Ремонт шпинделей, ходовых валов
Дата печати
Одна из ответственных деталей станка — шпиндель. От точности и жесткости его зависит качество выполняемых на станке операций.
Отклонения от формы и размеров поверхностей шпинделей допускаются в очень узком диапазоне, этим определяется и специфика их ремонта.
Концы шпинделей имеют конические отверстия с резьбой, посадочные шейки или конусы для базирования оснастки.
Если при ремонте изменить размеры поверхностей концов шпинделя, то придется менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить шпиндель в его начальных размерах, особенно это касается поверхностей его концов.
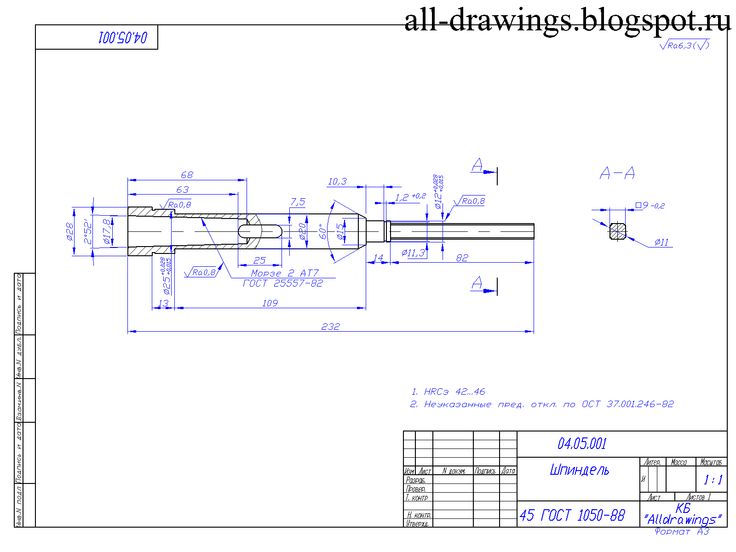
На рис. показан ремонтный чертеж шпинделя токарного станка.
Биение поверхности (2) [50k6]1 составляет 0,04 мм,
поверхности (6) 70k6 — 0,06 мм,

Износ поверхности (1) М48х1,5 — 0,4 мм на сторону.
Поверхность (2) —49,96 мм [50k6];
поверхность (3) — 59,95 мм [60k6].
На поверхности (4) М64х6 — резьба замята по 0,3 мм на сторону.
Поверхность (5) — 74,97 мм [75k6];
поверхность (6) — 69,87 мм [70k6].
На поверхности (7) М68х2 — резьба замята на 0,35 мм на сторону;
на поверхности (8) — надиры и забоины до 0,8 мм.
Поверхности (10) и (11) — 6,07 мм [6js6].
Для ремонта шпинделя необходимы токарно-винторезный, вертикально-фрезерный и кругло шлифовальный станки, верстак со слесарными тисками и гальваническая ванна.
Технологическая оснастка для ремонта шпинделя:
- четырех кулачковый патрон 7103—0049 (ГОСТ 3890—72),
поводковый патрон 7108—0055 (ГОСТ 2572—72),
люнет неподвижный,
станочные винтовые само центрирующие рычажные тиски 7200-0154 (МН 5790—65),
внутри шлифовальное приспособление,
оправка для установки шпинделя,
проходной отогнутый резец 2102-0055-Т15К6-IV (МН 575—64),
расточный резец 2140-0010-T15K6-I,
резьбовой резец 6 = 60° 2131-0506-Т15К6,
центры (ГОСТ 13214—67),
гаечный двухсторонний ключ (ГОСТ 2839— 62),
медные подкладки,
хомутик (ГОСТ 2578—74),
фреза концевая 2200-0007-Р18 (ГОСТ 17025—71),
шлифовальный круг ПП400Х40Х 127-Э5-К (ГОСТ 2424—75),
пробка шпоночная 6,5/s6 Mh3978-61,
штангенциркуль ШЦ-11 (ГОСТ 166—73),
микрометр рычажный МР 50-75 (ГОСТ 4381—68),
индикатор (ГОСТ 9695—75),
конусный калибр Морзе 5.


Рис. Шпиндель токарного станка
К шпинделям предъявляются весьма высокие требования. Поэтому шейки 2 и 4 обрабатывают шлифованием и полированием. Соосность их должна быть выдержана с точностью 0,01 мм; допустимая конусность шеек 0,01 мм, овальность 0,003—0,005 мм.
Таким же требованиям должна отвечать поверхность 5.Коническое отверстие 6 шпинделя должно быть концентрично шейкам; допускается биение 0,01—0,02 мм на длине 300 мм. Проверка отверстия осуществляется специальным калибром и оправкой.
У шпинделя в первую очередь изнашиваются его шейки 2 и 4; на них появляются царапины и задиры, легко обнаруживаемые внешним осмотром.
На поверхности отверстия 6 тоже возникают задиры, а также забоины и вмятины.
Изнашивается резьба шпинделя, повреждается шпоночный паз на поверхности 3.
Шпиндели можно без ущерба ремонтировать
несколько раз, что, разумеется, выгодно:
изготовление нового шпинделя — дело
сложное и дорогое. Однако в тех случаях,
когда ремонт шпинделя влечет за собой
ремонт и сопрягающихся с ним деталей,
может оказаться более выгодной замена
изношенного шпинделя новым. Этот вопрос
решают сравнением стоимости ремонтных
работ и стоимости нового шпинделя.
Однако в тех случаях,
когда ремонт шпинделя влечет за собой
ремонт и сопрягающихся с ним деталей,
может оказаться более выгодной замена
изношенного шпинделя новым. Этот вопрос
решают сравнением стоимости ремонтных
работ и стоимости нового шпинделя.
Шпиндели, у которых износ шеек по диаметру составляет 0,01—0,02 мм, ремонтируют доводкой на токарном станке, выполняемой специальным инструментом — притиром.
Притир состоит из кольца-хомутика, винта, втулки-притира с разрезом и рукоятки-державки. Втулку-притир изготовляют из чугуна, меди или бронзы, ее отверстие выполняют по размеру обрабатываемой шейки.
Приступая к доводке шейки, накладывают
на нее тонким слоем смесь мелкого
наждачного порошка и масла, после чего
надевают хомутик и слегка завинчивают
винт. Пускают станок, настроив его на
скорость вращения шпинделя 10—20 м/мин.
На ходу ставка равномерно водят притир
вдоль обрабатываемой шейки. Время от
времени обновляют слой порошка с маслом
и подвинчивают винт.
Устранив износ, промывают шейку шпинделя и притир керосином, затем наносят на шейку тонкий слой доводочной пасты с керосином и завершают ее обработку.
При износе шеек шпинделя, несколько большем 0,02 мм, их ремонтируют шлифованием с последующей доводкой.
Однако этот способ ремонта приемлем, лишь когда имеется возможность немного изменить размеры отверстий в подшипниках или других деталях, сопрягаемых со шпинделем.
Если же такой возможности нет, или изменение размеров отверстий нецелесообразно из-за большой трудоемкости операций, восстанавливают шейки шпинделя с износом до 0,1 мм наращиванием хрома, а с износом больше 0,1 мм металлизацией и другими способами, позволяющими создавать наращиванием слой металла надлежащей толщины.
Следует учитывать,
что при износах в 0,03— 0,05 мм допускается
ремонтировать шейки шпинделей с некоторым
отступлением от номинальных размеров,
но только в случаях, когда шпиндель
устанавливается в подшипниках скольжения.
Шейки шпинделей с наращенным на них хромовым слоем, обрабатывают только шлифованием.
Если же на шейки наносятся другие металлы соответственно большими слоями, чем при хромировании, шейки сначала обтачивают, а потом шлифуют.
При этом им придают по направлению к заднему концу конусность до 0,01 мм, для того чтобы при шабрении подшипников слой краски, нанесенный на шейки, полностью использовался для закрашивания поверхности подшипников.
Трущиеся шейки шпинделей станков повышенной точности после шлифования доводят.
При обработке ремонтируемых поверхностей точением у них также исправляют наружную резьбу, если в этом есть необходимость.
Для выполнения указанных операций проводится следующая подготовка.
Вытачивают стальные пробки и плотно
вставляют их в отверстия 1 и 6 шпинделя,
сначала зачистив места посадки пробок.
После этого закрепляют шпиндель одним
концом в патроне токарного станка, а
второй конец устанавливают неизношенным
местом в люнете и выверяют шпиндель на
биение, которое не должно превышать
0,01 мм; затем делают в пробке центровое
углубление. После этого шпиндель
переставляют, зажимают его второй конец
в патроне, а первый в люнете и изготовляют
второе центровое углубление. Теперь
шпиндель устанавливают в центрах и
проверяют правильность центрирования;
биение его неизношенных мест, определяемое
по индикатору, должно быть не выше 0,01
мм.
После этого шпиндель
переставляют, зажимают его второй конец
в патроне, а первый в люнете и изготовляют
второе центровое углубление. Теперь
шпиндель устанавливают в центрах и
проверяют правильность центрирования;
биение его неизношенных мест, определяемое
по индикатору, должно быть не выше 0,01
мм.
Выполнив с хорошим качеством всю описанную подготовку, приступают к обработке шпинделя точением и шлифованием.
При сильном износе отверстие растачивают и затем в него вставляют компенсирующую втулку. При небольшом износе отверстия (неглубокие риски, незначительные забоины) удобно его устранять при помощи специального приспособления в процессе сборки ремонтируемого станка.
Там, где описанного приспособления нет, отверстие в шпинделе можно обработать резцом, снимая минимальный слой металла.
Точность конического
отверстия шпинделя проверяют стандартным
конусным калибром.
Контрольная риска на калибре не должна входить в отверстие, между ней и торцом шпинделя должно оставаться расстояние в 1—2 мм.
Если же контрольная риска входит в отверстие, то подрезают торец шпинделя настолько, чтобы получить нормальную посадку калибра — с расположением контрольной риски на требуемом расстоянии от торца шпинделя.
Ось конического отверстия шпинделя проверяют на биение индикатором по контрольной оправке, вставленной в отверстие. Допускается отклонение от оси величиной 0,01 мм у торца шпинделя и величиной 0,02 мм на длине 300 мм по оправке. Поверхность 5 шпинделя также не должна иметь биения; предельно допустимое биение 0,01 мм.
Установлено, что шпиндели с хромированными шейками хорошо работают только при отличной пригонке к ним подшипника, когда обеспечен надлежащий зазор для смазки шеек.
Нормальная величина этого зазора
0,006—0,02 мм, в зависимости от точности
станка, числа оборотов и диаметра
шпинделя. При небрежной пригонке
происходит во время работы станка
усиленный местный нагрев. Из-за этого
на хромированной поверхности образуются
мелкие трещины, хром начинает отслаиваться
и все больше повреждает шейку шпинделя.
При небрежной пригонке
происходит во время работы станка
усиленный местный нагрев. Из-за этого
на хромированной поверхности образуются
мелкие трещины, хром начинает отслаиваться
и все больше повреждает шейку шпинделя.
Шейки шпинделей, работающие в подшипниках качения, ремонтируются наращиванием металла с последующей обработкой на станке. Однако к такому ремонту шпинделей прибегают сравнительно редко, так как шейки, о которых идет речь, почти не изнашиваются.
Шпиндель токарного станка. Ремонт шпинделя токарного станка
В данной статье приводится технология ремонта шпинделя токарно-винторезного станка 16К20.
Шпиндель — деталь дорогая и трудная в изготовлении, поэтому менять его следует только в исключительных случаях, особенно у крупных станков. У шпинделей чаще изнашиваются шейки, концевые отверстия, места под шарико- и роликоподшипники, резьба и шпоночные пазы.
Шейки шпинделя. Износ шеек во многом зависит от их качества. Если шейки сырые, то износ может быть очень значительным и возможны большие задиры по окружности. Если конструкция шпинделя позволяет, шейку нужно проточить, прошлифовать и отполировать пастой ГОИ или жимками с мелким наждачным полотном, обильно смачивая при этом шейки маслом. Если нет шлифовальных станков, то шейки следует чисто обработать широким пружинящим резцом на токарном станке, снимая очень тонкую стружку, а потом отполировать до зеркального блеска.
Если шейки сырые, то износ может быть очень значительным и возможны большие задиры по окружности. Если конструкция шпинделя позволяет, шейку нужно проточить, прошлифовать и отполировать пастой ГОИ или жимками с мелким наждачным полотном, обильно смачивая при этом шейки маслом. Если нет шлифовальных станков, то шейки следует чисто обработать широким пружинящим резцом на токарном станке, снимая очень тонкую стружку, а потом отполировать до зеркального блеска.
Если уменьшить диаметр шейки нельзя, можно проточить ее и надеть на нее с горячей посадкой втулку из соответствующей стали. Если же это невозможно, то шпиндель нужно заменить новым.
При закаленных или азотированных шейках глубоких задиров не бывает. Обычно бывают риски и равномерный или неравномерный износ. В этих случаях шейки нужно шлифовать и полировать до зеркального блеска, но перед полированием необходимо проверить, не снят ли твердый слой весь или частями. Проверку можно произвести пробой мелким напильником. Если шейка мягкая, ее следует нахромировать тонким слоем (до 0,01—0,03 мм хрома). Если сталь шпинделя поддается закалке, шейки можно закалить токами высокой частоты. При невозможности повысить твердость шеек, вопрос о замене шпинделя нужно решать в зависимости от условий работы станка.
Если сталь шпинделя поддается закалке, шейки можно закалить токами высокой частоты. При невозможности повысить твердость шеек, вопрос о замене шпинделя нужно решать в зависимости от условий работы станка.
Конус шпинделя для центра или инструмента из-за небрежности рабочих часто забивается и теряет свою правильную форму. Происходит это также и от провертывания хвостовика инструмента или оправки. Проверить правильность конуса можно по калибру. Для этого нужно конус предварительно зачистить от забоин и прошлифовать наждачным полотном, а затем хорошо протереть, нанести на калибр вдоль образующих конуса три-четыре линии мелом, вставить калибр в конус шпинделя и осторожно несколько раз повернуть его. По тому, как будут стираться меловые черты на калибре, можно судить о правильности формы конуса шпинделя.
Если конус требуется прошлифовать, то лучше всего это делать на самом станке переносным шлифовальным приспособлением или в крайнем случае шабером вручную по калибру. Если же потребуется расточка конуса, то лучше растачивать под переходную втулку, у которой внутренний конус сделать стандартным, чтобы он годился для нормальных центров и оправок.
Если же потребуется расточка конуса, то лучше растачивать под переходную втулку, у которой внутренний конус сделать стандартным, чтобы он годился для нормальных центров и оправок.
Шпиндель токарного станка 16К20. Ремонт шпинделя токарного станка
Шпиндель — одна из ответственных деталей станка, от точности и жесткости которого зависит качество выполняемых на станке операций. Отклонения от формы и размеров поверхностей шпинделя допускаются в очень узком диапазоне, поэтому к ремонту шпинделей предъявляются повышенные требования. Определена специфика ремонта концов шпинделей, которые имеют коническое отверстие и резьбу, посадочную шейку или конус для базирования технологической оснастки. Если во время ремонта изменить размеры поверхностей конца шпинделя, то нужно будет менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить его в начальных размерах, особенно это касается поверхностей концов шпинделя.
Выбор способа восстановления основных поверхностей шпинделя производят в зависимости от величины их износа.
При износе поверхностей шпинделя до 0,05 мм на сторону вначале выполняют предварительное шлифование для восстановления геометрической формы поверхностей и хромирование, после чего окончательно шлифуют, снимая слой до 0,03 мм на сторону.
Поверхности шпинделей, имеющие износ более 0,05 мм на сторону, подвергают наращиванию металлом одним из известных способов, затем — механической обработке.
Коническое отверстие на конце шпинделя при восстановлении обычно шлифуют, затем торец шпинделя подрезают по конусному калибру. Торец фланца шпинделя также подрезают после восстановления шлифованием конусной посадочной шейки на конце шпинделя.
Резьбы у шпинделей при ремонте обычно прорезают до полного профиля, а нестандартные гайки к ним изготовляют заново.
При восстановлении шпинделей нужно выбирать такие способы ремонта, которые параллельно с восстановлением начальных размеров обеспечивали бы повышение износостойкости поверхностей.
Ремонтный чертеж шпинделя токарного станка показан на рис. 27. В табл. 14 приведен технологический маршрут ремонта шпинделя.
27. В табл. 14 приведен технологический маршрут ремонта шпинделя.
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Ремонт шпинделяHSD – Шпиндели HS
Шпиндели HSD – наиболее распространенный тип шпинделя, который мы ремонтируем. Стоимость ремонта обычно меньше стоимости замены картриджа. Кроме того, конечный результат восстановления будет иметь лучшую вибрацию. Некоторые шпиндели HSD имеют критическую скорость ниже 24 000 об/мин. Большинство шпинделей HSD будут иметь разный уровень вибрации при 18 000 и 24 000 об/мин из-за критической скорости.
Стоимость ремонта обычно меньше стоимости замены картриджа. Кроме того, конечный результат восстановления будет иметь лучшую вибрацию. Некоторые шпиндели HSD имеют критическую скорость ниже 24 000 об/мин. Большинство шпинделей HSD будут иметь разный уровень вибрации при 18 000 и 24 000 об/мин из-за критической скорости.
Обычные модели, которые мы ремонтируем : 915, 919, 929, 988, 779, 789, 951 и 959.
Бесплатная проверка: Шпиндели отправлены в HS. Шпиндели проверяются бесплатно.
Твердые котировки: Все представленные котировки являются твердыми котировками. Исключением из нашей политики твердых цен является отказ обмотки двигателя, который может произойти неожиданно. Доступны варианты ускорения.
Гарантия: На все шпиндели предоставляется гарантия один год. Стоимость замены подшипника не покрывается. Все гарантийные работы бесплатны. См. гарантию HSD внизу страницы.
Ниже приведены примеры распространенных проблем при ремонте
HSD имеют балансировочные винты в двух местах на каждом конце ротора. Они находятся непосредственно под обмотками статора. Эти винты могут со временем ослабнуть и тереться об обмотки. Шпиндель будет продолжать работать до тех пор, пока винт не будет стерт в пыль или обмотки не будут повреждены. Если вовремя не заметить, это может привести к дорогостоящей перемотке статора. Если в вашем шпинделе внезапно повысилась вибрация или шум, это может быть связано с ослаблением винта.
Они находятся непосредственно под обмотками статора. Эти винты могут со временем ослабнуть и тереться об обмотки. Шпиндель будет продолжать работать до тех пор, пока винт не будет стерт в пыль или обмотки не будут повреждены. Если вовремя не заметить, это может привести к дорогостоящей перемотке статора. Если в вашем шпинделе внезапно повысилась вибрация или шум, это может быть связано с ослаблением винта.
Также обратите внимание на фреттинг-коррозию опоры подшипника. Это связано с разболтанностью и отсутствием противозадирных свойств. Цилиндрические посадки проверяются и ремонтируются, чтобы исключить истирание и ненужный нагрев.
Шпиндели HSD имеют конец дышла, который выглядит следующим образом. Со временем дышло может изнашивать направляющую втулку. Это откроет зазор для направляющей, и вибрация увеличится в геометрической прогрессии. Было обнаружено, что некоторые новые шпиндели не имеют заводской смазки. В конце концов дышло смещается от центра и начинает трещать во время смены инструмента. Вибрация резко возрастет и разрушит задние подшипники. Кроме того, по мере ухудшения состояния датчики теряют связь с дышлом и могут соприкасаться с дышлом. Этот сбой чтения вызовет коды ошибок ПЛК.
Вибрация резко возрастет и разрушит задние подшипники. Кроме того, по мере ухудшения состояния датчики теряют связь с дышлом и могут соприкасаться с дышлом. Этот сбой чтения вызовет коды ошибок ПЛК.
Это дышло снято со шпинделя, которому меньше двух лет. Смазки похоже нет с завода. Коррозия и отсутствие смазки быстро изнашивают эти детали. Самым большим показателем будет сильная вибрация в задней части шпинделя и неустойчивая функция смены инструмента. Чем дольше он эксплуатировался таким образом, тем больше причинялось вреда. Единственный способ исправить это — хромировать дышло или заменить его. Мы производим тяги HSD, в настоящее время для моделей ES919 и 988A.
Это типично для дышла HSD. Они будут одеваться на пружинное сиденье. В конце концов, залипание и выскакивание сказываются на резьбе захвата и обрывают резьбу на выступе резьбы на конце дышла. Это может быть очень опасным отказом, так как инструмент может вылететь на высокой рабочей скорости. Мы продаем новые тяги, изготовленные из термообработанной легированной стали.
Это задняя часть шпинделя 789, одной из самых красивых моделей HSD на рынке. Этот блок поставляется с энкодером, что усложняет ремонт. HSD выдает предупреждения не о ремонте картриджа, а о его замене. Мы успешно отремонтировали многие из них без каких-либо проблем. 789входит в наш список шпинделей, которые необходимо подвергнуть обратному инжинирингу и предложить замену. Следите за обновлениями по этому вопросу. Обычно мы можем перепроектировать шпиндель примерно за 75% стоимости замены. Это будет сделано в Америке и будет иметь гораздо лучшую поддержку клиентов.
Мы также ремонтируем шпиндели с ручной сменой инструмента. Клиентам предоставляется выбор стальных или керамических шарикоподшипников. Мы используем подшипники GMN немецкого производства с точностью ABEC 7. На шпиндели предоставляется 6-месячная гарантия с тем же покрытием, что и HSD. Выдержка из руководства HSD приведена ниже.
Ремонтируем все марки и модели. 915, 919, 929, 988, 789 и более новые версии с датчиками нового типа.
Непосредственно из руководства HSD 1.12 Условия гарантии
Компания HSD S.p.A. гарантирует, что электрошпиндель прошел проверку на своем заводе с положительным результатом.
Гарантийные работы выполняются бесплатно на объектах HSD S.p.A., транспорт за счет заказчика; HSD S.p.A. не несет ответственности за прекращение производства в течение гарантийного срока.
Гарантия не распространяется на неисправности, вызванные естественным износом тех частей, которые по своей природе подвержены быстрому и постоянному износу (например, прокладки, ремни, подшипники и т. д.). в частности, HSD S.p.A. не дает никаких гарантий в отношении срока службы подшипников, так как он зависит от различных факторов, в том числе: степени балансировки инструментов, типов операций обработки, столкновений и/или механических напряжений, превышающих значения, указанные производитель.
Детали HSD производства HS Spindles ниже:
Дышло HSD 915 P/N 915DB
HSD 915A Дышло P/N 915DB
Замена для шпинделей HSD ES 915.
1-714-307-2332
или отправьте запросы на [email protected]
$ 900,00HSD 951 Bolt P/N 951AB
HSD 951 Bolt P/N 951AB
HSD 951 Bolt P/N 951AB
HSD 951 Actuator P/N 951AB
HSD 951 Actuator P/N 951AB
HSD 951 Actuator P/N 951AB
HSD 951. Шпиндели ES 951 и 959.
1-714-307-2332
или отправить запрос на [email protected]
300,00 $HSD 988A Дышло P/N 988ADB
HSD 988A Дышло P/N 988ADB
Замена для шпинделей HSD 988A.
1-714-307-2332
или отправить запрос на [email protected]
$900.00

Информация о ремонте шпинделя | Excellon Automation
Какие шпиндели вы ремонтируете?
Наши специалисты, сертифицированные OEM, прошедшие обучение на заводе, ремонтируют все шпиндели Westwind Air Bearing, используемые на сверлильных и фрезерных станках Excellon, включая шпиндели 80k D/R, 110k, 125k, 170k и 180k. Мы также ремонтируем шпиндели с шариковыми подшипниками Excellon, включая модели 420, 820, 880 и 1010.
Мы также ремонтируем шпиндели с шариковыми подшипниками Excellon, включая модели 420, 820, 880 и 1010.
Как отправить шпиндель на ремонт?
Вы можете позвонить в отдел запасных частей Excellon по телефону 1-800-EXCELLON, чтобы получить RMA #, прежде чем отправить шпиндель на ремонт, или вы можете просто отправить шпиндель в Excellon, Attn: Spindle Repair. Если вы ранее ремонтировали шпиндель в компании Excellon, вы можете использовать этикетку с предоплатой доставки UPS, которая была включена в коробку, когда мы возвращали шпиндель.
Сколько это стоит?
Стоимость ремонта каждого шпинделя определяется путем определения того, какие детали повреждены и должны быть заменены, чтобы ваш отремонтированный шпиндель соответствовал исходным заводским спецификациям или превосходил их. Прежде чем Excellon начнет ремонт, вы получите оценку и предложение.
Сколько времени занимает ремонт?
Мы прилагаем все усилия, чтобы выполнить ремонт шпинделя и вернуть его вам как можно быстрее. Мы стремимся завершить все оценки и предоставить вам письменную оценку и предложение в течение 2 дней после получения шпинделя. Мы прилагаем все усилия, чтобы ремонт был завершен и отправлен в течение 1 недели с момента получения неисправного шпинделя.
Мы стремимся завершить все оценки и предоставить вам письменную оценку и предложение в течение 2 дней после получения шпинделя. Мы прилагаем все усилия, чтобы ремонт был завершен и отправлен в течение 1 недели с момента получения неисправного шпинделя.
Если мне срочно понадобится замена шпинделя, что мне делать?
Если вам срочно требуется сменный шпиндель, мы предлагаем нашу программу экспресс-ремонта шпинделя, в рамках которой мы можем отправить сменный шпиндель, как правило, в тот же день, и оценить поврежденный шпиндель, чтобы определить стоимость ремонта. Позвоните в службу поддержки клиентов Excellon, чтобы воспользоваться программой экспресс-ремонта.
Какая у вас гарантия?
Мы предоставляем расширенную 180-дневную гарантию на ВСЕ наши отремонтированные шпиндели, которая распространяется на неисправности, связанные с деталями и качеством изготовления. Дополнительные сведения см. в стандартной гарантии Excellon на нашем веб-сайте.
Как вы обеспечиваете качество ремонта шпинделя?
Весь ремонт шпинделя выполняется нашими сертифицированными OEM-специалистами, прошедшими обучение на заводе-изготовителе в соответствии с нашим процессом сертификации качества, состоящим из 70 пунктов. Мы подтверждаем нашу исключительную работу 180-дневной гарантией на ВСЕ наши отремонтированные шпиндели. Мы восстанавливаем все шпиндели, чтобы они соответствовали оригинальным заводским спецификациям или превышали их.
Мы подтверждаем нашу исключительную работу 180-дневной гарантией на ВСЕ наши отремонтированные шпиндели. Мы восстанавливаем все шпиндели, чтобы они соответствовали оригинальным заводским спецификациям или превышали их.
Почему ваш ремонт дороже, чем у некоторых других?
Одним словом КАЧЕСТВО! Наши специалисты, сертифицированные OEM, выполняют ВСЕ ремонтные работы, используя ТОЛЬКО детали, сертифицированные OEM. Мы используем процесс сертификации качества по 70 пунктам, чтобы гарантировать, что ваши отремонтированные шпиндели будут соответствовать или превосходить исходные заводские спецификации. Мы также принимаем дополнительные меры, такие как замена всех уплотнительных колец на вашем шпинделе, чтобы увеличить срок службы и производительность вашего отремонтированного шпинделя. Мы настолько уверены в своем качестве, что предлагаем расширенную 180-дневную гарантию на каждый шпиндель.
Какие еще услуги вы предоставляете при ремонте шпинделя?
- Письменное подробное предложение и анализ вашего шпинделя будут предоставлены вам после оценки вашего шпинделя.
- Все отремонтированные шпиндели соответствуют первоначальным заводским спецификациям или превосходят их.
- Полная замена всех уплотнительных колец при каждом ремонте.
- Опираясь на наши глубокие знания станков Excellon, мы также можем порекомендовать регулировку или ремонт станков, чтобы продлить срок службы шпинделя.
- Мы заинтересованы в повышении производительности машины Excellon при снижении стоимости владения.

Почему я должен пользоваться услугами по ремонту шпинделей Excellon?
Excellon обеспечивает высочайшее качество ремонтных работ нашими сертифицированными OEM-специалистами, прошедшими обучение на заводе-изготовителе, которые используют ТОЛЬКО OEM-сертифицированные детали. Excellon восстанавливает ваш шпиндель, чтобы он соответствовал исходным заводским спецификациям или превосходил их, и подкрепляет эту работу 180-дневной гарантией на ремонт и глубоким знанием станков Excellon. Наша цель – предложить вам ремонт шпинделя самого высокого качества в отрасли по самой доступной цене. Мы также опираемся на наши глубокие знания станков Excellon, мы также можем порекомендовать регулировку или ремонт станка, чтобы продлить срок службы шпинделя. Мы заинтересованы в том, чтобы поддерживать высокую производительность машины Excellon при снижении стоимости владения.
Мы также опираемся на наши глубокие знания станков Excellon, мы также можем порекомендовать регулировку или ремонт станка, чтобы продлить срок службы шпинделя. Мы заинтересованы в том, чтобы поддерживать высокую производительность машины Excellon при снижении стоимости владения.
Как узнать, что не так с моим шпинделем?
После оценки вашего шпинделя мы предоставим вам твердое предложение с подробной информацией, включая подробный анализ неисправностей, детали, требующие замены, заметки наших технических специалистов о ремонте вашего шпинделя и предполагаемое время ремонта.
Как узнать, что вы заменили/отремонтировали на моем шпинделе?
После оценки вашего шпинделя мы предоставим вам твердое предложение, включающее подробный анализ неисправностей и список деталей, требующих замены. Мы также заменим несколько других деталей по мере необходимости, включая все уплотнительные кольца, которые не будут указаны в предложении. Стоимость этих других запасных частей включена в стандартную плату за ремонт шпинделя.
Взимаете ли вы плату за оценку?
№
Какое обучение прошли ваши сотрудники по ремонту шпинделей?
Наши технические специалисты имеют большой опыт работы на заводе и сертифицированы OEM. Их обширные знания о станках Excellon и ремонте шпинделей дают нашим клиентам преимущество в получении самого высокого качества ремонта шпинделей в отрасли.
Можете ли вы отремонтировать шпиндели от машин, отличных от Excellon?
В настоящее время мы решили сосредоточить наши знания об оборудовании Excellon, ремонтируя только шпиндели станков Excellon.
Покрывает ли бесплатная доставка в тот же день с заменой шпинделя стоимость обратной отправки сердечника?
Наша бесплатная доставка распространяется ТОЛЬКО на новый шпиндель, отправленный вам. Если вы заказываете другие детали со сменным шпинделем, мы вычтем стоимость доставки шпинделя из общей стоимости доставки, указанной в вашем счете.
Сколько кредитов вы предоставляете за возвращенное ядро?
Позвоните в службу поддержки клиентов Excellon или проверьте Partlink на нашем веб-сайте, чтобы узнать основные значения по модели шпинделя.