Нарезание резьбы на токарном станке резцом и другими инструментами
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
Процесс нарезания резьбы на токарном станке резцом
Нарезание резьбы с использованием токарного оборудования
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
- величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
- частотой, с которой вращается деталь.


Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Перемещаясь вдоль оси вращающейся заготовки, резец врезается в нее и создает винтовую поверхность, которую и принято называть резьбой. Элементы с резьбовой поверхностью используют для решения различных задач: обеспечения перемещения элементов друг относительно друга, их сочленения и уплотнения формируемых соединений.
Наиболее распространенные виды профиля резьбы: а — треугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д – круглая
Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
- треугольные;
- трапецеидальные;
- прямоугольные;
- упорные;
- круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
Все разновидности резьбы со схемами, параметрами и регламентирующими их ГОСТ
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).

Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
 Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.Резьбонарезные резцы
Заготовки, которые сделаны из стали, обрабатывают на токарном станке при помощи инструментов с пластинами, выполненными из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4.
 Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%).
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.

Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.
Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.
Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.
Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.
Резьбонарезные головки
Гребенки для нарезания резьбы
Гребенки для нарезания внутренней резьбы (их количество в комплекте может быть различным) выполняются с заходным конусом. При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
В том случае, если на токарном станке необходимо нарезать винтовую поверхность на червяках или винтах, отличающихся большой длиной, то резьбонарезные головки фиксируют на суппорте станка, что способствует повышению производительности технологического процесса. Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Понять технологию нарезания резьбы при помощи токарного станка можно по видео, на котором хорошо видно, как осуществляется этот процесс. Ниже приведено несколько видео, на которых запечатлен процесс изготовления резьбы разными способами.
Нарезание резьбы на токарном станке
Правильный выбор метода и оснастки может оптимизировать процесс нарезания резьбы. Для резьбонарезных инструментов были разработаны усовершенствованные покрытия и марки материалов, используемые для современных токарных резцов в целом. Кроме того, конструктивные улучшения коснулись резьбовых пластин, благодаря чему контроль стружки стал еще более надежным. Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
Однако, несмотря на эти изменения, инженеры-технологи уделяют недостаточно внимания оптимизации операций по нарезанию резьбы, рассматривая данный процесс как нечто неизменное и не поддающееся улучшениям.
В действительности токарный процесс может быть спроектирован более эффективно. Прежде всего, нужно более глубоко разобраться в некоторых принципах нарезания резьбы.
Почему к нарезанию резьбы выдвигаются жесткие требования
К нарезанию резьбы на токарном станке предъявляются более жесткие требования, чем к обычным токарным операциям. Рабочие усилия при нарезании резьбы, как правило, выше, а радиус закругления режущей кромки резьбовой пластины меньше, что снижает ее стойкость.
При токарной обработке подача должна точно соответствовать шагу резьбы. Если шаг составляет 8 ниток на дюйм (25,4 мм), то инструмент должен совершать 8 оборотов на дюйм, проходя 3,175 мм на оборот. Сравните это с обычной токарной операцией, где подача составляет, как правило, около 0,3 мм на оборот. Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Подача при нарезании резьбы в 10 раз выше, чем при обычном точении, и соответствующие усилия на кромке резьбовой пластины могут увеличиваться от 100 до 1000 раз.
Радиус при вершине режущей кромки, соответствующий такому усилию, составляет обычно 0,4 мм, по сравнению с 0,8 мм для обычной токарной пластины. Что касается резьбовой пластины, данный радиус серьезно ограничен допустимым радиусом на впадине профиля резьбы, определенным соответствующим стандартом. Радиус также ограничен необходимой операцией резания, так как обычная токарная обработка неприменима из-за возможной деформации резьбы.
В результате высоких усилий резания и более плотной их концентрации резьбовые пластины подвергаются гораздо большей нагрузке, чем обычные токарные пластины.
Рис. 1. Пластина с неполным профилем может применяться для различной величины шага при врезании на разную глубину. Наименьший шаг нарезаемой резьбы определяется величиной малого радиуса закругления вершины (не показан на схеме).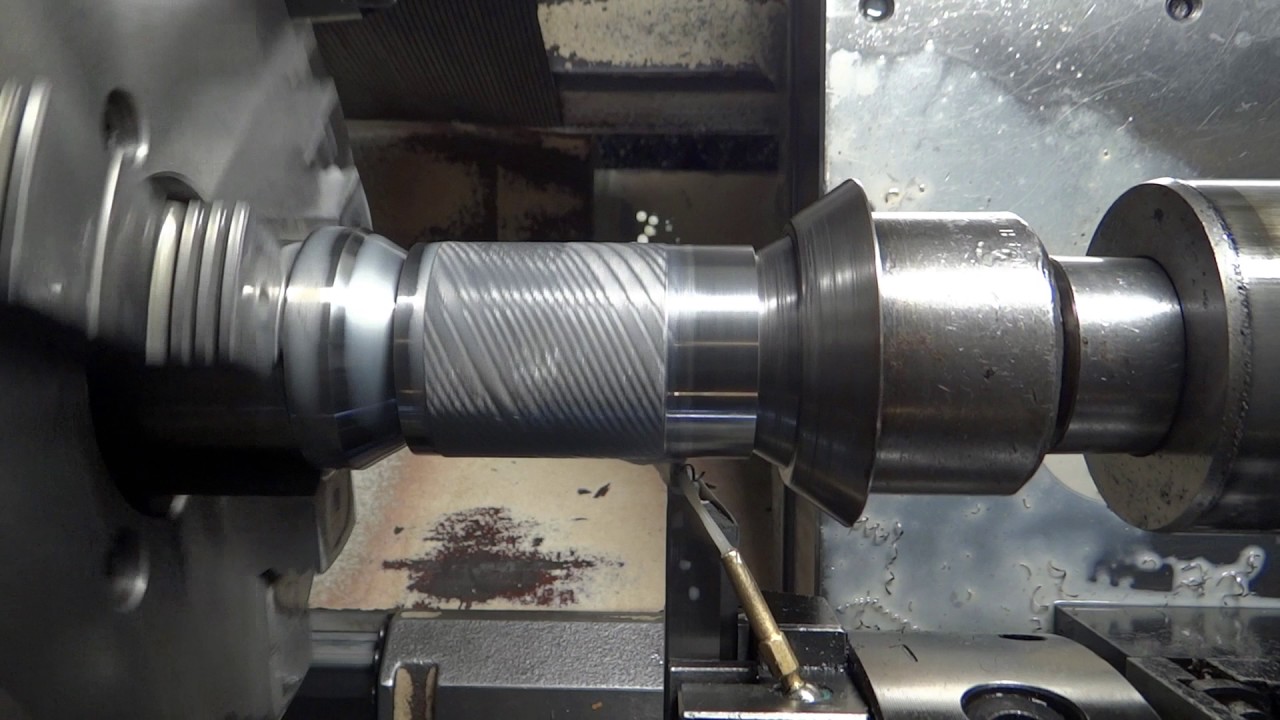 Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершины
Наибольший шаг нарезаемой резьбы определяется прочностью зоны закругления вершиныПластины с полным и неполным профилем
Пластины с неполным профилем обрабатывают впадину резьбы, не достигая вершины (см. рис. 1). Одна пластина может обрабатывать различные виды шагов, вплоть до самого крупного (с наименьшим количеством ниток на дюйм), что определяется прочностью зоны закругления режущей кромки.
Радиус закругления режущей кромки должен быть достаточно малым, чтобы пластина могла обрабатывать резьбы разного размера. Для небольших шагов требуется очень малый радиус, при этом пластина проникает глубже. Например, для обработки резьбы с шагом 8 ниток на дюйм пластиной с неполным профилем необходима глубина врезания 2,7 мм, в то время как та же самая резьба, нарезаемая полнопрофильной пластиной, требует глубины 2 мм. При этом пластина с полным профилем позволяет получить более прочную резьбу. Более того, для обработки резьбы такой пластиной требуется в четыре раза меньше проходов.
Многозубые пластины
Многозубые пластины имеют ряд последовательно расположенных зубьев, где каждый последующий зуб врезается во впадину резьбы глубже, чем предыдущий (см. рис. 2). Количество шагов, требуемых для нарезания резьбы такой пластиной, может быть сокращено на величину вплоть до 80 процентов. Срок службы инструмента значительно больше, чем у однозубых пластин, поскольку на последний зуб приходится лишь половина или третья часть от общего снимаемого металла.
Однако из-за высоких усилий резания данные пластины не рекомендуются для тонкостенных деталей – во избежание сильных колебаний. Кроме того, конструкция заготовки, обрабатываемой такой пластиной, должна иметь достаточно канавок для выхода всех зубьев из зоны резания.
Глубина врезания на проход
Глубина врезания на проход – крайне важный параметр нарезания резьбы. Каждый последующий проход задействует бо́льшую часть режущей кромки пластины. Если глубина врезания на проход постоянна (что не рекомендуется), то усилие резания и интенсивность съема металла могут существенно увеличиваться с каждым проходом.
Каждый последующий проход задействует бо́льшую часть режущей кромки пластины. Если глубина врезания на проход постоянна (что не рекомендуется), то усилие резания и интенсивность съема металла могут существенно увеличиваться с каждым проходом.
Например, при нарезании 60-градусной резьбы с постоянной глубиной врезания 0,25 мм на проход, при втором проходе снимается в три раза большее количество металла, чем при первом. И с каждым следующим проходом количество снимаемого металла увеличивается в геометрической прогрессии.
Чтобы избежать этого и сохранить более практичные усилия резания, с каждым проходом глубину врезания необходимо уменьшать.
Рис. 3. Выбор угла врезания оказывает существенное влияние на эффективность процессаМетоды врезания
Существует как минимум четыре метода врезания (см. рис. 3). Мало кто знает, насколько сильно выбор определенного метода может повлиять на эффективность нарезания резьбы.
А. Радиальное врезание
Хотя это самый распространенный метод нарезания резьбы, он наименее рекомендован. Если резец подается радиально (перпендикулярно к оси заготовки), металл снимается с обеих сторон профиля резьбы, в результате чего формируется стружка в форме буквы V. Такая форма стружки трудно поддается разлому, поэтому стружкоотвод может представлять проблему. Кроме того, на обе стороны режущей кромки оказывается сильное тепловое и ударное воздействие, что значительно сокращает срок службы инструмента по сравнению с другими методами врезания.
Если резец подается радиально (перпендикулярно к оси заготовки), металл снимается с обеих сторон профиля резьбы, в результате чего формируется стружка в форме буквы V. Такая форма стружки трудно поддается разлому, поэтому стружкоотвод может представлять проблему. Кроме того, на обе стороны режущей кромки оказывается сильное тепловое и ударное воздействие, что значительно сокращает срок службы инструмента по сравнению с другими методами врезания.
В. Одностороннее боковое врезание
В этом методе направление врезания параллельно одной стороне резьбы, и инструмент, как правило, движется вдоль линии под углом 30º. В результате образуется стружка, аналогичная получаемой при обычном точении (см. рис. 4). В сравнении с радиальным врезанием формирование стружки и отделение от режущей кромки происходит легче, что гарантирует лучший отвод тепла.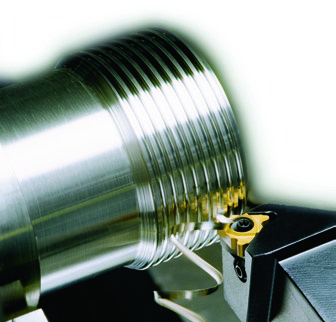 Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
Однако при таком методе вместо резания происходит трение вспомогательной режущей кромки о боковую поверхность резьбы. Это приводит к истиранию, негативно влияет на качество обработки поверхности и может вызывать вибрации.
С. Модифицированное одностороннее боковое врезание (рекомендуется)
Данный метод похож на метод одностороннего бокового врезания, за исключением того, что угол врезания меньше угла профиля резьбы – менее 30º. Он сохраняет преимущества метода одностороннего врезания, при этом проблемы, связанные со вспомогательной кромкой, отсутствуют. Наилучший результат обеспечивается с углом врезания 29½º, но на практике приемлем любой угол от 25 до 29½º.
D. Двухстороннее боковое врезание
В этом случае пластина подается попеременно вдоль обеих сторон профиля резьбы и, следовательно, в процессе задействуются обе стороны режущей кромки. Это позволяет распределить нагрузку и способствует увеличению срока службы инструмента. Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Однако такое врезание также может вызвать проблемы с отводом стружки, что может ухудшить качество поверхности и стойкость инструмента. Данный метод обычно используется лишь при очень больших величинах шага и для таких форм резьбы, как трапецеидальная и ACME.
Выравнивание задних углов
Некоторые резьбовые пластины и державки имеют возможность точного наклона пластины в направлении врезания при изменении угла подъема винтовой линии. Это свойство обеспечивает высокое качество резьбы, предотвращая трение пластины о боковую поверхность профиля. Оно также позволяет продлить срок службы резца в силу равномерного распределения усилий резания по всей длине режущей кромки.
Пластина, не имеющая такой возможности, где режущая кромка подается параллельно осевой линии заготовки, образует неравные задние углы главной и вспомогательной кромок пластины (см. рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
рис. 5). В частности, при крупном шаге это неравенство может стать причиной трения кромки о поверхность профиля резьбы.
Регулируемые системы позволяют изменять угол наклона пластины путем воздействия на головку державки с помощью опорных пластин. Точная регулировка получается в результате выравнивания углов главной и вспомогательной кромок, благодаря чему износ становится более равномерным.
Рис. 6. Данный специальный резьбонарезной инструмент используется для одновременной обработки двух отдельных резьб на шестишпиндельном токарном станке. Резьбы обрабатываются по отдельности. Используемые здесь пластины предназначены для резьбофрезерного инструмента, но в данном случае они применяются в качестве токарныхМиниатюризация и специализация
Резцы со вставными пластинами обеспечивают нарезание внутренней резьбы в отверстиях диаметром вплоть до 7,6 мм. Использование токарных инструментов для нарезания резьбы в таких малых отверстиях дает множество преимуществ. Качество формируемой резьбы, как правило, выше, конструкция пластины способствует отводу стружки из отверстия с незначительным ущербом для резьбы, а возможность индексации пластин позволяет снизить затраты на оснастку.
Для подобных инструментов обычно используется твердый сплав, позволяющий выполнять обработку на низких скоростях. Что же касается нарезания резьбы в малых отверстиях, использование низкой скорости резания является единственно возможным вариантом ввиду ограничений по кинематике станка.
Технологические инновации расширили сферу применения резьбонарезных инструментов, и переход к нарезанию внутренней резьбы малого диаметра резцами – яркий тому пример. Несмотря на широкую номенклатуру стандартных инструментов, производители продолжают сталкиваться с определенными проблемами, оправдывающими применение специализированной оснастки (см. рис. 6.). Особая оснастка, проектируемая в сотрудничестве с поставщиком, – это возможность, которой нельзя пренебрегать при поиске рациональных параметров резца для конкретного вида работ.
Источник материала: перевод статьи
Threading On A Lathe,
Modern Machine Shop
Автор статьи-оригинала:
Стюарт Палмер (Stuart Palmer)
Об авторах:
Стюарт Палмер (Stuart Palmer) – маркетолог израильской компании-производителя режущих инструментов Vargus Ltd. , расположенной в г. Нагария.
, расположенной в г. Нагария.
Майк Канаговски (Mike Kanagowski) – директор компании VNE Corp., которая является партнером Vargus Ltd. и находится в г. Джейнсвилл, штат Висконсин (США).
Нет связанных записей.
Нарезание внутренней резьбы на токарном станке
Внутренняя резьба нарезается метчиками, резцами, гребенками. Для нарезания внутренней метрической резьбы диаметром до 50 мм и дюймовой до 2 градусов применяются метчики.
Нарезание резьбы метчиками. Метчик представляет собой стальной закаленный стержень с нарезанной резьбой заданного профиля. Вдоль стержня профрезерованы канавки, образующие при пересечении с нитками резьбы режущие кромки. Метчик состоит из рабочей части и хвостовой части. Хвостовая часть заканчивается квадратом, служащим для закрепления метчика в патроне или воротке.
Рабочая часть подразделяется на конусную заборную часть и цилиндрическую калибровочную. Основной рабочей частью является заборная. Зубья на заборной части срезаны на конус, и при ввинчивании метчика они последовательно входят в работу и снимают стружку. Вся работа резания по образованию впадины зуба распределяется между несколькими режущими зубьями, расположенными на заборной части. Калибрующая часть служит для зачистки нарезаемой резьбы и для подачи метчика вперед.
Зубья на заборной части срезаны на конус, и при ввинчивании метчика они последовательно входят в работу и снимают стружку. Вся работа резания по образованию впадины зуба распределяется между несколькими режущими зубьями, расположенными на заборной части. Калибрующая часть служит для зачистки нарезаемой резьбы и для подачи метчика вперед.
Каждый зуб метчика работает как резец и имеет соответствующие углы резания, величина которых выбирается в зависимости от обрабатываемого материала. Передний угол, измеряемый в плоскости, перпендикулярной оси метчика, составляет 10° при обработке стали средней твердости и 5° при обработке чугуна. Задний угол а, измеренный в той же плоскости, выбирается в пределах 6—12 при обработке стали и чугуна.
Канавки на метчике служат для образования режущих кромок и для отвода стружки.
Токарные работы — это процесс резания в результате которого происходит не только срезание стружки, но и выдавливание металла вследствие пластической деформации, что приводит к уменьшению внутреннего диаметра резьбы. Поэтому и характерны диаметры отверстий под нарезание резьбы должны выбираться с учетом этого обстоятельства.
Поэтому и характерны диаметры отверстий под нарезание резьбы должны выбираться с учетом этого обстоятельства.
Имеется несколько типов метчиков, а именно: ручные, машинные, гаечные, плашечные, маточные, калибровочные, раздвижные, специальные. Наибольшее распространение получили первые три типа.
Ручные метчики предназначены для нарезания метрической или дюймовой резьбы вручную или на токарных станках. Нарезание производится либо одним метчиком, либо комплектом из двух и трех метчиков в зависимости от размера нарезаемой резьбы. Мелкие метрические резьбы нарезаются одним или двумя метчиками в зависимости от диаметра резьбы. Номер метчика устанавливается по количеству рисок на хвостовой части.
Машинные метчики применяются при нарезании резьбы на сверлильных и расточных станках. Они отличаются углом заборного конуса и формой хвостовой части, имеющей конусную выточку, предназначенную для закрепления в специальном патроне. Машинные метчики выпускаются одинарными и по два в комплекте.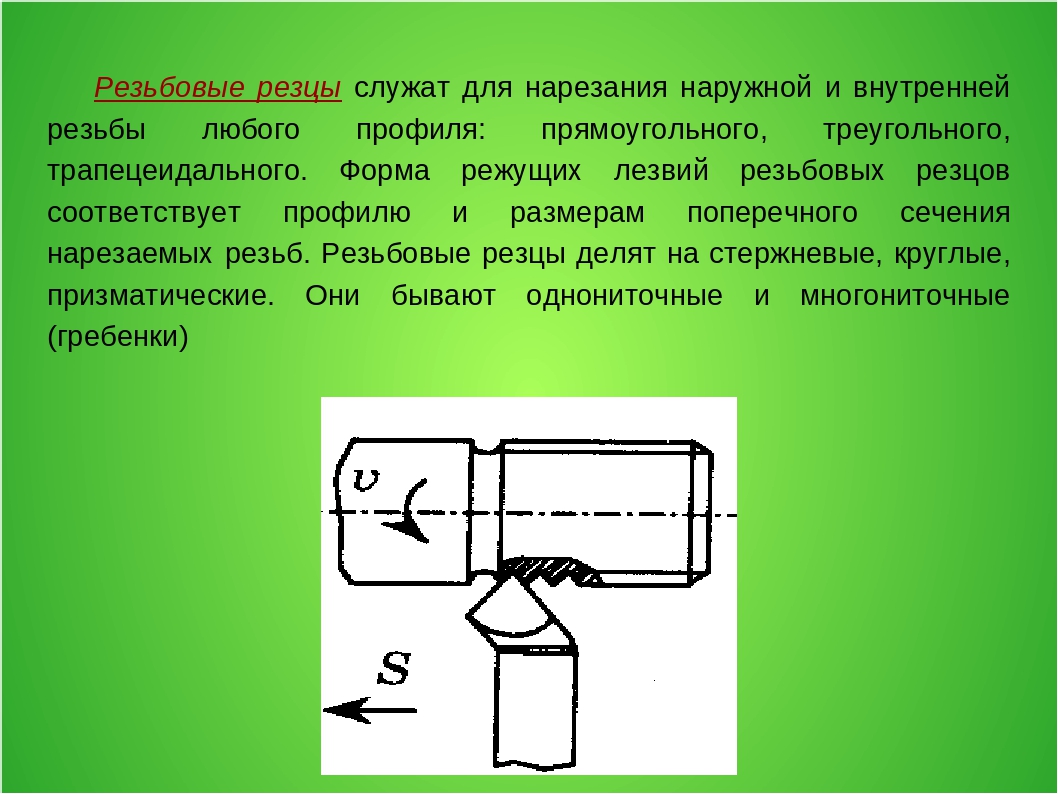 Они выполняются обычно трех мерными и со шлифованной резьбой.
Они выполняются обычно трех мерными и со шлифованной резьбой.
Гаечные метчики применяются для нарезания коротких сквозных резьб. Они бывают с коротким, длинным и изогнутым хвостовиком, имеют удлиненную заборную часть и нарезают резьбу за один проход. Конические резьбы нарезаются при помощи специальных метчиков.
Нарезание резьбы метчиками на токарном станке производится в следующем порядке. Деталь устанавливается в патрон токарного станка, в ней просверливается отверстие требуемого под данную резьбу диаметра, затем устанавливается необходимое число оборотов шпинделя. Метчик с надетым на хвостовик воротком опирается центровым отверстием на центр задней бабки; поддерживаемый рукой и центром метчик движением пиноли вводится в нарезаемое отверстие. Вороток при этом опирается на верхние салазки суппорта. После начала самозатягивания метчика необходимо следить, чтобы центр не вышел из центрового отверстия. Такой метод требует усиленного внимания со стороны исполнителя.
Для крепления метчика можно использовать специальный патрон. Патрон состоит из оправки со шпонкой и коническим хвостовиком, который вставляется в пиноль задней бабки. По оправке скользит втулка, имеющая паз для прохода шпонки. На конце втулки закреплен держатель с квадратным отверстием для установки метчика. Метчик закрепляется в держателе двумя винтами. При нарезании резьбы метчик вводится в нарезаемое отверстие нажатием пиноли до тех пор, пока он не начнет ввинчиваться. Данное приспособление может быть отрегулировано на определенную длину нарезания. Когда будет достигнута нужная длина шпонка выйдет из паза во втулке, метчик начнет вращаться вместе с деталью и нарезание резьбы прекратится.
Нарезание резьбы резцами. Внутренняя резьба нарезается так же, как и наружная: резцы устанавливаются точно по оси центров, ось профиля резца перпендикулярна оси детали; установка резца и проверка его профиля производится по шаблону, установка на глубину резания — по лимбу; учитывается угол подъема винтовой линии, установка на длину нарезки производится по отметке на стержне резца. При нарезании резьбы в глухих отверстиях должна быть предусмотрена выточка для выхода резца. Для обеспечения нормального входа-выхода резца на кромках отверстия должны быть выполнены фаски.
При нарезании резьбы изменяется ее внутренний диаметр вследствие пластической деформации.
ПОХОЖИЕ СТАТЬИ:
Нарезание метрической резьбы на токарном станке
Нарезать резьбу на токарном станке можно с применением трёх типов металлорежущего инструмента – резца, метчика и пластин, изготовленных из тугоплавких металлов. То есть, способы нарезания резьбы на станке, при всём обилии вариантов, делятся на три большие группы, которые мы подробнее рассмотрим ниже.
Нарезать резьбу на токарном станке можно с применением трёх типов металлорежущего инструмента – резца, метчика и пластин, изготовленных из тугоплавких металлов. То есть, способы нарезания резьбы на станке, при всём обилии вариантов, делятся на три большие группы:
-
При помощи метчика или плашки. Метод является самым простым из всех существующих, но он не отличается высокой производительности по причине того, что нарезание резьбы метчиком на токарном станке осуществляется на малых оборотах. При этом множество операций выполняется вручную.
-
Посредством токарного резца. Форма и угол заточки данного инструмента определяет тип витков. Нарезание метрической резьбы на токарном станке осуществляется при участии остро заточенного инструмента в виде треугольника, но когда его кончик притупляется, то это даёт совершенно другой эффект.
-
С помощью твердосплавных металлических пластин, которые предназначены для нарезания метрической резьбы в полный профиль по стандартам ISO. Приспособление для нарезания резьбы на токарном станке используется лишь в том случае, если используется станок с числовым программным управлением (ЧПУ). Наличие такого оборудования позволяет выполнять высокоточную нарезку на любых заготовках, потому что зубчатые пластины изготавливаются из высокопрочной стали.
Сколько стоит нарезать резьбу на токарном станке?
Здесь всё зависит от сложности задачи и пути её решения. Если подразумевается использование универсального оборудования, то следует знать, что на стоимость услуг влияет и переустановка инструмента. Например, сначала производилось нарезание левой резьбы на токарном станке, а потом потребовалось нарезать правую. Если требуется обработка не одной, а нескольких деталей, то стоимость услуги снижается. Модульная резьба на токарном станке используется, в основном, при нарезке червяка червячной передачи, и этот тип менее распространён, следовательно, услуга обойдётся дороже.
Как уменьшить стоимость нарезки резьбы?
Стоимость нарезки резьбы напрямую связана с стоимостью используемого инструмента. Используя высококачественный инструмент можно значительно уменьшить стоимость и время выполнения операций как по нарезке резьбовых соединений, так и других операций по обработке металла. Поэтому столь важно применять надежный и качественный инструмент. ООО “АЕМСИ” предлагает купить пластины резьбовые для нарезания метрической резьбы, а также другой металлорежущий инструмент.
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
- Левая.
- Правая.
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к патрону. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
Способы нарезания резьбы на токарных станках
Работа современного токарного оборудования не ограничивается выполнением обработки наружных и внутренних цилиндрических поверхностей – порезкой, проточкой и сверлением. С такой же лёгкостью на токарных станках можно нарезать наружную и внутреннюю резьбу большого диаметра с различной формой зуба. Процесс нарезания резьбы на токарных станках может осуществляться с помощью трёх типов инструмента – резца, метчика или плашки и специальной твердосплавной напайки. Каждый из способов имеет свои определённые преимущества и применяется для нарезания резьбы различного типа.
Нарезание резьбы с помощью резца
Форма резца, устанавливаемого на токарный станок, имеет особое значение – именно угол заточки этого инструмента определяет тип нарезаемой резьбы. Если используется резец, остро заточенный в форме треугольника, то получается метрическая резьба, если конец притупляется, то речь идёт уже о нарезании трапецеидальной резьбы.
Для нарезания наружной и внутренней резьбы используются резцы разной конструкции – для наружной применяется резец, который чем-то напоминает отрезной, только имеющий специальный угол заточки, а для внутренней используется инструмент с повёрнутой на 90˚ твёрдосплавной напайкой.
Шаг винтовой резьбы достигается за счёт совмещения движения вращения шпинделя и продольной подачи суппорта – определённый шаг резьбы требует своей подачи. Поэтому на токарных станках эта функция заложена производителем – чтобы нарезать резьбу, достаточно переключить необходимые рычаги в соответствии с технологической таблицей.
Нарезание резьбы с помощью плашки или метчика
Это самый простой способ, с помощью которого можно нарезать резьбу на токарном станке. Как правило, предварительно проточенная заготовка устанавливается в патрон станка и центруется. После чего включаются малые обороты и инструментом, установленным на специальный вороток, практически вручную нарезается резьба. О большой производительности в этом случае говорить не приходится.
Нарезание резьбы с помощью твердосплавных пластин
Как правило, такой способ применим исключительно на токарных станках с ЧПУ – это обуславливается дороговизной такого инструмента и необходимой точностью обработки. Резьбовая твердосплавная пластина изготавливается в виде нескольких зубцов, повторяющих форму будущей резьбы. Как правило, процесс нарезания осуществляется за несколько проходов – с каждым разом пластина погружается в тело детали на несколько десятых миллиметра, в результате чего увеличивается и шероховатость поверхности, и срок службы этой пластины. Пластины, как правило, не затачиваются в ручном режиме – их изготавливают на специальном сложном оборудовании.
Технология нарезания резьбы на токарных станках
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Общие сведения
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43). Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Различают ход Ph и шаг Р многозаходной резьбы. Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′. Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
d0 = d-P,
где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов — 3…6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяют плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6…10 мм эта разница составляет 0,1…0,2 мм, диаметром 11…18 мм — 0,12…0,24 мм, диаметром 20…30 мм — 0,14…0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы.
Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или гнезде револьверной головки. Скорость резания v при нарезании резьбы плашками для стальных заготовок 3…4 м/мин, для чугунных — 2…3 м/мин и для латунных — 10… 15 м/мин.
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75 % всей работы, а второй (чистовой) — доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60 % всей работы, второй (получистовой) — 30 % и третий (чистовой) — 10 %. Метчики в комплекте различают по заборной части, наибольшую длину имеет заборная часть чернового метчика.
При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку.
Скорость резания v при нарезании резьбы метчиками для стальных заготовок 5… 12 м/мин, для чугунных, бронзовых и алюминиевых — 6…22 м/мин. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяют для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах.
С помощью хвостовика резьбонарезная головка устанавливается в пиноли задней бабки или в револьверной головке станка. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки. В конце нарезания резьбы гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
При нарезании наружной резьбы большое распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют осуществлять много переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки. Устройство и принцип работы существующих винторезных головок имеют незначительные различия.
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте одна относительно другой в соответствии с углом подъема винтовой линии нарезаемой резьбы.
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Эти головки оснащают обыкновенными и чашечными резцами и используют при нарезании наружных и внутренних резьб.
Контроль резьбы
Шаг резьбы измеряют резьбовым шаблоном, представляющим собой пластину 2 (рис. 4.46), на которой нанесены зубцы с шагом резьбы, обозначаемым на плоскости шаблона. Набор шаблонов для метрической или дюймовой резьбы скрепляется в кассету 1. Резьбовыми шаблонами определяют только шаг резьбы.
Правильность выполненной на детали внутренней и наружной резьбы комплексно оценивают с помощью резьбовых калибров (рис. 4.47). Резьбовые калибры разделяют на проходные, имеющие полный профиль резьбы и являющиеся как бы прототипом детали резьбового соединения, и непроходные, контролирующие только средний диаметр резьбы и имеющие укороченный профиль.
Для измерения наружного, среднего, внутреннего диаметров и шага резьбы применяют резьбовые микрометры (рис. 4.48). Резьбовой микрометр имеет в шпинделе и пятке посадочные отверстия, в которые устанавливают комплекты сменных вставок, соответствующие измеряемым элементам резьбы. Для удобства измерений резьбовой микрометр закрепляют в стойке, а затем настраивают по шаблону или эталону.
Перед контролем проверяемые детали необходимо очистить от стружки и грязи. В процессе контроля следует осторожно обращаться с калибрами, чтобы на их рабочей резьбовой поверхности не появились забоины и царапины.
Нарезание резьбы на токарном станке – Производственные процессы 4-5
После завершения этого раздела вы сможете:
• Определить глубину подачи.
• Опишите, как нарезать правильную нить.
• Объясните, как рассчитать шаг, глубину и малый диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быструю коробку передач.
• Опишите, как правильно установить составной упор.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для комбинированной и поперечной подачи на обоих дисках.
• Опишите операцию нарезания резьбы.
• Опишите расширение.
• Опишите, как заточить насадку.
Нарезание резьбы на токарном станке – это процесс, при котором на заготовке образуется винтовой гребень равномерного сечения. Это выполняется путем выполнения последовательных резов с помощью насадки для нарезания резьбы той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1.Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, обращенный к наружному диаметру протектора.
2. С помощью отрезного инструмента или специального шлифованного инструмента сделайте поднутрение протектора, равное его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированных потоков:
d = P x 0,750
Где d = одинарная глубина
P = Шаг
n = Количество витков на дюйм (TPI)
Глубина подачи =.75 / п
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела надлежащие размеры. Следующие ниже диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример: Рассчитайте шаг, глубину, малый диаметр и ширину фаски для резьбы NC-10.
P = 1 / n = 1/10 = 0,100 дюйма
Глубина = 0,7500 x шаг = 0,7500 x 0,100 = 0,0750 дюйма
Малый диаметр = Большой диаметр – (D + D) =.750 – (0,075 + 0,075) = 0,600 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = 0,0125 дюйма
Порядок нарезания резьбы:
1. Установите скорость примерно на четверть скорости вращения.
2. Установите скоростной редуктор на требуемый шаг резьбы. (Число ниток на дюйм)
Рисунок 1. Схема резьбы и подачи
Рисунок 2. Настройка коробки передач
3. Установите составной упор на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы на 60 градусов и установите высоту по центру токарного станка.
Рис. 4. Инструмент для нарезания резьбы под 60 градусов
5. Установите насадку под прямым углом к работе с помощью резьбового калибра.
Рис. 5. Использование центрирующего калибра для позиционирования инструмента для обработки резьбы
6. Используя компоновочный раствор, нанесите покрытие на участок, на который будет нарезана резьба.
Рисунок 6. Схема
7. Переместите резьбонарезной инструмент вверх к детали, используя смесь и поперечную подачу.Установите микрометр на ноль на обоих дисках.
Рисунок 7. Составная фигура 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент от заготовки, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рис. 9. Конец детали и поперечная подача до нуля
9. Используя только составной микрометр, введите от 0,001 до 0,002 дюйма.
Рисунок 10: Комбинированный корм, 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения / выключения и полугайка
11. Сделайте царапину на детали без смазочно-охлаждающей жидкости. Освободите половину гайки в конце пропила, остановите токарный станок и вытащите инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рисунок 12. Исходное положение
12. С помощью измерителя шага винта или линейки проверьте шаг резьбы. (Число ниток на дюйм)
Рисунок 13. Измеритель шага винта Рисунок 14. Измеритель шага винта (10)
13.Подайте пасту от 0,005 до 0,020 дюйма для первого прохода, используя смазочно-охлаждающую жидкость. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от чистовой глубины.
Рисунок 15. Операция заправки резьбы
15. Проверьте размер с помощью микрометра для винтовой резьбы, калибратора или трехпроводной системы.
Рисунок 16. Трехпроводное измерение
16. Снимите фаску с конца резьбы, чтобы защитить его от повреждений.
Разверткииспользуются для быстрой и точной обработки просверленных отверстий или отверстий до отверстия заданного размера, а также для получения хорошей отделки поверхности. Расширение может выполняться после того, как отверстие было просверлено или просверлено до конечного размера в пределах 0,005-0,015 дюйма, поскольку развертка не предназначена для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развертка поддерживается задней бабкой.
Скорость токарного станка для машинного развёртывания должна быть примерно 1/2 скорости, используемой для сверления.
Развертка ручной разверткой
Отверстие, которое необходимо развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого конечного размера.
Заготовка устанавливается на шпиндель передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки. Ручная развертка монтируется в регулируемый гаечный ключ развертки и поддерживается центром задней бабки. Когда ключ вращается вручную, ручная развертка вводится в отверстие одновременно с поворотом маховика задней бабки.Для развертывания используйте большое количество смазочно-охлаждающей жидкости.
Развертка машинной разверткой
Отверстие, которое будет рассверливаться машинной разверткой, должно быть просверлено или просверлено с точностью до 0,010 дюйма от готового размера, чтобы машинной развертке оставалось только удалить следы от резцов. Для развертывания используйте большое количество смазочно-охлаждающей жидкости.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая руку за набор шлифовальных инструментов.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки.Одновременно наклоните нижнюю часть насадки к диску и отшлифуйте боковой зазор или угол зазора 10 градусов на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и примерно на ширины насадки.
3. При шлифовании насадки перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает нарезание канавок на круге.
4. Во время шлифования долото необходимо часто охлаждать, погружая в воду.Никогда не перегревайте инструмент.
5. Отшлифуйте концевой режущий угол так, чтобы он образовывал угол чуть менее 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол режущей кромки конца и угол заделки края 15 градусов одновременно шлифовали.
6. Проверьте величину концевого зазора, когда насадка для инструмента находится в держателе инструмента.
7. Удерживая верхнюю часть насадки инструмента под углом примерно 45 градусов к оси круга, отшлифуйте боковые грабли примерно на 14 градусов.
8.Отшлифуйте острие режущего инструмента с небольшим радиусом, соблюдая одинаковый передний и боковой угол зазора.
Шлифование передней стороны Шлифование стороны Радиус шлифования
Токарные резцы обычно изготавливаются из четырех материалов:
1. Быстрорежущая сталь
2. Литые сплавы
3. Цементированный карбид
4. Керамика
Каждый из этих материалов обладает разными свойствами, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки токарные должны обладать следующими свойствами.
1. Они должны быть жесткими.
2. Они должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие во время резки.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарном станке, обычно представляют собой однонаправленные режущие инструменты, хотя форма инструмента изменяется для различных применений.Такая же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
2. Режущая кромка: передняя кромка резца, выполняющая резку.
3. Лицевая сторона: поверхность, на которую упирается стружка при отделении от заготовки.
4. Боковая поверхность: поверхность инструмента, которая находится рядом с режущей кромкой и ниже ее.
5. Носик: острие режущего инструмента образовано стыком режущей кромки и передней поверхности.
6. Радиус носа: радиус, до которого отшлифован носик. Размер радиуса влияет на отделку. Для черновой резки использовался радиус вершины 1/16 дюйма. Для чистовой обработки используется радиус при вершине от 1/16 до ⅛ дюйма.
7. Острие: конец инструмента, заточенный для резки.
8. Хвостовик: корпус насадки или деталь, удерживаемая в держателе инструмента.
9. Углы и зазоры для насадок токарного станка
Правильная работа насадки зависит от зазора и передних углов, которые необходимо отшлифовать от насадки.Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента. Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол больше 30 градусов, инструмент будет дребезжать.
• Угол торцевой режущей кромки. Угол, образованный торцевой режущей кромкой и линией, расположенной под прямым углом к средней линии резца. Этот угол может составлять от 5 до 30 градусов в зависимости от типа резки и желаемой отделки.Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения – от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собачкой или патроном или при повороте к плечу.
• Угол бокового снятия защиты (зазора): угол, отшлифованный на боковой поверхности инструмента ниже режущей кромки. Этот угол может составлять от 6 до 10 градусов. Боковой зазор на насадке инструмента позволяет режущему инструменту продвигаться по длине во вращающуюся деталь и предотвращает трение боковой поверхности о заготовку.
• Угол концевого снятия (зазора): угол, отшлифованный под вершиной резца, позволяющий подавать режущий инструмент в работу. Этот угол может составлять от 10 до 15 градусов для резки общего назначения. Этот угол необходимо измерить, когда насадка для инструмента удерживается в держателе инструмента. Угол заделки концов зависит от твердости, типа материала и типа разреза. У более твердых материалов угол заделки кромок меньше, чтобы обеспечить опору под режущую кромку.
• Боковой передний угол: угол, под которым поверхность шлифуется от режущей кромки.Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют более острую режущую кромку и позволяют стружке быстро стекать. Для более мягких материалов обычно увеличивают боковой передний угол.
• Задняя (верхняя) грабли: обратный наклон режущей кромки инструмента от носка. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний борт позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика-20?
2.На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4. Какова глубина резьбы винта UNF ½-20?
5. Как сделать левую резьбу? Это не рассматривается в чтении – придумаешь?
6. Какую насадку мы используем для нарезания резьбы?
7. Опишите, пожалуйста, Center Gage.
8. Что мы используем для проверки шага резьбы (резьба на дюйм)?
9. Первый и последний проход, сколько мы вводим соединение?
10.Назовите четыре материала, из которых делают насадки для инструментов.
Эта глава была взята из следующих источников.
- Токарный станок , полученный из токарного станка Массачусетским технологическим институтом, CC: BY-NC-SA 4.0.
- Терминология режущего инструмента получена из документа «Токарные инструменты – формы режущего инструмента» Технического колледжа Висконсина, CC: BY-NC 4.0.
- Терминология режущего инструмента заимствована из Cutter Types (Lathe) Университета Айдахо, CC: BY-SA 3.0.
- Центровка на основе [Документа по ручным токарным станкам]
Нарезание резьбы на ручном токарном станке
Винты и резьба скрепляют вместе миллионы вещей. Существует почти столько же типов и форм резьбы, сколько существует продуктов, в которых используются резьбовые крепежные детали и соединения. Точно так же в целом существует много путаницы и неправильного использования потоков среди тех, кто не является «зубодробителями».
С точки зрения машиниста нарезание резьбы – приятное занятие.Надеюсь, что когда вы закончите, у вас будут две детали, которые соединяются вместе с уровнем точности и плавности, которого нет в обычных крепежных деталях. Мне всегда нравилось нарезать резьбу на ручном токарном станке, и за эти годы я научился нескольким приемам.
Предоставлено всеми изображениями: T. Lipton
Совместите резьбонарезной инструмент с только что обработанным концом или со стороной патрона.
■ Совместите резьбонарезной инструмент с только что обработанным концом или со стороной патрона.Маленькие инструменты для выравнивания в форме стрелок, которые вы видите, доставляют неудобства и годятся только для проверки шлифованных вручную битов инструментов.
■ Если вы много нарезаете резьбу на ручном токарном станке, приобретите инструмент, который принимает пластины. Пластины точно отшлифованы и легко заменяются. Одна пластина нарезает десятки шагов резьбы.
■ Я научился нарезать резьбу на токарном станке методом сложной подачи. Вопреки распространенному мнению, набор компаундов не обязательно должен располагаться на половине угла резьбы. Используя так называемую «модифицированную боковую подачу» и изменяя этот угол, вы помогаете облегчить проблемы нарезания резьбы в труднообрабатываемых материалах.
■ Еще одно преимущество нарезания резьбы компаундом заключается в том, что вам не нужно отслеживать положение шкалы. Диск поперечной подачи всегда обнуляется после каждого прохода, поэтому вам нужно меньше запоминать, например, был ли последний проход на 0,030 дюйма или 0,050 дюйма. Основным недостатком является изменение положения оси Z при подаче. Обычно это не проблема с внешней резьбой, но может быть с внутренней резьбой, которая заканчивается заплечиком.
■ Попробуйте следующие стратегии, когда вы завершаете резьбу, а разработчик детали не указал резьбу.Когда я хочу что-то сделать с канавкой, которая прорезается на конце резьбы, я обычно использую инструмент для нарезания резьбы и прорезаю небольшой рельеф на конце. Сохраняет смену инструмента и выглядит нормально. Если я хочу получше выглядеть, я переключаюсь на инструмент радиуса. Просто убедитесь, что рельеф немного меньше малого диаметра резьбы, чтобы сопрягаемая часть проходила полностью до заплечика.
Сохраните полный комплект гаек на кольцах: одно кольцо для крупной резьбы, а другое – для мелкой резьбы.
■ Используйте большой DOC на первом проходе во время нарезания резьбы. Дело маленькое; в первые пару проходов площадь зацепления режущей кромки инструмента также мала. Сужайте DOC по мере того, как вы углубляетесь. На последнем проходе подайте прямо с поперечной подачей с легкой пружиной 0,001 дюйма. Это разрезает обе боковые поверхности инструмента и удаляет вибрацию и следы инструмента с резьбы.
■ Я никогда не могу вспомнить, какую линию на шкале резьбы использовать с каким шагом резьбы. Если вам повезет, он будет отмечен.В случае сомнений просто используйте каждый раз один и тот же номер или строку. Всегда используйте один и тот же номер при нарезании многозаходной резьбы.
Проденьте внутреннюю резьбу изнутри наружу с помощью левых инструментов. У вас будет меньше болтовни и вы увидите, что творится насквозь. Вам понадобится левый резьбонарезной инструмент, работающий на токарном станке в обратном направлении. Помните, что веревку легко потянуть; это действительно сложно.
■ Если у вас есть выбор, тонкую резьбу легче нарезать и требуется меньше проходов, чем для грубой.Малая глубина обработки труднообрабатываемых материалов может спасти ваш бекон.
■ Для быстрой и удобной повседневной нарезки резьбы я храню в своем ящике с инструментами полный набор гаек на кольцах для установки резьбы. Одно кольцо держит грубую нить, а другое – тонкую. Когда вы заправляете резьбу, обязательно прогоняйте гайку на всю длину резьбы. Когда они предоставлены сами себе, машинисты, как правило, нарезают резьбу сильнее, чем это необходимо.
■ Сопрягаемые материалы в резьбовых соединениях важны.Если вы должны использовать один и тот же материал для наружной и внутренней резьбы, сделайте себе одолжение и нанесите на них несколько молекул смазки для резьбы или противозадирного средства, прежде чем скручивать их вместе.
Напильник с резьбой идеален для исправления раздражающих полутонов резьбы в начале и в конце внешней резьбы.
■ Если вам все-таки удалось соединить наружную и внутреннюю резьбу в интимном объятии, простой способ их разъединить – быстро нагреть охватывающую часть до 100 ° F или около того, используя пропановую горелку.Быстрый выстрел проникающей смазки перед скручиванием может спасти работу.
■ При измерении резьбы специальный резьбовой микрометр удобен и быстро используется на станке. Но для максимальной точности используйте метод измерения трехпроводной резьбы. Этот метод более точен, потому что провода представляют собой истинно параллельную поверхность для измерения. Если это достаточно хорошо для производителей измерительных приборов, то и для меня.
■ Кусок пластилина или шпатлевка для оконных стекол могут помочь удерживать надоедливые измерительные проволоки с резьбой.А еще лучше купить набор пластиковых держателей, которые подходят к шпинделю микрометра.
■ Файлы потоков действительно работают. Они отлично подходят для исправления надоедливого выцветания половины резьбы в начале и в конце внешней резьбы. CTE
Об авторе: Том Липтон – карьерный слесарь, который работал в различных мастерских, производящих детали для разработки потребительских товаров, лабораторное оборудование, медицинские услуги и проектирование машин на заказ. Он получил шесть U.С. патентовал и живет в Аламо, Калифорния. Колонка Липтона адаптирована на основе информации из его книги «Металлообработка раковина или плавание: советы и хитрости для машинистов, сварщиков и фабрикантов», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или на сайте www.industrialpress.com. Указав код CTE-2012 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,95 доллара США.
Где находится шкала резьбы при нарезании резьбы на ручном токарном станке?
Моторно-токарный станок – это осьминог на 500 рук.
Мне об этом напомнил новый машинист, который спросил в Google, где находится циферблат на LeBlond для нарезания резьбы на ручном токарном станке .
Вот как выглядит резьбовой циферблат:
Если вам кажется, что вы боретесь с осьминогом с 500 руками или смотрите на миллионы переключателей и элементов управления в кабине самолета, у нас есть наглядное руководство, которое напомнит вам, что запускать и где при нарезании резьбы на ручном токарном станке.
ГДЕ ЭТО НАСТОЯЩИЙ НАБОР РЕЗЬБЫ?
При нарезании резьбы на ручном токарном станке ЛИБО всегда можно зацепить половину гайки на ходовом винте и вернуть каретку, изменив направление вращения шпинделя через моторный привод…
… ИЛИ, вы можете использовать шкалу резьбы или индикатор, который входит в зацепление с ходовым винтом и показывает, когда можно зацепить полугайку, так что инструмент будет резать по той же резьбе.
Вот изображение набора резьбы на ручном токарном станке LeBlond RKL:
Циферблат резьбы состоит из червячного колеса, зацепленного с ходовым винтом. Он соединен короткой штангой с индикаторным циферблатом. Циферблат откалиброван с четырьмя пронумерованными линиями и четырьмя другими посередине между ними.
Эти линии используются при нарезании резьбы на ручном токарном станке. При установке в положение линия становится вашей отправной точкой для определения шага резьбы и, во время дополнительных проходов, для достижения нужной глубины резьбы.
НАЗНАЧИТЬ РЕЗЬБУ НА РУЧНОМ ТОКАРНОМ СТАНКЕ
На шкале ниток нажмите кнопку, и она переместится внутрь.
Вам нужно каждый раз вставлять половинку гайки в одно и то же место.
Перед тем, как затянуть полугайку, запустите станок и убедитесь, что токарный станок вращается медленно.
Посмотрите на нитьевой диск и убедитесь, что он медленно вращается. Если он не вращается, у вас сильнее болит голова.
Когда вы затягиваете полугайку, вы должны убедиться, что ваши числа на шкале резьбы или многократно достигают вершины.Найдите отметку наверху, где они совпадают во время вращения.
РЕЗЬБА С ЧЕТКОМ И НЕЧЕТНЫМ ШАГОМ
Зафиксируйте полугайку и ослабьте ее. Попытайтесь найти золотую середину несколько раз.
Чтобы узнать точное положение для четных, нечетных и других потоков, обратитесь к этой таблице:
НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ НА РУЧНОМ ТОКАРНОМ СТАНКЕ
При нарезании метрической резьбы всегда заходите за полугайку. Верните каретку, изменив направление вращения шпинделя через моторный привод.
Для получения дополнительной информации о нарезании метрической резьбы посмотрите это видео.
Надеюсь, это наглядное руководство поможет вам определить циферблат для нарезания резьбы, один из многих выступов осьминога, которые нужно задействовать при нарезании резьбы на ручном токарном станке! Если что-то неясно, напишите нам в комментариях ниже.
ЗАИНТЕРЕСОВАНЫ:
LeBlond или K.O. Lee, щелкните этот запрос предложений…
OEM детали для LeBlond, K.O. Ли, Standard Modern, Johnson Press, Deka Drill или W.F. И Джон Барнс, щелкните эту форму…
ИЛИ позвоните нам по телефону +1 (888) 532-5663.
9×20 Токарный станок с одноточечной резьбой
Токарный станок 9×20 с одноточечной резьбой 9×20 Токарный станок с одноточечной резьбой
Последнее обновление Понедельник, 29 марта 2021 г., 06:46:04
Горы Часовой пояс США
ДОМ
3-проводной метод, 60
град
Центр
Калибр ,
Справочник по резьбонарезанию, Выдвижной держатель для инструмента,
Шестерни токарного станка,
Передаточное число, Индикатор резьбы,
Резьбовой микрометр,
Калибры резьбы, Нарезание резьбы с ЧПУ
Потоки:
детали и основные формы резьбы,
считывание обозначений резьбы,
трехпроводной метод измерения диаметров шага.
См. Также раздел «Нарезание резьбы вручную».
3-проводной метод
3-проводной комплект (схема) и пластиковый провод с цветовым кодом
Держатели
(микрометрическая наковальня), используемые для измерения
размер резьбы. Модель
Калькулятор машиниста имеет
встроенные 3-проводные измерительные функции.
Нажмите на связанные эскизы
#ad
Нажмите на связанные эскизы #ad
60 градусов Центр
Калибр
60 град.
закаленная сталь с сатинированным хромированием
Starrett No.C391
Центральный (или рыбий хвост) датчик.
Резьба на дюйм измеряется разными шкалами.
Двойная глубина американского национального
резьба
показана для разных размеров винтов, но резьба
лучше всего нарезать с использованием компаунда на
влево 29 градусов.
Эта насадка Starrett используется для плотного прижима центрального калибра
к
оправка токарного станка или лицевая панель
при установке внутренних и внешних
винторезных инструментов. Слот
содержащий плоскую пружину
держит манометр.V-образная канавка на другой стороне позволяет
расположение вложения
против круглой части.
Использование центр
калибр для установки
угла резания резца 60 градусов.
При обрезке стандартной резьбы США установите
Соединение
точно на 29 градусах,
отрегулируйте чеканный инструмент
по центру и в соответствии с положением
с
60
градусов по центру. Переместите инструмент, чтобы просто коснуться
работа. Еще раз проверьте настройку. Подача
инструмент
, перемещая только компаунд.
Используя соединение,
меньше
нагрузок на
резец и резец чище.
НАЗНАЧЕНИЕ ДЛЯ РЕЗЬБЫ РЕЗЬБЫ / ДЮЙМ ГЛУБИНА @ 29 град
РЕЗЬБЫ / ДЮЙМ ГЛУБИНА @ 29 град
2 . 3713 18 . 0412 4 . 1856 20 . 0371 5 . 1485 24 . 0310 6 . 1237 27 . 0275 7 . 1060 28 . 0265 8 . 0928 30 . 0247 9 . 0825 32 . 0232 10 . 0742 36 . 0206 11 . 0675 40 . 0186 12 . 0620 48 . 0155 13 . 0570 50 . 0148 14 . 0530 64 . 0116 16 . 0464 72 . 0103
Использование угловой зажим для установки и затем (с четырьмя болтами)
зафиксировать соединение токарного станка под углом 30 градусов.Выдвижной держатель бит инструмента
Выдвижной держатель бит инструмента.Шестерни токарные
Передаточные числа
Передаточные числа для различных скоростей подачи. Видеть Шестерни струйной подачи.
Другое Станки 9х20 имеют дополнительный редуктор размеры
, которые взаимозаменяемы с Jet БД-920Н.
Передаточные числа различаются между машинами (например, Джет vs. Энко).
Я купил шестерни дополнительных размеров (например, 120 т), 127 т), чтобы было больше передаточных чисел.Индикатор резьбы
Ручной токарный станок имеет индикатор резьбы, который показывает Оператор
, когда закрыть полугайка. Для нарезания резьбы с ЧПУ,
Mach4 использует импульс от шпинделя Датчик индекса
, чтобы знать, когда начинать резка. Посредством синхронизации
импульсов индекса Mach4 вычисляет подачу на
оборотов, что соответствует к шагу резьбы.
Например, на один оборот шпинделя токарного станка,
а Болт 1 / 4-20 имеет резьба каждые 0,050 дюйма (1/20).Резьбовой микрометр
Винт микрометр с резьбой с пятью различными парами опор
для измерения обеих унифицированный и наружный делительный диаметр
метрических. От 0 “до 1”
Диапазон измерения со шкалой 0,0001 “.
Намного более простой метод измерения шага
, чем трехпроводной метод.
ВИНТОВЫЙ РЕЗЬБОВЫЙ МИКРОМЕТР Наковальни Наковальня №
1
2
3
4
5
ДИАПАЗОН TPI
64–48
44–28
24–14
13–9
8–5
МЕТРИЧЕСКИЙ ДИАПАЗОН
0.4 – 0,5
0,6 – 0,9
1 – 1,75
2–3
3,5 – 5
Наковальни пары четко обозначены для диапазона высоты тона.
Пример измерения Винт 1 / 4-20.
Микрометр показание равно 0,2160 “.
Шаг таблицы равен 0.2164 “.
Быстрый и точный инструмент для измерения резьбы.
Болт может свободно вращаться вокруг наковальни микрометра на
ось.Калибры резьбы
Стандартный унифицированный и метрический калибры резьбы.Нарезание резьбы с ЧПУ
Два видео, показывающих
Taig ЧПУ на токарном станке нарезка 3 / 8-16 алюминиевых болтов.3-проводной метод, 60 град Центр Калибр ,
Справочник по резьбонарезанию, Выдвижной держатель для инструмента,
Шестерни токарного станка, Передаточное число, Индикатор резьбы,
Резьбовой микрометр, Калибры резьбы, Нарезание резьбы с ЧПУ
ДОМ
Определение резьбы шпинделя токарного станка, чтобы найти правильный адаптер пластины NOVA
Начало Определение резьбы шпинделя токарного станка, чтобы найти правильный адаптер пластины NOVA
Определение резьбы шпинделя токарного станка, чтобы найти правильный адаптер пластины NOVA
1. См. Таблицу вставок / переходников (ниже), чтобы узнать, указан ли ваш токарный станок в списке.
Если указано, запишите артикул: ______ (пример IDNS, IENS и т. Д.)
2. Если нет в списке, посмотрите руководство или коммерческую литературу, чтобы найти размер резьбы.
Запишите следующее:
Марка машины:
Размер резьбы модели машины (если известен):
Внутренняя резьба (левая – левая или правая правая или обе:
(См. Нашу таблицу вставок / переходников ниже, чтобы Найдите свой размер)
3. Если у вас нет руководства, обратитесь к поставщику, чтобы получить копию руководства и узнать размер шпинделя. Если у них нет информации, вы можете позвонить своему производителю. (Тогда посмотрите нашу таблицу вставок / адаптеров ниже, чтобы найти свой размер).
4. Если у вас есть достоверная информация о размере резьбы вашего шпинделя, но в таблице нет совпадения, возможно, у вас
необычный токарный станок, для которого у NOVA нет адаптера. Вам нужно будет приобрести пустой патрон или пустую вставку / переходник и нарезать резьбу в соответствии с вашими требованиями.
5. Если вы не можете найти информацию о размере резьбы шпинделя, вам нужно будет сделать некоторые измерения на шпинделе токарного станка. Эти измерения нужно проводить только в том случае, если вы не можете найти информацию где-либо еще.
ВЫПОЛНИТЬ ЭТИ ИЗМЕРЕНИЯ:
1. Внешний диаметр резьбы:
2. Шаг резьбы:
3. Длина резьбы:
4. Регистровый диаметр:
5. Длина регистра:
Осторожно:
Убедитесь, что резьба на адаптере и шпинделе токарного станка имеет точно такой же шаг и стандарт.Даже если размер резьбы один и тот же, существуют разные стандарты резьбы, например UNC / UNF и BSW. Использование несоответствующей стандартной резьбы может привести к повреждению как токарного станка, так и патрона, поэтому вам необходимо точно знать резьбу шпинделя.
Ссылка для быстрого различения унифицированных (UNC или UNF) и британских (BSF или BSW) стандартов:
FLAT TOP = угол 60 ° (UNC, UNF, метрическая резьба) ROUND TOP = угол 55 °: Whitworth, BSW, BSF
Термины:
BSF: British Standard Fine
BSW: Британский стандарт Whitworth
RH: Правая
LH: Левая
TPI: Резьба на дюйм
UN: Единый национальный стандарт
UNC: Единый стандарт грубой очистки
UNF : Unified Fine Standard
UNS: Unified Special
Эти перечисленные размеры резьбы являются размером, в который преобразуется адаптер (например,грамм. Размер резьбы, указанный в таблице, должен соответствовать размеру резьбы на шпинделе токарного станка.)
Патронные вставки от NOVA
| SKU | Резьба диам. | Шаг | Резьба Направление | Стандартное | Совместимые токарные станки | Установочный винт | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| I2NS | M20 | 2 | Tyme Cub | S 13 | S 135 | Electra Beckum, Multico Sumaro | ||||||
| I6NS | 3/4 ″ | Гладконарезное отверстие | M6 | |||||||||
| 8 | I7NS | 1 1/1073 ″ (НЕ UNC) | ||||||||||
| I8NS | 7/8 ″ | 12TPI | LH | NS | ||||||||
| I9NS | 16TPI | 3/4 ″ R 6 мм) | ||||||||||
| IANS | 3/4 ″ | 4TPI | RH | BSP | TL1000 (до 1986) | |||||||
| IBNS | 3/4 ″ | 10 4TPI | 10 4TPI | BSP | TL1000 (до 1986 г.) | |||||||
| ICNS | 1 ″ | 10TPI | RH | BSF | TL1000, Woodfast / Durden | |||||||
| IDNS 1073 1 ″ | 8TPI | RH | UNC | Delta, Rockwell, Golding, General, NOVA Comet (Северная Америка) и Mercury токарные станки | ||||||||
| IENS | 1 ″ | 73 12TPIUNF | Myford ML8 Turnstyler | |||||||||
| IHNS | 3/4 ″ | 10TPI | RH | BSW | Rockwell Homecraft | |||||||
| IIN | B-Line Arundel K600 / K450 | |||||||||||
| IJNS | 1 1/8 ″ | 12TPI | RH | BSW | Myford Mystro Masterlathe (Новая Зеландия) | M18 | 2.5 | RH | Elu DB 180 | |||
| ILNS | 1 1/4 ″ | 8TPI | RH | NOVA Galaxi, NOVA Saturn, NOVA DVR 3000, NOVA 1624 XP, NOVA 1624 XP, NOVA 1624 XP, NOVA 1624 (Северная Америка), Laguna Revo | M6 | |||||||
| IMNS | 1 ″ | 10TPI | LH | BSF | TL1000 Woodfast / Durden | |||||||
| INNS до 28 мм) | ||||||||||||
| IONS | 1 1/8 ″ | 7TPI | RH | BSW | Morton | |||||||
| IQNS | M30 | 3.5 | RH | NOVA TL1500 / 3000 / Comet (Европейское и Южное полушарие) Woodfast | ||||||||
| IRNS | 1 ″ | 8TPI | RH | Jet 1249 | Токарный станок 50 | 5/8 ″ | Гладкое отверстие | Разработано специально для машин Shopsmith Pro V и Power Pro | M6 | |||
| ITNS | 1 ″ | 8TPI | NOVA | с двойной резьбой | LH1079 с двойной резьбой Мини-токарный станок Mercury | |||||||
| IUNS | 1 1/8 ″ | 12TPI | RH | UNF | Тайваньские токарные станки | |||||||
| IVNS | 7/8 ″ 141073 N | |||||||||||
| IYNS | 1 1/4 ″ | 8TPI | RH | Для токарных станков не имеют обратного поворота | ||||||||
| IWNS | M25 | 2 | RH | Tyme Avon (’83 г.в.) и Classic Tanner SD165, Selbix Springwood, Sorby, Cotech | ||||||||
| IXNS | I5000 1 RH Разработанный специально для токарного станка NOVA Comet II Midi, имеет блокировку для функции реверса. | M6 | ||||||||||
Нарезание резьбы – внутренняя и внешняя на токарном станке Myford ML10: 11 ступеней (с изображениями)
Моя трубка с внешним диаметром 25 мм имела достаточно тонкую стенку (1,6 мм), поэтому мне пришлось выбирать диаметр резьбы чтобы удовлетворить это. Пруток 25 мм всегда нужно было обрезать, так что это не повлияло на выбор размера резьбы. Внутренняя резьба нарезается в металле, начиная с выбранного диаметра, и нарезается наружу до большего диаметра. Выбор слишком большого размера резьбы будет означать, что толщина стенки будет тонкой как бумага (или того хуже).
Следующая математика кажется мне неизбежной, если вы отойдете от «стандартных» потоков. Я не видел «Справочника машиниста», может быть, у них есть таблицы практически на каждый диаметр? Несомненно, есть веб-сайты, которые сделают за вас математику.
Пропустите оставшуюся часть этого шага, если вам наскучила математика – следующий шаг делает то же самое, без какой-либо теории!
____________________________________________________________________________________
Шаг (1.0 мм для меня) определяет высоту треугольника «основной» резьбы (0,866 x шаг для резьбы 60 градусов). Для меня этот размер составляет 0,866 мм, и большая часть остальных расчетов основана на этой высоте.
Я не вырезал радиуса / плоской поверхности ни на внешней, ни на внутренней резьбе. Теоретически для каждого шага резьбы должен быть изготовлен специальный режущий инструмент из быстрорежущей стали, чтобы добиться нужного профиля – мои внутренние и внешние режущие инструменты были настолько острыми, насколько я мог их сделать, поэтому угол 60 градусов шел прямо к нижней части резьбы. .Это не влияет на математику.
С одной стороны, диаметр резьбы не так очевиден, как кажется! В качестве примера возьмем резьбу M10:
- Можно ожидать, что длина болта M10 будет 10,0 мм на концах треугольников, образующих резьбу. Это неправда. Он составляет 10,0 мм в поперечнике на концах резьбы. Профиль резьбы не треугольный. Это треугольник с плоской вершиной, в котором треугольник отрезан на 1/8 своей высоты. (Таким образом, ширина резьбы составляет 1/8 шага резьбы).
- Можно ожидать, что гайка M10 будет иметь длину 10,0 мм от основания треугольника, образующего резьбу. Это неправда. Он составляет 10,0 мм в плоскости, которая находится (или должна быть) в нижней части резьбы. У них должно быть плоское основание, на 1/8 высоты резьбы от вершины треугольника.
При планировании размера внутренней резьбы существует другой вариант размера:
- Можно ожидать, что треугольник, образующий гайку M10, будет иметь заостренный конец, но он сильно сплюснут на 1/4 высоты треугольника.Таким образом, фактическая высота металлической резьбы в гайке правильной формы составляет 5/8 полной высоты треугольника (1/8 «потеряна» из-за плоской нижней части резьбы и 1/4 «потеряна» из-за плоской поверхности. -верху нити).
Что все это значит для меня? Я остановился на размере резьбы M23.6. Проведя вычисления (см. Ниже), я понял, что у меня осталось много мяса в стенках трубки.
Вот математика:
1/8 из 0,866 = 0,108 мм
5/8 из 0,866 = 0,541 мм
7/8 из 0.866 = 0,758 мм
Наибольшая глубина среза трубы (нижняя часть треугольника) = 23,6 + 0,108 + 0,108 = 23,82 мм
Внутренний диаметр трубы (до плоской вершины) = 23,6 – 0,541 – 0,541 = 22,52 мм
Бар Наибольший диаметр (до плоской вершины) = 23,60 мм
Наименьший диаметр стержня (до основания треугольника) = 23,6 – 0,758 – 0,758 = 22,08 мм
Выше указаны размеры, необходимые для подготовки стержня и трубы для заправки. (Сложение / вычитание выполняется дважды, потому что диаметр состоит из резьбы на ОБЕИХ сторонах трубки / стержня)
Наконец.Со всей этой геометрией мы точно знаем, на какую глубину резать нашу резьбу, что полезно для перемещения инструмента внутрь / наружу на нужную величину.
Верхний суппорт наклоняется под углом 29,5 градусов при нарезании резьбы, так что инструмент режет только одну из его кромок (а не врезается внутрь). Это позволяет обрезанному материалу легче очищать инструмент (и снижает нагрузку на инструмент). Из-за того, что этот угол параллелен сторонам треугольника, расстояния для перемещения верхнего слайда связаны с длиной стороны треугольника (1 мм в моем случае), а не с высотой треугольника (0.866 мм), который использовался в других расчетах выше.
При нарезании внешней резьбы на стержне верхний суппорт должен входить на 7/8 шага в 1 мм (т. Е. На 0,875 мм). На ML10 это 44 деления на верхнем скользящем циферблате.
При нарезании внутренней резьбы в трубе верхний суппорт необходимо отодвинуть на 3/4 шага в 1 мм (т.е. 0,75 мм). На ML 10 это 38 делений на циферблате).
| Глава 3. Как использовать токарный станок Изготовление винта с помощью токарного станка Изготовление винта с помощью инструмента для нарезания резьбы
Пример: изготовление наружной резьбы для видеокамеры
|