Март 2023 ᐈ 🔥 (+19 фото) Ремонт и реставрация слесарных тисков своими руками
Содержание
- Признаки и причины поломки
- Восстановление тисков СССР с переделкой, электролиз и покраска
- Шаг 1: Разметка и отрезка лишнего
- Шаг 2: Разметка и отрезка на листовом металле 25мм
- Шаг 3: Установка металла для дальнейшей работы
- Шаг 4: Грубое очищение переде электролизом с дальнейшей покраской
- Шаг 5: Электролиз
- Шаг 6: Покраска
- Чем покрасить?
- Какими по размеру и весу бывают тиски и где они применяются
- Техника безопасности
- Как отремонтировать?
- Восстановление
- Использование старых механизмов и подручного металлолома
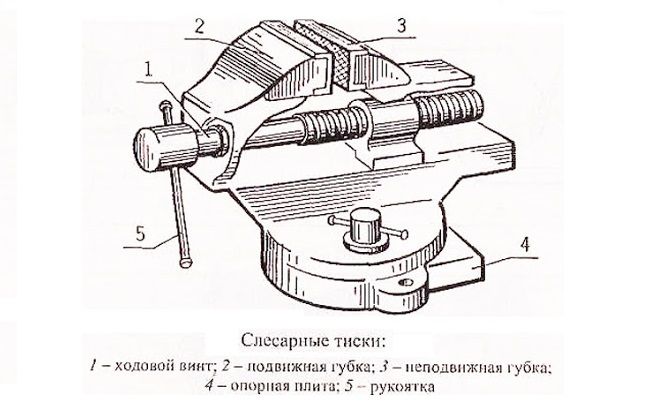
Слесарные тиски — незаменимый помощник 🧰 для домашних и профессиональных работ. Со временем любой инструмент 🔨 может выйти из строя. Не стоит спешить покупать новое приспособление. 💰 Тиски можно отремонтировать своими руками. 👐🏻 В данной статье речь пойдет о причинах и признаках поломки, а также о том, как можно восстановить инструмент.
Признаки и причины поломки
Главной причиной поломки слесарных тисков является приложенное мастером чрезмерного усилие при затягивании заготовок. Второй причиной может послужить использование инструмента не по назначению.
Обнаружение поломки происходит позже, спустя несколько лет или даже больше. Как правило, деформации подвержены чугунные модели слесарных тисков.
Признаки того, что тиски сломались:
- разрушение подвижных лапок;
- разлом гайки в станочных моделях;
- разрушение наковальни в чугунных приспособлениях;
- кривизна фиксирующих лапок;
- люфт винта;
- выкручивается вал при попытке разжать заготовку;
- невозможность разжать заготовку;
- срезанный штифт;
- плохая фиксация заготовок.
Некоторые дефекты слесарных тисков можно обнаружить сразу. К таким незначительным поломкам относятся трещины, сколы, излом или изгиб отдельных деталей.
После выявления признаков поломки следует произвести ремонт тисков. Сделать это можно в домашних условиях.
Восстановление тисков СССР с переделкой, электролиз и покраска
После того как появились данные тиски, было желание их восстановить. Тиски сделаны ещё во времена СССР. после некоторых неудач вернуть прижимные губки на место (резьбы были сорваны, были м9, болты практически пришли в негодность), а рассверлить сами губки до диаметра м10 не удалось (закалены).
Из-за этих сложностей пришла в голову сделать другой тип прижимных губок, и сделать их так чтобы сверху была небольшая плоская поверхность для рихтовки небольших железок (полоски, уголки и т.д.)
Материалы и инструменты:
- старые тиски
- лист металла 25мм
- винты (внутренний шестигранник) м10х25 (6шт.)
- корщётка для УШМ (болгарка)
- шлифовальный круг для УШМ (болгарка)
- отрезной круг для УШМ (болгарка)
- лепестковый круг для УШМ (болгарка)
- маркер для разметки (или разметочный карандаш)
- краска аэрозольная
- средство для чистки канализационных труб
- обезжириватель (ацетон, растворитель и т.
 д.)
д.) - строительный таз 90 литров (пластиковый)
- жестяной металл (жертвенный)
- струбцины (G и F образные)
- рабочие тиски
- УШМ (болгарка) 125 и 230 круг
- дрель
- свёрла 8,11,17 мм
- автомобильная зарядка 12 вольт
- имбусовые ключи (шестигранники)
- гаечные ключи (рожковые или накидные)
- рулетка, линейка, угольник (всё что годится для разметки)
- рабочие тиски
- набор для нарезания резьбы
 д.)
д.)РЕСПИРАТОР, ЗАЩИТНЫЕ ОЧКИ, ЗАЩИТНЫЕ НАУШНИКИ и ОБЯЗАТЕЛЬНОЕ ЗНАНИЕ ТЕХНИКИ БЕЗОПАСНОСТИ
Шаг 1: Разметка и отрезка лишнего
- Как всё лишнее убрано (опора на которой вращается стационарная часть тисков, винт), приступаем к разметке по периметру на месте, так чтобы можно было обрезать место крепления старых губок и получить плоскость, на которую будет устанавливаться пластина.
- Как всё размечено приступаем к отпиливанию. НО! если у вас нет или мало опыта, то лучше попросите того кто имеет опыт в резке болгаркой такие толстые пластины! Может обратитесь в организации которые могут вырезать лазером, плазмой и т. д. Т.к. при резке отрезной круг может “закусить” и вы можете пострадать.
 д. Т.к. при резке отрезной круг может “закусить” и вы можете пострадать.
д. Т.к. при резке отрезной круг может “закусить” и вы можете пострадать.Вот такие отпиленные губки должны остаться после процесса отпиливания
- Теперь надо шлифовать полученную поверхность до тех пор, пока приблизительно не начнёт появляться плоскость….. Если перестараетесь и шлифовальным кругом снимите лишний слой металла ничего страшного, щели или ямки можно поправить или сваркой, или подложить подходящей толщины кусочки металла. Чтобы контролировать плоскость которую шлифуете используйте, лучше всего, металлическая линейка или угольник. Они лучше всего покажут неровности, которые надо или убрать, или наварить сваркой (если понадобится, в том случае если перестараетесь).
- После шлифовки получаем нужную поверхность. Шлифовать до идеальной поверхности не надо, эта плоскость всё равно закроется новыми губками. Главное чтобы лист металла не “плясал” на этой поверхности.
Шаг 2: Разметка и отрезка на листовом металле 25мм
Берём листовой металл (его можно легко найти на базах приёма металлолома, я его там и нашёл) кладём на стол и сверху кладём в перевёрнутом виде наши тиски.
- Сначала обводим образовавшуюся подошву. Далее делаем обводку после первой разметки с запасом 5-10мм (кому как понравится). Это нужно для того, что литьё в те времена не было идеальным (зато качество металла было на высоте) и если делать “впритык” то в конечном итоге можем получить кривое исполнение в финале. Главное не забыть по стороне которая будет находиться вдоль корпуса тисков увеличить длину на 10-15мм, это нужно сделать для того, чтобы чугун тисков под губками не участвовал в зажатии детали. Если обратить внимание на любые тиски то под губками в зажатом состоянии есть зазор от 5 до 10мм. След. фото (ниже) показывает пример…..
- Как всё разметили приступаем к резке. Соблюдайте технику безопасности! Чугун отрезался достаточно легко, но сам металл 25мм поддавался тяжело и “закусило” диск так что шайбу на отрезном круге, можно сказать, прожевало .
- Теперь получаем кусок металла, который в дальнейшем станет новыми губками для наших восстановленных тисков.

Шаг 3: Установка металла для дальнейшей работы
- Как всё выпилили и уложили на место, теперь надо разметить места сверления. Как было написано, буду использовать винты м10х25 так, чтобы головки скрылись в толще металла губок.
- Я решил в каждую из губок вкрутить по три винта, думаю будет достаточно.
- Сначала фиксируем в нужном положении кусок выпиленного металла на самих тисках так, как они будут в конце работы находиться. В первую очередь сверлим отверстие сверлом 8мм (под м10) обе детали, лист и тиски, с одного прохода, сверлим все три отверстия. Затем убираем лист и расширяем, в нём же, в готовое отверстие 8мм до 11мм, это нужно чтобы винт м10 закручивался легко и не встречал препятствий в лице толщи металла. После рассверливания 11-ым сверлом в это же место сверлим 17мм на глубину высоты головки винта, это нужно чтобы головка “спряталась” под плоскостью губок и было “заподлицо” или вровень с поверхностью. В самом же чугуне тисков нарезаем резьбу под м10.
- После того как нарезали резьбу в неподвижной части тисков, просверлили все необходимые отверстия, и закрепили лист с помощью 3 винтов, двигаемся дальше…… на подвижной части сверлим отверстия как было описано выше.
- Лист ещё не распиленный на губки прикреплён, а подвижную часть выдвигаем так чтобы её будущая губка не лежала на ней, делаем разметку для распиливания на две части. И как разметили начинаем резать, при этом обязательно максимально постараться чтобы болгарка держалась под прямым углом к плоскости губок. Иначе при зажатии детали будет иметься уклон. Ну и как распилили прикручиваем вторую губку…. и проверяем угольником точность реза.
Всё удалось…..
Шаг 4: Грубое очищение переде электролизом с дальнейшей покраской
- Чтобы очистить куски ржавчины с доступной поверхности лучше использовать корщётку для болгарки. Снимает ржавчину на “УРА”, но для трудно доступных мест нужен электролиз. Для начала нужно “обтрепать” видимую ржавку. Фото одно, но на нём всё понятно.
- Перед очисткой решил шлифануть грубые места после отливки в форму, чтобы в конечном результате выглядело всё более-менее аккуратно.
- Все остальные работы по очищению проходили под электролизом.
 Фото одно, но на нём всё понятно.
Фото одно, но на нём всё понятно.Шаг 5: Электролиз
- Для того чтобы все детали поместились в одно корыто, пришлось купить за 400р. пластиковый строительный таз на 90 литров. Такое решение было принять чтобы всё очистить с одного раза.
- Как размещены все детали и подключены к проводу (все детали должны быть подключены к проводу, чем лучше контакт тем лучше очиститься металл), подключаются к проводу “-“, затем нарезаем листовой металл (жертвенный) и ставим по стенкам таза, они будут подключаться к проводу “+”. Самое главное чтобы детали (-) и жертвенный металл (+) не соприкасались, иначе будет короткое замыкание.
- Как всё готово заливаем воду (обычную) и добавляем средство для очистки канализационных труб (должен находиться гидроксид натрия, можно использовать самый дешёвый, я так и сделал и результат был на лицо). Перемешиваем. Подключаем клеммы от зарядки АКБ (было описано выше).
- Подключаем к сети зарядку АКБ и выставляем на 5А. У всех разные зарядки, если у вас крутая зарядка (недешёвая), то можете сразу поставить на максимум. В моём случае зарядка покупалась в целях зарядки АКБ, поэтому брал, как говориться, дёшево и сердито. Сначала поставил на максимум (около 8-10А), она быстро перегревалась, срабатывал предохранитель, и приходилось ждать пока остынет, но на 4-6А, последние часов 12, я выставил на 5А. Работало отлично до конца очищения.
- Очищение видно во время процесса. Места металла, которые были тёмными или ржавыми начнут светлеть, приобретать характерный металлический отлив, означает что процесс проходит удачно. При этом, будет как бы закипать, шипеть и т.д.
 Перемешиваем. Подключаем клеммы от зарядки АКБ (было описано выше).
Перемешиваем. Подключаем клеммы от зарядки АКБ (было описано выше).Шаг 6: Покраска
- После отключения зарядки АКБ воду сливаем, и желательно, детали после такой очистки промыть водой т.к. само средство мыльной консистенции, на ощупь на деталях это ощутимо.
- Ждём пока вода обсохнет, или можно с помощью компрессора (если таковой имеется) обдуть.
- Далее обезжириваем данные детали и подготавливаем место где они будут окрашиваться, чтобы краской не испортить окружающие места, я использовал самую дешёвую шторку для ванн.
- Наносим грунтовый слой.
- Перед тем как наносить краску, лучше выждать почти полтора суток, не смотря на то что пишут на балончиках краски производители (в кратце, уже сталкивался с тем, что после сушки по инструкциям производителя грунт-краска стиралась и не твердела). После краски те же условия.
- Покрасил двумя цветами: синим и красным.

Ну и на конец уже собранные тиски в новом виде
Результат на лицо. Я был рад что смог восстановить инструмент, и собственно уже попользовался ими (зажимал подшипники для разбора, нужна была внешняя обойма от него и др. работы)
Чем покрасить?
Средства для покраски слесарных тисков могут быть такими.
- Молотковая эмаль. Данный вид покраски оставляет после себя привлекательный внешний вид инструмента. Но стоит учитывать, что при механическом воздействии краска легко скалывается.
- Эпоксидная краска. Надежный вид покраски. Минусов не имеет. Незначительным недостатком считается малая цветовая палитра представленного ассортимента.
- Краска Sadolin. Автомобильная краска. Перед работой следует хорошо прогрунтовать поверхность.
- Набор для покраски ванн. Для слесарных тисков подойдет белая эпоксидная двухкомпонентная краска.
 Но стоит учитывать, что при механическом воздействии краска легко скалывается.
Но стоит учитывать, что при механическом воздействии краска легко скалывается.Те детали, которые не планируется красить, можно заклеить скотчем. Некоторые мастера советуют использовать намыленную газету. Она тоже отлично приклеивается к поверхности. Не нужно красить резьбу и те места, где какие-то детали двигаются или вставляются. При дальнейшем использовании прокручивать рукоятку будет достаточно проблематично.
Как видим, восстановить слесарный инструмент вполне возможно в домашних условиях. Безусловно, не стоит доводить приспособление до плачевного состояния.
 Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.
Но некоторые рекомендации помогут отреставрировать даже те инструменты, которые долго не использовались и покрылись налетом ржавчины.Также при выполнении работ необходимо соблюдать технику безопасности. Стоит помнить, что работать с лакокрасочными средствами и шлифовальным инструментом следует в маске и защитных очках.
Какими по размеру и весу бывают тиски и где они применяются
Выпуск тисков продолжается по сегодняшний день, и одним из главных критериев выбора этих инструментов является их размер. От размера используемых инструментов зависит возможность фиксации соответствующих деталей. К примеру, зажать болт на «22» в маленьких устройствах попросту не получится, так как это не позволит сделать маленький ход губок.
Аналогичная ситуация при использовании тисков большого размера. В таковых устройствах зафиксировать мелкую деталь возможно, но при малейшем усиленном воздействии, ее можно раздавить.
Именно поэтому сегодня производители выпускают стационарные зажимные устройства следующих размеров:
- Маленькие — их вес достигает 8 кг. Размеры также не выходят за пределы таких значений: высота — 140 мм, ход губок — 80 мм, длина — 290 мм
- Средние — масса таковых устройств варьируется в пределах от 8 до 14 кг. Инструменты для фиксации заготовок не выходят за пределы габаритов: высота — 180 мм, ход губок — 125 мм, и длина — 372 мм
- Большие — это специальные агрегаты, вес которых достигает 30 кг. Однако есть еще больше тиски, которые весят до 60 кг, но они применяются исключительно в промышленных условиях. Размеры больших инструментов находятся в пределах: длина — 458 мм, высота — 220 мм и ход губок — 160 мм
 Размеры также не выходят за пределы таких значений: высота — 140 мм, ход губок — 80 мм, длина — 290 мм
Размеры также не выходят за пределы таких значений: высота — 140 мм, ход губок — 80 мм, длина — 290 ммОдним из главных параметров рассматриваемых устройств является ход губок, от которого зависит возможность фиксации деталей разных размеров. Для домашнего гаража выбираются варианты из категории маленьких и средних устройств, что позволяет фиксировать заготовки разных размеров для последующей их обработки.
Это интересно! Тиски бывают поворотные и не поворотные.
 Поворотные модели оснащены двойной опорной пластиной, которая имеет свойство изменения угла расположения инструмента. Такие модели устройств позволяют закреплять к губкам заготовки разной длины.
Поворотные модели оснащены двойной опорной пластиной, которая имеет свойство изменения угла расположения инструмента. Такие модели устройств позволяют закреплять к губкам заготовки разной длины.Техника безопасности
При любых сварочных работах чугун не является исключением, важно соблюдать правила безопасности:
- если работа выполняется в помещении, то оно должно хорошо проветриваться и иметь качественное освещение;
- обязательно надо использовать заземление;
- чугунные детали не должны быстро охлаждаться, поэтому при работе с ними их надо защищать от влаги;
- сварщик обязательно должен работать в огнестойком костюме и обуви, рукавицах, защитной маске.
Чугунные тиски не должны быстро охлаждаться.
Как отремонтировать?
Перед тем как починить инструмент своими руками, его нужно разобрать и помыть каждую деталь. Если приспособление покрыто налетом ржавчины, её необходимо удалить. Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время.
Для этого можно использовать как профессиональный преобразователь ржавчины, так и домашние средства. Избавиться от налета поможет уксус или керосин. Изделие следует замочить в жидкости и оставить на некоторое время.
Позже следует пройтись по инструменту жесткой щеткой. Полировать тиски следует до появления родного блеска металла.
После процедур очистки и разбора следует приступить к самому процессу ремонта. Если причиной поломки является прокручивание винта в гайке, то необходимо разрезать гайку вдоль на 3 части и обновить резьбу. Для этого потребуется болгарка. Затем нужно восстановить целостность гайки путем приварки отрезанных частей на свои места.
Швы зачищают лепестковым кругом. Также сварные швы можно обработать напильником по металлу.
Теперь нужно заново собрать инструмент. Порядок действий при сборе тисков таков:
- главные лапки надвигают на основание;
- лапки продвигают как можно левее, это поможет легко установить планки при следующем шаге;
- сперва крепится одна планка, затем вторая;
- для финишной фиксации планок требуется сдвинуть лапки вправо;
- после этого необходимо вставить гайку и закрепить в ней винт.

Если тиски в запущенном состоянии, то для выкручивания ржавых болтов и деталей рекомендуется использовать керосин. Следует смазать детали и подождать несколько минут. После чего заржавевшие болты начинают постепенно прокручиваться. После ремонта можно отшлифовать приспособление. Вручную этого делать не стоит. К тому же на это уйдет много времени. Для шлифовки берут специальную щетку для болгарки. Во время работы необходимо использовать защитные очки. Для устранения незначительных дефектов (царапины, неглубокие трещины) поверхность изделия требуется зачистить или запаять.
Восстановление
После выполненного ремонта тиски нужно отреставрировать. Для того чтобы инструмент принял надлежащий вид, его нужно смазать и покрасить. Перед смазыванием тисков поверхность необходимо обезжирить. Для этого используют ацетон или любой другой растворитель. Для смазки используют обыкновенное смазочное масло. Также можно применить силиконовую смазку или литол с солидолом. Так как приспособление не имеет узлов, работающих при большой нагрузке, то для смазки подойдет практически любое средство.
Для смазки инструмента нужно сделать следующее:
- снять подвижные лапки;
- прокрутить рукоять, выдвинуть лапку и снять её;
- винт и отверстие лапки прочистить щеткой и еще раз обезжирить;
- затем следует нанести смазку на винт в умеренном количестве.
Далее следует собрать тиски и прокрутить ручку. Если механизм идет плавно, то больше ничего делать не нужно. Если же тисы ходят туго, то дополнительно можно смазать маслом раздвижные лапки. После смазывания слесарные тиски необходимо оставить на некоторое время.
Также во время реставрации рекомендуется наложить на тиски несколько слоев грунтовки перед покраской. Использование грунтовки скрывает все неровности и лучше держит краску
Использование старых механизмов и подручного металлолома
Качественный новый швеллер, уголок, пластины – не единственный подходящий материал для того, чтобы самому сделать тиски.
В качестве базового механизма подойдет старый домкрат. Для удобства работы выполняется опорная пластина (или трубы с прямоугольным профилем, как показано на иллюстрации) и привариваются зажимные губки – также из трубы или швеллера, уголка. Тиски из домкрата своими руками не менее удобны, чем промышленные.
Для удобства работы выполняется опорная пластина (или трубы с прямоугольным профилем, как показано на иллюстрации) и привариваются зажимные губки – также из трубы или швеллера, уголка. Тиски из домкрата своими руками не менее удобны, чем промышленные.
- Еще один бюджетный вариант – тиски из рельсы. Учитывая нагрузочную способность этого металлопроката, модель получается очень мощная. Ее можно также использовать как наковальню, главное – надежно закрепить изделие на верстаке.
- Для тех, кто работает преимущественно с деревом, удачным решением станут деревянные тиски, своими руками их изготовить проще и быстрее – не нужна сварка, отпилить детали можно вручную. Главное в этой модели – подобрать подходящие резьбовые элементы.
- Представленный на фото вариант рассчитан на крепление к верстаку на постоянной основе. Чтобы сделать быстросъемный вариант, лучше базовую деталь выполнить с пластиной, которая крепится к верстаку болтами.
- Для фрезеровки и резьбы удобны модели с двусторонним зажимом – такая конструкция позволяет отцентровать обрабатываемую деталь и/или перемещать ее в процессе работы, не снимая с тисков.
- Если усилие зажима требуется не очень большое, а менять положение деталей или сами детали в губках требуется часто, можно поискать кулачковый механизм и сделать быстрозажимные тиски. В этом варианте винтовой зажим заменен небольшим кулачком, ослабить или усилить прижим можно небольшим поворотом рычага.

Ключи темы
1. как отремонтировать слесарные тиски
2. ремонт слесарных тисков видео
3. ремонт слесарных тисков
4. как разобрать тиски слесарные
5. ремонт тисков своими руками видео
6. ремонт тисков слесарных
7. восстановление старых тисков
8. ремонт тисков слесарных своими руками
9. как отремонтировать тиски
10. как отремонтировать тиски слесарные своими руками
11. ремонт слесарных тисков ссср своими руками
12. как разобрать советские тиски слесарные
13. ремонт тисков
14. как разобрать тиски
15. ремонт тисков слесарных своими руками видео
16. как разобрать советские тиски
17. ремонт советских тисков
18. ремонт слесарных тисков форум
ремонт слесарных тисков форум
19. чем смазать тиски
20. чем покрасить тиски слесарные
21. неисправности слесарного инструмента
22. тиски ремонт
23. чем смазать тиски слесарные
24. устройство тисков слесарных ссср в разрезе
25. тиски слесарные ссср купить бу на авито
26. naga tiski pirastutka
27. старинные тиски
28. тиски ссср
29. фото тисков слесарных ссср
30. тиски ссср фото
31. старинные тиски фото
32. чем смазывать тиски слесарные
33. ручные тиски ссср
34. винт для тисков
35. фото тисков ссср
36. тиски настольные ссср
37. тиски слесарные поворотные 140 мм
38. купить советские тиски
39. щечки для тисков
40. слесарный набор ссср
41. тиски ссср новые купить
42. купить тиски ссср
43. тиски ссср цена
44. устройство тисков слесарных ссср
45. тиски ссср купить на авито
46. тиски слесарные ссср купить
47. что нужно проверять на слесарных тисках
48. сколько стоит тиски ссср
49. тиски советские большие
тиски советские большие
50. тиски из домкрата
Тиски слесарные поворотные, ширина губок 150 мм King Tony 9TZ11-06
Конструкцией тисков предусмотрены отверстия под болты для крепления к верстаку. Для окраски изделия применена специальная порошковая краска.
Особенности тисков слесарных King Tony 9TZ11-06:
• корпус из прочного чугуна;
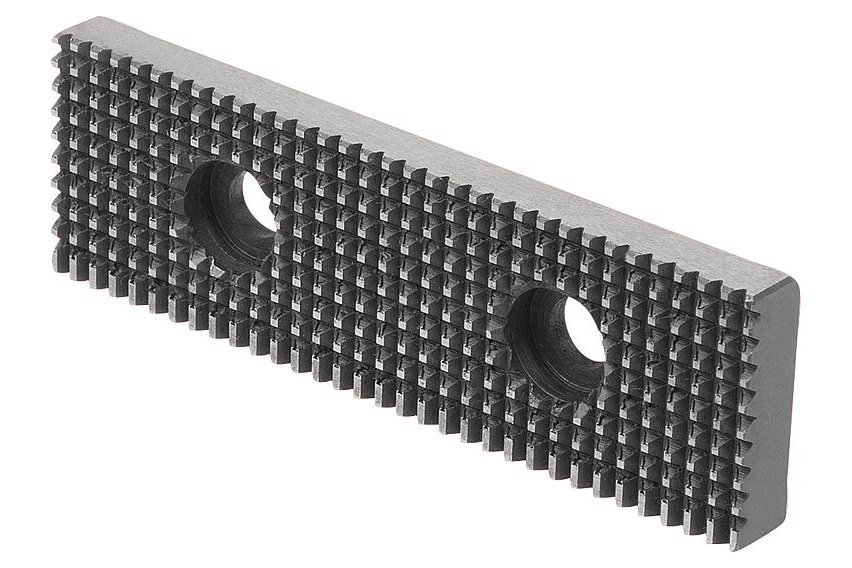
• стальные губки имеют специальную насечку для более надёжного зажима детали;
• поворотный механизм 360° для фиксации под определённым углом;
• наковальня для правочных работ с применением молотка или кувалды.
СвернутьРазвернуть описание
Любые вопросы о покупке KING TONY 9TZ11-06 и его характеристиках вы можете задать по телефону, электронной почте или в чате на сайте, мы обязательно ответим.
Характеристики
| Материал | чугун/сталь |
|---|---|
| Ширина губок, мм | 150 |
| Рабочий ход, мм | 200 |
| Угол поворота, ° | 360 |
| Габариты, мм | 422х76 |
| Масса, кг | 14,5 |
Особенности конструкции
| удобство эксплуатации | |
| надежность и долговечность |
Комплект поставки
изделие в сборе
Сертификация
Отзывы (0)
отзывов пока нет, можете оставить первый
Ваш отзыв
Ваше имя
Отзыв
Достоинства
Недостатки
Поставьте оценку от 1 до 5 —
Нажимая кнопку «Отправить», я даю согласие
на обработку моих персональных данных, в соотвествии с ФЗ от 27.
Вопросы (0)
вопросов пока нет, можете оставить первый
Ваш вопрос
Ваше имя
Вопрос
Нажимая кнопку «Отправить», я даю согласие на обработку моих персональных данных, в соотвествии с ФЗ от 27.07.2006 г. №152-ФЗ «О персональных данных», на условиях и для целей, определенных в Согласии на обработку персональных данных
Заполнение отверстий в деталях тисков эпоксидной смолой
ARC-170
Опора H-M — алмазный элемент
- #1
У меня есть тиски Kurt, в которых есть несколько выемок после 40 или более лет использования. Я не хочу платить сварщику за их заливку, так как они не структурные, а только косметические. Я думал, что буду использовать эпоксидную смолу JB Weld. Кто-нибудь видит какие-либо проблемы с этим? Цвет не будет точно совпадать, но будет близок.
Показаны три дефекта. Тот, что слева, находится на челюсти, и я не буду его ремонтировать, так как он будет подвергаться зажимным усилиям. Средний на той же части будет отремонтирован, как и тот, что справа на подвижной челюсти. Также есть отверстие, которое находится вне рамки на правой части, которую я заполню.
BTW, губки тисков стоят 77 долларов США каждая, а подвижная губка — 490 долларов США. Я сварил чугун, и это около 40 долларов за сварку. Потом швы пришлось шлифовать плоскошлифовальной машинкой.
Бреден P
Зарегистрировано
- #2
АРК-170 сказал:
У меня есть тиски Kurt, в которых есть несколько выемок после 40 или более лет использования. Я не хочу платить сварщику за их заливку, так как они не структурные, а только косметические. Я думал, что буду использовать эпоксидную смолу JB Weld. Кто-нибудь видит какие-либо проблемы с этим? Цвет не будет точно совпадать, но будет близок.
Посмотреть вложение 344529
Показаны три дефекта. Тот, что слева, находится на челюсти, и я не буду его ремонтировать, так как он будет подвергаться зажимным усилиям.BTW, губки тисков стоят 77 долларов США каждая, а подвижная губка — 490 долларов США. Я сварил чугун, и это около 40 долларов за сварку. Потом швы пришлось шлифовать плоскошлифовальной машинкой.
Нажмите, чтобы развернуть…
 Средний на той же части будет отремонтирован, как и тот, что справа на подвижной челюсти. Также есть отверстие, которое находится вне рамки на правой части, которую я заполню.
Средний на той же части будет отремонтирован, как и тот, что справа на подвижной челюсти. Также есть отверстие, которое находится вне рамки на правой части, которую я заполню.Я думаю, вам следует оставить это. jb сварка сделает его плохим, а сварка может привести к деформации, так что оставьте это как есть, и машинист, который никогда не пугал тиски, – это логово, я бы оставил его в покое.
brino
Подтвержденный пользователь инструмента
- #3
Где-то я видел его фотографии.
Я полагаю, что металлический порошок был добавлен в эпоксидную смолу во время смешивания, и совпадение цветов было действительно хорошим.
Я отправлю ссылку, если найду тему…..
-brino
tq60
Поддержка H-M — золотой член
- #4
Пусть будет так.
Они напоминают об осторожности.
Если вам нужно, и у вас есть настольный шлифовальный станок, то рядом с ним должна быть шлифовальная пыль, то есть то, что вы измельчали.
Магнит собирает железо и промывает ацетоном перед смешиванием с эпоксидной смолой.
Используйте хороший материал, хорошо перемешайте с шлифовкой и нанесите.
На мельничном столе пригодится, на тисках не очень.
Отправлено с моего SAMSUNG-SM-G930A с помощью Tapatalk
Бенмикри
Джон Йорк
- #5
Живи с этим, обвиняй в этом других!
hman
Активный пользователь
- #6
Если у вас есть пескоструйный аппарат, замаскируйте области, где вы хотите нанести JB Weld, и придайте им легкий «зуб». Это поможет JB придерживаться. Я сделал множество сборок с помощью JB на обработанных пескоструйным аппаратом (ОЧЕНЬ мелкозернистый глинозем, с помощью мини-пескоструйного аппарата) поверхностях. Это почти достаточно хорошо, чтобы называться «сварочной работой для бедняков». И в отличие от сварки, он работает с разнородными материалами, такими как алюминий и медь.
markba633csi
Подставка H-M — Золотой член
- #7
Дерзайте! JB Weld спешит на помощь! Используйте немного тепла, чтобы вылечить его, он будет сильнее. Поставьте рядом лампочку на 3-4 часа. Около 120 градусов по Фаренгейту
Много раз ремонтировал с JB – удобная штука. Вы также можете поэкспериментировать с добавлением металлической стружки для еще большей твердости
-Mark
понтиак428
Джон Ньюман
- #8
У меня есть сверлильный станок, приобретенный в школе. На нем изображена улыбка стыда (на самом деле больше улыбка Глазго), которую я действительно предпочел бы иметь в виде плоской поверхности, поэтому на днях я заполню ее и фрезерую с помощью J-B. Я не вижу в этом ничего плохого.
FOMOGO
Активный пользователь
- #9
Используйте оригинальный JB, а не быстрый набор. Майк
Lens42
Активный пользователь
- #10
Я получил бесплатно Курта с кучей отметин от сверла повсюду. Я JB Сварил его и залил камнем, все ровно, вроде нормально, хотя все неровности были окружены настоящим металлом – никаких открытых углов или краев.
Отправлено с моего iPhone с помощью Tapatalk
Общие | Ремонт чугунных деревообрабатывающих тисков Emmert | Практик-механик
crzypete
Горячекатаный
- #1
Я знаю, что ремонт Чугун уже обсуждался много раз, но мне нужен конкретный совет, как починить мои тиски. Я купил это много лет назад, внимательно изучил его, но не обнаружил этого, пока не разобрал его после покупки.
В этой области разъема штифт, который позволяет губкам поворачиваться, прикрепляется к челюсти, так что это определенно высокопрочное место. В силу конструкции тисков ремонт должен производиться заподлицо с верхней трещиной, но две боковые трещины могут иметь некоторые наросты.
Я еще не решил, попробовать ли это дома или найти кого-то еще. У меня есть ТИГ, но нет ацетилена. Если я возьму его куда-нибудь, я хотел бы иметь больше знаний, когда я разговариваю с потенциальным мастером по ремонту.
Кроме того, в отверстии есть резьба. У меня есть правильный кран на случай, если мне придется гоняться за нитями.
Спасибо
Питер
Нами
Горячекатаный
- #2
Смотри….
Blazing Brazing ЧАСТЬ 1 – YouTube
Питомник
Алмаз
- #3
Несколько лет назад, а может быть, и до сих пор, на eBay можно было купить хорошо сделанные отливки Emmert. Они, кажется, использовали оригинальные тиски в качестве образцов и были правильно отлиты (по крайней мере, челюсть, которую я купил). Просто отметим, что это возможный и (по крайней мере, тогда) доступный план резервного копирования, если пайка окажется недостаточно прочной.
Вы можете поискать на этом или других сайтах советы по предварительному нагреву отливки, медленному охлаждению и т. д. Я думаю, что это окажется достаточно прочным.
машина лунного света
Алмаз
- #4
Выглядит довольно просто, почему бы не сделать из стали?
Кап48
Алюминий
- #5
Скорее всего, вам придется удалить отломившуюся деталь и нарастить припой, просверлить и снова нарезать резьбу. Надлежащий предварительный и последующий нагрев, способность поддерживать нужную температуру имеют решающее значение для успешного ремонта детали. Вы также можете расточить его и установить резьбовую вставку или более прочную стальную вставку, просверлить и нарезать резьбу и припаять ее на место. Удачи. Чао.
Надлежащий предварительный и последующий нагрев, способность поддерживать нужную температуру имеют решающее значение для успешного ремонта детали. Вы также можете расточить его и установить резьбовую вставку или более прочную стальную вставку, просверлить и нарезать резьбу и припаять ее на место. Удачи. Чао.
северный певец
Титан
- #6
Я владею и использую тиски Эммерта в своих хобби-магазинах почти сорок лет. Когда я получил свой первый металлургический завод в Филадельфии, принадлежащий моей семье, моему отцу пришлось уговорить меня взять его, так как я не знал, что это такое.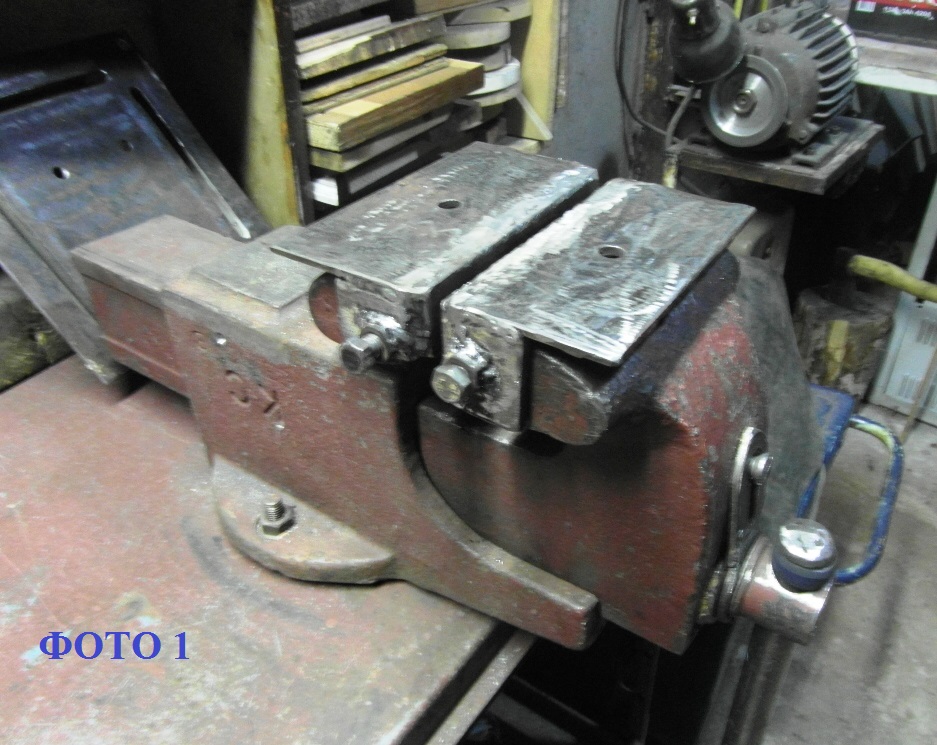 Очень немногие, кто не занимался железным бизнесом, этим занимались. Боже, он был прав, с тех пор я счастливо пользуюсь своим. Три из них он мне дал бесплатно, у меня остался только первый. Так что я не специалист, но знаком с ними давно. И я говорю, просто найдите хорошую сварочную мастерскую, чтобы спаять это вместе, чтобы оно выровнялось правильно. Я бы не стал слишком беспокоиться о прочности, и мое рассуждение таково: тиски Эммерта были созданы, в основном, для удержания дерева (иногда очень тонкого дерева), а не для использования в качестве гаражных или слесарных тисков. в основном они взломаны различными способами, и я считаю, что в значительной степени это делают вторичные пользователи, используя эти тиски, поскольку они не предназначены для использования. То есть проворачивая их вниз с помощью длинных ручек и больших челюстей, которые применяют силу рычага, до тех пор, пока они не сломаются. Неинформированные отходы.
Очень немногие, кто не занимался железным бизнесом, этим занимались. Боже, он был прав, с тех пор я счастливо пользуюсь своим. Три из них он мне дал бесплатно, у меня остался только первый. Так что я не специалист, но знаком с ними давно. И я говорю, просто найдите хорошую сварочную мастерскую, чтобы спаять это вместе, чтобы оно выровнялось правильно. Я бы не стал слишком беспокоиться о прочности, и мое рассуждение таково: тиски Эммерта были созданы, в основном, для удержания дерева (иногда очень тонкого дерева), а не для использования в качестве гаражных или слесарных тисков. в основном они взломаны различными способами, и я считаю, что в значительной степени это делают вторичные пользователи, используя эти тиски, поскольку они не предназначены для использования. То есть проворачивая их вниз с помощью длинных ручек и больших челюстей, которые применяют силу рычага, до тех пор, пока они не сломаются. Неинформированные отходы.
Я думаю – я не уверен – что с этими трещинами, хорошо спаянными и правильно используемыми тисками, все будет в порядке.
Дж. Л. Сарджент
Алмаз
- #7
Эй, поищи это на Ebay. Я сам продал там детали Эммерта из тисков, где главная балка сломалась на поворотном кулаке. Насколько я помню, две тяжелые отливки были проданы по дешевке.
Майк С.
Алмаз
- #8
Новый, безусловно, лучший способ исправить это, но в противном случае его можно припаять. Забудьте о TIG, вам нужен O / A и много равномерного нагрева, чтобы предотвратить образование белого чугуна, иначе вы никогда больше не будете выпускать его. Отдайте его тому, кто знает, что делает, а не в сварочную мастерскую, которая попытается построить его из никеля.
Забудьте о TIG, вам нужен O / A и много равномерного нагрева, чтобы предотвратить образование белого чугуна, иначе вы никогда больше не будете выпускать его. Отдайте его тому, кто знает, что делает, а не в сварочную мастерскую, которая попытается построить его из никеля.
crzypete
Горячекатаный
- #9
Привет, ребята, спасибо за все советы. Я точно знаю, что мог бы сделать еще один, но это не стоит моего времени. Я тоже рассматривал возможность покупки подержанной вещи, но я особенно хочу найти правильную винтажную вещь и действительно хочу научиться ее ремонтировать.