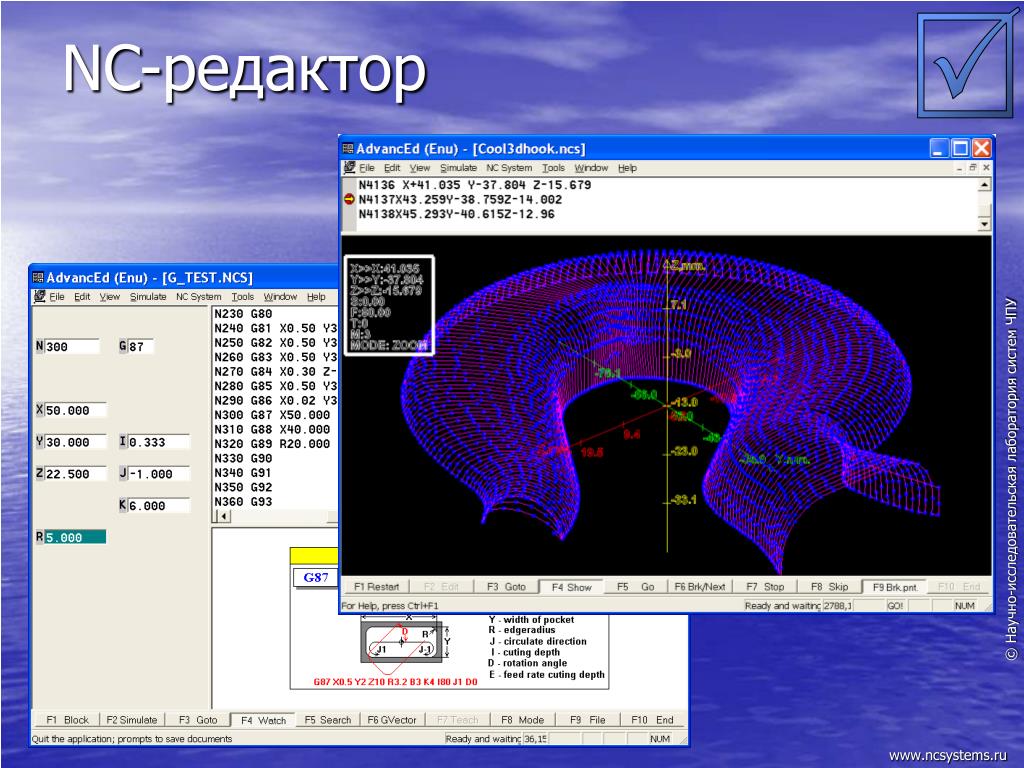
Многофункциональный редактор управляющих программ для станков с чпу. CNC Editor
Таки бесплатная или все же “Trial will expire 31.12.2015” ?ПОДПИСЬ:
Испытал эту прогу:Цитата
“ – трансформацию УП: отражение, поворот, сдвиг… Кстати, работает с большими УП, порядка нескольких миллионов кадров.Ты бы хоть сам испытал это чудо, открыл файл с 1 млн. строк, а потом лез на форум и во всеуслышание заявлял об этом, да еще и бесплатном “этом”.
Цитата“ Испытал эту прогу:
1) Открывал файл 50Мбайт: время открытия файла – 0.5 минут, время построения модели – около 45 минут!!! За-ши-би-сь!
2) Памяти оперативной компьютерной отжрало более 500 Мбайт!!! За-ши-би-сь!
Ты бы хоть сам испытал это чудо, открыл файл с 1 млн. строк, а потом лез на форум и во всеуслышание заявлял об этом, да еще и бесплатном “этом”.Ну чего ты кричишь? Я работаю с ней кажный день и все грузится. У меня УП на 50МБ – это норма. Некоторые доходят до 170МБ. Правда машина у меня некислая, видяха NVidia GeForce GTX 460. Ну тут сорьте дяденьки. Как-то я об этом не подумамши.
Вот гружу прогу на 55МБ. Отъело памяти с 560МБ до 773МБ, итого 213МБ. Вроде не так много, у меня ее 4Гига доступных в ХР-шке. Но софтина безплатная. Там для понту написано, что триал. Кому надо – работайте спокойно.
Стоп! Но мы работаем в этой проге лет 10. Пентиум3 в то время открывал такие программы за несколько минут. Что-то у тебя не так. Или ты по незнанию чего-то кликнул. Возможно ты нажал кнопку “Run/Pause”. Дык это визуализатор, который проигрывает выполнение программы. Он и должен выполнять все так, чтобы было видно движение фрезы. А так графика грузится несколько секунд.
Там есть вкладки: Explorer, NCView, Config. Вот Explorer – это вкладка для быстрого просмотра и работы с файлами.Вкладка NCView – там загружается в память код программы и тогда ипстественно память и отъедается. На загрузку тоже уходит время. Зато мы имеем возможность прокручивать выполнение программы, анализировать текст УП, сопоставляя его с графикой.
Там на сайте есть Help-файл. В нем пока не все, времени не хватает. Но на вопросы ответить могу.
Одна просьба: парни, не впадайте в истерику, это мешает всем работать и понимать. Может лучше просто попытаться разобраться?
 Вкладка NCView – там загружается в память код программы и тогда ипстественно память и отъедается. На загрузку тоже уходит время. Зато мы имеем возможность прокручивать выполнение программы, анализировать текст УП, сопоставляя его с графикой.
Вкладка NCView – там загружается в память код программы и тогда ипстественно память и отъедается. На загрузку тоже уходит время. Зато мы имеем возможность прокручивать выполнение программы, анализировать текст УП, сопоставляя его с графикой.Technolog, неадекватам тут не место. Иди и получше разберись со своей прогой, а потом и нам предлагай!
Цитата“ Technolog, неадекватам тут не место. Иди и получше разберись со своей прогой, а потом и нам предлагай!
Цитата“ Вообще-то я выложил эту прогу в расчете на тех, кто не только интересуется новым и полезным, но и способен это изучить и понять, терпеливо и внимательно.А один раз потыкавшись и ничего не поняв, делать выводы – это не наш путь. У нас все работает, повторю: много лет – АДЕКВАТНО, правильно, удобно, функционально…
Сорь, ничего личного. Задавай вопросы, если есть потребность. Но на дверь указывать не надо. Я ведь никому тут не хамлю и не нападаю на людей.Кстати, так получилось, что CNCView попала в руки забугорным программерам. Там почему-то оценили.
Это у нас что, менталитет такой – материть на чем свет своит любое благое деяние?!! Или просто у нас положительные и просто конструктивные отзывы не принято оставлять?Сравни хотя бы с CIMCO Edit http://www.cimco.com/ …
Цитата“ Нет, ну посмотрите на него! Еще и обвиняет меня в том, что я не конструктивный отзыв оставил. Тебе что, еще видео заснять и тут выложить о том, что файл в 50мег визуализируется в течение получаса? Тогда совсем тебя опозорю!
Написал прогу и ждет только положительных отзывов.Сравни хотя бы с CIMCO Edit http://www.cimco.com/ …
Ок! Готов конструктивно? Изволь. Можешь описать свои действия, чтобы я смог смоделировать такую же ситуацию у себя? Я ж тож могу видео выложить, как у меня все работает, причем даже на Pentium3. Я же русским печатаю: МОЖЕТ ЧТО-ТО НЕ ТАК ДЕЛАЕШЬ? Давай обсудим, запарило уже препираться.

Quote“ нет, ну посмотрите на него! еще и обвиняет меня в том, что я не конструктивный отзыв оставил. тебе что, еще видео заснять и тут выложить о том, что файл в 50мег визуализируется в течение получаса? тогда совсем тебя опозорю!а чего так орать то? с тебя деньги взяли или чего недодали?
не нравится – сотри и забудь. а на неадеквата в зеркале посмотри…
Цитата“ Не нравится – сотри и забудь.Так и сделал.
Цитата
“ А на неадеквата в зеркале посмотри…И ты тоже не забудь туда же…
Men чего то вспомнился…
Удивительно что в этой бессмысленной перепалке мой вопрос тихо замят был;-)ПОДПИСЬ: Нет ничего в природе, чего бы человек с головой и руками не мог сломать!
Цитата“ Удивительно что в этой бессмысленной перепалке мой вопрос тихо замят был;-)Простите, я думал, что это шутка. Разработчик обещал именно бесплатную прогу.
Дык никто ничего и не требует: бери, тестируй, работай если понравилось.Интересно конечно, какие возникли сложности и замечания? На данный момент ближайших пользователей у нас около десятка – профессиональных программистов. Пользуемся, исправили то, что нам показалось существенным.
Теперь стало интересным общественное мнение. Понятно, что на всех не угодишь, но как минимум интересно узнать и попытаться что-то улучшить.За перепалку звиняйте: хотелось получить-таки от человека вразумительное объяснение поблемы.
Повторюсь: программа бесплатная
Спасибо
 Он же человек, инженер, значит способен описать предмет обсуждения. Но не вышло, агрессивный. Возможно следует удалить ту часть постов как оффтоп.
Он же человек, инженер, значит способен описать предмет обсуждения. Но не вышло, агрессивный. Возможно следует удалить ту часть постов как оффтоп.Протестировать ваше творение не могу ибо не пользуюсь иными творениями одной очень мелкой и мягкой компании.“Trial will expire 31.12.2015”
ПОДПИСЬ: Нет ничего в природе, чего бы человек с головой и руками не мог сломать!
По вопросу о триале:
Приношу свои извинения: я не правильно понял разработчика. Программа действительно работает до конца 2015 года. Думаю, что за эти 4,5года срок огранияения изменится.Ниже даю ссылку на видео, как CNCView визуализирует обработку размером в 2500000 строк:
http://www.youtube.com/embed/zyb7-BBt2IU?hl=ru&fs=1
Если засечь время от клика на файле до отображения на экране всех переходов, то получим около 16сек. Для такого файла это вполне приемлемое время отображения.
Ах вы негодяи! Бесплатно раздаете тут софт ЧПУ-шной направленности. Более того! Намекаете что лет через 5 он может еще и платным стать!!! БЕСПРЕДЕЛ!
–
CIMCO конечно поинтересней… там есть еще отображение результата обработки, зарезы и много другого. Но он и подороже. Хотя для ЧПУ это почти бесплатно. С делкамом не сравнить.
Если бы я постоянно работал в обработке более или менее сложных деталей – то CIMCO купил бы. А сейчас то мне даже CNCView многовато с моими нынешними 2D работами. Но иногда и на моем 2D может пойти. Так же можно подачи ручками откорректировать где почти по воздуху инструмент идет… Типа побыстре прогу сделать если она раз 20-30 хотя бы выполняться будет. Да.. если это делать прям в G-коде и делать в этой проге… то в проге пожалуй повеселее будет.
–
Морф чего-то сравнивает профессиональный софт, с софтом писанным для соби. Не хош не бери. Нибось включил визуализацию с задержкой визуализации встроенным в прогу.
–
Сам программлю, и вижу сколько тут работы. Представьте себе, что каждый ваш клик в проге запускает выполнение нескольких функций.. да че тут рассказывать. Кто программил, тот знает как ловить потом перекрестное влияние обработки событий, учитывать все состояния.. Я думаю что вот эта маленькая прога скорее всего имеет мегабайтик другой кода. А мегабайт кода – это буковки, циферки и знаки препинания написанные ручками. Ну не Лев Толстой конечно, но уже книга страниц от 100 до 400 .–
Мурф, а Вам слабо слабать что-нить подобное, и бесплатно раздать? Может тогда и поплюемся тут? Или наоборот молиться начнем на Вас.
 . Замедлитель ведь сделан для того чтобы при необходимости можно было рассмотреть движение с той скоростью, с которой тебе надо. Вплоть почти до покадровой. Кста я не нашел по быстрому файла в 50 метров, но 13-ти метровый файл в пол миллиона строк на моем ноуте с T5600, двумя гигами памяти и радеон Х1700 с 512-ю памяти эмулировался 2 минуты.
. Замедлитель ведь сделан для того чтобы при необходимости можно было рассмотреть движение с той скоростью, с которой тебе надо. Вплоть почти до покадровой. Кста я не нашел по быстрому файла в 50 метров, но 13-ти метровый файл в пол миллиона строк на моем ноуте с T5600, двумя гигами памяти и радеон Х1700 с 512-ю памяти эмулировался 2 минуты.Чуть замучался с массштабированием, т.к. ZoomAll не нашел кнопки и вобще инструментов зуммирования не нашел кроме мыши, а у меня файлы обработки до 2000х3000 мм…. пока домассштабируешся до этого поля.. И алгоритм ускорения\замедления зуммирования на большом\маленьком масштабе страдает. На большом масштабе медленно зумит, а на маленьком быстро. Правда, насколько я знаю, этот алгоритм в любом софте работающем с 3D так или иначе страдает. И примерно понимаю почему. Не простая должно быть это задача связать видимую проекцию с точкой наблюдения, глубиной и может еще с чем нить и вычислить правильные коэффициенты ускорения\замедления.
Механизма встраивания постпроцессоров не видать, но на мою стойку подошло.
А вообще глюков так не заметил. Обычно программы писанные для себя то там, то тут глючат. У самого так..
Типа: “…а зачем доделывать – я же знаю что тут глюк, а кода там для устранения глюка много писать, а лень.
 ..”.
..”.Make Your Life Easier!
Для Win2000 – Windows 10 (2016) (Server, x86, x64). Последняя версия: 3.1.10 build 130 . 30 января 2019.
Краткое описание:CNC Syntax Editor это простой в освоении, но мощный инструмент для редактирования, просмотра и анализа программ для станков с ЧПУ на основе G кода. С простым настраиваемым интерфейсом, как для новичков, так и для опытных программистов. Какие проблемы может решить CNC Syntax Editor?CNC Syntax Editor позволяет составлять, редактировать, просматривать и изучать программы для станков с ЧПУ на основе G кода . Редактор имеет ряд специализированных функций. Идеально подходит для быстрого редактирования и финальной доводки. Начните пользоваться CNC Syntax Editor прямо сейчас!После установки CNC Syntax Editor, запустите его “Пуск->Программы->CNC Syntax Editor”. Выберите тип машины из выпадающего списка и откройте файл для редактировать через меню “Файл->Открыть”. Для создания новой программы для станка с ЧПУ выберите “Файл->Новый”. Теперь можно приступать к редактированию или составлению программы в появившемся окне редактора. |
Ключевые особенности:
Редактор для программ с поддержкой отмены и повторения. Ряд команд и горячих клавиш, которые есть в каждом обычном текстовом редакторе, для быстрой и продуктивной работы. Работа без боязни случайно потерять код, поскольку программа запоминает последние 1024 изменения, и позволяет легко вернуться назад.
Неограниченный размер файла. CNC Syntax Editor поддерживает файлы программ для станков ЧПУ размером до 2 ГБ. В дополнение, вы можете открыть и редактировать несколько программ одновременно, копируя куски кода между открытыми окнами.
Сравнение файлов. CNC Syntax Editor позволяет построчно сравнить два файла. CNC Editor использует приложение WinDiff для этой задачи.
Хранилище (репозиторий) кода. В CNC Syntax Editor вы можете составить свой каталог программ или частей программ, а затем быстро искать по этому каталогу и вставлять во вновь создаваемые программы. Можно помещать куски кода для деталей в репозиторий.
Загрузка осуществляется через другое наше ПО DNC Precision , в котором имеется большой список поддерживаемых станков. Можно передавать программа в станок в фоновом режиме.Нумерация строк. CNC Syntax Editor может добавлять, изменять или удалять нумерацию строк. Используется стандартный формат Nnnnn, с задаваемым шагом и количеством цифр.
Сдвиг/Масштабирование/Зеркалирование. CNC Syntax Editor может смещать, масштабировать или зеркально отражать выбранные координатные оси во всем файле или его части.
Добавление или удаление пробелов. Добавление или удаление пробелов между командами в G коде для улучшения читаемости или уменьшения размера файла соответственно.
Смена осей. Эта функция позволяет заменить одну ось на другую.
Поворот. Поворот всей детали на заданный угол вокруг заданной точки.
Другие полезные функции. Удаление осей, подстройка скорости перемещения и подачи инструмента, подсчет габаритных размеров, поиск по файлам в папке и много другое.
Эмуляция прохода инструмента. Пошаговая отладка и просмотр выполнения программы в замедленном или ускоренном режиме. Позволяет графически проверить создаваемую программу перед отправкой ее на станок с ЧПУ.
CNC Syntax Editor поставляется в нескольких версиях, отличающихся набором функций и количеством обслуживаемых машин/контроллеров. Также доступна полностью бесплатная версия, которая ограничена размером передаваемых программ для станка. Подробное сравнение всех версий .
Также доступна полностью бесплатная версия, которая ограничена размером передаваемых программ для станка. Подробное сравнение всех версий .
Многофункциональный редактор управляющих программ для станков с ЧПУ
Андрей Матвеев, Прокопий Николаев
Современные CAM-системы имеют развитые возможности генерации управляющих программ для станков с ЧПУ. В подавляющем большинстве случаев для этого используются входящие в состав программных продуктов постпроцессоры. Применяемые в настоящее время постпроцессоры характеризуются высокой гибкостью и позволяют создавать управляющие программы любой степени сложности практически для любого оборудования с ЧПУ. По типу постпроцессоры делятся на табличные и основанные на языках программирования. Табличные постпроцессоры проще в настройке и использовании. Тем не менее для их корректной работы требуется грамотная настройка. Языковые постпроцессоры предоставляют наибольшее количество возможностей, но предъявляют самые высокие требования к специалистам, осуществляющим их разработку и отладку. Таким образом, использование современных средств генерации управляющих программ подразумевает предварительную подготовительную работу высококвалифицированных (а следовательно, высокооплачиваемых) специалистов.
Наряду с этим существует ряд технологических задач, не требующих всего потенциала современных постпроцессоров. К ним, например, относится подготовка простейших программ без использования CAM-систем.
При отладке постпроцессоров встает задача оперативного просмотра выходного NC-кода с визуализацией траектории инструмента. При этом желательно иметь возможность одновременного отображения нескольких траекторий, а также обрабатываемой детали.
Еще одной часто выполняемой операцией является оперативная модификация небольшого фрагмента кода управляющей программы. Такая потребность возникает в тех случаях, когда повторная генерация измененной программы экономически невыгодна или невозможна. Например, программа, поднятая из архива, может не иметь сопровождающей исходной модели изделия. В этом случае генерация нового варианта невозможна. Кроме того, модификация использованного постпроцессора может быть нецелесообразна ввиду незначительности требуемых изменений.
В этом случае генерация нового варианта невозможна. Кроме того, модификация использованного постпроцессора может быть нецелесообразна ввиду незначительности требуемых изменений.
Описанные выше и некоторые другие задачи могут быть решены с помощью разработанного универсального графического редактора управляющих программ, позволяющего специалисту провести верификацию и, при необходимости, отработку управляющей программы.
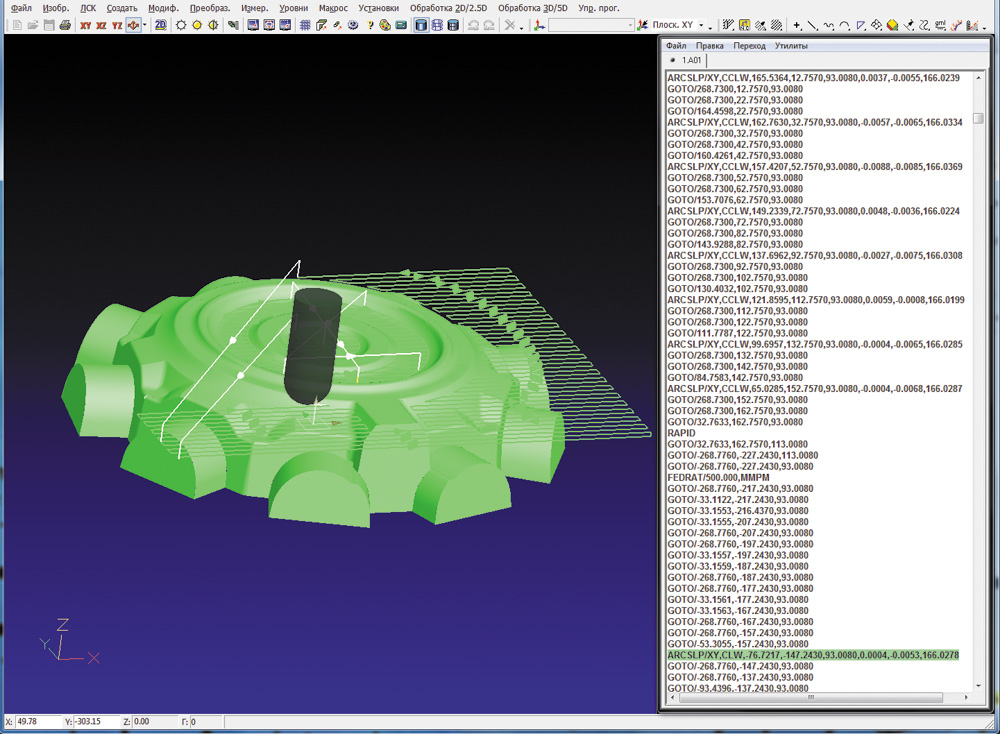
Данный графический редактор обладает богатым набором функциональных возможностей, призванных ускорить разработку программ для станков с ЧПУ и обеспечить верификацию кода программы на этапе разработки. Графический редактор состоит из двух основных компонентов: окна редактирования текста управляющих программ и графического окна отображения траектории движения инструмента (рис. 1).
При открытии файла текст программы отображается в окне редактирования. Переход курсора от кадра к кадру сопровождается изменением отображения траектории в графическом окне, что позволяет увидеть сделанные изменения в режиме реального времени.
Наряду со стандартными функциями редактирования текста (копия, вырезка, вставка, поиск, замена и т.д.) редактор предоставляет ряд функций, специфичных для редактирования кода машинных программ, о которых и пойдет речь далее.
Переход к конкретному кадру
Данная функция позволяет найти кадр в тексте, указанный курсором на траектории инструмента в графическом окне. Также имеется возможность быстро перейти в начало и конец программы.
Информация о траектории инструмента
Данные о траектории инструмента выдаются в виде информационной таблицы. В таблице представлена информация об общем числе кадров, количестве и типе перемещений, времени выполнения операции, режимах подачи, а также приведены геометрические данные прохода (рис. 2).
Информация о кадре
Редактор позволяет получить информацию об отдельном кадре траектории инструмента. Данные выдаются в виде информационной таблицы и содержат геометрические параметры участка траектории, параметры подачи, обороты шпинделя и номер инструмента (рис. 3).
3).
Преобразование NC-кода в инвариантный вид
Данная функция позволяет преобразовать программу в коде конкретной системы с ЧПУ в инвариантный формат для последующего репроцессирования.
Преобразование кода в геометрические объекты
Существует возможность конвертировать траекторию движения инструмента в геометрические примитивы, которые впоследствии можно будет сохранить в файле в формате IGES или DXF.
Графический редактор управляющих программ содержит ряд настроек, призванных обеспечить удобство визуализации траектории движения инструмента в соответствии с требованиями конечного пользователя (рис. 4).
В настройках редактора можно отключить отображение траектории на экране, задать ее прозрачность, а также ограничить количество одновременно отображаемых на экране кадров.
Для более четкого визуального контроля участки траектории с разными характеристиками отображаются разными цветами, причем цветовые схемы можно выбрать из определенного набора (величина подачи, быстрая подача, скорость шпинделя, номер кадра, длина траектории, дуги окружностей, инструмент) — рис. 5.
В настройках можно задать дополнительные параметры визуализации, такие как отображение маркеров коррекции и модели инструмента, а также отображение нормалей к участкам траектории и стрелок направления прохода.
Редактор может работать с программами как написанными в инвариантном коде, так и созданными для конкретных систем ЧПУ (G-коды). Для корректного отображения управляющих программ используется ряд настроек, отражающих особенности конкретной кодировки (рис. 6). Дополнительные настройки обеспечивают привязку машинной программы к математической модели и включают задание начальной точки обработки, ноля машинной программы и масштаба отображения траектории инструмента.
Редактор может работать с файлами управляющих программ, созданных в разных САПР-системах. Пользователь может указать собственные фильтры расширений программ, используемые в диалоге открытия файла, в соответствии с требованиями конкретного производства (рис. 7).
7).
Редактор позволяет работать одновременно с несколькими программами, причем траектории движения инструмента будут отображаться в графическом окне совместно, что позволяет отслеживать взаимное перемещение инструмента (рис. 8).
Поддержка работы с несколькими системами координат в рамках одной управляющей программы позволяет проводить отладку программ, созданных для многоинструментальных станков.
Для более эффективной верификации графический редактор имеет возможность визуализации инструмента, заданного в тексте управляющей программы. Поддерживаются как параметрически заданные типовые, так и фасонные фрезы. Для удобства работы с конкретным набором инструментов предусмотрена возможность создания библиотеки инструментов (рис. 9).
Редактор может быть использован в составе комплексных систем проектирования-производства. Для этого предусмотрен программный интерфейс, обеспечивающий обмен данными в стандартах IGES, DXF, EPS и STL.
Garden of Eden Creation Kit (G.E.C.K.) – это великолепный редактор для игры Fallout3 , с помощью которого вы можете вносить всевозможные изменения в игру. Абсолютно все, что есть в игре, было добавлено в неё с помощью этого редактора.
G.E.C.K. позволяет вам создавать ваши собственные локации (города, подземелья и т.д.) и заполнять их персонажами, монстрами и историями. Вы можете добавить в игру новые расы, классы, оружие, квесты и всё, что только сможете придумать.
Кроме того, вы можете изменить исходные данные игры. Вам не нравится скорость передвижения? Измените настройки перемещения. Вам не нравится баланс игры? Исправьте… Всё это можно сделать здесь.
Наиболее мощной функцией редактора является возможность создания новых данных и квестов, которые сохраняются в виде плагинов. Вы можете разместить плагин в интернете, чтобы и другие игроки могли увидеть ваши квесты и локации. А поскольку ваш новый мир – это плагин, который сохраняется в отдельном файле *.esp , его можно без ущерба добавлять в уже существующую игру и также исключать из нее.
Еще одной великолепной особенностью редактора является возможность создания совершенно новой игры, никак не связанной с оригинальной. Дерзайте! А команда Tiarum поможет вам в этом и желает вам достижения поставленных целей и успеха!
Скачать редактор можно на официальном сайте :
- Обновление GECK до версии 1.5 (1,3 МВ)
Скачать редактор G.E.C.K. вы можете также непосредственно на Tiarum Wiki :
- Базовая версия редактора GECK для игры Fallout 3 (архив 7z, размер 7,96 MB)
- Обновление GECK до версии 1.5 (архив 7z, размер 1,1 МВ)
Откройте G.E.C.K. и начните прямо сейчас!
Официальные обучающие руководства .
Сделайте свой собственный тур по GECK вместе с серией руководств “Мое первое убежище “, которые написаны специально для Вас разработчиками Bethesda Game Studios . Эти официальные туториалы шаг за шагом приведут Вас к нужным навыкам, которые позволят Вам успешно создать свое первое собственное убежище в игровом мире. В дальнейшем Вы сможете разделить его со своими друзьями или с интернет-сообществом игроков. Руководства оснащены вспомогательными файлами в качестве примера!
| № | My First Vault Tutorial Series | Серия руководств “Мое первое убежище” | Файлы примеров (плагины) |
|---|---|---|---|
| 1 | Setting up the GECK | Установка GECK | – |
| 2 | Layout and Using Kits | Создание уровня | Example Layout Plugin |
| 3 | Cluttering and the Object Palette | Расстановка предметов интерьера и палитра объектов | Example Clutter Plugin |
| 4 | Navmesh | Навигационные модели перемещений NPC – NavMesh | Example Navmesh Plugin |
| 5 | Population: Monsters and NPCs | Население: Монстры и NPCs | Example Enemies Plugin |
| 6 | Population: Traps & More | Наполнение мира: Ловушки & другое | Example Traps Plugin |
| 7 |
Проверка/Оформление/Редактирование: Мякишев Е.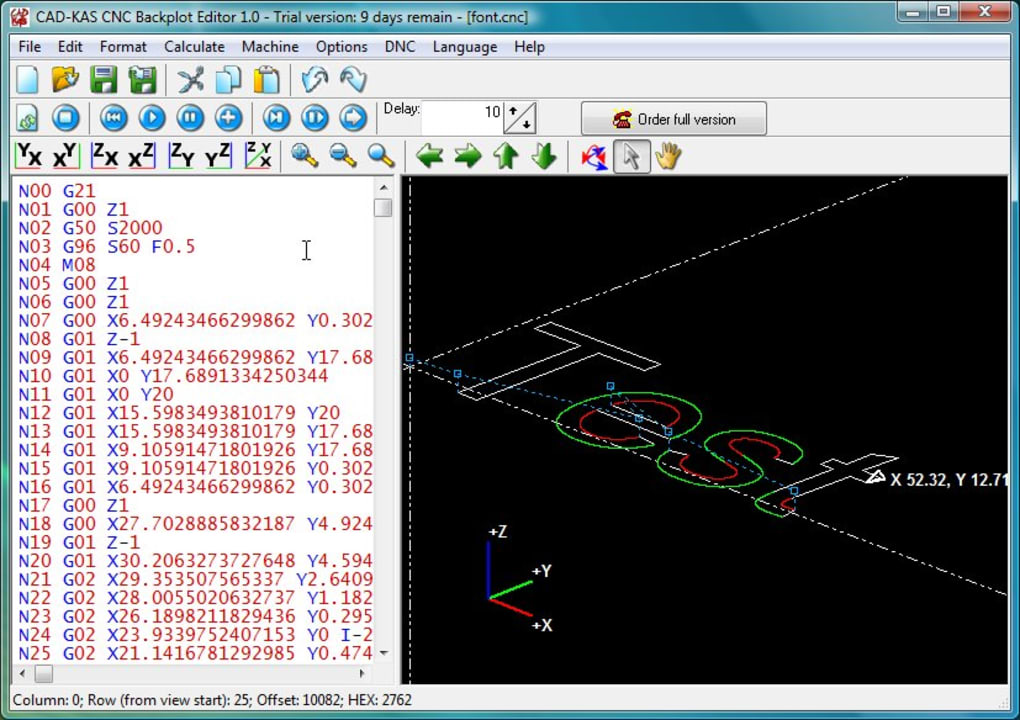 А.
А.
Проверка и подготовка
После того, как слайсинг будет выполнен, вы увидите созданный им результат. Вы можете вращать модель, инспектируя ее со всех сторон – послойно или сразу по несколько слоев. Кроме того, можно визуализировать то, как будет перемещаться экструдер. Таким образом, вы еще до начала печати можете проверить, все ли правильно, что может сэкономить вам и времени, и денег.
- Print . Эта кнопка запускает печать напрямую. Если Repetier-Host подключен через Repetier-Server , то G -код будет отправлен в Repetier-Server , что даст старт процессу печати. Следовательно, Repetier-Host можно будет закрыть.
- Save to File . Кликните тут, чтобы сохранить сгенерированный G -код на жесткий диск. Сохранение будет выполнено без дополнительных стартового и конечного фрагментов, хранящихся в Printer Settings .
- Save for SD Print . Здесь вы сохраняете G -код для печати через SD -карту, включая дополнительные стартовый и конечный фрагменты, а также команды для завершения печати, которые хранятся в Printer Settings . Если принтер запущен через Repetier-Firmware , то G -код можно сохранить в двоичном формате. SD -карта должна быть в компьютере – это значительно быстрее, чем если бы она была подключена к принтеру. Если SD -карта в принтере, то G -код нужно сохранять через вкладку SD Card .
- Save to Server . Если Repetier-Host подключен к Repetier-Server , то G -код можно сохранить в Repetier-Server . Посмотреть превью-изображение и запустить печать от Repetier-Host можно будет во вкладке Server , расположенной в Repetier-Server .
Для редактирования G -кода нажмите Edit G-Code .
Из чего состоит редактор G-кода
У редактора G -кода тоже есть свои настройки, пускай и немного. Когда слайсинг будет завершен, вкладка Slicer автоматически сменится на G-Code Editor , а в окне редактора появится только что сгенерированный G -код – код, сгенерированный слайсером.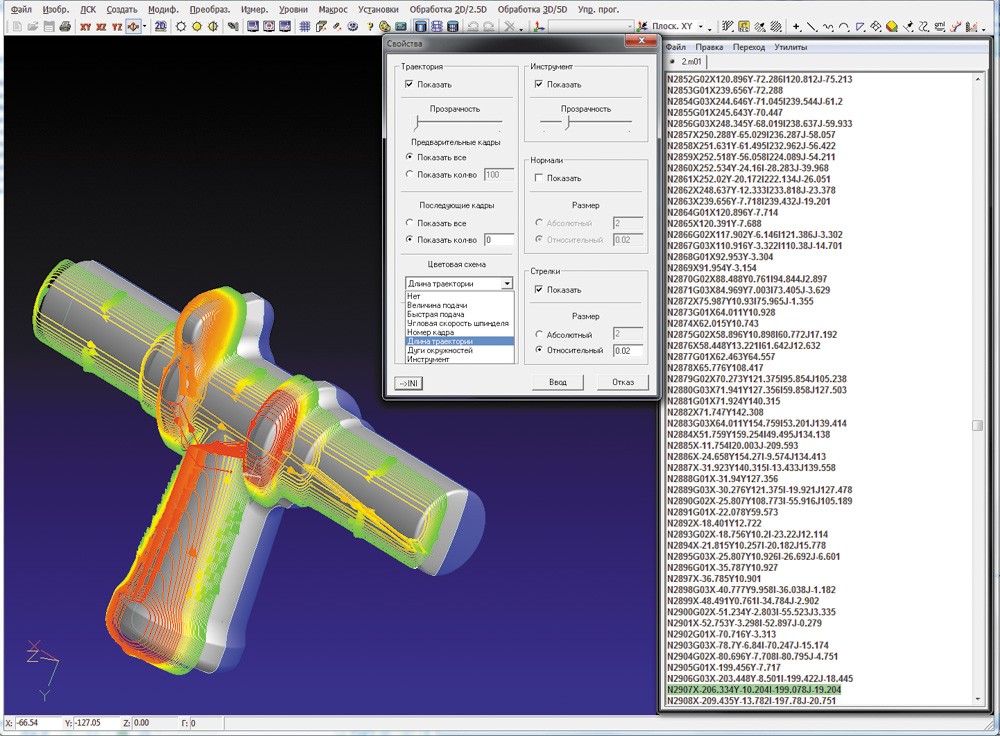 Это главный код, в котором описывается то, как будет выполняться печать объекта. Но помимо него есть и другие типы кода – так называемые «G-кодовые скрипты» . Они сохраняются как часть текущей принтерной конфигурации, когда вы нажимаете кнопку сохранения данных (это кнопка с изображением дискеты – вторая слева). Причем она появляется только тогда, когда в редакторе имеется какой-нибудь G -код. При переключении принтерной конфигурации эти файлы поменяются на те, что сохранены в новой конфигурации.
Это главный код, в котором описывается то, как будет выполняться печать объекта. Но помимо него есть и другие типы кода – так называемые «G-кодовые скрипты» . Они сохраняются как часть текущей принтерной конфигурации, когда вы нажимаете кнопку сохранения данных (это кнопка с изображением дискеты – вторая слева). Причем она появляется только тогда, когда в редакторе имеется какой-нибудь G -код. При переключении принтерной конфигурации эти файлы поменяются на те, что сохранены в новой конфигурации.
Предварительно заданные G-кодовые скрипты
Repetier-Host позволяет задать девять G -кодовых скриптов: для запуска, завершения, паузы и остановки (kill ) печати, а также несколько собственных (но не более пяти), которые можно использовать для чего угодно. К примеру, для калибровки. Задать эти скрипты можно в меню Printer Settings > Scripts .
Кнопки для запуска скриптов с 1-ого по 5-ый находятся на вкладке Manual Control. Если вы проведете курсором над какой-либо из этих скрипт-кнопок, то увидите всплывающее сообщение с объяснением, для чего эта скрипт-кнопка предназначена. Чтобы запустить скрипт, просто кликните на соответствующую кнопку.
Коды для запуска и завершения печати
G -код для принтера – это по сути сборный комплект, который можно описать по принципу «Код для запуска печати + G-код + Код для завершения печати» . Следовательно, если вы сохраняете G -код или отсылаете его на печать, это всегда значит, что он будет состоять из трех этих фрагментов. Как правило, коды для запуска и остановки печати задаются в настройках слайсера.
Коды для паузы и остановки (kill) печати
Еще две команды для управления печатью – это пауза и остановка (не завершение, а именно остановка – например, при аварийной ситуации). Скрипт отправляется принтеру при нажатии на кнопку. Скрипт для остановки, как правило, используется редко, а вот «пауза» – более востребованная команда.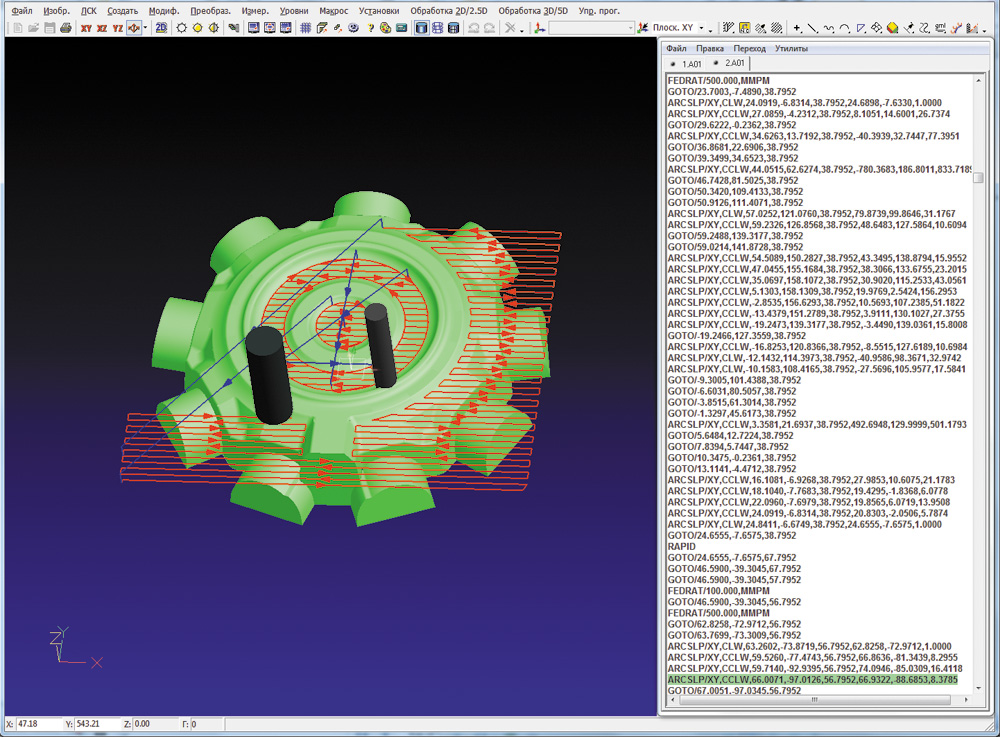 Она может пригодиться, к примеру, при переключении с одного филамента на другой или при добавлении к объекту «чужеродных» объектов (например, орехов при печати каких-нибудь кондитерских изделий), чтобы потом снова запустить печать и заплавить эти объекты при помощи вновь добавленного филамента. Во всех этих случаях нужно чтобы экструдер был подальше от создаваемого объекта, и для этого можно воспользоваться командой G1 – она как раз отдаляет объект от экструдера. При этом Repetier-Host запоминает, где печать была поставлена на паузу, и после выполнения необходимых действий вновь ставит экструдер в нужное место.
Она может пригодиться, к примеру, при переключении с одного филамента на другой или при добавлении к объекту «чужеродных» объектов (например, орехов при печати каких-нибудь кондитерских изделий), чтобы потом снова запустить печать и заплавить эти объекты при помощи вновь добавленного филамента. Во всех этих случаях нужно чтобы экструдер был подальше от создаваемого объекта, и для этого можно воспользоваться командой G1 – она как раз отдаляет объект от экструдера. При этом Repetier-Host запоминает, где печать была поставлена на паузу, и после выполнения необходимых действий вновь ставит экструдер в нужное место.
Во время паузы не следует делать следующие вещи:
- Возвращать оси в исходное положение
- Переопределять координаты с помощью G92
- Перемещать ось Z на более глубокую позицию
Действия, которые можно делать во время паузы:
- Переключаться между относительными и абсолютными координатами (например, чтоб поднять экструдер)
- Перемещать экструдер
- Выдавливать филамент
- Сбрасывать координаты экструдера
- Менять температуру (сбросить температуру при помощи Repetier-Host нельзя)
Скрипты с 1-ого по 5-ый
Ими можно воспользоваться, если у вас есть какие-то часто выполняемые задачи. Во вкладке Manual Control находится пять кнопок, с помощью которых эти скрипты отсылаются принтеру. Чтобы просмотреть или изменить скрипт, нажмите на него правой кнопкой мыши.
Новый файл / Сохранение
В верхней части редактора расположена панель с несколькими кнопками. Две из них особенно важны.
Первая (та, что расположена левее всех и изображена в виде загнутого листочка) – это кнопка создания нового файла. Она удаляет из редактора все содержимое.
Следом за ней идет кнопка сохранения (она изображена в виде дискеты), функция которой – сохранение G -кода в выбранный файл. Все остальные скрипты сохраняются как часть текущей принтерной конфигурации.
Вкладка Help
Не все знают, что такое G -код. На этот случай внизу редактора есть вкладка Help – она показывает, что означает выбранный в данный момент G -код. Впрочем, там будут отображаться не все команды, а объяснения некоторых команд, к тому же, будут неверными. Это происходит из-за того, что некоторые команды имеют одинаковые названия, но в разных прошивках выполняют разные функции. Впрочем, самых важных команд это не касается – они для всех принтеров одинаковы.
Вкладка Visualization
Когда G -код загрузится, слева будет показана слоеная модель (если эта функция не будет отключена). Как правило, высокие фрагменты модели загораживают собой низкие. Тут может помочь вкладка Visualization , расположенная в нижней части редактора – ее функционал позволяет настроить, какой фрагмент модели будет показан в окне слева. По умолчанию будет показан весь объект целиком, но вы также можете задать, чтобы видеть лишь один слой или какой-то диапазон слоев. Если вы хотите посмотреть код, соответствующий выбранным слоям, то это можно определить по статусной строке, расположенной в самом низу редактора. Она показывает слой, а также расположение курсора. К примеру, запись «R6 C26» будет обозначать, что курсор стоит на 26 позиции 6 строки . Если в этой строке будет команда, «приказывающая» сделать принтеру какое-то движение, то это движение высветится в превью-окне. Если выделить в редакторе несколько строк, то в превью-окне отобразятся все движения принтера, соответствующие этим строкам.
Обзор программ для работы фрезерного станка с ЧПУ
Программное обеспечение для фрезерного станка с ЧПУ – это пакет софта для управления всеми рабочими процессами оборудования: от создания модели изделия до его фрезеровки.
Список синонимов:
- ПО для фрезерного станка с ЧПУ;
- Софт для фрезерного станка с ЧПУ;
- Программное обеспечение для фрезерного станка с ЧПУ;
- Управляющие программы для фрезерного станка с ЧПУ.

Главным достоинством программно-управляемых фрезерных станков является создание высококачественных изделий и заготовок в автоматическом режиме, с минимальным человеческим участием. Такая «самостоятельная» работа оборудования стала возможна благодаря использованию программного обеспечения, которое включает в себя программы для компьютерного моделирования и управляющий софт.
Программы для моделирования и создания УП подбираются в зависимости от сложности и объемности будущей заготовки. Для подготовки эскизов для плоской резки используются графические редакторы, среди которых наиболее известны:
- CorelDraw – графический редактор для создания и обработки векторных изображений. Продуманный и удобный в управлении софт с огромным количеством инструментов.
- LibreCAD – простая в управлении программа для создания двухмерных чертежей. Легко понятный интерфейс, есть возможность группировки объектов, командная строка и много других полезных функций.
- Adobe Illustrator – еще одна богатая инструментами программа для работы с векторной графикой. В числе прочего, может использоваться для создания эскизов для контурной резки.
Созданием объемных 3D-моделей в основном занимаются в таких популярных программах, как:
- Solidworks – мощный инструмент для твердотельного моделирования. Отличается высокой производительностью и широко используется в инженерной среде. Обширный функционал позволяет создавать трехмерные модели и сборки любой сложности, проводить рендеринг, анализировать технологичность конструкций и процессов изготовления, создавать УП.
- AutoCAD – программа, включающая в себя большое количество инструментов для проектирования и анализа объектов любой сложности в двух- и трехмерном пространстве. Удобный пользовательский интерфейс, функция генерации технической документации, возможность разрабатывать собственные приложения и многое другое позволяют этому софту удерживать лидирующие позиции на рынке программного обеспечения уже более 20 лет.
- MasterCAM – одна из самых популярных систем для моделирования двух- и трехмерных объектов и создания управляющих программ для фрезерных станков с ЧПУ. При широких возможностях отличается простотой в изучении и высокой скоростью расчетов. Как и Solidworks, позволяет создавать черновую и чистовую обработки, проверять траектории, подбирать эффективную стратегию обработки, отличается большим набором настраиваемых библиотек и т.д.
- ArtCAM – пакет программ для 2D и 3D-моделирования. Работает с векторной и растровой графикой, широко используется для создания объемных рельефных поверхностей, позволяет построить маршрут движения фрезы, преобразует плоские эскизы в трехмерные объекты.
- Type 3 – программа со встроенной библиотекой инструментов и приложением для скульптурного моделирования Type Art. Подходит для работы как с простыми 2D эскизами, так и со сложными пятимерными моделями. Имеет прямой доступ к функциям управления станком.
После создания эскиза или 3д модели начинается этап построения траектории движения фрезы, выбор типа режущего инструмента, указание режима обработки (черновая/финишная). Затем файл сохраняется в том формате, который будет понятен конкретной модели фрезерного станка с ЧПУ. Управляющая программа готова и может быть загружена в контроллер станка.
Автоматическое управление механическими процессами фрезерного станка требует своего, специализированного ПО. В тройку лидеров входят:
- Mach4 – всемирно известная программа для управления фрезерным станком с компьютера на базе Windows. Подходит не только для профессионального, но и для любительского использования. Позволяет создавать пользовательские коды, контролировать частоту вращения шпинделя, управлять процессами фрезеровки по 6-и осям. Напрямую импортирует файлы (JPG, DXF, BMP) и генерирует G-коды при помощи встроенного ПО (LazyCam или Wizard). Совместима с сенсорными экранами.
- NC Studio – программный пакет, совместимый со всеми типами фрезерных станков. Имеет удобный интерфейс, эффективно обрабатывает УП любой сложности, работает с G-кодами большинства программ для моделирования (например, ArtCAM, CorelDraw, AutoCAD).
- EMC2 – программа на базе Linux для управления рабочими процессами фрезерных станков через LPT порт. Контролирует работу до 6-и осей. Более сложное в установке и управлении ПО, чем перечисленные выше, требует профессиональных знаний UNIX систем.
 Совместима с сенсорными экранами.
Совместима с сенсорными экранами.ADEM. Эффективная «доработка» управляющих программ
Практика работы с предприятиями, оснащенными оборудованием с ЧПУ показывает, что кроме задач по созданию управляющих программ существует проблема адаптации ранее созданных программ для новых видов оборудования.
Если, программы были разработаны в CAD/CAM системе, то задача решается просто внесением изменений в технологические модели, содержащиеся в мастер-файлах системы, и автоматической генерацией новой программы.
Но вспомним, что программирование ЧПУ началось задолго до появления современных программных комплексов. В архивах предприятий могут храниться УП, написанные вручную, с использованием низкоуровневых средств программирования, или просто доработанные без отражения изменений в мастер-файлах CAD/CAM систем.
Проблема редактирования, адаптации и отладки таких программ на новом оборудовании становится еще более актуальной, когда УП является единственным источником информации, для воспроизводства детали.
Для решения данной задачи в систему ADEM был интегрирован модуль ADEM NC-Editor и разработан Репроцессор.
Рис. 1. Редактор управляющих программ ADEM NC-Editor.
Степень интеграции модуля достаточно высока, например, при загрузке УП автоматически передается информация о типе оборудования и коде сформированной программы, таблица используемых инструментов и др. Модуль позволяет задавать различные виды заготовок: брусок, цилиндр, вытяжка произвольного контура и обеспечивает загрузку заготовок через файл формата STL.
Модуль позволяет задавать различные виды заготовок: брусок, цилиндр, вытяжка произвольного контура и обеспечивает загрузку заготовок через файл формата STL.
Помимо стандартных возможностей для работы с текстом УП, таких как: вставка/удаление комментариев, вставка текущей даты и времени, нумерация кадров управляющей программы, удаление лишних пробелов и других модуль поддерживает более «экзотические» функции:
смещение точки привязки управляющей программы;
поворот траектории на заданный угол. Поворот выполняется в одной из 3-х плоскостей, при необходимости операция поворота производится циклически.
отражение относительно заданной оси;
масштабирование траектории. При необходимости, масштабные коэффициенты по каждой из осей можно задать отдельно.
Рис. 2. Функции преобразования траектории.
Подобные возможности бывают очень полезны, например, при изменении схемы крепления детали, для обработки которой существует уже отработанная программа. Очень удобными является функции, преобразующие УП написанные в приращениях, в абсолютную систему координат и наоборот. Есть возможность перекодировки текста УП в форматы ISO и ACSII. Для более экономной печати управляющих программ в модуле реализован режим многоколоночной печати с переменным числом колонок.
Модуль ADEM NC-Editor содержит встроенный калькулятор обладающий широкими возможностями:
Преобразование мм/дюймы, градусы/радианы, преобразование угловых величин в различные формы представления
Расчет математических кривых заданных в аналитической форме
Расчет винтовой спирали
По результатам расчета может быть сформирован фрагмент УП в кодах выбранного станка, описывающий рассчитанную кривую.
Рис. 3. Встроенный калькулятор с возможностью создания фрагментов УП.
Данные об инструменте, необходимые для корректной работы режимов симуляции и просмотра эквидистанты можно получить из системы ADEM, из комментариев к управляющей программе, задать их вручную в диалоге выбора инструмента, либо загрузить из библиотеки. Аналогичным способом можно определить тип и размеры оправки. На любом из этапов работы параметры инструмента можно изменить.
Аналогичным способом можно определить тип и размеры оправки. На любом из этапов работы параметры инструмента можно изменить.
Рис. 4. Задание параметров инструмента.
По тексту управляющей программы модуль формирует траекторию движения инструмента. Поддерживаются токарная и фрезерная обработка от 2-x до 4-x координат. Для сформированной траектории можно посмотреть опорные координаты элементов (режим навигации), провести симуляцию обработки (режим симуляции) или оценить эквидистанту к запрограммированному контуру, если для заданных размеров инструмента эквидистанта получается вырожденной, система оповестит об этом пользователя.
В процессе моделирования УП отображается текущий кадр УП, координаты инструмента, подача и др. Скорость моделирования и начальный кадр, можно изменять динамически, имеется возможность покадрового моделирования, возможность просмотра траектории в прямом и обратном направлении. По окончании моделирования выдается общее работы управляющей программы, время и длина рабочих и ускоренных перемещений, время затраченное на смену инструментов и их количество.
Визуализация обработки происходит при помощи унифицированных анкет, совместимых с постпроцессорами системы ADEM, что позволяет адаптировать ADEM NC-Editor практически к любому оборудованию. Гибкий механизм создания и редактирования анкет позволяет создавать анкеты на имеющееся оборудование либо путем заполнения списка функциональных особенностей станка, либо путем редактирования анкеты на аналогичное оборудование. Реализованный в модуле помощник создания анкет придает процессу создания дополнительную простоту и гибкость.
Рис. 5. Помощник создания анкеты станка.
Таким образом данный модуль представляет собой эффективное средство доводки управляющих программ непосредственно на рабочем месте, которое следует рассматривается скорее как приятное дополнение к CAD/CAM системе ADEM, поскольку УП созданные в ADEM не требуют дополнительной корректировки. Это обеспечивается тем что, генератор постпроцессоров системы учитывает, как особенности станка и стойки управления, так и традиции программирования на предприятии. Но, как известно, из всяких правил бывают исключения, а каждое исключение обязано иметь свое решение. В данном случае – это ADEM NC-Editor.
Но, как известно, из всяких правил бывают исключения, а каждое исключение обязано иметь свое решение. В данном случае – это ADEM NC-Editor.
Вопросы репроцессирования старых управляющих программ для редактирования и переналадки на новое оборудование мы рассмотрим в одном из следующих номеров журнала. Допольнительную информацию черпайте на www.adem.ru.
авторы статьи: Карамов Р.Н., Шмаков С.Г.
Программирование станков токарных с чпу с нуля
Курсы программирования станков с ЧПУ
Практическое цифровое программирование и наладка станка с ЧПУ – Политех Ярославль.
SprutCAM
Почему создавать управляющие программы в SprutCAM быстро, легко и эффективно?
Управляющая программа для 4 оси
Написание УП (управляющей программы) для 4 координаты вращения.
Управляющая программа ЧПУ
Передача управляющей программы на станок. Для передачи УП с компьютера в СЧПУ станка используется специальное коммуникационное программное обеспечение.
M коды
Некоторые программные функции управляемые М-кодом.
Разноцветное изображение
Три модельные версии передачи цветности. Лазерный станок с компьютером, монитор и телевизор в цвете. Недостатки модели RGB.
Текстовые надписи
ЧПУ станок может наносить надписи. Фигурный метод отображения текста. Фигурные надписи с выделением.
Система цвета передачи
Как устроена модель CMYK. Цветовое изображение для человеческого глаза.
Настройка графического редактора
Фоновое представление редактора CorelDraw 10. Основное содержание фона редактора. Станок с ЧПУ, совмещённый с графическими редакторами. Вспомогательное меню.
Редактор Corel Draw
Любое из изображений, фотографий или иных картинок состоит их составных элементов, любой из которых редактируется сам по себе.
Графическое редактирование
Писака – это бесплатная программа, которую можно загрузить из Гугла. Она может найти и упорядочить фото, загруженные на компьютер, редактировать фото, добавлять нужные эффекты.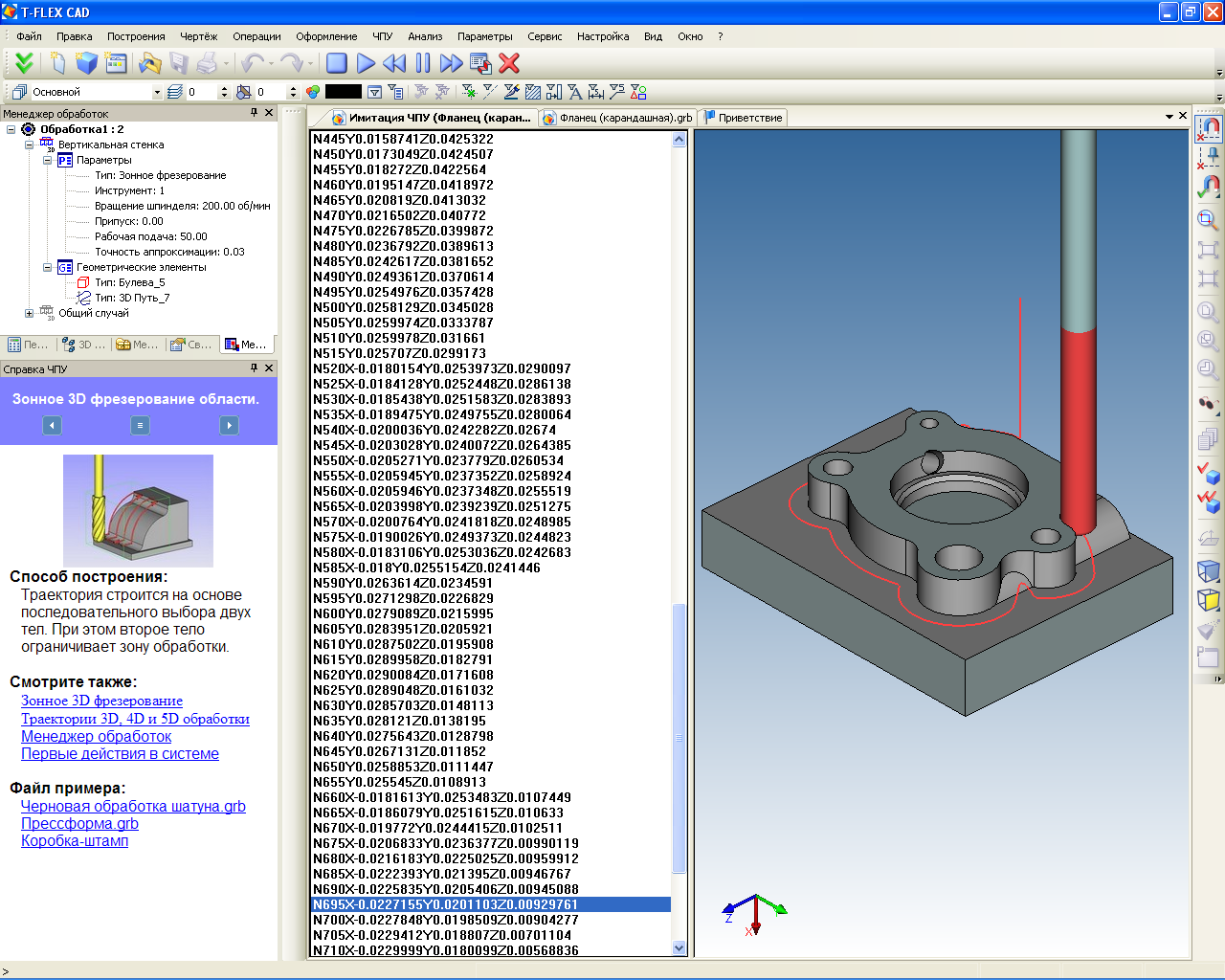
Функции графического редактора
Принципы действия редактора, возможности редактирования. Станок ЧПУ и компьютерный редактор.
Векторные изображения
Что такое векторный способ кодирования? Составное векторное изображение.
Растровое графическое изображение
Кодирование изображения. Что такое пиксель? Понятие разрешения.
Изображение линиями
Рисуем прямые линии, кривые Базье, ломаные. Возможности графического редактора при работе на ЧПУ станке.
Язык программирования ЧПУ
Языки программирования станков с числовым программным управлением.
G коды для ЧПУ
Наиболее распостраненные G-коды для программирования станков ЧПУ.
Управляющая программа станка
Проверка управляющей программы на станке.
Проверка управляющих программ
Проверка УП (управляющих программ) на компюютере, бэкплот.
Тест по станкам
Тестовые режимы работы станка с ЧПУ
Написание управляющих программ
Написание простой управлющей программы для станка с чпу
Создание управляющей программы на ПК
Способы для записи (набора) управляющих программ: при помощи стойки ЧПУ станка, используя персональный компьютер с последующей передачей в стойку ЧПУ.
Основы программирования чпу
Прежде чем приступить к созданию первой управляющей программы вы должны вспомнить, что такое прямоугольная система координат.
Векторный блок
Разработка рисунка на графическом редакторе для станка ЧПУ. Создание простых фигур. Работа с прямоугольником и другими простыми фигурами.
Что такое Арткам
Знакомство с программным продуктом Арткам. Модули входящие в состав Арткам.
Создание управляющей программы в Artcam
Пошаговая инструкция создания УП в Artcam.
Постпроцессоры для ArtCam
Постпроцессоры для различных станков и систем управления.
Управляющая программа для чпу
Разбивка УП в Арткам под размер поля нашего станка.
Создание управляющей программы
УП с помощью бесплатного DXF просмотрщика и арткам.
Программа Type 3
Пример создания управляющей программы под управлением NC Studio.
Работа современных металлорежущих станков основывается на числовом программном управлении ( ЧПУ или CNC), то есть предполагает управление его приводами системами автоматического позиционирования. Для организации работы таких станков требуется написание программы с подготовительными и вспомогательными функциями на специализированном языке программирования.
Сдесь мы попытамся расказать все, чтобы вы смогли самостоятельно изучить чпу станок.
Постараемся собрать информацию от А до Я.
Задание перемещения осей всегда производится в какой-либо системе координат. СЧПУ позволяет задавать позиции рабочего органа в системе координат связанной со станком или с деталью.
Система координат станка определяется при его проектировании и учитывает предельные размеры перемещений. Система координат детали определяется программой ЧПУ и учитывает особенности геометрии обрабатываемой детали.
Прямоугольная система координат на плоскости представляет собой две пересекающиеся под прямым углом линии X’X и Y’Y. Оси координат пересекаются в точке O, которая называется началом координат, на каждой оси выбрано положительное направление, указанное стрелками, и единицы измерения длин отрезков на осях. Оси координат разбивают плоскость на четыре части – четверти – I, II, III, IV.
Точка А[3;6] находится в четверти № I.
Точка B[–4;–7] находится в четверти № III.
Пересечение трех взаимно перпендикулярных плоскостей образует трехмерную систему координат, которая используется для описания положения точки в пространстве.
Положение точки A в пространстве определяется тремя координатами x, y и z. Координата x по абсолютной величине равна длине отрезка OB, координата y по абсолютной величине – длине отрезка OC, координата z по абсолютной величине – длине отрезка OD в выбранных единицах измерения.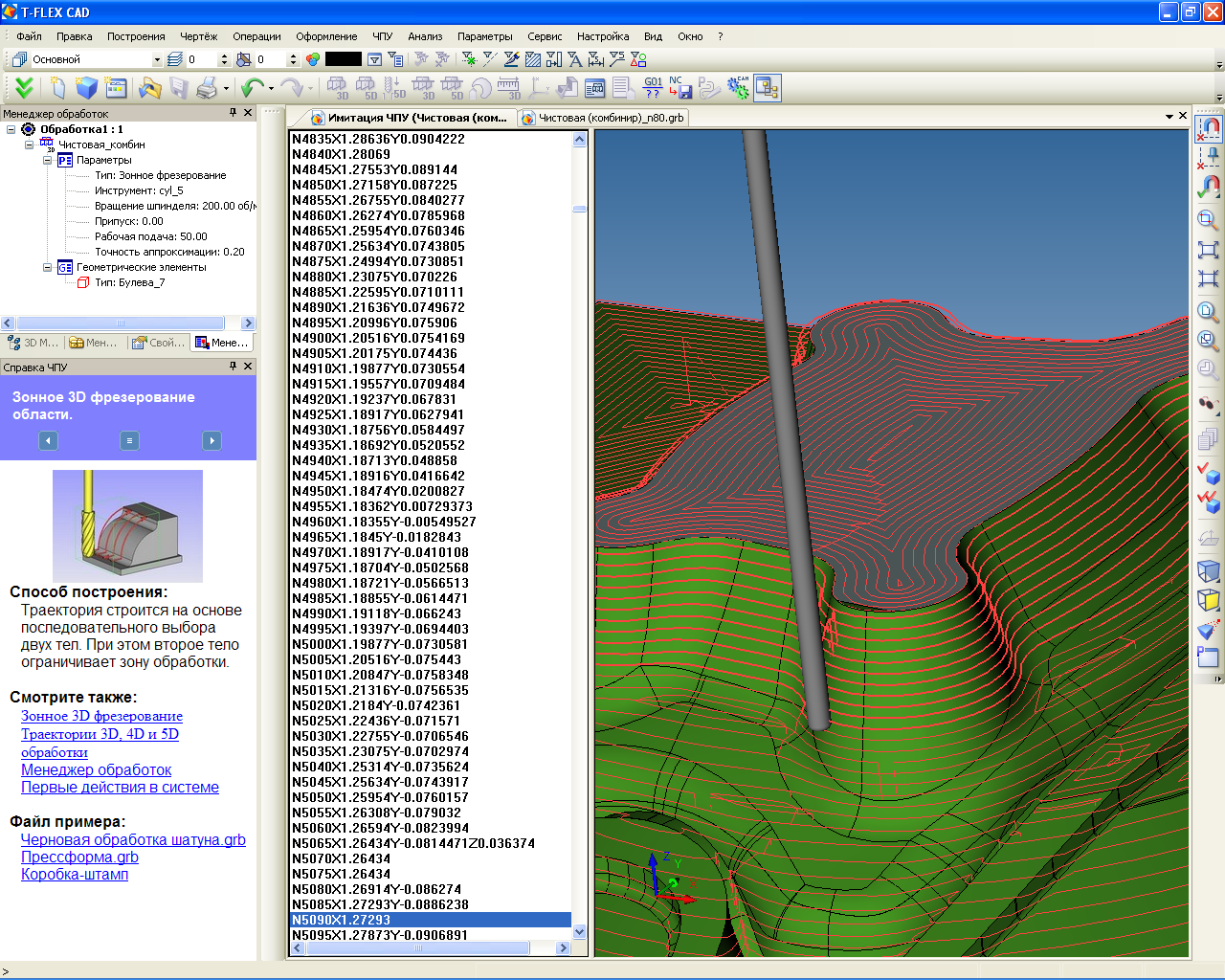 Отрезки OB, OC и OD определяются плоскостями, проведёнными через точку A параллельно плоскостям YOZ, XOZ и XOY соответственно.
Отрезки OB, OC и OD определяются плоскостями, проведёнными через точку A параллельно плоскостям YOZ, XOZ и XOY соответственно.
Координата x называется абсциссой точки A, координата y – ординатой точки A, координата z – аппликатой точки A. Записывают так: A(a, b, c).
Нулевая точка станка – это положение рабочих органов, которое определяет начало координат, установленное заводом изготовителем.
После включения станка, машина ещё не знает реального положения её подвижных частей, поэтому каждая направляющая должна быть переведена в исходное положение:
Команда на выполнение выхода в нуль станка задаётся с пульта в специальном режиме.
Для того чтобы системе стало известно о местоположении направляющих, на них закрепляются специальные упоры, которые в свою очередь наезжают на датчики или концевые выключатели, закреплённые на станине, с них и подаётся сигнал.
В самом начале УП обязательно пишется код начала программы % и номер программы (например, О0001 ). Два этих первых кадра не влияют на процесс обработки, тем не менее, они необходимы, для того чтобы СЧПУ могла отделить в памяти одну программу от другой. Указание номеров для таких кадров не допускается.
Следующая строка, настраивает систему ЧПУ на определенный режим работы с последующими кадрами УП . Иногда такие кадры называют строками безопасности, так как они позволяют перейти системе в некоторый стандартный режим работы или отменить ненужные функции.
N15 G21 G40 G49 G54 G80 G90
Кадры с N20 по N30 говорят станку о необходимости подготовки к обработке.
- N20 M06 T01 (FREZA Dl)
- N25 G43 Н01
- N30 M03 S1000
Кадры с N35 по N70 непосредственно отвечают за обработку детали.
- N35 G00 Х5 Y10
- N40 G00 Z1.5
- N45 G01 Z-2 F30
- N50 G01 Х5 Y5
- N55 G01 X9 Y5
- N65 G01 X9 Y10
- N70 G01 Z1.5
Окончание программы содержит кадры, предназначенные для останова шпинделя ( кадр N75 ) и завершения программы ( кадр N80 ):
- %
- О0001 (PAZ) – номер программы ( 0001 ) и ее название ( PAZ )
- N10 G21 G40 G49 G54 G80 G90 – строка безопасности
- N20 М06 Т01 (FREZA D1) – вызов инструмента №1
- N30 G43 H01 – компенсация длины иструмента №1
- N40 M03 S1000 – включение оборотов шпинделя на 1000 об/мин
- N50 G00 Х3 Y8 – ускоренное перемещение в опорную точку Т1
- N60 G00 Z1. 5 – ускоренное перемещение инструмента в Z1.5
- N70 G01 Z-l F25 – перемещение на глубину 1 мм на подаче 25 мм/мин
- N80 G01 Х3 Y3 – перемещение инструмента
- N90 G01 Х7 Y3 – перемещение инструмента
- N100 G01 Х7 Y8 – перемещение инструмента
- N110 G01 Z5 – подъем инструмента вверх в Z5
- N120 М05 – выключение оборотов шпинделя
- N130 М30 – завершение программы
- %
 5 – ускоренное перемещение инструмента в Z1.5
5 – ускоренное перемещение инструмента в Z1.5Для правильной эксплуатации станков с числовым программным управлением ( СЧПУ ), с тем, чтобы ими в полной мере реализовывались заложенные в них функциональные возможности, необходимо создание специальных управляющих программ ( УП ). При создании таких программ используется язык программирования, известный среди специалистов как язык ISO 7 бит или язык G и M кодов. Различают три основных метода создания программ обработки для СЧПУ : метод ручного программирования, метод программирования непосредственно на стойке ЧПУ и метод программирования с использованием CAM -систем.
Следует сразу же подчеркнуть, что любой из перечисленных способов обладает своей нишей применительно к характеру и специфике производства. А потому ни один из них не может быть использован в качестве панацеи на все случаи жизни: в каждом случае должен существовать индивидуальный подход к выбору наиболее рационального для данных конкретных условий метода программирования.
Метод ручного программирования
При ручном написании УП для станка с ЧПУ целесообразнее всего использовать персональный компьютер с установленным в его операционной системе текстовым редактором. Метод неавтоматизированного программирования строится на записи посредством клавиатуры ПК (либо, если в условиях производства наличие ПК не предусмотрено, то просто на листе бумаги) необходимых данных в виде G и M кодов и координат перемещения обрабатывающего инструмента.
Ручной способ программирования – занятие весьма кропотливое и утомительное. Однако любой из программистов-технологов обязан хорошо понимать технику ручного программирования вне зависимости от того, использует ли он ее в реальной действительности.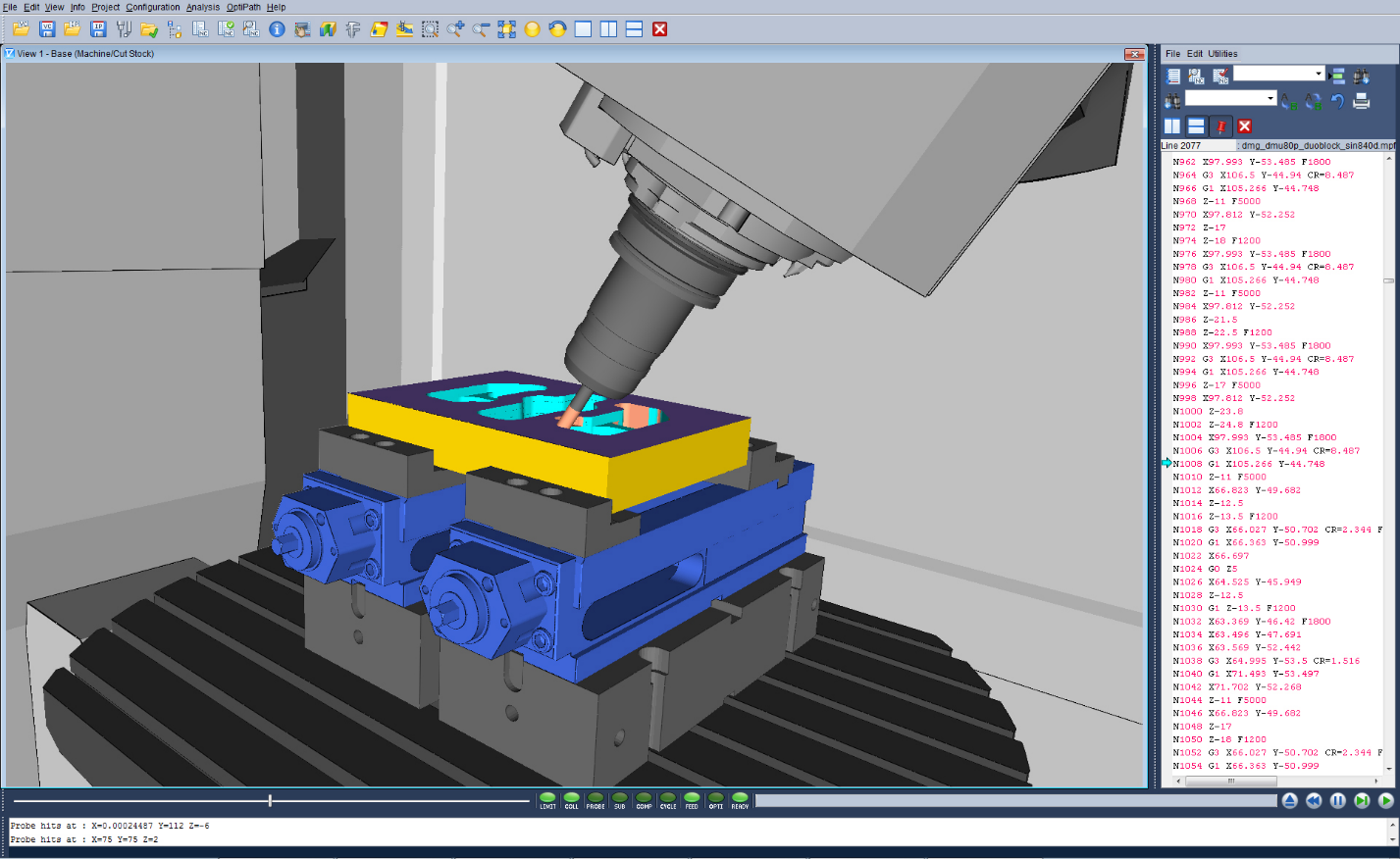 Применяется ручной способ программирования главным образом в случае обработки несложных деталей либо по причине отсутствия необходимых средств разработки.
Применяется ручной способ программирования главным образом в случае обработки несложных деталей либо по причине отсутствия необходимых средств разработки.
В настоящее время пока еще существует много производственных предприятий, где для станков с ЧПУ используется лишь ручное программирование. В самом деле: если в производственном процессе задействовано небольшое количество станков с программным управлением, а обрабатываемые детали отличаются предельной простотой, то опытный программист-технолог с хорошим знанием техники ручного программирования по производительности труда превзойдет технолога-программиста, предпочитающего использование САМ -системы. Еще один пример: свои станки компания использует для обработки небольшого номенклатурного ряда деталей. После того, как процесс обработки таких деталей будет запрограммирован, программу когда-либо вряд ли изменят, во всяком случае, в ближайшем будущем она будет оставаться все той же. Разумеется, в подобных условиях ручное программирование для ЧПУ окажется наиболее эффективным с экономической точки зрения.
Отметим, что даже в случае использования CAM -системы как основного инструмента программирования весьма часто возникает необходимость в ручной коррекции УП по причине выявления ошибок на стадии верификации. Потребность в ручной коррекции управляющих программ всегда возникает и в ходе их первых тестовых прогонов непосредственно на станке.
Способ программирования на пульте стойки СЧПУ
Современные станки с ЧПУ , как правило, обеспечены возможностью создания рабочих управляющих программ непосредственно на пульте, оснащенном клавиатурой и дисплеем. Для программирования на пульте может быть использован как диалоговый режим, так и ввод G и M кодов. При этом уже созданную программу можно протестировать, используя графическую имитацию обработки на дисплее СЧПУ управления.
Способ программирования с применением CAD/САМ
Разработка управляющих программ с применением CAD/САМ систем существенно упрощает и ускоряет процесс программирования. При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания УП .
При использовании в работе CAD/CAM системы программист-технолог избавлен от необходимости выполнять трудоемкие математические расчеты и получает инструментарий, способный значительно ускорить процесс создания УП .
Если в конце предыдущей программы та или иная функция не была отменена, то она останется в памяти СЧПУ с заданными характеристиками и будет активной до тех пор, пока её не отменят.
Для этого при составлении управляющей программы в одной из первых строк записывается ряд подготовительных функций, которые отменяют или задают определяющие параметры. Такая строка называется – « строка безопасности».
N15 G21 G40 G49 G54 G80 G90
G21 – активизирует режим работы в метрической системе мер и отменяет действие кода G20 .
G40 – отменяет коррекцию на радиус инструмента.
Коды G40/G40/G42 управляют смещением инструмента от заданной в программе траектории перемещения инструмента.
G49 – отменяет компенсацию длины инструмента.
Коды G43/G44/G49 управляют к омпенсацией длины инструмента.
G54 – выбор рабочей системы координат.
Коды G54 активизирует одну из нескольких рабочих систем координат – G54/G55/G56/G57/G58/G59 .
G80 – отмена постоянных циклов.
Код G80 отменяет все постоянные циклы и их параметры.
G81/G82/G83/G84/G86 – являются постоянными циклами.
G90 – абсолютная система координат.
Код G90 активизирует работу в абсолютной системе координат.
G коды чпу станка
- G00 – ускоренное перемещение
- G01 – линейная интерполяция
- G02 – G03 – круговая интерполяция
- G04 – пауза
- G17/G18/G19 – выбор плоскости
- G20/G21 – выбор системы мер
- G40/G41/G42 – коррекция на радиус инструмента
- G43/G44/G49 – компенсация длины инструмента
- G52 – система локальных координат
- G53 – система координат станка
- G54 – G59 – система рабочих координат
- G80 – отмена постоянных циклов
- G81 – цикл сверления
- G82 – цикл растачивания (сверления) с задержкой
- G83 – цикл глубокого сверления
- G84 – цикл нарезания резьбы
- G85 – цикл растачивания с отводом на рабочей подаче
- G86 – цикл растачивания с быстрым отводом и остановом шпинделя
- G90/G91 – абсолютная и относительная система координа
- G94 – подача в мм/мин
- G95 – подача в мм/об
- M00 – программируемый останов
- M01 – останов с подтверждением
- M02 – конец программы
- M03 – вращение шпинделя по часовой стрелке
- M04 – вращение шпинделя против часовой стрелки
- M05 – останов шпинделя
- M06 – смена инструмента
- M07 – включение дополнительного охлаждения
- M08 – включение охлаждения
- M09 – отключение охлаждения
- M30 – останов и переход в начало управляющей программы
N ( number) – это обозначение номера кадра.
Программа состоит из набора команд записанных в строки, каждой строке присваивается номер. Нумерация производится для удобства программирования и дальнейшей работы. В процессе обработки возникает необходимость в корректировке программы, дополнении функций или координат в связи с технологическими изменениями. Для того чтобы вставить дополнительные строки нумерация пишется с пропуском. Номер кадра не влияет на работу станка.
- N100 Т10 М06 – вызвать инструмент №10
- №03 S1200 – вращение шпинделя по часовой стрелке 1200 об/мин
N04 S1200 – вращение шпинделя по часовой стрелке 1200 об/мин . . - N45 G01 Z-l F40 – перемещение на глубину 1 мм на подаче ( 40 мм/мин )
- N50 G01 Х12 Y22 – перемещение инструмента ( 40 мм/мин )
- N55 G01 Y50 – перемещение инструмента ( 40 мм/мин )
- N60 G01 Y50 F22 – перемещение инструмента ( 22 мм/мин )
- N65 G01 Х30 Y120 – перемещение инструмента ( 22 мм/мин )
- N70 G00 Z5 – быстрое перемещение по Z
- N75 Х00 Y00 – быстрое перемещение
• для устройств NC размерные перемещения в управляющую
программу записываются в дискретах, которые вычисляются как:
где Xн, Zн – координаты точек начала перемещения; Xк, Zк – координа-
ты точек конца перемещения; Xд, Zд – численные значения в дискретах,
которые необходимо записать в УП по адресам X и Z.
Рис. 1.37. Траектория движения резца. Размеры в приращениях
Например, перемещение резца из точки 0 в точку 4 в РТК для то-
карного станка (рис. 1.37) запишется в УП следующим образом:
N40G91LF
N45G1X–75Z–30F1000LF
N50Z–15F200LF
N55X+5Z–10LF
N40G91LF
N45G01X–7500Z–3000F1000LF
N50Z–1500F200LF
N55X+500Z–1000LF
В первом из этих кадров задаются размеры в приращениях. Во вто-
ром кадре задана линейная интерполяция и перемещение по координате
X на величину 75 миллиметров, по координате Z на величину 30 мил-
лиметров с ускоренной подачей. В третьем кадре задано перемещение
только по координате Z на 15 миллиметров с рабочей подачей.
написание управляющей системы для работы фрезера по дереву
18.03.2020
- Общие сведения
- Предназначение
- Программное обеспечение для плоской резки
- Программы для металлообрабатывающих и деревообрабатывающих станков с ЧПУ для 3D-моделей
- Специализированное ПО
- Возможности программ
- Процесс разработки программ для станков с ЧПУ
- Разработка ЧПУ
- Отладка ПО
- Видео
Наличие пульта числового управления в оборудовании значительно ускоряет и упрощает производственный процесс металло- и деревообработки для оператора. Но от него требуется большей подготовки и понимания не только механики резки (фрезерования, точения), но и программной, компьютерной стороны вопроса. Сегодня в статье поговорим про написание управляющих программ для фрезерного станка с ЧПУ по дереву и металлу.
В начале XX века все устройства для обработки заготовок были механическими. То есть, конечно, был электропривод, но за движением всех составляющих следил механик. Это довольно сложная и почетная деятельность, для ее освоения необходимо профильное образование, а также значительный навык и опыт. Но классические модели имеют ряд недостатков:
- Они недостаточно точны. Чтобы добиться высокого класса точности, требуется усердная, филигранная работа, а также безупречное состояние как самого оборудования, так и всех резцов – никаких вибраций, нечаянных движений.
- Большое количество ошибок, дефектных деталей из-за человеческого фактора. Малый опыт или низкая коммуникация (не зря у всех токарей есть разряды), усталость, простая невнимательность – и уже целая заготовка уходит в отходы. Это экономически невыгодно.
- Тяжелый физический труд. У каждой единицы оборудования должен стоять механик, который занимается множеством операций – от закрепления металла в тисках до управления резцом. Это постоянно напряженный труд, требующий внимания, силы и, еще раз повторим, опыта.
- Низкая производительность. Скорость металлообработки недостаточно высока, потому что все делается вручную.
Вместе с первым созданием программ для ЧПУ станков появилось осознание того, что такой же объем работы можно сделать быстрее, без ошибок, с минимальными затратами человеческого ресурса.
Впервые в СССР программно-управляемые системы были внедрены в годы Великой Отечественной войны, в тот же период появились первые проблемы – недостаточная компетентность технического персонала, малое знание основ программирования и несовершенство оборудования.
Исправить эту проблему стало возможно с появлением достаточно адаптированных под пользователя рабочих компьютерных сред. Объясним на примере, как это взаимосвязано.
Инженер хочет создать металлический узел. Выполнить вручную его очень непросто, практически невозможно, поэтому он сперва заходит в программное обеспечение. Здесь он выполняет две пересекающиеся операции:
- Сложные математические вычисления, которые направлены на проверку работоспособности узла.
- Черчение.
Затем специалист, полностью справившись с первой задачей, изменяет формат документа и заканчивает его в числовой пульт управления оборудованием.
Теперь его работа невелика – поставить заготовку, наблюдать за правильным исполнением процесса, а после – снять и проверить образец. А встроенная программа для фрезеровки на ЧПУ сама выберет подходящую скорость и угол резания, режим, а также наиболее эффективный алгоритм движения.
Итак, чтобы создать любую сложную трехмерную деталь из металла, дерева, иного материала, необходимо воспользоваться компьютерным софтом с возможностью 3D-графики. Затем изображение требуется перевести в g-код. Важно, чтобы программное обеспечение соответствовало операционной системе, то есть ОС «тянула» программу. Например, большинство профессиональных CAD некорректно работают на привычном Windows, зато пойдут на Linux. Удобство (в основном отсутствие задержек, что очень важно) также зависит и от самого персонального компьютера.
Сперва в нескольких преимуществах отметим то, зачем нужны сами такие станки:
- Они повышают эффективность и производительность всего предприятия в несколько раз.
- Снижают вероятность дефектного образца.
- Снимают большинство нагрузки с оператора, на нем остается более простая работа.
- Увеличивают точность обрабатываемой детали.
И для того, чтобы была возможна такая система, просто необходима программа. Основная задача создания специализированного ПО – дать возможность фрезеровщику (токарю) отвлекаться от процесса, снизить его ответственность за результат. Теперь он не обязан непрерывно следить за каждым движением резца, сверла. Таким образом, софт включает комплекс команд, которые все вместе поступают на оборудование и влияют на то, какой процесс выполняется.
Так, команды автоматизируют ряд действий:
- Выбор инструмента, его крепеж.
- Фиксация и центровка заготовки.
- Определение подходящего режима, скорости резания исходя из параметров материала и фрезы.
- Движение режущей кромки. Причем минимальное, оптимальное расстояние определяется в зависимости от координат, в которых «нулевой» точкой становится конечное положение резца. То есть, нет необходимости всегда перед очередным проходом возвращаться к начальному участку.
Для каждого нового элемента необходимо написать новый код (чертеж), для чего требуется специализированное программное обеспечение. Если оно есть, а также присутствует базовый навык общения с графическим редактором, можно легко создавать новые команды для оборудования.
Двухмерное конструирование – более простая для резчика задача. Основной процесс, выполняемый на этом оборудовании – это раскрой материалов. От классической распиловки дерева или металла можно перейти к более сложным, фигурным рисункам. Особенно быстро и удобно это можно делать с помощью плазмореза. Но, как и для других элементов, необходимо использовать программу управления для работы на станках с ЧПУ фрезером по дереву или металлу в плоскости. ArtCAM – подходящий софт для этой задачи. Сам проект был создан в 2003 году, с тех пор только набирает популярность. К преимуществам следует отнести:
- Возможность работать и в 3D, то есть для различных заготовок вам не нужно будет выбирать другое ПО.
- Сохранение подготовленных ранее моделей.
- Их интегрирование в сборку.
- Импорт во всех основных форматах, которые применяют в CAD, а также, конечно, подходящий для станков с ЧПУ.
- Опция «волшебная палочка» значительно облегчает выбор и выделение рабочей области.
- Сокращенное время обработки команд на деревообрабатывающем и металлообрабатывающем оборудовании.
- Возможность перемещения, поворота или копирования траектории движения.
- Встроенная оптимизация подач.
- Простой интерфейс и легкость обучения.
Кроме «Арткама», используют VISIO-2007 и Vectric 2dcut, Mach4. У последней преимущество в том, что ее можно использовать на привычной для всех ОС – Windows. А самые большие специалисты, которые уже чертят «с закрытыми глазами», вообще говорят, что можно сделать простенький раскрой в обычном встроенном «Блокноте», а потом перевести все это в командный код.
Большинство современного софта имеет инструменты работы с объемными деталями. Создание трехмерных моделей также называют прототипированием, то есть подготовкой прототипа. Перечислим профессиональное ПО, которое используется специалистами:
- CADDS5;
- PowerShape;
- SolidEdge;
- T-Flex CAD;
- AutoCAD.
Практически везде в названии мелькает сочетание CAD, на русский язык аббревиатура переводится как САПР или система автоматизированного проектирования. Все вышеприведенные ПО объединены тем, что они обладают возможностью твердотельного проектирования, то есть такого, которое полностью имитирует работу с реальным образцом, будь то металл, дерево, пластик и другие. После моделирования можно сделать детальную визуализацию, а также тестовый запуск модели. И только после этого переходить к созданию на детали на оборудовании. Преимущества использования этого софта:
- Максимальная реалистичность – это полезно в моментах, когда нужно презентовать свой проект.
- Легко корректировать код, если были допущены ошибки или поменялись планы.
- Автоматическое формирование чертежей.
- Возможность использовать шаблоны.
- Затрачивается минимальное количество времени.
Расскажем о составлении управляющей программы для токарного или фрезерного станка с ЧПУ на примере наиболее популярного программного обеспечения. Хотим отметить, что качество итогового результата зависит не только от того, насколько хороший софт выбран, но и, в большей степени, от самого металлообрабатывающего оборудования. Предлагаем заказывать станцию с числовым программным управлением от компании https://stanokcnc.ru/. Здесь представлен большой ассортимент возможностей и множество разновидностей, а также можно заказать создание аппаратов на заказ.
Mach4
Мы уже о ней упоминали, когда говорили о двухмерном моделировании. Но софт идеально подходит для проектирования 3D моделей. Он создавался не как CAD, а как специализированное ПО под задачи ЧПУ. Этим обусловлено то, насколько удобна программа для поставленных целей. Чтобы запустить ее на компьютер, там должна быть операционная система от «Майкрософт», что, к слову, является редким условием. ПК должен быть подсоединен к одному из станков:
- фрезеровочный;
- токарный;
- зуборезный;
- гравировочный.
К слову, можно использовать не только стационарный компьютер, но и ноутбук, что сильно облегчает задачу производителя. Несмотря на то что интерфейс англоязычный, есть инструкция, которая выполнена на русском.
NC Studio
Наиболее часто софт применяется в деревообрабатывающей промышленности. Управление происходит фрезерным станком по дереву. Часто с его помощью создается мебель. Перечислим основные преимущества системы:
- Простой для понимания интерфейс.
- Отличная графика.
- Виртуальная симуляция ПО.
- Прекрасно совмещается с основными САПР, поэтому файл можно «заливать» со сторонней среды проектирования.
- Идеально подходит для освоения новичками.
- Встроенная защита не позволяет несанкционированно изменить настройки.
EMC2
Основное достоинства софта – его бесплатное использование. Соответственно, функционал значительно ограничен. Но если нет потребности в промышленном производстве, а станок с ЧПУ находится в частных или малых коммерческих целях, то иногда достаточно бывает и этого ПО. Отметим, что оно устанавливается исключительно на LinuxCNC.
Числовой пульт управления может быть установлен практически на любом оборудовании, которое производит механическую обработку материала. Это такие задачи, как точение, фрезерование, сверление, отрезка, нарезание витков, вытачка пазов и многое другое. При этом работать можно с металлом, деревом, фанерой, бумагой и картоном, стеклом или оргстеклом, другими синтетическими полимерами. Обычно программное обеспечение пишут при:
- серийном производстве, когда на аналогичный объем уйдет много времени в ручном исполнении;
- потребности высокой точности;
- особом, индивидуальном и очень сложном узле, который практически невозможно безошибочно выточить вручную.
Таким образом, применения оборудования настолько широко, что нет смысла перечислять отрасти. Практически в любом производстве, начиная от изготовления скрепок для бумаги, заканчивая строением космических кораблей, не обойтись без такого софта.
Перечислим поэтапно действия:
- Сбор данных о необходимом узле и его производственных задачах.
- Создание последовательно сперва эскиза, затем чертежа, 3D-модели.
- Получение комплекса команд.
- Коррекция кода и его эмуляция.
- Тестовый запуск и производство.
На этапе сбора информации узнается, что это за элемент, где и при каких условиях будет осуществляться его эксплуатация, размеры, характер поверхности, в том числе шероховатость, а также припуски, которые крайне важны для точения.
Каждый отдельный станок имеет управляющие команды, они написаны в инструкции. Используя этот набор, необходимо закодировать весь макет под нужные имеющиеся опции. К ним могут быть отнесены следующие:
- Запуск и отключение.
- Выбор режущего инструмента.
- Перемещение резца по двум и более плоскостям.
- Определение режима и скорости резания.
- Дополнительные механизмы, например, очистка от стружек или подача смазочной жидкости.
Введение данной программы может быть осуществлено двумя способами:
- На персональном компьютере с помощью специализированного программного обеспечения кодировка происходит автоматически, затем уже готовый набор команд в коде с помощью записывающего устройства переносится на оборудование.
- На самом станке есть стойка от пульта числового управления. Там можно ввести нужные команды.
Учтите факторы
Следует помнить о том, что чем сложнее устройство, тем больше нюансов использования. Важно учитывать:
- Сколько одновременно может быть задействовано инструментов – количество параллельно выполняемых задач.
- Какая рабочая мощность используется.
- Скорость подачи. Если подобрать параметр выше рекомендуемого, это может привести к перегреву заготовки и режущей кромки, к дефектам и деформациям.
После каждого нового разработанного проекта необходимо его протестировать. Сперва на компьютере (поможет визуализация 3D макетов), затем на оборудовании при использовании ненужной заготовки. Если обнаружены проблемы, значит, имели место геометрические или технологические ошибки. Исправьте их и снова проведите тестовый запуск.
Мы рассказали, как сделать программу для станка ЧПУ. Узнаем больше из видеоматериала:
ГеММа-3D.Модуль фрезерной обработки | Научно-технический центр «ГеММа»
Модуль фрезерной обработки CAD/CAM системы ГеММа-3D предназначен для разработки УП для фрезерных станков, фрезерно-сверлильных обрабатывающих центров, 3D-принтеров и роботов-манипуляторов в различных пользовательских системах координат.
В качестве исходных данных могут использоваться как поверхностные модели CAD/CAM системы «ГеММа-3D», так и твердотельные модели CAD пакетов, а stl-модели, полученные при сканировании реальных деталей. Использует технологическую параметризацию для всех видов черновой и чистовой обработки, Поддерживается твердотельная визуализация результатов фрезерования и осевой обработки модулем G-mill и имитацией обработки (последняя работает и с 5D-обработкой).
Модуль фрезерной обработки CAD/CAM системы ГеММа-3D обеспечивает получение эффективных программ обработки наиболее сложных деталей на станках с ЧПУ, изготавливаемых с помощью фрезерования, сверления. Поставляется вместе с редактором 3D. Контроль проходов в твердотельном представлении результата делается с помощью модуля Gmill.
В состав модулей фрезерной обработки 5D/3D/2.5D входят:
Основные преимущества модулей фрезерной обработки 5D/3D/2.5DCAD/CAM системы ГеММа-3D:
Построение математических моделей деталей и агрегатов любой степени сложности.
Импорт математических моделей из известных систем компьютерного моделирования.
Работа системы в 64 разрядном режиме, с возможностью работы с моделями размером превышающими 2 ГБ.
Подготовка управляющих программ для станков с ЧПУ: фрезерных (2-х, 3-х координатных), электроэрозионных (2-х, 3-х, 4-х координатных), сверлильных, токарных, гравировальных, установок лазерной наплавки по 3D,2D,STL-моделям и растровым изображениям.
Разработка моделей, управляющих программ и технологических проходов 2.5D обработки (фрезерование плоских зон и контуров, осевая обработка ,гравировка, резка, электроэрозия), выполняется как в 3D, так и 2D редакторе.
Проходы 2.5D обработки можно использовать при разработке проходов 3D обработки также как и контуры, полученные в результате автоматической обводки растровых изображений.
Построение текстовых надписей. Поддержка TrueType шрифтов , собственный формат шрифтов, позволяющий создавать скелетные шрифты. Редактирование шрифтовых таблиц. Поддержка кернинга символьных пар. ГОСТ шрифты для гравировки ГОСТ 2930-62; ГОСТ 26.008-85; ГОСТ 50140-92 Трафаретные шрифты по ГОСТ 14192-96.
Выполнение гравировки непосредственно по тексту без необходимости его преобразования в контуры.
Поддержка локальных систем координат (ЛСК), возможность их создания по различным элементам модели детали.
При создании прохода инструмент автоматически ориентируется по оси Z локальной системы координат.
Управление проходом с помощью шаблона.
Блок-шаблон – это структура, содержащая все данные о созданном проходе. Сохранение проходов в виде блок-шаблонов, позволяет технологу в любой момент вернуться к уже созданному проходу и внести требуемые корректировки с минимальными временными затратами.При проектировании новых проходов пользователю становиться доступно панельное меню «заполнения шаблонов». Для различных видов обработок эта панель может иметь неодинаковый набор функциональных кнопок, среди которых, однако, возможно выделить наиболее типичные.
Контроль и редактирование управляющих программ с прорисовкой траекторииНастройка способа отображения траектории и геометрии инструмента, в том числе:
- прозрачность тонированного изображения инструмента;
- стрелки направления и нормали в конце кадра.
При контроле изображается хвостовик, что позволяет выполнить контроль положения хвостовика относительно стенок детали.
Построение зоны обработки детали при ограничениях фрезой данной геометрии; проецирование подготовленного шаблона траектории обработки (плоского или пространственного) на поверхность детали.
Построение обработки в локальных системах координат (3+2 фрезерная обработка и токарно-фрезерная обработка).
Построение проходов обработки отверстий с помощью стандартных циклов осевой обработки или их интерпретации. Высоты можно задавать, выбирая точки на поверхности или концы осей отверстий.
Комбинированная фрезерная обработка. По заданным параметрам автоматически рассчитываются зоны для послойной обработки штриховкой (траектории строк обработки в горизонтальных плоскостях), а затем штриховкой (траектории строк обработки в вертикальных плоскостях.
Обеспечение заданной высоты гребешка во фрезерной обработке.
Обеспечение автоматического расчета траектории без зарезов.
Выдача УП с учетом коррекции как на радиус цилиндрической части, так и на радиус рабочей части (3D коррекция).
Добавление слоев предварительной обработки в проходы 3-х осевой фрезерной обработки поверхностей.
Технологическая параметризация: траектории обработки создаются с использованием шаблонов параметров. Поэтому их всегда можно пересчитать с корректировкой только требуемых параметров. К параметрам относятся и геометрические элементы. Это позволяет создавать новые траектории в режиме «по аналогу».
Универсальный постпроцессор системы Гемма3D, позволяет дорабатывать готовые и создавать новые постпроцессоры любой степени сложности для любых типов станков. Постпроцессор представляет собой программу (скрипт) на встроенном макроязыке GML преобразования инвариантного кода CLdata в кодировку конкретного станка.
В системе можно создавать управляющих программы (УП) обработки сложных деталей, управляя из одной диалоговой панели. При этом отдельные программы можно даже выполнять на различных станках (использовать разные постпроцессоры). Таким образом, можно один раз открыв модель, получить информацию обо всем технологическом процессе обработки детали на станках с ЧПУ. Также такой подход позволяет удобно создать УП обработки на одной операции с использованием головной программы.
Обработка растровых и STL-объектов.
Система ГеММа-3D обеспечивает выход на все отечественные и зарубежные системы управления станками. В состав системы входит библиотека из 70 постпроцессоров в исходных текстах (FANUC, HEIDENHAIN, BOCSH, CNC-600, Sinumerik, 2C42, h43, 2M42-65, FMS3000, NC 110/210/310 и других).
Инструмент и оснастка
Станки
Инструмент и оснастка
Программное обеспечение
Машины (современное оборудование с ЧПУ):
Компания TORNOS (Швейцария) вошла в историю металлообработки как основатель направления токарных автоматов кулачкового типа. Компания имеет более 100-летний опыт разработки и производства автоматов швейцарского типа, адаптированных к требованиям рынка в различных отраслях промышленности: автомобильной, медицинской, электроники, часовой, микромеханики, аэрокосмической и многих других отраслях. Подробнее на сайте: tornos.com/en
AMS Technology Co., Ltd. (Тайвань) специализируется на производстве электроэрозионных станков. Электроэрозионные станки AMS Technology подходят для выполнения широкого диапазона задач. Станки отличаются высокой точностью, усовершенствованной жёсткой сбалансированной структурой и надежной функцией автоматической заправки проволоки. Программное обеспечение и система управления ЧПУ спроектированы и произведены с целью максимально упростить работу оператора. Подробнее на сайте: ams.com.tw
В комплекте с оборудованием предлагаем мобильную установку BEST 1 – отделение СОЖ от масла, очистка, фильтрация, дезинфекция озоном, производство компании Taiwan HC FENG Co., Ltd., которая поможет снизить затраты на закупку СОЖ на 25-40%, уменьшает время на обслуживание оборудование до 50%.
Подробную информацию можете узнать, отправив нам запрос в разделе “Обратная связь”
ИНСТРУМЕНТ И ОСНАСТКА
AMADA
Ведущий мировой производитель оборудования и режущего инструмента для обработки листовых и прокатных видов заготовок. Технологии AMADA (Япония) означают новаторские производственные решения, которые обеспечивают достижение высокого уровня прибыльности и производительности. Подробнее на сайте http://www.amada.ru/ru/homeФирма GÜHRING является ведущим мировым производителем инструмента для сверления, нарезания резьбы, фрезерования зенкования, развертывания, а также инструментальных систем для комплексной обработки. В марте 2009 года в Нижнем Новгороде открыт первый в стране специализированный Сервисный центр европейского уровня, занимающийся профессиональным восстановлением металлорежущего инструмента. Наши специалисты всегда готовы принять Ваши запросы и предложить решение для Ваших задач. Подробнее http://www.guhring.ru
EMUGE-FRANKEN
EMUGE-FRANKEN (Германия) – ассоциация компаний, которая более 80 лет предлагает наилучшие технологические решения в области: нарезания, фрезерования и формирования резьбы; измерения и контроля резьбы; фрезерования; закрепления инструмента и обрабатываемых деталей.Спиральные сверла и широкий ассортимент резьбовых калибров завершают предлагаемую программу инструмента для резьбообразования и делают ее по-настоящему комплексной. Подробнее на сайте: http://www.emuge-franken.ru
WTO
WTO (Германия) специализируется на разработке и производстве статических и приводных прецизионных блоков для токарных станков и центров. Как пионер и лидер в своей отрасли, WTO своими новыми изобретениями и разработками устанавливает ориентиры в области приводного прецизионного инструмента.Технологически и качественно первоклассная продукция WTO отличается высокой производительностью и долговечностью.
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
ESPRIT
САМ-система (computer-aided manufacturing – поддержка производства) автоматизирует расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ и обеспечивают выдачу управляющих программ (УП) с помощью персонального компьютера. Esprit – полнофункциональное, мощное программное обеспечение для автоматизированной подготовки УП. Подробности на сайте http://www.espritcam.ru/
DPA Extensive
DPA (Discrete Processes Automation) – это производственная аналитическая платформа, выполняющая мониторинг станков с ЧПУ в режиме реального времени. Инструмент объективного контроля состояния оборудования, который позволяет подключать значительную часть существующего на рынке оборудования с ЧПУ «из коробки» без доработки и длительной дорогостоящей наладки. Подробности на сайте https://rundpa.com/ru
NCSIMUL
Инновационное решение для симуляции обработки на станках с ЧПУ по G-коду. Компании, использующие программные продукты серии NCSIMUL, получают полный контроль над производственными процессами, включая создание и использование библиотек режущего инструмента, оптимизацию условий обработки, верификацию УП и возможность публикации информации необходимой операторам и наладчикам в цеху. Подробнее на сайте http://www.ncsimul.com
CIMCO
Профессиональный, надежный и полнофункциональный редактор управляющих программ (УП) для станков с ЧПУ. Программа позволяет проверять G-код УП после генерации САМ-системой. Подробнее на сайте http://www.cimco-software.ru/
CNC Syntax Editor – редактор программ ЧПУ со специальными инструментами, функциями и подсветкой синтаксиса
Какие проблемы можно решить с помощью редактора синтаксиса ЧПУ?
Вы, вероятно, можете назвать несколько универсальных инструментов для редактирования ЧПУ, в то время как найти хорошее программное обеспечение для редактирования ЧПУ – действительно проблема. CNC Syntax Editor – это многофункциональный редактор кода G, позволяющий выделить синтаксис программы. Имеет удобный и интуитивно понятный интерфейс как для начинающих, так и для продвинутых программистов.Он визуально разделяет команды и координаты на группы с вкладками. Редактор синтаксиса ЧПУ поможет программистам ЧПУ, станочникам ЧПУ, операторам ЧПУ, инженерам-технологам, инженерам-технологам вручную вводить коды ЧПУ и вносить изменения в файлы ЧПУ.
Редактор синтаксиса ЧПУ – популярный инструмент для написания, редактирования и изучения программ ЧПУ (машинный язык ЧПУ) с кодами G . Имеет удобный и интуитивно понятный интерфейс как для начинающих, так и для продвинутых программистов. Редактор синтаксиса ЧПУ обманчиво прост, но действительно мощный.
Начать легко. Редактор синтаксиса ЧПУ готов!
После установки редактора синтаксиса ЧПУ запустите его из группы «Пуск → Программы». Выберите пункт меню «Файл → Открыть», если вы хотите отредактировать существующую программу ЧПУ , или выберите «Файл-> Создать», если вы собираетесь создать новую программу ЧПУ . Теперь вы можете ввести код G в окне редактора.
Еще скриншоты »– Брайс А.:
«С одной стороны, я очень счастлив; это как раз то приложение, которое я искал с тех пор, как получил новый компьютер и не смог перенести CodeShark (и не смог его найти). Он делает намного больше, чем Code Shark. Так что я действительно этому рад. Я также впечатлен вашей быстрой и эффективной техподдержкой. »
Особенности:
Интеллектуальное редактирование с ЧПУ с отменой и повтором. Десятки интеллектуальных команд редактирования ЧПУ быстро и легко вносят изменения в вашу программу ЧПУ. Уверенное редактирование с возможностью отмены и повторения последних 1024 изменений. Редактор включает в себя меню, совместимые с Microsoft® Word, панель инструментов и сочетания клавиш, что упрощает изучение;
Неограниченный размер файла. Редактор синтаксиса ЧПУ поддерживает до 2 ГБ кода на одну программу ЧПУ. Кроме того, поддерживается одновременное редактирование нескольких программ ЧПУ с возможностью вырезать, копировать и вставлять между ними;
Сравнение файлов. Редактор синтаксиса ЧПУ включает параллельное сравнение файлов, которое идентифицирует каждую разницу строк. CNC Editor использует приложение WinDiff, предоставляемое Microsoft;
Репозиторий кода. Редактор синтаксиса ЧПУ добавляет интеллекта, запоминая все детали управления ЧПУ. ЧПУ содержит репозиторий кода, который может хранить неограниченное количество ваших частей наиболее удобного кода и шаблонов кода;
Загрузить файлы на машину. Отправляйте файл на один станок за раз через приложение DNC Precision на любой совместимый станок с ЧПУ.Работает в фоновом режиме даже во время работы других программных приложений;
Он-лайн справка. Нажмите клавишу F1 в любое время, и появится интерактивная справка с краткой и актуальной документацией;
Нумерация и перенумерация линий. Редактор синтаксиса ЧПУ может добавлять или удалять номера строк. Используются стандартные номера строк ЧПУ в формате Nnnnn;
Сдвиг / Масштаб / Зеркало. Редактор синтаксиса ЧПУ может добавлять, вычитать, масштабировать или отражать значение выбранной оси (адреса) в части файла или целого файла;
Добавляйте и удаляйте пробелы. CNC Syntax Editor может либо вставлять пробелы в ваш файл, чтобы его было легче читать, либо он может удалять пробелы из вашего файла, чтобы уменьшить размер файла;
Замена осей. Эта функция позволяет пользователю обменивать значения одного координатного адреса на другой.
Задний сюжет. Просмотр исходного кода во время рисования обратного сюжета. Замедленный просмотр вашего кода. Графическая проверка вашего кода, прежде чем вы разместите его на своих машинах;
CNC Syntax Editor предоставляет две урезанные версии: CNC Syntax Editor Free Edition и CNC Syntax Editor Professional.В бесплатной версии отсутствуют некоторые расширенные функции, имеющиеся в профессиональной версии, и она идеально подходит для пользователей, которым либо нужно дешевое или бесплатное решение, либо не интересуются более продвинутые функции. Подробнее читайте здесь.
CNC PAD программирование с помощью бесплатного редактора программ CNC
CNC-PAD
| Mirror |
CNC PAD – это редактор программ ЧПУ с подсветкой синтаксиса для профессионалов в области механической обработки.
Этот редактор предлагает простой и интуитивно понятный режим редактирования для наиболее распространенных языков G-CODE, Fanuc, Siemens, Heidenhain и т. Д.
CNC PAD включает множество функций, которые увеличивают время производства и значительно сокращают количество ошибок ввода.
Кроме того, прямое подключение к программе моделирования с числовым программным управлением позволяет вам проверять траектории и сравнивать траекторию инструмента с производственным чертежом.
CNC PAD также напрямую взаимодействует с программным обеспечением «Cutting Tools Manager» и позволяет программировать из списков предварительно определенных режущих инструментов, но также предварительно вычисляет правильные скорости резания в зависимости от обрабатываемого материала.
Функция “Part View” позволяет отображать точки и маршруты группы программных слов.
Список встроенных функций редактора:
- Автоматическая нумерация блоков
- Расширенные возможности форматирования
- Передача программ ЧПУ на станок
- Помощь при сверлении круга с радиальным расстоянием
- Запись вызова блок для инструментов в автоматическом режиме (щелкните правой кнопкой мыши на инструменте) и в соответствии с языком и материалом.
- Обозначение областей риска программы красным цветом
- Очень четкая и ненавязчивая подсветка синтаксиса
Расширения CNC PAD:
Небольшие программы, которые позволяют добавлять новые функции в ваш редактор ЧПУ и настраивать ваш редактор в зависимости от ваша рабочая среда.Расширения написаны в формате с открытым исходным кодом, что позволяет каждому изменять или создавать новые расширения.
Все расширения доступны для бесплатной загрузки в разделе расширений.
Расширения CNC-PAD
Все расширения находятся под лицензией GNU General Public License (GPL)
Программа редактирования CNC PAD, предназначенная для вашего механического цеха или учебного центра, разрабатывается совместно с профессионалами в области обработки. Мы приглашаем вас поделиться своими отзывами, поскольку мы постоянно пытаемся улучшить программное обеспечение (перейдите на нашу страницу в Facebook или в Google Plus).
CNC-PAD Português
NCPlot.com – Инструменты для программистов с ЧПУ
NCPlot.com – Инструменты для программистов с ЧПУИнструменты для программистов с ЧПУ
Добро пожаловать в NCPlot.ком!
NCPlot Software LLC предоставляет программные инструменты для программистов с ЧПУ.
Свяжитесь с NCPlot:
[email protected]
ООО «НКПлот Софтвер»
1581 ул. Паркуэй
Маскегон, Мичиган
49442
Тел .: (231) 571-7480
NCPlot Программное обеспечение в Facebook
SketchNC v1 БЕТА Новый!
SketchNC v1 – это ЧПУ ориентированное программное обеспечение САПР и в настоящее время находится в стадии разработки.Программное обеспечение можно загрузить и протестирован и доступен для бесплатного использования на этом этапе разработки.
Щелкните изображение слева, чтобы перейти на его страницу. Пожалуйста, почувствуйте бесплатно отправить отзыв!
Обновлено 24.05.2020
StickFont v3 БЕТА Новый!
StickFont v3 – это приложение, преобразует текст в G-код для обработки.Добавляйте и редактируйте текст с функциями например текст под углом и текст вокруг радиуса.
Эта бета-версия добавляет некоторые новые функции, такие как слои рисования и больше пользователей удобный менеджер шрифтов.
Новая версия! 19.05.2020
NCPlot Network License Manager v3.01 Новый!
Это программное обеспечение позволяет вам управлять всеми вашими лицензиями на программное обеспечение NCPlot с одного место расположения. Просто добавьте ключи продукта в менеджер лицензий и на любой компьютер. в сети можно получить лицензию при запуске программного обеспечения. Нет необходимо вручную регистрировать каждую копию и не нужно перемещать лицензии.
Это программное обеспечение все еще можно загрузить бесплатно!
NCPlot v2
NCPlot v2 – редактор и обратный плоттер для программ G-Code для 4-х осевого фрезерного и 2-х осевого токарного станка.Этот программное обеспечение сочетает в себе инструменты редактирования, форматирования и перевода, которые полезны для программистов с ЧПУ с бэкплоттером для мгновенного G-кода проверка.
Редактор StickFont v1
StickFont Editor v1 – графический редактор для наборов шрифтов StickFont.Интерфейс в стиле САПР предоставляет интуитивно понятные инструменты для рисования и редактирования шрифтовых символов. Также предоставляет инструменты, которые можно применяется ко всему набору символов, например к очистке и масштабированию.
Советы для производства выпустили новый мультимедийный тренинг CD.
http://www.tipsforcadcam.com
Это полный курс для понимания основные концепции программирования ЧПУ для фрезерных станков. Уроки начинаются с обзором, охватывающим движение оси, абсолютные и инкрементальные координаты и переходит к подробному объяснению G-кодов. Группы кодов, «Модальные» команды, компенсация резака, стандартные циклы и многое другое …. описаны в деталь.
Ценная информация для программирования Fanuc, Fadal и Haas Controls. Применимо к любому контроллеру G-Code, совместимому с Fanuc. Подробные иллюстрации о с использованием компенсации резца для пропилов внутри / снаружи, с подъемом и условными проходами. Учить как программировать с подпрограммами, чтобы делать 2 части за одну установку. Крышки G54 и G55 смещения приспособлений для нулевых смещений.
Этот компакт-диск включает бесплатную версию программного обеспечения NCPlot CNC Verification. Клиенты, купившие этот обучающий компакт-диск, могут получить скидку 20 долларов при переходе на последняя версия NCPlot.
Последнее издание колодца Питера Смида Известный справочник по программированию ЧПУ включает 15-дневную пробную версию NCPlot v2!
Содержание веб-сайта Авторское право (c) Программное обеспечение NCPlot,
ООО
| Обзор редактора tkCNC tkCNC Editor – текстовый редактор, специально разработан для редактирования кода ЧПУ (G-кода) для станков с ЧПУ.Это используется программистами и операторами ЧПУ для быстрого редактирования и проверка кода ЧПУ. tkCNC Editor версия 3.0 главная функции:
Посмотрите видео на YouTube: Как установить и начать использовать tkCNC Editor Поддержка сайты и награды: www.softpedia.com www.place77.com Сертифицировано Best Vista Download Редактор tkCNC на сайте www.sharewareconnection.com tkCNC Editor в списке лучших загрузок для Vista – Windows Программное обеспечение для Vista, бесплатные и условно-бесплатные загрузки Скачать3k.com Бесплатное Центр условно-бесплатного программного обеспечения Brothersoft.com | |
|
cncCoder – это бесплатное программное обеспечение – оно не содержит никаких ловушек, всплывающих окон, экранов или чего-то подобного. Бесплатное программное обеспечение? В чем подвох ? Мы понимаем, что многие пользователи захотят редактировать файлы ЧПУ в офисе на настольном компьютере, в то время как их программное обеспечение DNC работает на другом компьютере «в магазине». Так что, если вы уже купили программное обеспечение DNC, вы действительно не Я не хочу покупать другой только для того, чтобы вы могли редактировать файлы ЧПУ, находясь вдали от своей рабочей станции DNC. cncCoder предоставляется вам бесплатно – это полнофункциональный текстовый редактор с ЧПУ, идентичный тому, который вы получили бы, если бы использовали easyDnc , наше популярное программное обеспечение DNC – вы можете установить cncCoder на любое количество компьютеров.Вы можете поделиться им с коллегами и использовать столько, сколько захотите. | Почему мы даем вам это бесплатное программное обеспечение? Файлы, созданные и отредактированные с помощью cncCoder, на 100% совместимы с ISO / ASCII, поэтому они также должны быть совместимы с большинством других программ ЧПУ и DNC, поэтому вам не понадобится easyDnc .. Но поскольку мы делаем easyDnc И cncCoder, понятно, что оба пакета хорошо работают вместе – easyDnc может загружать cncCoder при необходимости, а cncCoder может загружать файлы непосредственно обратно в easyDnc workSpace, готовые для загрузки (DNC) в ЧПУ. cncCoder прекрасно работает и без easyDnc – нет всплывающих окон, напоминаний или экранов, но если вы еще не пользуетесь нашим программным обеспечением Dnc, мы все еще надеемся, что однажды вы захотите взглянуть на easyDnc? – Спасибо: o) |
CIMCO Edit 8 – Управляемые решения
Вы программист G-кода? Этот инструмент создан для вас.
CIMCO Edit продолжает оставаться лучшим редактором для профессиональных программистов с ЧПУ, которым требуется надежное, полнофункциональное и профессиональное программное обеспечение для редактирования и коммуникации.
CIMCO Edit 8 – последняя версия самого популярного редактора программ ЧПУ на рынке. CIMCO Edit, получивший более 100 000 лицензий, распространенных за последние несколько лет, является предпочтительным редактором для профессиональных программистов с ЧПУ, которым требуется полнофункциональный, надежный и экономичный профессиональный инструмент для редактирования и коммуникации.
Все проверенные возможности версии 6 включены, включая многопанельный макет с вкладками для динамических панелей инструментов и меню. CIMCO Edit также поддерживает мощные инструменты, такие как усовершенствованная утилита сравнения файлов, значительно усовершенствованный графический бэкплоттер и инструмент программирования NC-Assistant.CIMCO Editor поставляется как OEM-продукт с Mastercam и другими платформами и доступен в версиях Standard и Professional. Ознакомьтесь с различными OEM-версиями, функциями и обновлениями CIMCO Edit.
Версия 8 отлично работает! Приятные тонкие изменения, отличная программа! – Даррелл Фриман, координатор ЧПУ, Blue White Industries
Новые функции для версии 8
CIMCO Edit 8 поставляется с переработанным пользовательским интерфейсом, который обеспечивает расширенную оптимизацию рабочего процесса, позволяя пользователям полностью настраивать ленту.
Был разработан новый FTP-клиент, интегрированный с утилитой передачи данных Editor, что позволяет легко передавать по FTP на FTP-сервер и обратно.
Был разработан новый расширенный диалог «Открыть файл», который значительно упрощает поиск файлов за счет указания критериев поиска по имени файла, его содержимому и датам создания / изменения.
Улучшены функции редактирования документов и построения карт, добавлено больше конвертеров.
Полнофункциональный редактор ЧПУ
CIMCO Edit предоставляет полный набор основных инструментов редактирования, необходимых для удовлетворения требований современного редактирования программ ЧПУ.
CIMCO Edit 8 не имеет ограничений по размеру программы и включает специальные параметры кода ЧПУ, такие как нумерация / перенумерация строк, обработка символов и дальномер XYZ. Он также имеет математические функции, включая базовые вычисления, поворот, зеркальное отражение, компенсацию инструмента и перевод. CIMCO Edit предлагает все функции, ожидаемые от редактора, включая редактирование текста путем перетаскивания. Лучше всего CIMCO Edit полностью настраивается и легко адаптируется к любой существующей среде редактирования программ ЧПУ.
Более быстрое редактирование с помощью NC-Assistant
NC-Assistant делает редактирование кода УП быстрее и проще, чем когда-либо.Наведите курсор на любой код M или G, и NC-Assistant определит код, позволяющий изменять значения с помощью интерактивного интерфейса, связанного с кодом ЧПУ. Введите желаемые значения для любого регистра, и NC-Assistant автоматически обновит код ЧПУ.
NC-Assistant в CIMCO Edit позволяет быстро вставлять и редактировать сложные циклы и операции. CIMCO Edit включает встроенные циклы и макросы для наиболее распространенных операций, таких как запуск программы, остановка программы и смена инструмента. Вы также можете записывать или создавать собственные циклы и макросы для операций, наиболее общих для ваших собственных настроек и приложений.
CIMCO Editor – отличный продукт, который действительно упрощает все, что мы делаем. -Дан Друо, Covington Engineering
Новый улучшенный графический картплоттер
Бэкплоттер был модернизирован с 3D Mill / 2D токарного станка до 3D Mille / 3D и 2D токарного станка, а также теперь поддерживает твердотельное моделирование с анимированными инструментами и заготовкой. Теперь вы можете шаг за шагом следить за симуляцией обработки, пока инструмент проходит через заготовку. Эта функция особенно полезна в образовательных приложениях, таких как профессиональные школы и классы обработки с ЧПУ.
Новое автоматическое сканирование инструмента и заготовки файла программы ЧПУ значительно упрощает использование моделирования. Когда параметры инструмента и заготовки редактируются в окне программы ЧПУ, они сразу же отражаются в настройках инструмента и твердого тела. Как и в предыдущих версиях, при обновлении программ ЧПУ обновления автоматически отражаются на графике. Анализируйте график с помощью функций динамического масштабирования, панорамирования, поворота и измерения. CIMCO Edit поддерживает надежную визуализацию кода УП с проверкой столкновений держателя инструмента и обнаружением зарезов.
Intelligent File Сравнить
CIMCO Edit обеспечивает быстрое и полностью настраиваемое параллельное сравнение файлов, позволяя пользователю быстро идентифицировать изменения программы ЧПУ. Сравнение файлов определяет измененные и удаленные / вставленные строки, но игнорирует тривиальные изменения формата, такие как перенумерация блоков и интервалы. Различия отображаются по одной строке, все сразу или печатаются бок о бок для автономного просмотра
Связь с ЧПУ, FTP и DNC (в комплекте с опцией порта связи)
CIMCO Edit включает возможности DNC для надежной связи RS-232 с различными элементами управления ЧПУ.