Револьверная головка BWD
Применяемость. Данная серия револьверных головок является одной из основных частей токарных станков с ЧПУ. Благодаря жесткой фиксации инструментального диска данной револьверной головки она может применяется для нарезания резьбы, расточки внутренних отверстий, проточке пазов и т.д. Револьверная головка серии BWD применяется для оснащения промышленных станков, металлургических предприятий и так далее.Особенности. Револьверная головка BWD- это новый продукт с электроприводом от компании Yaxing, удовлетворяющий спрос клиентов в области металлообработки и других областей промышленности. Высота центров револьверного диска соответствует международным стандартам. Использование циклоидного мотор-редуктора позволяет быстро производить смену инструмента с фиксацией револьверного диска. Также револьверная головка BWD имеет компактную структуру и хороший внешний вид. Конструкцией револьверной головки предусмотрена возможность подведения охлаждающей жидкости к режущему инструменту.
| Параметры | ед.изм. | модель | |||
| Высота центра | мм | 63 | 80 | 100 | 125 |
| Количество позиций инструмента | шт | 6;8 | |||
| Размер сечения резца | мм | 25 | |||
| Время индексирования 45° | сек. | 1.8 | 1.8 | 2.1 | 3.2 |
| Время индексирования 180° | сек. | 2.9 | 2.9 | 3.2 | 5. 0 0 |
| Макс. крутящий момент по касательной | KNm | 0.7 | 1.4 | 3.0 | 3.2 |
| Макс. осевого крутящего момента | KNm | 0.8 | 1.6 | 3.5 | 3.4 |
| Макс. Крутящий момент смещения | Nm | 10 | 12 | 25 | 40 |
| Точность повторяемости | мм | 0,005 | |||
| Точность индексирования | сек. | ±7 | |||
| Мощность двигателя | Вт | 90 | 140 | ||
| Скорость двигателя | об/мин | 900 | 1400 | ||
| Вес нетто (без диска инструмента) | кг | 35 | 50 | 80 | 120 |
Револьверные головки LIO SHING для станков с ЧПУ
Револьверная головка или голова это инструментальная система токарного станка, которая несет функцию хранения и выбора инструмента для последующей обработки. В револьверной головке устанавливают и закрепляют несколько инструментов или инструментальных приводных блоков с вращающимися инструментами, будь то фрезы, метчики, развертки, сверла, центровки, цековки, зенкера и т.д.
В револьверной головке устанавливают и закрепляют несколько инструментов или инструментальных приводных блоков с вращающимися инструментами, будь то фрезы, метчики, развертки, сверла, центровки, цековки, зенкера и т.д.
Смена инструмента и его позиционирование в рабочую позицию осуществляется путем ее поворота автоматически по управляющей программе УП или принудительно кнопкой в режиме отладки или настройки станка. Револьверные головки могут иметь 4, 5, 6, 12, 16 позиций (граней), могут оснащаться сдвоенными инструментальными дисками для главного шпинделя и противошпинделя.
Типы револьверных головок Сегодня выделяют два основных типа крепления инструментальных блоков: – европейская система крепления VDI с типами размерности 16, 20, 30, 40, 50, что соответствует посадочному диаметру блока;
– азиатская система крепления BMT с типами размерности 45, 55, 65, 75, 85, что также соответствует посадочному диаметру блока.
Достоинства револьверных головок: простота конструкции, небольшие затраты времени на смену инструмента (2.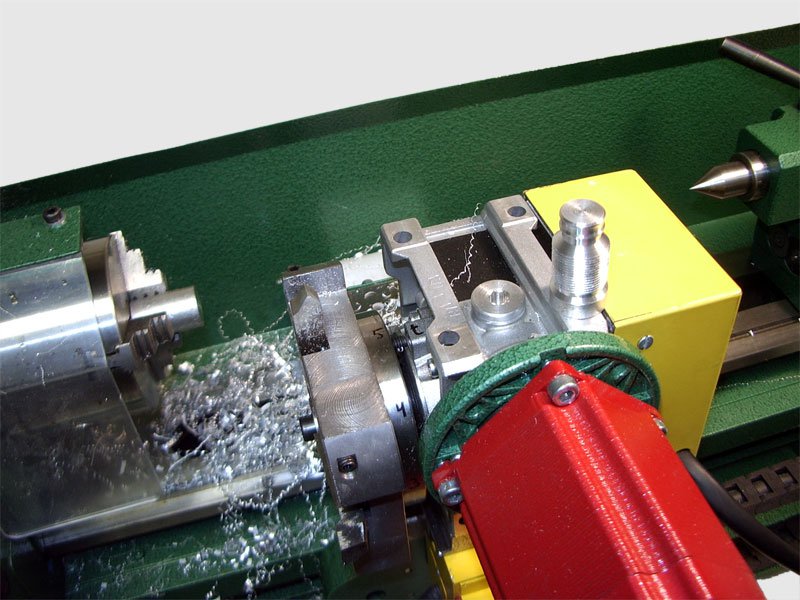
Револьверными головками оснащают токарные автоматы, агрегатные станки, токарные, вертикально-сверлильные и вертикально-фрезерные станки с ЧПУ.
Инструменты, закрепленные непосредственно в револьверной головке (резцы, сверла и др.), в процессе обработки детали вращаются или остаются статичными (неподвижными). Инструментальный шпиндель или приводной блок, находящийся на рабочей позиции головки, приводится во вращение, а резьбонарезной также и реверсируется.
Оси инструментов могут быть направлены радиально, параллельно оси головки, под углом к ней. В последнем случае число позиций в головке может быть увеличено, так как расположение инструментов, соседних по отношению к находящемуся в рабочей позиции, позволяет увеличить длину рабочего хода головки. В револьверных головках станков типа ‘многоцелевой станок” инструменты устанавливаются как в радиальном направлении, так и в осевом.
Применяются комбинации двух револьверных головок, которые могут быть расположены концентрично или эксцентрично.![]()
Эта же цель достигается путем размещения двух револьверных головок на одном суппорте, на двух отдельных суппортах, находящихся на одних салазках, или на разных салазках.
Механизмы делительного вращательного движения.
Для поворота или индексации револьверной головки применяются электрический, гидравлический, пневматический привод и их комбинации. В состав привода позиционирования могут входить: двигатель (электрический, гидравлический, пневматический), передаточный механизм (зубчатая или червячная передача) и делительный механизм (кулачковый, мальтийский, зубчато-рычажный в сочетании с гидроцилиндром. Делительные механизмы обеспечивают поворот револьверной головки на определенный постоянный угол и обычно применяются в станках, работающих по жесткой программе в массовом производстве. В станках с ЧПУ при необходимости поворота револьверной головки на различные углы, задаваемые программой, и вращения без остановок в промежуточных позициях применяются механизмы с управляемым жестким упором ударного действия или с упором, вводимым в гнездо; упоры могут одновременно служить фиксаторами.
Автоматическая револьверная головка
- Запатентованный пневматический механизм
- Произведено в Чехии
- Высокая воспроизводимость точности
- До 8 инструментов
- Быстрая автоматическая смена инструмента
- Компактная конструкция для установки даже на небольших токарных станках
- Установка на плату управления: 1 вход и 1 выход
- Для токарных станков с управлением Mach4, быстрая установка
НДС = Налог на добавленную стоимость Налог на потребление в Европе, Японии и других странах
Например, в Канаде это называется: налог на товары и услуги = GST
Стоимость транспортировки индивидуальна.
Стоимость доставки в страны ЕС 27 евро.

В другие страны стоимость доставки примерно 100 евро.
Автоматическая револьверная головка ALTAROS предназначена для быстрой смены до восьми инструментов на классическом токарном станке или токарном станке с ЧПУ. Позиционирование инструментов осуществляется с помощью электромагнитного клапана, управляемого вручную или по программе. Автоматическая револьверная головка предназначена в первую очередь для программы MACH 3.
Даже классический токарный станок можно преобразовать в автоматический станок с ЧПУ с компьютерным управлением, что особенно выгодно для предпринимателей и мастеров, которые не могут позволить себе дорогой обрабатывающий центр с ЧПУ. Благодаря возможности автоматической смены инструмента скорость обработки снижается по разумной цене. Это усовершенствование также можно использовать для токарных станков малого и среднего размера. Автоматическая инструментальная головка — это полупрофессиональное решение, которое значительно повышает эффективность работы.
Револьверная головка позволяет подавать СОЖ непосредственно на режущую кромку во время обработки. Для индивидуальных потребностей ваших инструментов предусмотрены пластины для принадлежностей и инструкции по изготовлению собственных принадлежностей, которые доставят вам охлаждающую жидкость именно туда, где она вам нужна.
Инструменты вращаются по часовой стрелке, а позиции инструментов пронумерованы.
Внутренний механизм содержит минимум движущихся частей и управляется простой электроникой, поэтому автоматическая головка не подвержена сбоям. Запатентованный механизм приводится в действие сжатым воздухом, что обеспечивает высокую жесткость головки инструмента благодаря высокому пневматическому усилию. Это обеспечивает высокую воспроизводимость точности и легкую смену инструмента. Кроме того, вся машина очень компактна и может быть размещена на токарных станках меньшего размера.
Это обеспечивает высокую воспроизводимость точности и легкую смену инструмента. Кроме того, вся машина очень компактна и может быть размещена на токарных станках меньшего размера.
Механическая обработка — Высокая повторяемость
Ручное управление и обработка с ЧПУ
Для управления с помощью программного обеспечения Mach4 головка револьверной головки использует модифицированный макрос, который управляет сменой инструмента и может предотвратить некоторые ошибки оператора.
Уведомление
Размер качающейся направляющей должен быть больше 85,5 мм/3,3694 дюйма!
Любой, кто хочет получить этот продукт, должен быть в состоянии изготовить или иным образом получить нестандартную опорную плиту, которая будет прикреплена к салазкам их типа токарного станка. Чертеж пластины есть в руководстве пользователя. Высота и приставка индивидуальны для каждого станка.
Чертеж пластины есть в руководстве пользователя. Высота и приставка индивидуальны для каждого станка.
Для индивидуальных потребностей клиентов мы оставляем, какие инструменты они будут использовать и какой высоты будут кубы инструментов. Вы не должны превышать рекомендуемое усилие резания 500 Н. Кубики инструментов должны быть изготовлены в соответствии с потребностями и размерами инструментов. Кубики должны быть изготовлены из дюралюминия. Не рекомендуется сильно неравномерно нагружать головку башни. Чертеж есть в руководстве пользователя.
Скачать последнюю версию РУКОВОДСТВО высокого разрешения с цветными картинками ЗДЕСЬ .
Скачать управляющий макрос M6 ЗДЕСЬ .
Использование на ЧПУ Хотя мы поставляем продукт с подробными инструкциями и необходимым программным дополнением: макрос, управляющий сменой инструмента. Установка требует некоторых технических и компьютерных навыков. Поэтому важно перед тем, как заказать его, прочитать руководство пользователя, подходит ли вам этот товар и сможете ли вы ввести его в эксплуатацию.
Поэтому важно перед тем, как заказать его, прочитать руководство пользователя, подходит ли вам этот товар и сможете ли вы ввести его в эксплуатацию.
- Рекомендуемое давление 4–4,2 бар / 58–60 фунтов на кв. дюйм, макс. 5 бар / 72 фунта на кв. дюйм
- Напряжение 12 В пост. тока
- Рекомендуемая сила резания 500 Н, МАКС. 650 Н
- Точность +- 0,01 мм / 0,0004 дюйма
- Высота оси (высота тултипа) без базовой монтажной пластины 64,5 мм / 2,5394 дюйма
- Держатель инструмента на 8 инструментов (непосредственно для передних инструментов 12×12 мм, инструменты других форм фиксируются по внешнему краю в специальных приспособлениях)
- Управление вручную/автоматическими программами Mach4
- Время изменения одной позиции 1,3 секунды
Упаковка:
- Упакован в прочный деревянный ящик и привинчен ко дну.
- 11 х 9 х 9 дюймов
- Вес: 6,5 кг
Материал
Сочетание авиационного алюминиевого сплава и стали придает ему прочность и малый вес.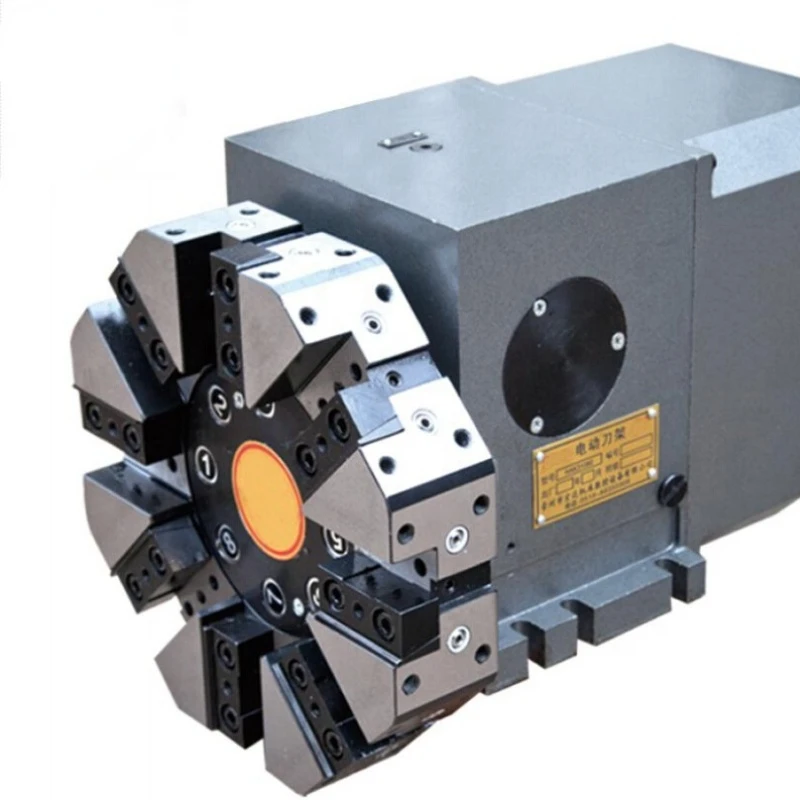
Содержимое упаковки
- Автоматическая токарная головка ALTAROS на 8 инструментов
- 4 винта
- Инструкция по применению
- 3 пластины для направления СОЖ на режущую кромку
Гарантия 2 года
На механических частях (не расходных материалах) при надлежащем обслуживании и обращении.
Инструменты и наборы инструментов для крепления по внешнему периметру револьверной головки в комплект не входят!
Токарно-карусельный станок EISEN CHR-68DT с 8-позиционной револьверной головкой (патрон типа HC) – Eisen Machinery Inc
Eisen Machinery
20 800,00 долл. США 26 752,50 долл. США
Название по умолчанию – 20 800,00 долларов США
Количество
уже заказан
Цифровая резьба
Цифровая резьба делает нарезание резьбы на патронном токарном станке проще, чем когда-либо
Цифровая резьба оснащена сенсорным ЖК-дисплеем для выбора шага резьбы. Выберите целевой TPI или шаг в миллиметрах на экране , установите скорость вращения шпинделя и начните нарезание резьбы, как на обычных токарных станках.
Выберите целевой TPI или шаг в миллиметрах на экране , установите скорость вращения шпинделя и начните нарезание резьбы, как на обычных токарных станках.
Простой Без резьбовой насадки. Редуктор без резьбы. Меньше движущихся частей, бесшумная работа, не требующая обслуживания конструкция.
Конструкция с сервоприводом
Внутренний серводвигатель приводит в движение ходовой винт, поэтому скорость подачи синхронизируется пропорционально скорости вращения шпинделя.
Основные характеристики
- Выбег шпинделя в пределах 50 миллионных долей дюйма
- Закаленный и прецизионно отшлифованный шпиндель с цанговым наконечником 5C
- Шпиндель на прецизионных радиально-упорных шарикоподшипниках с предварительным натягом
- Револьверная головка на восемь позиций с предварительно нагруженным шарикоподшипником
- Опорная поверхность направляющих скольжения Turcite-B между кареткой и станиной
- Направляющая станины из закаленной и прецизионно отшлифованной легированной стали
- Быстрозажимной цанговый патрон одним движением
- Восьмипозиционный упор каретки
- Носовой шпиндель с резьбой
Технические характеристики зажимного станка EISEN CHR-68DT
| ОПИСАНИЕ | ЧР-68ДТ | |
| Вместимость шпинделя | С кулачковыми патронами | 6 дюймов |
| С разжимными цангами | 3 дюйма | |
| С круглыми цангами 5C | 1 1⁄16” | |
| С цангами Hexagon 5C | 7⁄8” | |
| С квадратными цангами 5C | 3⁄4” | |
| С ступенчатыми патронами | 1 1⁄16” ~ 6” | |
| Качели над кроватью | 13” | |
| Отверстие шпинделя | 1¼” 5C (1 1⁄ 16”) | |
| Диаметр вершины шпинделя | 2,189 дюйма | |
| Резьба на шпинделе | 2 3⁄16”, 10 с правой резьбой | |
| Диапазон скорости вращения шпинделя (переменная) | 0 ~ 4000 об/мин | |
| Диапазон подачи мощности каретки (в минуту) | ¼” ~ 10” | |
| Диапазон подачи мощности с поперечными суппортами (в минуту) | 1 1⁄32”~ 6 ¼” | |
| Поперечный ход | 4 ½” | |
| Длина кровати | 43 ½” | |
Макс. | ||