Описание технических характеристик токарного станка ТВ-4, особенности его эксплуатации
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном . ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.

- Высокоточная подрезка торцов.
- Сверление.
- Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Назначение, область применения станка
ТВ-4 является универсальным самым простым токарным станком, выполняющим многие действия на наружной и внутренней поверхности металлической заготовки, превращая ее в законченную деталь. ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
ТВ-4 более популярен в использовании как учебный вариант оборудования в различных учебных заведениях токарному мастерству. По этой причине станок по-другому называют «школьный». Это не профессиональное оборудование, предназначающееся для больших масштабов продукции, а оборудование, которое подходит только для обучения. Основным назначением является возможность ученикам получить минимальные навыки работы при изготовлении металлических деталей.
На оборудовании ТВ-4 возможно выполнения следующих видов работ:
- Растачивать и протачивать поверхность стальной заготовки путем вращения.
- Подрезать торцы с высокой степенью точности.
- Сверлить отверстия.
- Нарезать различного вида резьбы разного шага.
Функциональность станка небольшая, она упрощена с возможностью удешевления конструкции. Расширенные функциональные возможности имеет модернизированное оборудование, с улучшенными техническими характеристиками.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
Основные элементы:
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
 Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Токарный станок ТВ 4 и его устройство
Устройство состоит из нескольких элементов, среди которых:
- Задняя опора с размещенным в ней электрическим оборудованием.
- Передняя опора с размещенным в ней электрическим двигателем.
- Устойчивая основа устройства, размещенная на двух опорах, на чьей передней части располагается рейка и подвижный винт.
- Коробка подач задает величину подачи при нарезке резьб, что позволяет получить необходимый шаг. Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.
- Узлы агрегата. Передний узел обеспечивает соединение между механизмами вращения и обрабатываемой болванкой. В заднем узле крепится другой конец обрабатываемой болванки.
- Основной рабочий вал (шпиндель) расположен в переднем узле. Вращает обрабатываемую болванку, за счет трехкулачкового патрона, и имеет 6 величин оборотов.
- Электрооборудование, к которому относятся: трансформатор освещения, плавкие предохранители, двигатель и электрический щит.
 Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.
Чтобы коробка стабильно функционировала, необходимо следить за наличием смазки в специальном корыте.Органы управления
- установка оборотов вала производится двумя ручками, располагающихся на переднем узле;
- направление подач для нарезки резьб производится рукоятью, расположенной на переднем узле;
- скорости подач и шаги резьб устанавливается при помощи ручки, расположенной на переднем узле;
- ходовой вал переключается рукоятью, находящейся на переднем узле;
- ручное передвижение каретки в осевом направлении производится при помощи маховика, расположенного на фартуке;
- реечное зубчатое колесо включается кнопкой, расположенной на фартуке;
- осевая подача суппорта включается рукоятью, расположенной на фартуке;
- гайка ходового винта запускается рукоятью, расположенной на фартуке;
- ручное передвижение поперечных салазок производится при помощи ручки, расположенной на фартуке;
- резцедержатель закрепляется при помощи ручки, расположенной на фартуке;
- пиноль заднего узла фиксируется ручкой, расположенной на заднем узле;
- продольное перемещение пиноли осуществляется при помощи маховика, расположенного на заднем узле;
- трансформатор освещения расположен на задней тумбе устройства;
- местное освещение включается и выключается при помощи переключателя, расположенного на задней тумбе;
- предохранительная колодка располагается на задней тумбе;
- магнитный пускатель располагается на задней тумбе;
- реверсивный запуск станка производится при помощи кнопки, расположенной на передней тумбе;
- светильник располагается на переднем узле;
- установка заднего узла к направляющим производится при помощи ручки, расположенной на заднем узле;
- выключатель сети располагается на задней тумбе;
- защитный элемент располагается на фартуке.

Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
- Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
- Длина обтачивания — 30 см.
- Допустимая длина изделия — 35 см.
- Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
- Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
- Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
- Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
- Число ступней при прямом и обратном вращении — 6.
- Величина поворота салазок с закрепленным резцом — ±45°.
- Конструкция резцовых салазок допускает смещение на 5 см.
- У суппорта три степени продольных подач.
- Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
- Смещение пиноли задней бабки до 6,5 см.

В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Назначение оборудования
В разрезе обучения токарному делу — ТВ-4 по праву может называться универсалом. На нем доступны большинство операций обработки заготовок. На станке можно:
- делать рассверливание;
- производить нарезку внутренних и наружных резьб метрических, при этом данная операция может производиться как механикой, которой оснащено устройство, так и ручным способом. Доступны классическая схема резьбы, а также ее трапецеидальная, дюймовая, упорная версия;
- нарезать резьбы с широким диапазоном изменения шага;
- производить сложные нарезки многозаходной резьбы;
- делать зенкеровку;
- производить обработку торцов, подрезку заготовки.
Оборудование позволяет обрабатывать наружные поверхности заготовок пруткового типа, например, точить вал.
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.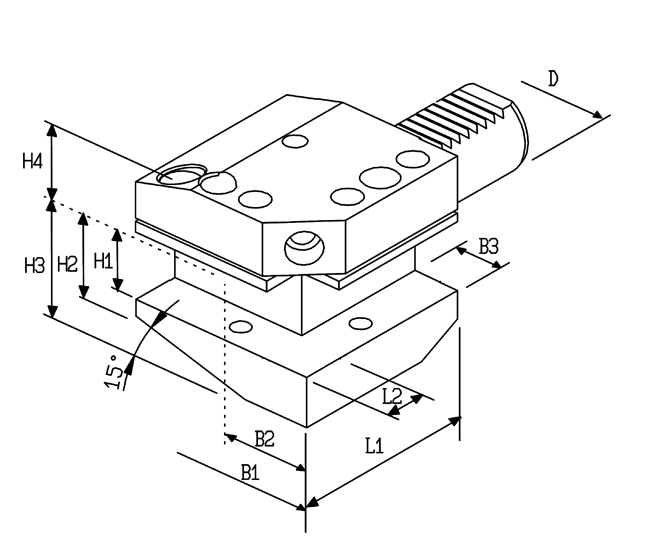
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.
- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
 Перед запуском проверяется уровень масла.
Перед запуском проверяется уровень масла.Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Основные узлы и их особенности
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
 Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
Последний важный функциональный элемент конструкции станка ТВ-4 — фартук. В задачу этого узла входит реализация схемы преобразования вращения валов коробки передач в поступательное движение суппорта. Описание работы фартука включает также выполнение с его помощью нарезки резьбы.
Электросхемы станка включают несколько значимых зон. Список включает:
- электрическую схему питания двигателя главного привода;
- систему защиты, представленную плавкими предохранителями;
- магнитный пускатель реверсивного типа для главного привода;
понижающий трансформатор с выходным напряжением 12В, подводимый к электрооборудованию освещения рабочего места.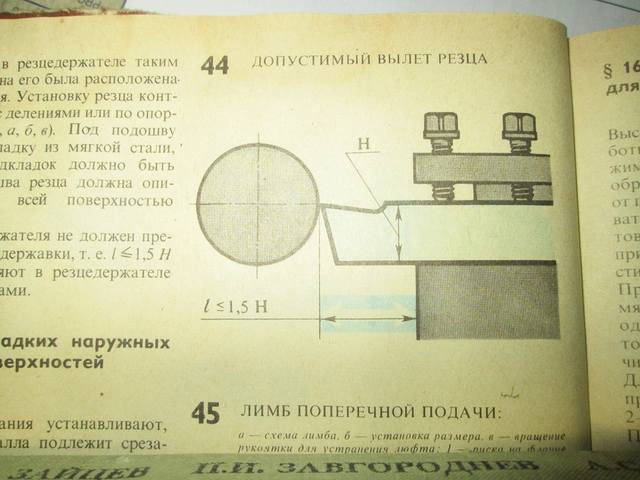
Схема электроцепей станка достаточно проста и при существующей потребности питания от сети 220В поддается модификации. В частности, доступно построение иного включения обмоток статора двигателя с установкой пусковых конденсаторов. Хорошие результаты достигаются и применением частотного регулирования оборотов двигателя.
Инструкция по работе с токарным оборудованием ТВ-4
Так как токарно-винторезные станки ТВ-4 относятся к категории образовательных агрегатов, то все пусконаладочные работы должны осуществлять люди, имеющие соответствующую квалификацию. Перед эксплуатированием токарной установки, учащиеся должны хорошо ознакомиться с устройством, ее данными и правилами безопасности. Важно отметить, что для монтажа агрегата нужно создать бетонное основание, высотой около 100 мм.
Универсальный токарный станок имеет ряд важных аспектов в процессе эксплуатирования:
- Подготовительные действия перед точением. Винторезный станок очищается от ненужных загрязнений. Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
- Работа оборудования. Для начала необходимо проверить, все ли рукоятки управления расположены в правильном положении. После этой процедуры следует предварительная настройка и установка изделия между бабками, а также фиксируется положение резца.
- Профилактические меры. После окончания работ необходимо удалить все остатки работ, чтобы рабочее место было чистым и правильно функционировала конструкция.
 Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.Винторезный станок обладает специфичной особенностью внезапной остановки оборудования. В устройстве станка не имеется узлов принудительной остановки осевого шпинделя и фиксации рукоятей. Поэтому остановка возделываемого изделия осуществляется крайне медленно. Это необходимо учитывать при работе с оборудованием.
Важно помнить, что токарный станок по металлу в период эксплуатирования нуждается в постоянной смазке, поэтому следует следить за уровнем смазывающей жидкости. В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
Открытый урок “Устройство токарно-винторезного станка ТВ-4” | Методическая разработка по технологии (7 класс) на тему:
Открытый урок по технологии в 7 классе.
Тема: Устройство токарно-винторезного
Станка ТВ-4.
Выполнил: Кириченко Андрей
Владимирович
Учитель технологии МОУ Морозовская СОШ
Морозовка 2011г.
Открытый урок по технологии.
Предмет: Технология.
Тема урока: Устройство токарно-винторезного станка ТВ-4, назначение резцов, измерительный инструмент.
7 класс.
Тип урока: объяснение нового материала.
Преподаватель: Кириченко Андрей Владимирович.
Ведущие методы: Словесные, наглядные, исследовательские.
Организация деятельности учащихся:
- Исследовательский и репродуктивный характер деятельности с применением ИКТ технологии;
- фронтальная, индивидуальная работа.

Цели урока:
- Ознакомить с историей развития металлорежущих станков в России.
- Изучить устройство токарно-винторезного станка ТВ-4, назначение резцов и измерительного инструмента.
- Обучить приёмам закрепления заготовки в патрон, резца в резцедержатель.
- Познакомить с приёмами управления станком ТВ-4.
- Требовать соблюдения правил техники безопасности во время работы на токарном станке.
Формы организации работ: коллективная, самостоятельная.
Оборудование:
Для лекции: слайдфильм «Токарно-винторезный станок ТВ-4 его устройство, режущие и измерительные инструменты».
Для практической работы: Токарно-винторезный станок ТВ-4, резцы, ключи для патрона и резцедержателя, заготовка.
Место урока в учебном плане. Тема «Устройство токарно-винторезного станка ТВ-4, назначение резцов, измерительный инструмент» рассматриваются в разделе “Технология обработки металла”. Эта тема расширяет кругозор учащихся и дает более глубокое понимание общности металлорежущих станков и процесса изготовления деталей.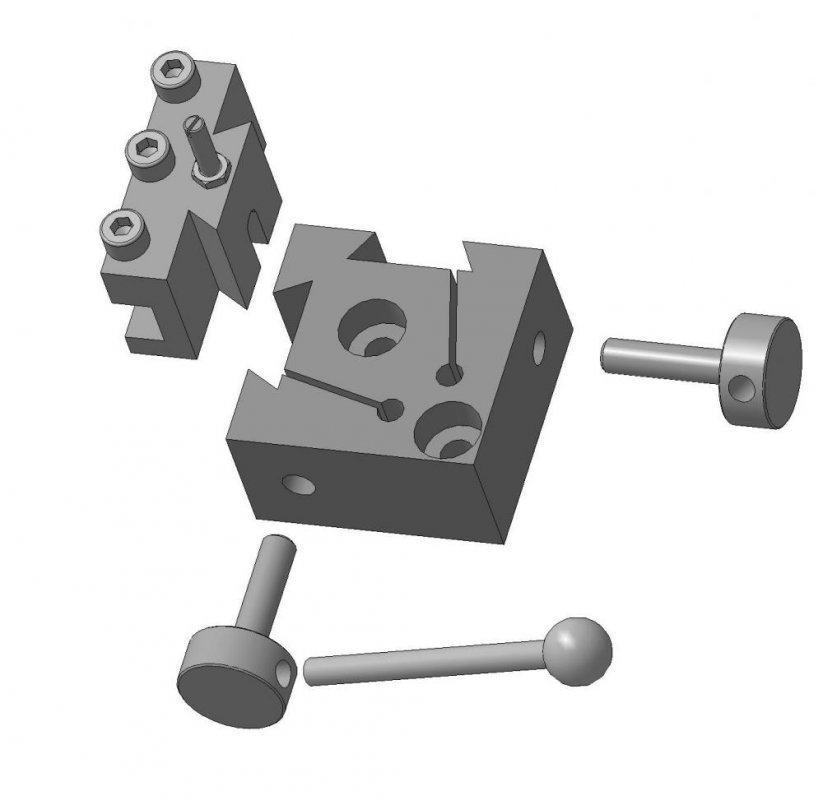 Основное содержание изучаемого материала задают учебная программа и обязательный минимум содержания образования по труду.
Основное содержание изучаемого материала задают учебная программа и обязательный минимум содержания образования по труду.
Ход урока
- Организационная часть: Инициация урока: объявление темы, целей, начальные записи в тетради.
- Повторение ранее изученного материала: Беседа с учащими по вопросам; – Давайте вспомним из курса 6 класса, что мы понимаем под словом «машина»?
Ответ; – Машина состоит из не менее трёх частей таких как: двигатель, передаточный и исполнительный механизм.
Вопрос:- Какие виды передач применяются в деревообрабатывающем станке?
Ответ; – В деревообрабатывающем станке применяется ременная передача.
Вопрос;- Назовите основные узлы деревообрабатывающего станка?
Ответ;- Деревообрабатывающий станок состоит из: станины, электродвигателя, ременной передачи, задней бабки.
- Изложение программного материала:
- -Доклады учащихся о развитии обработки металла резанием в России.
В XII в. русские оружейники вовсю использовали простейшие сверлильные и токарные устройства с ручным приводом, в которых осуществлялось вращательное движение режущего инструмента или обрабатываемой заготовки.
В XIV-XVI в.в. для производства оружия широко использовались довольно мощные усовершенствованные сверлильные и токарные станки с приводом от водяной мельницы.
Наиболее активно металлообработка стала развиваться во времена правления Петра I. Именно в этот период русский механик и изобретатель А.К. Нартов впервые за всю историю разработал и создал для токарного станка первый механический суппорт, который посредством зубчатого колеса и зубчатой рейки перемещался вдоль обрабатываемой детали. Конструкция суппорта носит его имя и называется “суппорт Нартова”. Талантливый изобретатель не только сделал революционное преобразование в конструкции токарного станка, но и создал ряд других станков оригинальной конструкции: винторезный, зуборезный, и даже пилонасекательный.
Выдающийся русский механик М.В. Сидоров создал в 1714 г. на Тульском ружейном заводе “вододействующие машины” (с приводом от колеса водяной мельницы) для сверления оружейных стволов. Примерно в то же время солдат Яков Батищев построил станки для одновременного сверления 24 ружейных стволов – прообраз современных многошпиндельных станков!
В середине XVIII в. гениальный русский ученый М.В. Ломоносов (1711 – 1765) разработал и построил первые шлифовальные, лоботокарные и сферотокарные станки. Изобретатель паровой машины И.И. Ползунов для изготовления ряда деталей для своего парового котла создал специальные цилиндрорасточные станки. Величайший русский механик-изобретатель И.П. Кулибин (1735 – 1818) разработал специальные высокоточные станки для производства зубчатых колес для часовых механизмов.
- Объяснение учителя
Токарно-винторезный станок, так же как и сверлильный, прошёл длительный путь развития: от примитивного приспособления с ручным приводом до современного токарно-винторезного станка с числовым программным обеспечением. Но если при эволюции сверлильного станка решалась задача обеспечить вращательного и поступательного движения сверла относительно заготовки, то в токарном эти движения были разделены – вращение заготовки и поступательное относительно её движение резца. В примитивном приспособлении – прообразе токарного станка заготовку вращал один человек, а другой держал резец и перемещал его во время обработки. Затем для вращения заготовки стали использовать лук, который приводился в действие ногой работающего. С изобретением суппорта приспособление для точения деталей превратилось в настоящий станок. Впервые станок с самоходным суппортом изготовил в начале 17 в. русский механик Андрей Нартов. Для вращения заготовки стали подводить механическую энергию от какого-либо общего двигателя: водяной мельницы, паровой машины и т.д.
Но если при эволюции сверлильного станка решалась задача обеспечить вращательного и поступательного движения сверла относительно заготовки, то в токарном эти движения были разделены – вращение заготовки и поступательное относительно её движение резца. В примитивном приспособлении – прообразе токарного станка заготовку вращал один человек, а другой держал резец и перемещал его во время обработки. Затем для вращения заготовки стали использовать лук, который приводился в действие ногой работающего. С изобретением суппорта приспособление для точения деталей превратилось в настоящий станок. Впервые станок с самоходным суппортом изготовил в начале 17 в. русский механик Андрей Нартов. Для вращения заготовки стали подводить механическую энергию от какого-либо общего двигателя: водяной мельницы, паровой машины и т.д.
Дальнейшее развитие токарного станка шло по линии совершенствования механизмов, обеспечивающих вращение заготовки и перемещения резцов, взаимодействие эти движений, управление станком.
Движение подачи: двигатель – ременная передача – коробка скоростей – коробка подач – суппорт с резцом.
Основанием станка является станина, установленная на тумбах двух
тумбах. В левой тумбе находится электродвигатель. На станине крепятся передняя бабка , задняя бабка и суппорт.
В передней бабке размещена коробка скоростей, которая изменяет частоты вращения шпинделя. На шпинделе устанавливается приспособление для крепления заготовки ( например, самоцентрирующий трёхкулачковый токарный патрон).
Коробка подач – это механизм, позволяющий изменять скорость перемещения суппорта.
Суппорт предназначен для закрепления и перемещения режущего инструмента. Суппорт перемещается как вручную, так и механически по направлению станины вдоль оси шпинделя ( детали). Для закрепления инструмента на суппорте установлен резцедержатель, который может перемещаться вручную перпендикулярно оси шпинделя на поперечных салазках и под некоторым углом к ней – на верхних салазках. Это нужно для точения конических поверхностей и достигается за счёт того, что верхние салазки закреплены на поворотной плите и могут поворачиваться на угол до 40º. Перемещаются верхние салазки вручную рукояткой. Для отсчёта перемещений предусмотрены круговые шкалы – лимбы.
В корпусе задней бабки находится пиноль, которую можно перемещать и фиксировать. В пиноль устанавливают центр для поддерживания незакреплённого конца длинных заготовок, а также свёрла. Она может перемещаться по направляющим станины и закрепляться неподвижно рукояткой.
Зубчатые колёса коробки скоростей смазываются индустриальным маслом.
Технические характеристики ТВ-4
- Диаметр сквозного отверстия шпинделя: 16мм.
- Диаметр изделия установленного над суппортом: 80мм.
- Частота вращения шпинделя: 130 – 170 минֿ¹.
- Шаг нарезаемой резьбы: 0,8;1;1,25 мм.
- Масса станка: 300кг.
- Габаритные размеры станка: 1100*470*1100 мм.
Резец – основной режущий инструмент для выполнения простейших операций по обработке металла на токарно-винторезном станке. Он состоит из рабочей части, или головки, и тела резца (державки). В головке различают переднюю поверхность, по которой сходит стружка при резании, и две задние. Задняя поверхность, обращённая в поверхности резания, называется – главной задней поверхностью, вторая задняя поверхность – вспомогательной задней поверхностью. Линия пересечения передних и задних поверхностей называются режущими кромками. Кромка, образованная передней и главной задней поверхностями, называется главной режущей кромкой. Образованная передней и вспомогательной задней поверхностями – вспомогательной режущей кромкой. Точка пересечения главной и вспомогательной режущих кромок – вершина резца.
Передний угол улучшает процесс схода стружки. Задний и передний углы – это углы заточки резца.
Токарные резцы различаются:
- По направлению подачи: правые, левые;
- По конструкции головки: прямые, отогнутые;
- По способу изготовления: цельные, составные;
- По сечению стержня: прямоугольные, круглые, квадратные;
- По виду обработки: проходные, упорные, подрезные , отрезные, фасонные, резьбонарезные, расточные.
Назначение резцов:
- Проходные – для обработки внешних поверхностей;
- Упорные – для обработки уступов ;
- Подрезные – для обработки торцов ;
- Отрезные – для отрезания заготовок ;
- Резьбовые – для нарезания резьбы ;
- Расточные – для обработки внутренних поверхностей ;
Резцы устанавливаются на станке в резцедержателе, при помощи винтов крепления, чтобы вершина располагалась по оси шпинделя, для регулировки высоты применяют подкладки (изготовленные из тонколистового металла), и выступать за пределы резцедержателя не более чем на 1- 1,5 высоты резца.
Заготовку помещают в самоцентрирующем трёхкулачковом патрон на глубину не менее 20-25мм и сжимают кулачками при помощи ключа. Заготовка не должна выступать из патрона на величину свыше пяти её диаметров.
Контроль размеров производят: металлической линейкой; предел измерения до 1мм, штангенциркулем; предел измерения до 0.1 мм, микрометром; предел измерения до 0. 01мм.
При работе на токарно-винторезном станке необходимо соблюдать следующие требования правил безопасности:
1.Не включать станок без разрешения учителя.
2.Работать на станке можно только в спецъодежде и в защитных очках.
3.Работать только при опущенных защитных кожухах, закрывающих патрон и суппорт.
4.Не передавать и не брать предметы через движущие части станка.
5.Во время работы не наклонять голову близко к вращающемуся патрону.
6.Не опираться на станок , не класть на него инструменты и заготовки.
7.Не отходить от включенного станка.
4.Практическая работа:
В процессе выполнения практической работы вы должны проделать следующие операции:
1.Включение и выключение станка.
2.Вставка резца в резцедержатель.
3.Закрепление заготовки в патроне.
4.Торцевание заготовки.
5.Разметка заготовки (длиной).
6.Точение заготовки до диаметра 10мм.
7.Чистовая обработка.
Прежде чем приступить к практической работе я расскажу вам по каким критериям она будет оцениваться.
Критерии оценок:
1.Качество обработанной детали.
2.Точность соблюдения размеров по чертежу.
3.Соблюдение ПТБ при работе.
4.Самостоятельность в работе.
В процессе выполнения работы вы должны соблюдать правила техники безопасности и правильность проведения операций по закреплению и обработки заготовок.
- Заключительная часть.
На сегодняшнем уроке мы с вами познакомились с устройством и назначением токарно-винторезного станка, провели практическую работу. В процессе работы обращалось внимание на качество обработки. Учащиеся производили разметку заготовок.
При подведении итогов был проведён общий анализ работы. Первый этап обучения приёмам работы на станке прошёл успешно.
Всем спасибо. До свиданья!
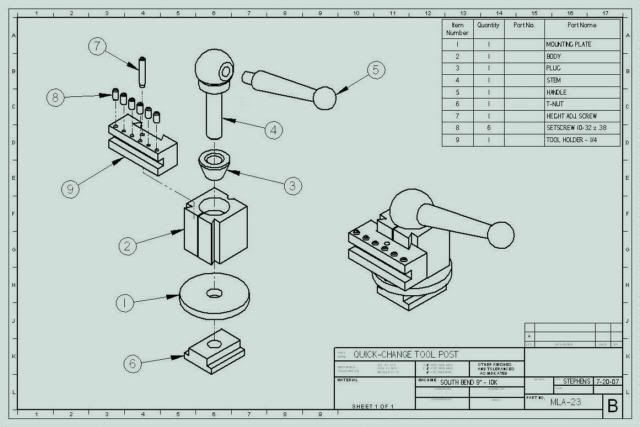
Набор быстросменных резцедержателей — Наборы токарных резцедержателей
Размеры резцедержателя:
| Токарный станок Качели | А | Б | С | Д | Э | Х | Р |
|---|---|---|---|---|---|---|---|
| 12 | 2 1/2 | 3 7/8 | 2 1/4 | 16 сентября | 1 3/8 | 4 16/11 | 5 3/4 |
| 10-15 | 3 | 4 5/8 | 2 3/4 | 5/8 | 1 16 сентября | 5 9/16 | 7 5/16 |
| 13-18 | 3 1/2 | 5 1/8 | 3 | 3/4 | 1 29/32 | 6 1/8 | 7 7/8 |
| 14-20 | 4 | 6 1/4 | 3 5/8 | 7/8 | 21/8 | 7 | 9 |
| 17-48 | 5 | 7 3/8 | 4 5/8 | 15/16 | 2 16/11 | 8 3/8 | 10 25/32 |
Размеры опорной плиты стойки для инструментов
Быстросменные стойки для инструментов поршневого типа
| Стойка для инструментов | Длина | Ширина | Толщина | Примечания |
|---|---|---|---|---|
| 250-100 | 2,36″ | 1,86″ | . 478″ | |
| 250-200 | 2,75″ | 2,50 дюйма | .635” | |
| 250-300 | 3,0″ | 3,0″ | .751″ | |
| 250-400 | 3,93″ | 2,99″ | .991″ |
Быстросменные резцедержатели клинового типа
| Резцедержатель | Длина | Ширина | Толщина | Примечания |
|---|---|---|---|---|
| 250-111 | 2,36″ | 1,86″ | .478″ | Без шага |
| 250-222 | 2,80″ | 2,26″ | .638″ | Шаг |
| 250-333 | 3,00″ | 2,50″ | .764″ | Шаг |
| 250-444 | 4,02″ | 2,50″ | .940″ | Шаг |
| 250-555 | 4,52″ | 3,00″ | 1,00″ | Шаг |
При заказе используйте артикул № плюс 4-значный код
| Ref. № | Описание | 12-дюймовые качели для токарных станков | Качели для токарных станков 10-15″ | 13-18″Качели для токарных станков | 14-20-дюймовые качели для токарных станков | 17-48″Качели для токарных станков | Кол-во |
|---|---|---|---|---|---|---|---|
| 1 | База | 9047 | 9091 | 9119 | 9155 | 9155 | 1 |
Опорная плита поддается механической обработке для легкой адаптации к Т-образному пазу токарного станка. Быстросменные держатели инструментов QC
Все размеры указаны в дюймах.
Держатель инструмента QC для токарной обработки и торцовки (тип № 1)
| Качели токарного станка | Бит для инструмента | А | Б | С | Д |
|---|---|---|---|---|---|
| 12 | 3/16 -1/2 | 15/16 | 16 сентября | 7/16 | 1 1/2 |
| 10-15 | 1/4-5/8 | 1 1/8 | 21/32 | 1/2 | 1 3/4 |
| 13-18 | 1/2-3/4 | 1 7/16 | 51/64 | 5/8 | 2 1/8 |
| 14-20 | 1/2-1 | 1 16/11 | 1 1/32 | 3/4 | 2 1/2 |
| 17-48 | 3/4-1 1/4 | 2 3/16 | 1 5/16 | 1 | 3 1/8 |
Держатель инструмента QC – расточка, точение и торцевание (тип № 2)
| Токарный станок Swing | Бит для инструмента | Хвостовик | А | Б | С | Д |
|---|---|---|---|---|---|---|
| 12 | 3/16 -1/2 | 7/16 | 15/16 | 16 сентября | 7/16 | 1 1/2 |
| 10-15 | 1/4-5/8 | 1/2 | 1 1/8 | 21/32 | 1/2 | 1 3/4 |
| 13-18 | 1/2-3/4 | 5/8 | 1 7/16 | 51/64 | 5/8 | 2 1/8 |
| 14-20 | 1/2-1 | 13/16 | 1 16/11 | 1 1/32 | 3/4 | 2 1/2 |
| 17-48 | 3/4-1 1/4 | 1 1/8 | 2 3/16 | 1 5/16 | 1 | 3 1/8 |
Держатель инструмента QC – расточная оправка для тяжелых условий эксплуатации (модель № 4)
| Качели токарного станка | Инструментальная насадка | А | Б | Д | Д1 |
|---|---|---|---|---|---|
| 12 | 3/4 | 1 1/2 | 3/4 | 5/8 | |
| 10-15 | 7/8 | 1 3/4 | 1 | 3/4 | |
| 13-18 | 1 | 2 | 1 | 3/4 | |
| 14-20 | 1 1/4 | 2 1/2 | 1 1/4 | 1 | |
| 17-48 | 1 16 сентября | 3 1/8 | 1 1/2 | 1 1/4> |
Держатель инструмента QC – Универсальный отрезной диск (Модель № 7)
| Качели токарного станка | Лезвие Ht. | А | Б | С | Д |
|---|---|---|---|---|---|
| 12 | 1/2 | 13/16 | 16 сентября | 3/16 | 1 1/2 |
| 10-15 | 16/11 | 1 | 23/32 | 3/16 | 1 3/4 |
| 13-18 | 3/4 | 1 3/16 | 13/16 | 3/16 | 2 |
| 14-20 | 7/8 | 1 7/16 | 61/64 | 1/4 | 2 1/2 |
| 17-48 | 1 1/8 | 1 3/4 | 1 3/16 | 1/4 | 2 3/4 |
QC Держатель инструмента для накатки, токарной обработки и торцовки (стиль № 10)
| Токарный станок Swing | Бит для инструмента | А | Б | С | Э | Е1 |
|---|---|---|---|---|---|---|
| 12 | 3/16 -1/2 | 7/8 | 2 1/2 | 1 16 сентября | 35/64 | 13/32 |
| 10-15 | 1/4-5/8 | 1 | 2 5/8 | 1 3/4 | 21/32 | 1/2 |
| 13-18 | 1/2-3/4 | 1 3/16 | 3 1/8 | 2 | 25/32 | 1/2 |
| 14-20 | 1/2-1 | 1 7/16 | 3 3/4 | 2 1/2 | 1 1/64 | 3/4 |
| 17-48 | 1/2-1 1/4 | 1 7/8 | 4 1/2 | 3 1/8 | 1 5/16 | 1 |
СТАТЬЯ ДЖЕЙМСА ДЖОНСОНА О МОДИФИКАЦИИ ИНСТРУМЕНТАЛЬНОЙ СТОЙКИ 250-100 PHASE II ДЛЯ БЫСТРОЙ СМЕНЫ ИНСТРУМЕНТА QC, ПОДХОДЯЩЕЙ К ЕГО СТРУЖНОМУ ТОКАРНОМУ СТАНОКУ 9X20
T51 Quick Change Toolpost System [5 шт.
, включая 4 держателя] (средний размер)1
Поиск
Посещение мастерской приветствуется, только по предварительной записи. Пожалуйста, позвоните, чтобы договориться о времени визита.
- Артикул: 908:20
- T51QCT
- Доставка:
- Рассчитывается на кассе
Рекомендуемая производителем розничная цена: $399,95
Сейчас: $394,95
— Вы экономите
$5. 00
Текущий запас: 2
Количество:
Часто покупают вместе:
- Описание
Описание
Главный держатель имеет высоту 52 мм и отверстие посередине 19 мм, которое может быть изменено в соответствии с вашей машиной либо с помощью втулки, либо с отверстием для втулки.
Нажмите здесь ДЛЯ ЗАПАСНЫХ ДЕРЖАТЕЛЕЙ
- Подходит для токарных станков с расстоянием между центрами от 24 до 36 дюймов.
- Включает: 2 стандартных держателя
- Включает: 1шт Отрезной держатель с лезвием
- Включает: 1 шт. Держатель расточной оправки (без расточной оправки)
- Включает: 1 гаечный ключ
- КОСТЮМ ДЛЯ ДЕРЖАТЕЛЕЙ Инструмент 16 мм HIGH
- ЭТО ОЧЕНЬ НАДЕЖНАЯ СИСТЕМА КАЧЕСТВА!
Просмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
клиентов также просмотрели
Быстрый просмотр
Система быстрой смены инструмента T37
Рекомендуемая производителем розничная цена: $295,95
Сейчас: 289,95 $
СИСТЕМА БЫСТРОЙ СМЕНЫ ИНСТРУМЕНТАЛЬНОЙ СТОЙКИ
МОДЕЛЬ 37 ММ
Подходит для токарных станков MYFORD, SOUTHBEND, HERCUS и небольших токарных станков до 24 дюймов. 600 мм между высотой центрального блока. Центральное отверстие под втулку: 1/2″…
В корзину
Быстрый просмотр
Система быстрой замены инструментальной стойки T2 — подходит для больших токарных станков
Рекомендуемая производителем розничная цена: $599,95
Сейчас: 588,95 $
СИСТЕМА БЫСТРОЙ СМЕНЫ ИНСТРУМЕНТОВ ЗАПАСНЫЕ ДЕРЖАТЕЛИ ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ, ЭТО БАЗОВАЯ СИСТЕМА СТАРТЕРА. ВЫ МОЖЕТЕ ПРИОБРЕСТИ ДОПОЛНИТЕЛЬНЫЕ ДЕРЖАТЕЛИ ДЛЯ ЭТОЙ СИСТЕМЫ, ЧТОБЫ РАСШИРИТЬ АССОРТИМЕНТ. Подходит для токарных станков размером от 36″ до…
В корзину
Быстрый просмотр
Центр резьбы (подпружиненный) — 1/2 дюйма
Рекомендуемая производителем розничная цена: $29,95
Сейчас: 26,95 долларов США
Идеально подходит для выравнивания метчиков на сверлильном станке, токарном или фрезерном станке.