Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| |||||
 откл.
откл. Подбор диаметров сверл под резьбу
Просмотров 3 Опубликовано Обновлено
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Рекомендации по созданию
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.


Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол — 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Как правильно подобрать сверло под метчик? — РИНКОМ
Содержание
- Особенности выбора сверла под метчик
- Диаметр предварительного отверстия для метрических метчиков
- Как подобрать сверло под бесстружечный метчик
- Диаметры сверл для трубных (дюймовых) метчиков
- Как подобрать сверла под метчики UNC/UNF
- Диаметры сверл под трапецеидальную резьбу
- Где купить сверла для нарезания черновой резьбы под метчик?
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта. Однако если материал тверже, используйте твердосплавное сверло.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т. п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.
 Однако если материал тверже, используйте твердосплавное сверло.
Однако если материал тверже, используйте твердосплавное сверло.В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Диаметр предварительного отверстия для метрических метчиков
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.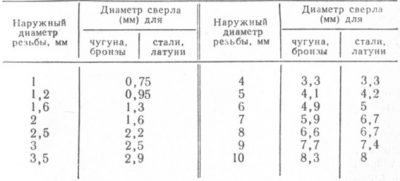
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
|
Метчик (резьба/основной шаг) |
Диаметр отверстия (⌀ сверла), мм |
|
М3х0,5 |
2,5 |
|
М4х0,7 |
3,3 |
|
М5х0,8 |
4,2 |
|
М6х1,0 |
5,0 |
|
М8х1,25 |
6,8 |
|
М10х1,5 |
8,5 |
|
М12х1,75 |
10,2 |
|
М14х2,0 |
12,0 |
|
М16х2,0 |
14,0 |
|
М18х2,5 |
15,4-15,6 |
|
М20х2,5 |
17,4-17,6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
|
М |
Шаг, мм |
Внутренний диаметр резьбы гайки, мм
(доп. |
Диаметр сверла, мм (по DIN336) |
|
1 |
0,25 |
*0,774 |
0,75 |
|
1,1 |
0,25 |
*0,874 |
0,85 |
|
1,2 |
0,25 |
*0,974 |
0,95 |
|
1,4 |
0,3 |
*1,128 |
1,1 |
|
1,6 |
0,35 |
1,321 |
1,25 |
|
1,8 |
0,35 |
1,521 |
1,45 |
|
2 |
0,4 |
1,679 |
1,6 |
|
2,2 |
0,45 |
1,838 |
1,75 |
|
2,5 |
0,45 |
2,138 |
2,05 |
|
3 |
0,5 |
2,599 |
2,5 |
|
3,5 |
0,6 |
3,010 |
2,9 |
|
4 |
0,7 |
3,422 |
3,3 |
|
4,5 |
0,75 |
3,878 |
3,7 |
|
5 |
0,8 |
4,334 |
4,2 |
|
6 |
1 |
5,153 |
5,0 |
|
7 |
1 |
6,153 |
6,0 |
|
8 |
1,25 |
6,912 |
6,8 |
|
9 |
1,25 |
7,912 |
7,8 |
|
10 |
1,5 |
8,676 |
8,5 |
|
11 |
1,5 |
9,676 |
9,5 |
|
12 |
1,75 |
10,441 |
10,2 |
|
14 |
2 |
12,210 |
12,0 |
|
16 |
2 |
14,210 |
14,0 |
|
18 |
2,5 |
15,744 |
15,5 |
|
20 |
2,5 |
17,744 |
17,5 |
|
22 |
2,5 |
19,744 |
19,5 |
|
24 |
3 |
21,252 |
21,0 |
|
27 |
3 |
24,252 |
24,0 |
|
30 |
3,5 |
26,771 |
26,5 |
|
33 |
3,5 |
29,771 |
29,5 |
|
36 |
4 |
32,270 |
32,0 |
|
39 |
4 |
35,270 |
35,0 |
|
42 |
4,5 |
37,799 |
37,5 |
|
45 |
4,5 |
40,799 |
40,5 |
|
48 |
5 |
43,297 |
43,0 |
|
52 |
5 |
47,297 |
47,0 |
|
56 |
5,5 |
50,796 |
50,5 |
|
60 |
5,5 |
54,796 |
54,5 |
|
64 |
6 |
58,305 |
58,0 |
|
68 |
6 |
62,305 |
62,0 |
 по ISO2 – 6H)
по ISO2 – 6H)
*Поле допуска по ISO1 – 4H.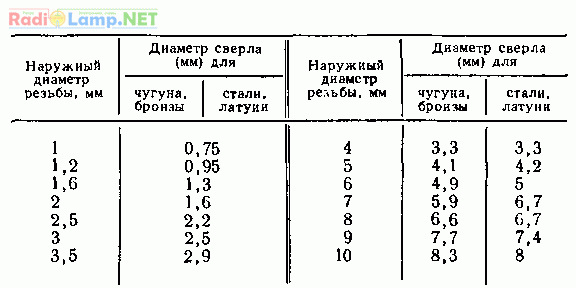
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
|
МхШаг |
Внутренний диаметр резьбы гайки, мм (доп. по ISO2 – 6H) |
Диаметр сверла, мм (по DIN336) |
|
МхШаг |
Внутренний диаметр резьбы гайки, мм (доп. по ISO2 – 6H) |
Диаметр сверла, мм (по DIN336) |
|
2×0,25 |
*1,774 |
1,75 |
24×1 |
23,153 |
23 |
|
|
2,2×0,25 |
*1,974 |
1,95 |
24×1,5 |
22,676 |
22,5 |
|
|
2,3×0,25 |
2,071 |
2,05 |
24×2 |
22,210 |
22 |
|
|
2,5×0,35 |
*2,184 |
2,15 |
25×1 |
24,153 |
24 |
|
|
2,6×0,35 |
2,252 |
2,2 |
25×1,5 |
23,676 |
23,5 |
|
|
3×0,35 |
*2,684 |
2,65 |
26×1,5 |
24,676 |
24,5 |
|
|
3,5×0,35 |
*3,184 |
3,15 |
27×1,5 |
25,676 |
25,5 |
|
|
4×0,35 |
*3,684 |
3,65 |
27×2 |
25,210 |
25,0 |
|
|
4×0,5 |
3,599 |
3,5 |
28×1,5 |
26,676 |
26,5 |
|
|
5×0,5 |
4,599 |
4,5 |
28×2 |
26,210 |
26,0 |
|
|
6×0,5 |
5,599 |
5,5 |
30×1 |
29,153 |
29,0 |
|
|
6×0,75 |
5,378 |
5,2 |
30×1,5 |
28,676 |
28,5 |
|
|
7×0,75 |
6,378 |
6,2 |
30×2 |
28,210 |
28,0 |
|
|
8×0,5 |
7,599 |
7,5 |
32×1,5 |
30,676 |
30,5 |
|
|
8×0,75 |
7,378 |
7,2 |
33×1,5 |
31,676 |
31,5 |
|
|
8×1 |
7,153 |
7,0 |
33×2 |
31,210 |
31,0 |
|
|
9×0,75 |
8,378 |
8,2 |
34×1,5 |
32,676 |
32,5 |
|
|
9×1 |
8,153 |
8,0 |
35×1,5 |
33,676 |
33,5 |
|
|
10×0,5 |
9,599 |
9,5 |
36×1,5 |
34,676 |
34,5 |
|
|
10×0,75 |
9,378 |
9,2 |
36×2 |
34,210 |
34,0 |
|
|
10×1 |
9,153 |
9,0 |
36×3 |
33,252 |
33,0 |
|
|
10×1,25 |
8,912 |
8,8 |
38×1,5 |
36,676 |
36,5 |
|
|
11×1 |
10,153 |
10,0 |
39×1,5 |
37,676 |
37,5 |
|
|
12×0,75 |
11,378 |
11,2 |
39×2 |
37,210 |
37,0 |
|
|
12×1 |
11,153 |
11,0 |
39×3 |
36,252 |
36,0 |
|
|
12×1,25 |
10,912 |
10,8 |
40×1,5 |
38,676 |
38,5 |
|
|
12×1,5 |
10,676 |
10,5 |
40×2 |
38,210 |
38,0 |
|
|
13×1 |
12,153 |
12,0 |
40×3 |
37,252 |
37,0 |
|
|
14×1 |
13,153 |
13,0 |
42×1,5 |
40,676 |
40,5 |
|
|
14×1,25 |
12,912 |
12,8 |
42×2 |
40,210 |
40,0 |
|
|
14×1,5 |
12,676 |
12,5 |
42×3 |
39,252 |
39,0 |
|
|
15×1 |
14,153 |
14,0 |
45×1,5 |
43,676 |
43,5 |
|
|
15×1,5 |
13,676 |
13,5 |
45×2 |
43,210 |
43,0 |
|
|
16×1 |
15,153 |
15,0 |
45×3 |
42,252 |
42,0 |
|
|
16×1,5 |
14,676 |
14,5 |
48×1,5 |
46,676 |
46,5 |
|
|
18×1 |
17,153 |
17,0 |
48×2 |
46,210 |
46,0 |
|
|
18×1,5 |
16,676 |
16,5 |
48×3 |
45,252 |
45,0 |
|
|
18×2 |
16,210 |
16,0 |
50×1,5 |
48,676 |
48,5 |
|
|
20×1 |
19,153 |
19,0 |
50×2 |
48,210 |
48,0 |
|
|
20×1,5 |
18,676 |
18,5 |
50×3 |
47,252 |
47,0 |
|
|
20×2 |
18,210 |
18,0 |
52×1,5 |
50,676 |
50,5 |
|
|
22×1 |
21,153 |
21,0 |
52×2 |
50,210 |
50,0 |
|
|
22×1,5 |
20,676 |
20,5 |
52×3 |
49,252 |
49,0 |
|
|
22×2 |
20,210 |
20,0 |
63×1,5 |
61,676 |
61,5 |
Важно! Чтобы без таблицы понять, какое сверло под метчик подойдет оптимально, необходимо из номинального диаметра резьбы вычесть его шаг.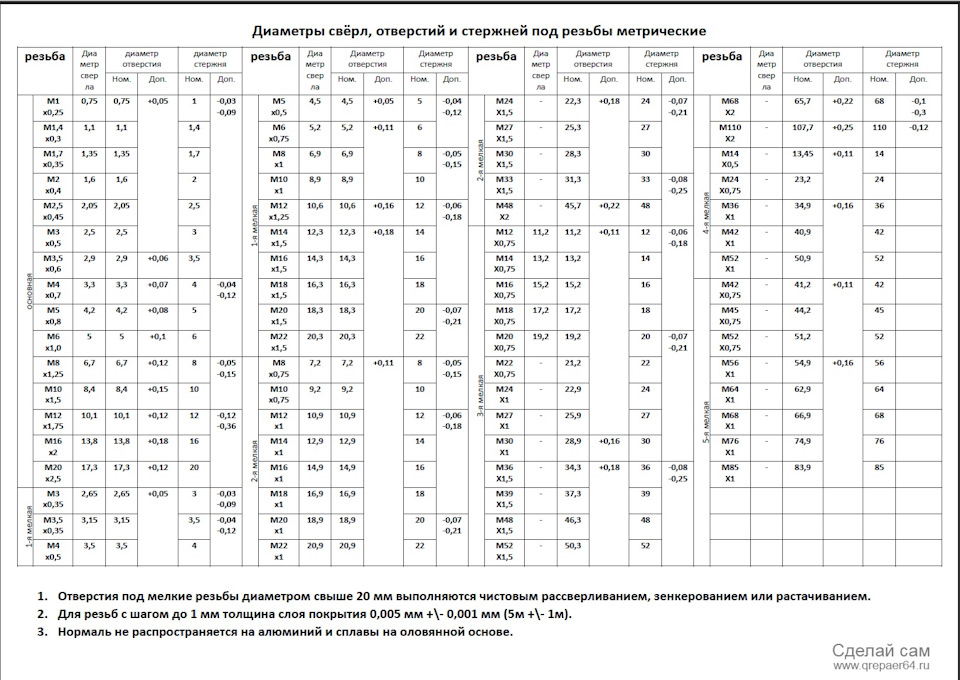 Рассмотрим метод на примере резьбы М10х1,5.
Рассмотрим метод на примере резьбы М10х1,5.
- Номинальный диаметр резьбы — 10 мм.
- Шаг — 1,5 мм.
- Вычитаем из диаметра резьбы шаг: 10 – 1,5 = 8,5 мм.
- Получаем диаметр сверла: 8,5 мм.
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Как подобрать сверло под бесстружечный метчик
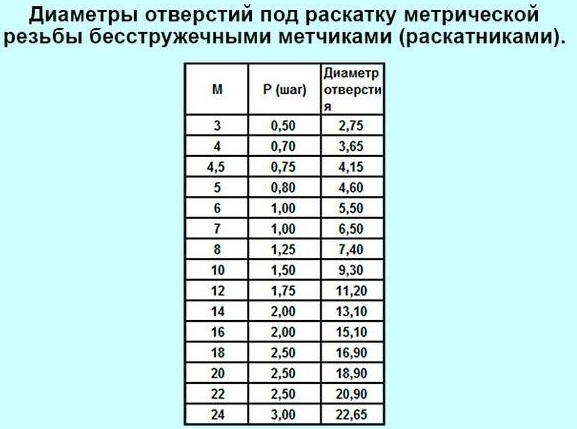
Выбор сверла под бесстружечный метчик, который используется для выдавливания резьбы, имеет свои сложности, связанные с деформацией металла. Металл в ходе обработки деформируется как в направлении оси отверстия, так и в противоположном. По этой причине черновое отверстие под раскатку обычно делают большего диаметра, чем под нарезку со стружкой.
К примеру, чтобы нарезать резьбу М8 с шагом 1,25 мм, необходимо взять метчик диаметром 6,8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие диаметром 7,45 мм. Вначале ознакомимся с табличными значениями для метрических бесстружечных метчиков.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
|
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг |
Внутренний диаметр резьбы гайки (доп. по ISO2 – 7H) |
Мин. мм |
Макс. мм |
Диаметр чернового отверстия (расчетное значение), мм |
|
2×0,25 |
*1,785 |
1,9 |
1,91 |
|
|
2,2×0,25 |
*1,985 |
2,1 |
2,11 |
|
|
2,3×0,25 |
*2,071 |
2,2 |
2,21 |
|
|
2,5×0,35 |
2,201 |
2,36 |
2,38 |
2,37 |
|
2,6×0,35 |
2,252 |
2,46 |
2,48 |
2,47 |
|
3×0,35 |
*2,701 |
2,87 |
2,89 |
2,88 |
|
3,5×0,35 |
*3,201 |
3,37 |
3,39 |
3,38 |
|
4×0,35 |
*3,701 |
3,87 |
3,89 |
|
|
4×0,5 |
3,639 |
3,79 |
3,82 |
3,8 |
|
5×0,5 |
4,639 |
4,79 |
4,82 |
4,8 |
|
6×0,5 |
**5,599 |
5,8 |
5,83 |
5,8 |
|
6×0,75 |
5,424 |
5,63 |
5,7 |
5,7 |
|
7×0,75 |
6,424 |
6,67 |
6,72 |
6,7 |
|
8×0,5 |
**7,599 |
7,8 |
7,83 |
|
|
8×0,75 |
7,424 |
7,67 |
7,72 |
7,7 |
|
8×1 |
7,217 |
7,51 |
7,6 |
7,55 |
|
9×0,75 |
8,424 |
8,67 |
8,72 |
8,7 |
|
9×1 |
8,217 |
8,55 |
8,6 |
8,6 |
|
10×0,5 |
**9,599 |
9,8 |
9,83 |
9,8 |
|
10×0,75 |
9,424 |
9,67 |
9,72 |
9,7 |
|
10×1 |
9,217 |
9,51 |
9,6 |
9,55 |
|
10×1,25 |
8,982 |
9,41 |
9,48 |
9,45 |
|
11×1 |
10,217 |
10,55 |
10,6 |
10,6 |
|
12×1 |
11,217 |
11,52 |
11,61 |
11,55 |
|
12×1,25 |
10,982 |
11,43 |
11,5 |
11,45 |
|
12×1,5 |
10,751 |
11,29 |
11,38 |
11,35 |
|
14×1 |
13,217 |
13,55 |
13,61 |
13,6 |
|
14×1,25 |
12,982 |
13,43 |
13,5 |
13,45 |
|
14×1,5 |
12,751 |
13,29 |
13,38 |
13,35 |
|
15×1 |
14,217 |
14,55 |
14,61 |
14,6 |
|
15×1,5 |
13,751 |
14,26 |
14,36 |
14,35 |
|
16×1 |
15,217 |
15,55 |
15,61 |
15,6 |
|
16×1,5 |
14,751 |
15,29 |
15,38 |
15,35 |
|
18×1 |
17,217 |
17,55 |
17,61 |
17,6 |
|
18×1,5 |
16,751 |
17,29 |
17,38 |
17,35 |
|
18×2 |
16,310 |
17,02 |
17,14 |
17,1 |
|
20×1 |
19,217 |
19,55 |
19,61 |
19,6 |
|
20×1,5 |
18,751 |
19,29 |
19,38 |
19,35 |
|
20×2 |
18,310 |
19,02 |
19,14 |
19,1 |
|
22×1,5 |
20,751 |
21,26 |
21,36 |
|
|
22×2 |
20,310 |
21 |
21,15 |
|
|
24×1,5 |
22,751 |
23,26 |
23,38 |
|
|
24×2 |
22,310 |
23,01 |
23,16 |
23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Теперь посмотрим, какое сверло подобрать под бесстружечный метчик для нарезания дюймовой трубной резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
G |
Число ниток на дюйм |
Наружный диаметр резьбы, мм |
Внутренний диаметр резьбы гайки, макс. мм |
Мин. мм |
Макс. мм |
Диаметр чернового отверстия (расчетное значение), мм |
|
G 1/16″ |
28 |
7,723 |
6,843 |
7,24 |
7,32 |
|
|
G 1/8″ |
28 |
9,728 |
8,848 |
9,24 |
9,32 |
9,25 |
|
G 1/4″ |
19 |
13,157 |
11,890 |
12,48 |
12,56 |
12,55 |
|
G 3/8″ |
19 |
16,662 |
15,395 |
15,99 |
16,06 |
16,06 |
|
G 1/2″ |
14 |
20,955 |
19,172 |
20,02 |
20,12 |
20,05 |
|
G 5/8″ |
14 |
22,911 |
21,128 |
21,97 |
22,07 |
|
|
G 3/4″ |
14 |
26,441 |
24,658 |
25,5 |
25,6 |
|
|
G 7/8″ |
14 |
30,201 |
28,418 |
29,26 |
29,36 |
|
|
G1″ |
11 |
33,249 |
30,931 |
32,05 |
32,18 |
|
|
G 1 1/8″ |
11 |
37,897 |
35,579 |
36,7 |
36,83 |
|
|
G 1 1/4″ |
11 |
41,910 |
39,592 |
40,72 |
40,84 |
|
|
G 1 3/8″ |
11 |
44,323 |
42,005 |
43,13 |
43,26 |
|
|
G 1 1/2″ |
11 |
47,803 |
45,485 |
46,61 |
46,74 |
|
|
G 1 3/4″ |
11 |
53,746 |
51,428 |
52,55 |
52,68 |
|
|
G 2″ |
11 |
59,614 |
57,296 |
58,42 |
58,55 |
Диаметры сверл для трубных (дюймовых) метчиков
Приводим таблицу с размерами черновых отверстий для трубной резьбы.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба с крупным (UNC) и мелким (UNF) реже используется в России, чем метрическая. Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Приводим таблицу диаметров сверл под метчики с американской резьбой UNC/UNF.
|
Дюймовая резьба UNC |
|||
|
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
|
1/4х20 |
5,1 |
7/8х9 |
19,5 |
|
5/16х18 |
6,5 |
1х8 |
22,25 |
|
3/8х16 |
8 |
1 1/8х7 |
25 |
|
7/16х14 |
9,4 |
1 1/4х7 |
28,25 |
|
1/2х13 |
10,8 |
1 3/8х6 |
30,75 |
|
9/16х12 |
12,2 |
1 1/2х6 |
34 |
|
5/8х11 |
13,6 |
1 3/4х5 |
39,5 |
|
3/4х10 |
16,5 |
2х4 |
45 |
Дюймовая мелкая резьба UNF |
|||
|
Резьба х ниток на дюйм |
Диаметр сверла, мм |
Резьба х ниток на дюйм |
Диаметр сверла, мм |
|
1/4х28 |
5,5 |
3/4х16 |
17,5 |
|
5/16х24 |
6,9 |
7/8х14 |
20,5 |
|
3/8х24 |
8,5 |
1х12 |
23,25 |
|
7/16х20 |
9,9 |
1 1/8х12 |
26,5 |
|
1/2х20 |
11,5 |
1 1/4х12 |
29,75 |
|
9/16х18 |
12,9 |
1 3/8х12 |
33 |
|
5/8х18 |
14,5 |
1 1/2х12 |
36 |
Диаметры сверл под трапецеидальную резьбу
| |||||||||||||||||||||||||||||||||||||||
Мы привели основные таблицы, которые помогут быстро подобрать правильное сверло под метчик. Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
- ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»;
- ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»;
- ГОСТ 18844-73 «Метчики бесстружечные».
Где купить сверла для нарезания черновой резьбы под метчик?
Купить сверла для нарезания черновой резьбы под метчик вы можете в интернет-магазине «РИНКОМ». В наличии всегда есть следующие виды инструмента:
- сверла конические;
- сверла цилиндрические;
- сверла твердосплавные;
- сверла центровочные.
У нас вы также можете заказать метчики и другие виды металлорежущего инструмента. Доставка производится во все регионы России.
Диаметры отверстий под резьбу | info.selink.ru
Прежде чем нарезать резьбу в отверстии, нужно это отверстие просверлить. Сверло какого диаметра нужно выбрать для нарезания резьбы нужного размера? Приведены диаметры отверстий для нарезания метрической резьбы.
Сверло какого диаметра нужно выбрать для нарезания резьбы нужного размера? Приведены диаметры отверстий для нарезания метрической резьбы.
| Метрическая ISO нормативная резьба по DIN13 | |||
Резьба | Сверло, o мм | Резьба | Сверло, o мм |
М 1 | 0,75 | М 10 | 8,50 |
М 1,1 | 0,85 | М 11 | 9,50 |
М 1,2 | 0,95 | М 12 | 10,20 |
М 1,4 | 1,10 | М 14 | 12,00 |
М 1,7 | 1,30 | М 18 | 15,50 |
М 1,7 | 1,40 | М 20 | 17,50 |
М 2 | 1,6 | М 22 | 19,50 |
М 2,3 | 1,90 | М 24 | 21,00 |
М 2,5 | 2,00 | М 27 | 24,00 |
М 2,6 | 2,10 | М 30 | 26,50 |
М 3 | 2,50 | М 33 | 29,50 |
М 3,5 | 2,90 | М 36 | 32,00 |
М 4 | 3,30 | М 42 | 37,50 |
М 4,5 | 3,80 | М 45 | 40,50 |
М 5 | 4,20 | М 48 | 43,00 |
М 6 | 5,00 | М 52 | 47,00 |
М 7 | 6,00 | М 56 | 50,50 |
М 8 | 6,80 | М 60 | 54,50 |
М 9 | 7,80 | М 64 | 58,00 |
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 806 Размеры отверстий под метрическую резьбу с крупным и мелким шагом (M, MF) для нарезания метчиками общего применения Справочная таблица | 807 Диаметр отверстия под накатку метрической резьбы с крупным и мелким шагом (M, MF) Размер сверла под унифицированную дюймовую резьбу (UNC, UNF) | 1603 Диаметр отверстия под нарезание резьбы метчиком Метрическая резьба с основным и меелким шагом DIN 13 UNC-резьба ASME В1. 1 MJ-резьба UNJC-резьба UNJF-р | 1604 Диаметр сверления отверстия под резьбу UNF ASME В1.1 BSW-Whitworth-резьба BS84 Трубная резьба DIN-ISO 228-1 Резьба для стальной арматуры по DIN 40430 | 1605 Внутренние диаметры отверстий при формировании резьбы бесстружечными метчиками Метрическая резьба Метрическая резьба с мелким шагом DIN 13 номин. диам | 1606 Диаметр предварительного отверстия при обработке резьбы бесстружечными метчиками UNC-Резьба ASME В1.1 UNF-Резьба ASME В1.1 Whitworth Трубная резьба G |
| 76 Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента | 77 Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица | 78 Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) | 79 Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров | 785 Диаметр отверстия под резьбу Особенности при применении сверл CoroDrill Delta-C Более точные по сравнению со свёрлами из быстрорежущей стали (HSS) | 786 Диаметр отверстия под дюймовые и метрические резьбы ISO Сверла CoroDrill Delta-C Нарезание и накатывание резьбы метчиком Резьбофрезерование |
См. | |||||
Устройство метчика / Thread taps for metal | Нарезание резьбы метчиками / Tapping | ||||
Резьбонарезные патроны для метчиков / Tapping chucks | Метчик для накатки резьбы / Cold forming roll taps | ||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьб / Thread types and applications | ||||
Технология сверления металла / Drill a hole in metal | Сверла Конструкция / Parts of a drill | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
76 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.76 | |||||
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1.5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D – P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК | |||||
| | |||||
| | |||||
77 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.77 | |||||
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица _ Сверло Внутренний Диам. Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39.5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth | |||||
| | |||||
| | |||||
78 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.78 | |||||
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) _ Цилиндрическая американская трубная резьба “DRYSEAL” Коническая трубная резьба Whitworth МЕТЧИК Min Макс. Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам. NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT) | |||||
| | |||||
| | |||||
79 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.79 | |||||
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками – раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров _ с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. M mm Дюйм 2 1.679 1.8 2.5 2.138 2.3 3 2.599 2.8 35 3.5 3.010 3.2 30 4 3.422 3.7 5 4.334 4.6 14 6 5.153 5.5 7/32 8 6.912 7.4 10 8.676 9.3 12 10.441 11.2 7/16 14 12.210 13.0 16 14.210 15.0 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) 65 в формуле стоит для желаемой высоты резьбы в % Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Внутренний Диам. Диам. MF mm 4×0.50 3.599 3.8 5×0.50 4.599 4.8 6×0.75 5.378 5.7 8×0.75 7.378 7.7 8×1.00 7.158 7.5 10×1.00 9.153 9.5 10×1.25 8.912 9.4 12×1.00 11.153 11.5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D – 0,0068 P 65 | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 867 Рекомендуемые диаметры сверл под метрическую резьбу Recommended tap drill sizes Metric ISO threads | 868 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF Диаметр сверла для трубной резьбы Whitworth pipe threads | 1076 Размер сверла под метрическую резьбу с основным и мелким шагом Справочная таблица Стандартное обозначение резьбы Диаметр сверлильного инструмента | 1652 Drill diameters for prepared holes Metric Coarse and Fine Screw Thread Справочная таблица значений диаметра предварительного отверстия под нарезани | ||
| 767 Размер сверла для отверстий под унифицированную американскую резьбу UNC и UNF нарезаемую метчиками Метрическая и дюймовая системы | 768 Основные диаметры отверстий под метрическую резьбу с крупным и мелким шагом для нарезки метчиками Размеры в метрической и дюймовой системах измерения | 769 Таблица размеров сверл для отверстий под резьбу Резьбонарезание метчиком Крупный и мелкий шаг стандартной метрической резьбы 65 70 75 процентов | 770 Таблица диаметров отверстий под накатку метчиками раскатниками дюймовой унифицированной резьбы (UNC UNF) с основным и мелким шагом | 771 Таблица диаметров под накатку бесстружечными метчиками стандартной метрической резьбы (M MF) с основным и мелким шагом | 772 Таблица размеров сверл для отверстий под трубную резьбу NPT NPTF NPSM NPSC NPSF Предварительное отверстие обработано без развертки и с разверткой |
| 352 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелк | 353 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 2 Трубная резьба Витворта по DIN ISO 228/1 Резьба В | 354 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 3 Американская унифицированная крупная резьба по AS | 355 Справочная таблица диаметров отверстий под резьбу для нарезания резьбы метчиками Часть 4 Трубная резьба по DIN 40 430 Pg Число ниток Наруж | 356 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 1 Метрическая резьба ISO по DIN 13 Метрическая мелка | 357 Таблица диаметров отверстий под резьбу для раскатников (бесстружечных метчиков) Часть 2 Трубная резьба Витворта по DIN ISO 228/1 G Число н |
| 1352 Диаметр отверстия под нарезание резьбы метчиком Справочные таблицы Метрическая резьба ISO M Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 D Di 0 P мм | 1353 Диаметр сверла для резьбовых отверстий Справочные таблицы рекомендованных значений Метрическая резьба ISO MF Метрическая мелкая резьба ISO DIN 13 и DIN ISO 96 | 1354 Диаметры отверстий под резьбу Метрическая резьба ISO 60° Крупная резьба по ASME B1.15 и ISO 3161 D Dl 0 P Gg/1 мин мм 3B макс мм 3B 0 мм 1-64 UNJC 1,467 1,570 | 1355 Значения диаметра отверстия под внутреннюю резьбу для резьбовых проволочных вставок Прочие виды P Dil D EG UNC Унифицированная крупная резьба для резьбовых вс | 1356 Диаметры отверстий под резьбу Техническая информация Американская резьба 60 Крупная резьба по ASMEСверхмелкая резьба по ASME B1.1 D Dl 0 мм 0 P Gg/1 мин мм 2B | 1357 Диаметр отверстия для нарезания резьбы метчиком Американская трубная резьба ti min. D NPT Американская стандартная трубная резьба по ASME B1.20.1 конус 1:16 N |
| 1358 Диаметры отверстий под резьбу Трубная резьба Дюймовая резьба Whitworth Трубная резьба по DIN EN ISO 228 BSW Дюймовая резьба по BS 84 D Di D Di 0 P Gg/1 мин мм | 1359 Диаметры отверстий под резьбу Резьбонарезание Дюймовая резьба Whitworth BA Британская стандартная резьба по BS 949, Part 2 Rc Коническая трубная резьба, конус | 1360 Диаметры отверстий под резьбу Накатывание резьбы Справочные таблицы значений Метрическая крупная резьба ISO DIN 13 и DIN ISO 965-1 Метрическая мелкая резьба I | 1361 Диаметры отверстий под резьбу Накатывание резьбы Метрическая крупная резьба ISO EG по DIN 8140 А Дюймовая резьба BSW по BS 84 Сверхмелкая резьба UNEF по ASME | ||
| 358 Диаметры отверстий под резьбу для болтов Диаметр отверстия под резьбу всегда должен быть меньше, чем наружный диаметр резьбы на плашке Пла | 359 Диаметры отверстия под резьбу для болтов Американская крупная резьба в соответствии с ASME B1 1 Американская мелкая резьба в соответствии | 360 Диаметры отверстия под резьбу для болтов Трубная резьба G в соответствии с DIN EN ISO 228 G Шаг P Предварительный диаметр d мм 0 при токар | 1320 Диаметр сверла под резьбовое отверстие Резьба метрическая крупная (M) Метрическая мелкая (MF) Режущий материал осевого режущего инструмента | 1321 Размеры отверстия и зенкования под метрический болт с цилиндрической головкой Таблица и чертеж Номинальный размер резьбы | 963 Таблица выбора диаметра сверла под нарезаемую резьбу Метрическая резьба с основным шагом Метрическая резьба с мелким шагом Обозначение резьбы Диаметр сверлильно |
| 279 Рекомендуемые диаметры предварительно обработанных отверстий под нарезание стандартной метрической резьбы (DIN 13) метчиком Справочные таблицы для резьбового режущег | 280 Справочная таблица значений диаметров предварительно обработанных отверстий под нарезку метчиками стандартной мелкой метрической резьбы MF DIN 13 Металлорежущий инст | 281 Рекомендуемые диаметры сверления отверстий под дюймовую резьбу UNC UNF ASME B1 1 G DIN-ISO 228 Справочная таблица от шведского производителя металлорежущего инструме | 282 Рекомендуемые диаметры предварительно обработанных отверстий для нарезания метчиками американской цилиндрической и конической трубной резьбы NPT ASME B1 20 1 Cone 1 | 283 Таблица значений диаметров отверстий под бесстружечные метчики (раскатники) Метрическая стандартная резьба с основным и мелким шагом DIN 13 мм дюйм TDZ TP PHD PHD M | 284 Рекомендуемые значения диаметров просверленных отверстий под бесстружечные метчики (раскатники) Дюймовая американская унифицированная резьба с основным и мелким шаго |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
926 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка Walter | |||||
Каталоги инструмента и оснастки для металлообработки на станках / | |||||
 также / See also :
также / See also :Диаметр отверстий под метрическую резьбу
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3″ = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2,54 см).
|
Диаметр резьбы |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
Шаг резьбы |
Диаметр сверла |
|
2 |
0.4 |
1.6 |
0.25 |
1.75 |
|
|
|
|
|
|
|
|
|
3 |
0.5 |
2.5 |
0.35 |
2.65 |
|
|
|
|
|
|
|
|
|
4 |
0.7 |
3.3 |
0.5 |
3.5 |
|
|
|
|
|
|
|
|
|
5 |
0.8 |
4.2 |
0.5 |
4.5 |
|
|
|
|
|
|
|
|
|
6 |
1 |
5 |
0.75 |
5.2 |
0.5 |
5.5 |
|
|
|
|
|
|
|
7 |
1 |
6 |
0.75 |
6.2 |
0.5 |
6.5 |
|
|
|
|
|
|
|
8 |
1.25 |
6.7 |
1 |
7 |
0.75 |
7.2 |
0.5 |
7.5 |
|
|
|
|
|
9 |
1.25 |
7.7 |
1 |
8 |
0.75 |
7.2 |
0.5 |
8.5 |
|
|
|
|
|
10 |
1.5 |
8.5 |
1.25 |
8.7 |
1 |
9 |
0.75 |
9.2 |
0.5 |
9.5 |
|
|
|
11 |
1.5 |
9.5 |
1 |
10 |
0.75 |
10.2 |
0.5 |
10.5 |
|
|
|
|
|
12 |
1.75 |
10.2 |
1.5 |
10.5 |
1.25 |
10.7 |
1 |
11 |
0.75 |
11.2 |
0.5 |
11.5 |
|
14 |
2 |
12 |
1.5 |
12.5 |
1.25 |
12.6 |
1 |
13 |
0.75 |
13.2 |
0.5 |
13.5 |
|
16 |
2 |
14 |
1.5 |
14.5 |
1 |
15 |
0.75 |
15.2 |
0.5 |
15.5 |
|
|
|
18 |
2.5 |
15.4 |
2 |
16 |
1.5 |
16.5 |
1 |
17 |
0.75 |
17.2 |
0.5 |
17.5 |
|
20 |
2.5 |
17.4 |
2 |
18 |
1.5 |
18.5 |
1 |
19 |
0.75 |
19.2 |
0.5 |
19.5 |
|
22 |
2.5 |
19.4 |
2 |
20 |
1.5 |
20.5 |
1 |
21 |
0.75 |
21.2 |
0.5 |
21.5 |
|
24 |
3 |
20.9 |
2 |
22 |
1.5 |
22.5 |
1 |
23 |
0.75 |
23.2 |
|
|
|
27 |
3 |
23.9 |
2 |
25 |
1.5 |
25.5 |
1 |
26 |
0.75 |
26.2 |
|
|
|
30 |
3.5 |
26.4 |
3 |
26.9 |
2 |
28 |
1.5 |
28.5 |
1 |
29 |
0.75 |
29.2 |
|
33 |
3.5 |
29.4 |
3 |
29.9 |
2 |
31 |
1.5 |
31.5 |
1 |
32 |
0.75 |
32.2 |
|
36 |
4 |
31.9 |
3 |
32.9 |
2 |
34 |
1.5 |
34.5 |
1 |
35 |
|
|
|
39 |
4 |
34.9 |
3 |
35.9 |
2 |
37 |
1.5 |
37.5 |
1 |
38 |
|
|
|
42 |
4.5 |
37.4 |
4 |
37.9 |
3 |
38.9 |
2 |
34 |
1.5 |
40.5 |
1 |
41 |
|
45 |
4.5 |
40.4 |
4 |
40.9 |
3 |
41.9 |
2 |
43 |
1.5 |
43.5 |
1 |
44 |
|
48 |
5 |
42.8 |
4 |
43.9 |
3 |
44.9 |
2 |
46 |
1.5 |
46.5 |
1 |
47 |
!!! Для чугунов и других хрупких материалов размер сверла следует уменьшить на 0.1 мм по отношению к табличному значению.
Нарезание внутренней резьбы.
Винты широко используются для крепежных деталей. Число различных типов и размеров крепежных винтов, гаек и болтов не возможно описать в данной статье, и следующая информация поможет вам разобраться.
Типы резьбы
Почти все резьбы имеют треугольную форму. С другой стороны, квадратные формы и трапециевидные резьбы используются в движущихся механизмах в которых нужна высокая точность, например, станок фрезерный с ЧПУ. В соответствии стандартам, есть метрической резьбы (M), цилиндрической резьбой для трубопроводов (PF), конической резьбой для трубопроводов (PT). Следующая информация относится к метрической резьбе, так как является наиболее широко используемой в России и во многих странах по всему миру. Термины, используемые для резьб
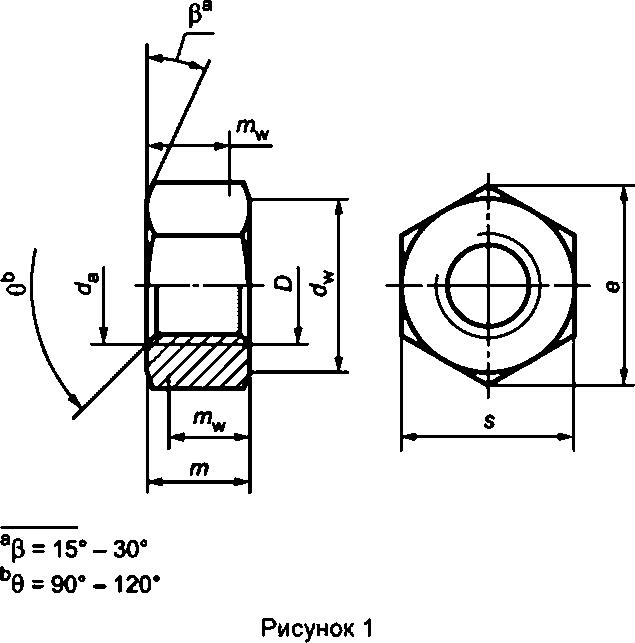
На рисунке 1 показано изображение резьбы.Одним из наиболее важных терминов, является диаметр резьбы. В случае метрической резьбой, название болта связано с его внешним диаметром, например, болт с 5 мм наружный диаметр известен как болт M5. “Шаг” резьбы является еще одной важной особенностью резбы. Шаг определяется как интервал (расстояние) между соседними нитями. , например, гаек и болтов должны иметь одинаковую высоту, а также диаметр, если они будут использоваться совместно. Принципы нарезании резьбы в гайке и болты в том, что болт (наружная резьба), как правило, вырезают из жезлом материал, который имеет же диаметра дает ожидаемый закончил болт. Гайка выполнена с большим запасом ведьма имеет отверстие пробурено через него, который немного больше, чем диаметр штока. Нить такой же шаг затем разрезается в результате чего два потока спаривания. Те же принципы применяются для резки отверстий в местах и других деталей. (Например, в цилиндре обсуждалось ранее).
Рис.1 Условия Винт
Сквозные отверстия
Винты обычно используются для крепления сопряженных деталей. Когда две части соединены вместе с помощью винтов, одна часть выполнена с резьбой, а другая часть выполнена со сквозными отверстиями, которые имеют больший диаметр, чем у винтов. Если диаметр отверстия слишком мал, части не могет быть собраны, так как винт не будет проходить через отверстие. Кроме того, если диаметр отверстия слишком велик, часть будет болтаться. Поэтому мы должны обеспечить сделать оптимальныее отверстия. В качестве “Правила”, диаметр сквозного отверстия больше на 10% по сравнению с диаметром винта. Для примера, отверстие для винта M3 имеет 3,2 мм или 3,5 мм в диаметре. отверстие для винта M4 имеет 4,2 мм или 4,5 диаметра. И мы хотели бы сделать отверстие 5,5 мм в диаметре для винтов М5.
Наружние резьбы
Когда мы делаем наружную резьбу, обычно мы используем плашки. Когда мы делаем внутреннюю резьбу, мы используем метчики. Если у нас нет подходящих инструментов, мы можем также сделать резьбу при помощи токарного станка, как описано в главе 3.
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
ВниманиеКогда мы делаем резьбу с помощью плашки, следует проявлять осторожность в следующих моментах:
(1) вкручивать метчик перпендикулярно плоскости.
(2) после нескольких оборотов вкручивания метчика или плашки, поворачивать в обратную сторону на четверть оборота, чтобы удалить стружку, чтобы они не забивать инструмент.
(3) всегда используйте масло для режущего инструмента.
Нарезание резьбы с использованием ручного метчика<
как нарезать резьбу метчиком
Резьбовые соединения применяются везде, нет ни одного механизма, где бы не было такого соединения. Начиная от самолета и заканчивая мобильным телефоном – везде соединения на болтах, гайках и шурупах, а где болты там и резьба. Иногда возникает потребность самому нарезать резьбу. Если купить болты и шурупы с различной резьбой не проблема, то нарезать резьбу внутри детали дело отнюдь не легкое.
Чем делают резьбу, инструмент для нарезания резьбы.
Инструмент для нарезания внутренней резьбы называется метчик. Метчики делают из специальной быстрорежущей стали РМ5. Метчики закаливаются специальным образом, не приобретайте китайские метчики и метчики непроверенных производителей – сталь может быть мягкой.
Такой инструмент может и нарежет резьбу в пластмассе, дереве или текстолите, может быть удастся нарезать резьбу в меди и алюминии, но он сломается при первой же попытке нарезать резьбу в металле.
Каким диаметром сверлить отверстие под резьбу.
Чтобы нарезать резьбу просто и без усилий нужно правильно просверлить отверстие. Если взять слишком маленькое сверло то нарезать резьбу будет проблематично, инструмент может заклинить, а то и вовсе он может сломаться, особенно это касается нарезания резьбы в твердых сталях и чугунах.
Если же просверлить слишком большое отверстие, то метчик не прорежет достаточную глубину витков, как итог винт будет плохо держаться в детали, соединение получится не прочным.
Как правильно нарезать резьбу метчиком.
Для нарезания качественной резьбы часто используют два и даже три метчика. Первым метчиком нарезают черновую резьбу, вторым метчиком делают чистовую резьбу, третий метчик обычно служит для того чтобы «откалибровать» резьбу (применяется для более точной резьбы).
Чтобы качественно нарезать резьбу в детали, нужно взять метчик №1. Метчик предварительно смазывается машинным маслом. Держа инструмент перпендикулярно к поверхности, постепенно закручивают его внутрь. Закрутив на метчик на оборот, делают пол-оборота назад, это делают для того чтобы стружка от металла не забивала метчик.
После того как резьба нарезана, очищают деталь от стружки и мусора, и если нужно прогоняют резьбу метчиком №2.
Общие правило подсчета резьбы.
Чтобы вычислить диаметр отверстия для резьбы можно воспользоваться следующей формулой:
Отверстие под метчик = Диаметр резьбы – шаг резьбы.
Пояснение: у резьбы есть два параметра первый это шаг резьбы второй это диаметр резьбы. Если у вас есть метчик с обозначением М8х1, то это означает что метчик имеет метрическую резьбу (на это указывает буква М), 8 – номинальный диаметр, 1 – шаг резьбы.
Пример: Нужно нарезать резьбу М8 с шагом 1.25. Согласно формуле делаем расчет: Отверстие под метчик = 8 – 1.25 = 6.75. Сверлим отверстие сверлом 6.7 если метчик новый, или 6.8 если метчик старый.
Отверстие под резьбу М4
Допустим требуется нарезать резьбу под М4 с шагом 1 и 1.25. Сделаем расчет:
Диаметр отверстия под резьбу М4 = 4 – 1 = 3
Диаметр отверстия под резьбу М4 с шагом 1.25 = 4 – 1,25 = 2.75
Чтобы нарезать резьбу под М4 нужно просверлить отверстие диаметром 3мм для резьбы с шагом 1, и 2.75мм для резьбы с шагом 1.25.
Отверстие под резьбу М5
Часто требуется нарезать резьбу под М5 с шагом 1. Расчет такой:
Диаметр отверстия под резьбу М5 = 5 – 1 = 4.
Чтобы нарезать резьбу под М5 с шагом 1 нужно сверло диаметром 4мм.
Какое отверстие сверлить под резьбу М6
Резьба М6 наверное самая распространенная в мире, поэтому сделаем расчет для того чтобы узнать диаметр отверстия под резьбу М6. Согласно формуле:
Отверстие под резьбу М6 шаг 1 = 6 – 1 = 5
Отверстие под резьбу М6 шаг 1.25 = 6 – 1.25 = 4.75
Таким образом потребуется сверло диаметром 5 мм для резьбы М6х1, и диаметр 4,75 для резьбы М6х1.25
Какое отверстие сверлить под резьбу М8
Резьба М8 тоже довольно часто встречается, поэтому сделаем расчет:
Диаметр отверстия под резьбу М8 = 8 – 1 = 7
Диаметр отверстия под резьбу М8х1.25 = 8 – 1.25 = 6.75
Диаметр сверла под резьбу М8 получается соответственно 7 и 6.75 мм, для шага резьбы 1 и 1.25.
Какое отверстие сверлить под резьбу М10
Иногда требуется нарезать резьбу М10х1.5 и М10х1.25. Произведем расчет для этих значений.
Диаметр отверстия под резьбу М10 шаг 1.5 = 10 – 1.5 = 8.5
Диаметр отверстия под резьбу М10 шаг 1.25 = 10 – 1.25 = 8.75
Таким образом согласно формуле получаем следующие значения: для шага 1.5 берем сверло 8.5мм, для шага 1.25 сверло диаметром 8.75мм.
Какое отверстие сверлить под резьбу М12
Для того чтобы соединение было надежным и прочным, произведет расчет для резьбы М12.
Диаметр отверстия под резьбу М12 шаг 1.5 = 12 – 1.5 = 10.5
Диаметр отверстия под резьбу М12 шаг 1.75 = 12 – 1.75 = 10.25
Сверлим отверстие сверлом 10.5 для шага 1.5, и сверлом 10.25 для шага 1.75.
Диаметр отверстия под резьбу М16
Ну и напоследок сделаем расчет для резьбы М16 с шагом 2.
Отверстие под резьбу М16 = 16 – 2 = 14
Сверлить нужно сверлом диаметром 14.
Диаметр сверла под резьбу таблица.
Для более точного определения отверстий для нарезания резьбы можно воспользоваться таблицей приведенной ниже. Таблица справедлива для сталей, алюминия, меди и их сплавов. Жирным в таблице выделен основной шаг резьбы.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Общие правила выбора сверла.
Сверло из набора выбирайте как можно ближе к посчитанному диаметру отверстия. Для твердых материалов, стали и чугуна допускается незначительное увеличение сверла, для мягких материалов, дерева, текстолита, пластмассы допускается уменьшение диаметра сверла. Чтобы совсем стало все понятно смотрите видео как нарезать резьбу метчиком вручную.
При сверлении ручной дрелью помните, что отверстие получается чуть больше за счет биения инструмента (отверстие разбивается), в соответствии с этим выбирайте сверло с запасом в меньшую сторону.
При нарезании резьбы не забывайте подливать машинного масла или смазки ВД-40 или другой аналогичной.
Не торопитесь. Лучше нарезать резьбу медленно и аккуратно.
Удачи Вам в нарезании резьбы.
Таблица сверл для метчиков в соответствии со стандартом ISO 2306 для метрических единиц ISO потоки. Размеры указаны в миллиметрах.
| Таблица метрических отверстий для метчиков – крупная резьба | |||||||
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M1,6 x 0,35 | 1.6 | 0,35 | 1,301 | 1,321 | – | 1,221 | 1,25 |
| М2 х 0,4 | 2 | 0,4 | 1.657 | 1,679 | – | 1,567 | 1,60 |
| M2,5 x 0,45 | 2,5 | 0,45 | 2,113 | 2,138 | – | 2.013 | 2,05 |
| M3 x 0,5 | 3 | 0,5 | 2,571 | 2,599 | 2,639 | 2.459 | 2,50 |
| M3.5 * 0,6 | 3,5 | 0,6 | 2,975 | 3,010 | 3,050 | 2,850 | 2,90 |
| M4 x 0,7 | 4 | 0.7 | 3,382 | 3,422 | 3,466 | 3,242 | 3,30 |
| M5 x 0,8 | 5 | 0,8 | 4,294 | 4.334 | 4,384 | 4,134 | 4.20 |
| M6 x 1 | 6 | 1 | 5.107 | 5,153 | 5,217 | 4.917 | 5,00 |
| M8 x 1,25 | 8 | 1,25 | 6,859 | 6,912 | 6,982 | 6,647 | 6,80 |
| M10 x 1.5 | 10 | 1,5 | 8,612 | 8,676 | 8,751 | 8,376 | 8,50 |
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M12 x 1,75 | 12 | 1.75 | 10,371 | 10,441 | 10,531 | 10.106 | 10.20 |
| M14 * x 2 | 14 | 2 | 12.135 | 12.210 | 12.310 | 11,835 | 12.00 |
| M16 x 2 | 16 | 2 | 14.135 | 14.210 | 14,310 | 13.835 | 14.00 |
| M18 * x 2,5 | 18 | 2,5 | 15,649 | 15,744 | 15.854 | 15,294 | 15,50 |
| M20 x 2.5 | 20 | 2,5 | 17.649 | 17,744 | 17,854 | 17,294 | 17,50 |
| M22 * x 2,5 | 22 | 2.5 | 19.649 | 19,744 | 19,854 | 19,294 | 19,50 |
| M24 x 3 | 24 | 3 | 21,152 | 21.252 | 21,382 | 20,752 | 21.00 |
| M27 * x 3 | 27 | 3 | 24,152 | 24,252 | 24,382 | 23.752 | 24.00 |
| M30 x 3,5 | 30 | 3,5 | 26,661 | 26,771 | 26.921 | 26.211 | 26,50 |
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M33 * x 3,5 | 33 | 3.5 | 29.661 | 29,771 | 29.921 | 29.211 | 29,50 |
| M36 x 4 | 36 | 4 | 32.145 | 32.270 | 32,420 | 31,670 | 32,00 |
| M39 * x 4 | 39 | 4 | 35.145 | 35.270 | 35.420 | 34.670 | 35,00 |
| M42 x 4,5 | 42 | 4,5 | 37,659 | 37 799 | 37,979 | 37,129 | 37,50 |
| M45 * х 4.5 | 45 | 4,5 | 40.659 | 40,799 | 40.979 | 40,129 | 40,50 |
| M48 x 5 | 48 | 5 | 43.147 | 43,297 | 43 487 | 42,587 | 43,00 |
| M52 * х 5 | 52 | 5 | 47.147 | 47,297 | 47.487 | 46,587 | 47,00 |
| M56 x 5,5 | 56 | 5,5 | 50,646 | 50,796 | 50,996 | 50.046 | 50.50 |
Примечание: * Нестандартная резьба в соответствии со стандартом.
| Таблица метрических отверстий для метчиков – мелкая резьба | |||||||
| Мелкая резьба | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M8 x 1 | 8 | 1 | 7.107 | 7,153 | 7,217 | 6,917 | 7,00 |
| M10 x 1 | 10 | 1 | 9.107 | 9,153 | 9.217 | 8,917 | 9,00 |
| M10 * x 1,25 | 10 | 1,25 | 8,859 | 8,912 | 8,982 | 8,647 | 8.80 |
| M12 * x 1,25 | 12 | 1,25 | 10,859 | 10,912 | 10,982 | 10 647 | 10,80 |
| M12 x 1.5 | 12 | 1,5 | 10,612 | 10,676 | 10,751 | 10 376 | 10,50 |
| M14 * x 1,5 | 14 | 1.5 | 12,612 | 12,676 | 12,751 | 12 376 | 12,50 |
| M16 x 1,5 | 16 | 1,5 | 14 612 | 14.676 | 14,751 | 14 376 | 14,50 |
| M18 * x 1,5 | 18 | 1,5 | 16,612 | 16,676 | 16,751 | 16.376 | 16,50 |
| M20 x 1,5 | 20 | 1,5 | 18,612 | 18 676 | 18,751 | 18 376 | 18,50 |
| M20 * x 2 | 20 | 2 | 18.135 | 18.210 | 18.310 | 17,835 | 18.00 |
| Резьба с крупным шагом | Размер сверла (мм) | ||||||
| Размер крана | Базовый майор Диаметр. | Шаг резьбы | Малый диаметр для класса | ||||
| 5H Максимум. | 6H макс. | 7H макс. | 5H, 6H, 7H мин. | ||||
| M22 * x 1,5 | 22 | 1.5 | 20,612 | 20,676 | 20,751 | 20 376 | 20,50 |
| M24 x 2 | 24 | 2 | 22.135 | 22.210 | 22,310 | 21,835 | 22.00 |
| M27 * x 2 | 27 | 2 | 25.135 | 25.210 | 25,310 | 24.835 | 25,00 |
| M30 x 2 | 30 | 2 | 28.135 | 28.210 | 28,310 | 27,835 | 28,00 |
| M33 * x 2 | 33 | 2 | 31.135 | 31.210 | 31,310 | 30,835 | 31,00 |
| M36 x 3 | 36 | 3 | 33,152 | 33,252 | 33.382 | 32,752 | 33,00 |
| M39 * 3 | 39 | 3 | 36,152 | 36,252 | 36,382 | 36,752 | 36.00 |
| M42 x 3 | 42 | 3 | 39,152 | 39,252 | 39,382 | 38,752 | 39,00 |
| M45 * 3 | 45 | 3 | 42.152 | 42,252 | 42,382 | 41,752 | 42,00 |
| M48 x 3 | 48 | 3 | 45,152 | 45,252 | 45.382 | 44,752 | 45,00 |
| M52 * х 4 | 52 | 4 | 48.145 | 48.270 | 48,420 | 47 670 | 48.00 |
Примечание: * Нежелательные резьбы согласно стандарту.
Дополнения:
Артикул:
- ISO 68-1: 1998 (E) – Резьба ISO общего назначения – Базовый профиль – Часть 1: Метрическая резьба
- ISO 2306: 1972, Сверла для нарезания резьбы самонарезающих винтов
Greenlee DTAPM5C Комбинированное сверло / метчик, M5 x 0.8 мм, метрическая резьба
Greenlee DTAPM5C предлагает
Комбинированное сверло / метчик Greenlee DTAPM5C позволяет выполнять сверление отверстий, нарезание резьбы и удаление заусенцев / зенковки за 1 операцию с помощью электродрели.Шестигранный хвостовик обеспечивает надежное соединение с вашим сверлильным патроном.
Характеристики
- Используйте сверло со своей дрелью для выполнения различных проектов с помощью 1 инструмента
- Задняя часть сужается за метчиком, чтобы предотвратить повреждение резьбы из-за чрезмерного высверливания
- Построен для нарезания резьбы до 10 низкоуглеродистая сталь, медь, латунь и алюминий
- Коническая точка с утонением стенки
- Быстросменный шестигранник
- Тип резьбы: метрическая
Greenlee DTAPM5C Технические характеристики
| Материал | Быстрорежущая сталь |
| Длина изделия | 0.25 дюймов (0,64 см) |
| Количество | 1 |
| Тип инструмента | Комбинированное сверло / метчик |
| Применение (я) | Сверление отверстий, нарезание резьбы, удаление заусенцев / зенкование |
Что входит в комплект поставки Greenlee DTAPM5C
– Обработка
В таблице размеров отводов приведен список отводов стандартного размера, указание диаметра и шага резьбы для дробных, метрических и винтовых размеры. Десятичные эквиваленты диаметров показаны как в английской, так и в метрической системе. единицы измерения.Дробные размеры указаны в дюймах, а метрические размеры указаны в в миллиметрах после буквы «М». Номер размера винта соответствует диаметр, который больше для большего размера винта. Шаг резьбы, который может быть грубым или мелким, указывается после диаметра. В дробном и В системах размера винта используется количество резьбы, измеряемое в резьбах на дюйм. В метрической системе используется шаг резьбы, который представляет собой расстояние между резьбами, измеряется в миллиметрах.Для каждого количества резьбы эквивалентный шаг резьбы составляет при условии, и для метчиков, приблизительное количество резьбы показано на основе шаг. Наконец, для каждого стандарта указан рекомендуемый размер сверла. размер крана. Сверло этого размера следует использовать для сверления начального отверстия, которое затем будет нажата.
Доступные версии: Стандартный размер крана:
Дробное
Размер винта
Метрическая
Тип резьбы:
Грубый
Отлично
| Размер смесителя | Диаметр (дюйм) | Диаметр (мм) | Количество ниток (TPI) | Шаг резьбы (мм) | Метчик размер сверла | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| # 0000-160 | 0.0210 | 0,5334 | 160 | 0,159 | 1/64 дюйма | |||||||
| # 000-120 | 0,0340 | 0,8636 | 120 | 0,212 | # 71 | |||||||
| M1x | 1,0000 | ~ 127 | 0,200 | 0,8 мм | ||||||||
| M1x0,25 | 0,0394 | 1,0000 | ~ 102 | 0,250 | 0,75 мм | |||||||
| M1.1×0,25 | 0,0433 | 1,1000 | ~ 102 | 0,250 | 0,85 мм | |||||||
| M1.1×0,2 | 0,0433 | 1,1000 | ~ 127 | 0.200 | 0,9 мм | |||||||
| 0,0470 | 1,1938 | 90 | 0,282 | # 65 | ||||||||
| M1.2×0.2 | 0,0472 | 1.2000 | ~ 127 | 0.200 | 9 1 мм | |||||||
| 0,0472 | 1,2000 | ~ 102 | 0,250 | 0,95 мм | ||||||||
| M1,4×0,2 | 0,0551 | 1,4000 | ~ 127 | 0.200 | 1,2 мм | 0,0551 | 1,4000 | ~ 85 | 0,300 | 1,1 мм | ||
| # 0-80 | 0,0600 | 1,5240 | 80 | 0,318 | 3/649 дюйма | |||||||
| М1.6×0.2 | 0,0630 | 1,6000 | ~ 127 | 0.200 | 1,4 мм | |||||||
| M1,6×0,35 | 0,0630 | 1,6000 | ~ 73 | 0,350 | 1,25 мм | M1,8×0,2 | 0,0709 | 1,8000 | ~ 127 | 0.200 | 1,6 мм | |
| M1,8×0,35 | 0,0709 | 1,8000 | ~ 73 | 0,350 | 0 1,45 0009 мм | |||||||
| № 1-64 | 0.0730 | 1,8542 | 64 | 0,397 | # 52 | |||||||
| # 1-72 | 0,0730 | 1,8542 | 72 | 0,353 | # 53 | |||||||
2,0000 | ~ 102 | 0,250 | 1,75 мм | |||||||||
| M2x0,4 | 0,0787 | 2,0000 | ~ 64 | 0,400 | 1,6 мм | |||||||
| # 2-56 | # 2-56 | 0860 | 2,1844 | 56 | 0,454 | # 50 | ||||||
| # 2-64 | 0,0860 | 2,1844 | 64 | 0,397 | # 50 | |||||||
| 0,066 M2.2x | 2,2000 | ~ 102 | 0,250 | 1,95 мм | ||||||||
| M2,2×0,45 | 0,0866 | 2,2000 | ~ 57 | 0,450 | 1,75 мм | |||||||
| M5x0,35 | 0,0984 | 2,5000 | ~ 73 | 0,350 | 2,1 мм | |||||||
| M2,5×0,45 | 0,0984 | 2,5000 | ~ 57 | 0,450 | 2,05000 | 0,450 | 2,05000 # 3-48 | 0,0990 | 2,5146 | 48 | 0,529 | # 47 |
| # 3-56 | 0,0990 | 2,5146 | 56 | 0,454 | # 45 | |||||||
| 0.1120 | 2,8448 | 40 | 0,635 | # 43 | ||||||||
| # 4-48 | 0,1120 | 2,8448 | 48 | 0,529 | # 42 | |||||||
| 000 | ||||||||||||
| 000 | M3x0000 900 3,0000 | ~ 73 | 0,350 | 2,6 мм | ||||||||
| M3x0,5 | 0,1181 | 3,0000 | ~ 51 | 0,500 | 2,5 мм | |||||||
| # 5-40 | 0.1250 | 3,1750 | 40 | 0,635 | # 39 | |||||||
| # 5-44 | 0,1250 | 3,1750 | 44 | 0,577 | # 37 | |||||||
| M3.5x | 3,5000 | ~ 73 | 0,350 | 3,1 мм | ||||||||
| M3,5×0,6 | 0,1378 | 3,5000 | ~ 43 | 0,600 | 2,9 мм | |||||||
| # 6-40 0.1380 | 3,5052 | 32 | 0,794 | # 36 | ||||||||
| # 6-40 | 0,1380 | 3,5052 | 40 | 0,635 | # 33 | |||||||
| 0 900 M4x0,3 4,0000 | ~ 73 | 0,350 | 3,6 мм | |||||||||
| M4x0,5 | 0,1575 | 4,0000 | ~ 51 | 0,500 | 3,5 мм | |||||||
| M4x0,7 | 15754,0000 | ~ 37 | 0,700 | 3,3 мм | ||||||||
| # 8-32 | 0,1640 | 4,1656 | 32 | 0,794 | # 29 | |||||||
| 8 # 840-340000 | 4,1656 | 36 | 0,706 | # 29 | ||||||||
| M4,5×0,5 | 0,1772 | 4,5000 | ~ 51 | 0,500 | 4 мм | 4,5000 | ~ 34 | 0,750 | 3,8 мм | |||
| # 10-32 | 0,1900 | 4,8260 | 32 | 0,794 | # 21 | |||||||
| 0 # 10-24 900 | 4,8260 | 24 | 1,058 | # 25 | ||||||||
| M5x0,5 | 0,1969 | 5,0000 | ~ 51 | 0,500 | 4,5 мм | M5x0 | 69 | 5,0000 | ~ 32 | 0,800 | 4,2 мм | |
| # 12-24 | 0,2160 | 5,4864 | 24 | 1,058 | # 17 | |||||||
| # 1240-28 0,28 | 5,4864 | 28 | 0,907 | # 15 | ||||||||
| M5,5×0,5 | 0,2165 | 5,5000 | ~ 51 | 0,500 | 5 мм | |||||||
| M6x2362 | 6,0000 | ~ 51 | 0,500 | 5,5 мм | ||||||||
| M6x0,75 | 0,2362 | 6,0000 | ~ 34 | 0,750 | 5,2 мм | |||||||
| ~ 26 | 1.000 | 5 мм | ||||||||||
| 1 / 4-20 | 0,2500 | 6,3500 | 20 | 1,270 | # 7 | |||||||
| 1 / 4-28 | 0.2500 | 6,3500 | 28 | 0,907 | # 3 | |||||||
| M7x0,75 | 0,2756 | 7,0000 | ~ 34 | 0,750 | 6,2 мм | |||||||
| 00 0,2 мм | ||||||||||||
| 8 M7 | ~ 26 | 1.000 | 6 мм | |||||||||
| 5 / 16-18 | 0,3125 | 7,9375 | 18 | 1,411 | F | |||||||
| 5 / 16-24 | 0.3125 | 7.9375 | 24 | 1.058 | I | |||||||
| M8x0.5 | 0.3150 | 8.0000 | ~ 51 | 0.500 | 7.5 мм | ~ 34 | 0,750 | 7,2 мм | ||||
| M8x1 | 0,3150 | 8,0000 | ~ 26 | 1.000 | 7 мм | |||||||
| M8x1.25 | 0.3150 | 8,0000 | ~ 21 | 1,250 | 6,8 мм | |||||||
| M9x0,75 | 0,3543 | 9,0000 | ~ 34 | 0,750 | 8,2 мм | |||||||
| ~ 26 | 1.000 | 8 мм | ||||||||||
| M9x1,25 | 0,3543 | 9,0000 | ~ 21 | 1,250 | 7,8 мм | |||||||
| 3 / 8-24 | 0.3750 | 9,5250 | 24 | 1,058 | Q | |||||||
| 3 / 8-16 | 0,3750 | 9,5250 | 16 | 1,588 | 5/16 дюйма | 090 | ||||||
| 0 | 10,0000 | ~ 34 | 0,750 | 9,2 мм | ||||||||
| M10x1,5 | 0,3937 | 10,0000 | ~ 17 | 1,500 | 8,5 мм | |||||||
| M1025 | 0,3937 | 10,0000 | ~ 21 | 1,250 | 8,8 мм | |||||||
| M10x1 | 0,3937 | 10,0000 | ~ 26 | 1.000 | 9 мм7 | |||||||
| 11,0000 | ~ 34 | 0,750 | 10,2 мм | |||||||||
| M11x1 | 0,4331 | 11.0000 | ~ 26 | 1.000 | 10 мм | |||||||
| M11x5 | 0,4331 | 11,0000 | ~ 17 | 1,500 | 9,5 мм | |||||||
| 7 / 16-14 | 0,4375 | 11,1125 | 14 | 1,814 | U | 0,4375 | 11,1125 | 20 | 1,270 | 25/64 дюйма | ||
| M12x1,5 | 0,4724 | 12,0000 | ~ 17 | 1,500 | 9409 10,5 мм | 10,5 мм | 75 | 0,4724 | 12,0000 | ~ 15 | 1,750 | 10,2 мм |
| M12x0,75 | 0,4724 | 12,0000 | ~ 34 | 0,750 | 11,25000 | 11,25000 | 11,25000 | 12.0000 | ~ 26 | 1.000 | 11 мм | |
| M12x1.25 | 0.4724 | 12.0000 | ~ 21 | 1.250 | 10.8 мм | |||||||
| 8 1/2 .5000 | 12.7000 | 20 | 1.270 | 29/64 дюйм | ||||||||
| 1 / 2-13 | 0.5000 | 12.7000 | 13 | 1.954 | 27/64 дюйм | 4|||||||
| M | 0,5512 | 14,0000 | ~ 17 | 1,500 | 12,5 мм | |||||||
| M14x1,25 | 0,5512 | 14,0000 | ~ 21 | 1,250 | 12,814 мм | |||||||
| 14.0000 | ~ 26 | 1.000 | 13 мм | |||||||||
| M14x2 | 0.5512 | 14.0000 | ~ 13 | 2.000 | 12 мм | |||||||
| 14,2875 | 18 | 1,411 | 33/64 дюйма | |||||||||
| 9 / 16-12 | 0,5625 | 14,2875 | 12 | 2,117 | 31/64 дюйм | |||||||
| M15x5906 | 15.0000 | ~ 26 | 1.000 | 14 мм | ||||||||
| M15x1.5 | 0.5906 | 15.0000 | ~ 17 | 1.500 | 13.5 мм | / 9000-18 900 0,625015,8750 | 18 | 1,411 | 37/64 дюйма | |||
| 5 / 8-11 | 0,6250 | 15,8750 | 11 | 2,309 | 17/32 дюйма | |||||||
| 0.6299 | 16.0000 | ~ 13 | 2.000 | 14 мм | ||||||||
| M16x1.5 | 0,6299 | 16.0000 | ~ 17 | 1.500 | 14.5 мм | 6|||||||
| ~ 26 | 1.000 | 15 мм | ||||||||||
| M17x1 | 0,6693 | 17.0000 | ~ 26 | 1.000 | 16 мм | |||||||
| M17x1.5 | 0,6693 | 17,0000 | ~ 17 | 1,500 | 15,5 мм | |||||||
| M18x2,5 | 0,7087 | 18,0000 | ~ 11 | 2,500 | 9409 900 | |||||||
| 18.0000 | ~ 26 | 1.000 | 17 мм | |||||||||
| M18x1.5 | 0.7087 | 18.0000 | ~ 17 | 1.500 | 16.5 мм | |||||||
| 8 M18x7087 | 18.0000 | ~ 13 | 2.000 | 16 мм | ||||||||
| 3 / 4-16 | 0,7500 | 19.0500 | 16 | 1,588 | 11/16 дюймов | |||||||
| 3/4 10 | 0,7500 | 19,0500 | 10 | 2,540 | 21/32 дюйма | |||||||
| M20x2 | 0,7874 | 20.0000 | ~ 13 | 2.000 | 18 мм | |||||||
| 0,7874 | 20,0000 | ~ 17 | 1,500 | 18,5 мм | ||||||||
| M20x1 | 0,7874 | 20.0000 | ~ 26 | 1.000 | 19 мм | |||||||
| 0 | 0 900 | 20.0000 | ~ 11 | 2.500 | 17,5 мм | |||||||
| M22x2 | 0.8661 | 22.0000 | ~ 13 | 2.000 | 20 мм | |||||||
| M22x5 | 0,8661 | 22,0000 | ~ 17 | 1,500 | 20,5 мм | |||||||
| M22x1 | 0,8661 | 22,0000 | ~ 26 | 1.000 | 21 мм | |||||||
| 0 | 22,0000 | ~ 11 | 2,500 | 19,5 мм | ||||||||
| 7 / 8-9 | 0,8750 | 22,2250 | 9 | 2,822 | 49/64 дюйма | |||||||
| 7 / 8- | ||||||||||||
| 7 / 8-9 | 0.8750 | 22,2250 | 14 | 1,814 | 13/16 дюйма | |||||||
| M24x3 | 0,9449 | 24,0000 | ~ 9 | 3.000 | 21 мм | |||||||
| 00 | ||||||||||||
| 00 | ||||||||||||
| 00 | ~ 26 | 1.000 | 23 мм | |||||||||
| M24x1,5 | 0,9449 | 24,0000 | ~ 17 | 1,500 | 22,5 мм | |||||||
| M24x2 | 0.9449 | 24.0000 | ~ 13 | 2.000 | 22 мм | |||||||
| M25x2 | 0.9843 | 25.0000 | ~ 13 | 2.000 | 23 мм | |||||||
| 1.000 | 24 мм | |||||||||||
| M25x1,5 | 0,9843 | 25,0000 | ~ 17 | 1,500 | 23,5 мм | |||||||
| 1-14 | 1.0000 | 25.4000 | 14 | 1.814 | 15/16 дюймов | |||||||
| 1-8 | 1.0000 | 25.4000 | 8 | 3.175 | 7/8 дюймов | |||||||
| M26x1 1.0236 | 26.0000 | ~ 17 | 1.500 | 24,5 мм | ||||||||
| M27x1.5 | 1.0630 | 27.0000 | ~ 17 | 1.500 | 25.5 мм | 03 | ||||||
| 27.0000 | ~ 9 | 3.000 | 24 мм | |||||||||
| M27x1 | 1.0630 | 27.0000 | ~ 26 | 1.000 | 26 мм | |||||||
| 00 | ||||||||||||
| 00 | ||||||||||||
| 00 | 2.000 | 25 мм | ||||||||||
| M28x2 | 1.1024 | 28.0000 | ~ 13 | 2.000 | 26 мм | |||||||
| M28x1 | 1.1024 | 28.0000 | ~ 26 | 1.000 | 27 мм | |||||||
| M28x1.5 | 1.1024 | 28.0000 | ~ 17 | 1.500 | 26,5 мм | |||||||
| 1 | 1,1250 | 28,5750 | 12 | 2,117 | 1 3/64 дюйма | |||||||
| 1 1 / 8-7 | 1,1250 | 28,5750 | 7 | 3,629 | 63/64 дюйма | |||||||
| 1,1811 | 30,0000 | ~ 17 | 1,500 | 28,5 мм | ||||||||
| M30x3,5 | 1,1811 | 30,0000 | ~ 8 | 3,500 | 26,5409 | |||||||
| 30.0000 | ~ 13 | 2.000 | 28 мм | |||||||||
| 1 1 / 4-12 | 1.2500 | 31.7500 | 12 | 2.117 | 1 11/64 дюйм | |||||||
| 1 4-7 | 1.2500 | 31.7500 | 7 | 3.629 | 1 7/64 дюйма | |||||||
| M33x2 | 1.2992 | 33.0000 | ~ 13 | 2.000 | 31 мм | |||||||
| 9 | 33.0000 | ~ 8 | 3.500 | 29,5 мм | ||||||||
| M36x3 | 1.4173 | 36.0000 | ~ 9 | 3.000 | 33 мм | |||||||
| M40 1×4 | 7336.0000 | ~ 7 | 4.000 | 32 мм | ||||||||
| 1 1/2 -12 | 1.5000 | 38.1000 | 12 | 2.117 | 1 27/64 дюйм | |||||||
| / 2-6 | 1,5000 | 38,1000 | 6 | 4,233 | 1 11/32 дюйма | |||||||
| M39x4 | 1,5354 | 39.0000 | ~ 7 | 4.000 | 35 мм | |||||||
| 1.5354 | 39.0000 | ~ 9 | 3.000 | 36 мм | ||||||||
| M42x4.5 | 1.6535 | 42.0000 | ~ 6 | 4.500 | 37.5 мм | |||||||
| 1.7500 | 44.4500 | 12 | 2.117 | 1 43/64 дюйма | ||||||||
| 1 3 / 4-5 | 1.7500 | 44.4500 | 5 | 5.080 | 1 35/64 дюйма | |||||||
| M45x4.5 | 1.7717 | 45.0000 | ~ 6 | 4.500 | 40,5 мм | |||||||
| M48x5 | 1.8898 | 48.0000 | ~ 6 | 5.000 | 43 мм | |||||||
| 0 900 | 50,8000 | 12 | 2,117 | 1 59/64 дюйма | ||||||||
| 2-4 1/2 | 2,0000 | 50,8000 | 4,5 | 5,644 | 1 25/32 дюйма | |||||||
| M52 | 2.0472 | 52.0000 | ~ 6 | 5.000 | 47 мм | |||||||
| M56x5.5 | 2.2047 | 56.0000 | ~ 5 | 5.500 | 50.5 мм | |||||||
| 60,0000 | ~ 5 | 5,500 | 54,5 мм | |||||||||
| M64x6 | 2,5197 | 64.0000 | ~ 5 | 6.000 | 58 мм | |||||||
| M40x6 20006772 | 68.0000 | ~ 5 | 6.000 | 62 мм |
Вернуться к началу
Расчет размеров резьбонарезного сверла.
Общая информация
Как правило, для метрической резьбы нарезное сверло можно рассчитать путем вычитания шага из диаметра резьбы. например, для резьбы M5x0,75 нарезное сверло составляет 5-0,75 мм = 4,25 мм.
Для дюймовой резьбы размер резьбового сверла рассчитывается таким же образом, диаметр минус шаг.например, для 3 / 4,10 UNC шаг = 0,1, диаметр = 0,75, нарезное сверло = 0,65 = 16,5 мм.
Крупная и мелкая метрическая резьба
Чтобы рассчитать размер резьбонарезного сверла для метрической резьбы, вычтите шаг из основного диаметра. Выберите следующий больший стандартный размер сверла.
РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) | РАЗМЕР РЕЗЬБЫ | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
M1x0.25 | 0,75 | M9x0,75 | 8,3 | M18x2 | 16 |
M1.2×0.25 | 0,95 | M9x1 | 8 | M18x2.5 | 15,5 |
M1,4×0,3 | 1,1 | M9x1,25 | 7,8 | M20x1 | 19 |
M1,6×0,35 | 1,25 | M10x0.5 | 9,5 | M20x1,5 | 18,5 |
M1,8×0,35 | 1,45 | M10x0,75 | 9,3 | M20x2 | 18 |
M2x0.4 | 1,6 | M10x1 | 9 | M20x2,5 | 17,5 |
M2.2×0.45 | 1,75 | M10x1,25 | 8,8 | M22x1 | 21 |
м2.5×0,45 | 2,05 | M10x1,5 | 8,5 | M22x1,5 | 20,5 |
M2.6×0.45 | 2,15 | M11x1 | 10 | M22x2 | 20 |
M3x0.35 | 2,65 | M11x1,25 | 9,8 | M22x2,5 | 19,5 |
M3x0,5 | 2,5 | M11x1,5 | 9,5 | M24x1 | 23 |
М3.5×0,35 | 3,15 | M12x0,5 | 11,5 | M24x1,5 | 22,5 |
M3,5×0,6 | 2,9 | M12x0,75 | 11,3 | M24x2 | 22 |
M4x0.5 | 3,5 | M12x1 | 11 | M24x3 | 21 |
M4x0,7 | 3,3 | M12x1,25 | 10,3 | M25x1.5 | 23,5 |
M4,5×0,5 | 4 | M12x1,5 | 10,5 | M25x2 | 23 |
M4,5×0,75 | 3,75 | M12x1.75 | 10,3 | M27x3 | 24 |
M5x0,5 | 4,5 | M13x1 | 12 | M30x3,5 | 26,5 |
M5x0.75 | 4,25 | M14x1 | 13 | M33x3,5 | 29,5 |
M5x0,8 | 4,2 | M14x1,25 | 12,8 | M36x4 | 32 |
M6x0.5 | 5,5 | M14x1,5 | 12,5 | M39x4 | 35 |
M6x0,75 | 5,25 | M14x2 | 12 | M42x4.5 | 37,5 |
M6x1 | 5 | M15x1 | 14 | M45x4,5 | 40,5 |
M7x0,5 | 6,5 | M15x1.5 | 13,5 | M48x5 | 43 |
M7x0,75 | 6,25 | M16x1 | 15 | M52x5 | 47 |
M7x1 | 6 | M16x1.25 | 14,8 | M56x5,5 | 50,5 |
M8x0,5 | 7,5 | M16x1,5 | 14,5 | M60x5,5 | 54,5 |
M8x0.75 | 7,25 | M16x2 | 14 | M64x6 | 58 |
M8x1 | 7 | M18x1 | 17 | M68x6 | 62 |
M8x1.25 | 6,8 | M18x1,5 | 16,5 | M72x6 | 66 |
Резьба UNC и UNF
UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|
1.64 | 1,55 | 0,8 | 1,25 |
2,56 | 1,8 | 1,72 | 1,55 |
3,48 | 2,1 | 2.64 | 1.85 |
4,4 | 2,3 | 3,56 | 2,1 |
5,4 | 2,6 | 4,48 | 2,4 |
6.32 | 2,8 | 5,44 | 2,7 |
8,32 | 3,4 | 6,4 | 2,9 |
10,24 | 3,9 | 8.36 | 3,5 |
12,24 | 4,5 | 10,32 | 4,1 |
1 / 4.20 | 5,1 | 12,28 | 4,6 |
5/16.18 | 6,6 | 1 / 4,28 | 5,5 |
3 / 8.16 | 8 | 5 / 16,24 | 6,9 |
7 / 16,14 | 9,4 | 3/8.24 | 8,5 |
1 / 2,13 | 10,8 | 7 / 16.20 | 9,9 |
9 / 16,12 | 12,2 | 1 / 2.20 | 11,5 |
5/8.11 | 13,6 | 9 / 16,18 | 12,9 |
3 / 4,10 | 16,5 | 5 / 8.18 | 14,5 |
7 / 8,9 | 19,5 | 3/4.16 | 17,5 |
1 дюйм 8 | 22,2 | 7 / 8.14 | 20,5 |
1,1 / 8,7 | 25 | 1 дюйм 12 | 23,2 |
1.1 / 4,7 | 28,2 | 1,1 / 8,12 | 26,5 |
1,3 / 8,6 | 30,8 | 1,1 / 4,12 | 29,5 |
1,1 / 2,6 | 34 | 1.3 / 8,12 | 32,8 |
1,3 / 4,5 | 39,5 | 1,1 / 2,12 | 36 |
2 дюйма 4,1 / 2 | 45,3 |
Резьба BSW и BSF
BSW | СВЕРЛО (ММ) | BSF | СВЕРЛО (ММ) |
|---|---|---|---|
1/8.40 | 2,54 | 3 / 16,32 | 3,97 |
3 / 16,24 | 3,7 | 1 / 4,26 | 5,37 |
1 / 4.20 | 5,08 | 5/16.22 | 6,8 |
5 / 16,18 | 6,5 | 3 / 8,20 | 8,3 |
3 / 8.16 | 7,9 | 7 / 16,18 | 9,7 |
16.07.14 | 9,3 | 1 / 2,16 | 11,1 |
1 / 2,12 | 10,6 | 9 / 16,16 | 12,7 |
9 / 16,12 | 12,2 | 5/8.14 | 14,1 |
5 / 8,11 | 13,6 | 16,14 11,14 | 15,6 |
3 / 4,10 | 16,5 | 3 / 4,12 | 16,9 |
13/16.10 | 18,1 | 13 / 16.12 | 18,5 |
7 / 8,9 | 19,4 | 7 / 8,11 | 19,9 |
15 / 16,9 | 21 | 1 “10 | 22.9 |
1 дюйм 8 | 22,2 | 1,1 / 8,9 | 25,8 |
1,1 / 8,7 | 24,9 | 1,1 / 4,9 | 28,9 |
1,1 / 4.7 | 28,1 | 1,3 / 8,8 | 31,8 |
1,3 / 8,6 | 30,7 | 1,1 / 2,8 | 34,9 |
1,1 / 2,6 | 33,9 | 1.5 / 8,8 | 38,1 |
1,5 / 8,5 | 36,2 | 1,3 / 4,7 | 40,8 |
1,3 / 4,5 | 39,4 | 1,7 / 8,7 | 44 |
1.7 / 8.4.1 / 2 | 42 | 2 дюйма 7 | 47,2 |
2 дюйма 4,1 / 2 | 45,2 |
Трубная резьба BSP и BSPT
BSP | СВЕРЛО (ММ) | BSPT | СВЕРЛО (ММ) |
|---|---|---|---|
1/16.28 | 6,8 | 1 / 16,28 | 6,2 |
1 / 8,28 | 8,8 | 1 / 8,28 | 8,2 |
1 / 4,19 | 11.8 | 1 / 4,19 | 10,9 |
3 / 8,19 | 15,3 | 3 / 8,19 | 14,5 |
1 / 2,14 | 19,1 | 1 / 2,14 | 18 |
5/8.14 | 21,1 | 3 / 4,14 | 23 |
3 / 4,14 | 24,6 | 1 дюйм 11 | 29 |
7 / 8.14 | 28,4 | 1.1/4 ”11 | 38 |
1 дюйм 11 | 30,9 | 1,1 / 2 ”11 | 44 |
1,1 / 8,11 | 35,6 | 2 дюйма 11 | 55 |
1.1 / 4,11 | 39,6 | 2,1 / 2 ”11 | 71 |
1,3 / 8,11 | 42 | 3 дюйма 11 | 83 |
1,1 / 2,11 | 45,5 | ||
1.3 / 4,11 | 51,4 | ||
2 дюйма 11 | 57,3 | ||
2,1 / 4 дюйма 11 | 63,4 | ||
2.1/2 ”11 | 72,9 | ||
2.3 / 4 ”11 | 79,2 | ||
3 дюйма 11 | 85,6 |
Сверла для метчиков без канавки
МЕТРИЧЕСКИЙ | СВЕРЛО (ММ) | UNC | СВЕРЛО (ММ) | UNF | СВЕРЛО (ММ) |
|---|---|---|---|---|---|
1.6×0,35 | 1,45 | 1,64 | 1,67 | 0,8 | 1,38 |
2×0,4 | 1,8 | 2,56 | 1,98 | 1.72 | 1,69 |
2,5×0,45 | 2,3 | 3,48 | 2,27 | 2,64 | 2 |
3×0,5 | 2,8 | 4.4 | 2,56 | 3,56 | 2,31 |
3,5×0,6 | 3,2 | 5,4 | 2,89 | 4,48 | 2,6 |
4×0.7 | 3,7 | 6,32 | 3,14 | 5,44 | 2,91 |
4,5×0,75 | 4,2 | 8,32 | 3,8 | 6.4 | 3,22 |
5×0,8 | 4,6 | 10,24 | 4,34 | 8,36 | 3,84 |
6×1 | 5,6 | 12.24 | 5,01 | 10,32 | 4,47 |
8×1,25 | 7,4 | 1 / 4.20 | 5,77 | 1 / 4,28 | 5,94 |
10×1.5 | 9,3 | 5 / 16,18 | 7,3 | 5 / 16,24 | 7,5 |
12×1,75 | 11,2 | 3 / 8.16 | 8,8 | 3/8.24 | 9 |
14×2 | 13,1 | 7 / 16,14 | 10,3 | 7 / 16.20 | 10,5 |
16×2 | 15,1 | 1/2.13 | 11,8 | 1 / 2.20 | 12,1 |
Резьба BA
РЕЗЬБА | СВЕРЛО (ММ) |
|---|---|
0 | 5 |
1 | 4.4 |
2 | 3,9 |
3 | 3,4 |
4 | 2,95 |
5 | 2,6 |
6 | 2.25 |
7 | 2 |
8 | 1,75 |
9 | 1,5 |
10 | 1,35 |
Схема резьбонарезного сверления – P&A Engineering Supplies
Если вы нарезаете резьбу или просверливаете отверстие, здесь вы найдете нужный размер резьбы и сверло для метчика.У нас есть широкий ассортимент метчиков и сверл для вашей следующей работы.
Таблица сверления ходовой метрической резьбы
| Размер резьбы | Сверло для метчика (мм) | Размер резьбы | Сверло для метчика (мм) | Размер резьбы | Сверло для метчика (мм) | Размер резьбы | Сверло для метчика (мм) |
M1 x 0.25 | 0,75 | M3,5 x 0,6 | 2,90 | M12 x 1,75 | 10.20 | M36 x 4 | 32,00 |
M1,1 x 0,25 | 0,85 | M4 x 0,7 | 3,30 | M14 x 2 | 12.00 | M39 x 4 | 35,00 |
M1,2 x 0,25 | 0,95 | M4,5 x 0,75 | 3,70 | M16 x 2 | 14,00 | M42 x 4,5 | 37,50 |
M1,4 x 0,3 | 1,10 | M5 x 0.8 | 4,20 | M18 x 2,5 | 15,50 | M45 x 4,5 | 40,50 |
M1,6 x 0,35 | 1,25 | M6 x 1 | 5,00 | M20 x 2,5 | 17,50 | M48 x 5 | 43,00 |
M1.8 х 0,35 | 1,45 | M7 x 1 | 6,00 | M22 x 2,5 | 19,50 | M52 x 5 | 47,00 |
М2 x 0,4 | 1,60 | M8 x 1,25 | 6,80 | M24 x 3 | 21,00 | M56 x 5.5 | 50,50 |
M2,2 x 0,45 | 1,75 | M9 x 1,25 | 7,80 | M27 x 3 | 24,00 | M60 x 5,5 | 54,50 |
M2,5 x 0,45 | 2,05 | M10 x 1,5 | 8.50 | M30 x 3,5 | 26,50 | M64 x 6 | 58,00 |
M3 x 0,5 | 2,50 | M11 x 1,5 | 9,50 | M33 x 3,5 | 29,50 | M68 x 6 | 62,00 |
Таблица сверления метрической мелкой резьбы
| Размер резьбы | Сверло для метчика (мм) | Размер резьбы | Сверло для метчика (мм) | Размер резьбы | Сверло для метчика (мм) | Размер резьбы | Сверло для метчика (мм) |
M4 x 0.35 | 3,60 | M10 x 0,75 | 9,25 | M16 x 1 | 15,0 | M24 x 1,5 | 22,5 |
M4 x 0,5 | 3,50 | M10 x 1 | 9,0 | M16 x 1,5 | 15,0 | M24 x 2 | 22.0 |
M5 x 0,5 | 4,50 | M10 x 1,25 | 8,8 | M18 x 1 | 17,0 | M26 x 1,5 | 24,5 |
M6 x 0,5 | 5,50 | M11 x 1 | 10,0 | M18 x 2 | 16.0 | M27 x 1,5 | 25,5 |
M6 x 0,75 | 5,25 | M12 x 0,75 | 11,25 | M20 x 1 | 19,0 | M27 x 2 | 25,0 |
M7 x 0,75 | 6,25 | M12 x 1 | 11.0 | M20 x 1,5 | 18,5 | M28 x 1,5 | 26,5 |
M8 x 0,5 | 7,00 | M12 x 1,5 | 10,5 | M20 x 2 | 18,0 | M30 x 1,5 | 28,5 |
M8 x.75 | 7,25 | M14 x 1 | 13,0 | M22 x 1 | 21,0 | M30 x 2 | 28,0 |
M8 x 1 | 7,50 | M14 x 1,25 | 12,8 | M22 x 1,5 | 20,5 | M33 x 2 | 31.0 |
M9 x 1 | 8,00 | M14 x 1,5 | 12,5 | M22 x 2 | 20,0 | M36 x 3 | 33,0 |
Императорский
UNC
Unified National Coarse
| Размер крана | Размер сверла |
| 1 / 4-20NC | # 8 |
| 5 / 16-18NC | F |
| 3 / 8-16NC | 5/16 |
| 7 / 16-14NC | U |
| 1 / 2-13NC | 27/64 |
| 9 / 16-12NC | 31/64 |
| 5 / 8-11NC | 14 мм |
| 3 / 4-10NC | 21/32 |
| 7 / 8-9NC | 49/64 |
| 1-8NC | 7/8 |
| 1 1 / 8-7NC | 63/64 |
| 1 1 / 4-7NC | 1-7 / 64 |
| 1 3 / 8-6NC | 1-3 / 16 |
| 1 1 / 2-6NC | 1-11 / 32 |
UNF
Единый национальный штраф
|
NS
|
NPT
Конус для труб National 1:16
| Размер крана | Размер сверла |
| 1 / 8-27NPT | R |
| 1 / 4-18НПТ | 7/16 |
| 3 / 8-18НПТ | 15 мм |
| 1 / 2-14НПТ | 23/32 |
| 3 / 4-14НПТ | 59/64 |
| 1 x11-1 / 2NPT | 1-5 / 32 |
| 1-1 / 4 × 11-1 / 2НПТ | 1–1 / 2 |
| 1-1 / 2 × 11-1 / 2НПТ | 1-47 / 64 |
| 2x 11-1 / 2NPT | 2-7 / 32 |
BSW
Британский стандарт Уитворт
| Размер крана | TPI | Диаметр сверла для нарезания резьбы |
| 1/16 ″ | 60 | 1.15 |
| 3/32 ″ | 48 | 1,9 |
| 1/8 ″ | 40 | 2,5 |
| 5/32 ″ | 32 | 3,2 |
| 3/16 ″ | 24 | 3,7 |
| 7/32 ″ | 24 | 4,5 |
| 1/4 ″ | 20 | 5,1 |
| 5/16 ″ | 18 | 6,5 |
| 3/8 ″ | 16 | 7.9 |
| 7/16 ″ | 14 | 9,2 |
| 1/2 ″ | 12 | 10,4 |
| 5/8 ″ | 11 | 13,4 |
| 3/4 ″ | 10 | 16,25 |
| 7/8 ″ | 9 | 19,25 |
| 1 ″ | 8 | 22 |
| 1-1 / 8 ″ | 7 | 24,5 |
| 1-1 / 4 ″ | 7 | 27.25 |
| 1-3 / 8 ″ | 6 | 30,25 |
| 1-1 / 2 ″ | 6 | 33,5 |
| 1-5 / 8 ″ | 5 | 35,5 |
| 1-3 / 4 ″ | 5 | 38,5 |
| 1-7 / 8 ″ | 4 1/2 | 41,25 |
| 2 ″ | 4 1/2 | 44,5 |
| 2-1 / 4 ″ | 4 | 50 |
| 2-1 / 2 ″ | 4 | 56 |
| 2-3 / 4 ″ | 3 1/2 | 61.5 |
| 3 ″ | 3 1/2 | 68 |
| 3-1 / 4 ″ | 3 1/4 | 73,75 |
| 3-1 / 2 ″ | 3 1/4 | 80 |
| 3-3 / 4 ″ | 3 | 85,5 |
| 4 ″ | 3 | 92 |
| 4-1 / 4 ″ | 2 7/8 | 98 |
| 4-1 / 2 ″ | 2 7/8 | 104,2 |
| 4-3 / 4 ″ | 2 3/4 | 110 |
| 5 ″ | 2 3/4 | 116.5 |
| 5-1 / 4 ″ | 2 5/8 | 122,5 |
| 5-1 / 2 ″ | 2 5/8 | 128,5 |
| 5-3 / 4 ″ | 2 1/2 | 134,5 |
| 6 ″ | 2 1/2 | 141 |
BSF
Британский стандартный штраф
| Размер метчика | TPI | Диаметр сверла для нарезания резьбы |
| 3/16 ″ | 32 | 4 |
| 7/32 ″ | 28 | 4.6 |
| 1/4 ″ | 26 | 5,3 |
| 9/32 ″ | 26 | 6,1 |
| 5/16 ″ | 22 | 6,8 |
| 3/8 ″ | 20 | 8,3 |
| 7/16 ″ | 18 | 9,7 |
| 1/2 ″ | 16 | 11,1 |
| 9/16 ″ | 16 | 12,7 |
| 5/8 ″ | 14 | 14 |
| 11/16 ″ | 14 | 15.5 |
| 3/4 ″ | 12 | 16,75 |
| 13/16 ″ | 12 | 18,25 |
| 7/8 ″ | 11 | 19,75 |
| 1 ″ | 10 | 22,75 |
| 1-1 / 8 ″ | 9 | 26,5 |
| 1-1 / 4 ″ | 9 | 28,75 |
| 1-3 / 8 ″ | 8 | 31,5 |
| 1-1 / 2 ″ | 8 | 34.5 |
| 1-5 / 8 ″ | 8 | 38 |
| 1-3 / 4 ″ | 7 | 40,5 |
| 2 ″ | 7 | 47 |
| 2-1 / 4 ″ | 6 | 53 |
| 2-1 / 2 ″ | 6 | 59 |
| 2-3 / 4 ″ | 6 | н / д |
| 3 ″ | 5 | н / д |
| 3-1 / 4 ″ | 5 | н / д |
| 3-1 / 2 ″ | 4 1/2 | н / д |
| 3-3 / 4 ″ | 4 1/2 | н / д |
| 4 ″ | 4 1/2 | н / д |
| 4-1 / 4 ″ | 4 | н / д |
UNEF
Единая национальная форма
| Размер метчика | TPI | Сверло для нарезания резьбы | мм
| 1/4 | 32 | 5.6 |
| 5/16 | 32 | 7,2 |
| 3/8 | 32 | 8,8 |
| 1/2 | 28 | 11,8 |
| 5/8 | 24 | 14,75 |
| 3/4 | 20 | 18 |
| 1 | 20 | 24,2 |
BSB
Британская стандартная латунь
| Размер метчика | TPI | Сверло для нарезания резьбы | мм
| 1/4 | 26 | 5.2 |
| 5/16 | 26 | 6,8 |
| 3/8 | 26 | 8,4 |
| 7/16 | 26 | 10 |
| 1/2 | 26 | 11,6 |
| 9/16 | 26 | 13,2 |
| 5/8 | 26 | 14,8 |
| 3/4 | 26 | 18 |
| 7/8 | 26 | 20.8 |
| 1 | 26 | 24,3 |
ISO | Инженеры Edge
Связанные ресурсы: оборудование
Метрический метчик и сверло ISO
Инженерные данные по проектированию аппаратного обеспечения ANSI
Инженерные метрические данные по проектированию аппаратного обеспечения
Метрические сверла ISO для нарезания резьбы и зазора, с крупной резьбой, серия
Номинал | Размер сверла (мм) | Сверло с зазором | |||
Рекомендуется | Альтернатива | Закрыть | Средний | Бесплатно | |
М1.6 | 1,25 | 1,30 | 1,7 | 1,8 | 2,0 |
M2 | 1,60 | 1,65 | 2.2 | 2,4 | 2,6 |
M2.5 | 2,05 | 2,10 | 2,7 | 2,9 | 3,1 |
M3 | 2.50 | 2,55 | 3,2 | 3,4 | 3,6 |
M4 | 3,30 | 3,40 | 4,3 | 4.5 | 4,8 |
M5 | 4,20 | 4,30 | 5,3 | 5,5 | 5,8 |
M6 | 5.00 | 5,10 | 6,4 | 6,6 | 7,0 |
M8 | 6,80 | 6,90 | 8,4 | 9.0 | 10,0 |
M10 | 8,50 | 8,60 | 10,5 | 11,0 | 12,0 |
M12 | 10.20 | 10,40 | 13,0 | 14,0 | 15,0 |
M14 | 12,00 | 12.20 | 15,0 | 16.0 | 17,0 |
M16 | 14,00 | 14,25 | 17,0 | 18,0 | 19,0 |
M18 | 15.50 | 15,75 | 19,0 | 20,0 | 21,0 |
M20 | 17,50 | 17,75 | 21,0 | 22.0 | 24,0 |
M22 | 19,50 | 19,75 | 23,0 | 24,0 | 26,0 |
M24 | 21.00 | 21,25 | 25,0 | 26,0 | 28,0 |
M27 | 24,00 | 24,25 | 28,0 | 30.0 | 32,0 |
M30 | 26,50 | 26,75 | 31,0 | 33,0 | 35,0 |
M33 | 29.50 | 29,75 | 34,0 | 36,0 | 38,0 |
M36 | 32,00 | – | 37,0 | 39.0 | 42,0 |
M39 | 35,00 | – | 40,0 | 42,0 | 45,0 |
M42 | 37.50 | – | 43,0 | 45,0 | 48,0 |
M45 | 40,50 | – | 46,0 | 48.0 | 52,0 |
M48 | 43,00 | – | 50,0 | 52,0 | 56,0 |
M52 | 47.00 | – | 54,0 | 56,0 | 62,0 |
© Copyright 2000-2021, Engineers Edge, LLC www.engineersedge.com
Все права защищены.
Отказ от ответственности | Обратная связь | Реклама
| Контакты
Дата / Время:
| ||||