Строгальные резцы | Строгальные резцы по металлу
Строгальные резцы
Строгальные резцы по сравнению с токарными работают в более тяжелых условиях, так как они всегда входят в обрабатываемый материал с ударом и испытывают неравномерное напряжение из-за изменения сил резания.
Процесс строгания
В процессе резания на продольно-строгальных станках стол вместе с установленными па нем заготовками перемещается вдоль неподвижно закрепленных резцов, поэтому здесь приходится иметь дело с большими инерционными массами. Это обстоятельство заставляет применять пониженные режимы резания, в особенности в отношении скорости, не только для резцов из быстрорежущей стали, но также и для резцов, оснащенных (в пределах 15-40 м/мин). Кроме того, сечения строгальных резцов принимаются примерно в 1,25-1,5 раза больше, чем для токарных при одинаковых сечениях снимаемой стружки, несмотря на то, что отвод тепла из зоны резания здесь более благоприятен, так как снятие стружки происходит только при рабочем ходе.
Рисунок 62 – Схема работы строгального резца
Для избежания прижимания резца к обрабатываемой поверхности резцедержатель сделан поворотным относительно точки О (рис. 62). Это позволяет резцу несколько отойти от поверхности заготовки во время обратного хода и предохранить заднюю его поверхность от повышенного износа. Под действием составляющей силы Рг резец подвергается изгибающему моменту, который растет с увеличением вылета резца h. Вершина резца описывает дугу окружности с центром в точке С и стремится углубиться в обрабатываемый материал. Чем больше плоскость I – I, в которой расположена вершина резца, отходит от плоскости 2-2, проходящей через центр С, тем больше опасность углубления и тем ниже . Наиболее оптимальным положением вершины резца является такое, при котором обе плоскости 1-1 и 2-2 совпадают друг с другом. В этом случае резец должен быть снабжен изогнутой головкой с вершиной, расположенной в опорной плоскости. Такой резец позволяет иметь большую величину вылета по сравнению с прямым. Как минимальная величина вылета для изогнутых резцов принимается равной 1,8-2,0, а для прямых-0,8-1,0 высоты сечения резца. Прямые резцы удобны в изготовлении, но менее виброустойчивы по сравнению с изогнутыми, в особенности с повышением величины вылета. Поэтому они не могут применяться для таких работ, где конфигурация детали не позволяет использовать малую величину вылета (45-60 мм). Изогнутые резцы отличаются большей универсальностью, поэтому они получили более широкое распространение на практике, несмотря на сложность их изготовления.
Как минимальная величина вылета для изогнутых резцов принимается равной 1,8-2,0, а для прямых-0,8-1,0 высоты сечения резца. Прямые резцы удобны в изготовлении, но менее виброустойчивы по сравнению с изогнутыми, в особенности с повышением величины вылета. Поэтому они не могут применяться для таких работ, где конфигурация детали не позволяет использовать малую величину вылета (45-60 мм). Изогнутые резцы отличаются большей универсальностью, поэтому они получили более широкое распространение на практике, несмотря на сложность их изготовления.
Несмотря па недостатки резца с вершиной, выступающей вперед за плоскость 2-2, все же иногда его используют на практике, а именно в том случае, когда требуется произвести обработку до уступа, который не допускает подойти резцами другой формы.
Строгальные резцы разделяются на проходные, подрезные, отрезные и пазовые специальные. Габаритные размеры резцов с пластинками из быстрорежущей стали установлены по ГОСТу 10045-62, а с пластинками из твердых сплавов – по ГОСТу 9796-61.
Геометрия строгального резца
Геометрические параметры режущей части строгальных резцов выбираются в основном такими же, как и для токарных резцов.
Угол наклона режущей кромки λ для строгальных резцов принимается больше (10-12°), для того чтобы удар при врезании приходился не па вершину резца, а несколько далее по передней поверхности.
φ обычно принимается равным 45°. Для возможности использования повышенных величин подач и больших припусков угол φ понижается до 30-20°. При этом главная режущая кромка соединяется со вспомогательной, направленной под углом 8-10°, через переходную кромку, расположенную под углом 12-15°. Длина этих кромок составляет 5-6 мм. Переходная кромка предохраняет твердосплавную пластинку от сколов.
Режимы резания при строгании
В машиностроении, в особенности в станкостроении, в настоящее время часто применяют чистовое строгание взамен шабрения или шлифования (например, для направляющих станин станков). Такая обработка должна дать высокую чистоту (по 6-7-му классам) и соответствующую точность обрабатываемой поверхности (отклонение от параллельности плоскости 0,1 мм на 1000 мм длины, отклонение от прямолинейности плоскости не более 0,1 мм на 1000 мм длины). Для этой цели применяют широкие резцы. Наклон режущей кромки под углом λ = 8÷10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм-изогнутыми.Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го . Дли обработки чугуна целесообразно применять твердые сплавы 8 и ВК6. При тонком строгании важное значение приобретет выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания на кромке уменьшается. В вязи с этим чистота поверхности возрастает. Рекомендуемые величины скоростей резания в пределах 45-60 м/мин.
Для этой цели применяют широкие резцы. Наклон режущей кромки под углом λ = 8÷10° обеспечивает плавное врезание и выход резца, что предохраняет пластинку от выкрашивания. При вылете головки до 40 мм резцы изготовляются прямыми, свыше 40 мм-изогнутыми.Рабочие поверхности твердосплавной пластинки должны быть доведены до 10-го . Дли обработки чугуна целесообразно применять твердые сплавы 8 и ВК6. При тонком строгании важное значение приобретет выбор режима резания. Обработку необходимо производить в два прохода: предварительную и окончательную. С увеличением скорости резания на кромке уменьшается. В вязи с этим чистота поверхности возрастает. Рекомендуемые величины скоростей резания в пределах 45-60 м/мин.
Оптимальная величина подачи при предварительной обработке 0,45-0,50, а при окончательной 0,35-0,40 длины режущей кромки резца. При отклонениях в большую или меньшую сторону чистота обрабатываемой поверхности ухудшается. Припуск для окончательной обработки должен быть не выше 0,05 мм.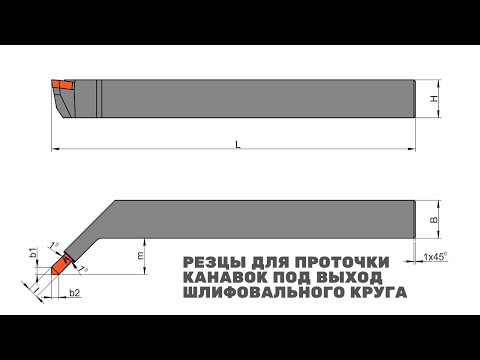 В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с елезаметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
В качестве смазки употребляется керосин, подаваемый в виде капель из сосуда, установленного впереди резца. Обрабатываемая поверхность получается блестящей с елезаметными следами подачи. Строгание при помощи широких резцов получило большое распространение также и для получистовой обработки, например для чистых, но менее точных поверхностей, а также при строгании под последующее или шлифование. В этом случае подача выбирается равной почти всей ширине резца.
Для строгальных станков, в особенности для больших размеров, в настоящее время намечается тенденция к широкому использованию строгальных резцов сборной конструкции. Преимущества их те же самые, что и для токарных резцов. ВНИИ разработал ведомственные нормали на строгальные как с прямой, так и изогнутой головкой основных типов для обработки чугуна (без ) и стали. Конструкция их та же, что и для токарных сборных . Строгальные сборные резцы этой конструкции хорошо себя зарекомендовали на крупных, машиностроительных заводах.
Похожие материалы
Строгальные резцы в категории “Инструмент”
Резец строгальный 25х16 Р6М5. СССР
СССР
На складе
Доставка по Украине
170 грн
Купить
Резец строгальный 20х16х190мм ВК8 ЗУБР. СССР
На складе
Доставка по Украине
195 грн
Купить
Резец строгальный прох. упорн. изогн. 25х16 ВК8 ГОСТ 18891-73
Доставка по Украине
55 грн
Купить
Резец строгальный прох. упорн. изогн. 25х16 Т15К6 ГОСТ 18891-73
Доставка по Украине
50 грн
Купить
Резец строгальный прох. упорн. изогн. 25х20 Т15К6 ГОСТ 18891-73
Доставка по Украине
50 грн
Купить
Резец строгальный прох. упорн. изогн. 32х20 ВК8 ГОСТ 18891-73
Доставка по Украине
60 грн
Купить
Резец строгальный прох. упорн. изогн. 32х20 ВК8 левый ГОСТ 18891-73
Доставка по Украине
60 грн
Купить
Резец долбежный 20х13х250мм Р6М5, пластина 8мм. СССР
Доставка по Украине
500 грн
Купить
Резец долбежный 20х13х260мм Р6М5, пластина 6мм. СССР
СССР
Доставка по Украине
500 грн
Купить
Резец строгальный 25х20 Т15К6. СССР
На складе
Доставка по Украине
250 грн
Купить
Резец строгальный с напайными пластинами из быстрорежущей стали Р6М5 или Р18
Доставка по Украине
от 1 229 грн
Купить
Резец строгальный проходной изогнутый 20х16х190 ВК8 2171-0051 ГОСТ 18891-73 (СССР)
Под заказ
Доставка по Украине
300 грн
Купить
Резец строгальный проходной прямой 25х20х200 Т15К6 2170-0053 ГОСТ 18891-73 (ЗИЗ)
Доставка по Украине
250 грн
Купить
Резец Строгальный проходной изогнутый 20х16х190 Т15К6 (Тип 1)
Доставка по Украине
473.10 грн
Купить
Резец Строгальный проходной изогнутый 20х16х195 ВК8 (Тип 1)
Доставка по Украине
473.10 грн
Купить
Смотрите также
Резец Строгальный проходной изогнутый 25х16х220 Т15К6 (Тип 1)
Доставка по Украине
539. 40 грн
40 грн
Купить
Резец Строгальный проходной изогнутый 25х20х210 тв. сплав (Тип 1) без маркировки
Доставка по Украине
832.40 грн
Купить
Резец строгальный проходной изогнутый 25х20х220 Т15К6 (Тип 1)
Доставка по Украине
881.40 грн
Купить
Резец Строгальный проходной изогнутый 40х30х340 Т15К6 (Тип 1)
Доставка по Украине
1 418.50 грн
Купить
Резец отрезной-строгальный Р6М5 16х10х145мм цельный
Доставка по Украине
150 грн
Купить
Резец Строгальный проходной прямой 25х20х200 Т15К6 (Тип 2)
Доставка по Украине
744.30 грн
Купить
Резец строгальный
Доставка из г. Харьков
300 — 480 грн
от 2 продавцов
300 грн
Купить
Харьков
Стругальні ножі Tigra 130×30×3 HW, твердосплавні ножі, ножі на рейсмус і фуганок
Доставка по Украине
от 994 грн
Купить
Стругальні ножі Tigra 160×30×3 HW, твердосплавні ножі, ножі на рейсмус і фуганок
Доставка по Украине
от 1 220 грн
Купить
Стругальні ножі Tigra 230×30×3 HW, твердосплавні ножі, ножі на рейсмус і фуганок
Доставка по Украине
от 1 757 грн
Купить
Стругальні ножі Tigra 400×30×3 HW, твердосплавні ножі, ножі на рейсмус і фуганок
Доставка по Украине
от 2 866 грн
Купить
Стругальні ножі Tigra 610х30×3 HW, твердосплавні ножі, ножі на рейсмус і фуганок
Доставка по Украине
от 4 370 грн
Купить
Ніж бланкетний Tigra 650×40×8 HSS, ножі для профілювання, бланкетні ножі під замовлення
Доставка по Украине
от 3 315 грн
Купить
Ніж бланкетний Tigra 230×50×8 HSS, ножі для профілювання, бланкетні ножі під замовлення
Доставка по Украине
от 1 460 грн
Купить
Профессия Машинист строгального станка
JavaScript
Для полной функциональности этого сайта необходимо включить JavaScript. Вот
инструкции по включению JavaScript в вашем веб-браузере.
Вот
инструкции по включению JavaScript в вашем веб-браузере.Операторы строгального станка настраивают и управляют строгальным станком, который представляет собой металлообрабатывающий станок, предназначенный для вырезания лишнего материала из металлической заготовки с использованием линейного относительного движения между режущим инструментом строгального станка и заготовкой для создания линейной траектории инструмента и резки.
Машинист строгального станка по металлу Вакансии: Открыты вакансии
Найдите работу своей мечты на Talent.com, одном из крупнейших сайтов по трудоустройству в мире.
Объявления о вакансиях: Talent.comТип личности
- Реалистичный / Общепринятый
- Реалистичный / Следственный
Знание
- Качество и оптимизация времени цикла
Наиболее оптимальное время вращения или цикла и общее качество инструмента или процессов машины.

- Стандарты качества
Национальные и международные требования, спецификации и руководства, гарантирующие, что продукты, услуги и процессы имеют хорошее качество и соответствуют своему назначению.
- Типы строгальных фрез
Типы фрез, используемых в процессе строгания заготовки, такие как фрезы с твердосплавными напайками, гидрострогальные фрезы и другие.
- Типы металла
Свойства, спецификации, области применения и реакции на различные процессы изготовления различных типов металлов, таких как сталь, алюминий, латунь, медь и другие.

Навыки
- Измерение плоскостности поверхности
Измерьте ровность поверхности заготовки после ее обработки, проверив отклонения от желаемого перпендикулярного состояния.
- Удаление обработанной заготовки
Удаление отдельных заготовок после обработки с производственной машины или станка. В случае конвейерной ленты это предполагает быстрое непрерывное движение.
- Удаление неподходящих деталей
Оцените, какие дефектные обрабатываемые детали не соответствуют стандарту наладки и должны быть удалены, и отсортируйте отходы в соответствии с правилами.
- Рубанок по металлу Tend
Обслуживание строгального станка, предназначенного для обрезки лишнего материала с заготовки для создания плоской поверхности, контроль и эксплуатация в соответствии с правилами.
- Настройка контроллера машины
Настройте и дайте команды машине, отправляя соответствующие данные и вводя их в (компьютерный) контроллер, соответствующий желаемому обрабатываемому продукту.
- Обеспечение доступности оборудования
Перед началом процедур убедитесь, что необходимое оборудование предоставлено, готово и доступно для использования.
- Утилизация отходов резки
Утилизируйте потенциально опасные отходы, образующиеся в процессе резки, такие как металлическая стружка, лом и шлаки, сортируйте в соответствии с правилами и убирайте рабочее место.
- Мониторинг перемещения заготовки на станке
Мониторинг обработки обрабатываемой детали в движении, например, куска металла или дерева, перемещаемого линейно по неподвижной производственной машине.
- Рабочий встряхиватель металлических листов
Приведите в действие встряхиватель, открыв воздушный клапан, чтобы пробки, выбитые части заготовки, упали в встряхиватель, смешались и встряхнулись, прежде чем они будут либо переработаны и повторно использованы, либо выброшены, в зависимости от материала.
- Снабжение машины соответствующими инструментами
Снабдите машину необходимыми инструментами и предметами для конкретной производственной цели.
- Обратитесь к техническим ресурсам
Читать и интерпретировать такие технические ресурсы, как цифровые или бумажные чертежи и данные регулировки, чтобы правильно настроить машину или рабочий инструмент или собрать механическое оборудование.
- Автоматы-мониторы
Постоянно проверяйте настройку и работу автомата или проводите регулярные контрольные обходы. При необходимости регистрируют и интерпретируют данные о состоянии работы установок и оборудования с целью выявления отклонений от нормы.
- Выполнить пробный запуск
Выполнение испытаний системы, машины, инструмента или другого оборудования через серию действий в реальных условиях эксплуатации с целью оценки их надежности и пригодности для выполнения поставленных перед ними задач и соответствующей корректировки настроек.
- Устройство снабжения
Убедитесь, что в машину подаются необходимые и адекватные материалы, и контролируйте размещение или автоматическую подачу и извлечение заготовок в машины или станки на производственной линии.





Дополнительные знания и навыки
управлять подъемным оборудованием конвейерная лента монитора технологии резки заменить машины эксплуатация вибрационного питателя металлолома производство оружия и боеприпасов провести тестирование продукта выполнять техническое обслуживание машины давать советы техническим специалистам применять инструменты перекрестных ссылок для идентификации продукта управлять ручным рубанком пометить обрабатываемую заготовку изготовление металлической тары запись производственных данных для контроля качества гладкие зазубренные поверхности обработка черных металлов проверять качество продукции производство отопительного оборудованияЗакон резиновой ленты и теория машинной резки металла – Дизайн и производство истинных форм
Рост прекращается, когда вы теряете напряжение между тем, где вы находитесь, и тем, где вы могли бы быть, Джон Максвелл.
 Как ни странно, я много лет наблюдал эту концепцию в мире резки или механической обработки металлов. Очевидно, что термин «механическая обработка» используется для механической резки металла. Теоретически для резки или придания формы более мягкому металлу используется сочетание более твердого металла, сплава или, что более актуально, порошкового металлического композита (карбида). Это может быть сверлильный станок, токарный станок, фрезерный станок, формовочный станок, ленточная пила и т. д. «Резчику» нужно всего три условия, чтобы резать;
Как ни странно, я много лет наблюдал эту концепцию в мире резки или механической обработки металлов. Очевидно, что термин «механическая обработка» используется для механической резки металла. Теоретически для резки или придания формы более мягкому металлу используется сочетание более твердого металла, сплава или, что более актуально, порошкового металлического композита (карбида). Это может быть сверлильный станок, токарный станок, фрезерный станок, формовочный станок, ленточная пила и т. д. «Резчику» нужно всего три условия, чтобы резать; 1) ГЕОМЕТРИЯ ИНСТРУМЕНТА
Острота, угол резания, передний угол, задний задний угол
2) ДВИЖЕНИЕ
Вращающаяся фреза, как дрель, или стационарная фреза с движущимся материалом, как на токарном станке или рубанке, или их комбинации , как на фрезерном станке, где фреза вращается, а материал движется
3) ДАВЛЕНИЕ – НАГРУЗКА
Давление резания, нагрузка на стружку, сила, необходимая для зацепления фрезы с обрабатываемым материалом.
Конечно, многие другие опции могут улучшить разрез; охлаждающая жидкость, жесткость станка, правильные методы удержания заготовки, улучшенная геометрия фрезы и материал, включая высокотехнологичные покрытия и т. д. список можно продолжить, но, поскольку это не пост механической обработки, а концепция лидерства, мы остановимся на этом. Дело в том, что эти три критических элемента абсолютно необходимы для любой резки материала. Там, где Максвелл говорит, что нам нужно это напряжение в нашей жизни для роста, я вижу это как давление, элемент номер три или условие для эффективного сокращения. Вот концепция, которую я и любой другой машинист заметил; Я приведу пример из своего прошлого.
Я выполнял большую работу по обработке пластин. Когда я говорю большой лист, я имею в виду сталь 1018-1020 толщиной около 10 дюймов. Это был 60-дюймовый квадрат. Используется в качестве опорной плиты для большой машины для испытаний на падение на рынке электронных испытаний. Пластина должна быть обработана до плоскостности +/-0,010″ по всей поверхности. Обычно мы добивались гораздо большей терпимости, чем это. Моя машина провела своей торцевой фрезой (колесо, которое держит множество твердосплавных фрез и вращается со скоростью 300-500 об/мин с помощью двигателя мощностью 20 л.с.) по листу более чем 20 полосами или перекрывающимися проходами, удаляя небольшое количество металла вперед и назад с каждым проходом. Пит, мой босс в то время открыл мне большой секрет. Я вырезал материал, необходимый для достижения характеристик плоскостности, и в этот момент я просто позволял инструменту снимать небольшое количество материала (возможно, 0,015 дюйма — 0,025 дюйма), потому что не хотел перегружать станок. По сути, в металл входили только очень острые кончики резцов. Что это делает, так это то, что для первых нескольких проходов разрез выглядит потрясающе. Следы инструмента, оставленные на пластине, зеркальны. Сверхострые кончики плавно режут материал, оставляя красивую поверхность. Проблема в том, что по мере того, как фреза перемещается по пластине, со временем, поскольку только кончики находятся в металле, они изнашиваются и могут легко откалываться.
Обычно мы добивались гораздо большей терпимости, чем это. Моя машина провела своей торцевой фрезой (колесо, которое держит множество твердосплавных фрез и вращается со скоростью 300-500 об/мин с помощью двигателя мощностью 20 л.с.) по листу более чем 20 полосами или перекрывающимися проходами, удаляя небольшое количество металла вперед и назад с каждым проходом. Пит, мой босс в то время открыл мне большой секрет. Я вырезал материал, необходимый для достижения характеристик плоскостности, и в этот момент я просто позволял инструменту снимать небольшое количество материала (возможно, 0,015 дюйма — 0,025 дюйма), потому что не хотел перегружать станок. По сути, в металл входили только очень острые кончики резцов. Что это делает, так это то, что для первых нескольких проходов разрез выглядит потрясающе. Следы инструмента, оставленные на пластине, зеркальны. Сверхострые кончики плавно режут материал, оставляя красивую поверхность. Проблема в том, что по мере того, как фреза перемещается по пластине, со временем, поскольку только кончики находятся в металле, они изнашиваются и могут легко откалываться. Проблема здесь не в том, что карбид не того класса, пластина не не тот материал, не в скорости и скорости подачи станка, а в том, как используется фреза. Его состояние №3! Вы должны понимать, что конструкция режущего инструмента очень похожа на закон резиновой ленты и на нашу жизнь. Вот исправление; идите глубже, надавите сильнее и зацепите зуб! Поскольку фреза делает более глубокий рез, вы можете подумать, что она изнашивается раньше, но на самом деле все наоборот. Наконечник фрезы сужается до тонкой точки, чем глубже резание зуба, тем толще профиль зуба. Чем глубже зуб, тем большее давление требуется, но тем больше опора для кончика острого резца используется, и кончик дольше остается острым. Подумайте об этом так. В моей семье 4 девочки; мы проходим пачки туалетной бумаги как сумасшедшие. Когда моя дочь собирается вскрыть новую пачку булочек, она может начать острым ногтем прорезать тонкий слой пластика, верно? Может быть, она делает пару неудачных пассов, а потом в отчаянии втыкает в пакет весь палец.
Проблема здесь не в том, что карбид не того класса, пластина не не тот материал, не в скорости и скорости подачи станка, а в том, как используется фреза. Его состояние №3! Вы должны понимать, что конструкция режущего инструмента очень похожа на закон резиновой ленты и на нашу жизнь. Вот исправление; идите глубже, надавите сильнее и зацепите зуб! Поскольку фреза делает более глубокий рез, вы можете подумать, что она изнашивается раньше, но на самом деле все наоборот. Наконечник фрезы сужается до тонкой точки, чем глубже резание зуба, тем толще профиль зуба. Чем глубже зуб, тем большее давление требуется, но тем больше опора для кончика острого резца используется, и кончик дольше остается острым. Подумайте об этом так. В моей семье 4 девочки; мы проходим пачки туалетной бумаги как сумасшедшие. Когда моя дочь собирается вскрыть новую пачку булочек, она может начать острым ногтем прорезать тонкий слой пластика, верно? Может быть, она делает пару неудачных пассов, а потом в отчаянии втыкает в пакет весь палец.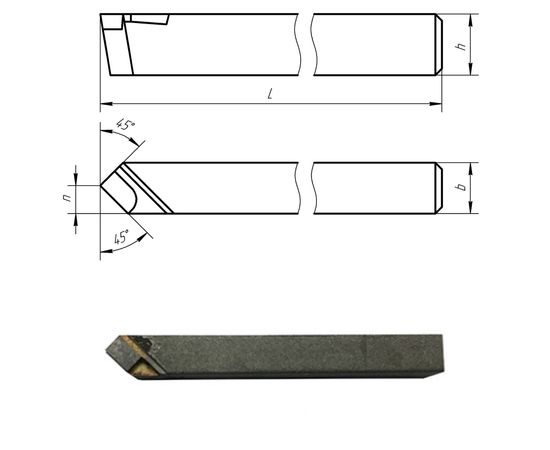 Ее свеженакрашенный ноготь действительно пронзил ее, но не без силы и поддержки ее пальца. Она могла бы целый день царапать этот тонкий пластик, но пока она не приложит соответствующее (или даже чрезмерное) давление, все, что она делает, это стирает свой красивый ноготь. Может быть, плохой пример, но концепция похожа на меня. Джон Максвелл думает об этом как о напряжении, я думаю об этом как о нагрузке или давлении. Я видел это много раз, когда оператор не осознает, боится или не мотивирован, поэтому он добавляет малейшее усилие резания, фреза просто скользит по верхней части поверхности, изнашивая самые острые точки. На фрезу нет нагрузки, поэтому машина в основном работает свободно. Деталь никуда не денется, а инструмент затупляется и скалывается. Ответ заключается в том, чтобы наклониться, надавить, погрузить резак в материал. Вы услышите нагрузку на машину, RMP немного снижаются, а нагрузка тянет двигатель медленнее. Прекрасным результатом является то, что зуб фрезы глубокий, толкает металл вверх по поверхности фрезы, где он толще, тяжелее и способен отрывать металлическую стружку от пластины и отбрасывать ее по воздуху, открывая свежий блестящий срез.
Ее свеженакрашенный ноготь действительно пронзил ее, но не без силы и поддержки ее пальца. Она могла бы целый день царапать этот тонкий пластик, но пока она не приложит соответствующее (или даже чрезмерное) давление, все, что она делает, это стирает свой красивый ноготь. Может быть, плохой пример, но концепция похожа на меня. Джон Максвелл думает об этом как о напряжении, я думаю об этом как о нагрузке или давлении. Я видел это много раз, когда оператор не осознает, боится или не мотивирован, поэтому он добавляет малейшее усилие резания, фреза просто скользит по верхней части поверхности, изнашивая самые острые точки. На фрезу нет нагрузки, поэтому машина в основном работает свободно. Деталь никуда не денется, а инструмент затупляется и скалывается. Ответ заключается в том, чтобы наклониться, надавить, погрузить резак в материал. Вы услышите нагрузку на машину, RMP немного снижаются, а нагрузка тянет двигатель медленнее. Прекрасным результатом является то, что зуб фрезы глубокий, толкает металл вверх по поверхности фрезы, где он толще, тяжелее и способен отрывать металлическую стружку от пластины и отбрасывать ее по воздуху, открывая свежий блестящий срез.