Рекомендуемый диаметр отверстия для резьбы по ИСО 1478
| Толщина листа, мм | Резьба по ИСО 1478 | ||||||||
| ST 2,2 | ST 2,9 | ST 3,5 | ST 3,9 | ST 4,2 | ST 4,8 | ST 5,5 | ST 6,3 | ST 8,0 | |
| 0,8 | 1,7 | ||||||||
| 0,9 | 1,7 | ||||||||
| 1,0 | 1,7 | ||||||||
| 1,1 | 1,7 | 2,2 | |||||||
| 1,2 | 1,8 | 2,2 | |||||||
| 1,3 | 1,8 | 2,2 | 2,7 | 3,0 | |||||
| 1,4 | 1,8 | 2,7 | 3,1 | 3,2 | |||||
| 1,5 | 1,8 | 2,3 | 2,8 | 3,1 | 3,2 | ||||
| 1,6 | 1,9 | 2,4 | 2,8 | 3,1 | 3,3 | 3,8 | |||
| 1,7 | 1,9 | 2,4 | 2,8 | 3,2 | 3,3 | 3,9 | |||
| 1,8 | 1,9 | 2,4 | 2,9 | 3,2 | 3,4 | 3,9 | 4,5 | 5,3 | |
| 1,9 | 2,4 | 2,9 | 3,3 | 3,4 | 3,9 | 4,6 | 5,3 | ||
| 2,0 | 2,5 | 2,9 | 3,3 | 3,5 | 4,0 | 4,6 | 5,4 | 6,7 | |
| 2,2 | 2,5 | 3,0 | 3,3 | 3,5 | 4,0 | 4,7 | 5,5 | 6,8 | |
| 2,5 | 3,0 | 3,4 | 3,6 | 4,1 | 4,8 | 5,6 | 7,0 | ||
| 2,8 | 3,1 | 3,4 | 3,6 | 4,2 | 4,8 | 5,6 | 7,1 | ||
| 3,0 | 3,4 | 3,6 | 4,2 | 4,8 | 5,7 | 7,1 | |||
| 3,5 | 3,7 | 4,2 | 4,9 | 5,7 | 7,2 | ||||
| 4,0 | 4,3 | 4,9 | 5,8 | 7,3 | |||||
| 4,5 | 5,0 | 5,8 | 7,3 | ||||||
| 5,0 | 5,8 | 7,4 | |||||||
| 5,5 | 7,4 | ||||||||
| 6,0 | 7,4 | ||||||||
| 6,5 | 7,4 | ||||||||
При штампованном отверстии следует увеличить диаметр на 0,1—0,3 мм. В зависимости от конструкции и материала соединения следует проводить дополнительные тесты.
В зависимости от конструкции и материала соединения следует проводить дополнительные тесты.
Понравился материал?
comments powered by HyperCommentsПолучайте свежие статьи на почту:
Газовый инжектор резьба M10x1 отверстие ø 3 мм L 30 мм WS 12, номер части 106408
номер части054034
номер части33T3370
номер части054034, 54034
номер части106408
номер части1695300, MA1695300
номер части1695300, MA1695300
номер части106408
номер части054034, 106408
Тип устройства
модель оборудования
Тип устройства
модель оборудования
Тип устройства
модель оборудованияFCF/G102/1-1-JAP, FCFG101/0, FCFG102-0, FCFG102-0T, FCFG20, FCFG20F, FCVG20-2, KPD/G10, KPD/G15, KPD/G15A, KPI/G06, KPI/G10, KPI/G10H, KPI/G15, KPI/G15A, KPI/G15H, MC/, MC/T1, MC/T2, MCF/T2, MCF/T3, MCF/W2, MCF/W3, MCV/T2, MCV/T3, PFCFG20, QPD/G10, QPD/G15, QPI/G06, QPI/G10, QPI/G10H, QPI/G15, QPI/G15H, RC/T1, RC/T2, RCF/T2, RCF/T3, RCF/W2, RCF/W3, RCV/T2, RCV/T3, T1, WPD/G10, WPD/G15, WPD/G15A, WPI/G06, WPI/G10, WPI/G10H, WPI/G15, WPI/G15A, WPI/G15H
Тип устройства
модель оборудованияBR707G, BR78GF, BR78GI, CP92G, CP94G, FT-77GRL, FT74G, FT74GR, FT77G, NBR78GF, NBR78GI, P9D2G, PD98G10, PD98G15, PD98G15A
Тип устройства
модель оборудованияBR707G, BR78GF, BR78GI, CP92G, CP94G, FT-77GRL, FT74G, FT74GR, FT77G, NBR78GF, NBR78GI, P9D2G, PD98G10, PD98G15, PD98G15A
Тип устройстваКотел варочный
модель оборудованияE9BSGHDP40 (391296), E9BSGHIN40 (391290), E9BSGHIR40 (391293)
Тип устройстваКотел варочный электрический
модель оборудованияA9BSEHINF0 (393117), A9BSEHIPF0 (393118), A9BSEHIPFR (393119), A9BSEHIRF0 (393120), A9BSEHIRFR (393121), E9BSEHINF0 (391117), E9BSEHIPF0 (391118), E9BSEHIPFR (391119), E9BSEHIRF0 (391120), E9BSEHIRFC (391122), E9BSEHIRFR (391121), Z9BSEHINF0 (392117), Z9BSEHIPF0 (392118), Z9BSEHIPFR (392119), Z9BSEHIRF0 (392120), Z9BSEHIRFC (392122), Z9BSEHIRFR (392121)
Тип устройстваКотел варочный газовый
модель оборудованияA9BSGHDPF0 (393106), A9BSGHDRF0 (393107), A9BSGHINF0 (393099), A9BSGHIPF0 (393100), A9BSGHIPFR (393101), A9BSGHIRF0 (393102), A9BSGHIRFR (393103), E9BSGHDPF0 (391106), E9BSGHDRF0 (391107), E9BSGHDRFC (391108), E9BSGHINF0 (391099), E9BSGHIPF0 (391100), E9BSGHIPFR (391101), E9BSGHIRF0 (391102), E9BSGHIRFC (391104), E9BSGHIRFR (391103), KPD/G10 (200275), KPD/G15 (200276), KPD/G15A (200277), KPI/G06 (200280), KPI/G10 (200271), KPI/G10H (200287), KPI/G15 (200272), KPI/G15A (200278), KPI/G15H (200285), QPD/G10 (210275), QPD/G15 (210276), QPI/G06 (210280), QPI/G10 (210271), QPI/G10H (210287), QPI/G15 (210272), QPI/G15H (210285), WPD/G10 (220275), WPD/G15 (220276), WPD/G15A (220277), WPI/G06 (220280), WPI/G10 (220271), WPI/G10H (220287), WPI/G15 (220272), WPI/G15A (220278), WPI/G15H (220285), Z9BSGHDPF0 (392106), Z9BSGHDRF0 (392107), Z9BSGHDRFC (392108), Z9BSGHINF0 (392099), Z9BSGHIPF0 (392100), Z9BSGHIPFR (392101), Z9BSGHIRF0 (392102), Z9BSGHIRFC (392104), Z9BSGHIRFR (392103)
Тип устройстваКонвекционные печи
модель оборудованияACFG101-0 (697301), ACFG10160H (697311), ACFG102-0 (697302), AFCV/G201 (697641), AFCV/G203 (697651), COCO20G (724212), ECF101GMS (260723), ECF102GMS (260724), ECFG101-0 (260701), ECFG102-0 (260702), FCF/G101/1 (240261), FCF102GMS (240224), FCFG101-1J (240264), FCFG101-60 (240269), FCFG101/0 (240201), FCFG10160H (240221), FCFG102-0 (240202), FCFG102-0T (240262), FCFG102-1J (240265), FCFG20 (241200), FCFG201 (2FC04B), FCFG20D (241205), FCFG20F (241210), FCVG20-2 (246402), FCVG20-2 (246412), FCVG20-2UK (246442), FCVG20-4 (246404), FCVG20-4 (246482), FCVG20-4D (246414), FCVG20-4D (246484), FCVG20-4UK (246444), FCVG20-P (260319), FCVG20PUK (261319), FF/G20 (697730), JCF/G101/1-1 (697361), JCF/G101/1-2 (697391), JCF/G102/1-1 (697362), JCF/G102/1-2 (697392), NCF/G101/1 (724051), NCF/G102/1 (724052), PFCFG20 (241215), RCF101G (697502), RCF10GK (697508), SCO/G20-3 (697655), ZCF/G101/1 (775101), ZCF/G102/1 (775102), ZOFCF/G20D (770347), ZOFCV/G202 (2FM26B), ZOFCV/G204 (2FM28B)
Тип устройстваКухонный газ
модель оборудованияMCF/T2 (168818), MCF/T3 (168819), MCF/W2 (168821), MCF/W3 (168822), RCF/T2 (168018), RCF/T3 (168019), RCF/W2 (168021), RCF/W3 (168022)
Тип устройстваПлита газовая
модель оборудованияMC/T1 (168814), MC/T2 (168815), MCV/T2 (168816), MCV/T3 (168817), RC/T1 (168014), RC/T2 (168015), RCV/T2 (168016), RCV/T3 (168017)
Тип устройства
модель оборудования
Отверстия с поручением по сравнению с резьбовыми отверстиями
Последние истории
Видео: процесс литья впрыска, от начала до конца
1 декабря 2022
1 мин. Читать
Читать
12 минут чтения
Быстрое литье под давлением: определение, компоненты и материалы
23 ноября 2022 г.
11 минут чтения
Изображение предоставлено: Shutterstock.com/Kachain Mungwattana
Определение резьбовых отверстий и сравнение с резьбовыми отверстиями
Резьбовое отверстие — это отверстие, просверленное перед вставкой крепежного винта. Резьбовое отверстие имеет резьбу, нарезанную на внутренней стороне отверстия в процессе нарезания резьбы. Резьбовое отверстие используется в технике с металлами, где нельзя использовать гайку и болт. Они удерживают резьбовые компоненты с внутренней резьбой, как правило, крепежные детали.
По сравнению с резьбовыми отверстиями они выполнены иначе. Резьбовые и резьбовые отверстия похожи, но изготавливаются двумя разными способами обработки. Разница между нарезанием резьбы и нарезанием резьбы заключается в используемом инструменте и поверхности, на которой происходят процессы. Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
Каковы преимущества резьбовых отверстий по сравнению с резьбовыми?
Преимуществом нарезания резьбы по сравнению с нарезанием резьбы является скорость. Высокоскоростные резьбонарезные центры с жестким метчиком могут нарезать отверстия за гораздо меньшее время, чем это потребовалось бы для резьбофрезерования тех же мест. Кроме того, нарезание резьбы позволяет нарезать более глубокие отверстия в более жестких материалах, таких как сталь.
Каковы недостатки резьбовых отверстий по сравнению с резьбовыми?
Одним из недостатков резьбового отверстия по сравнению с нарезанием резьбы является то, что для резьбы каждого отверстия необходим метчик разного размера, что занимает много ценных, но ограниченных позиций в инструментальном магазине. Кроме того, необходимость менять нарезные инструменты для каждого отверстия разного размера увеличивает время цикла.
Другим недостатком является то, что нарезание резьбы не позволяет отрегулировать посадку резьбы. После того, как отверстие нарезано, размер и положение резьбы становятся окончательными. Также жесткие метчики применяют только для внутренней резьбы отверстий.
Слайд 1 из 1
Крупный план: метчик и сверло делают резьбовое отверстие в алюминиевом профиле с помощью металлической стружки.
Изображение предоставлено: Shutterstock.com/KPixMining
Определение резьбовых отверстий и сравнение с резьбовыми отверстиями
Резьбовые отверстия — это отверстия с резьбой, которые создаются с помощью процесса нарезания резьбы с использованием штампового инструмента. Они похожи на резьбовые отверстия, но сделаны по-другому. В машиностроении резьбовые отверстия являются неотъемлемой частью механически скрепленных деталей. Их легко добавить на станках с ЧПУ. Резьба обычно добавляется последней после обработки большинства других элементов детали.
Внутренняя резьба в резьбовом отверстии может быть нарезана с помощью режущего инструмента (метчика или инструмента с одной режущей кромкой) или сформирована с помощью формовочного метчика.
Условным обозначением резьбовых отверстий является обозначение диаметра «Ø», если они не являются метрическими, и в этом случае обозначение диаметра заменяется буквой «M». Резьбовые и резьбовые отверстия похожи, но изготавливаются двумя разными способами обработки. Они используются для гаек, винтов и болтов.
Разница между нарезанием резьбы и нарезанием резьбы заключается в используемом инструменте и поверхности, на которой происходят процессы. Процесс нарезания резьбы создает резьбу вне отверстия с помощью штампового инструмента. Процесс нарезания резьбы нарезает резьбу внутри просверленного отверстия с помощью нарезного инструмента.
БЕСПЛАТНОЕ руководство по проектированию станков с ЧПУ
Каковы преимущества резьбового отверстия по сравнению с резьбовым?
Одним из основных преимуществ резьбового отверстия по сравнению с метчиком является контроль посадки. Резьбовое отверстие фрезеруется на высоких оборотах. Сверло ввинчивается в уже сделанное отверстие. Таким образом, оператор станка может регулировать размер резьбы, используя стратегию, аналогичную концевой фрезе, а не сверлу.
Таким образом, оператор станка может регулировать размер резьбы, используя стратегию, аналогичную концевой фрезе, а не сверлу.
Еще одним преимуществом является возможность использования одного инструмента при резьбофрезеровании для обработки отверстий различных размеров. Это снижает затраты на инструменты и время. Кроме того, на резьбофрезе можно нарезать внутреннюю и наружную резьбу, правую и левую резьбу, а также огромные резьбовые отверстия. Для больших отверстий использование одного инструмента означает, что инженерам не нужно вкладывать средства в большой жесткий метчик.
Каковы недостатки резьбовых отверстий по сравнению с резьбовыми?
Одним из недостатков резьбового отверстия по сравнению с резьбовым отверстием является необходимость использования высокоскоростного шпинделя. Нарезание резьбы также занимает много времени, так как контроллер станка также тратит много времени на обеспечение точности.
Слайд 1 из 1
Ручной метчик для резьбы.
Изображение предоставлено: Shutterstock.com/Tools navigation
Резьбовые и резьбовые отверстия: сравнение стоимости свинца
Резьбовые отверстия имеют меньшую стоимость свинца. Поскольку при фрезеровании резьбы можно использовать один инструмент для обработки отверстий различных размеров, это снижает затраты на инструменты и время.
Резьбовые и резьбовые отверстия: сравнение скорости
Нарезание резьбы быстрее, чем нарезание резьбы, когда речь идет о сравнении скорости. Высокоскоростные резьбонарезные центры с жестким метчиком могут нарезать отверстия за гораздо меньшее время, чем это потребовалось бы для резьбофрезерования тех же мест. Резьбовое отверстие обрабатывается быстрее.
Резьбовые и резьбовые отверстия: сравнение объемов
Нарезание резьбы лучше подходит для крупносерийного производства, где требуются отверстия или резьба разных размеров, поскольку один инструмент можно использовать для разных размеров, поэтому время не нужно тратить впустую. смена инструментов. Кроме того, доступны различные метчики, подходящие практически для любого типа винтов, включая метрические и стандартные размеры.
смена инструментов. Кроме того, доступны различные метчики, подходящие практически для любого типа винтов, включая метрические и стандартные размеры.
Резьбовые и резьбовые отверстия: сравнение материалов
Резьбовое отверстие лучше подходит для более твердых материалов, чем резьба, и лучше подходит для стали. Однако оба процесса используются для твердых материалов, где крепеж не может нарезать собственную резьбу.
Каковы взаимные альтернативы резьбовым и резьбовым отверстиям?
Отверстие с зазором под винт можно использовать в качестве альтернативы резьбовому или резьбовому отверстию, когда необходим винт или болт. Резьбовое отверстие также похоже на пилотное отверстие, разница заключается в резьбе.
В чем сходство резьбовых и резьбовых отверстий?
Сходство между резьбовыми и резьбовыми отверстиями заключается в том, что они оба содержат внутреннюю резьбу для крепежа. Также они могут быть как глухими, так и сквозными. Глухая летка – это когда резьбовое отверстие не полностью проходит через заготовку. Нить часть пути насквозь.
Нить часть пути насквозь.
Размер резьбы может различаться для обоих типов в зависимости от желаемого использования. Эти два типа используются при работе с металлическими и крепежными винтами, которые не могут нарезать собственную резьбу при вкручивании в заготовку.
Поскольку металл является более прочным материалом, резьба винтов не может врезаться в него, поэтому их необходимо вставлять в резьбовое или резьбовое отверстие. Оба они обеспечивают дополнительное сцепление, чтобы винт оставался на месте.
Оба процесса используются для болта, винта или гайки.
Загрузите 3D-модель, чтобы мгновенно увидеть цены, время выполнения заказа и отзывы DFM.
Резюме
В этой статье было проведено сравнение резьбовых и резьбовых отверстий и представлены преимущества и недостатки каждого типа.
Xometry предоставляет широкий спектр производственных возможностей и дополнительных услуг для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Отказ от ответственности
Контент, отображаемый на этой веб-странице, предназначен только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Изготовление резьбовых отверстий: рекомендации по резьбовым отверстиям
Нарезание резьбы — один из наиболее важных процессов механической обработки. Он используется для создания резьбы, которая используется для скрепления материалов и компонентов.
Резьбовые отверстия очень распространены в производстве. Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Но нарезать резьбу не так просто, как мы думаем. Поэтому важно узнать обо всех доступных технологиях машинного нарезания резьбы, чтобы вы могли сделать лучший выбор для своих проектов. Следующая информация поможет вам лучше понять, как нарезать резьбу.
Что такое резьбовое отверстие?
Резьбовое отверстие представляет собой отверстие с резьбой или резьбой с внутренней резьбой. Это круглое отверстие, используемое для нарезания резьбы и сверления. Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах.
Иногда резьбовые отверстия также называют резьбовыми. Этот тип отверстия используется, когда необходимо соединить две детали вместе с помощью крепежного элемента, такого как винт или болт. Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Что такое резьбовое отверстие?
Резьбовое отверстие — это тип отверстия, который используется для создания внутренней резьбы. Он создается путем сверления отверстия в материале, а затем с помощью метчика нарезается резьба в стенках отверстия. Резьбовые отверстия обычно встречаются в металлических компонентах, которые необходимо скрепить вместе, например, в случае гайки и болта.
Резьбовое отверстие во многом похоже на направляющее отверстие. Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как направляющее отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу.
Важность создания резьбового отверстия
Резьбовые отверстия являются важным аспектом деталей машин, и вы можете использовать станок с ЧПУ, чтобы добавить отверстие. В процессе нарезания резьбы можно создать резьбу на стенках просверленного отверстия. Машинный винт не может создавать свою собственную резьбу. Если вы хотите вкрутить винт в металлический материал, вам нужно резьбовое отверстие и добавить резьбовые элементы в процесс станка с ЧПУ.
Каждая функция будет соответствующим образом добавлена к резьбовым частям, и большинство потоков могут выбирать в зависимости от своих функций. Давайте посмотрим, почему важно создать резьбовое отверстие.
1. Соединение
Если вы хотите вкрутить болт или винт в металл, это может позволить более надежно соединить две детали. Резьба может навсегда прикрепить болт, гайку и винт к металлу.
2. Простота транспортировки
Резьбовое отверстие облегчает сборку мелких деталей и изделий для транспортировки, что значительно снижает трудозатраты.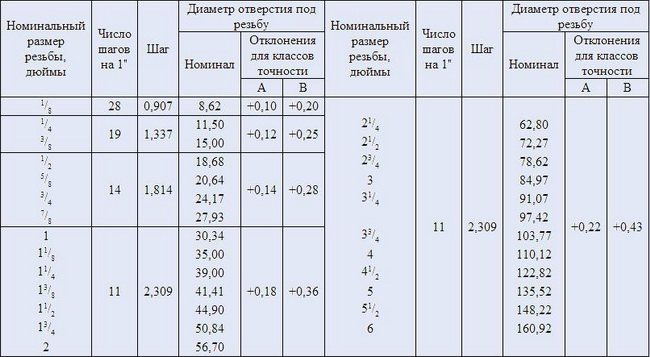
3. Простая эксплуатация
Может обеспечить место для резьбовых соединений и резьбовых отверстий. Вы можете легче ввинтить винт или болт в металл, не делая направляющее отверстие.
Вы можете создать резьбу на внутренней стороне просверленного отверстия, и это займет меньше времени, чем процесс сверления болта, гайки или винта в дереве. Резьба по отверстию может соответствовать требованиям вашего проекта, независимо от того, нужно ли вам сквозное или глухое отверстие.
Как сделать отверстие перед нарезанием резьбы?
Очень важно иметь прямые, качественные и надлежащего размера отверстия для нарезания резьбы в процессе изготовления отверстий. В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезанием резьбы.
Резьбовое отверстие образовано с помощью сверла для метчика и сверла. Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Некоторые слесари до сих пор пользуются старыми правилами и стандартами и таблицами сверления резьбовых отверстий. Одним из примеров резьбы является то, что они используют матрицу 17/32 и метчик для 5/8-11, эти проценты резьбы иногда усложняют работу. Поэтому необходимо тщательно изучить стандарт резьбы и использование различных инструментов для нарезания резьбы, прежде чем нарезать резьбу.
Прежде чем делать резьбовое отверстие, вы можете получить различные варианты размера направляющего сверла и размера резьбы под метчик, найти специалиста, который разбирается в сверлении метчика, и различные размеры резьбы могут иметь большое значение для вашего проекта.
Что такое глухие и сквозные отверстия?
Существует два типа отверстий для определения резьбовых отверстий. Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Глухое отверстие : Это отверстие имеет определенную глубину и не может проходить через всю заготовку. Глубину нужно фиксировать отдельно. Дно отверстия может заканчиваться плоской поверхностью или заканчиваться конусом.
Сквозное или сквозное отверстие : Сквозное отверстие может проходить через всю заготовку. Глубина сквозного отверстия – это толщина конкретной стенки. Используя болт, винт и гайку, вы должны использовать сквозное отверстие для удобства процедуры.
В чем разница между сверлением и нарезанием резьбы?
Основное отличие сверления от нарезания резьбы состоит в последовательности и выполнении функций и сверла. Этот процесс происходит сначала для того, чтобы сделать круглое и гладкое отверстие с помощью сверла, что называется сверлением.
Формирование резьбового отверстия завершается с помощью метчикового сверла и сверла, в которых направляющее сверло сначала формирует отверстие, а затем может нарезать резьбу с помощью метчикового сверла. Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Это круглое и гладкое отверстие делается в этом процессе, а с другой стороны, когда отверстие просверливается, происходит процесс нарезания резьбы. сделайте резьбу, нанеся метчик на внутреннюю часть отверстия.
За исключением этих процессов, создание резьбы может выполняться и размещаться снаружи цилиндрического объекта в процессе высечки с использованием штампа. Резьба на болте является одним из примеров высечки.
Три типа метчиков для нарезания резьбы
Основные типы метчиков: вставной метчик, конический метчик, нижний метчик.
Эти типы используются и предназначены для выполнения определенной функции или цели и могут специально прокручиваться вокруг любой проделанной в них дыры.
Конические метчики
Метчик конический имеет конический наконечник и небольшой угол к резьбе, который также называется фаской. Обычно первые семь-десять нитей формируются не полностью. Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Если отверстие, в которое необходимо нарезать резьбу, очень большое или если материал очень твердый, не рекомендуется использовать конусный метчик. В этих случаях лучше использовать спиральный метчик. Конические метчики также не рекомендуются для глухих отверстий (отверстий, которые не проходят через материал насквозь).
Врезные метчики
Врезные метчики располагаются между конусом и нижним метчиком, и по этой причине их также называют «вторыми метчиками». Метчикам со штепсельными вилками требуется большее усилие для поворота, так как они нарезают больше резьбы за один раз.
Пробковые метчики — лучший пример ремонта резьбы, требующей небольшой фиксации. Метчики-пробки идеально подходят для нарезания отверстий глубже, чем резьба конических метчиков.
В некоторых случаях не рекомендуется использовать заглушку. Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Нижний метчик
Нижний метчик — это тип метчика, который начинается со дна отверстия. Он используется, когда не хватает места, чтобы открыть кран сверху. Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для:
Нарезания резьбы или нарезания резьбы в неглубокое глухое отверстие
Глубокая резьба и мелкое отверстие
Нарезание резьбы в новом отверстии
Нижний метчик — это специальный инструмент, который может быть доступен не во всех размерах, поэтому важно проверить его перед началом проекта.
Советы и рекомендации по резьбовым отверстиям
Резьбовые отверстия считаются необходимыми для добавления механически закрепленных деталей к машинам. Детали, обработанные на станке с ЧПУ, будут сильно повреждены, если вы попытаетесь добавить и заставить лом неправильным образом. Таким образом, тщательное рассмотрение и планирование перед обработкой резьбового отверстия имеют важное значение и помогут вам избежать некоторых ненужных проблем.
1. Методы изготовления резьбовых отверстий: нарезка и формовка
Вы можете сделать внутреннюю резьбу в резьбовых отверстиях двумя способами:
с помощью формовочного метчика
с помощью режущего инструмента
Хотя оба эти метода дают Тот же результат, вы должны учитывать некоторые факторы, чтобы выбрать один из этих методов, таких как размер резьбового отверстия, токарные станки, твердость материала, а также глухое или сквозное отверстие.
1: Размер резьбового отверстия. Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
2: Для твердых материалов – Вы можете использовать метчик для резки твердых и прочных материалов для твердых материалов. Рифление режущего метчика позволяет смазке течь по траектории и дает металлической струже больше места для режущей кромки.
3: Для мягкого материала. Используйте формовочные метчики для цветных мягких металлических материалов, таких как латунь, свинец, сталь и алюминий. Формовочные метчики могут создавать внутреннюю резьбу в более мягких металлах без поломки. Это связано с тем, что режущее действие происходит медленнее и лучше контролируется, что помогает предотвратить повреждение материала.
2. По возможности используйте стандартный размер резьбы
Размер резьбы, используемой в станках с ЧПУ, имеет большое значение. Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Существует несколько распространенных размеров резьбы, включая 1/4–20, 3/8–16 и 1/2–13. Каждый из этих размеров соответствует разным диаметру и шагу, что помогает гарантировать, что резьба будет правильно насажена на желаемый объект. Кроме того, существуют также метрические размеры резьбы. Наиболее распространенными метрическими размерами являются M6 x 1,0, M8 x 1,25 и M10 x 1,5.
Процесс обработки не требует специального инструмента или материала при использовании стандартных размеров резьбы. Кроме того, это также помогает сократить время обработки и расход материала и делает этот процесс экономически эффективным.
3. Подходящий диаметр резьбового отверстия
Необходимо убедиться, что диаметр резьбового отверстия должен находиться в пределах заготовки или детали. Внешний диаметр резьбового отверстия должен быть больше внутреннего диаметра. Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Обрыв резьбы может произойти через бок детали, если резьбовое отверстие находится близко к краю детали. Обрыв резьбы может привести к поломке режущего инструмента или метчика, что приведет к нарушению чистоты поверхности.
4. Обратите внимание на наклонные поверхности
Нарезание резьбы на наклонных поверхностях может быть затруднено. Вы можете добавить резьбовое отверстие в существующую наклонную поверхность, создав плоскую поверхность путем обработки карманов. От этой плоской поверхности добавляется резьбовое отверстие.
Но, в случае отсутствия наклонной поверхности, то, во-первых, перед обработкой наклонной поверхности необходимо добавить в деталь резьбовое отверстие. Вы должны убедиться, что глубина резьбового отверстия должна соответствовать дизайну после добавления угловой поверхности.
5. Типы резьбовых отверстий
Резьбовые отверстия делятся на два типа. Оба типа отверстий требовали определенных соображений при проектировании детали. Это делается для обеспечения обработки обоих резьбовых отверстий.
Кроме того, он также предотвращает взаимодействие резьбовых отверстий с другими деталями. Ниже приведены основные типы резьбовых отверстий:
Глухие резьбовые отверстия
Глухие резьбовые отверстия не проходят через деталь полностью, а доходят до конкретных частей. Глухие отверстия останавливаются после достижения определенной глубины. Если резьбовое отверстие создается с помощью концевой фрезы, то отверстие может заканчиваться на плоской поверхности. Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.
Размеры глухого отверстия
Диаметр отверстия указан для спецификации глухого отверстия. Это также требует измерения для управления глубиной. Определяется оставшееся количество материала или непосредственно указывается глубина отверстия для контроля глубины.
Сквозное отверстие с резьбой
Сквозное отверстие полностью проходит через деталь. Резьбовые отверстия присутствуют на обеих сторонах детали или заготовки. Толщина детали определяется, если режущий инструмент или метчик не могут нарезать резьбу на все глубокое отверстие.
Необходимо рассмотреть следующие варианты, если режущий инструмент или метчик не могут нарезать резьбу с одной стороны отверстия.
Продолжайте добавлять резьбу, пока это не позволит режущий инструмент или метчик. Обратите внимание, что в части отверстия нет резьбы.
Продолжайте добавлять резьбу с обеих сторон до тех пор, пока это не станет возможным с помощью режущего инструмента или метчика. Вы должны учитывать, что нити, встречающиеся с обеих сторон, могут не совпадать.
6. Глубина отверстия
Глубокие резьбовые отверстия представляют собой уникальные проблемы обработки по сравнению с более мелкими резьбовыми отверстиями. Увеличенная глубина резьбы увеличивает время контакта между инструментом и заготовкой, что приводит к большему нагреву и требует большей силы резания.