Буры долотчатые твердосплавные. Типы и основные размеры
ГОСТ 17016-71
Группа Ж36*
__________________________________________
* В указателе “Национальные стандарты” 2008 г.
группа Г45. – Примечание изготовителя базы данных.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
Carbide chised bits. Types and main sizes
Дата введения 1973-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 3/VI 1971 г. N 1072 срок введения установлен с 1/I 1973 г.
ПЕРЕИЗДАНИЕ. Апрель 1973 г.
1. Настоящий стандарт распространяется на твердосплавные долотчатые буры для бурения отверстий в бетоне и железобетоне ручными пневматическими и электрическими перфораторами с энергией удара до 35 Дж.
2. Буры должны изготовляться двух типов:
БД1 – для бурения отверстий диаметром 18-22 мм;
БД2 – для бурения отверстий диаметром 25-30 мм.
3. Основные размеры буров должны соответствовать указанным на черт.1, 2 и в таблице.
Тип БД1
1 – корпус бура; 2 – пластинка твердосплавная по технической документации,
утвержденной в установленном порядке.
Черт.1
Тип БД2
1 – корпус бура; 2 – пластинка твердосплавная по технической документации,
утвержденной в установленном порядке.
Черт.2
мм
Тип буров | | |||
БД1 | (18) | 14 | 30 | 160; 250; 360 |
20 | 16 | 40 | ||
(22) | 18 | |||
БД2 | 25 | – | 50 | |
(28) | ||||
30 |
Примечание. Размеры буров, заключенные в скобки, применять не рекомендуется.
Размеры буров, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения долотчатого бура типа БД1 диаметром 20 мм, длиной 160 мм:
Бур БД1-20х160 ГОСТ 17016-71
4. Технические требования – по ГОСТ 17017-71.
| Артикул | ||||
|---|---|---|---|---|
| Комплектация, шт | 3 | 4 | 5 | 8 |
| Диаметры буров, мм | 6. 8,10 8,10 | 5, 6, 8, 10 | 5, 6,8,10 | 5, 6,8,10,12 |
| Тип наконечника | двухрезцовый | двухрезцовый | двухрезцовый | двухрезцовый |
| Геометрия наконечника | в форме зубила | в форме зубила | в форме зубила | |
| Материал наконечника | ВК8 | ВК8 | ВК8 | ВК8 |
| Материал корпуса бура | сталь 40Х | сталь 40Х | сталь 40Х | сталь 40Х |
| Тип спирали | Спираль 4С с усиленным сердечником | Спираль 4С с усиленным сердечником | Спираль 4С с усиленным сердечником | Спираль 4С с усиленным сердечником |
| Хвостовик | SDS-plus | SDS-plus | SDS-plus | SDS-plus |
| Тип упаковки | Пластиковый бокс | Пластиковый бокс | Пластиковый бокс |
Набор буров SDS-Plus Макита NEMESIS 5-12мм 7 шт.
 (B-12027)
(B-12027)Почти за вековую историю существования японская компания Makita прекрасно зарекомендовала себя на мировом рынке. Электроинструменты, генераторы и садовая техника этого производителя пользуются популярностью у профессионалов и любителей, которые отдают предпочтение надежности, высокой эффективности и максимальному комфорту в работе.
Многие по привычке, выработанной вследствие наплыва китайских товаров сомнительного качества в 90-е годы прошлого века, до сих пор осторожно интересуются у продавцов о стране-изготовителе той или иной модели электроинструмента Макита и, услышав слово «Китай», отправляются восвояси с надеждой найти то же самое но с лейблом «made in…» где-нибудь в другом месте. И абсолютно зря. Дело в том, что на сегодняшний день предприятия концерна Makita рассредоточены по всему миру – в Японии, Германии, Румынии, Австрии, Великобритании, Америке, Бразилии и Китае. И производство распределено таким образом, что определенные модели выпускаются только на конкретных предприятиях. Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Так в Китае сегодня налажено производство аккумуляторных дрелей-шуруповертов, угловых шлифовальных машин, других шлифователей, отдельных моделей сабельных пил, перфораторов и пр.
Например, бесполезно искать в продаже перфоратор Makita HR2450, произведенный в Германии или Великобритании. Этот инструмент сходит только с конвейеров одного из двух китайских заводов, о чем свидетельствуют литеры «Y» или «K» в конце серийного номера на шильдике самого инструмента (упаковка и некоторые комплектующие могут быть от другого производителя).
Тот факт, что эта информация открыта, лишний раз подтверждает прозрачность экономической политики концерна Макита и ответственность за качество. Все новые технологии разрабатываются на родине бренда – в Японии, и совершенствуются на заводе в Оказаки, и только после этого под неусыпным контролем квалифицированных специалистов внедряются в производство на других предприятиях, в том числе и на китайских.
Что касается стандартов качества, то они едины для всей продукции Makita, независимо от географии производителя. Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Все заводы имеют сертификаты, подтверждающие соответствие наличествующей системы управления качеством нормам ISO 9000:2000, направленным на удовлетворение интересов потребителей.
Таким образом, качество китайской Макиты, если только это не дешевая подделка, находится на одном уровне с японской, английской или, к примеру, немецкой. А чтобы исключить подделку, достаточно воспользоваться услугами официального дилера Makita. Например, услугами компании МакитаПро.
ГОСТ 17016-71 Буры долотчатые твердосплавные. Типы и основные размеры
Информация Скан-копия Текст документа Отзывы (0)
Страница 1 из 4
Страница 2 из 4
Страница 3 из 4
Страница 4 из 4
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СОЮЗА ССР
ИНСТРУМЕНТ ТВЕРДОСПЛАВНЫЙ
ДЛЯ ОБРАЗОВАНИЯ
ОТВЕРСТИЙ В СТРОИТЕЛЬНЫХ
МАТЕРИАЛАХ
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ
Типы и основные размеры
ГОСТ 17016-71
МОСКВА – 1973
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БУРЫ ДОЛОТЧАТЫЕ ТВЕРДОСПЛАВНЫЕ Типы и основные размеры Carbide chised bits. Types and main sizes | ГОСТ 17016-71 |

Постановлением Государственного комитета стандартов Совета Министров СССР от 3/VI1971 г. № 1072 срок введения установлен
с 1/1 1973 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на твердосплавные долотчатые буры для бурения отверстий в бетоне и железобетоне ручными пневматическими и электрическими перфораторами с энергией удара до 35 Дж.
2. Буры должны изготовляться двух типов:
БД1 – для бурения отверстий диаметром 18 – 22 мм;
БД2 – для бурения отверстий диаметром 25 – 30 мм.
3. Основные размеры буров должны соответствовать указанным на черт. 1, 2 и в таблице.
Тип БД1
1 – корпус бура; 2 – пластинка твердосплавная по технической документации,
утвержденной в установленном порядке.
Черт. 1
Тип БД2
1 – корпус бура; 2 – пластинка твердосплавная по технической документации,
утвержденной в установленном порядке.
Черт. 2
мм
Тип буров | D | d | r | L |
БД1 | (18) | 14 | 30 | 160; 250; 360 |
20 | 16 | 40 | ||
(22) | 18 | |||
БД2 | 25 | – | 50 | |
(28) | ||||
30 |
Примечание. Размеры буров, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения долотчатого бура типа БД1 диаметром 20 мм, длиной 160 мм:
Бур БД1-20´160 ГОСТ 17016-71
4. Технические требования – по ГОСТ 17017-71.
| На склад поступили буры по бетону SDS-plus в ассортименте.Буры по бетону SDS-plus – Craftmate. Выбираем бур для перфоратора, как правильно это сделать, советы специалиста. Бур – это металлический инструмент, использующийся для сверления отверстий необходимого размера в изделиях из бетона, кирпиче и др. каменных материалов. Применяются с перфоратором в качестве его рабочей части при выполнении строительных и ремонтных работ. Буры различаются по виду, мощности инструмента, с которым они используются, а также по типу хвостовика и крутизне резьбы. Бур для перфоратора относится к сменным инструментам. Правильный выбор бура для определенного вида работ не кажется сложным процессом. Обычно его выбирают, опираясь визуально на длину и диаметр. Это правильно, но такой подход не всегда действенный. Если предстоит длительная работы с высокопрочными материалами, например, с железобетоном, то выбор бура “на глаз” может вынудить менять инструмент слишком часто, этого можно избежать при грамотном выборе. Вид хвостовика не является определяющим значением при выборе, но если его перепутать, то бур может не подойти к патрону перфоратора. Профессионалы легко определяют тип насадки с первого взгляда, новичку будет трудно отличить их сразу. Главным отличием бура от сверла является наличие хвостовика, который позволяет ему надежно крепиться в перфораторе. Благодаря всем этим особенностям пыль и твердые частицы материала, подвергающегося сверлению, отсеиваются, и не мешают работе инструмента. Характеристики буров для перфоратора, размеры. Каждое строительное предприятие не обходится без сверления стен, пола, различной мебели, потолков и других материалов. Если для небольших задач (повесить картину, полку, вешалку) в деревянном и кирпичном жилище используется дрель, то при работе в панельных домах необходим перфоратор. Кроме возможности сверления, он включает в себя функции отбойного молотка. В случае с перфоратором в качестве насадки применяется бур. Особенностями различных буров для перфоратора являются:
Отгрузка во все регионы России, через транспортные компании. Дилерам скидки. |

 Наконечники буров сделаны из прочнейшего сплава — ВК8. Это позволяет работать продолжительное время с материалами повышенной прочности.
Наконечники буров сделаны из прочнейшего сплава — ВК8. Это позволяет работать продолжительное время с материалами повышенной прочности. Это позволяет выработанному материалу быстрее удаляться из рабочей зоны.
Это позволяет выработанному материалу быстрее удаляться из рабочей зоны. При этом на сам перфоратор приходится большая доля нагрузки, чем при использовании шнековых буров.
При этом на сам перфоратор приходится большая доля нагрузки, чем при использовании шнековых буров. Он может иметь от 0,4 до 2,5 см диаметра. Используется для проделывания отверстий в больших строительных плитах.
Он может иметь от 0,4 до 2,5 см диаметра. Используется для проделывания отверстий в больших строительных плитах. Их можно разделить на две группы: предназначенные для сухого бурения и алмазные.
Их можно разделить на две группы: предназначенные для сухого бурения и алмазные. Применяются при демонтаже толстых стен и в масштабных строительных работах.
Применяются при демонтаже толстых стен и в масштабных строительных работах.
битовых размеров [десятичное, числовое, буквенное, метрическое]
Очень удобно иметь при себе таблицу сверления с размерами долот, поэтому мы решили поместить ее здесь для вас. Он охватывает десятичные, дробные, пронумерованные сверла, размеры буквенных сверл, метрические сверла и, вероятно, еще несколько вещей, которые я забыл упомянуть.
Более подробную информацию о спиральных сверлах в целом см. В нашей статье о спиральных сверлах, где описаны все их типы и советы по сверлению с их помощью.
Метрические сверла размером
Стандартные метрические длины (из стандартов, таких как BS 32 *) определяют метрические размеры сверл с использованием этой системы:
Для 0.От 2 до 0,98 мм, размеры используют N от 2 до 9:
- Н – 0,1 мм.
 Итак, для N = 2 это 2 – 0,1 и т. Д.
Итак, для N = 2 это 2 – 0,1 и т. Д. - Н – 0,1 + 0,02 мм
- Н – 0,1 + 0,05 мм
- Н – 0,1 + 0,08 мм
 Итак, для N = 2 это 2 – 0,1 и т. Д.
Итак, для N = 2 это 2 – 0,1 и т. Д.От 1 до 2,95 мм, используя N от 10 до 29, получаем:
- Н – 0,1 мм
- Н – 0,1 + 0,05 мм
Для диаметров от 3 до 13,9 мм, с N от 30 до 139:
Для 14–25 мм и N от 14 до 25:
- Н – 1 мм
- Н – 1 + 0.25 мм
- Н – 1 + 0,5 мм
- Н – 1 + 0,75 мм
Есть также серия Reynard с предпочтительными метрическими размерами сверл.
Фракционное сверло размером
Дробные размеры широко используются в США и обычно составляют от 1/64 дюйма до 1 3/4 дюйма с шагом 1/64 дюйма. После этого они работают с шагом 1/32 дюйма до 2 1/4 дюйма, затем с шагом 1/16 дюйма до 3 дюймов, с шагом 1/8 дюйма до 3 1/4 дюйма, затем есть размер 3 1/2 дюйма. .
Десятичная диаграмма эквивалентности
Хорошую диаграмму размеров сверла можно также использовать как удобную диаграмму десятичного эквивалента, а также для преобразования десятичных размеров в метрическую систему.
Размеры сверл с цифрами и размеры сверл с буквами
Стандарт спирального сверла ASME B94.11M устанавливает количество сверл размером от 1 до 97. На практике вы редко встретите количество сверл, превышающее # 80.
Пронумерованные размеры основаны, но, к сожалению, не идентичны калибру для стальной проволоки Stubs Steel Wire Gauge, появившемуся в 19 веке в Великобритании.
Буквенные размеры – это сверла в британской системе единиц, обозначенные от A (наименьшее) до Z (наибольшее).
Числовые и буквенные размеры широко используются в США и в меньшей степени в Великобритании (быстро переходят к метрической системе), но больше не используются для большей части остального мира, который перешел на полностью метрическую систему.
Почему так много размеров?
Хотя может показаться логичным, что большинство дыр имеют хорошие круглые числа по размеру, некоторые операции выигрывают от множества промежуточных размеров. В частности, расширение и нарезание резьбы. Не выбирайте только первый встретившийся размер сверла для метчика, даже тот, который указан в нашей таблице сверл ниже. Ознакомьтесь с нашей статьей о размерах сверл для метчиков, чтобы найти лучший способ.
Не выбирайте только первый встретившийся размер сверла для метчика, даже тот, который указан в нашей таблице сверл ниже. Ознакомьтесь с нашей статьей о размерах сверл для метчиков, чтобы найти лучший способ.
Схема сверления
Схема сверленияСкачать PDF
Эта таблица представляет собой диаграмму для преобразования и определения различных размеров сверл.Из-за различий в системах нумерации некоторые преобразования являются приблизительными, но находятся в пределах 0,0001 дюйма. Если ничего не помогает, вы можете воспользоваться нашим калькулятором размера сверла . Информации, доступной из наших источников, обычно достаточно для удовлетворения всех требований к сверлам или винтам, связанным с компьютерами, во всем мире.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 1100
1100 1181
1181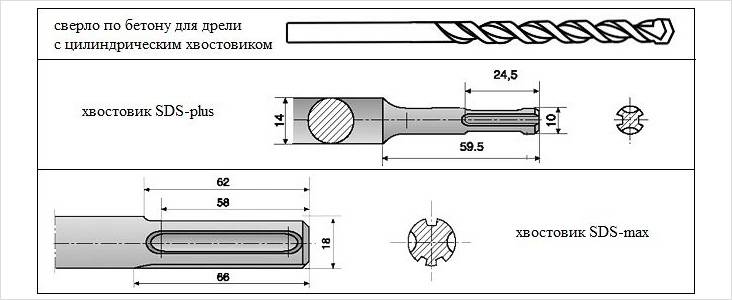 1405
1405 1540
1540 1660
1660 1800
1800 6094
6094 2010
2010 2165
2165 2362
2362 2570
2570 2770
2770 2969
2969
 3438
3438Типичные размеры пилотных отверстий перед сверлением для протяжки роторным способом
Типичные размеры пилотных отверстий перед просверливанием для протяжной протяжки
При вращающейся протяжке детали требуется предварительное просверливание пилотного отверстия. Типичное пилотное отверстие должно быть предварительно просверлено на 3% больше, чем размер «поперек фаски» ротационной протяжки. Например, если вы используете 1/4 ″ шестигранную вращающуюся протяжку , размер по плоскости составляет 0,2525, и, следовательно, ваш типичный размер перед сверлением будет 0,260. Это может варьироваться в зависимости от вашего приложения, материала и технических характеристик конечного продукта. Вот диаграмма, показывающая наиболее распространенные размеры пилотных отверстий перед сверлением:
Например, если вы используете 1/4 ″ шестигранную вращающуюся протяжку , размер по плоскости составляет 0,2525, и, следовательно, ваш типичный размер перед сверлением будет 0,260. Это может варьироваться в зависимости от вашего приложения, материала и технических характеристик конечного продукта. Вот диаграмма, показывающая наиболее распространенные размеры пилотных отверстий перед сверлением:
| Размер шестигранной протяжки | через квартиры | Размер предварительного сверления |
| 0,050 ″ | .0510 | .053 |
| 1/16 ″ | .0635 | 0,065 |
| 5/64 ″ | . 0790 0790 | .081 |
| 3/32 ″ | .0950 | .098 |
| 7/64 ″ | . 1110 | .114 |
| 1/8 ″ | .1265 | .130 |
| 9/64 ″ | . 1425 | . 147 |
| 5/32 ″ | . 1585 | . 163 |
| 11/64 ″ | . 1740 | . 179 |
| 3/16 ″ | . 1895 1895 | .196 |
| 7/32 ″ | .2215 | . 228 |
| 1/4 ″ | . 2525 | . 260 |
| 9/32 ″ | . 2840 | ,293 |
| 5/16 ″ | .3155 | .325 |
| 11/32 ″ | . 3470 | .357 |
| 3/8 ″ | .3785 | .390 |
| 13/32 ″ | . 4100 4100 | .422 |
| 7/16 ″ | .4415 | .455 |
| 15/32 ″ | . 4730 | . 488 |
| 1/4 ″ | . 5045 | . 520 |
| Метрические размеры шестигранника | ||
| 1.3 мм | .0515 | .053 |
| 1,5 мм | .0610 | .063 |
| 2,0 мм | . 0810 0810 | .083 |
| 2,5 мм | .1010 | .104 |
| 3,0 мм | . 1210 | . 125 |
| 4.0 мм | . 1610 | .166 |
| 5,0 мм | . 2000 | . 206 |
| 6,0 мм | . 2400 | . 247 |
| 7,0 мм | . 2790 | . 287 |
| 8,0 мм | . 3185 3185 | .328 |
| 9.0 мм | .3580 | ,369 |
| 10,0 мм | .3985 | .410 |
| 11,0 мм | .4370 | .450 |
| 12,0 мм | . 4775 | .492 |
| 13,0 мм | . 5170 | . 533 |
Нравится:
Нравится Загрузка…
Поделитесь этой историей, выберите платформу!
Питер Багвелл – старший инженер по продуктам в Polygon Solutions, Inc.
Вы должны войти в систему, чтобы оставить комментарий.
Сравнительная таблица размеров сверл | Railwayscenics
Мы надеемся, что эта таблица преобразования размеров сверла будет полезна некоторым моделистам. Если вы заметили ошибку в цифрах, сообщите нам об этом.Есть несколько различных методов определения размера сверл. Некоторые сверла – числа, некоторые – метрические, а некоторые – британские. Эту диаграмму можно использовать для сравнения различных систем или для преобразования и определения различных размеров сверл. Из-за различий в системах нумерации некоторые преобразования являются приблизительными, но находятся в пределах 0,0002 дюйма.
| Фракт. (дюйм) | Десятичный (дюйм) | Номер провода / Буква | Метрическая система (мм) | Фракт. (дюйм) | Десятичный (дюйм) | Номер провода / Буква | Метрическая система (мм) | Фракт. (дюйм) | Десятичный (дюйм) | Номер провода / Буква | Метрическая система (мм) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,0098 | 0,25 | 0,1065 | 36 | 0,3480 | S | ||||||||
| 0.0118 | 0,30 | 7/64 | 0,1094 | 0,3543 | 9,00 | ||||||||
| 0,0135 | 80 | 0,1100 | 35 | 0,3580 | Т | ||||||||
| 0.0138 | 0,35 | 0,1102 | 2,80 | 23/64 | 0,3594 | ||||||||
| 0,0145 | 79 | 0,1110 | 34 | 0,3680 | U | ||||||||
| 1/64 | 0. 0156 0156 | 0,1130 | 33 | 0,3740 | 9,50 | ||||||||
| 0,0157 | 0,40 | 0,1142 | 2,90 | 3/8 | 0,3750 | ||||||||
| 0.0160 | 78 | 0,1160 | 32 | 0,3770 | В | ||||||||
| 0,0177 | 0,45 | 0,1181 | 3,00 | 0,3860 | Вт | ||||||||
| 0.0180 | 77 | 0,1200 | 31 | 25/64 | 0,3906 | ||||||||
| 0,0197 | 0,50 | 1/8 | 0,1250 | 0,3937 | 10,00 | ||||||||
| 0.0200 | 76 | 0,1285 | 30 | 0,3970 | X | ||||||||
| 0,0210 | 75 | 0,1360 | 29 | 0,4040 | Y | ||||||||
| 0,0217 | 0.55 | 0,1378 | 3,50 | 13/32 | 0,4063 | ||||||||
| 0,0225 | 74 | 0,1405 | 28 | 0,4130 | Z | ||||||||
| 0,0236 | 0.60 | 9/64 | 0,1406 | 0,4134 | 10,50 | ||||||||
| 0,0240 | 73 | 0,1440 | 27 | 27/64 | 0,4219 | ||||||||
| 0,0250 | 72 | 0.1470 | 26 | 0,4331 | 11,00 | ||||||||
| 0,0256 | 0,65 | 0,1495 | 25 | 7/16 | 0,4375 | ||||||||
| 0,0260 | 71 | 0.1520 | 24 | 0,4528 | 11,50 | ||||||||
| 0,0276 | 0,70 | 0,1540 | 23 | 29/64 | 0,4531 | ||||||||
| 0,0280 | 70 | 5/32 | 0.1563 | 15/32 | 0,4688 | ||||||||
| 0,0292 | 69 | 0,1570 | 22 | 0,4724 | 12,00 | ||||||||
| 0,0295 | 0,75 | 0.1575 | 4,00 | 31/64 | 0,4844 | ||||||||
| 0,0310 | 68 | 0,1590 | 21 | 0,4921 | 12,50 | ||||||||
| 1/32 | 0,0313 | 0.1610 | 20 | 1/2 | 0,5000 | ||||||||
| 0,0315 | 0,80 | 0,1660 | 19 | 0,5118 | 13,00 | ||||||||
| 0,0320 | 67 | 0.1695 | 18 | 33/64 | 0,5156 | ||||||||
| 0,0330 | 66 | 11/64 | 0,1719 | 17/32 | 0,5313 | ||||||||
| 0,0335 | 0,85 | 0.1730 | 17 | 0,5315 | 13,50 | ||||||||
| 0,0350 | 65 | 0,1770 | 16 | 35/64 | 0,5469 | ||||||||
| 0,0354 | 0,90 | 0.1772 | 4,50 | 0,5512 | 14,00 | ||||||||
| 0,0360 | 64 | 0,1800 | 15 | 9/16 | 0,5625 | ||||||||
| 0,0370 | 63 | 0.1820 | 14 | 0,5709 | 14,50 | ||||||||
| 0,0374 | 0,95 | 0,1850 | 13 | 37/64 | 0,5781 | ||||||||
| 0,0380 | 62 | 3/16 | 0.1875 | 0,5905 | 15,00 | ||||||||
| 0,0390 | 61 | 0,1890 | 12 | 19/32 | 0,5938 | ||||||||
| 0,0394 | 1,00 | 0.1910 | 11 | 39/64 | 0.6094 | ||||||||
| 0,0400 | 60 | 0,1935 | 10 | 0,6102 | 15,50 | ||||||||
| 0,0410 | 59 | 0.1960 | 9 | 5/8 | 0,6250 | ||||||||
| 0,0420 | 58 | 0,1968 | 5,00 | 0,6299 | 16,00 | ||||||||
| 0,0430 | 57 | 0.1990 | 8 | 41/64 | 0,6406 | ||||||||
| 0,0433 | 1,10 | 0.2010 | 7 | 0,6496 | 16,50 | ||||||||
| 0,0465 | 56 | 13/64 | 0.2031 | 21/32 | 0,6563 | ||||||||
| 3/64 | 0,0469 | 0,2040 | 6 | 0,6693 | 17,00 | ||||||||
| 0,0472 | 1,20 | 0.2055 | 5 | 43/64 | 0,6719 | ||||||||
| 0,0512 | 1,30 | 0,2090 | 4 | 11/16 | 0,6875 | ||||||||
| 0,0520 | 55 | 0.2130 | 3 | 0,6890 | 17,50 | ||||||||
| 0,0550 | 54 | 0,2165 | 5,50 | 45/64 | 0,7031 | ||||||||
| 0,0551 | 1,40 | 7/32 | 0.2188 | 0,7087 | 18,00 | ||||||||
| 0,0591 | 1,50 | 0,2210 | 2 | 23/32 | 0,7188 | ||||||||
| 0,0595 | 53 | 0.2280 | 1 | 0,7283 | 18,50 | ||||||||
| 1/16 | 0,0625 | 0,2340 | А | 47/64 | 0,7344 | ||||||||
| 0,0630 | 1,60 | 15/64 | 0.2344 | 0,7480 | 19,00 | ||||||||
| 0,0635 | 52 | 0,2362 | 6,00 | 3/4 | 0,7500 | ||||||||
| 0,0669 | 1,70 | 0.2380 | Б | 49/64 | 0,7656 | ||||||||
| 0,0670 | 51 | 0,2420 | С | 0,7677 | 19,50 | ||||||||
| 0,0700 | 50 | 0.2460 | Д | 25/32 | 0,7813 | ||||||||
| 0,0709 | 1,80 | 1/4 | 0,2500 | E | 0,7874 | 20,00 | |||||||
| 0,0730 | 49 | 0.2559 | 6.50 | 51/64 | 0,7969 | ||||||||
| 0,0748 | 1,90 | 0,2570 | Ф | 0,8071 | 20,50 | ||||||||
| 0,0760 | 48 | 0.2610 | G | 13/16 | 0,8125 | ||||||||
| 5/64 | 0,0781 | 17/64 | 0,2656 | 0,8268 | 21,00 | ||||||||
| 0,0785 | 47 | 0.2660 | H | 53/64 | 0,8281 | ||||||||
| 0,0787 | 2,00 | 0,2720 | I | 27/32 | 0,8438 | ||||||||
| 0,0810 | 46 | 0.2756 | 7,00 | 0,8465 | 21,50 | ||||||||
| 0,0820 | 45 | 0,2770 | Дж | 55/64 | 0,8594 | ||||||||
| 0,0827 | 2,10 | 0.2810 | К | 0,8661 | 22,00 | ||||||||
| 0,0860 | 44 | 9/32 | 0,2813 | 7/8 | 0,8750 | ||||||||
| 0,0866 | 2,20 | 0.2900 | л | 0,8858 | 22,50 | ||||||||
| 0,0890 | 43 | 0,2950 | M | 57/64 | 0,8906 | ||||||||
| 0,0906 | 2,30 | 0.2953 | 7,50 | 0,9055 | 23,00 | ||||||||
| 0,0935 | 42 | 19/64 | 0,2969 | 29/32 | 0,9063 | ||||||||
| 3/32 | 0,0938 | 0.3020 | N | 59/64 | 0,9219 | ||||||||
| 0,0945 | 2,40 | 5/16 | 0,3125 | 0,9252 | 23,50 | ||||||||
| 0,0960 | 41 | 0.3150 | 8,00 | 15/16 | 0,9375 | ||||||||
| 0,0980 | 40 | 0,3160 | О | 0,9449 | 24,00 | ||||||||
| 0,0984 | 2,50 | 0.3230 | п. | 61/64 | 0,9531 | ||||||||
| 0,0995 | 39 | 21/64 | 0,3281 | 0,9646 | 24,50 | ||||||||
| 0,1015 | 38 | 0.3320 | Q | 31/32 | 0,9688 | ||||||||
| 0,1024 | 2,60 | 0,3346 | 8,50 | 0,9842 | 25,00 | ||||||||
| 0,1040 | 37 | 0.3390 | R | 63/64 | 0,9844 | ||||||||
| 0,1063 | 2,70 | 11/32 | 0,3438 | 1 | 1,0000 |
Что нужно знать о сверлах для печатных плат
Какие стандартные размеры сверл для печатных плат? Можно ли найти индивидуальное решение, основанное на уникальных требованиях? Да, доступны как стандартные размеры сверл для печатных плат, так и индивидуальные решения.В настоящее время доступны печатные платы с 10 000 просверленными отверстиями или даже больше. Можно получить колодец разных размеров. Современные автоматизированные устройства с ЧПУ используются для изготовления сверл любых размеров на печатных платах. Однако, если у вас нет особых требований, вы можете рассмотреть стандартный размер сверла для печатной платы. Но если вы хотите пойти дальше и сделать размеры сверла для печатной платы, вы можете взглянуть на следующее.
Размер отверстия в конструкции печатной платыЕсть много компонентов, которые вы можете добавить в конструкцию печатной платы.Электрические компоненты играют определяющую роль в обеспечении желаемой функциональности. Однако для них потребуется немного места, и вам придется прикрепить их к монтажной плате. Доска должна иметь поверхность для поддержки насадок. Здесь входят сверла для печатных плат.
Отверстие в плате может создать пространство для любого компонента. Однако это уменьшит площадь поверхности. Короче говоря, вам потребуются отверстия в вашей печатной плате, чтобы повысить ее функциональность с помощью некоторых новых дополнений. Но вам нужно будет убедиться, что новое дополнение не повлияет на функциональность других частей.
В большинстве случаев можно рассмотреть возможность изготовления стандартных сверл. У вас также будет возможность добавить компоненты, которые могут соответствовать текущим отверстиям вашей печатной платы. У обоих этих методов есть свои достоинства и недостатки. Поэтому вам придется взвесить плюсы и минусы, чтобы найти наиболее подходящий.
Например, если вы используете компонент размера сверла, вы можете сэкономить на оборудовании с ЧПУ. Да, вам понадобится это оборудование, чтобы делать упражнения без особых усилий.Однако вам нужно будет найти компонент подходящего размера, чтобы он лучше всего подходил для существующих сверл. Если размер не совпадает, у вас не останется другого выбора, кроме как делать сверла. Вы можете выбрать любой способ по своему усмотрению.
Стандартные размеры сверл для печатных платКогда дело доходит до стандартных размеров сверл для печатных плат, существует множество вариантов. Производители предлагают множество вариантов размеров отверстий и сверл. Таким образом, вы можете найти наиболее подходящий, немного исследуя.
Кроме того, плата должна соответствовать требованиям к размерам, указанным в чертеже. Да, доска должна соответствовать толщине, периметру, отверстиям, прорезям и вырезам. Кроме того, погрешность ширины проволоки должна быть в пределах ± 5%, а соединение должно быть в пределах ± 0,01 мм. Вдобавок к этому вырез не должен превышать 1/5 ширины линии. Допустимая погрешность зазора между строками находится в пределах ± 5%.
Кроме того, ошибка между апертурой детали и расчетной апертурой должна составлять 4102 в пределах ± 0.05 мм, а апертура ≤0,8 мм. Однако, когда апертура> 0,8 мм, ошибка должна составлять ± 0,1 мм.
Кроме того, форма и размер обработки должны соответствовать требованиям чертежа. Расстояние между краями и отверстиями должно составлять минимум 1,0 мм. Кроме того, допуск на размер кромки и отверстия должен составлять ± 0,1 мм. Допуск положения отверстия должен составлять ± 0,10 мм.
Во время процесса стандарт отклонения апертуры должен составлять ± 0,05 мм, а допуск сверления отклоняющих отверстий будет ≤0.076 мм. Кроме того, открытые медные контактные площадки и линия фольги должны сохраняться на расстоянии 1,0 мм от правой и левой сторон платы. Кроме того, линии из медной фольги должны выдерживать расстояние не менее 1,0 мм от соединительного отверстия штампа или V-образной канавки отрывной пластины.
Помимо всего этого, производители придерживаются и других принципов. Внутренний диаметр отверстия (сквозное) должен составлять 0,2 мм или более. Что касается внешнего диаметра, он должен быть равен 0.4 мм и более.
Как упоминалось ранее, вы найдете множество стандартных размеров сверл для печатных плат. Однако вам нужно будет следовать простому правилу, чтобы найти лучший размер сверла для печатной платы для вашего проекта. Для оптимальной подгонки вам потребуются отверстия на 0,3 мм шире, чем у компонента. Например, если размер компонента 0,5 мм, вам потребуются отверстия 0,8 мм. Кроме того, если говорить о характеристиках SSS, на плате должно быть всего 500 отверстий. Для спецификации DSS максимальное количество – 2000 отверстий.
Рекомендуемые размеры сверла для печатной платыВы можете выбрать размер в соответствии с потребностями вашего проекта.Можно сказать, что вы можете пойти со стандартными деталями. Однако стандартные детали не будут такими же, и вы можете запутаться. Кроме того, они могут не служить вашей цели.
Перед тем, как выбрать размер сверла, необходимо учесть соотношение размеров печатной платы. Да, соотношение между толщиной доски и рекомендованным размером сверла поможет вам выбрать размер, подходящий для ваших целей. Помимо этого соотношения, вам придется учитывать конструкцию доски.Стоит отметить, что некоторые материалы могут растрескиваться. Плиты из стекловолокна – лучшие примеры. Да, для этого материала потребуются сверла из карбида вольфрама. Кроме того, он быстро съест стандартные биты HSS. Следовательно, вы можете рассмотреть возможность использования больших HSS битов для этого материала, если у вас нет твердосплавных битов. Кроме того, вам может потребоваться качественная вертикальная стойка для сверл менее 1 мм.
В дополнение к типу бит, вам нужно будет рассмотреть стиль биты.Твердосплавные биты доступны в форматах со сжатым или прямым хвостовиком. Преимущество битов с прямым хвостовиком заключается в том, что они сохраняют размер вместе с валом. Но толстые или уменьшенные биты будут сокращаться до стандартных размеров. Вы можете использовать прямые биты для небольших отверстий диаметром менее 1 мм. Эти биты не сломаются и не уменьшатся в размере. Кроме того, они дешевле.
Стоит отметить, что размер просверливаемых отверстий будет зависеть от вывода электрических компонентов.Однако многие компоненты поставляются со стандартными диаметрами. Вот несколько примеров.
Клеммные колодки и подстроечные резисторы: от 1,2 до 1,5 мм
ИС и резисторы: 0,8 м
D Разъемы, диоды большего размера и разъемы IDC: от 1,2 до 1,5 мм.
Для некоторых проектов могут потребоваться меньшие размеры ниже 0,8 м. Однако такое бывает редко, и он может вам не понадобиться для вашего проекта. Но если вам нужно 0.Диаметром 8 м в вашем проекте убедитесь, что у вас их два. Причина в том, что небольшие размеры легко ломаются. Более крупные более гибкие и не подвержены повреждениям. Но убедитесь, что у вас есть несколько запасных частей на всякий случай.
Также необходимо убедиться, что отверстия примерно на 0,007 мм больше по сравнению с выводами. Для резисторов с выводами 0,021 дюйма потребуются отверстия диаметром 0,29 дюйма.
Как рассчитать размер сверла для печатной платыТеперь вы знаете стандартные и рекомендуемые размеры сверла для печатной платы.Далее мы рассмотрим соображения. Вы можете выполнить следующие действия, чтобы найти наиболее подходящий размер сверла для проекта печатной платы.
Найдите диаметр шага толстых компонентовЕсли у вас есть электрические компоненты для вашего проекта, вы можете проверить диаметр шага. Начните с компонентов с самыми толстыми выводами. Вы можете проверить упаковку или спецификации, чтобы узнать максимальные диаметры проводов.
Знать минимальный размер отверстияКогда у вас будет максимальный шаг, вы можете начать расчет минимального размера отверстия.Чтобы рассчитать размер отверстия, вам нужно будет следовать уравнению.
Уравнение: минимальный размер отверстия = 0,25 мм + максимальный диаметр шага
Оцените диаметр колодкиВы можете рассчитать диаметр колодки с помощью минимального размера отверстия. Когда дело доходит до расчета, вы можете использовать наименьшую площадь площадки. В большинстве случаев значение будет около 0,05 мм или 50 микрометров. В дополнение к этому вам понадобится припуск на изготовление для расчета диаметра колодки.Когда у вас есть все необходимые данные, вы можете начать расчет со следующего.
Диаметр подушки = минимальное кольцевое кольцо X 2+ минимальный размер отверстия + минимальный допуск на изготовление
Понимание разницы уровней плотностиСуществуют плотности компонентов A, B и C. Уровень А считается лучшим среди производителей печатных плат. Преимущества заключаются в максимальной геометрии занимаемой площади и низкой плотности компонентов. Уровень B является стандартом по умолчанию для многих проектов.Он может быть лучшим для пайки погружением, волнообразной пайкой, оплавлением и плавной пайкой. Также он известен твердыми припоями. Уровень C имеет высокий стандарт производительности проектирования. Он используется для получения компонентов высокой плотности. Он занимает мало места и может быть лучшим вариантом для портативных устройств.
ЗаключениеСоздавая печатную плату с нуля, убедитесь, что в ней есть отверстия. Чистые печатные платы не могут прикрепить ничего к поверхности. В результате вы не можете добавлять какие-либо компоненты на свою печатную плату.Можно сказать, что сверла являются частью соединений печатных плат независимо от типа. Также нельзя рассматривать какие-либо доступные сверла. Вы должны использовать тот, который может соответствовать компоненту и потребностям вашего проекта. Да, размер играет жизненно важную роль. Это может позволить пользователям надежно прикрепить что-либо к доске, не тратя впустую пространство на поверхности. Правильно проведя расчеты, вы сможете получить сверло оптимального размера для вашего проекта. Вы также можете получить индивидуальные решения, которые наилучшим образом подходят для вашего проекта.