Геометрическая форма и размеры шлифовальных кругов
Инструменты для абразивной обработки изготовляют самых различных конструктивных форм и размеров. В зависимости от геометрической формы они подразделяются на четыре группы: шлифовальные круги, головки, сегменты и бруски.
Форму абразивного инструмента выбирают в зависимости от конструкции станка, крепежных приспособлений и характера выполняемой работы. Наибольшее распространение для заточки дереворежущих инструментов и пил получили шлифовальные круги. ГОСТ 2424—67* (2/XI 1973) регламентирован выпуск 22 форм шлифовальных кругов диаметром 3—1060 мм, высотой 0,18—275 мм с диаметром отверстий 1—305 м.
Основные типы и размеры шлифовальных кругов, применяемых для заточки дереворежущих инструментов, приведены в табл. 3.
| Обозначение типов |
Эскизы и примеры обозначений | Основные размеры | Наименование и назначение | ||
| D | H | d | |||
| ПП | 300 | 25 32 40 50 |
76 (75) и 127 |
Плоские прямого профиля. Заточка ножевого инструмента Заточка ножевого инструмента |
|
| ЗП | Условные обозначения- ЗП300x10x127-Э-Б, ГОСТ 2424—67* |
250 и 300 | 8 10 13 |
76 (75) и 127 |
Плоские 45°-ного конического профиля. Заточка пил |
| ЧЦ | Условные обозначения-ЧЦ150x80x32-ЭБ-К, ГОСТ 2424-67* |
150 200 250 |
80 63 80 100 |
32 51; 32 76 (75) 150 |
Чашки цилиндрические. Заточка строгальных и других ножей |
| ЧК | Условные обозначения: ЧК150x40x32-КЗ-Б, ГОСТ 2424—67* |
150 175 250 |
40 50 63 140 |
32 100 |
Чашки конические. Заточки ножевого инструмента |
| К | Условные обозначения: К200x75x125-Э-Б, ГОСТ 2424—67* |
200 250 300 |
75 100 125 75 100 |
125 150 200 200 250 |
Кольца. Заточка ножевого инструмента Заточка ножевого инструмента |
| 1Т | Условные обозначения: 1Т150x16x32-ЭБ-К, ГОСТ 2424—67* |
80 100 125 150 |
8 10 13 |
13 20 32 32 |
Тарелки. Заточка малых фрез и цепей |
| 4П | Условные обозначения: 4П100x6x20-ЭБ-К, ГОСТ 2424—67* |
80 100 150 |
6 8 10 |
20 20 32 |
Плоские конического профиля. Заточка сверл и мелкого инструмента |
Маркировка шлифовальных кругов: Типы и их размеры
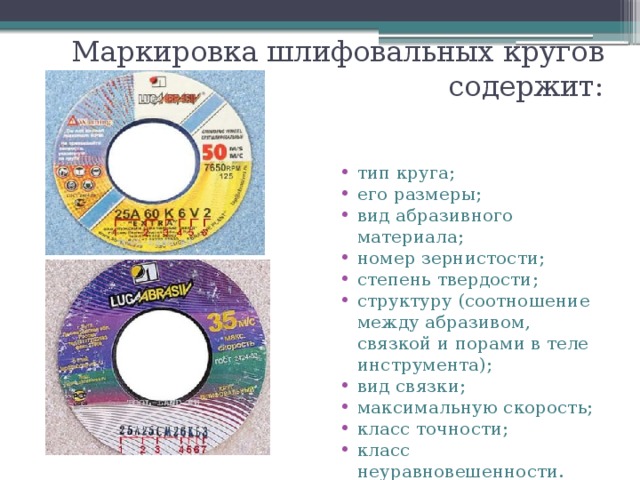
Шлифовальный круг – универсальный абразивный инструмент, без которого невозможно зашлифовать поверхность, добившись ее гладкости, или заточить инструмент. Применяют его и при первичной, и при финальной обработке. Из-за широты применения, производители выпускают шлифовальные диски с разными параметрами, разной структурой. Чтобы подобрать подходящий диск именно под вашу работу, нужно знать обозначения маркировок, нанесенных на каждый инструмент.
Чтобы подобрать подходящий диск именно под вашу работу, нужно знать обозначения маркировок, нанесенных на каждый инструмент.
С расшифровкой маркировок диска могут возникнуть проблемы, так как некоторые производители по-своему помечают тот или иной параметр. Мы постараемся рассмотреть самые популярные маркировки.
Типы шлифовальных кругов и их размер
Шлифовальные диски выпускаются в более чем 30 вариаций. Самые распространенные типы – чашевидные (ЧЦ, ЧК), тарелкообразные (Т) и круги прямого профиля (ПП). У каждого из этих типов есть множество своих подтипов, на которых мы не будем останавливаться. Чтобы выбрать подходящую для вас форму, отталкиваться нужно от деталей, с которыми предстоит работать. Так форма чашки хороша для заточки ножей, тарелкообразным диском удобно снимать лаковое покрытие, ровный же профиль обеспечивает выдержанную плоскость.
Более важен в работе тип используемого абразива.
Тип абразивного материала
1.
Разновидностей электрокорунда множество. Каждая имеет свою маркировку. Один из популярнейших видов – электрокорунд нормальный. На дисках он помечается 12А–16А.
Если на круге вы видите отметины от 22А до 25А, это значит, перед вами белый электрокорунд. Его особенность – способность к самозатачиванию.
Электрокорунд хромистый помечается 32А-34А, титанистый – 37А, цирконевый – 38А. В данных маркировках цифра указывает прочность инструмента.
2. Карбид кремния
Черный – 52-55С. Это достаточно твердый материал, который хорош в работе со стеклом и фарфором.
Зеленый – 62-64С. Имеет большую хрупкость, нежели черный вариант.
3. Эльбор
КНБ, CBN, боразон, кубонит. Термостойкий материал, который по прочности сравним с алмазом.
4. Алмаз
Один из самых дорогих материалов, используемых в изготовлении кругов. Маркируется он как АС2, АС4, АС6, АС32, АС50, АРБ1, АРК4, АРС3.
Размеры шлифовального круга
Размер диска должен подбираться соответственно оборудованию, на котором он будет использоваться. Эта информация должна содержаться в документации к станку. Размер же кругов всегда регламентирован ГОСТом. Рядом с размерами пишутся буквы. D обозначает внешний диаметр, d – внутренний диаметр, h – высоту диска.
Другие параметры шлифовального инструмента
Маркировка зернистости
Крупное зерно используете для первичной грубой обработки. Оно снимает значительный слой материала, делает поверхность более ровной. Мелкое же зерно используется в финальном шлифовании. Им обрабатывают материал до идеальной гладкости. Зернистость всех кругов, кроме алмазных, помечается так:
• шлифпорошок – №12-№4;
• мелкое зерно – М63-М14;
• тонкий микрошлифпорошок – М10-М5.

Алмазные круги отличаются в маркировке. Их зернистость всегда указывается через дробь.
• самое крупное зерно – 200/160;
• крупное зерно – 165/100;
• среднее – 125/100;
• мелкое – 100/80.
Твердость
Твердостью называют прочность связки, которая в процессе работы удерживает зерна вместе. В устаревших (но кое где еще применимых) маркировках мягкость круга обозначалась ВМ1 и ВМ2, а твердость ЧТ. По новым же стандартам F значит мягкий, а Z очень твердый.
Структура
Структурой называется плотность абразивных частиц в круге. Соответственно, чем в круге будет больше абразивных частичек, тем плотнее будет его структура. Маркируется это так:
• плотная структура обозначена 1-4;
• средняя от 5 до 7;
• открытая – от 8 до 10;
• пористая – 11, 12.
Вид связки
Вулканитовая связка маркируется буквой R в новом обозначении и В в старом.
Керамическая связка – V или К.
Бакелитовая связка – B или Б4, БУ.
Как подобрать шлифовальный круг
Самое главное – это знать обозначения шлифовальных кругов и учитывать возможности оборудования, на которое вы планируете поставить диск.
• Посадочного диаметра диска. Он должен полностью совпадать со станком. Если выбрать неподходящий инструмент, между ним и станком могут оставаться зазоры или наоборот круг просто не встанет на оборудование. Использование неправильных размеров травмоопасно, так что относитесь к выбору внимательно.
• Оптимальной скорости вращения. Она не должна быть больше, чем может выдать оборудование. В противном случае будет происходить перегрев. Можно повредить не только диск, но и сам станок.
• Материала для работы. Обрабатывать одни и тем же диском все, что есть под рукой – нельзя. Так инструмент затупится и быстро придет в негодность. Для каждого материала нужно подбирать свой круг, отталкиваясь от его типа абразива.
 Конечно, выпускаются и универсальные круги, но стоят они дороже обычных и не всегда эффективны в работе.
Конечно, выпускаются и универсальные круги, но стоят они дороже обычных и не всегда эффективны в работе.
Если эти параметры учтены, вы легко должны подобрать инструмент, пригодный конкретно для ваших целей. Мы также не рекомендуем покупать алмазные диски мастерам, которые не планируют использовать их регулярно. Стоят они дорого, так что заменить их вполне можно и более простыми видами. Если же работы ведутся обширные, тогда лучше один раз потратиться, но купить действительно надежный и долговечный алмазный инструмент.
Помните, что даже у самых опытных мастеров может произойти путаница со всеми маркировками. Если при покупке у вас что-то вызывает сомнения, лучше обратитесь за консультацией. Вы также можете написать нашим специалистам. В интернет-магазине Nemolotok.ru помогут подобрать лучшее решение для вашей мастерской.
Основы шлифовального круга | Нортон Абразивы
Дэвид Гетц, инженер по применению, Norton | Saint-Gobain Abrasives |
M Сегодня все производители используют абразивы в своих технологических процессах. |
 На самом деле без абразивов не летали бы наши самолеты, не ездили бы наши машины, и этот список можно продолжить. Будь то изготовление прецизионных подшипников, снятие сварных швов на строительной площадке, шлифовка коленчатых валов или полировка пресс-форм для литья под давлением, используемых для изготовления бытовой техники, абразивы повсюду, и одним из наиболее часто используемых абразивных изделий является шлифовальный круг!
На самом деле без абразивов не летали бы наши самолеты, не ездили бы наши машины, и этот список можно продолжить. Будь то изготовление прецизионных подшипников, снятие сварных швов на строительной площадке, шлифовка коленчатых валов или полировка пресс-форм для литья под давлением, используемых для изготовления бытовой техники, абразивы повсюду, и одним из наиболее часто используемых абразивных изделий является шлифовальный круг!| Абразивы: историческая перспектива |
, а они были, даже в их наиболее у них. вещи! |

Для тех, кто занимается производством шлифовальных кругов и занимается их оптимизацией, в спецификации круга содержится много информации. Если вы знаете, как взломать код и расшифровать, что означает информация о спецификации, можно определить почти все, что нужно знать об этом конкретном колесе.
Хотя каждый производитель шлифовальных кругов имеет свой собственный список абразивных зерен и связок, и не существует установленного промышленного стандарта или требования следовать установленному формату, «Система маркировки», как мы ее знаем, была установлена по соглашению. Давайте посмотрим на спецификацию шлифовального круга и расшифруем, что означает каждая часть. |
 сплавы и известные материалы.
сплавы и известные материалы.
 Как только смесь достигает требуемой консистенции, смесь поступает на формовочные прессы, где ее отмеряют, формуют и прессуют в колеса в очень сыром или сыром состоянии. Затем эти зеленые круги загружают в печь и обжигают, чтобы запечь или вылечить круг в грубый, но пригодный для использования шлифовальный продукт. Когда круги остывают, их перемещают в отдел чистовой обработки, где их очищают, проверяют на качество и безопасность, балансируют, наносят по трафарету, упаковывают и, наконец, отправляют конечному пользователю.
Как только смесь достигает требуемой консистенции, смесь поступает на формовочные прессы, где ее отмеряют, формуют и прессуют в колеса в очень сыром или сыром состоянии. Затем эти зеленые круги загружают в печь и обжигают, чтобы запечь или вылечить круг в грубый, но пригодный для использования шлифовальный продукт. Когда круги остывают, их перемещают в отдел чистовой обработки, где их очищают, проверяют на качество и безопасность, балансируют, наносят по трафарету, упаковывают и, наконец, отправляют конечному пользователю.| 32A46-I8VBE |
32A
|
 обозначает циркониевое абразивное зерно. Все становится сложнее, когда вызывается керамика или керамическая смесь. Здесь каждый производитель иногда может проявить немного творчества.
обозначает циркониевое абразивное зерно. Все становится сложнее, когда вызывается керамика или керамическая смесь. Здесь каждый производитель иногда может проявить немного творчества. У нас в Norton может быть колесо среднего класса с маркировкой «J», а другой производитель также может маркировать свое колесо как «J», но это не означает, что они будут иметь одинаковую твердость или действовать одинаково. . Как правило, это просто означает, что они оба колеса среднего класса.
У нас в Norton может быть колесо среднего класса с маркировкой «J», а другой производитель также может маркировать свое колесо как «J», но это не означает, что они будут иметь одинаковую твердость или действовать одинаково. . Как правило, это просто означает, что они оба колеса среднего класса. Наиболее распространенными значениями являются «B» для полимероидной связки, «R» для каучука и «V» для стекловидной связки. В случае, если для данного типа доступно несколько связок, как это часто бывает в группе стекловидных связок, эта часть системы маркировки будет указывать, какая конкретная связка используется из группы.
Наиболее распространенными значениями являются «B» для полимероидной связки, «R» для каучука и «V» для стекловидной связки. В случае, если для данного типа доступно несколько связок, как это часто бывает в группе стекловидных связок, эта часть системы маркировки будет указывать, какая конкретная связка используется из группы. 3, 600 об/мин, серия Gemini, спецификация Gemini, класс Extra Coarse, тип связки: керамическая
3, 600 об/мин, серия Gemini, спецификация Gemini, класс Extra Coarse, тип связки: керамическая Об/мин 3, 600 об/мин, серия Gemini, спецификация Gemini, класс Medium, тип связки керамическая
Об/мин 3, 600 об/мин, серия Gemini, спецификация Gemini, класс Medium, тип связки керамическая Настольные шлифовальные круги типа UNIVERSAL идеально подходят для универсального использования в мастерской.
Настольные шлифовальные круги типа UNIVERSAL идеально подходят для универсального использования в мастерской. 3 об/мин, 600 об/мин, серия A36, коричневый цвет, включая переходные втулки
3 об/мин, 600 об/мин, серия A36, коричневый цвет, включая переходные втулки 6, 000 об/мин, серия BlueFire, спецификация NZC16-QBSX406, класс Extra Coarse, связка на основе смолы
6, 000 об/мин, серия BlueFire, спецификация NZC16-QBSX406, класс Extra Coarse, связка на основе смолы
