единицу площади поверхности круга.
Используемая структура в основном зависит от физических свойств шлифуемого материала и требуемого типа отделки. Мягкие, пластичные материалы требуют большего зазора между стружкой и, следовательно, большого расстояния между зернами. Для чистовой обработки требуется круг с близким расположением абразивных частиц.
Функция шлифовального круга
Для быстрого удаления материала там, где отделка не имеет большого значения, например, при зачистке, желательна крупнозернистая открытая структура.Чистовая обработка в значительной степени зависит от размера зерна, используемого в круге, но на прецизионных шлифовальных машинах, на которых имеются соответствующие устройства для правки и правки алмазов, можно получить чистовую отделку без ущерба для производительности, что обычно происходит при использовании чистых кругов.
Чем больше площадь контакта между колесом и работой, тем мягче колесо для данной работы, например Плоское шлифование периферией круга, где площадь контакта приближается к линии, требует более твердого и тонкого круга, чем плоское шлифование чашкой или цилиндром, где площадь контакта сравнительно велика.Чем жестче машина и чем лучше ее состояние, тем мягче колесо для работы.
Скорость вращения колеса – еще один важный фактор, влияющий на выбор зернистости и марки, так как твердое колесо может выглядеть мягким, если вращать его очень медленно. Обычно лучше всего использовать шлифовальный круг на скорости, рекомендованной производителем. В таблице 1 приведен список скоростей шлифовального круга, рекомендованный компанией Universal Grinding Wheel Company.
Британская стандартная система маркировки
Используется большинством производителей.Он состоит из комбинации символов в определенном порядке, которая дает всю основную информацию о шлифовальном круге. Первый символ – это буква или буквы, обозначающие тип абразива. Второй символ – это цифра, обозначающая размер зерна абразива: значения варьируются от 6/8 (крупный) до 600/700 (очень мелкий). Третий символ – это буква, обозначающая степень или твердость связки: охватываемый диапазон варьируется от D (мягкая) до Z (очень жесткая). Четвертый символ – это буква, обозначающая тип облигации.Последний символ обозначает структуру, комбинацию зерен и точный тип используемой связки.
Маркировка круга во многих случаях ограничивается тремя символами, указывающими размер зерна, изгиб круга и тип связки, поскольку почти три четверти требований могут быть выполнены с помощью шлифовальных кругов, состоящих из этих трех стандартных элементов.
Шлифовальные операции
Любое изменение, вызывающее уменьшение объема работы, выполняемой на поверхности круга, приводит к уменьшению объема работы, выполняемой на каждый грамм абразива, с уменьшением результирующих напряжений.Это означает, что зерна менее быстро разрушаются и дольше задерживаются на поверхности круга. В результате колесо изнашивается более постепенно, и действие становится тяжелее. С другой стороны, увеличение количества работы, приложенной к поверхности колеса, приводит к увеличению нагрузки на зерно. Они быстрее изнашиваются, и колесо действует мягче.
По мере износа шлифовального круга и уменьшения его диаметра поверхностная скорость круга уменьшается, что приводит к более мягкому резанию.Это можно компенсировать либо увеличением скорости вращения шпинделя круга, либо уменьшением рабочей скорости.
Плоское шлифование
Важно убедиться, что шпиндель шлифовального круга, и особенно его подшипник, не имеют износа, который может привести к вибрации шпинделя, что делает станок непригодным для точной работы. Однако вибрация возникает чаще из-за дисбаланса колеса. Последний должен быть не только правильно сбалансирован, но также должен быть одет и отрегулирован так, чтобы он работал с постоянным давлением между колесом и работой.
Горизонтальные станки
- Рабочая скорость: Обычный диапазон рабочих скоростей составляет от 0 до 100
фут / мин на поверхности, хотя принято делить этот диапазон ниже и выше 35 футов / мин. Затем более высокие скорости используются на машинах с высоким возвратно-поступательным движением. Это также относится к случаям, когда формовочное шлифование выполняется кругами с торцевыми поверхностями без поперечной подачи и когда удержание формы на торце имеет первостепенное значение. - Скорость поперечной подачи : Она должна быть пропорциональна ширине круга и требуемому типу отделки, но не должна превышать половину поверхности круга за оборот, даже при черновом шлифовании.Меньшие поперечные подачи обеспечивают большую глубину резания и, как правило, должны использоваться, когда требуется качественная чистовая обработка.
- Подача или глубина резания : Количество удаляемого металла, требуемая отделка, а также жесткость и мощность шлифовального станка являются основными факторами, которые здесь задействованы, но точность и использование охлаждающей жидкости также имеют некоторое влияние.
- Скорость вращения колес: При использовании со скоростью стола около 35 футов / мин скорость вращения колеса должна составлять от 4500 до 5500 футов / мин, но при более высоких возвратно-поступательных работах или скоростях стола диапазон вполне может лежать в диапазоне от 5500 до 5500 футов / мин. 6500 футов на поверхности / мин.
Горизонтальное плоское шлифование: выбор круга
- Размер зерна : для черновой и чистовой обработки требуется размер от 36 до 80, а размер от 80 до 600 идеально подходит для очень высокой чистовой обработки. Размеры для общего использования находятся в диапазоне от 36 до 54. Зернистость более мелкой, чем средняя, может использоваться для твердых, плотных, мелкозернистых металлов и закаленных металлов (низкий съем материала), а также в тех случаях, когда необходимо использовать галтели, формы и радиусы. должны соблюдаться строгие допуски. Зернистость более крупного, чем средняя, может использоваться для мягких пластичных металлов и там, где требуется высокая производительность съема припуска.
- Марка : Сплавы от J до L идеальны для наплавки мягкой стали. Для твердой стали требуются марки от J до G, в то время как марки для общего использования находятся в диапазоне от J до L. Следует использовать сплавы с твердостью выше среднего, если формы, галтели и радиусы должны выдерживаться с жесткими допусками. Сплавы мягче среднего рекомендуются для твердых и закаленных металлов и там, где требуется высокая производительность съема припуска.
- Конструкция: Колеса с открытой конструкцией обычно необходимы, но там, где формы, скругления и радиусы должны удерживаться в закрытых пределах, стандартные, а не открытые конструкции могут быть более подходящими.Связь должна производиться в соответствии с рекомендациями производителя колеса.
Вертикальные станки
- Скорость работы: В данном приложении не могут быть установлены определенные стандарты для скорости работы, поскольку доступные изменения скорости зависят от машины, и скорость должна определяться в зависимости от типа материала и площади контакта.
- Подача или глубина резания: Примечания, аналогичные для горизонтальных машин.
- Скорость вращения колеса : Диапазон скоростей вращения колеса от 4000 до 5500 фут / мин подходит для станков с вертикальным шпинделем.Низкие скорости важны для этого типа шлифования, когда существует большая площадь контакта между кругом и деталью.
Вертикальное шлифование поверхности: выбор круга
- Размер зерна: Размер зерна от 16 до 54 идеально подходит для черновой и чистовой обработки, в то время как для очень высокой чистовой обработки требуется размер зерна от 60 до 220. Обычно используются размеры от 24 до 54. Для твердых или закаленных металлов с низкой пластичностью рекомендуется использовать зернистость меньше среднего.Зернистость крупнее среднего должна использоваться для больших площадей контакта и там, где требуется высокая производительность съема материала.
- Марка: Сплавы от I до K предназначены для наплавки мягкой стали, а твердые стали – с использованием марок от G до J. Сплавы с J по H предназначены для общего использования. Для небольших площадей контакта следует использовать сплавы с твердостью выше среднего. Площадь контакта, вероятно, является главным фактором при выборе сорта на вертикальных шлифовальных машинах, поскольку напряжения, возникающие из-за контакта между кругом и заготовкой, являются наибольшими при этом типе операции шлифования.Конструкция должна быть открытой, а соединение должно быть оставлено на усмотрение производителя колеса.
Круглошлифовальные
Рабочая скорость центрального типа
Обычный диапазон шлифования плоских цилиндров составляет от 60 до 100 фут / мин, но при шлифовании с дисбалансом необходимы более низкие скорости резания. Например, грубое шлифование автомобильных кулачков должно выполняться на скорости от 15 до 30 фут / мин, а чистовое шлифование – на половине этой скорости.Цветные сплавы и мягкие металлы шлифуются на более высоких рабочих скоростях, до 200 фут / мин. Рабочие скорости ниже средней следует использовать во всех случаях, когда важно сохранить форму поверхности колеса.
Скорость перемещения
Это должно быть пропорционально ширине колеса и желаемой отделке. Смещение не должно превышать, даже при черновом шлифовании, три четверти поверхности круга за рабочий оборот.
При чрезвычайно высокой чистовой обработке скорость перемещения 0,125 дюйма.на рабочий оборот и даже меньше. Однако в целом более низкая скорость перемещения позволяет увеличить глубину резания (подачи).
Подача или глубина резания
Это зависит от количества удаляемого металла, желаемой отделки, мощности и жесткости шлифовального станка. Другими контролирующими факторами являются желаемая точность работы, используемые охлаждающие жидкости и виды поддерживаемых работ. Поскольку давление, возникающее между заготовкой и кругом, в значительной степени определяется глубиной резания, для тонкостенных деталей необходимо резать более легкие разрезы, чтобы избежать нагрева и, как следствие, деформации заготовки.
Скорость вращения колес
Диапазон удовлетворительной работы должен составлять от 5000 до 6500 фут / мин на поверхности. Там, где есть ограничение на изменение скорости, различные отношения между скоростью вращения колеса и рабочей скоростью достигаются путем изменения последней.
| Наземная скорость фут / мин | |
| Шлифовальный круг | 5000–6500 |
| Шлифование коленчатого вала | 500–6500 |
| Плоское шлифование (чашки и цилиндры) | 4000–5000 |
| Плоское шлифование (периферия) | 4500–5500 |
| Внутреннее шлифование | 5000–6000 |
| Заточка инструмента | 5000 |
| Вырубка | 5000–6000 |
| Валкование резиноидными колесами (специальные машины) | 9000–9500 |
| Заточка ножей (периферия) | 4000–5000 |
| Заточка ножей (чашки и цилиндры) | 3500–4500 |
| Отборные колеса | 9000 – 16 000 |
| Стальные центральные колеса | 6500–7500 |
| Диск шлифовальный | 5000–7500 |
Бесцентровое шлифование
Все бесцентровые станки имеют отрицательную рабочую скорость, так как угловое вращение заготовки и колеса имеют разные направления.Скорость шлифовального круга должна быть в районе 6000 футов / мин. Рабочие скорости регулирующего колеса обычно изменяются в диапазоне от 50 до 200 футов / мин окружной скорости.
Круглое шлифование: выбор круга
- Размер зерна: Размер зерна от 36 до 80 идеально подходит для черновой и чистовой обработки, а размер зерна от 80 до 600 используется для очень высокой чистовой обработки. Чаще всего используется размер зерна от 46 до 60. Зернистость более мелкой, чем средняя, может использоваться для обработки деталей малого диаметра и колес; для твердых мелкозернистых металлов низкой пластичности; для закаленных металлов, где съем обычно небольшой и где формы, галтели и радиусы должны выдерживаться с жесткими допусками.Размер зерна крупнее среднего можно использовать для мягких пластичных металлов и для высоких скоростей съема припуска.
Благодарность
Эта статья воспроизводится из журнала Machinery Lloyd and Electrical Engineering (Том 37, № 21, 9 октября 1965 г.) с любезного разрешения автора и издателей.
Свяжитесь с Марианой Якобс, ICMEESA, тел. 011 615-4304, [email protected]
Статьи по теме
Руководство по абразивным кругам
Отрезаете ли вы застывший болт, готовите ли вы к сварке или хотите создать красивый матовый узор на листе из нержавеющей стали, абразивные круги – незаменимый инструмент для любого сварщика или производителя металла.IMS предлагает огромный выбор шлифовальных кругов по металлу всех размеров, стилей и разновидностей для резки, шлифования и отделки металла.
Абразивные круги похожи на наждачную бумагу. Они сделаны из измельченных абразивных зерен, скрепленных связующим веществом, например смолой, которое также приклеивает их к стекловолоконной основе в форме круга. Когда круг вращается на шлифовальном станке, он истирает металлическую поверхность, в результате чего острые края зерен либо отламываются, оставляя более острые края, либо изнашиваются.Постепенно изношенные зерна вытягиваются из связующего, обнажая более острые зерна позади них.
Это руководство поможет вам выбрать правильный абразивный круг, включая лучший выбор типа и размера зерна, а также связующего материала для вашего применения.
Четыре основных типа зерен, используемых в абразивных кругах по металлу, включают оксид алюминия, оксид циркония, оксид кремния и керамический оксид алюминия:
- Зерна оксида алюминия прочные и износостойкие, что делает этот тип абразивного круга хорошим выбором для шлифования таких металлов, как сталь, нержавеющая сталь и другие черные металлы.
- Зерна диоксида циркония из оксида алюминия также могут использоваться для шлифования стали и стальных сплавов. Он стоит дороже, но служит дольше, чем оксид алюминия. Цирконий очень термостойкий и обычно используется для обработки и шлифования под высоким давлением, потому что давление вызывает быстрое разрушение зерен, обнажая более острые края.
- Зерна карбида кремния очень острые, но легко отламываются под высоким давлением. Их можно использовать для шлифования более мягких или более слабых металлов, таких как медь или чугун, или неметаллов, таких как цемент или сто .
- Керамический оксид алюминия – это новый тип абразива с микрозернистой структурой, которая распадается на более мелкие кусочки, что обеспечивает более длительный срок службы и высокую скорость резания.Этот тип абразива хорошо работает в широком диапазоне применений, от литья алюминия до титановых сплавов.
Также можно смешивать различные типы зерен, чтобы создать оптимальную формулу для конкретных металлов и областей применения.
Размер зерна , который отражает размер зерен, указан на этикетке колеса. Чем больше размер зерна, тем меньше зерна. Как и в случае с наждачной бумагой, крупные или крупные зерна удаляют с металла более крупные стружки, что приводит к более шероховатой поверхности.Чем меньше зернистость, тем мельче отделка. Кроме того, более крупное зерно больше подходит для более мягких материалов, таких как низкоуглеродистая сталь, в то время как более мелкое зерно следует использовать для более твердых сплавов.
Связующие материалы классифицируются по их способности удерживать зерна. Чем прочнее связующее, тем дольше держатся зерна, даже если они потускнели. Это означает, что более слабое связующее является лучшим выбором для резки прочных и вязких металлов, требующих очень острых абразивных зерен. Многие абразивные круги, используемые для стандартной металлообработки, используют связующее на основе смолы.
IMS предлагает разнообразную линейку абразивов, в том числе:
- Круги для резки металла – используются с угловой шлифовальной машиной для быстрой и чистой резки стали, нержавеющей стали и других металлов.
- Шлифовальные диски – удаляют краску, ржавчину, ржавчину, следы на поверхности и неровные края для создания гладкой поверхности.
- Настольные шлифовальные круги – используются со настольным или настольным шлифовальным станком для удаления металла, придания формы, заточки или удаления заусенцев.
- Лепестковые диски – плоские круглые абразивные диски, состоящие из нескольких перекрывающихся «лоскутов» на тканевой основе, соединенных в центре.Используется со шлифовальным кругом для растушевки или отделки сварной поверхности и подготовки ее к грунтованию или окраске.
- Закрылки – похожи на закрылки, но закрылки расположены вокруг центральной ступицы в виде трехмерной шины. Используется для создания гладкой поверхности изогнутого металла.
- Проволочные круги – подготовьте сварочные поверхности, удалив брызги и излишки присадочного материала, не удаляя основной металл.
- Головки с креплением на хвостовике – вращающиеся абразивные насадки различных форм и материалов позволяют быстро снимать, шлифовать и полировать без резания.
- Твердосплавные борфрезы – используются на шлифовальном станке или станке с ЧПУ, эти ротационные напильники из карбида вольфрама с поднятыми диагональными зубьями используются для резки, формовки, шлифования и удаления заусенцев.
За дополнительной информацией об абразивных кругах по металлу обращайтесь в IMS. Зернистость
и ее влияние на процесс шлифования – Continental Diamond Tool
Купите наждачную бумагу в строительном магазине, и вы увидите систему нумерации, указывающую шероховатость.Крупная зернистость 80 быстро удаляет материал, но оставляет поверхность шероховатой, а мелкая зернистость 400 мало снимает, но оставляет гладкую поверхность.
Суперабразивные шлифовальные круги ничем не отличаются. Размер или крупность зерна указывается численно в идентификационном коде колеса и направляет пользователя в том, как следует использовать это конкретное колесо. Алмаз доступен с зернистостью от 40 до 8000 меш, а CBN – от 50 до 8000 меш. Как и в случае с наждачной бумагой, меньшее число означает, что абразивные частицы больше.
ОТНОСИТЕЛЬНО ЗЕРНИСТОСТИ К РАЗМЕРУЗернистость определяется размером ячеек, стандартным способом сортировки порошка является сито. Общий принцип заключается в просеивании: чем мельче сетка, тем меньше должна быть частица, чтобы пройти через зазоры между проволоками. Размер ячейки указывается в зазорах на дюйм, поэтому в ячейке с размером ячеек 16 зазоров на дюйм.
Когда речь идет о порошках, размер ячейки фактически обозначается двумя числами, например 50/60. Первое число – это сито, через которое проходит большая часть зерен порошка, а второе – размер ячейки, через которую улавливается большая часть зерен.Для простоты в производстве суперабразивов число зерен относится к ячейкам большего размера, через которые проходит большинство частиц, поэтому порошок с размером ячеек 50/60 называется зернистостью 50.
В среднем в порошке с зернистостью 50 частицы имеют диаметр около 300 микрон или 0,011 дюйма. Это примерно размер песчинок на пляже, хотя важно отметить, что просеивание приводит к разным размерам и формам.
ВЛИЯНИЕ НА ПРОИЗВОДИТЕЛЬНОСТЬ ШЛИФОВАНИЯКак и в случае с наждачной бумагой, более крупные абразивные частицы (меньшее число зерен) удаляют материал быстрее, но оставляют более грубую поверхность.С более мелким зерном (большее число) каждая частица удаляет меньше материала. Скорость съема будет ниже, но поверхность будет более гладкой.
Размер зерна только приблизительно соответствует чистоте поверхности: состояние станка и тип заготовки имеют большое значение. Размер зерна, концентрация, тип связки плюс твердость, а также процесс шлифования (станок, частота вращения круга, охлаждающая жидкость, заготовка) – все это в значительной степени влияет на достигаемую чистоту поверхности. Наши инженеры учитывают все эти факторы при оптимизации специальных шлифовальных инструментов для наших клиентов.Свяжитесь с CDT для получения технических решений для суперабразивного шлифования.
Milwaukee Abrasive Wheels + Cups
Об абразивных кругах и чашках Milwaukee
Как компания, работающая почти 100 лет, Milwaukee стремится предоставить людям, использующим их инструменты, продукты, которые обеспечивают доставку. Они нашли время поработать вместе с теми, кто пользуется продуктами, чтобы узнать их уникальные потребности.
При этом Milwaukee может поставлять на рынок такие продукты, как абразивные круги и чашки, а также другие принадлежности для удаления материала, которые прослужат долго.Абразивные круги и чашки Milwaukee могут использоваться взаимозаменяемо с их наборами инструментов и системами, что дает надежные результаты при исключительной и конкурентоспособной цене.
Типы абразивных кругов и чашек из Милуоки
Милуоки производит ряд абразивных материалов, таких как шлифовальные и отрезные круги. В общей сложности 45 уникальных аксессуаров, вы можете найти размеры от 4-1 / 2 дюйма до 14 дюймов в диаметре и от 7/8 дюйма, 20 мм, 1 дюйм и 5/8 дюйма в Arbor. конфигурации.
В каждом абразивном продукте Milwaukee вы обнаружите, что используются три типа абразивных зерен. В качестве абразивов используются оксид циркония, диоксид алюминия и карбид кремния. Эти продукты предназначены как для высокопроизводительных приложений, так и для общего назначения.
На рабочем месте или дома вам могут понадобиться такие продукты, как отрезной диск 4-1 / 2 дюйма X 0,045 дюйма X 7/8 дюйма (тип 27), 6 дюймов X 0,045 дюйма X 7/8 дюйм. Отрезной диск (Тип 1) или шлифовальный круг 6 дюймов X 1/4 дюйма X 5 / 8-11 дюймов (Тип 27), любой из которых поможет вам добиться быстрых прямых резов с минимальным размытием.
Зачем покупать абразивные аксессуары Milwaukee?
Milwaukee производит надежные аксессуары для удаления материала. При работе над проектами из ПВХ, гипсокартона, пластика, цементного картона и т. Д. Вы захотите использовать надежные и долговечные изделия, которые выполнят свою работу.
Продукция Milwaukee изготовлена из качественных материалов, чтобы продлить их срок службы и производительность, а также улучшить и упростить любой проект, над которым вы работаете.
В Acme Tools у нас также есть широкий выбор решений для беспыльной очистки Milwaukee, одобренных OSHA.Приобретите абразивные принадлежности Milwaukee и другие принадлежности для удаления материала для ваших аккумуляторных шлифовальных машин, электрических шлифовальных машин и других инструментов.
Выберите правильный шлифовальный круг для вашего проекта – оптовые поставки для сельского хозяйства и магазина
Выбор нужного шлифовального или отрезного круга зависит от материалов, с которыми вы будете работать: металл, камень, бетон и т. Д.
ШЛИФОВАНИЕ
Шлифовальные круги из оксида алюминия чаще всего используются для обработки металлов.Существуют также абразивные материалы из оксида циркония, оксида алюминия и оксида циркония.
Циркониевый оксид алюминия – это сверхпрочный материал, который не раскалывается, поэтому вам не нужно так часто менять колеса. Этот абразив может стоить дороже других, но прослужит дольше.
Шлифовальные круги из оксида алюминия могут использоваться для обработки черных металлов, чугуна, стали и цветных металлов. Циркониевый оксид алюминия подходит для стали, железа и бронзы.
Pearl Abrasive Company предлагает MAX-A-O, композит на основе оксида алюминия.По словам Троя Мартина, торгового представителя PaulB Hardware в Лититце, где они продают широкий выбор шлифовальных и отрезных кругов, говорят, что он измельчает более холодно, чем стандартный шлифовальный круг, и дробится на более мелкие куски.
При шлифовании нержавеющей стали шлифовальный круг должен быть чистым. Любые загрязнения заржавеют до того, как вы начнете их шлифовать, поэтому вам придется начать с нового круга или шлифовать только нержавеющую сталь с помощью круга. Никогда не смешивайте колеса при работе с нержавеющей сталью, – предостерегает Мартин.
SRT (технология синтетических смол, представленная Pearl Abrasive Company) или круги на полимерной связке особенно подходят для шлифования нержавеющей стали. SRT Pearl содержит менее 0,1% элементов железа, серы или хлора в абразивном материале.
При работе с цветными металлами лучше всего подходят абразивные материалы из карбида кремния. Эти шлифовальные круги обладают антинагрузочными свойствами, предотвращающими прилипание алюминия (более мягкого металла).
Алмазный шлифовальный круг лучше всего подходит для профессиональных каменных работ.В качестве недорогой альтернативы можно использовать круг из карбида кремния, хотя он может быть не таким эффективным.
Самыми распространенными размерами шлифовальных кругов являются от 4 1/2 дюйма до 7 дюймов, но у PaulB есть 4 дюйма, 6 дюймов, 9 дюймов и 5 дюймов. Шлифовальные круги обычно продаются без ступиц. Если шайба и гайка, поставляемые с кофемолкой, отсутствуют, вам нужно будет купить замену или купить колеса со ступицей.
РЕЗКА
Тонкий отрезной круг CGW Quickie Cut – популярный отрезной круг, по словам Кентона Бухера, покупателя PaulB LLC, специализирующегося на шлифовальных и отрезных кругах.Этот тип режет агрессивно и быстро и бывает типа 1 (плоский) и типа 27 (утопленный). Используйте тип 27 для пропила заподлицо, когда требуется утопленная гайка.
Кентон говорит, что отрасль движется к кругам 3-в-1, которые одновременно выполняют резку, шлифование и чистовую обработку.
Лепестковые диски используются для шлифования и бывают размером от 4 ½ до 7 дюймов.Чем выше усилитель кофемолки, тем толще круг.
Керамические лепестковые диски, как правило, служат дольше, говорит Кентон, и они более агрессивны. Есть новые возможности обрезки, которые позволяют отшлифовать диски до пластика, чтобы открыть новый набор бумаги.
Для удаления краски и ржавчины используйте пористый круг. Для других целей выберите проволочное колесо (плоское, узловатое, чашеобразное или гофрированное).
Круги маркируются не только по типу абразива, но и по зернистости и степени помола.
Размер зерна варьируется от 16 до более 100: чем меньше число, тем крупнее зернистость. Для подготовки поверхности выбирайте между супертонким, мелким и средним зерном. Для завершения сварочных работ выбирайте сверхмелкозернистую зернистость.
Марка вашего колеса обозначается буквами A-Z. Ваша самая сложная оценка находится в конце алфавита.
Имейте в виду, что у производителей шлифовальных кругов нет стандартного набора. Каждый использует свой собственный метод идентификации.
Специалисты PaulB Wholesale будут рады помочь вам определить, какое колесо лучше всего подходит для вашего проекта.Станьте оптовым клиентом PaulB!
Свод правил Калифорнии, раздел 8, раздел 3583. Переносные абразивные круги.
(а) Общие требования. Абразивные круги должны использоваться только на машинах, снабженных защитными приспособлениями в соответствии с требованиями Раздела 3577 (b).
(b) Защитное ограждение должно закрывать выступы конца шпинделя, гайки и фланца. Защитное ограждение должно быть установлено таким образом, чтобы поддерживать правильное выравнивание с колесом, а прочность креплений должна превышать прочность ограждения.
Исключения: (1) Защитные ограждения на всех операциях, где работа обеспечивает подходящую меру защиты оператора, могут быть сконструированы таким образом, чтобы конец шпинделя, гайка и внешний фланец были открыты. Если характер работы таков, что полностью закрывает сторону колеса, боковые крышки ограждения можно не устанавливать. (2) Конец шпинделя, гайка и внешний фланец могут быть обнажены на портативных станках, предназначенных для абразивных кругов типов 6, 11, 27 и 28, отрезных кругах и направляющих кругах типов 6, 11, 27 и 28, и используемых с ними.
(c) Чашечные колеса. Чашечные колеса (Типы 6 и 11) должны быть защищены:
(1) Защитными ограждениями, как указано в этом разделе; или
(2) Специальные «защитные кожухи вращающейся чашки», которые устанавливаются за рулем и вращаются вместе с ним. Они должны быть изготовлены из стали или другого материала достаточной прочности и охватывать стороны колеса вверх от задней части на одну треть толщины колеса. Монтажные характеристики должны соответствовать всем нормам. (См. Раздел 3580.) Необходимо поддерживать зазор между стороной колеса и кожухом.Зазор не должен превышать одной шестнадцатой дюйма; или,
(3) какая-либо другая форма защиты, которая будет обеспечивать такую же хорошую защиту, как та, которую обеспечивают охранники, указанные в подразделах (a) и (b) данного раздела.
(d) Вертикальные переносные шлифовальные машины. Защитные ограждения, используемые на машинах, известных как прямоугольные головки или вертикальные переносные шлифовальные машины, должны иметь максимальный угол воздействия 180 градусов, а ограждение должно располагаться таким образом, чтобы находиться между оператором и колесом во время использования.Регулировка ограждения должна быть такой, чтобы части случайно сломанного колеса отклонялись от оператора. (См. Рисунок A-22 в приложении E.)
(e) Прочие переносные шлифовальные машины. Максимальный угол обзора периферии и сторон шлифовального круга для защитных устройств, используемых на других портативных шлифовальных станках, не должен превышать 180 градусов, а верхняя половина круга должна быть всегда закрыта. (См. Рисунок A-23 в Приложении E.)
(f) Монтаж и проверка абразивных кругов.
(1) Непосредственно перед установкой все колеса должны быть внимательно осмотрены и измерены пользователем, чтобы убедиться, что они не были повреждены при транспортировке, хранении или иным образом. Перед установкой колеса необходимо проверить скорость шпинделя станка, чтобы убедиться, что она не превышает максимальную рабочую скорость, указанную на колесе.
(3) Все контактные поверхности колес, прокладок и фланцев должны быть плоскими и не содержать посторонних предметов.
(4) Если в отверстии для колеса используется втулка, она не должна превышать ширину колеса и не должна касаться фланцев.
ТАБЛИЦА A-1 МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО СВОБОДНОГО ФЛАНЦА
МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО НЕДОСТАТОЧНОГО ФЛАНЦА ДЛЯ КОЛЕС С РЕЗЬБОВЫМИ ВСТАВКАМИ ИЛИ ЗАЩИЩЕННЫМИ ШТИФТАМИ В случае использования зубчатого анкера или втулки с заглушкой эта сноска не применяется.
МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМОГО ФЛАНЦА ПЕРЕХОДНИКА ДЛЯ КОЛЕС С ОРГАНИЧЕСКИМ СВЯЗЕНОМ ТОЛЩИНОЙ БОЛЕЕ 1¼ ДЮЙМА *
* Для колес толщиной менее 1¼ дюйма размер F не должен превышать 40% толщины колеса.
МИНИМАЛЬНЫЕ РАЗМЕРЫ ПРЯМЫХ ФЛАНЦЕВ ДЛЯ МЕХАНИЧЕСКИХ ШЛИФОВ
$ 12 500 S.F.P.M. до 16,5000 S.F.P.M. 1
1 ФЛАНЦЫ должны быть из стали, качества SAE 1040 или аналогичной, отожженной пластины, термообработанной до R 25-30.
* Для колес толщиной менее 1¼ дюйма размер F не должен превышать 40% толщины колеса.
МИНИМАЛЬНЫЕ РАЗМЕРЫ ДЛЯ ПРЯМЫХ ФЛАНЦЕВ, ИСПОЛЬЗУЕМЫХ В КАЧЕСТВЕ РУКАВОВ КОЛЕС ТОЛЬКО ДЛЯ ТОЧНОГО ШЛИФОВАНИЯ
Примечание. Эти фланцы могут быть зажаты друг с другом с помощью центральной гайки, ряда болтов или других эквивалентных способов крепления.Для отверстий меньшего размера, чем указано в этой таблице, используйте таблицу A-1.
РУКОВОДСТВО ПО КОНСТРУКЦИИ ЗАЩИТНИКОВ ЛЕНТОЧНОГО ТИПА
Максимальная частота вращения колеса 7000 SFPM
| 9065 | |||||||||