Вольфрамовые электроды для аргонодуговой сварки по цветам
Как известно любому специалисту, для сварки, выполняемой в среде аргона, применяются вольфрамовые электроды, которые относятся к категории неплавящихся. Они отличаются большим разнообразием типов, определить каждый из которых помогает маркировка, наносимая на эти изделия в процессе производства.
Разновидности вольфрамовых электродов
Разбираемся в характеристиках вольфрамовых электродов
Вольфрамовые электроды – это тугоплавкие стержни, при помощи которых формируется электрическая дуга, необходимая для расплавления кромок соединяемых деталей и присадочного материала в процессе сварки. Используются такие электроды преимущественно для сварки в защитной среде аргона. С их помощью выполняют сварку различных конструкций, включая трубчатые. Вольфрам для этого выбран совсем не случайно, ведь именно он является самым тугоплавким металлом из всех имеющихся в природе.
Требования к маркировке, наносимой на стержни из вольфрама в процессе их производства, оговариваются в международных стандартах, что позволяет причислить эти изделия к определенному типу, в какой бы стране мира они ни были произведены.
Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
 Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.
Согласно этим требованиям, в маркировке электрода должен быть отражен не только его тип, но и химический состав.Определить вольфрамовые электроды можно по первой букве «W» (вольфрам), включенной в их обозначение. В составе большей части таких прутков присутствует небольшое количество легирующих добавок. Последние улучшают технические характеристики изделия и увеличивают срок его эксплуатации. О виде легирующего элемента, который содержится в вольфрамовом электроде, говорит вторая буква в маркировке.
В обозначении вольфрамовых прутков можно встретить следующие буквы, которые указывают на определенные легирующие добавки.
С (оксид церия)
Вольфрамовые электроды, содержащие данную легирующую добавку, являются универсальными изделиями, они используются для сварки любым типом тока, поддерживают стабильное горение дуги даже при небольших его значениях.
Схема сварочного процесса в аргоне с использованием вольфрамовых электродов
Z (оксид циркония)
Электроды из вольфрама, содержащие оксид церия, используются для сварки, осуществляемой на переменном токе. Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
Применяя их, необходимо очень внимательно следить за тем, чтобы сварочная ванна не подвергалась даже минимальным загрязнениям. Дуга, создаваемая при помощи таких прутков, отличается стабильностью и высокой мощностью. По сравнению с изделиями других типов, вольфрамовые электроды с оксидом циркония способны выдерживать значительные токовые нагрузки.
L (оксид лантана)
Изделия, содержащие в своем составе данную легирующую добавку, обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, а также быстрое повторное зажигание. При использовании таких прутков уменьшается риск прожига соединяемых деталей, значительно увеличивается рабочий ток. Эти электроды относятся к долговечным, они меньше загрязняют сварочную ванну, если сравнивать их с изделиями из чистого вольфрама.
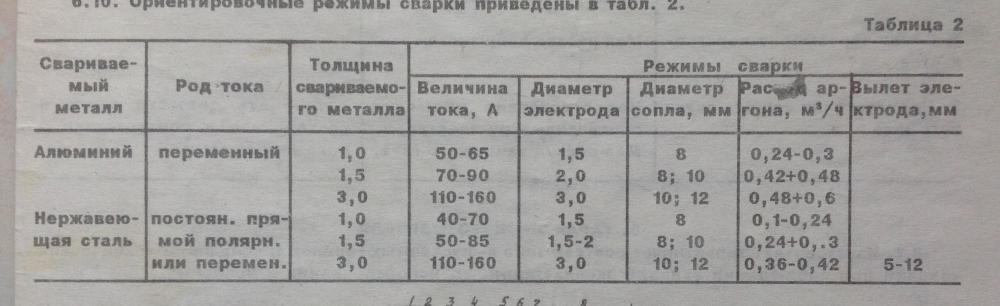
Режимы сварки алюминиевых сплавов (переменный ток)
T (оксид тория)
Электроды из вольфрама, содержащие в своем составе оксид тория, являются очень популярными, так как обладают массой достоинств. Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Чаще всего такие изделия используют для соединения заготовок из нержавеющей стали, производимой на постоянном токе. Между тем есть у этих вольфрамовых электродов и ряд недостатков. При их использовании для сварки в закрытых помещениях и при заточке следует оборудовать рабочее место вытяжной вентиляцией, так как торий – это радиоактивный металл, пары и пыль которого могут оказать негативное влияние на здоровье человека. Кроме того, при сварке такими электродами, осуществляемой на переменном токе, дуга может скакать по выступающим поверхностям, что приводит к ухудшению качества формируемого соединения.
Y (иттрий)
Изделия данного типа считаются самыми устойчивыми из всех вольфрамовых электродов, именно поэтому их используют для сварки особенно ответственных конструкций. Сварку с их применением осуществляют на постоянном токе.
P (чистый вольфрам)
Данная буква, присутствующая в маркировке, указывает на то, что изделие выполнено из вольфрама на 99,5%. Вольфрамовые электроды, которые не содержат в своем составе легирующих добавок, обеспечивают устойчивость дуги при сварке, осуществляемой на переменном токе.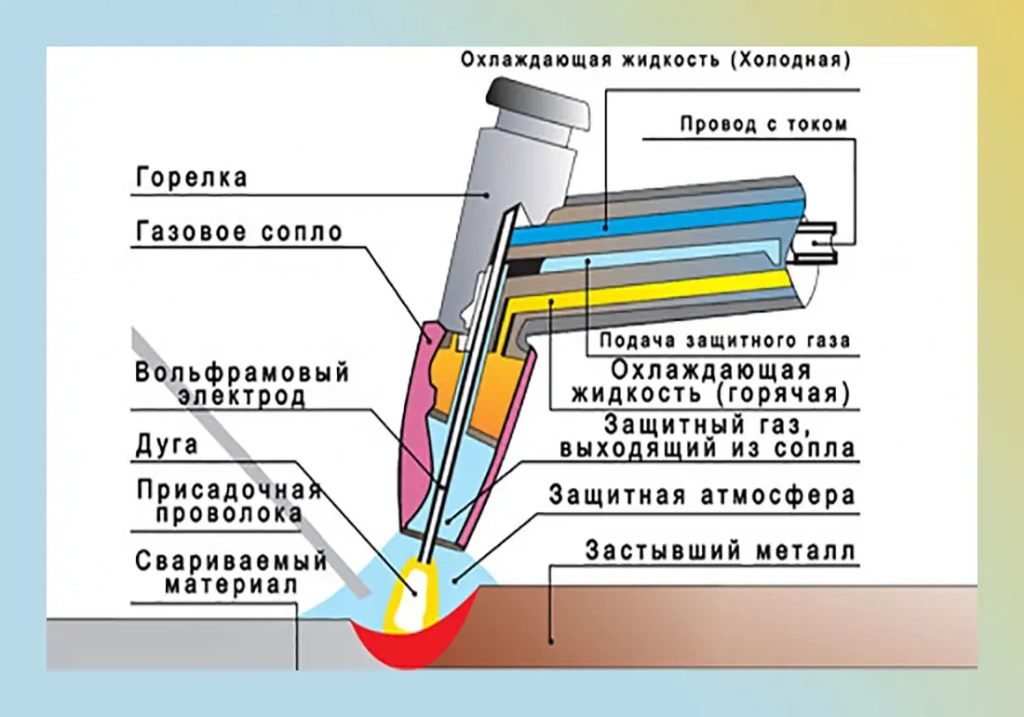 Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Именно такие прутки используют при выполняемой в среде аргона сварке деталей из алюминия.
Для того чтобы специалист мог получить более полную информацию о вольфрамовых электродах, в их маркировке присутствуют и цифровые обозначения.
Первые цифры, стоящие после букв, указывают на точное содержание легирующей добавки в процентах. Так, цифра 20 означает, что в материале электрода содержится 2,0% соответствующей добавки, цифра 15 – 1,5% и т.д. Вторые цифры в обозначении прутка, отделенные от первых дефисом, указывают на длину изделия, выраженную в миллиметрах.
Наиболее распространенной является длина 175 мм, но также выпускаются электроды длиной 50, 75 и 150 мм. Детали с разными геометрическими параметрами варятся вольфрамовыми электродами различного сечения, значение которого может составлять 1; 1,6; 2; 2,4; 3; 3,2; 4; 4,8; 5,6; 6,4 мм.
Таблица для выбора диаметра вольфрамового электрода для сварки в аргоне с учетом силы и рода тока
Для примера расшифруем маркировку электрода WL 10-75.
 В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.
В нем, кроме вольфрама, содержится 1,0% оксида лантана. Длина данного изделия, согласно его обозначению, составляет 175 мм.Для того чтобы с первого взгляда можно было определить, к какому виду относится вольфрамовый электрод и для чего его можно использовать, концы изделий разных марок окрашиваются разными цветами. Такие метки могут быть нанесены одним из следующих цветов:
- зеленый – изделия из чистого вольфрама, обозначаемые буквами WP;
- серый – электроды марки WC 20, в которых содержится 2% оксида церия;
- золотой – изделия марки WL 15, их состав дополнен 1,5% оксида лантана;
- черный – прутки марки WL 10, в состав которых добавлен 1% оксида лантана;
- синий – WL 20, в таких электродах имеется 2% оксида лантана;
- белый – электроды WZ 8, состав которых обогащен 0,8% оксида циркония;
- желтый – электроды марки WT 10, содержащие 1% оксида тория;
- красный – прутки WT 20, в составе которых имеется 2% оксида тория;
- фиолетовый – электроды WT 30, содержащие 3% оксида тория;
- оранжевый – изделия марки WT 40, включающие 4% оксида тория;
- темно-синий – вольфрамовые электроды WY 20, которые содержат 2% иттрия.

Цветовая маркировка вольфрамовых электродов
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
- Соединение заготовок толщиной до 1,5 мм выполняется по технологии в защитных инертных газах, предусматривающей использование вольфрамовых неплавящихся электродов. В этом случае сварку можно выполнять вручную или же в автоматическом или полуавтоматическом режиме.
- При работе с заготовками толщиной от 1,5 до 3 мм используется короткодуговая сварка.
- Для сваривания заготовок толщиной более 3 мм применяют метод электродуговой сварки, предусматривающий струйный перенос металла с электрода.
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Сферы использования вольфрамовых электродов различных марок
У вольфрамовых электродов, относящихся к каждому виду, есть отличительные характеристики, которые и определяют область их применения.
WP – зеленый наконечник
Электроды, выполненные из чистого вольфрама (WP), используются преимущественно для сварки на переменном токе, выполняемой в среде аргона. С их помощью производят аргонодуговую сварку изделий, выполненных из алюминия, алюминиевой бронзы (медно-алюминиевый сплав), магния, никеля, а также их сплавов.
Электроды данного вида имеют такие характеристики, как:
- плохая зажигаемость дуги;
- короткий срок службы;
- плохая переносимость значительной токовой нагрузки;
- безопасность для человеческого здоровья.
Режимы сварки меди вольфрамовым электродом (для стыковых соединений на медной охлаждаемой водой подкладке или подушке из флюса)
WC 20 – серый наконечник
Электроды WC 20 также используются для сварки в среде аргона, но с их помощью получают соединения деталей, выполненных из высоколегированных, в том числе нержавеющих сталей, высокосплавляющихся металлов (молибден, тантал и др. ), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
), меди, никеля, титана, а также их сплавов. Сварку такими прутками осуществляют на постоянном токе, подключаемом по прямой полярности.
К отличительным характеристикам вольфрамовых электродов этого типа следует отнести:
- хорошую зажигаемость дуги;
- продолжительный срок службы;
- хорошую переносимость значительных токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы аргонодуговой сварки титановых сплавов
WL – синий наконечник
Электроды с маркировкой WL (WL 10, WL 15, WL 20) предназначены для выполнения работ на переменном, а также постоянном токе (используется прямая полярность), с их помощью осуществляют напыление, плазменную сварку, соединение деталей небольшой толщины, изготовленных из обычных и высоколегированных сталей.
Перечислим характеристики вольфрамовых электродов данного типа:
- удовлетворительная зажигаемость дуги;
- длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
Режимы ручной сварки нержавеющей стали вольфрамовым электродом
WZ – белый наконечник
Электроды WZ 8 (наконечник белый) используются для сварки на переменном токе в среде аргона. Применяя их, выполняют аргонодуговую сварку изделий, выполненных из алюминия, медно-алюминиевых сплавов (алюминиевая бронза), магния, никеля и сплавов данных металлов.
К отличительным характеристикам вольфрамовых изделий данной марки относятся:
- удовлетворительная зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость токовых нагрузок;
- безопасность для человеческого здоровья.
WT 20 – красный наконечник
Изделия с маркировкой WT 20 применяются для арогонодуговой сварки на постоянном токе (используется прямая полярность). Такими изделиями варят заготовки из высоколегированных сталей, высокосплавляющихся металлов, меди, никеля, титана, их сплавов.
Характеристики вольфрамовых электродов данного вида:
- хорошая зажигаемость сварочной дуги;
- достаточно длительный срок службы;
- хорошая переносимость значительных токовых нагрузок;
- возможная опасность для человеческого здоровья.

К группе вольфрамовых электродов, в которых присутствует торий, также относятся изделия марок WT 30 и WT 40. Из-за значительного содержания данного радиоактивного элемента в составе электродов применять их не рекомендуется, пары от них наносят вред окружающей среде и человеческому здоровью.
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла. Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью. Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.
Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Критерии выбора электрода из вольфрама
При выборе вольфрамовых прутков необходимо ориентироваться на такие их параметры, как:
- тип, химический состав и наличие легирующих добавок;
- диаметр, который оказывает влияние на толщину формируемого сварного шва;
- геометрия острия, определяющая многие характеристики сварочного процесса;
- качество заточки.
Естественно, на выбор электрода определенной марки значительное влияние оказывают и характеристики соединяемых деталей: размеры, состав материала и др. При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
При выборе вольфрамовых прутков можно обращаться к справочным таблицам или собственному опыту.
Основные критерии выбора электродов исходя из их свойств
виды, их параметры и свойства
Главная » Материалы
В промышленности и в быту часто используется аргонодуговая сварка металлов. При такой сварке, проводимой в защитной среде аргона, металл защищен от влияния внешней кислородной среды. При проведении сварки такого типа используются неплавящиеся электроды из вольфрама. Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Содержание
- 1 Классификация
- 2 Таблица с данными по вольфрамовым электродам
Для повышения качества сварки в вольфрам добавляют окиси редкоземельных элементов. В зависимости от их содержания производится маркировка таких электродов.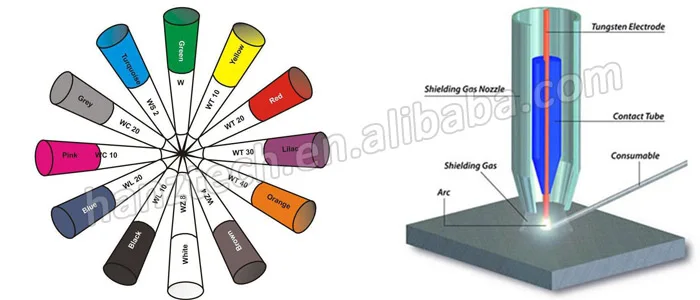
Классификация
Вольфрамовые электроды классифицируются в соответствии с международным стандартом DIN EN 26848. В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
Диаметр электрода определяется величиной сварочного тока. При этом электрод диаметром в 1 мм может применяться при сварочных токах до 50 А, диаметром в 1,6 мм – до 100 А, диаметром в 2 мм – до 200 А, диаметром в 3,2 мм – до 300 А, а диаметром в 4 мм – свыше 300 А.
Вольфрам имеет высокую температуру плавления, поэтому электроды из него производят методами порошковой металлургии (спеканием, сжатием и упрочнением). При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
- меньший нагрев;
- лучшая зажигаемость дуги;
- больший ток нагрузки;
- повышенная стойкость.

Маркировка отражает характеристики электрода – состав материала и его длину.
При этом для электрода из вольфрама первый символ в маркировке – буква «W», что обозначает вольфрам. Второй символ обозначает тип металла добавки. Первое число обозначает содержание добавок на 1000 долей W. То есть число 20 обозначает 2% примесей, 8 – 0,8%. Второе число обозначает длину электрода. Наиболее распространенная длина – 175 мм.
Для облегчения использования электроды в зависимости от типа маркируются различными цветами.
Основные марки следующие:
- WP – выполнен из чистого вольфрама (99,5%). Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый.
- WZ-8 содержит 0,8% оксида Zr. Применяют для сварки Al, бронзы, Mg Ni и их сплавов. Для сварки переменным током. Могут выдерживать наибольшую токовую нагрузку. Цвет – белый.
- WT-20 содержит 2% оксида Th. Для сварки нержавейки, молибдена, тантала, Ni, Ti и их сплавов. Торированные электроды хорошо работают при большом токе. Но Th является радиоактивным элементом и требует дополнительных мер безопасности. Цвет – красный.
- WC-20 содержит 2% церия. Для сварки высокотемпературных металлов (молибдена, тантала), Ni, Ti и их сплавов. Такие электроды могут работать как на постоянном, так и на переменном токе. Позволяет легко запускать дугу и поддерживать ее даже при малом сварочном токе. Цвет – серый.
- WL-15, WL-20 содержат 1,5 и 2% La соответственно. Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).
- WY-20 – содержит около 2% диоксида Y. Применяется для сварки ответственных узлов из углеродистой, низколегированной и нержавеющей стали, а также Ti и Cu. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
 Цвет – белый.
Цвет – белый. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.Таблица с данными по вольфрамовым электродам
Вольфрамовые электроды по цветам
№#
Тип
Рейтинг
Цвет
AC/DC
1
Электрод WP
Зеленый
Подробнее
2
Электрод WZ-8
Белый
Подробнее
3
Электрод WT-20
Красный
Подробнее
4
Электрод WC-20
Серый
Подробнее
5
Электрод WL-15
Золотой
Подробнее
7
Электрод WY-20
Темно – синий
Подробнее
6
Электрод WL-20
Синий
Подробнее
В таблице приведены цены на 1 электрод длиной 175 мм и диаметром в 2 мм по данным Яндекс.Маркет.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды для GTAW (дуговой сварки вольфрамовым электродом) или сварки TIG (вольфрам в инертном газе), как правило, бывают нескольких типов.
Типы вольфрамовых электродов
Электроды из чистого вольфрама
Торированные вольфрамовые электроды
Лантанированные вольфрамовые электроды
Вольфрамовые электроды с церием
Циркониевые вольфрамовые электроды
Шлифовка вольфрамовых электродов
Как выбрать вольфрамовые электроды?
Диаметры и длины вольфрамовых электродов
Размер зерна и структура вольфрамового электрода
Распределение и размер оксида вольфрамового электрода
Типы вольфрамовых электродов
Типы вольфрамовых электродов и их типичное применение можно идентифицировать по цветовой маркировке на концах следующим образом.
- Pure Tungsten: Green
- 2% Церил: серый
- 2%.
Электроды из чистого вольфрама обычно используются на менее ответственных сварочных операциях, чем электроды из легированного вольфрама. Этот тип электрода используется для сварки переменным током, имеет относительно низкую токонесущую способность и низкую устойчивость к загрязнениям.
Торированные вольфрамовые электродыТорированные вольфрамовые электроды (1 или 2% тория) превосходят электроды из чистого вольфрама благодаря более высокому выходу электронов, лучшему зажиганию и стабильности дуги, высокой допустимой нагрузке по току, более длительному сроку службы , а также большую устойчивость к загрязнению. Вольфрамовые электроды с 2%-ным содержанием тория можно использовать для сварки на переменном токе, но они лучше всего подходят для электродов с отрицательным электродом на постоянном токе (прямая полярность) GTAW на углеродистой и нержавеющей стали, никеле и титане.
Сварщики должны учитывать, что 2% торированных вольфрамовых электродов содержат низкий уровень радиоактивности. Поэтому при их использовании всегда необходимо следовать предупреждениям, инструкциям и паспортам безопасности изготовителя.
Вольфрамовые электроды с лантановым покрытиемВольфрамовые электроды с лантановым покрытием содержат не менее 97,80 % вольфрама и от 1,30 до 1,70 % лантана или лантана, оба 1,5 и 2 % лантана обеспечивают превосходную пусковую дугу при длительном пуске дуги при содержании лантана из вольфрама срок службы и стабильность электрода, а также низкая скорость выгорания. Они также устойчивы к износу наконечника.
Считается, что вольфрамовые электроды, содержащие 2 % лантана, обладают превосходными характеристиками. Вольфрамовые электроды с 2% лантана часто используются в критически важных приложениях, например, в авиационной промышленности, и могут использоваться для замены вольфрамовых электродов с 2% тория.
Оба электрода хорошо подходят для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, титана и алюминия.Они хорошо работают с отрицательным электродом переменного или постоянного тока (DCEN) с заостренным концом, или они могут быть свернуты для использования с источниками питания переменного тока синусоидальной формы. В отличие от торированного вольфрама, лантансодержащие электроды подходят для сварки переменным током и, подобно электродам с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях.
По сравнению с чистым вольфрамом добавление 1,5 % лантана увеличивает максимальную допустимую нагрузку по току примерно на 50 % для данного размера электрода.
Вольфрамовые электроды с цериемВольфрамовые электроды с церием содержат не менее 97,3% вольфрама и от 1,8 до 2,2% церия, используются для настройки низкого тока и имеют дугу с низким током. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока.
Циркониевые вольфрамовые электродыЦиркониевые вольфрамовые электроды содержат 0,7–0,9% циркония и известны своей способностью легко скатываться при работе с переменным током. Циркониевые электроды обычно находятся между электродами из чистого вольфрама и электродами из торированного вольфрама с точки зрения производительности. Однако есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Шлифовка вольфрамовых электродов
Более точное управление дугой можно получить, если электрод из вольфрамового сплава заточить до точки (рис. 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить достаточную стабильность дуги. Вольфрамовые электроды трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги от прикосновения является стандартной практикой.
Поддержание формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.
Угол конусности вольфрамового электрода напрямую влияет на стабильность дуги и профиль валика.
Для правильной заточки вольфрамовых электродов используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (во избежание загрязнения). Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеете достаточную систему вентиляции на шлифовальной станции и соблюдаете предупреждения, инструкции и паспорта безопасности производителя.
Затачивайте вольфрамовый электрод прямо на шлифовальном круге, а не под углом 90 градусов, чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, с электродом 1/8 дюйма вы должны отшлифовать поверхность от 1/4 до 5/ 16 дюймов в длину). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
Вылет вольфрамового электрода за пределы газовой камеры определяется типом свариваемого соединения, а также количеством обеспеченного защитного газа. Например, удлинение газового колпачка на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений тонкого материала, а удлинение примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов.
Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Как выбрать вольфрамовые электроды?
Выбор и подготовка вольфрамовых электродов для сварки TIG или дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) для использования в конкретном случае зависит от многих переменных, включая тип свариваемого материала, сварочную силу тока и тип сварного шва, среди прочих факторов.
Диаметр и длина вольфрамовых электродов
Доступны вольфрамовые электроды различных стандартных диаметров и длин.
Наиболее распространенная длина составляет 7,00 дюймов (175 мм). Вольфрам обычно поставляется в коробках по 10 штук.
Зажигание дуги TIG и стабильность дуги благодаря правильно подготовленному вольфрамовому электроду выгодны для сварщика TIG.
В большинстве случаев сварщики TIG используют вольфрамовые электроды , которые содержат оксиды, усиливающие выбросы. Примерами являются торий, церий, лантан и т. д. Все эти элементы имеют свои характеристики и дают разные преимущества по сравнению с использованием чистого вольфрама.
Эти элементы вызывают улучшение зажигания дуги и стабильности дуги. Эти элементы также снижают температуру на поверхности наконечника электрода.Более низкая температура на конце электрода увеличивает срок службы электрода. При более низких температурах можно поддерживать низкий размер зерен электрода. Таким образом, эти легирующие элементы обеспечивают существенные преимущества в функционировании вольфрамового электрода.
В дополнение к легирующим элементам, метод, используемый при производстве вольфрамового электрода, также играет роль в характеристиках электрода.
Размер зерна и структура вольфрамового электрода
Как и любой другой металл, тело наконечника вольфрамового электрода состоит из зерен. Каждое зерно состоит из кристаллической структуры, покрытой границами зерен. Зерна отделены друг от друга границами зерен. Рассмотренные выше оксиды легирующих элементов мигрируют не по кристаллической структуре, а по границам зерен.
Следовательно, лучше иметь большое количество зерен, чтобы большое количество границ зерен облегчало миграцию оксидов.
Другими словами, желательно иметь мелкий размер зерна. Тем не менее, получить мелкий размер зерна легче сказать, чем сделать. Трудно поддерживать малый размер зерна, одновременно обеспечивая равномерное распределение оксидов в электроде. Эта сложность изготовления электродов и определяет разницу в характеристиках электродов, поставляемых разными поставщиками.Зерна имеют тенденцию к увеличению в размерах, когда электрод подвергается воздействию высоких температур во время сварки. Как мы видели выше, такой рост зерен нежелателен. Если по границам зерен продолжается непрерывный поток оксидов, это предотвращает объединение нескольких зерен и, таким образом, предотвращает рост зерен. Таким образом, оксиды также служат ингибиторами роста зерен.
Если оксидов нет, рост зерен остановить нечем, и такой электрод плохо работает при сварке. Дуга не стабильная и ровная. Электрод с 2% лантана сохраняет мелкую зернистость даже после продолжительного периода сварки. Размер зерна, помимо содержания легирующих элементов, также является результатом качества процесса изготовления электродов.
Вольфрамовый электрод Распределение и размер оксидов
Распределение оксидов играет важную роль в качестве электрода. Если в электроде (или его части) мало оксидов, происходит быстрый рост зерен, и электрод быстро приходит в негодность. Участки электрода с избытком оксидов также являются плохими. Эти оксиды предотвращают миграцию оксидов к наконечнику, где они желательны.
Вольфрамовые электроды хорошего качества содержат оксиды небольшого размера. Миграция оксидов происходит легко.
Два электрода с одинаковым процентным содержанием легирующих элементов легко могут значительно отличаться по рабочим характеристикам. Это связано с процессом производства электрода, который определяет размер зерна электрода.
Речь шла о вольфрамовых электродах. Пожалуйста, поделитесь своими мыслями в разделе комментариев ниже.
Подробнее:
Твердые электродные проволоки
Как правильно выбрать вольфрам для сварки TIG и что — Baker’s Gas & Welding Supplies, Inc.
После того, как вы вложили средства в первоклассный сварочный аппарат TIG для сварки алюминия или детальных проектов, получите максимальную отдачу от своих сварных швов, выбрав подходящий вольфрамовый сварочный аппарат TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
*Нажмите на таблицу, чтобы скачать PDF для печати Выбор правильного цвета вольфрама для сварки ВИГКаждый электрод для сварки ВИГ имеет определенную цветовую классификацию, которая облегчает его идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода.
Вот краткий обзор:Зеленые электроды для сварки TIG изготовлены из чистого вольфрама и используются для сварки переменным током, часто для алюминия и магния. Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Зачем использовать зеленые электроды из чистого вольфрама? Они хорошо работают при синусоидальной сварке переменным током и образуют сплошной шарообразный наконечник, обеспечивающий стабильную дугу. Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Красные торированные электроды для сварки TIG являются одними из наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время.
Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.Переключение между сваркой переменным и постоянным током с использованием торированных электродов. Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики с осторожностью относятся к использованию этих электродов.
Оранжевые электроды с церием для сварки TIG содержат около 2% церия и идеально подходят для сварки на постоянном токе и слаботочных процессов. Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Ceriated не рекомендуется использовать для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Золотые лантанированные электроды для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), поскольку их можно затачивать или скруглять соответственно в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Из-за его долговечности и универсальности некоторые сварщики используют лантанаты вместо тория, так как в металле нет радиоактивных элементов.
Коричневые циркониевые электроды для сварки TIG содержат минимальное количество циркония и лучше всего подходят для сварки переменным током. Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.
Серые редкоземельные электроды обычно указывают, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварки на переменном и постоянном токе, но сварщики должны внимательно прочитать информацию о каждом металле, указанную на упаковке.
Получите все пять электродов TIG в одном наборе В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.Не можете решить, какой электрод купить? Попробуйте новый Weldporn Five Flavors Assorted Tungsten. Было доказано, что эти электроды обеспечивают стабильность и постоянство при каждом сварном шве. В комплект входит по два электрода каждого типа.
Варианты электродов 3/32” включают:
- Торированный 2%
- 2% цериат
- 2% лантана
- Мультимикс
- Чистый вольфрам
Фиолетовый электрод
Фиолетовый вольфрамовый электрод E3 Если вы ищете безопасную альтернативу ториевым электродам и более долговечную версию чистого вольфрама, то вам может подойти вольфрамовый электрод E3, в состав которого входят три оксида.

 Оба электрода хорошо подходят для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, титана и алюминия.
Оба электрода хорошо подходят для сварки углеродистой стали, нержавеющей стали, никелевых сплавов, титана и алюминия.



 Эти элементы вызывают улучшение зажигания дуги и стабильности дуги. Эти элементы также снижают температуру на поверхности наконечника электрода.
Эти элементы вызывают улучшение зажигания дуги и стабильности дуги. Эти элементы также снижают температуру на поверхности наконечника электрода. Другими словами, желательно иметь мелкий размер зерна. Тем не менее, получить мелкий размер зерна легче сказать, чем сделать. Трудно поддерживать малый размер зерна, одновременно обеспечивая равномерное распределение оксидов в электроде. Эта сложность изготовления электродов и определяет разницу в характеристиках электродов, поставляемых разными поставщиками.
Другими словами, желательно иметь мелкий размер зерна. Тем не менее, получить мелкий размер зерна легче сказать, чем сделать. Трудно поддерживать малый размер зерна, одновременно обеспечивая равномерное распределение оксидов в электроде. Эта сложность изготовления электродов и определяет разницу в характеристиках электродов, поставляемых разными поставщиками.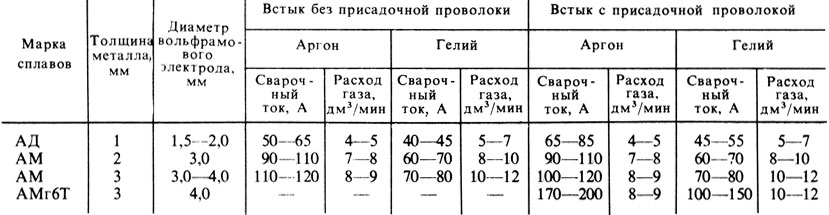
 Вот краткий обзор:
Вот краткий обзор: Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.
Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую допустимую нагрузку по току.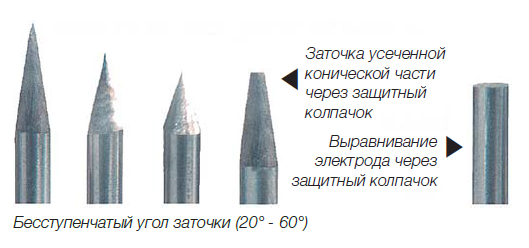
 В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.
В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.