Ремонт шпинделей, ходовых валов
Дата печати
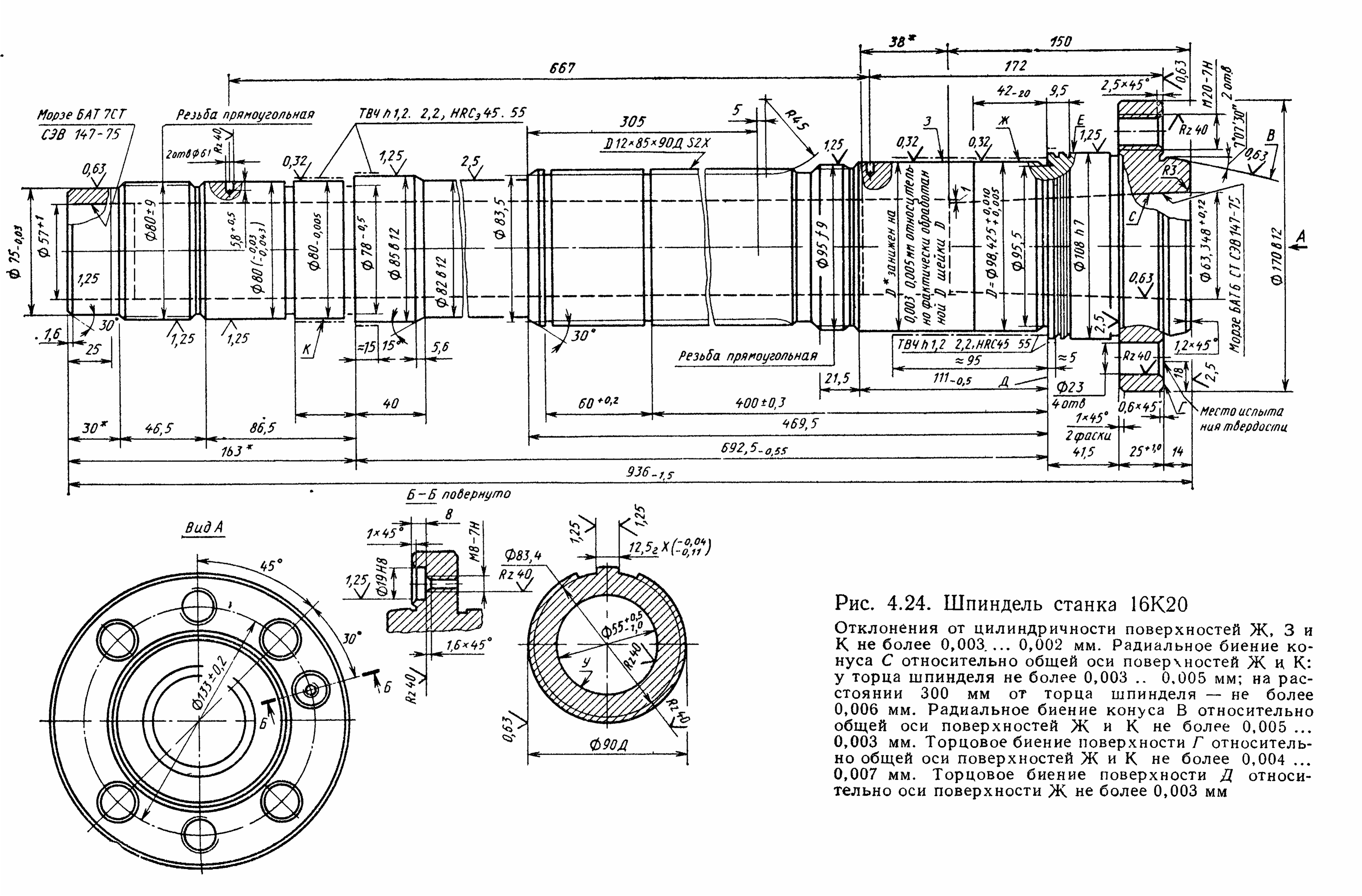
Одна из ответственных деталей станка — шпиндель. От точности и жесткости его зависит качество выполняемых на станке операций.
Отклонения от формы и размеров поверхностей шпинделей допускаются в очень узком диапазоне, этим определяется и специфика их ремонта.
Концы шпинделей имеют конические отверстия с резьбой, посадочные шейки или конусы для базирования оснастки.
Если при ремонте изменить размеры поверхностей концов шпинделя, то придется менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить шпиндель в его начальных размерах, особенно это касается поверхностей его концов.
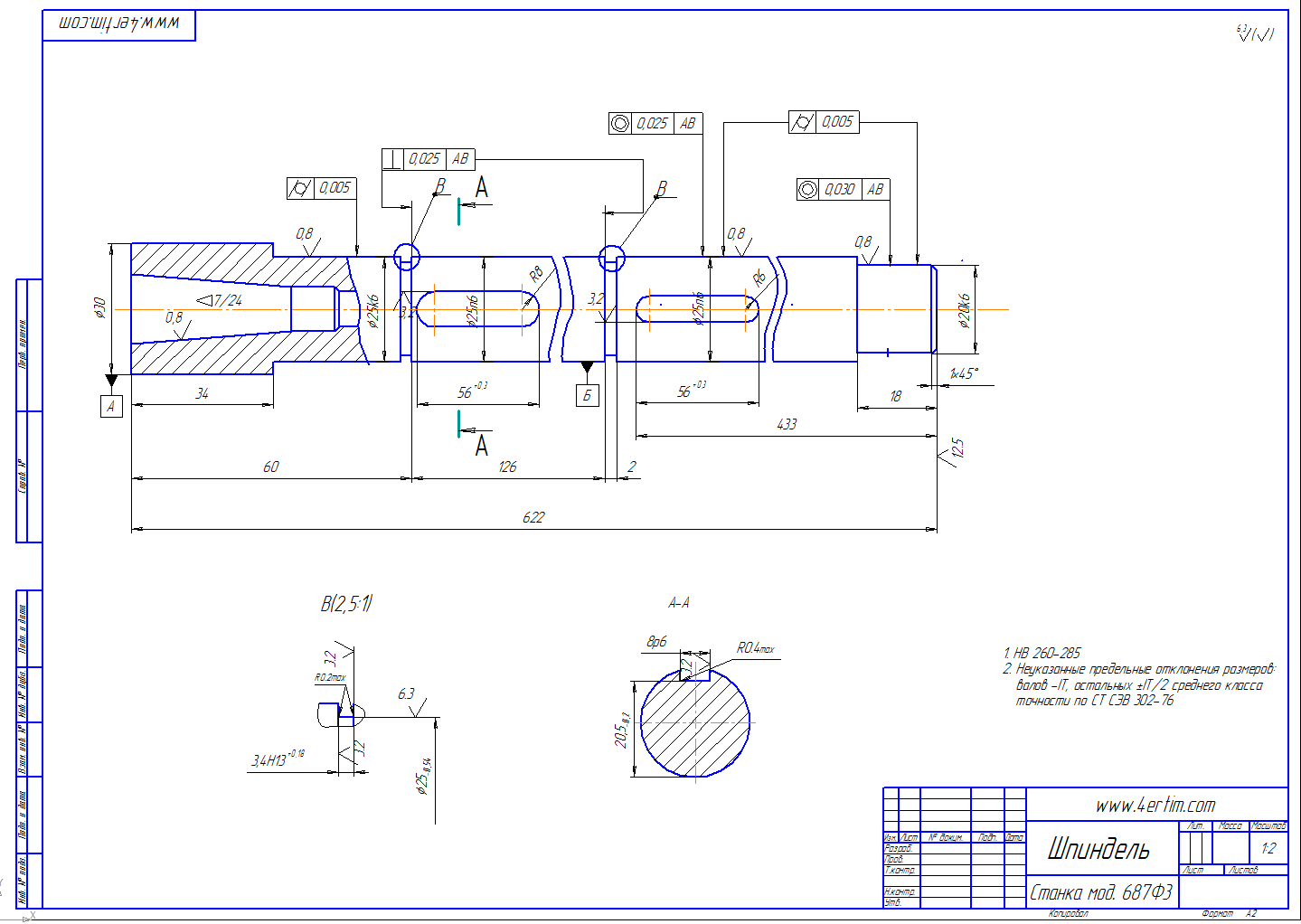
На рис. показан ремонтный чертеж шпинделя токарного станка.
Биение поверхности (2) [50k6]1 составляет 0,04 мм,
поверхности (6) 70k6 — 0,06 мм,

Износ поверхности (1) М48х1,5 — 0,4 мм на сторону.
Поверхность (2) —49,96 мм [50k6];
поверхность (3) — 59,95 мм [60k6].
На поверхности (4) М64х6 — резьба замята по 0,3 мм на сторону.
Поверхность (5) — 74,97 мм [75k6];
поверхность (6) — 69,87 мм [70k6].
На поверхности (7) М68х2 — резьба замята на 0,35 мм на сторону;
на поверхности (8) — надиры и забоины до 0,8 мм.
Поверхности (10) и (11) — 6,07 мм [6js6].
Для ремонта шпинделя необходимы токарно-винторезный, вертикально-фрезерный и кругло шлифовальный станки, верстак со слесарными тисками и гальваническая ванна.
Технологическая оснастка для ремонта шпинделя:
- четырех кулачковый патрон 7103—0049 (ГОСТ 3890—72),
поводковый патрон 7108—0055 (ГОСТ 2572—72),
люнет неподвижный,
станочные винтовые само центрирующие рычажные тиски 7200-0154 (МН 5790—65),
внутри шлифовальное приспособление,
оправка для установки шпинделя,
проходной отогнутый резец 2102-0055-Т15К6-IV (МН 575—64),
расточный резец 2140-0010-T15K6-I,
резьбовой резец 6 = 60° 2131-0506-Т15К6,
центры (ГОСТ 13214—67),
гаечный двухсторонний ключ (ГОСТ 2839— 62),
медные подкладки,
хомутик (ГОСТ 2578—74),
фреза концевая 2200-0007-Р18 (ГОСТ 17025—71),
шлифовальный круг ПП400Х40Х 127-Э5-К (ГОСТ 2424—75),
пробка шпоночная 6,5/s6 Mh3978-61,
штангенциркуль ШЦ-11 (ГОСТ 166—73),
микрометр рычажный МР 50-75 (ГОСТ 4381—68),
индикатор (ГОСТ 9695—75),
конусный калибр Морзе 5.


Рис. Шпиндель токарного станка
К шпинделям предъявляются весьма высокие требования. Поэтому шейки 2 и 4 обрабатывают шлифованием и полированием. Соосность их должна быть выдержана с точностью 0,01 мм; допустимая конусность шеек 0,01 мм, овальность 0,003—0,005 мм.
Таким же требованиям должна отвечать поверхность 5.
Коническое отверстие 6 шпинделя должно быть концентрично шейкам; допускается биение 0,01—0,02 мм на длине 300 мм. Проверка отверстия осуществляется специальным калибром и оправкой.
У шпинделя в первую очередь изнашиваются его шейки 2 и 4; на них появляются царапины и задиры, легко обнаруживаемые внешним осмотром.
На поверхности отверстия 6 тоже возникают задиры, а также забоины и вмятины.
Изнашивается резьба шпинделя, повреждается шпоночный паз на поверхности 3.
Шпиндели можно без ущерба ремонтировать
несколько раз, что, разумеется, выгодно:
изготовление нового шпинделя — дело
сложное и дорогое. Однако в тех случаях,
когда ремонт шпинделя влечет за собой
ремонт и сопрягающихся с ним деталей,
может оказаться более выгодной замена
изношенного шпинделя новым. Этот вопрос
решают сравнением стоимости ремонтных
работ и стоимости нового шпинделя.
Однако в тех случаях,
когда ремонт шпинделя влечет за собой
ремонт и сопрягающихся с ним деталей,
может оказаться более выгодной замена
изношенного шпинделя новым. Этот вопрос
решают сравнением стоимости ремонтных
работ и стоимости нового шпинделя.
Шпиндели, у которых износ шеек по диаметру составляет 0,01—0,02 мм, ремонтируют доводкой на токарном станке, выполняемой специальным инструментом — притиром.
Притир состоит из кольца-хомутика, винта, втулки-притира с разрезом и рукоятки-державки. Втулку-притир изготовляют из чугуна, меди или бронзы, ее отверстие выполняют по размеру обрабатываемой шейки.
Приступая к доводке шейки, накладывают
на нее тонким слоем смесь мелкого
наждачного порошка и масла, после чего
надевают хомутик и слегка завинчивают
винт. Пускают станок, настроив его на
скорость вращения шпинделя 10—20 м/мин.
На ходу ставка равномерно водят притир
вдоль обрабатываемой шейки. Время от
времени обновляют слой порошка с маслом
и подвинчивают винт.
Устранив износ, промывают шейку шпинделя и притир керосином, затем наносят на шейку тонкий слой доводочной пасты с керосином и завершают ее обработку.
При износе шеек шпинделя, несколько большем 0,02 мм, их ремонтируют шлифованием с последующей доводкой.
Однако этот способ ремонта приемлем, лишь когда имеется возможность немного изменить размеры отверстий в подшипниках или других деталях, сопрягаемых со шпинделем.
Если же такой возможности нет, или изменение размеров отверстий нецелесообразно из-за большой трудоемкости операций, восстанавливают шейки шпинделя с износом до 0,1 мм наращиванием хрома, а с износом больше 0,1 мм металлизацией и другими способами, позволяющими создавать наращиванием слой металла надлежащей толщины.
Следует учитывать,
что при износах в 0,03— 0,05 мм допускается
ремонтировать шейки шпинделей с некоторым
отступлением от номинальных размеров,
но только в случаях, когда шпиндель
устанавливается в подшипниках скольжения.
Шейки шпинделей с наращенным на них хромовым слоем, обрабатывают только шлифованием.
Если же на шейки наносятся другие металлы соответственно большими слоями, чем при хромировании, шейки сначала обтачивают, а потом шлифуют.
При этом им придают по направлению к заднему концу конусность до 0,01 мм, для того чтобы при шабрении подшипников слой краски, нанесенный на шейки, полностью использовался для закрашивания поверхности подшипников.
Трущиеся шейки шпинделей станков повышенной точности после шлифования доводят.
При обработке ремонтируемых поверхностей точением у них также исправляют наружную резьбу, если в этом есть необходимость.
Для выполнения указанных операций проводится следующая подготовка.
Вытачивают стальные пробки и плотно
вставляют их в отверстия 1 и 6 шпинделя,
сначала зачистив места посадки пробок.
После этого закрепляют шпиндель одним
концом в патроне токарного станка, а
второй конец устанавливают неизношенным
местом в люнете и выверяют шпиндель на
биение, которое не должно превышать
0,01 мм; затем делают в пробке центровое
углубление. После этого шпиндель
переставляют, зажимают его второй конец
в патроне, а первый в люнете и изготовляют
второе центровое углубление. Теперь
шпиндель устанавливают в центрах и
проверяют правильность центрирования;
биение его неизношенных мест, определяемое
по индикатору, должно быть не выше 0,01
мм.
После этого шпиндель
переставляют, зажимают его второй конец
в патроне, а первый в люнете и изготовляют
второе центровое углубление. Теперь
шпиндель устанавливают в центрах и
проверяют правильность центрирования;
биение его неизношенных мест, определяемое
по индикатору, должно быть не выше 0,01
мм.
Выполнив с хорошим качеством всю описанную подготовку, приступают к обработке шпинделя точением и шлифованием.
Изношенное коническое отверстие шпинделей ремонтируют по-разному, в зависимости от величины износа.
При сильном износе отверстие растачивают и затем в него вставляют компенсирующую втулку. При небольшом износе отверстия (неглубокие риски, незначительные забоины) удобно его устранять при помощи специального приспособления в процессе сборки ремонтируемого станка.
Там, где описанного приспособления нет, отверстие в шпинделе можно обработать резцом, снимая минимальный слой металла.
Точность конического
отверстия шпинделя проверяют стандартным
конусным калибром.
Контрольная риска на калибре не должна входить в отверстие, между ней и торцом шпинделя должно оставаться расстояние в 1—2 мм.
Если же контрольная риска входит в отверстие, то подрезают торец шпинделя настолько, чтобы получить нормальную посадку калибра — с расположением контрольной риски на требуемом расстоянии от торца шпинделя.
Ось конического отверстия шпинделя проверяют на биение индикатором по контрольной оправке, вставленной в отверстие. Допускается отклонение от оси величиной 0,01 мм у торца шпинделя и величиной 0,02 мм на длине 300 мм по оправке. Поверхность 5 шпинделя также не должна иметь биения; предельно допустимое биение 0,01 мм.
Установлено, что шпиндели с хромированными шейками хорошо работают только при отличной пригонке к ним подшипника, когда обеспечен надлежащий зазор для смазки шеек.
Нормальная величина этого зазора
0,006—0,02 мм, в зависимости от точности
станка, числа оборотов и диаметра
шпинделя. При небрежной пригонке
происходит во время работы станка
усиленный местный нагрев. Из-за этого
на хромированной поверхности образуются
мелкие трещины, хром начинает отслаиваться
и все больше повреждает шейку шпинделя.
При небрежной пригонке
происходит во время работы станка
усиленный местный нагрев. Из-за этого
на хромированной поверхности образуются
мелкие трещины, хром начинает отслаиваться
и все больше повреждает шейку шпинделя.
Шейки шпинделей, работающие в подшипниках качения, ремонтируются наращиванием металла с последующей обработкой на станке. Однако к такому ремонту шпинделей прибегают сравнительно редко, так как шейки, о которых идет речь, почти не изнашиваются.
PRECISE-ROTATION – Brother
Высокая производительность станка
Время смены инструмента значительно сократилось для достижения высокой производительности.
Время цикла
Время цикла для программы обработки заготовки массового производства сравнивается с временем обработки обрабатывающего центра № 40 (M / C).
Основные детали обработки
D5.1 сверление x 12
Нарезание M6 x 12
Пятно перед лицом x 7
Сверление x 2
Количество используемых инструментов: 9
* Данные, полученные при запуске программы обработки, созданной Братом
Новый механизм поворота магазина станка
Новый механизм поворота магазина (управляется сервомотором переменного тока)
Механизм поворота был изменен, чтобы значительно сократить время смены инструмента. Журнал предназначен для сервопривода, обеспечивающего плавный поворот.
Журнал предназначен для сервопривода, обеспечивающего плавный поворот.
Непрерывный АТС
Используемый электродвигатель шпинделя высокого ускорения / замедления позволяет шпинделю запускаться или останавливаться за короткое время. Смена инструмента может быть завершена без остановки оси Z.
* Данные варьируются в зависимости от положения шпинделя (оси Z) и деталей программы.
Производительность резки
Оптимизированная структура и расположение ребер обеспечивают более высокую жесткость машины.
Добавление спецификаций с высоким крутящим моментом приводит к высокой производительности резания.
Повышенная жесткость машины
Высокожесткая структура машины
Машина должна быть жесткой, чтобы обеспечить высокую способность резания. Форма основания и колонны и расположение ребер были оптимизированы с помощью CAE-анализа.
Улучшение различных внутренних секций обеспечивает стабильную производительность резания, которая не зависит от скорости шпинделя.
Мотор шпинделя с высоким крутящим моментом
Высокий крутящий момент в среднем и высокоскоростном диапазоне является одной из особенностей шпиндельного двигателя ТС. Новый высокомоментный двигатель дополнительно увеличивает крутящий момент в средне- и высокоскоростном диапазоне, а также значительно улучшает крутящий момент в низкоскоростном диапазоне. Возможна более широкая разновидность обработки, включая большое сверление отверстий и нарезание резьбы.
* Эта функция эффективна, если выбрана спецификация с высоким крутящим моментом 10 000 мин -1 .
BT двойной контактный шпиндель (BIG-PLUS)
Повышенная жесткость инструмента уменьшает вибрацию во время обработки и наклона инструмента. В дополнение к этому, промывка инструмента с помощью воздуха предотвращает попадание фишек между инструментом и шпинделем.
Система компенсации теплового расширенияII
Бессенсорная система компенсации теплового расширения была изменена, чтобы включить функцию, которая компенсирует смещенное тепловое расширение из-за влияния тепла, генерируемого двигателем или в зависимости от положения перемещения оси. Обеспечивается более стабильная компенсация.
Обеспечивается более стабильная компенсация.
Спецификации высокоскоростного шпинделя
(27 000 мин -1 ) * Опция
По нашей спецификации высокоскоростного шпинделя скорость подачи машины может быть увеличена, чтобы еще больше повысить производительность машины. Также, используя режим высокой точности All. Достигается высокая скорость 3D-обработки с высокой точностью обработки и качеством поверхности.
Экологические меры
Низкое энергопотребление и потребление воздуха значительно снижают выбросы CO 2 , создавая экологически чистую окружающую среду.
Низкое энергопотребление
Низкое энергопотребление достигается за счет использования высокоэффективного двигателя для управления шпинделем и шпинделем с низкой инерцией.
* Данные, полученные при запуске программы обработки, созданной Братом
Низкое потребление воздуха
Была улучшена структура шпиндельного покрытия для уменьшения продувки воздухом. Также были проанализированы операции воздушного взрыва, чтобы оптимизировать время сброса воздуха. Эти улучшения значительно сократили расход воздуха.
Эти улучшения значительно сократили расход воздуха.
* Данные, полученные при запуске программы обработки, созданной Братом
надежность
Меры для чипов, основанные на накопленном опыте Brother, полностью демонстрируют их влияние на высокоскоростную и высокоэффективную обработку.
Мытье инструментов (дополнительно)
Мытье инструментов (тип помощи) * Опция
Давление и расход нагнетания были увеличены для эффективного удаления стружки, прикрепленной к держателю.
Добавлена функция предупреждения о блокировке фильтра.
Металлический металлический корпус Z-оси
Поверхность металлического корпуса Z-
образная опора
Используется металлическая скользкая крышка Z-оси, устраняющая повреждение крышки из-за чипсов. Это предотвращает прямое разбрызгивание охлаждающей жидкости и уменьшает влияние термических искажений.
Удобство использования
Удобство использования было расширено, чтобы свести к минимуму неправильные операции или записи.
Различные удобные для пользователя функции были подготовлены, чтобы сделать операцию намного проще.
12,1-дюймовый цветной дисплей
Удобная конфигурация экрана, включая графический чертеж, экраны меню для создания программы, экраны восстановления аварийных сигналов и т. Д.
Режим высокой точности AII
В дополнение к функции улучшения формы была добавлена функция сглаживания для улучшения качества поверхности, чтобы обеспечить более точную отделку. Также была значительно улучшена возможность обработки минутных блоков для обеспечения высокоскоростной и высокоточной обработки формы.
Бесперебойная обрабатывающая комната
Колонна не выступает в обрабатывающую комнату, и к ней нет кабелей. Разработка инструментов для загрузки проста
Ремонт шпинделяHSD – Шпиндели HS
Шпиндели HSD – наиболее распространенный тип шпинделя, который мы ремонтируем. Стоимость ремонта обычно меньше стоимости замены картриджа. Кроме того, конечный результат восстановления будет иметь лучшую вибрацию. Некоторые шпиндели HSD имеют критическую скорость ниже 24 000 об/мин. Большинство шпинделей HSD будут иметь разный уровень вибрации при 18 000 и 24 000 об/мин из-за критической скорости.
Некоторые шпиндели HSD имеют критическую скорость ниже 24 000 об/мин. Большинство шпинделей HSD будут иметь разный уровень вибрации при 18 000 и 24 000 об/мин из-за критической скорости.
Обычные модели, которые мы ремонтируем : 915, 919, 929, 988, 779, 789, 951 и 959.
Бесплатная проверка: Шпиндели отправлены в HS Шпиндели проверяются бесплатно.
Твердые котировки: Все представленные котировки являются твердыми котировками. Исключением из нашей политики твердых цен является отказ обмотки двигателя, который может произойти неожиданно. Доступны варианты ускорения.
Гарантия: На все шпиндели предоставляется гарантия один год. Стоимость замены подшипника не покрывается. Все гарантийные работы бесплатны. См. гарантию HSD внизу страницы.
Ниже приведены примеры распространенных проблем при ремонте.
HSD имеют балансировочные винты в двух местах на каждом конце ротора. Они находятся непосредственно под обмотками статора. Эти винты могут со временем ослабнуть и тереться об обмотки. Шпиндель будет продолжать работать до тех пор, пока винт не будет стерт в пыль или обмотки не будут повреждены. Если вовремя не заметить, это может привести к дорогостоящей перемотке статора. Если в вашем шпинделе внезапно повысилась вибрация или шум, это может быть связано с ослаблением винта.
Они находятся непосредственно под обмотками статора. Эти винты могут со временем ослабнуть и тереться об обмотки. Шпиндель будет продолжать работать до тех пор, пока винт не будет стерт в пыль или обмотки не будут повреждены. Если вовремя не заметить, это может привести к дорогостоящей перемотке статора. Если в вашем шпинделе внезапно повысилась вибрация или шум, это может быть связано с ослаблением винта.
Также обратите внимание на фреттинг-коррозию опоры подшипника. Это связано с разболтанностью и отсутствием противозадирных свойств. Цилиндрические посадки проверяются и ремонтируются, чтобы исключить истирание и ненужный нагрев.
Шпиндели HSD имеют конец дышла, который выглядит следующим образом. Со временем дышло может изнашивать направляющую втулку. Это откроет зазор для направляющей, и вибрация увеличится в геометрической прогрессии. Было обнаружено, что некоторые новые шпиндели не имеют заводской смазки. В конце концов дышло смещается от центра и начинает трещать во время смены инструмента.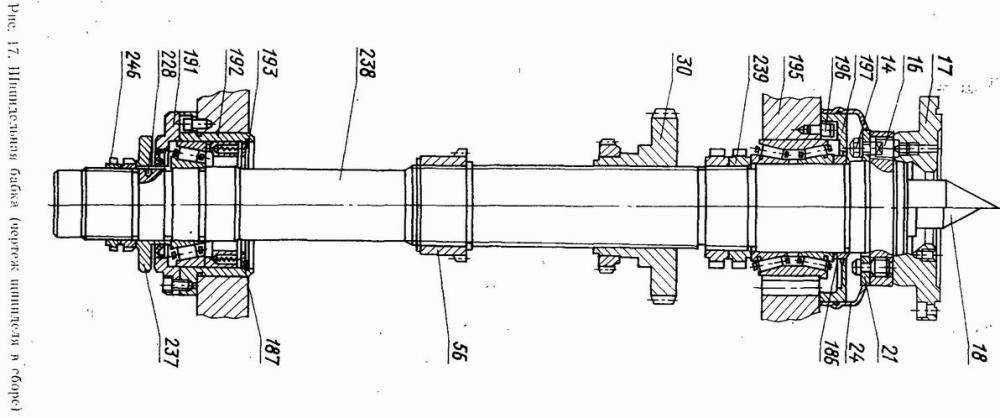 Вибрация резко возрастет и разрушит задние подшипники. Кроме того, по мере ухудшения состояния датчики теряют связь с дышлом и могут соприкасаться с дышлом. Этот сбой чтения вызовет коды ошибок ПЛК.
Вибрация резко возрастет и разрушит задние подшипники. Кроме того, по мере ухудшения состояния датчики теряют связь с дышлом и могут соприкасаться с дышлом. Этот сбой чтения вызовет коды ошибок ПЛК.
Это дышло снято со шпинделя, которому меньше двух лет. Смазки похоже нет с завода. Коррозия и отсутствие смазки быстро изнашивают эти детали. Самым большим показателем будет сильная вибрация в задней части шпинделя и неустойчивая функция смены инструмента. Чем дольше он эксплуатировался таким образом, тем больше причинялось вреда. Единственный способ исправить это — хромировать дышло или заменить его. Мы производим тяги HSD, в настоящее время для моделей ES919 и 988A.
Это типично для дышла HSD. Они будут одеваться на пружинное сиденье. В конце концов, залипание и выскакивание сказываются на резьбе захвата и обрывают резьбу на выступе резьбы на конце дышла. Это может быть очень опасным отказом, так как инструмент может вылететь на высокой рабочей скорости. Мы продаем новые тяги, изготовленные из термообработанной легированной стали.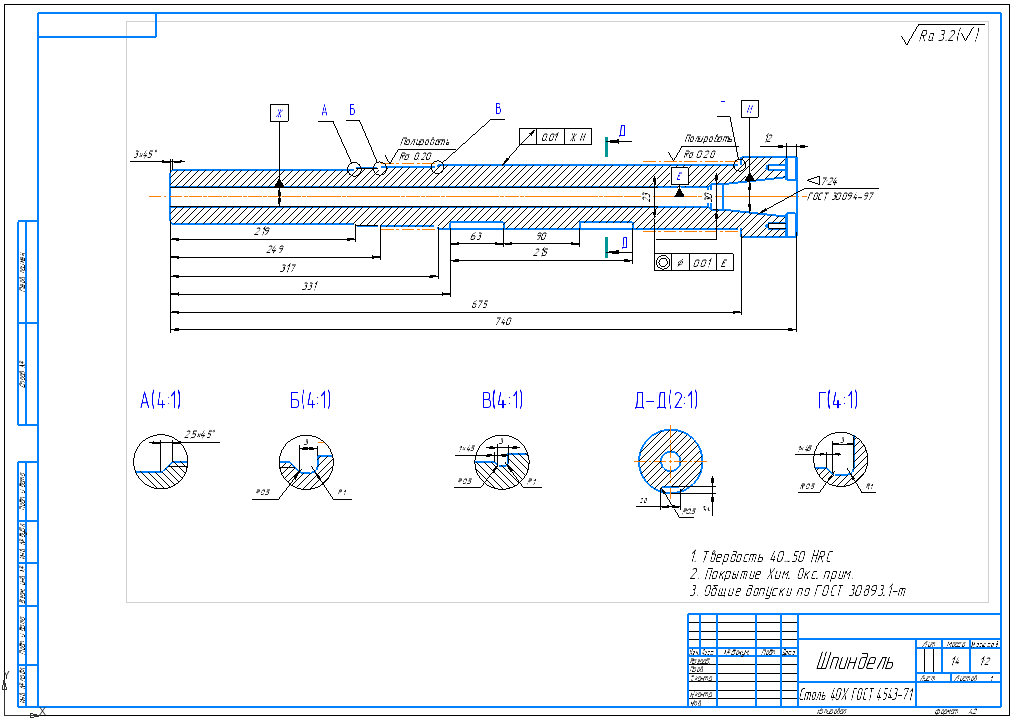
Это задняя часть шпинделя 789, одной из самых красивых моделей HSD на рынке. Этот блок поставляется с энкодером, что усложняет ремонт. HSD выдает предупреждения не о ремонте картриджа, а о его замене. Мы успешно отремонтировали многие из них без каких-либо проблем. 789входит в наш список шпинделей, которые необходимо подвергнуть обратному инжинирингу и предложить замену. Следите за обновлениями по этому вопросу. Обычно мы можем перепроектировать шпиндель примерно за 75% стоимости замены. Это будет сделано в Америке и будет иметь гораздо лучшую поддержку клиентов.
Мы также ремонтируем шпиндели с ручной сменой инструмента. Клиентам предоставляется выбор стальных или керамических шарикоподшипников. Мы используем подшипники GMN немецкого производства с точностью ABEC 7. На шпиндели предоставляется 6-месячная гарантия с тем же покрытием, что и HSD. Выдержка из руководства HSD приведена ниже.
Ремонтируем все марки и модели. 915, 919, 929, 988, 789 и более новые версии с датчиками нового типа.
Непосредственно из руководства HSD 1.12 Условия гарантии
Компания HSD S.p.A. гарантирует, что электрошпиндель прошел проверку на своем заводе с положительным результатом.
Гарантийные работы выполняются бесплатно на объектах HSD S.p.A., транспорт за счет заказчика; HSD S.p.A. не несет ответственности за прекращение производства в течение гарантийного срока.
Гарантия не распространяется на неисправности, вызванные естественным износом тех частей, которые по своей природе подвержены быстрому и постоянному износу (например, прокладки, ремни, подшипники и т. д.). в частности, HSD S.p.A. не дает никаких гарантий в отношении срока службы подшипников, так как он зависит от различных факторов, в том числе: степени балансировки инструментов, типов операций обработки, столкновений и/или механических напряжений, превышающих значения, указанные производитель.
Детали HSD производства HS Spindles ниже:
Дышло HSD 915 P/N 915DB
HSD 915A Дышло P/N 915DB
Замена для шпинделей HSD ES 915.
1-714-307-2332
или отправить запрос по адресу [email protected]
$900,00Болт привода HSD 951 P/N 951AB 9005 9
Болт привода HSD 951 P/N 951AB
Замена для HSD Шпиндели ES 951 и 959.
1-714-307-2332
или отправить запрос на [email protected]
300,00 $HSD 988A Дышло P/N 988ADB
HSD 988A Дышло P/N 988ADB
Замена для шпинделей HSD 988A.
1-714-307-2332
или отправить запрос на [email protected]
$900.00

Ремонт и восстановление шпинделя
Наши Сервисный центр по ремонту шпинделей предлагает ремонт, восстановление, восстановление, восстановление и доработку шпиндели, используемые в автомобильной, аэрокосмической, авиационной, военной, инструментальной, станкостроительной, деревообрабатывающей, пластмассовой, каменной, мраморной, гранитной, стекольной и керамической промышленности. В комплекс ремонтных услуг входит:
- Прецизионный ремонт шпинделя, прецизионный ремонт шпинделя, прецизионный ремонт шпинделя, ремонт шпинделя с ЧПУ, ремонт фрезерного шпинделя, услуги по восстановлению шпинделя, услуги по восстановлению шпинделя, ремонт шпинделя станка, восстановление шпинделя всех стилей, типов и размеров, включая картридж, блок , с ременным приводом, моторизованные, высокочастотные электрошпиндели, высокочастотные шпиндельные двигатели и высокоскоростные шпиндельные двигатели
- Наши услуги по ремонту шпинделя включают в себя: Фотокаталог в исходном состоянии и всех деталей после разборки и очистки, осмотр всех деталей и измерение критических поверхностей с помощью электронного калибра, доработку конуса, шлифование конуса, ремонт дышла, ремонт и замену зажимной цанги, посадку подшипника доработка, доработка отверстия корпуса, твердое хромирование и шлифовка, шлифовка проставок, ремонт двигателя, перемотка двигателя, балансировка всех вращающихся частей, смазка подшипников, повторная сборка, обкатка, проверка вибрации, проверка температуры, проверка биения и окончательная балансировка с такими аксессуарами, как шкив и резцедержатель установлены
Процесс ремонта шпинделя
Процесс ремонта шпинделя состоит из осмотра, анализа, ремонта, балансировки, сборки и тестирования шпинделя. Контроль качества встроен в каждый этап ремонта, и каждый этап выполняется на современном ремонтно-производственном предприятии. Если ваш шпиндель вышел из строя, лучший способ вернуться к производительности — своевременный и качественный ремонт на нашем предприятии. Мы восстановим полный шпиндель или частичный шпиндель, состоящий только из нескольких компонентов. Мы можем изготовить новые компоненты.
Контроль качества встроен в каждый этап ремонта, и каждый этап выполняется на современном ремонтно-производственном предприятии. Если ваш шпиндель вышел из строя, лучший способ вернуться к производительности — своевременный и качественный ремонт на нашем предприятии. Мы восстановим полный шпиндель или частичный шпиндель, состоящий только из нескольких компонентов. Мы можем изготовить новые компоненты.
- Технический персонал проверяет все поступающие на ремонт шпиндели. Каждая единица зарегистрирована, и рабочий заказ открыт. Этот отчет следует за шпинделем процесса ремонта, подробно описывая все необходимые и выполненные работы. Перед разборкой каждый блок визуально осматривается на предмет внешних повреждений, которые могли привести к отказу.
- Техники тщательно разбирают каждый блок, обращая пристальное внимание на признаки загрязнения, отсутствие масла, неправильное использование или другие признаки неисправности. Каждый компонент полируется для удаления поверхностной ржавчины или поврежденных выступов. Каждый компонент промывается растворителем и сушится на воздухе. Все это происходит в специально отведенной зоне, поэтому контроль качества будет поддерживаться.
- В зоне осмотра обученные техники проверяют и анализируют каждый компонент. Используя самые современные методы анализа, каждый критический компонент затем проверяется на размер, биение, выравнивание и параллелизм. После тщательной проверки составляется письменный отчет о возможных основных причинах отказа устройства и о методах предотвращения отказов.
- Практически любой компонент можно подвергнуть механической обработке, восстановить или изготовить новый в нашем полностью оборудованном современном механическом цехе. Опытные механики восстановят или воспроизведут любую необходимую деталь. Эти внутренние возможности обеспечивают контроль качества и своевременное возвращение к производительности.
- Полностью модернизированный шлифовальный участок с климат-контролем, оснащенный новыми современными шлифовальными станками с ЧПУ, управляемыми квалифицированными машинистами, способен шлифовать наружный и внутренний диаметры, а также внутренние и внешние конусы до 0,000025″ или менее TIR. Возможность шлифования центрального отверстия, поверхности, вращательного и координатного шлифования с допуском 0,000010″ дополняет собственные возможности для обеспечения контроля качества.
- Несбалансированные компоненты серьезно сократят срок службы подшипников и приведут к ухудшению качества отделки вашего изделия. Исправление проблемы с дисбалансом требует удаления или увеличения веса компонента. Правильная балансировка шпинделя повышает производительность и продлевает срок службы подшипников, а также обеспечивает улучшенный контроль качества всех работ. Используя новейшее высокотехнологичное балансировочное оборудование с компьютерным управлением, процесс балансировки шпинделя выполняется сначала на всех отдельных вращающихся компонентах, а затем на собранном узле.
- Обученные специалисты по сборке аккуратно собирают шпиндели в специально отведенном для этого чистом помещении. Используя все новые подшипники, с правильными и отфильтрованными смазочными материалами, шпиндели собираются. Наша команда специалистов по сборке имеет более чем столетний практический опыт ремонта шпинделей. Они обучены всем этапам механической обработки, расточки, шлифовки, координатно-шлифовальной обработки, токарных станков и операций обработки с ЧПУ.
- Во время обкатки каждый шпиндель постепенно доводится до рабочей скорости в выделенной чистой испытательной зоне. Каждый шпиндель тестируется для проверки скорости, вибрации, температуры и критических биений. Все критические рабочие параметры контролируются, чтобы гарантировать, что шпиндели работают в соответствии с исходными спецификациями или превосходят их.
- Строгие стандарты контроля качества соблюдаются даже в процессе доставки. Если требуется краска, тщательно наносится соответствующий цвет. Шпиндели завернуты в нереакционноспособный материал и покрыты пеной. Высокопрочные транспортировочные коробки используются для дополнительной защиты шпинделя на обратном пути. Шпиндели весом 125 фунтов. или более доставляются в изготовленных на заказ деревянных ящиках.
 Каждый компонент промывается растворителем и сушится на воздухе. Все это происходит в специально отведенной зоне, поэтому контроль качества будет поддерживаться.
Каждый компонент промывается растворителем и сушится на воздухе. Все это происходит в специально отведенной зоне, поэтому контроль качества будет поддерживаться.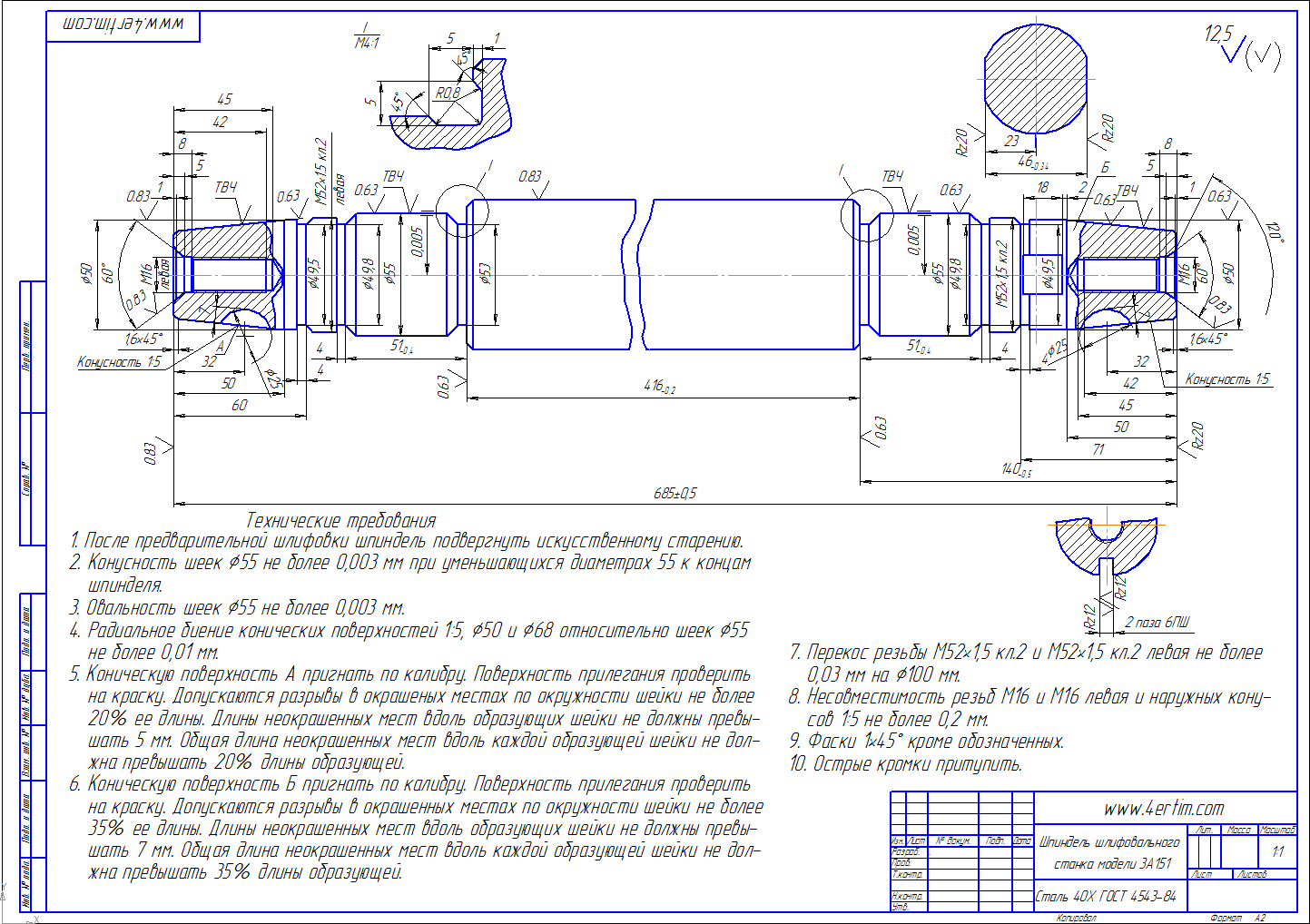 Возможность шлифования центрального отверстия, поверхности, вращательного и координатного шлифования с допуском 0,000010″ дополняет собственные возможности для обеспечения контроля качества.
Возможность шлифования центрального отверстия, поверхности, вращательного и координатного шлифования с допуском 0,000010″ дополняет собственные возможности для обеспечения контроля качества.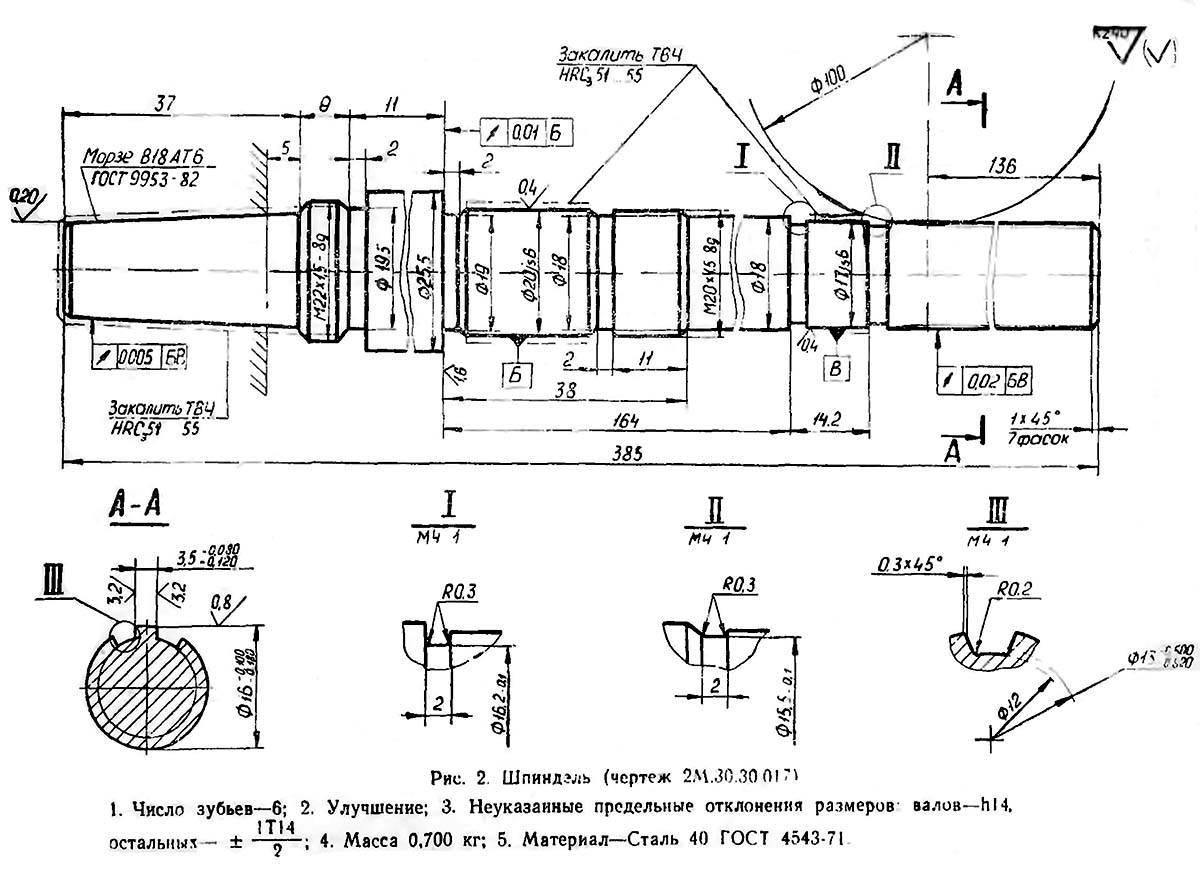 Наша команда специалистов по сборке имеет более чем столетний практический опыт ремонта шпинделей. Они обучены всем этапам механической обработки, расточки, шлифовки, координатно-шлифовальной обработки, токарных станков и операций обработки с ЧПУ.
Наша команда специалистов по сборке имеет более чем столетний практический опыт ремонта шпинделей. Они обучены всем этапам механической обработки, расточки, шлифовки, координатно-шлифовальной обработки, токарных станков и операций обработки с ЧПУ.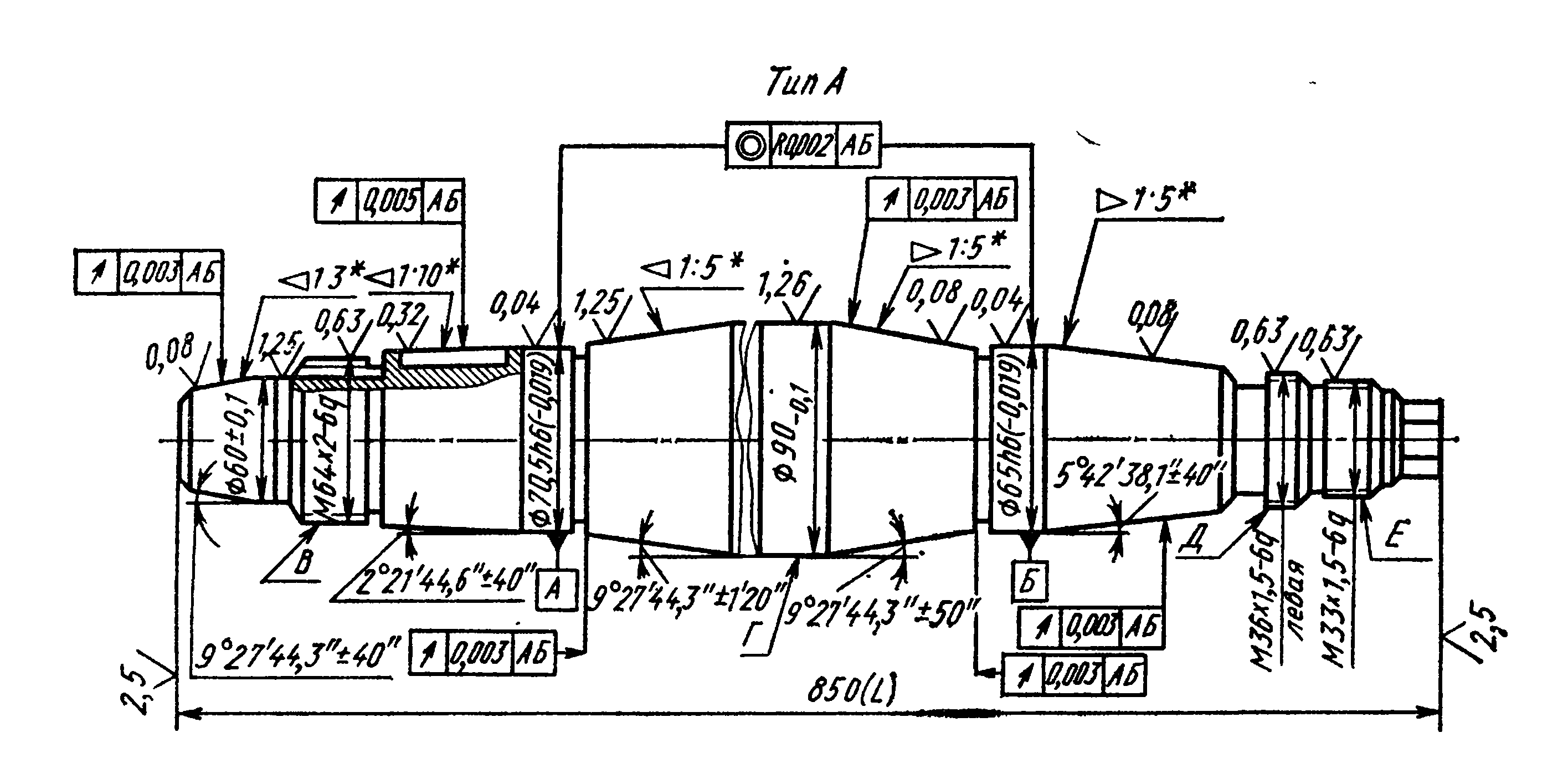
Типы ремонтируемых шпинделей
Мы ремонтируем, восстанавливаем, восстанавливаем, ремонтируем, дорабатываем и заменяем:
- Шпиндели шарикоподшипников, роликоподшипников, гидростатических подшипников и гидродинамических подшипников
- Внутреннее и внутреннее шлифование, наружное и наружное шлифование, круглое шлифование, бесцентровые шлифовальные шпиндели
- Высокочастотные шпиндельные двигатели, высокочастотные электрошпиндели, шпиндели с ЧПУ, высокоскоростные шпиндельные двигатели и шпиндельные двигатели с ЧПУ
- Плоско-шлифовальный станок с ЧПУ, инструментальный и режущий станок с ЧПУ, фасонное шлифование, шпиндели глубинного шлифования
- Шлифовальная головка, рабочая головка, правящий инструмент, правящие шпиндели
- Автоматическая смена инструмента, фрезерование с подачей СОЖ через шпиндель с конусом Морзе, конусом HSK, конусом DIN, конусом Big Plus, конусом Capto
- Сверлильные шпиндели с ЧПУ, чистовое растачивание, токарные шпиндели с ЧПУ, фрезерные шпиндели с ЧПУ
- Высокоскоростной фрезерный станок, двигатели шпинделя фрезерного станка с ЧПУ, формовочные шпиндели, формирователь, высокоскоростной электрошпиндель
- Гравировальные шпиндели, сверлильные шпиндели для печатных плат
Оценка стоимости ремонта шпинделя
Если вашего шпинделя нет в списке ниже, мы можем починить .
Для приблизительной оценки стоимости ремонта шпинделя нажмите [email protected] или Свяжитесь с нами в верхнем или нижнем колонтитуле ниже и предоставьте информацию о своем шпинделе! Или позвоните по телефону 519-671-3911 .
Список отремонтированных марок шпинделей
Нажмите на свою марку, чтобы проверить отремонтированные модели
- АББ
- АБЛ
- АБЛ Хитачи
- Абразив
- АБТех
- Аккретех
- Асер
- Акролок
- Усовершенствованная машина
- АДТ
- Этна
- Агафон
- Акира Сэйки
- Альберти Герарди
- Алекс-Тек
- Альфинг Кесслер
- Альфред
- Амада
- Амера Сейки
- АМС
- Анаяк
- Анка
- Андерсон
- Антралюкс
- Аоно Гикен
- Арес-Сейки
- Арго Сейки
- Артер
- Асахи
- Аса Тех
- АСЦ
- АСВ
- Атлас
- Трамп
- Ауэрбах
- Эйвон
- Авеа
- Акса
- Аксиско
- Аксиом
- Б&С
- Баччи
- Б&Т
- Барбер-Колман
- Барнс
- Баумюллер
- Бавеллони
- Байер
- Бер
- Бенц
- Бергер Аг
- Берг Спаннтехник
- Бертьез
- Бертони и Котти
- Бенчмен
- Биссе
- Большой Кайзер
- Биматех
- Бирмингем
- Блейк
- Бланшар
- Блом
- Бломбах
- Лодка Longyear
- Берингер
- Бонхэм
- Боунхэм и Тернер
- Бостоматик
- Боуэн
- Боярина Шульца
- Брембана
- Бретонский
- Бриджпорт
- Брио
- Брат
- Браун и Шарп
- Брайант
- БСИ
- Буффоли
- Буркард Вебер
- Буллард
- Бумотек
- Бузеллато
- БВФ
- Камау
- Кэмпбелл
- Кэнон
- Кантон
- Капитал Инжиниринг
- Кардинал
- Карлтон
- Резчик
- ЦИК
- Клетки Tec
- Целоски
- Ценкорп
- Шевалье
- Хирон
- Тюо-Сэйки
- Черчилль
- Цинциннати
- Цинциннати Ламбе
- Цинциннати Милакрон
- Цинциннати Юнова
- Синком
- Синекс
- Гражданин
- Статья
- Клирман
- Кливленд
- КМС
- Коборн
- Кобурн
- Колчестер
- Колгар
- Колибри
- Колматик
- Коломбо
- Колониальный инструмент
- Комо
- Расчесывание
- Комбитек
- Комек
- Компумилл
- Корреанайак
- Ковел
- Кросс-Хуллер
- Кубическое оборудование
- Циклон
- Сайтек
- ЦАП
- Дэу
- Дайдо
- Да Лих
- Дайя Сэйки
- Дайничи
- Даниэли
- Данкарт
- Данобат
- Датрон
- Дирборн
- Декель
- Демер
- Дензо
- Надежный
- Дойшле
- ДеВлиг
- Диболд
- Дидесхайм
- Дискотека
- Дикси
- ДМГ-Мори
- ДМХ
- ДоВсе
- Дусан
- Доррис
- Дрейк
- Комод
- Друп и Рейн
- ДРР
- Технология DS
- Двойной
- Дюмор
- Данэм
- Дюрр
- Динамическая скорость
- Dynamotion
- Диномакс
- Эберхард Бауэр
- Экока
- ЭФК
- Эгуро
- Айценбергер
- Экстром Карлсон
- ЭЛБ
- Эльдорадо
- Элита
- Эллиот
- Элмо
- Элокс
- Эльте
- Эмаг
- Эмко
- Эммеги
- Энгис
- Эншу
- ЕСЕС
- Этксетар
- Евмах
- Еврошпиндель
- Еврошпиндель
- Евротех
- Эверит
- Эваг
- Эксель
- Ex-Cell-O
- Ягненок Ex-Cell-O
- Экселлон
- Фадаль
- Фаемат
- ФАГ
- Сокол
- Фальва
- Рободрель Fanuc
- щуп
- Фелкер
- Товарищи
- Фемко
- Фемина
- Фидия
- Финли
- Первый
- Фишер АГ
- Фишер Точный
- Флоу Интернэшнл
- FM Еврошпиндель
- ФМН
- Фом Индустри
- Форест-Лине
- Фортуна
- Фортуна Виктор Фосдик
- Вперед
- ФПТ
- Фрауэнталь
- Франц Кесслер
- Фудзи Сэйки
- Фукуда
- ФВС
- Галлмейер и Ливингстон
- Г и Л
- ГАФ
- Гамфиор
- Гарднер
- ГАТ
- Гербер
- Гиддингс и Льюис
- Гильдемейстер
- Гилман
- Джордано Коломбо
- Глисон
- ГМН
- ГМС
- Гомия
- Гортон
- Грако
- Гризетти
- Гроб
- Гросс-ите
- Геринг
- Хаас
- H&D
- Хамаи
- Хамаль
- Повесить
- Хардиндж
- Хариг
- Харил
- Харвилл
- Хаузер
- Хелд
- Хитвей
- Хекерт
- Хэйан
- Хейматек
- Хайнц Файге
- Хеллер
- Хембург
- Хемпл
- Хендрикс
- Хеннингер
- Герберт Линднер
- Гербольд
- Гермле
- Хертлейн
- Хессапп
- Хейлигенштадт
- Хиллер
- Химмель
- Хитачи
- Хитачи Сейки
- ХНК
- Хольцма
- Хомаг
- Хомма
- Хоркос
- Хортон
- Хова
- ГСД
- Хаффман
- Хуллер Хилле
- Хурко
- Хвачхон
- Хибко
- Гидромат
- Хендай
- Сумка
- Ибармия Инновационный
- IBC
- Айкор
- Ихира
- Икегай
- ИМС
- Аймс
- МВФ
- ИМП
- Импко
- ИМТ
- Инкор
- Индекс
- Инке Косоку Кикай
- Интермак
- Индрамат
- Ингерсолл
- Непобедимый
- Ионный
- Ингерсолл
- ITW Рансбург
- Ивата
- Дж и Л
- Ягер
- Джет
- Джонфорд
- Джойстен и Кеттенбаум
- Шутка
- Джонс и Ламсон
- Джонс и Шипман
- Джтект
- Хуаристи
- Юнг
- Юнгнер
- Чону
- Као Мин
- карат
- Кашифудзи
- Каспер
- Касуга
- Касвин
- К. О. Ли
- К&С
- Келленбергер
- Келлер
- Кент
- Кентурн
- Кенворд
- Кесслер
- Кеттерер
- Киа
- Кикинда
- Киндт Коллинз
- Кингсбери
- Кира
- Китагава
- Китако
- Китамура
- Кива
- КЛКДЖ
- КМТ
- Колб
- Комацу НТК
- Комета
- Комо
- Кондия
- Коё
- КПТЕК
- Крюгер
- Куглер
- Куммер
- Кураки
- Лагун
- Баранина
- Лэндис
- Ласаль
- Лаццати
- Леблон Макино
- Лич
- Лидуэлл
- Лиан Фэн
- Лидк Пинг
- Лима
- Линко
- LMT
- Подшипники LoadPoint
- Лоу
- Лох
- Луи Эллис
- Мааг
- Магерле
- Маг-МСФО
- Магникс
- Махо
- Майер
- Макино
- Макино Сейки
- Малтех
- Манухин
- Манделли
- Манекс
- Мао Лин
- Маркип
- Гражданин Марубени – Cincom
- Маско
- Масса 5
- Мастер-машина
- Матрица
- Мацуура
- Мэттисон
- Маус
- 9 марта0070
- Макс Роуилер
- Максис
- Мазак
- Макдоно
- Мехатроник
- Мектрон
- Мейден
- Метоса
- Мейрат
- Могучая комета
- Микрон
- Микроса
- Миллпорт
- Миллтроникс
- Минанти
- Мицубиси
- Мицубоши Когё
- Мицуи
- Мицуи Сейки
- Мияно
- Мидзогути
- МФМ
- ММК
- Модиг
- Монарх
- Моносет
- Мур
- Морбиделли
- Мори-Сай
- Мори Сэйки
- Мотч
- Мотокубо
- Перемещение
- Мюльбаур
- Мультикам
- МВ Гидралинк
- Майфорд MYL
- Начи
- Накамура
- Томе Накамура
- Наканиши
- Наксос
- Нео
- Ньюолл
- Новая Британия
- Ниагара
- Никко
- Николс
- Николя Корреа
- Нигата
- Найлз
- Соска
- Ниппон
- Ниппон Подшипник
- Нисида
- Нисидзимакс
- Ниссин
- Номура
- Нордсон
- Нормак
- Нортон
- НСК
- НСП
- НТЦ
- Обатаке
- Оберг
- Эрликон
- Охтори
- Окамото
- ОКК
- Окума
- Окума Хова
- Оливер
- Олофссон
- Олимпия
- О-М
- ОМС
- ОМГ
- Омлат
- Онсруд
- Ооя
- Орион
- Овербек
- Паатц
- Пама
- Пангборн
- Паркер Маджестик
- Парпас
- ПБА
- ПБС
- Перон Спид
- Перске
- Пиат
- ПибоМульти
- Пьетро Карнаги
- Питтлер Кесслер
- Плюритек
- ЧВК
- Точка
- Папа
- Порта
- Портер
- Поза
- Позалюкс
- Пратт Уитни
- Точный
- Пума
- Квант
- Квазер
- Рамбауди
- Рансбург
- Рыжая голова
- Рекерт
- Рейд
- Рейден
- Райнекер
- Рено
- Республика Лагун
- Жесткий
- Заклепка
- Р О
- Роквелл
- Року Року
- Ролломатик
- РО. МА.
- Роми
- Росс
- Рутех
- Королевский дуб
- Инструменты Royal Precision
- Рудель
- Раш
- Сацем
- Саймп
- Саджо
- Сакадзаки
- Одинаковые
- Самсунг
- Саввей
- Шарманн
- Шаудт
- Шисс
- Шмолль
- Шнеебергер
- Шунк
- Шюсслер
- Шутте
- ШЮТТЕ
- СКМ
- Секо
- Сейко
- Сейко Сейки
- Семпуко
- Сенкорп
- Водопад Сенека
- Сэндзё Сейки
- Сетко
- СФЖ
- Шан Ронг
- Шарноа
- Острый
- Шеффилд
- Шигия
- Шинко
- шинкс
- Шино
- Сидзуока
- Шода
- Сиарто
- Сикар
- Сименс
- Сига
- Сигма
- Симплекс
- Синтекс
- СИП
- Сирмек
- Сьогрен Сагино
- СКФ
- СЛФ
- Смек
- Пистолет-пулемет
- Смит Рено
- СМС
- СНК
- Содик
- Сомекс
- Сопко
- Соральюс
- Spindel-und-Lagerungstechnik-Fraureuth
- Спиндер
- Спинтек
- Шпиндель SPL
- Спрингфилд
- Стама
- Станко
- Старраг
- Старраг Хекерт
- Штайнель
- СтепТек
- Наклейка
- Стоффель
- Страусак
- Студер
- Сугино
- Сухнер
- Вершина
- Санмакс
- Санстрэнд
- Солнечный инструмент
- Сону
- Супермакс
- Супертек
- Швейцарский токарный станок
- SycoTec
- Синхрон
- ТАС
- Тафт Пирс
- Таймак-Зпс
- Тай-чин
- Тайсэй
- Такамаз Кикай Когё
- Такисава
- Такуми
- Танабэ
- Телец
- ТДМ
- Техника
- Техно
- Текна
- Темпо
- Тенко
- Темак
- Термвуд
- Тета
- Томпсон
- Тор
- Тонгтай Сэйки
- Топпер
- Верхний поворот
- Торнос
- Тошиба
- ТОС Гостивар
- ТОС Варнсдорф
- Тояма
- Тойо Когё
- Тойода
- Тойо Когё
- Тойо Сейки
- Траминер
- Трауб
- Дерево
- Трипет
- Труфлейта
- ТСК
- Чудин
- TS Точность
- Цудакома
- Цугами
- Учине
- Угинт
- Улам
- Ультраповорот
- Умбра
- Унисон
- Уцуномия
- УВА
- Ван Норман
- ВДФ Берингер
- Веро
- Виктор
- Виктор Тайчжун
- Гадюка
- Фоллмер
- Вумар
- Вулканер
- Вадкин
- Вагнер
- Вайда
- Уолдрих Кобург
- Вальтер
- отделение
- Уорделл
- Уорнер и Сваси
- Васино
- Вебстер и Беннет
- Ведалко
- Вайс
- Вайссер
- Веле
- Вендт
- Вествинд
- Вилабратор
- Виа
- Белая прядь
- Уитнон
- Викман Шеффилд
- Виллемин
- Вит-о-Матик
- ВМВ
- Вудс
- Вудтроник
- Ячио
- ЯМ
- Ямаге
- Ямагучи
- Ямасаки Гикен
- Ямашина
- Ямасита
- Ямадзаки
- Ян
- Ясда
- Яскава
- Ясунага
- YCI
- YCM
- YMT
- YSP
- Ю Хунг
- Загар
- Зайер
- Циммерманн
- ЗПС
 О. Ли
О. Ли МА.
МА.Оценка стоимости ремонта шпинделя
Если вашего шпинделя нет в списке выше, мы можем его отремонтировать .
Для приблизительной оценки стоимости ремонта шпинделя нажмите [email protected] или Свяжитесь с нами в верхнем или нижнем колонтитуле ниже и предоставьте информацию о своем шпинделе! Или звоните 519-671-3911 .
Часто задаваемые вопросы
Какова цена и доставка ремонта шпинделя?
Срок поставки зависит от состояния шпинделя. Он может варьироваться от нескольких дней до нескольких недель. Первоначальная инспекция завершается в течение 2-5 рабочих дней, и разумная оценка времени и стоимости будет доступна вскоре после этого.
Каковы наиболее распространенные причины отказа шпинделя?
- Загрязнение (охлаждающая жидкость, шлифовальный песок, алюминиевая или стальная стружка)
- Поломка смазки
- Случайный контакт с деталью или приспособлением (авария)
- Чрезмерная вибрация (несбалансированный шпиндель или держатель инструмента)
- Низкое тяговое усилие в фрезерных шпинделях, позволяющее вылететь держателю инструмента во время работы.