Резцы для трапецеидальной резьбы
Существуют резцы для внутренней трапецеидальной резьбы и для внешней. Первые обладают меньшими размерами, так как их приходится помещать внутри обрабатываемых цилиндрических поверхностей. При работе с ними мастер действует практически вслепую, так как не видно результата действий. По этой причине следует строго соблюдать режимы резания. Внешние резцы обладают большими размерами, но это не единственная их особенность, так как углы расположения режущих частей у них построены таким образом, чтобы после нарезания детали могли безпроблемно и надежно соединиться. Для этого используются сложные формы, которые не видны в других инструментах этого типа.
Помимо этого изделия разделаются на правые и левые, что зависит от направленности резца, который закреплен в станке. Естественно, что это оказывает влияние и на резьбу, так как для внутренней и внешней нужно использовать вещи одной направленности, иначе ни о каком нормальном соединении не может быть и речи. Резец резьбовой для нарезания трапецеидальной резьбы может иметь еще различные размеры и материалы изготовления, так что нужно знать, с какими заготовками будет вестись работа, чтобы сделать правильный выбор.
Основные размеры резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 10 | 10 | 120 |
| 12 | 12 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 240 |
Резцы для упорной резьбы изготавливаются как из твердосплавных материалов, которые отлично подходят для жестких материалов и могут отлично противостоять вибрациям и повышению температуры, возникающему во время длительной работы.
Геометрия трапецеидального резца
Внешний вид данного инструмента заметно выделяется среди остальных, так что его можно легко отличить от остальных. Но здесь имеются практически все основные элементы, встречающиеся в стандартных резцах.
Основной режущей частью является главная кромка инструмента, которая располагается там, где пересекаются передняя и задняя поверхность резца. Также на нем имеется и вспомогательная кромка. Эта часть располагается там, где пересекаются передняя и задняя вспомогательная кромка.
Пересечением главной и вспомогательной вершиной режущей кромки называется вершина резца. Она выполняет основную работу по нарезке резьбе и задает ее формую. Головка является главным рабочим элементом, так как стержень служит только для закрепления в станке.
Выбор трапецеидального резца
Нарезание трапецеидальной резьбы резцом является довольно сложным процессом, многое в котором зависит от правильности выбора инструмента.
«Совет профессионалов! Нередко резцы данного типа обрабатываются мастерами самостоятельно для получения нужных размеров, так что при этом не стоит забывать об обработки другого инструмента, который будет нарезать внутреннюю или внешнюю резьбу.»
При выборе особое внимание стоит обращать на заточку инструмента. Когда подбирается резьба трапецеидальная, то заточка резца должна соответствовать размерам заготовки. Ширина прореза и его глубина должна быть пропорциональна обрабатываемой детали. Большие инструменты, как правило, сталкиваются с большим количеством нагрузок, поэтому, температура резца во время работы заметно повышается. Необходимо отдавать предпочтение, в таком случае, твердосплавным материалам. При небольшом погружении с мелким шагом в заготовках из мягкого металла подойдут и инструменты из быстрорежущей стали.
Режимы резания
Нарезание трапецеидальной резьбы резцом нередко происходит в несколько заходов. Эта необходимость возникает по той причине, что здесь нет очень острых углов, как это видно в других деталях. Главная режущая кромка должна быть расположена параллельно нарезаемой оси. Задний угол должен иметь отклонение примерно в 6-8 градусов. В свою очередь это должно быть всего на 2 градуса выше угла подъема, под которым расположена линия подъема. Здесь нужно строго соблюдать все правила установки, так как при повторном проходе действия должны точно повторять предыдущие, для чего и разрабатывается сложная система заточки. Сам процесс осуществляется простыми равномерными поступающими движениями.
Маркировка
На примере реза ВК15 можно рассмотреть особенности маркировки этих изделий. Данная марка относится к быстрорежущей стали твердых сплавов вольфрамовой группы. Содержания карбида вольфрама в ней составляет 85%, а кобальта (К15) – 15%
Резцы для нарезания трапецеидальной резьбы
Резцы для нарезания трапецеидальной резьбы [c.145]| Рис. 55. Резцы для нарезания трапецеидальной резьбы |  |
| Рис. 277. Черновой (а) и чистовой (б) резцы для нарезания трапецеидальной резьбы |  |
Резцы для нарезания трапецеидальной резьбы. Резец для нарезания трапецеидальной резьбы показан на рис. 192. Угол между боковыми режущими кромками резца должен быть равен 30° длина t передней кромки принимается соответственно профилю нарезаемой резьбы. Все углы (а, 1, а ) резца выбираются так же, как и углы для нарезания прямоугольной резьбы, В этом случае для [c.235]
УЧЕБНО-ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ. ЗАТАЧИВАНИЕ, ПРОВЕРКА УГЛОВ ЗАТОЧКИ И ЗАПРАВКА РЕЖУЩИХ КРОМОК ГОЛОВКИ РЕЗЦОВ ДЛЯ НАРЕЗАНИЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ [c.201]
На рис. 63, а показан угловой шаблон для заточки резцов для нарезания трапецеидальной резьбы и контршаблон к нему. Широкие плоскости обеих деталей тщательно шлифуют, а боковые стороны 7 и 5 опиливают по наметке, обеспечивая их прямолинейность и взаимную перпендикулярность. Эти плоскости тщательно проверяют лекальной линейкой и угольником 90°, так как они будут служить базами при разметке профиля. После разметки удаляют лишний металл, а затем снова по наметке опиливают выступ контршаблона и впадину шаблона с припуском на припасовку.
| Рис. 10, 3. Блок из двух резцов для нарезания трапецеидальной резьбы |  |
ЗАТАЧИВАНИЕ РЕЗЦОВ ДЛЯ НАРЕЗАНИЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 30° [c.159]
Пластины для резцов при нарезании трапецеидальной резьбы. [c.54]
Черновой релей для нарезания трапецеидальной резьбы (рис. делается с углом профиля, равным 60°. Вершина резца закругляется радиусом ао 1 мм в зависимости от шага нарезаемой резьбы. Профиль этого резца проверяют в плоскости АА. Углы [c.364]
Черновые резцы для нарезания модульной резьбы имеют геометрию, ка.ч подобные им резцы, для трапецеидальной резьбы. Чистовые резцы также соответствуют трапецеидальным. [c.365]
Черновые резцы для нарезания модульной резьбы имеют такие же углы и другие элементы, как и подобные им резцы для трапецеидальной резьбы. [c.384]
Резцы для нарезания трапецеидальной и модульной резьб [c.386]
Резец для нарезания трапецеидальной резьбы затачивается по шаблону, подобно применяемому при заточке резцов для треугольной резьбы, п в том же порядке. Заточенный резец доводится. [c.236]
Резцы для нарезания трапецеидальной и модульной резьб также изготовляются из быстрорежущей стали (для мягких и вязких металлов, для точных и особо круп- [c.424]
| Рис. 180. Применение набора дисковых резцов и резьбовых гребенок для нарезания трапецеидальных резьб. |  |
Заточить резец по главной задней поверхности, выдержав заданный задний угол для нарезания трапецеидальной резьбы (рис. 1). При заточке главной задней поверхности 1 пользоваться теми же приемами, что и при заточке такой же поверхности у прорезного резца. Главный задний угол равен 4—8°. [c.159]
Цель задания. Научить устанавливать трапецеидальные резцы для нарезания внутренней резьбы нарезать внутреннюю трапецеидальную резьбу. [c.160]
Нарезание резьбы резцами на токарно-винторезных станках применяется в единичном и мелкосерийном производстве. Этот способ малопроизводителен и требует высокой квалификации рабочего. Малая производительность объясняется тем, что для нарезания резьбы необходимо делать большое количество проходов. Например, для нарезания наружной метрической резьбы 2-го класса точности с шагом 1,5—6 мм необходимо делать от 10 до 20 проходов, а для нарезания наружной резьбы с шагом 3—20 мм трапецеидального и прямоугольного профиля— от 12 до 32 проходов. Нарезание резцом дает повышенную точность в сравнении с другими способами. Точность резьбы зависит от точности ходового винта, от профиля режущего инструмента, а также от точности его установки. Особо точную резьбу нарезают на прецизионных токарно-винторезных станках, снабженных специальным корректирующим устройством для устранения погрешности шага ходового винта станка.
Предварительная обработка правой части ходового винта производится так же, как и левой части ходового винта. После предварительной обработки правой части винта его соединяют с вторым концом приставки и производят черновое и чистовое нарезание трапецеидальной резьбы 70 X 12. При этом нарезанная ранее на проставке трапецеидальная резьба 70 X 12 используется как эталон для установки резца и настройки станка. [c.122]
Резьбовые твердосплавные резцы главным образом применяются для скоростного нарезания трапецеидальной резьбы. [c.205]
Дисковые (круглые) резьбовые резцы, применяемые для нарезания остроугольной и трапецеидальной резьбы, просты в изготовлении, допускают значительное количество переточек и поэтому получили широкое распространение. Конструкции их, предназначенные для нарезания наружной резьбы, изготовляются насадными и закрепляются в специальных державках. На одном из торцов резца делаются зубья, предохраняющие его от проворачивания. Чем больше число торцовых зубьев, тем больше количество переточек. Резцы, служащие для нарезания резьбы с мелким шагом, обычно изготовляются без торцовых зубьев и удерживаются силой трения. [c.216]
Токарь Н. Чикирев добился значительного повышения производительности труда при нарезании трапецеидальной и треугольной резьб путем внедрения скоростного резания. Для нарезания трапецеидальной резьбы они применяют резцы с пластинками твердого сплава Т15К6. Нарезание производится двумя специально заточенными резцами — черновым и чистовым (рис. 277). Черновой резец (а) имеет угол профиля 50°, чистовой (б) имеет профиль резьбы. Черновой резец не только прорезает канавку, но и расширяет ее, чистовой же резец придает канавке нужный профиль. [c.258]
Для нарезания трапецеидальной резьбы применяют резцы с пластинками из твердого сплава Т15К6. Нарезание производится двумя резцами — черновым и чистовым (рис. 329). Черновой резец (а) имеет угол профиля 50°, передний угол у = —3° и задний угол 0 = 3—5° (для повышения прочности резца). Чистовой резец (б) имеет угол профиля, равный углу профиля резьбы (в данном случае 40°). [c.343]
Для нарезания трапецеидальной резьбы 18 X 4 и 22 X 5 на шпинделях из жаропрочной стали ЭЯ1Т использованы приспособления с вращающимися резцами (четырехрезцовые), устанавливаемые на резьбофрезерном [108] или токарном станке [31]. Электродвигатель приспособления имеет мощность 1,5 кет и п = 1440 об/мин. Для уменьшения вибраций резцов в процессе резания и устранения огранки на поверхности нарезаемой резьбы на ось резцовой головки насаживается утяжеленный шкив, исполняющий роль маховика. [c.337]
Для нарезания трапецеидальных резьб и червяков часто применяют жесткий резец токаря-новатора А. Н. Нежевен-ко (рис. 250). С целью повышения чистоты обработки на последних проходах применяют резцы, закрепленные в пружинящие державки (рис. 251). Внутренние трапецеидальные и ленточные резьбы нарезают резцами соответствующего профиля — цельными или закрепляемыми в оправках (рис. 252). Если изготовляют винтовую пару (винт и гайку) в условиях единичного производства, то резьбу винта контролируют гайкой (проверка на свинчива-емость). В крупносерийном и массовом производствах трапецеидальную резьбу контролируют калибрами. Шаг и профиль прямоугольных, трапецеидальных, упорных и модульных резьб контролируют шаблонами. Более точ- [c.178]
Для нарезания трапецеидальной резьбы применяют резцы, оснащенные твердосплавиыни пластинами. Резей [c.255]
Вращающимися головками нарезают неточные треугольные, трапецеидальные и прямоугольные резьбы. При обработке точных резьб после нарезания головкой необходимо калибрование другим резьбовым инструментом (например, чистовым стержневым резьбовым резцом). Резец во вращающейся головке, применяемой для нарезания метрической резьбы, оснащен пластинкой твердого сплава Т15К6. Передний угол у = 0-ь6° задний угол по вершине 8°, а на боковых режущих кромках 6°. [c.457]
Для облегчения установки резца точно параллельно оси винта или с наклоном на угол подъема применяют державки с поворотными головкамн (рис. 57). При нарезании трапецеидальной резьбы с шагом до 5 мм используется резец полного профиля врезание после каждого прохода осуществляется поперечной подачей. Если шаг резьбы больше 5 мм, то нарезание ее производят в несколько переходов. [c.117]
При нарезании трапецеидальной резьбы и червяков с большим углом подъема резьбы резец устанавливается в нормальном сечении. Если боковые поверхности нарезаемой резьбы являются архимедовыми винтовыми поверхностями, то правильный профиль с прямолинейными боковыми сторонами располагается в осевом сечении. Для такой резьбы профиль резца в нормальном сечении будет уже с криволинейными боковыми сторонами и с отличными от теоретических размерами. [c.514]
Трапецеидальная резьба: ГОСТ, обозначение, шаг
Трапецеидальная резьба – разновидность метрической резьбы с нестандартным профилем в виде трапеции. Она используется в механизмах, преобразующих вращательное движение в поступательное. Резьба с профилем трапециевидной формы является самотормозящей и активно применяется в промышленности
Особенности трапецеидальной резьбы
Угол профиля трапецеидальной резьбы составляет 15–40° и образует форму трапеции. Угол подъема равняется 30°. Угловой коэффициент профиля, тип смазки и материал влияют на показатели трения. Трапецеидальная резьба, благодаря свойству самоторможения, позволяет заготовке не деформироваться при сильных нагрузках. Она обладает лучшей износоустойчивостью, в отличие от трубной резьбы.

Наибольшим эффектом обладают трапецеидальные резьбы, обладающие средним шагом. Они способны обеспечить умеренные показатели точности осевых перемещений и износостойкости обрабатываемой детали. Измерение среднего шага производится при помощи штангенциркуля. Для проведения расчетов достаточно посчитать количество и провести замер протяженности стержня. Результат деления этих величин будет являться значением усредненного шага.В связи с тем, что трапецеидальная резьба является метрической, величина шага указывается в миллиметрах.
На чертеже она имеет следующую маркировку:
- обозначение латинскими буквами “Tr”;
- указание значений диаметра и шага в мм;
- обозначение левой однозаходной при помощи латинских символов “LH”.
Пример маркировки: Tr25x5LH – резьба с профилем в форме трапеции, однозаходная левая, длина диаметра составляет 25 мм, величина шага равняется 5 мм. Определить основные размерные параметры возможно также при помощи ГОСТ 9484-81.
Скачать ГОСТ 9484-81
Трапецеидальная резьба обладает следующими преимуществами:
- Радиальные зазоры возможно выявить при помощи размещения резьбы посередине диаметра.
- В отличие от дюймовой резьбы, она обладает преобразовательной функцией, превращая вращение изделия в поступательные движение. Преобразование осуществляется посредством гайки и винта. От этой функции зависит производительность и устойчивость рабочих инструментов.
- Предоставляется возможность конструировать и демонтировать более комплексные устройства и предметы неограниченное количество раз.
- Облегчает процесс сбора и разбора деталей, благодаря самостоятельному регулирования силы сжатия.
- Упрощенный процесс изготовления заготовок в различных вариациях. Качество разработанных деталей определяется от материала исходной заготовки.

Несмотря на большое количество достоинств, она имеет несколько недостатков:
- В результате сильного трения возникает большое напряжение на впадинах резьбы.
- Этот вид нарезания нельзя использовать при обработке механизмов, обладающих высокими показателями вибрации. В противном случае это может привести к самостоятельному выкручиванию винтов.
- Высокая стоимость. Многозаходные резьбы стоят дороже однозаходных. Цена зависит от материалов, количества затраченного времени, технологической базе и объема используемой электроэнергии.
Из-за данных особенностей трапецеидальная резьба используется в узконаправленных отраслях производства в небольшом количестве.
Основной профиль наружной и внутренней трапецеидальной резьбы
В следующей таблице представлены характеристики основного профиля наружной и внутренней трапецеидальной резьбы:
| Дистанция между соседними точками профиля (шаг) | Расстояние между вершиной и основанием |
| 1.05 – 1.07 | 2.08 – 3.01 |
| 2.03 – 2.05 | 3.07 – 5.05 |
| 3.03– 3.05 | 5.06 – 7.02 |
| 4.03– 4.05 | 7.05 – 8.08 |
| 5.03– 5.05 | 9.03 – 10.04 |
| 6.03– 6.05 | 11.02 – 12.09 |
| 7.03– 7.05 | 13.06 – 14.05 |
| 8.03 – 8.05 | 14.09 – 15.02 |
| 9.03– 9.05 | 16.07 – 18.03 |
| 10.03– 10.05 | 18.06 – 21.08 |
| 12.03– 12.05 | 22.03 – 26.01 |
| 14.03– 14.05 | 26.02 – 28.04 |
| 16.03 – 16.05 | 29.09 – 31.05 |
| 18.03– 18.05 | 33.06 – 35.09 |
Виды
Существуют следующие разновидности трапецеидальной резьбы:
- Левая: создается контуром с плоской поверхностью, осуществляющим вращение против часовой стрелки, в направлении от наблюдателя. Она является одним из самых старинных способов соединения узлов в механизмах и используется в машиностроительном секторе для закрепления заготовок к валу токарного станка. Данная конструкция предотвращает вероятность откручивания детали при во время процедуры обработки. Левая резьба применяется для закрепления ниппелей радиаторов отопительных систем, колесах грузовых автомобилей или внедорожников, патронов со сверлами, лопастей от комнатных вентиляторов, редуктора для остановки крутящегося момента мотора машины, велосипедных деталей и составных частей циркулярных пил. Также она нашла применение в качестве механизма защиты от опасных действий. С ее помощью осуществляется контроль рабочих инструментов, обрабатывающих заготовку. Левосторонней резьбой оснащен редуктор баллона с пропаном. Эта разновидность нарезки активно используется производителями машин для предотвращения подделки ее основных комплектующих.Маркируется она латинским символом “L”.
- Правая: образована плоским контуром, осуществляющим вращательное движения по часовой стрелке. Она передвигается вдоль оси относительно наблюдателя. Данный вид нарезания чаще всего используется для фиксации заготовок при помощи винтов, гаек, шпилек и болтов. В промышленных масштабах его применяют для вкручивания шурупов и саморезов. Для определения правой резьбы применяется метод расположения крепежных инструментов фаской вверх на ладони. Важно учитывать, чтобы витки спирали были направлена на наблюдателя. Правосторонней резьбой оснащаются редукторы баллонов, наполненных кислородом, предназначенных для снижения риска возникновения ЧС во время обработки. Этот вид нарезания можно легко подделать, поэтому он не нашел применения в брендировании автомобильных деталей. Обозначение этого вида нарезания осуществляется при помощи латинской буквы “R”.
- Однозаходная: образована движением 1 профиля. Для ее определения необходимо посмотреть на торец винта или гайке. Если на нем виден только 1 конец витка, то резьба является однозаходной. У этой разновидности нарезания шаг равен величине хода – расстояния между соседними нитками. Настройка станка для однозаходной резьбы осуществляется в зависимости от значений шага. Недостатком данного вида нарезания является низкая прочность обработанных деталей, обусловленная малой длиной внутреннего диаметра. Этот фактор не позволяет ей передавать больших усилий. Маркируется однозаходная резьба латинским символом “H”.
- Многозаходная: образована множеством выступов винтовой нарезки. Самым частым представителем этой подгруппы является двухзаходная резьба, обладающей 2 витками и симметричными заходами. В этом случае величина хода равняется произведению количества заходов на шаг. Многозаходная резьба применяется в стягивающих конструкциях. Она выполняет операции по увеличению прочности соединения, изменению передаточных числе (при обработке моторных редукторов) и созданию значительного смещения крепежных механизмов в винтовых стержнях при условии малого числа произведенных оборотов. В международной системе данный вид обозначается латинской буквой “S’.

Размеры и технические характеристики всех разновидностей трапецеидальной резьбы указаны в виде нормативов в ГОСТ 24739-81 и ГОСТ 25347-82. В этих документах представлены стандарты профилей и предельные допуски, требуемые для обработки готовых заготовок.
Скачать ГОСТ 24739-81
Скачать ГОСТ 25347-82
Применение
Трапецеидальная резьба, благодаря тормозящим свойствам и большой силой трения, не требует дополнительной фиксации. Благодаря этой особенности, она активно применяется в подъемных технологиях. Чаще всего трапецеидальная резьба выступает в роли ходового винта и привода для винтовых прессов. Она выполняет следующий набор операций:
- подача движений на токарных станках;
- контроль перемещения подъемных устройств;
- передвижение изделий на сборочных контейнерах;
- движение конструкций пресса в вертикальном направлении.
Также она применяется при изготовлении станков и регулировочных механизмов. Основными сферами применения являются автомобиле строение (изготовление устройств для моторных редукторов), паровозостроение (создание тормозных устройств для шахтных локомотивов, функционирующих при помощи электрической энергии) и иные производственные сферы машиностроения.
Размеры трапецеидальной резьбы
Главные размерные характеристики трапецеидальной резьбы:
- величина условного прохода (диаметр номинальный): от 1,5 до 48 мм;
- расстояние между соседними точками профиля: от 0,75 до 24 мм;
- усредненный угол профиля: 30°;
- ширина зазора не более 0,5 мм.
Основные размеры трапецеидальной однозаходной резьбы являются табличными величинами и указаны в ГОСТ 24737-81. В нем представлены значения диаметров для наружной и внутренней резьбы с трапециевидным профилем:
| Условный проход | Дистанция между соседними точками профиля | Величина удвоенного радиуса | |
| При внешнем нарезании | При внутреннем нарезании | ||
| 6 – 7 | 1.02 – 1.04 | 6.03- 8.02 | 8.03 – 8.03 |
| 8 – 10 | 1.05 – 1.09 | 7.03 — 9.05 | 9.03 – 9.05 |
| 11 – 13 | 2.05 – 2.09 | 8.03 — 10.02 | 10.05 – 10.07 |
| 13 — 15 | 3.05 – 3.09 | 9.03 -12.05 | 12.05 – 12.03 |
| 16 – 19 | 4.05 – 4.09 | 11.03 — 14.02 | 14.03 – 14.05 |
| 20 – 21 | 5.05 – 5.09 | 13.03 — 16.03 | 16.05 – 16.07 |
| 22 – 23 | 6.05 – 6.09 | 16.03 — 18.02 | 18.03 – 18.03 |
| 24 — 25 | 7.05 – 7.09 | 17.03 — 20.05 | 20.05 – 20.07 |
| 26 – 29 | 8.05 – 8.09 | 19.03 — 22.03 | 22.03 – 22.05 |
Скачать ГОСТ 24737-81
Таблица размеров для многозаходной трапецеидальной резьбы представлена ГОСТ 24739-81:
| Условный проход | Дистанция между ближайшими точками профиля | Количество выступов винтовой нарезки | ||||
| 2 | 3 | 4 | 6 | 8 | ||
| Дистанция по линии, расположенной в параллельно основной оси | ||||||
| 10 — 12 | 0.5 – 1.07 | 3.03- 5.02 | 4.05 – 5.02 | 6. 03 – 8.05 | 9 — 11 | 12 – 14 |
| 2.03 – 2.05 | 4.03 – 6.05 | 6.05 – 8.05 | 8.03 – 10.05 | 12.05 – 14м | 16.05 – 18.05 | |
| 12 — 14 | 2.03 – 2.05 | 4.03 – 6.02 | 6.05 – 8.02 | 8.03 — 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 16 — 19 | 2.03 – 2.05 | 4.03–6.05 | 6.05 – 8 .02 | 8.03- 10.05 | 12.05 – 14.05 | 16.05 — 18.05 |
| 20 — 22 | 2 – 2.5 | 4.03 – 6.02 | 6.05 – 8.05 | 8.03 – 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 24 — 32 | 2 – 2.5 | 4.03– 6.05 | 6.05 – 8.02 | 8.03 – 10.05 | 12.05 – 14.05 | 16.05 – 18.05 |
| 3 – 3.5 | 6.03 – 8.02 | 9.05 – 11.05 | 12.03– 14.05 | 18.05 – 20.05 | 24.05 — 26.05 | |
Данные государственные нормативы необходимы для стандартизации маркировки изделий, изготавливаемых на территории Российской Федерации.
Способы изготовления
Важно знать, как нарезать трапецеидальную резьбу, чтобы избежать неисправностей во время ее эксплуатации. Трапециевидная резьба легко изготавливается в промышленных масштабах. Ее методика изготовления имеет сходства с производством резьбы прямоугольной формы. Существуют следующие способы нарезания:
- С применения 1 резца. Перед проведением данной процедуры важно подготовить обрабатываемую заготовку под нарезание: произвести измерение ее длины и ширины при помощи линейки или штангенциркуля. Изделие располагается на столе токарного станка. В заготовке нужно проточить канаву, в которую будет входить режущий инструмент. Во время приложения резца стоит проверить правильность его местоположения, расположив параллельно оси резьбы. После завершения подготовительных работ можно включать станок. Во время обработки режущая кромка инструмента совершает поступательные движение, образуя резьбу на профиле детали. Важно после завершения рабочего процесса сравнить обработанную деталь с шаблонном. Их профили должны совпадать. Из-за неточности режущего инструмента могут возникнуть незначительные погрешности.
- Использование 3 резцов. Перед осуществлением процедуры также производятся подготовительные работы: налаживание токарного станка, расчет размерных параметров изделия и настройка 3 резцов. Режущие инструменты прикладываются к впадинам заготовки и проверяются на предмет надежности крепления. В соответствии с диаметром и углом подъема изделия резцы для нарезания могут быть установлены параллельно сторонам винтовой канавки и противоположно оси резьбы. 3 резца выполняют поступательные движения, формируя окончательный профиль. Проверка точности обработки осуществляется посредством сравнения получившейся детали с шаблоном.
При создании винтовых конструкций используется иной способ нарезания. При помощи резца проделывается неполная канавка. После этого необходимо выбрать режущий инструмент меньшего размера и увеличить длину канавки до внутреннего диаметра. Завершение процедуры проводится профильным резцом. Проверка результата обработки производится при помощи номинальных и предельных калибров.

Во время проведения нарезания важно соблюдать основные правила техники безопасности во время работы с режущими приспособлениями и токарными станками:
- Работу с инструментами должен осуществлять специалист, соответствующий инструктаж.
- Человек Работник обязан иметь специальную униформу, состоящую из производственного халата, защитных очков с прозрачными линзами, головного убора, ботинок и перчаток. Спецодежда должна быть отремонтированной и чистой. Перед работой с инструментами важно убедиться, что костюм полностью застегнут и плотно прилегает к телу.
- На рабочем месте нельзя располагать посторонние предметы.
- Перед проведением заточки важно проверить состояние токарного станка. На нем должны присутствовать механизмы для отвода производственного мусора, трубки и шланги для охлаждения, щитков для отражения эмульсии. Проверку токарного станка следует проводить на холостом ходу, оценивая работоспособность его основных комплектующих.
- На патроне токарного станка не должны присутствовать стружка или инородные предметы.
- Во время проведения обработки важно проверять прочность крепления режущих инструментов и местоположение заготовки.
- Нельзя закреплять заготовку весом больше 16 кг и производить замеры во время ее вращения.
- Нужно своевременно удалять производственный мусор при помощи специальных стружкоотводов.
- Для нарезания деталей из вязких металлов применяются специальные режущие инструменты с заточкой.
- Во время обработки заготовок запрещается облокачиваться на станок, смазывать детали, поддерживать изделие руками, избавляться от стружки при помощи струи воздуха.
- При токарных работа необходимо применять люнеты, если обработка осуществляется на высокой скорости.
- Важно следить за отводом СОЖ из токарного станка.
- Нельзя отходить от станка во время его эксплуатации.
При пожарах на производстве необходимо выключить станковое оборудование, отойти на безопасное расстояние и оповестить компетентные органы. Соблюдение техники безопасности снизит риск возникновения чрезвычайных ситуаций.
Нарезание трапецеидальной резьбы | МеханикИнфо

Трапецеидальные резьбы, предназначенные для передачи движения, подразделяют на крупные, нормальные и мелкие. В зависимости от шага и диаметра резьбы применяют различные методы их изготовления. Например, резьбы с шагом до 4 мм нарезают резцом, профиль которого соответствует профилю резьбы. В этом случае резец устанавливают по шаблону так, чтобы главная режущая кромка резца была параллельна оси детали.
Нарезание резьбы с большим шагом и повышенной точности
Резьбы с большим шагом, а также резьбы повышенной точности нарезают несколькими резцами: одним-тремя черновыми и одним-двумя чистовыми. На рис. 1, а, б показана схема изготовления трапецеидальной резьбы двумя резцами, на рис. 1, в — тремя резцами.
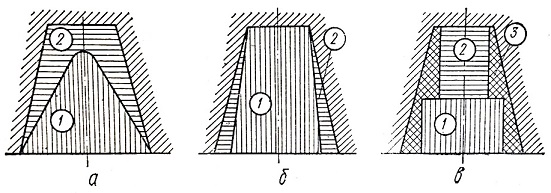
Рис. 1. Схема формирования резьбы:
а, б – двумя резцами; в – тремя резцами.
Приспособление для нарезания трапецеидальной резьбы
Для того чтобы повысить производительность труда при нарезании трапецеидальной резьбы, используется приспособление (рис. 2), которое устанавливают на месте верхних салазок суппорта. Приспособление состоит из плиты 16, каретки 17, направляющих 5 и 12, резцедержателей 7 и 10, стойки 2, двойной шестерни 15, шестерни 13, рейки 4, резцов 8 и 9, рейки 11.

Рис. 2. Приспособление для нарезания резьбы одновременно двумя резцами.
Синхронное движение резцедержателей навстречу друг другу при отрезных работах или установка их в заданное положение при обтачивании валов или нарезании резьбы осуществляются посредством ручной или механической подачи поперечного суппорта.
При вращении винта поперечного суппорта по часовой стрелке каретка 17 с закрепленной на ней плитой 16 перемещается в направлении от рабочего, а рейка 4, закрепленная с помощью гайки 1 и контргайки 3 на стойке 2, остается неподвижной. При этом шестерня 15, сидящая по скользящей посадке на оси 14, передает вращение ведомой шестерне 13. В результате получает вращение находящаяся в зацеплении с шестерней 13 рейка 11, а вместе с ней и резцедержатель 10 с резцом 9. Для того чтобы скорость движения резцедержателей при их перемещении навстречу друг другу была одинаковой, количество зубьев шестерни 15 должно быть вдвое больше количества зубьев шестерни 13.
Настройка резца 8 на заданный размер производится путем вращения винта поперечного суппорта, а резца 9 (после настройки резца 8) — вращением гайки-лимба 1. После настройки резец 9 фиксируется контргайкой 3. Настройка резца 8 относительно резца 9 по горизонтальной оси станка выполняется винтом 6.
Как нарезать трапецеидальную резьбу?
Для скоростного нарезания трапецеидальной резьбы используется резцедержательная головка, в которой закрепляют четыре резца. Первым резцом выполняют один-два прохода (в зависимости от шага резьбы) так, чтобы при дальнейшем нарезании резьбы не образовывались заусенцы. Вторым резцом с шириной головки более половины шага резьбы углубляются на 2/3 заданной глубины. Третьим резцом, головка которого по размерам меньше заданного профиля на 1 мм, врезаются на полную глубину. Четвертым резцом производится окончательная калибровка профиля резьбы.
3
Режущие пластины Mega Line
5 MG E R 20 TR VKX
1 2 3 4 5 6 7
1 – Типоразмер пластины 2 – Серия продукции 6 – Тип резьбы
5 – IC5/8” MG – Mega Line
ISO – метрическая резьба по
ГОС Т 8724 – 2002, ISO 261 – 1998;
ГОС Т 9150 – 2002, ISO 68 – 1 – 1998;
ГОС Т 24705 – 2004, ISO 724 – 1993;
DIN 13 – 1÷28 – 1975÷2005
RD – круглая резьба по DIN 20400–1990
TR – трапецеидальная резьба Tr по
ГОС Т 24737 – 1981, ГОС Т 9484 – 1981,
ГОС Т 24739 – 1981, ГОС Т 9562 – 1981,
ГОС Т 24738 – 1981,
DIN 103 – 1÷8 – 1972÷1977
ACME – американская трапецеидальная резьба
ACME по ANSI B1.5 – 1997 (2009)
STACME – усеченная трапецеидальная резьба
Stub ACME по ANSI B1.8 – 1988 (2001)
ABUT – американская резьба Баттресс
по ASME B1.9 – 1973 (2007),
ANSI B1.9 – 1973 (2007)
SAGE – упорная резьба по ГОСТ 10177 – 1982,
метрическая резьба Баттресс
по DIN 513 – 1÷3 – 1985
3 – Тип пластины 4 – Правая/левая
E – для наружной резьбы
I – для внутренней резьбы
R – правая пластина
L – левая пластина
5 – Шаг резьбы 7 – Марка твердого сплава
10–25 мм
1–2 шага на дюйм
VKX
1– Опорная пластина 2 – Тип резца 4 – Диаметр круглого поперечного сечения корпуса резца, мм
N – без опорной пластины
VR – для внутренней резьбы
40, 50, 60
3 – Охлаждение
8 – Тип резьбы
C – с каналом для подвода СОЖ
ISO – метрическая резьба по
ГОС Т 8724 – 2002, ISO 261 – 1998;
ГОС Т 9150 – 2002, ISO 68 – 1 – 1998;
ГОС Т 24705 – 2004, ISO 724 – 1993;
DIN 13 – 1÷28 – 1975÷2005
RD – круглая резьба по DIN 20400–1990
TR – трапецеидальная резьба Tr по
ГОС Т 24737 – 1981, ГОС Т 9484 – 1981,
ГОС Т 24739 – 1981, ГОС Т 9562 – 1981,
ГОС Т 24738 – 1981,
DIN 103 – 1÷8 – 1972÷1977
ACME – американская трапецеидальная
резьба ACME по ANSI B1.5 – 1997 (2009)
STACME – усеченная трапецеидальная резьба
Stub ACME по ANSI B1.8 – 1988 (2001)
ABUT – американская резьба Баттресс
по ASME B1.9 – 1973 (2007),
ANSI B1.9 – 1973 (2007)
SAGE – упорная резьба по ГОСТ 10177 – 1982,
метрическая резьба Баттресс
по DIN 513 – 1÷3 – 1985
5 – Типоразмер пластины 6 – Серия продукции
5 – IC5/8” MG – Mega Line
7 – Шаг резьбы 9 – Правый (RH)/левый (LH)
10–25 мм
1–2 шага на дюйм
– правый резец
LH – левый резец
Резцы Mega Line для наружной резьбы
N L 32 – 5 MG 24 TR LH
1 2 3 4 5 6 7 8
Резцы Mega Line для внутренней резьбы
N VR C 40 – 5 MG 24 TR LH
1 2 3 4 5 6 7 8 9
( 25 1 )
Структура условного обозначения пластин и резцов Mega Line при заказе
Наиболее популярное и совершенное приложение для выбора инструмента и
параметров обработки для операций резьботочения и резьбофрезерования
Версия для ПК
•Автономное приложение для ПК
•Работает на базе ОС Windows
•Автоматическое обновление
Онлайн-версия
•Интерактивное онлайн-приложение
•Совместимо со всеми популярными браузерами
•Постоянно доступна наиболее новая версия
- www.vargus.com:
VARGUS
Ius
™
4 – Типоразмер пластины
5 – IC5/8”
7 – Тип резьбы
ISO – метрическая резьба по
ГОС Т 8724 – 2002, ISO 261 – 1998;
ГОС Т 9150 – 2002, ISO 68 – 1 – 1998;
ГОС Т 24705 – 2004, ISO 724 – 1993;
DIN 13 – 1÷28 – 1975÷2005
RD – круглая резьба по DIN 20400–1990
TR – трапецеидальная резьба Tr по
ГОС Т 24737 – 1981, ГОС Т 9484 – 1981,
ГОС Т 24739 – 1981, ГОС Т 9562 – 1981,
ГОС Т 24738 – 1981,
DIN 103 – 1÷8 – 1972÷1977
ACME – американская трапецеидальная
резьба ACME по ANSI B1.5 – 1997 (2009)
STACME – усеченная трапецеидальная резьба
Stub ACME по ANSI B1.8 – 1988 (2001)
ABUT – американская резьба Баттресс
по ASME B1.9 – 1973 (2007),
ANSI B1.9 – 1973 (2007)
SAGE – упорная резьба по ГОСТ 10177 – 1982,
метрическая резьба Баттресс
по DIN 513 – 1÷3 – 1985
3 – Размер стороны квадратного поперечного сечения корпуса резца, мм
25, 32, 40
5 – Серия продукции
MG – Mega Line
6 – Шаг резьбы
10–25 мм
1–2 шага на дюйм
8 – Правый (RH)/левый (LH)
– правый резец
LH – левый резец
1– Опорная пластина
N – без опорной пластины
2 – Тип резца
L – для наружной резьбы
| 2666.0001ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 2 ВК8 2666-0001 Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0002ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 2 ВК8 2666-0002 левые Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0001Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 2 Т15К6 2666-0001 Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0002Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 2 Т15К6 2666-0002 левые Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0001Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 2 Т5К10 2666-0001 Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0002Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 2 Т5К10 2666-0002 левые Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0003ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 4 ВК8 2666-0003 Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0004ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 4 ВК8 2666-0004 левые Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0003Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 4 Т15К6 2666-0003 Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0004Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 4 Т15К6 2666-0004 левые Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0003Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 4 Т5К10 2666-0003 Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0004Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 10х10 шаг 4 Т5К10 2666-0004 левые Гост 18885-73 | шт. | 750.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0005ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 2 ВК8 2666-0005 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0006ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 2 ВК8 2666-0006 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0005Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 2 Т15К6 2666-0005 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0006Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 2 Т15К6 2666-0006 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0005Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 2 Т5К10 2666-0005 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0006Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 2 Т5К10 2666-0006 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0007ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 5 ВК8 2666-0007 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0008ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 5 ВК8 2666-0008 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0007Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 5 Т15К6 2666-0007 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0008Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 5 Т15К6 2666-0008 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0007Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 5 Т5К10 2666-0007 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0008Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 5 Т5К10 2666-0008 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0009ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 8 ВК8 2666-0009 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0010ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 8 ВК8 2666-0010 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0009Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 8 Т15К6 2666-0009 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0010Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 8 Т15К6 2666-0010 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0009Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 8 Т5К10 2666-0009 Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0010Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 12х12 шаг 8 Т5К10 2666-0010 левые Гост 18885-73 | шт. | 792.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0011ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 3 ВК8 2666-0011 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0012ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 3 ВК8 2666-0012 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0011Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 3 Т15К6 2666-0011 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0012Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 3 Т15К6 2666-0012 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0011Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 3 Т5К10 2666-0011 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0012Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 3 Т5К10 2666-0012 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0013ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 6 ВК8 2666-0013 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0014ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 6 ВК8 2666-0014 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0013Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 6 Т15К6 2666-0013 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0014Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 6 Т15К6 2666-0014 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0013Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 6 Т5К10 2666-0013 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0014Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 6 Т5К10 2666-0014 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0015ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 10 ВК8 2666-0015 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0016ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 10 ВК8 2666-0016 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0015Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 10 Т15К6 2666-0015 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0016Т15 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 10 Т15К6 2666-0016 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0015Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 10 Т5К10 2666-0015 Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0016Т5 | Резец токарный резьбовой для внутренней трапецеидальной резьбы 16х16 шаг 10 Т5К10 2666-0016 левые Гост 18885-73 | шт. | 850.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0017ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 20х20 шаг 3 ВК8 2666-0017 Гост 18885-73 | шт. | 1040.00 р. | Добавить | ||
| Описание:
.. Подробнее | ||||||
| 2666.0018ВК | Резец токарный резьбовой для внутренней трапецеидальной резьбы 20х20 шаг 3 ВК8 2666-0018 левые Гост 18885-73 | шт. | 1040.00 р. | Добавить | ||
| Описание:
.. Подробнее |