Режущая кромка – это… Что такое Режущая кромка?
- Режущая кромка
- Cutting edge — Режущая кромка.
Передний край режущего инструмента (типа инструмента токарного станка, сверла или фрезы), где проходит линия контакта с заготовкой во время механической обработки.
(Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО “Профессионал”, НПО “Мир и семья”; Санкт-Петербург, 2003 г.)
.
- Cutting edge
- Cutting fluid
Смотреть что такое “Режущая кромка” в других словарях:
режущая кромка — (К) Кромка лезвия инструмента, образуемая пересечением передней и задней поверхности лезвия. 1 передняя поверхность лезвия Аγ; 2 главная режущая кромка К; 3 вспомогательная режу … Справочник технического переводчика
Режущая кромка — Задняя поверхность 1.

режущая кромка бура — головка бура буровой резец буровая коронка — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы головка бурабуровой резецбуровая коронка EN bore bit … Справочник технического переводчика
режущая кромка головки бура — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN bit of drill head … Справочник технического переводчика
режущая кромка зуба долота
— (на обратном конусе шарошки) [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN gage undercut … Справочник технического переводчикарежущая кромка лопастного бурового долота — — [http://slovarionline.
ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN bit blade edge … Справочник технического переводчикавспомогательная режущая кромка — (К’) Часть режущей кромки, формирующая меньшую сторону сечения срезаемого слоя. 1 передняя поверхность лезвия Аγ; 2 главная режущая кромка К; 3 вспомогательная режущая кр … Справочник технического переводчика
вспомогательная режущая кромка- — (K’ … Справочник технического переводчика
главная режущая кромка
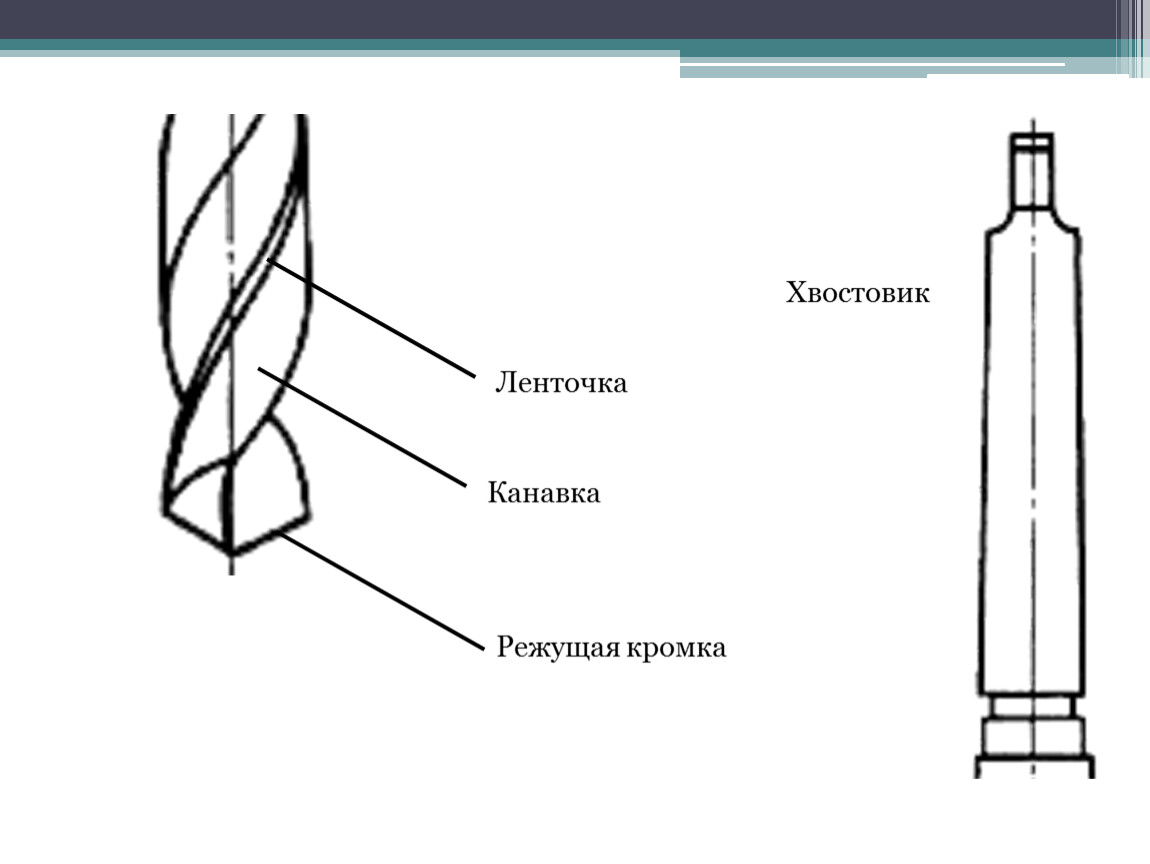
вспомогательная режущая кромка (сверла) — (1.16) Кромка, образующая при пересечении ленточки и канавки. [ГОСТ Р 50427 92 (ИСО 5419 82)] Тематики сверла Обобщающие термины спиральные сверла EN leading edge of a land (minor cutting edge) DE Nebenschneide FR bord d attaque du listel (arête… … Справочник технического переводчика

 ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN bit blade edge … Справочник технического переводчика
ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN bit blade edge … Справочник технического переводчикаЗаточка ножей.
 Режущая кромка
Режущая кромкаВ предыдущей статье мы рассмотрели под микроскопом углы заточки ножа, толщину режущей кромки и посмотрели несколько примеров острых лезвий. Давайте еще раз посмотрим на одном снимке расположенные одновременно с увеличением 10 000 крат человеческий волос и режущую кромку. На снимке видно несколько слоёв кутикулы волоса и режущую кромку одноразового лезвия Olfa. Надеюсь, эта визуализация даёт представление о том, что без качественной заточки разрезать волос не получится.
Также давайте определим, что может быть 2 варианта движения абразива по отношению к режущей кромке
- От кромки (edge trailing).
- На кромку (edge leading)
Заточка на коже производится от кромки. Заточка камнями чаще всего подразумевает оба варианта движения абразива.
Отличие при заточке от кромки и на кромку.
Заточка абразивными камнями на кромку не вызывает образования заусенца на режущей кромке, однако камень не только стирает металл, но и вырывает небольшие кусочки. Режущая кромка становится более неравномерной по высоте и более широкой. Этот эффект ограничивает остроту ножа при данном способе движения абразива при заточку.
Режущая кромка становится более неравномерной по высоте и более широкой. Этот эффект ограничивает остроту ножа при данном способе движения абразива при заточку.
Заточка от кромки вызывает образование заусенца на обратной стороне кромки, однако не оказывает излишних повреждений режущей кромки зернами выкрошившегося металла. Минус этого способа только в образовании заусенца на обратной стороне, однако от заусенца вполне можно избавиться в дальнейшем.
Применительно к набору для заточки ножей Almaz Knife рекомендуем для быстрого снятия металла принять возвратно поступательные движения (на крому+от кромки). Например. При первоначальном формировании угла заточки грубым камнем или при исправлении видимых дефектов и сколов.
Выше пример 10 000 кратного увеличения режущей кромки, заточенной камнем зернистостью 1000 единиц в направлении на кромку. Видны выщерблины металла.
Как видим на рисунке выше при заточке режущей кромки ножа по направлению от кромки образуется заусенец или “фольга”.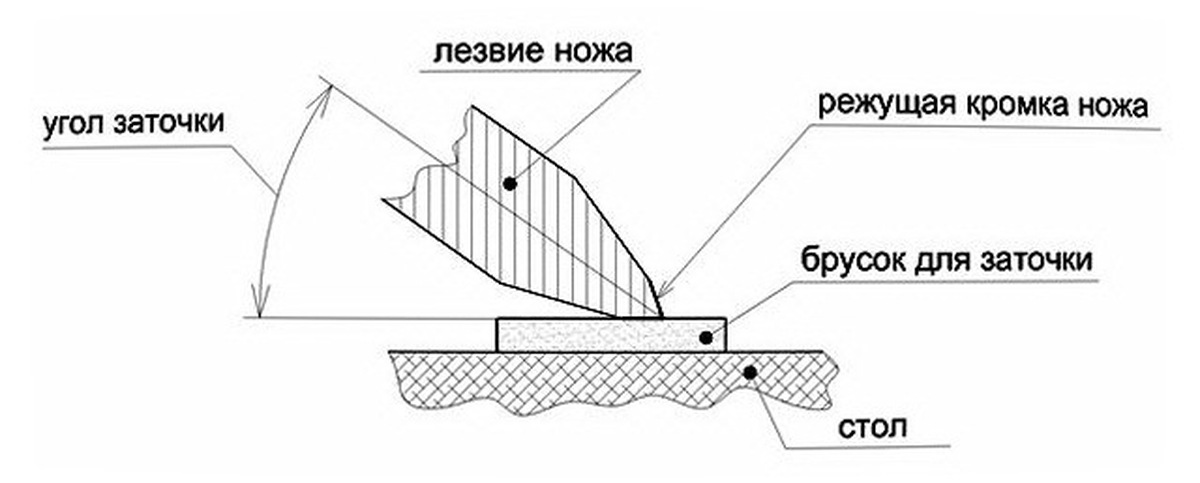 Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.
Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.
При заточке на кромку камнем зернистостью 16 000 единиц наблюдаются такие же эффекты – большой разброс высоты пиков кромки и соответственно снижение остроты ножей.
При увеличении в 10 000 крат заточка от кромки камнем зернистостью 16 000 единиц показывает лучшие результаты, чем на кромку. Увеличим еще больше это изображение:
На увеличении 50 000 крат можно также видеть образование заусенца при заточке от кромки. Можно сделать вывод, что при данном способе заточки заусенец всегда образуется и необходимо производить действия для его удаления.
Анализ кромки при заточке разной зернистостью
Давайте проанализируем как будет меняться кромка при заточке последовательно разными камнями.
Заточка ножа бруском 1000 единиц
Заточка бруском 2000 единиц
Заточка бруском 4000 единиц
Углы идентичны результату 16000Заточка бруском 8000 единиц
Заточка бруском 16000 единиц
Произведя анализ фотографий с микроскопа с увеличением от 5000 до 10 000 крат можно сделать следующие выводы:
- Боковой обзор кромки демонстрирует уменьшение риски при повышении зернистости бруска. Также перепад высоты вершин становится более равномерным.
- Вид самой кромки демонстрирует уменьшение ширины режущей кромки. Она менялась с повышением зернистости 1к-2к-4к-8к-16к на соответствующие значения в микронах: 0,7-0,4-0,3-0,15-0,10 мкм.
- Анализ поперечного сечения на высоте 3 микрона от вершины: 1,4 микрона – 1,2 микрона и 1,05 микрона на камне зернистостью 4000 единиц .
- Обратите внимание, что с увеличением зернистости с 4000 до 8000 и 16000 практически не менялась ширина поперечного сечения режущей кромки.
- Можно сделать вывод, что до уровня 4000 единиц окончательно формируется профиль режущей кромки, а после 4000 единиц вершина окончательно заостряется. В нашем случае с 0,3 мкм до 0,1 мкм!
 Также перепад высоты вершин становится более равномерным.
Также перепад высоты вершин становится более равномерным.
Анализ результата при заточке от кромки и на кромку
Используя набор для заточки Almaz Knife возможна заточка как на кромку, так и от кромки. Давайте проанализируем разницу и попробуем объяснить результаты.
Ниже фото при небольшом увеличении 150х заточенной кромки на бруске зернистостью 320 единиц с движениями на кромку. Видно явную зубастость режущей кромки. В том числе виден огромный скол в центре фото. Царапины на сторонах кромки также присутствуют, однако обратите внимание, что есть отдельные очень глубокие борозды.
Объяснение этого результата следующее: Алмазный камень (см. фото ниже) имеет достаточно крупные зёрна алмазов, порядка 20-30 микрон и даже больше. При этом вершина режущей кромки имеет толщину 1-2 микрона. При движении на вершину алмазный камень вырывает куски металла из кромки.
Для примера из нашего макромира представьте листовой пластик толщиной 1мм. Вы заводите за него на 2-3 см ниже пластины пластика камень и резко тянете вверх. Искромсанная кромка гарантирована.
Движение на кромку позволяет очень быстро снимать слой металла и не формирует заусенец.
Давайте оценим глубина нашего самого большого скола – это порядка 23 микрон.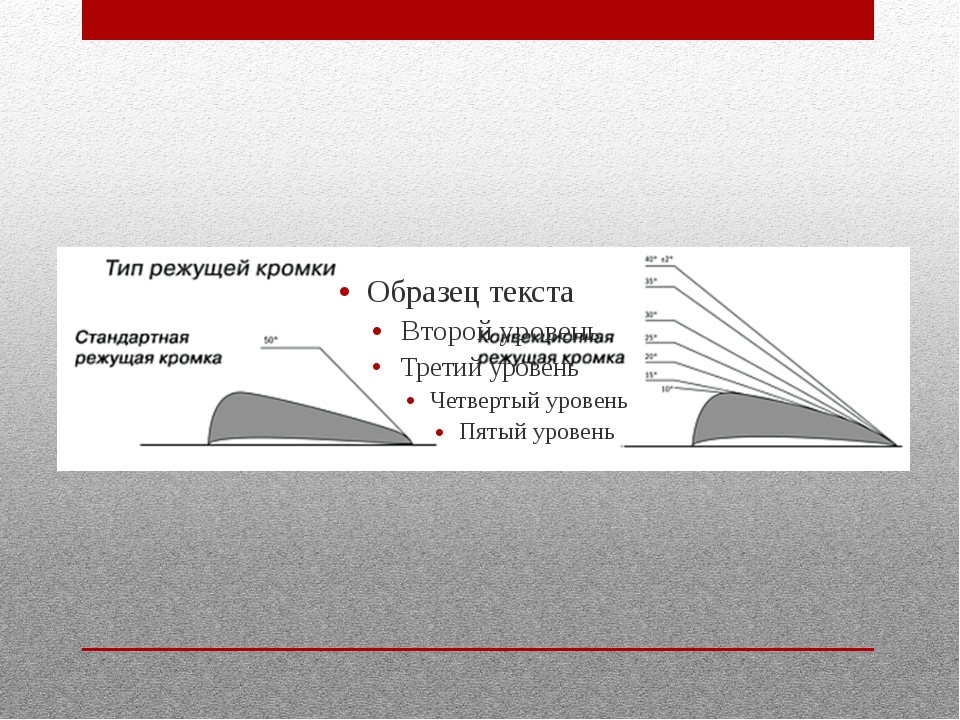 Также сильно выступающие из алмазного камня частицы не только рвут кромку, но и оставляют более глубокие царапины (риски) на сторонах кромки.
Также сильно выступающие из алмазного камня частицы не только рвут кромку, но и оставляют более глубокие царапины (риски) на сторонах кромки.
В данном эксперименте провели еще один важный показательный элемент. После зернистости 320 единиц продолжили заточку на зернистости 16000 единиц. Было произведено около 100 циклов на каждой стороне. Движением производилось от кромки.
Глубина скола уменьшилась с 23 до 14 микрон. Боковая кромка стала более гладкой, однако единичные глубокие царапины остались.
Можно сделать вывод, что вывести кромку в идеал возможно, но потребует огромной неэффективной работы. Поэтому разумнее применять промежуточные значения зернистости камней. Америка этим выводом не открыта. Но! Важно понять, что применение более мелких камней влияет не столько на полировку кромки, как принято думать, сколько необходимо для избавления от микросколов, появившихся в результате заточки на кромку!
Благодарим блог Todd Science of Sharp за предоставленные материалы для статьи
Терминология заточника: что такое спуски, подвод, сведение и режущая кромка
Среди многочисленных факторов, влияющих на остроту ножа, ключевую роль играют такие понятия как спуски, подвод, сведение и режущая кромка.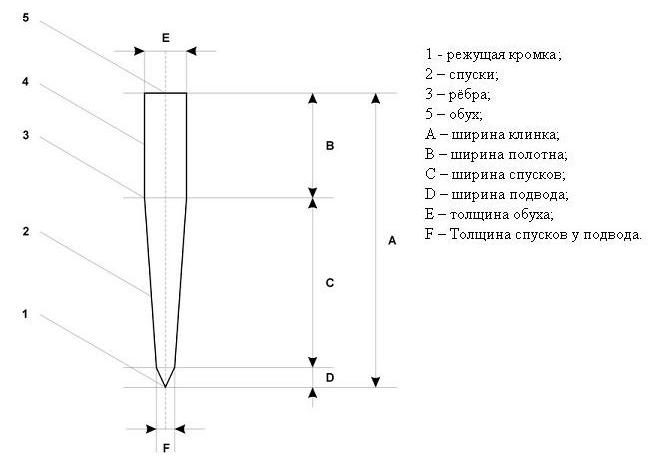 В геометрии любого ножа именно эти элементы отвечают за качество реза. Поэтому любому заточнику необходимо знать эти термины и понимать их роль при заточке.
В геометрии любого ножа именно эти элементы отвечают за качество реза. Поэтому любому заточнику необходимо знать эти термины и понимать их роль при заточке.
Спуски на ноже – это часть лезвия, которое сужается от обуха к режущей кромке. Спуски могут иметь самую разнообразную форму, но в большинстве клинковых изделий применяются три формы спусков:
– прямые спуски – могут быть как от обуха, так и от любой части клинка
– спуски в виде вогнутой линзы – также могу начинаться от любой части клинка
– спуски в виде выпуклой линзы (конвекса).
Источник фото: https://psk35.ru/stati/pod-kakim-uglom-zatachivat-nozhi.html
Отдельно можно выделить две формы спусков, которые одновременно образуют подвод – это геометрии «сканди» и односторонний спуск («стамеска»).
Подвод – это место, где спуски сужаются и переходят в режущую кромку.
Ширина подвода имеет как практическое, так и эстетическое значение. Нож с узким подводом выглядит зачастую более качественным и дорогим. Также узкий подвод, особенно в сочетании с вогнутыми спусками дает очень легкий и мягкий рез, так как нож фактически проваливается в разрезаемый материал сразу после начала реза. Нож с широким подводом выглядит внешне достаточно небрежно и зачастую имеет толстое сведение, которое производитель пытается компенсировать именно этой шириной подвода, заточенного на острый угол.
Помимо обычного подвода, нож может иметь и так называемый «микроподвод». Это участок подвода, отграниченный от основного с помощью создания дополнительного угла заточки и расположенный непосредственно у режущей кромки. Назначение микроподвода – укрепление режущей кромки клинка за счет добавления дополнительной грани с более тупым углом, чем основная грань подвода. Микроподвод позволяет дольше удерживать остроту, за счет упрочнения режущей кромки ножа. Это особенно важно для ножей с тонким, деликатным сведением, ножей с односторонним спуском, а также для ножей с геометрией «сканди».
Сведением ножа принято называть толщину клинка в точке перехода спусков в подвод. Толщина сведения измеряется в долях миллиметра. Это один из важнейших факторов качественного реза ножа, так как сразу после первичного прорезания любого материала происходит погружение клинка именно за счет сведения. Чем оно тоньше, тем легче клинок проходит в материал и тем более эффективным и легким становиться работа таким ножом.
Традиционно считается, что для кухонных ножей, для которые работают по достаточно мягким поверхностям разделочных досок, особенно торцевых, больше всего подходит сведение 0,2 — 0,3 мм. В комбинации с углом заточки в пределах 20-30 градусов, такое сведение будет давать оптимальное качество реза.
Для ножей, предназначенных для ежедневного ношения в городских условиях, либо для хозяйственных целей без существенных боковых нагрузок, охотничьих ножей, сведение рекомендуется 0,4 – 0,5 мм.
Для туристических ножей, хозяйственных ножей, предназначенных для тяжелых работ и боковых нагрузок оптимальным сведением будет сведение 0,5 – 0,6 мм. Для ножей, предназначенных для рубящих работ, таких как кухонные тяпки, лагерные ножи широкого спектра применения режущая кромка должна иметь максимальную прочность и такие ножи имеют сведение от 0,6 до 1мм. Требовать легкого комфортного реза от таких ножей невозможно, такое сведение будет раскалывать твердые продукты (яблоки, картофель и т. п.), но в тоже время способно противостоять сколам и заминам, особенно если сталь будет достаточно пластичной. Все указанные значения сведения являются идеальным вариантом, именно с учетом сферы использования ножа и применимы в первую очередь для ножей, изготовляемых мелкими партиями или на заказ. При массовом производстве большинство изготовителей выпускают продукцию с усредненным сведением: для кухонных ножей в диапазоне 0,2-0,4 мм, для туристических и EDC-ножей в диапазоне 0,5 – 0,8 мм.
п.), но в тоже время способно противостоять сколам и заминам, особенно если сталь будет достаточно пластичной. Все указанные значения сведения являются идеальным вариантом, именно с учетом сферы использования ножа и применимы в первую очередь для ножей, изготовляемых мелкими партиями или на заказ. При массовом производстве большинство изготовителей выпускают продукцию с усредненным сведением: для кухонных ножей в диапазоне 0,2-0,4 мм, для туристических и EDC-ножей в диапазоне 0,5 – 0,8 мм.
Большое значение сведение играет в геометрии клинка “выпуклая линза” (convex). Спуски в такой геометрии не имеют ярко выраженного подвода, но именно сведение является главным ориентиром при заточке таких ножей. При использовании специальных насадок для заточки в линзу, например таких, как насадки TSPROF, выбирать диапазон углов заточки необходимо в зависимости от толщины сведения ножа. При минимальной толщине в 0,2 – 0,4 мм, подойдет насадка 4,3 градуса; при средней толщине в 0,4 – 0,6 мм, насадка в 7,2 градуса; при толстом сведении от 0,7 мм насадка в 10,7 градусов.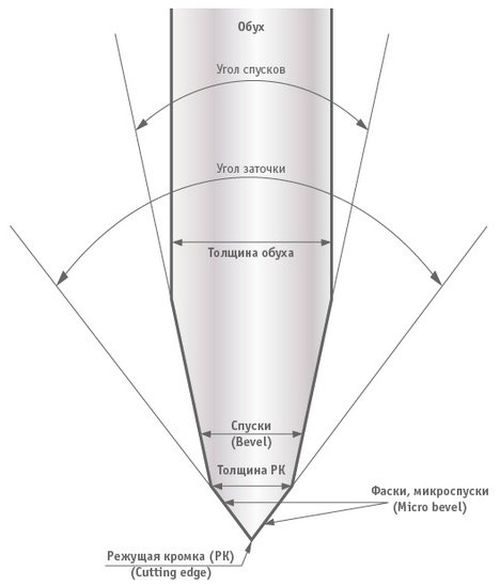
Источник фото: https://vashnozh.ru/obzory/falkniven-f1
Режущая кромка — это основной инструмент реза любого ножа. Представляет собой передний край режущего инструмента, линию контакта клинка с прорезаемой поверхностью. Образуется двумя сторонами подвода или в случае односторонней («стамесочной») заточки подводом и плоскостью клинка. Режущая кромка формируется в процессе заточки пересечением заточных фасок на металлической матрице. А сам рез осуществляется за счет так называемой «карбидной пилы», то есть набором тугоплавких твердых частиц образованных соединением металлов и углерода. Качество и продолжительность реза зависит от максимальной доводки кромки в процессе заточки, при которой происходит заглаживание выступающих карбидов в матрицу. Доводка противостоит их разрушению, выпадению из структуры и затупленною ножа.
Источник фото: https://scienceofsharp.
 com/2019/11/03/carbides-in-maxamet/
com/2019/11/03/carbides-in-maxamet/
Таким образом нож с максимальным качеством реза представляет собой комбинацию тонкого сведения, узкого и равномерного по ширине подвода, а также хорошо доведенной режущей кромки. Только редкие мастера заточки способны заточить нож до оптимального состояния вручную. Однако максимальное качество заточки вполне доступно любому человеку с использованием заточных систем с поворотным механизмом TSPROF.
Режущая кромка – лезвие – Большая Энциклопедия Нефти и Газа, статья, страница 1
Режущая кромка – лезвие
Cтраница 1
Режущая кромка лезвия образуется пересечением передней и задней поверхностей лезвия. Одна из них называется главной режущей кромкой, так как формирует большую сторону сечения срезаемого слоя, а другая – вспомогательной режущей кромкой, так как формирует меньшую сторону сечения срезаемого слоя. Вспомогательных режущих кромок может быть одна или две. [2]
[2]
По расположению режущей кромки лезвия ручные ножницы делятся на п р а в ы е и левые. [3]
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые. [4]
Общие методы определения профиля режущих кромок лезвия долбяка приведены на стр. Для образования задних углов размеры профиля и диаметральные рассматриваемых долбяков, как и зуборезных, изменяются по толщине долбяка от переднего торца к заднему. Расчетные размеры профиля соответствуют расчетному ( исходному) сечению. [6]
Последние представляют собой канавки в 0 5 – 1 0 мм шириной и 0.5 – 0 8 мм глубиной, выфре-зованные у режущей кромки лезвия со стороны спины зуба фиг. [7]
Сущность явления самозатачивания заключается в избирательном износе неоднородного по сечению лезвия – при взаимодействии двухслойного лезвия более твердый слой изнашивается менее интенсивно и постоянно выступает вперед, образуя режущую кромку лезвия. [8]
[8]
Режущая кромка лезвия всегда притуплена и закруглена. В начальный момент резания лезвие ножа, продавливая поверхностные слои каучука, вдавливается в него, под лезвием образуется впадина. В нижней части впадины каучук подвержен дефэр-мации сжатия, а по бокам – деформации растяжения. По мере проникновения ножа в глубь каучука напряжения сжатия и растяжения в последнем достигает предельного значения, поверхностный слой каучука разрушается и нож начинает деформировать нижележащие слои, разрушая их подобным же образом. Проникая внутрь, нож раздвигает части кипы, которые вследствие упругости каучука сопротивляются этому и оказывают на нож определенно воздействие. На боковых стенках ножа возникают силы трения, препятствующие проникновению ножа в каучук. Таким образом, усилие, которое необходимо приложить к ножу, затрачивается в основном на разрушение каучука путем его продавливания ( давления) передней кромкой ножа и преодолевания сил трения на боковых поверхностях ножа. [9]
[9]
Для предупреждения засечек и заусенцев при перемещении лезвий ножниц вперед но разметочной риске нужно, чтобы плоскости лезвий прижимались к плоскости разреза и шли по разметке. Режущие кромки лезвий должны быть хорошо заточены, а режущие поверхности ( плоскости) – правильно отрегулированы и закреплены на оси. Проверку ножниц обычно производят разрезанием бумаги: хорошо заточенные и отрегулированные ножницы должны резать бумагу. Разрезать размеченный лист следует так, чтобы разметочная риска находилась в поле зрения. Поэтому резка листового металла по прямой линии и по кривой ( окружности и закругления) без резких поворотов производится правыми ножницами ( фиг. [10]
Рукоятка сварена из труб диаметром 30 – 40 мм и усилена уголками. Режущая кромка цилиндрического лезвия имеет пилообразную форму, облегчающую вворачивание лопаты в землю. [12]
Основная плоскость Pvc проходит через точку режущей кромки перпендикулярно к направлению скорости главного движения резания.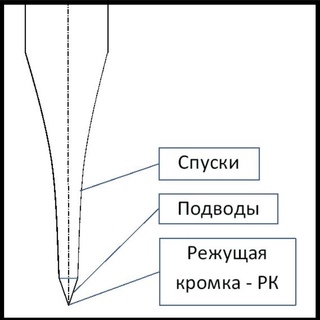 Плоскость резания Рас проходит касательно к режущей кромке лезвия перпендикулярно к основной плоскости. Главная секущая плоскость Pw проходит перпендикулярно к линии пересечения основной плоскости и плоскости резания. Вспомогательная секущая плоскость / тс ] – плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
[14]
Плоскость резания Рас проходит касательно к режущей кромке лезвия перпендикулярно к основной плоскости. Главная секущая плоскость Pw проходит перпендикулярно к линии пересечения основной плоскости и плоскости резания. Вспомогательная секущая плоскость / тс ] – плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
[14]
Страницы: 1 2
Что такое режущая кромка ножа
Умение определить угол заточки ножей и правильно обработать режущую кромку(РК) необходимо для безопасной работы с ними как дома, так и в походе. Соблюдение рекомендаций, как содержать лезвия в хорошем состоянии, поможет продлить срок их использования.
Почему нож тупится
Остро заточенные предметы опасны тем, что при их использовании можно пораниться. Но еще больше неприятностей принесет тупой поварской нож, который может соскользнуть и легко повредить руки.
Клинки, продающиеся в магазине, острые, ими удобно работать. Но срок их годности зависит от условий эксплуатации.
Дольше сохранить заточку кухонного ножа поможет соблюдение ряда рекомендаций:
- при хранении режущая кромка не должна касаться поверхностей, имеющих большую плотность;
- нарезка должна происходить на специальных досках из дерева или пластика;
- клинки всех типов надо использовать по назначению, не допуская ударной нагрузки на лезвия, заточка которых имеет малый градус;
- сразу после использования ножи следует промыть и просушить.
Острота режущей кромки снижается по нескольким причинам:
- Воздействие на материал клинка органических кислот, содержащихся в продуктах.
- Удары при падении.
- Резка на твердых поверхностях, например на каменном покрытии столешницы или керамической посуде.
- Неравномерная нагрузка на режущее полотно при неоднородном составе продуктов (попадание лезвия на кости, сухожилия при разделке мяса).
- Воздействие агрессивных химических веществ и высоких температур при очистке.
- Использование не по назначению.

Если нож предназначен для срезания филейной части рыбы, то при вскрывании им консервных банок лезвие будет повреждено. Характер нарушений РК зависит от материала, из которого изготовлен клинок.
Ножи, изготовленные из нержавеющей стали, обладают стойкостью к воздействию агрессивных сред, но при отсутствии надлежащего ухода на поверхности лезвия появляется ржавчина. Такие клинки легко затачивать, но этот процесс приходится проводить чаще.
Углеродистая сталь обладает повышенной прочностью, такие лезвия сложнее точить, но они дольше сохраняют остроту. При недостаточном уходе металл быстро покрывается ржавчиной.
Путем комбинирования твердой и мягкой стали в промышленном производстве создаются сплавы, имитирующие кузнечную ковку, присущую дамасским клинкам. Таким способом изготавливаются ножи преимущественно для охотников.
Выполненные из циркониевого сплава изделия отличаются повышенной хрупкостью. Такие керамические ножи предназначены для однородных мягких продуктов и долгое время держат остроту лезвия. Для заточки необходим специальный инструмент.
Устройство ножа
Любой нож состоит из металлической или керамической полосы и рукояти, которая изготавливается из дерева, пластмассы, керамики или других материалов. По способу сочленения рукояти и лезвия ножи бывают неподвижными, складными и разъемными. Черенок может располагаться также перпендикулярно режущему полотну.
Клинок имеет РК, образованную двумя или одним микроподводом. В зависимости от формы перпендикулярного сечения режущая кромка может быть образована спуском без микроподвода.
Противоположная от РК часть лезвия называется обухом. Он тоже может иметь заточку, как в случае обоюдоострого ножа. Участок лезвия, который примыкает к черенку и не имеет заточки, называется пята.
Формы и углы заточки
В зависимости от назначения ножа различают несколько форм сечения лезвия:
- Скандинавскую, когда спуск соединяет обух с РК и сечение имеет клиновидную форму. Малый угол удобен для резки, но плохо переносит ударную нагрузку.
- Сканди — угол РК более тупой, чем в первом случае. Лучше переносит ударные нагрузки, но хуже режет.
- Бритвенную, когда спуски имеют вогнутую форму, что обеспечивает малый угол для РК и обуславливает высокое качество резки. Такая заточка используется для опасной бритвы. Лезвие не рекомендуется подвергать ударным нагрузкам.
- Линзовидную — спуски выгнутые, при этом угол РК имеет большее значение. Такое сечение свойственно топорам, предназначенным для рубки.
- Одностороннюю — спуск оформлен лишь с одной стороны лезвия. Такой вид характерен для столярного инструмента и ножей японского производства.
- Европейскую — клиновидный спуск от торца переходит в микроподвод у кромки. Подобная форма сечения лезвия обеспечивает увеличенный угол по сравнению со скандинавской формой сечения, благодаря чему РК лучше переносит ударные нагрузки, позволяя выполнять рубящие движения.
 Малый угол удобен для резки, но плохо переносит ударную нагрузку.
Малый угол удобен для резки, но плохо переносит ударную нагрузку.Таблица значений для разных ножей
Для определения оптимального угла заточки применяется таблица.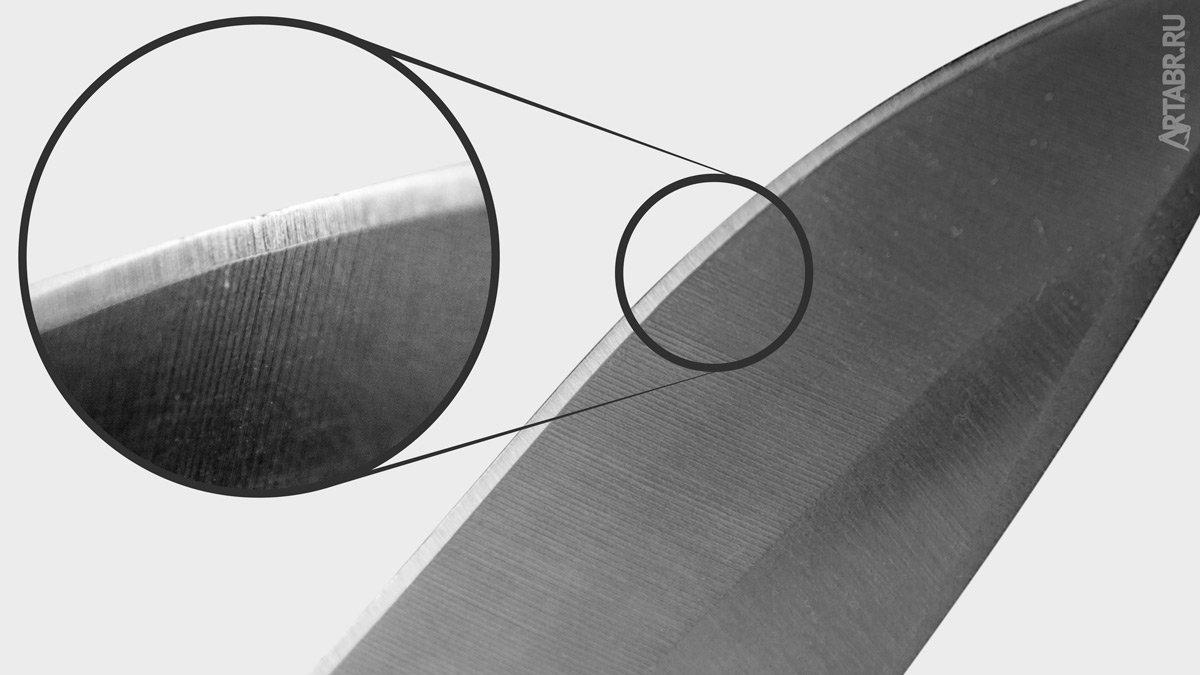
| Тип ножа | Угол заточки РК в градусах |
| Кухонный | 55-60 |
| Поварский шеф | 25-30 |
| Для рыбы | 25 |
| Для филейного мяса | 10-15 |
| Для разделки и обвалки | 25-30 |
| Для замороженных рыбных и мясных продуктов | 35-45 |
| Овощной | 35 |
| Японский | 15-18 |
| Специальный | 40 |
| Складной | 20-25 |
| Туристический для резки | 30-35 |
| Туристический для рубки | 40-45 |
| Охотничий | 40-45 |
| Для разделки | 25-30 |
| Сапожный | 30-40 |
| Для раскроя | 20-25 |
| Опасная бритва | 10-15 |
Способы определения угла затачивания
Купив новый кухонный нож с хорошей заточкой, желательно сразу измерить угол РК для того, чтобы в будущем придерживаться этого значения.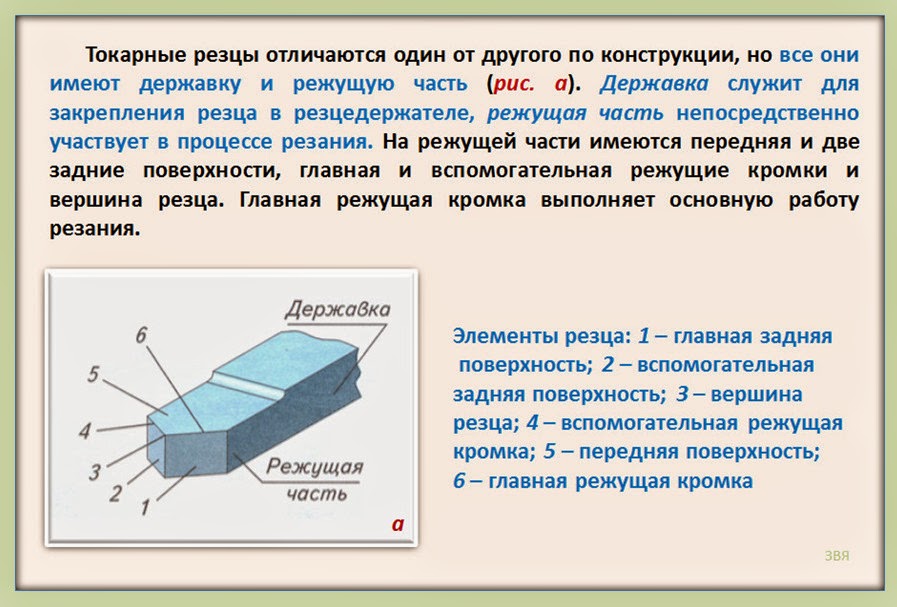 Если нет специального приспособления, можно воспользоваться ножницами с длинными режущими концами.
Если нет специального приспособления, можно воспользоваться ножницами с длинными режущими концами.
Нож упирается РК в точку, где расходятся лезвия, затем их смыкают, пока не исчезнет зазор около микроподвода. Спроецированный на бумагу угол разведения ножниц замеряют с помощью транспортира.
Также для определения угла заточки клинка можно воспользоваться мягкой свечой. Для этого на боковой край смазанной маслом деревянной подставки наносится слой размягченного парафина. В него одним движением вводят острие и выдерживают в этом положении до отвердевания мягкой массы. Полученный отпечаток фотографируется, и с помощью транспортира определяется требуемый угол РК.
Приспособления для удержания угла
Правильный угол заточки режущей кромки лезвия поможет удержать приспособление, в котором нож неподвижно фиксируется под требуемым углом к абразивной поверхности, движущейся поперек РК.
Обработать лезвие можно и на станке, предназначенном для заточки. Но высокая скорость абразивного круга повышает вероятность ошибки при работе новичка. Регулировку инструмента с фиксированным лезвием должен производить мастер.
Электрические устройства для заточки РК не требуют специальных навыков и позволяют выставить на точилке значения в диапазоне от 15 до 30°.
Шлифовка ножа после заточки
После обработки клинка рекомендуется проводить шлифовку, используя для этого брусок или другой абразив. Затем, чтобы получить оптимальный результат, рекомендуется продолжить полировку с помощью мелкозернистого материала. Для этой цели хорошо подходит ремень из кожи.
Закрепленный с одной стороны ремень смазывается пастой гои и за петлю на другом конце натягивается рукой. Полировка и доводка производятся вперед обухом, попеременно каждой стороной, постепенно уменьшая давление на ремень. Шлифовка считается законченной, когда полотно клинка доведено до зеркального блеска. Этим способом можно править как сапожный, так и складный нож.
Особенности японских моделей
Японский нож имеет одностороннюю заточку под углом 15-18° и внешне напоминает французский шеф-нож. Широкое лезвие и опущенный вниз кончик клинка со стороны обуха позволяют совершать движения при резке только вверх-вниз, без раскачивания. Для работы с этим инструментом необходим навык.
Заточка ножей для японской кухни производится только вручную с помощью водяного камня. Магнитные лезвия заточки не требуют, поскольку имеют самовосстанавливающуюся структуру.
В энциклопедиях нож описывается обычно как режущий инструмент, рабочим органом которого является клинок — полоса твёрдого материала (как правило, металла) с лезвием на одной или нескольких сторонах.
Но что такое нож для каждого из нас? Думаю, не ошибусь, если скажу, что все мы пользуемся ножами каждый день. На кухне, в лесу, на рыбалке или охоте…
Острыми или тупыми, дорогими или дешевыми, маленькими или огромными…
Попробуем разобраться во всём разнообразии форм, материалов и производителей, помочь Вам в ВЫБОРЕ НОЖА, именно того ножа, КОТОРЫЙ ВАМ НУЖЕН.
Ножи появились ещё в эпоху палеолита. Самыми первыми ножами были каменные чаще всего кремнёвые и обсидиановые – куски камня, сколотые до образования острой кромки. Чуть позже к ножам начали прикрепляться деревянные и костяные рукояти. Иногда ножи делали и полностью из кости, раковин и твёрдого дерева.
Когда человек научился получать и обрабатывать металл
Около пяти тысяч лет назад человек научился получать и обрабатывать металл, и стал изготавливать ножи из меди и бронзы. На территории Южной Америки ножи также изготавливались из золота. С началом железного века железный нож постепенно вытесняет ножи, изготовленные из бронзы. С началом промышленной революции кустарное производство ножей сменяется заводским, меняются конструкция и материалы ножей. Одними из важных критериев становятся технологичность и снижение себестоимости. Начинается расцвет складных ножей. Очень скоро к старым традиционным центрам производства ножей добавляются новые, такие как Шеффилд в Англии, Золинген в Германии, Эскильстуна в Швеции, Златоуст в России и так далее.
Составные части ножа:
Нож состоит из клинка (1) и рукояти (2). Точка, в которую клинообразно сходится клинок, называется остриём клинка (3). Заточенная сторона клинка называется лезвием (4). Оно состоит из сужающихся поверхностей, которые называют спусками (5) и режущей кромки (РК). Лезвие бывает гладкое или пилообразное (серрейтор). Сторона, противоположная лезвию называется обухом клинка (6). Иногда на боковой поверхности клинка выполняют рёбра жесткости в виде выступов или желобков (дол) (7). Незаточеная часть клинка, примыкающая к рукояти, называется пятой клинка (8). Иногда между клинком и рукоятью находится одно или двухсторонняя гарда (9), предохраняющая кисть руки. Часть клинка, составляющая рукоять или находящаяся внутри рукояти, и к которой, каким-либо способом крепится рукоять, называется хвостовиком клинка. Основные способы монтажа рукояти нескладного ножа: всадной – когда рукоять продольным отверстием насаживается на хвостовик, и пластинчатый – при котором рукоять образована накладками, крепящимися с двух сторон к хвостовику, повторяющему форму рукояти. Часть рукояти со стороны ладони и обуха клинка именуется спинкой (10), противоположная часть со стороны лезвия называется брюшком рукояти. Самая дальняя от клинка часть рукояти называется головкой. Иногда в головке рукояти проделывается отверстие (11), в которое пропускается темляк.
Боковые профили клинков:
По форме можно выделить следующие основные типы клинков:
1 – с прямым обухом. Клинок приспособлен для реза и способен прокалывать остриём.
2 – с понижением линии обуха (drор-point). Остриё находится на оси приложения силы при уколе, клинок одинаково хорошо режет и колет. Клинок немного легче клинка той же длины без понижения линии обуха. На передней части обуха иногда выполняется либо «фальшлезвие», образованное спусками без заточки, либо второе полноценное лезвие, помогающее клинку при уколе входить в разрезаемый материал.
3 – с повышением линии обуха (trailing-point). У клинка такого типа наибольшая длина лезвия, что удобно при нарезании нетвёрдых материалов. У некоторых национальных ножей с клинком подобного типа обух имеет заточку.
4 – клинок типа «боуи» (clip-point). На обухе выполнен скос, приближающий остриё к линии приложения силы при уколе. Этим клинок похож на drор-point, но с более тонким, шилообразным остриём. Скос обуха также может иметь заточку. Ножи с клинками такого типа особенно популярны в США.
5 – клинок типа «козья ножка». Прямое лезвие делает клинок приспособленным для точного контролируемого реза. Отсутствие острия делает невозможным протыкание, зато нож становится безопаснее. Иногда подобная форма встречается в складных многопредметных ножах и японских «сантоку».
6 – клинок типа «танто». Считается, что исторически происходит от японских ножей, однако данный вид острия изобретён в Америке достаточно недавно, отделом фирмы Cold Steel, в первую очередь для удешевления технологического процесса. Некоторыми источниками дизайн приписывается Бобу Луму. Классические японские танто имели форму острия № 1. В последнее время становится довольно популярным, особенно в варианте, когда режущая кромка образована спусками только с одного бока клинка (т. н. «стамесочная заточка»). Клинок удобен только для некоторых режущих действий, а при силовом уколе менее вероятен скол острия. Часто используется на боевых ножах.
7 – копьеобразный клинок (spear-point). Остриё расположено на средней линии чаще всего обоюдоострого клинка. Чаще всего используется на кинжалах и ножах, более приспособленных для укола, чем для реза (однако именно такой клинок используется в ножах для распечатывания сот при производстве центробежного мёда).
Профиль клинка, задаваемый при его изготовлении, является одним из главных параметров, определяющих функциональность и удобство ножа.
Основные составляющие и понятия профиля клинка:
Сайт о заточке ножей
Почему нож режет.
Нож — это режущий инструмент, рабочей частью которого является лезвие, клинок. Геометрия клинка заложена производителем, и определяет его свойства при использование, то есть для разрезания каких материалов он будет использоваться.
Основными понятиями, которые определяют геометрию и обуславливают применение ножа являются спуски, подводы и режущая кромка.
Спуски бывают трех основных видов: плоские, выпуклые и вогнутые (линзовидные). Форма спусков влияет на свойство ножа в целом и характер его применения. Нож с плоскими спусками очень хорошо режет толстые материалы. Нож с выпуклыми спусками режет не очень хорошо,но подходит для тяжелых работ и для рубки; наиболее дорог в изготовлении, трудно затачивать. Нож с вогнутыми спусками хорошо режет тонкие материалы, предназначен для аккуратных работ. Эта форма наиболее дешева и проста в производстве поэтому большинство ножей имеет такие спуски. Существуют и другие варианты спусков, но все они используют уже рассмотренные нами.
Подводы — это части лезвия, которые образуют режущую кромку. Именно на подводах проходит весь процесс заточки. Наличие подводов облегчают заточку и позволяют нам работать на кромке с необходимым давлением, уменьшая его на мелкозернистых камнях при доводочных операциях.
Режущая кромка — основная рабочая самая нагруженная часть клинка. На режущей кромке при разрезании материала возникает большое давление. Режущая кромка должна обладать определенной стойкостью и прочностью, чтобы выдерживать такие большие нагрузки. Чем острее заточена режущая кромка, тем легче идет процесс резания, проникновение кромки в разрезаемый материал.
Важным понятием является угол заточки режущей кромки . Угол заточки выбирается в соответствии с назначением ножа. Нож для деликатной и аккуратной работы на кухне, филейных работ будет иметь 20-25 градусов. Универсальные ножи, охотничьи, туристические затачивают на угол 30-35 градусов. Универсальные ножи и ножи для тяжелых работ, рубки затачивают на угол 35-45 градусов. Чем меньше угол заточки, тем легче резать, но и кромка наименее прочна, и наоборот чем, больше угол заточки, тем прочнее кромка, но резать таким клинком тяжело, легче рубить. Как правило при заточке, восстанавливается заводской угол заточки. Изменяется угол заточки только осмысленно и целенаправленно, под определенные задачи, под определенный характер работы и не забывая при этом про возможности и характеристики самой стали из которой изготовлен клинок. Как правило это требует определенных знаний и опыта. При несоблюдении этих требований, и их пренебрежении мы можем получим замины на кромке или выкрошенные участки кромки.
Имейте ввиду, что угол, под которым точится нож с симметричными спусками является половинным: если угол между продольной плоскостью клинка и плоскостью бруска будет 12 гр, то общий угол заточки окажется равным 24 гр.
Толщина сведения — это важная характеристика клинка. Чем меньше величина сведения, тем лучше режет нож и тем для более аккуратного реза он предназначен. Но при этом кромка становится более нежной и может повредится при неаккуратных и неправильных воздействиях. Например, если мы будем резать/рубить замороженное мясо каким-нибудь тонко сведенным японским или другим ножом, то легко повредим/выкрошим кромку. Для туристических, тактических и охотничьих ножей сведение необходимо побольше, что позволит не бояться травмировать кромку при нагрузках, а также можно немного и порубить таким ножом небольшие колышки и т.д.
Мне кажется, что для складных ножей наиболее удачное сведение 0,2 — 0,3 мм в зависимости от назначения ножа и строения ножа. Для туристических ножей сведение 0,3 — 0,5 мм в зависимости от назначения ножа и строения ножа. Для охотничьих 0,3 — 0,5 мм, на шкуросъемных величина 0,3-0,4мм. Еще раз повторю, что это мое мнение, и много факторов влияет на сведение конкретного ножа — ширина клинка, толщина клинка, назначение ножа… Часто приходится видеть ножи отечественного производства, у которых толщина сведения стремиться к 1 мм и больше — такие ножи плохо режут, особенно когда заточка немного подсядет.
Форму режущей кромки можно представить в виде радиуса, вписанного в место схождения подводов.
Чем острее кромка, тем меньше усилий требуется, чтобы ей резать и тем чище и более гладкая получается поверхность разрезаемого материала.
/ Хон Рок. Идеальная кромка /
К сожалению нулевой радиус практически недостижим, но чем ближе мы к нему, тем острее нож. На тупом ноже, если посмотреть на него со стороны кромки можно заметить линию — тонкую неравномерную блестящую полоску — это видно места затупления и загибы кромки. Конечно без микроскопа радиус на заточенной кромке не увидеть, но об этом полезно знать, чтобы представить чего мы хотим добиться при заточке ножа.
Так выглядит режущая кромка после заточки:
Ширина кромки (или ширина вершины) уменьшается с увеличением гритности камня.
Изображение после заточки на камне Chosera 1k, ширина вершинки режущей кромки в диапазоне от 0,7 мкм
Изображение режущей кромки после заточки на камне Shapton 2k, ширина вершины в диапазоне 0,4 мкм
Изображение вершины режущей кромки после заточки на камне Shapton 4k, ширина вершины режущей кромки в диапазоне 0,3 мкм.
Изображение режущей кромки после заточки на камне Shapton 8k, ширина вершины режущей кромки в диапазоне 0,15 мкм
Изображение режущей кромки после заточки на камне Shapton16k, ширина вершины режущей кромки в диапазоне 0,1 мкм.
Изображения поперечных срезов прогрессии приведены ниже.
Поперечный срез режущей кромки после заточки на камне Chosera 1к.
Поперечный срез режущей кромки после заточки на камне Shapton 16k.
Фотографии взяты из публикации http://www.liveinternet.ru/users/3488088/post357879626/ , оригинал статьи https://scienceofsharp.wordpress.com/2014/04/16/the-honing-progression/
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Достижение Cutting Edge / Режущая кромка игры Resident Evil: Revelations 2
Многие пишут, что достижение глючное, возможно, но если Вывыполните все условия, то получите его с первой попытки.- Вам нельзя пользоваться любым оружием.
- Нельзя использовать фонарик и монтировку Мойры против врагов, открывать двери можно.
- Нельзя бросать кирпичи или добивать кирпичами, играя заНаталью.
- Нельзя использовать скрытные убийства и добивания (включаярукопашные удары).
- Вы можете брать предметы и лечить себя.
- Вы можете использовать вращающиеся лезвия, чтобы уничтожатьврагов в эпизоде за Клэр.
- Если играете с одним геймпадом, то оставляйте оружие основногоперсонажа на верстаке, чтобы тот не смог выстрелить, когда будетуправляться AI, за Наталью резоннее выбросить все кирпичи в однукучу, но подальше, чтобы не добежала до неё во время схватки.
- Оставляйте ботов (дополнительных персонажей) ждать в укромномместе, а сами бегите до следующей двери, если не сможете еёактивировать, то зовите бота к себе, по мере того, как бот будетсокращать дистанцию между вами, продолжайте активировать дверь, пока не заработает телепорт.
- Пытайтесь по большей мере не вступать в бой с противниками, постоянно убегайте, особенно, если Вам нужно попасть из точки A вточку B, а не удерживать позицию, не беспокойтесь, увспомогательного персонажа (Мойра, Наталья) здоровьевосстанавливается автоматически, а у основных нет, если умрётосновной, то Вы проиграете.
- Вступая в схватку с противником – будьте внимательны! Немахайте ножом как умолишённые, сделали удар, пауза, ещё удар, ещёпауза, почему? Да потому что Вы можете оглушить противника ножом, ипотом добить в рукопашную, используя кнопку ножа (в нашем случаеRT).
- Рекомендуется активировать вторую часть первого эпизодавручную, через главное меню, сразу же, как только завершите этап заКлэр, не нажимайте “далее”, возможен баг.
- Во второй части за Барри Вы можете использовать кирпич, чтобыоткрыть сюжетную дверь, но когда Вы в первый раз пролезете в дыру, чтобы открыть самую первую закрытую дверь, то не убивайте лежащегозомби.
- Первого ревенанта в доме так и так придётся убить, он попростуне даст спокойно выбить дверь, используя Наталью, определите егослабое место (изначально левая нога), потом начинайте её резать, влесу рекомендуется сначала бежать за Наталью, так как её не могутсхватить, а если Вы бегом добежите до ворот, то ревенант можетзаглючить и бесконечно бежать в сторону ворот, не сворачивая, этополезно для кооператива.
- Если Вы хотите 100% быть уверенными, что Ваш напарник необлажается, то играйте в этот эпизод в кооперативе, на одном экранес двумя геймпадами, так Вы точно должны получить достижение.
- Радостная новость в том, что если Вы играете в кооператив одни, то постоянно перемещать двух персонажей не надо, во второй частиесть хорошая фишка, что если дверь в другую зону находится неслишком далеко от предыдущей, то один персонаж может активироватьеё, а второй к нему телепортируется, но если дверь находитсядалеко, то второго персонажа придётся переместить ближе к двери, втаком случае Вы сможете использовать телепорт.
Режущая кромка главная – Энциклопедия по машиностроению XXL
У цилиндрических фрез различают передний угол у, измеренный в плоскости А—А, перпендикулярной к главной режущей кромке главный задний угол а, измеренный в плоскости, перпендикулярной [c.331]Главный передний угол у — угол между передней поверхностью инструмента и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку. Главный задний угол а — угол между главной задней поверхностью и плоскостью резания. Угол заострения р — угол между передней и главной задней поверхностями. Угол резания 6 – угол между плоскостью резания и передней поверхностью. [c.69]
Режущие кромки главные—Углы 7 — 249 — Углы наклона 7 — 250 [c.237]
Режущие кромки главные — Углы наклона — Проверка 7 — 265 [c.239]
Режущие кромки. Главная режущая кромка J (фиг. 2), выполняющая основную работу резания, образуется пересечением передней и главной задней п о в е рх ноете й. [c.249]
У цилиндрических фрез различают передний угол у, измеренный в плоскости А-А, перпендикулярный к главной режущей кромке главный задний угол а, измеренный в плоскости, перпендикулярной к оси фрезы угол наклона зубьев ю. Передний угол у способствует образованию и сходу стружки. Главный задний угол а обеспечивает благоприятные условия перемещения задней поверхности зуба относительно поверхности резания и уменьшает трение на этих поверхностях. Угол наклона зубьев 0) обеспечивает более спокойные [c.392]
Угол наклона главной режущей кромки. Главная режущая кромка не всегда параллельна плоскости основания резца и может составлять с ней некоторый угол (фиг. 10). Этот угол называется углом наклона главной режущей кромки и обозначается буквой Основное назначение его — сообщать желаемое направление сходу стружки. Кроме этого от угла наклона главной режущей кромки зависит прочность вершины резца. [c.15]
Пересечением передней и задних граней образуются режущие кромки главная режущая кромка 6 и вспомогательная 7, [c.408]
Главный передний угол ( получают при пересечении передней поверхности резца и дополнительной плоскости, перпендикулярной плоскости резания, проведенной через главную режущую кромку. Главный передний угол может быть положительным и отрицательным (от —10 до -1-20°) в зависимости от механических свойств обрабатываемого материала, материала резца и формы передней поверхности. [c.527]
Углы наклона режущей кромки главной и вспомогательной [c.194]
Резцы состоят из двух основных частей рабочей части головки резца и тела или стержня, служащего для закрепления. Элементы головки резца указаны на фиг. 12. Резцы обычно имеют две режущие кромки главную, выполняющую основную работу резания, и вспомогательную. Место сопряжения главной режущей кромки со вспомогательной называют вершиной резца. Резцы типа отрезного имеют две вспо- [c.32]
На рис. 315 изображена торцовая фреза с винтовыми зубьями, применяемая для обработки плоскостей. На рабочей части этой фрезы различают две режущие кромки главную режущую кромку на цилиндрической поверхности фрезы и вспомогательную режущую кромку на торцовой поверхности фрезы. [c.414]
На рис. 34, а и б показаны геометрические элементы торцовой фрезы. На рабочей части этой фрезы различают две режущие кромки главную на цилиндрической поверхности фрезы и вспомогательную на торцовой поверхности фрезы. [c.49]
Режущая кромка главная [c.60]
Резец В. А. Колесова. В проходном резце конструкции В. А. Колесова (рис. 6) имеются три режущие кромки главная I, расположенная под углом 9 = 45°, переходная II, расположенная под углом (ро = 20° и имеющая длину, равную 1 мм, и дополнительная кромка III, расположенная под углом в плане [c.11]
Фрезы с малыми углами в плане. Предложение В. А. Колесова нашло последователей и среди фрезеровщиков. Так. например, фрезеровщики-новаторы Уральского турбомоторного завода успешно применяют торцевую фрезу (рис. 12), вставные ножи которой, как и резец В. А. Колесова, имеют три режущие кромки главную I. направленную под углом ф = 50°, переходную // с углом в плане фо=10° и вспомогательную III (зачистную) с углом в плане ф1 = 0°. При фрезеровании такой фрезой стало возможным увеличить подачу на зуб [c.54]
Величины угла наклона главной режущей кромки, главного и вспомогательного углов в плане [c.249]
Задними поверхностями называются поверхности резца, обращенные к обрабатываемой детали. Режущие кромки образуются пересечением передней и задних поверхностей резца. Различают главную и вспомогательную режущие кромки. Главная режущая кромка выполняет основную работу резания, и она, как правило, длиннее вспомогательной. Место сопряжения главной и вспомогательной режущих кромок называется вершиной резца. Вершина резца в плане может быть острой, закругленной или в виде прямой линии, называемой переходной кромкой. [c.23]
Пушечное сверло (рис. 95) представляет собой полуцилиндр, на торце которого заточена под прямым углом к оси сверла главная режущая кромка, а под углом 10—20° к оси — вспомогательная режущая кромка. Главная режущая кромка имеет задний угол, равный 8°. [c.135]
Кроме перечисленных факторов, на силу резания влияют вспомогательный угол в плане, угол наклона главной режущей кромки, главный задний угол и др. Однако влияние их незначительно, и в производственных условиях его можно не учитывать. [c.52]
Важное преимущество схемы 4 заключается в том, что наклонная режущая кромка резца, не влияющая на точность и шероховатость поверхности, работает по корке металла попеременно всей своей длиной, а не одним участком, как токарный проходной резец. Это гарантирует равномерное изнашивание по всей длине режущей кромки. Главная прямая режущая кромка, образующая размерную поверхность, работает только по основному металлу. [c.70]
Головка имеет следующие элементы переднюю поверхность, по которой сходит стружка задние поверхности (главная и вспомогательная), обращенные к обрабатываемой заготовке режущие кромки главную (образованную пересечением передней и главной задней поверхностями), вспомогательную (образованную пересечением передней и вспомогательной задней поверхностями) вершину резца — место сопряжения главной и вспомогательной режущих кромок. [c.10]
Геометрическая форма лезвия резца определяется следующими геометрическими параметрами (рис. 2.2, г) главный передний угол у, главный задний угол а, вспомогательный задний угол аь угол резания 6, угол заострения (5, угол наклона режущей кромки главный угол в плане ф, вспомогательный угол в плане фь радиус вершины Лв. Указанные параметры выбирают по справочникам, исходя из физикомеханических свойств материала обрабатываемых заготовок, характера обработки, служебного назначения резцов, жесткости системы станок — инструмент — приспособление — заготовка, требований к шероховатости обработанных поверхностей, размеров резцов и материала их режущей части. [c.44]
При малом угле а возможно трение главной задней поверхности по поверхности резания. При большом угле а ослабляется режущая кромка. Главный задний угол = 6-4-12 (обычно 8°). [c.155]
На рис. 23.25, а показана цилиндрическая фреза с винтовыми зубьями. Она состоит из корпуса 1 и режущих зубьев 2. Зуб фрезы имеет следующие элементы переднюю поверхность 3, заднюю поверхность 6, спинку зуба 7, ленточку 5 и режущую кромку 4. У цилиндрических фрез различают передний угол у, из еренный в плоскости А-А, перпендикулярной к главной режущей кромке главный задний угол а, измеренный в плоскости, перпендикулярной к оси фрезы угол наклона зубьев (О. Передний угол у облегчает образование и сход стружки. Главный задний угол а обеспечивает благоприятные условия перемещения задней поверхности зуба относительно поверхности резания и уменьшает трение по этим поверхностям. Угол наклона зубьев со обеспечивает более равномерные условия резания по сравнению с прямым зубом и определяет направление сходящей стружки. [c.499]
Нетрудно догадаться, что при угле наклона режущей кромки Я, = О, срдпт = ф = Q mpf т. е. при работе одной режущей кромкой и при X = О, угол схода стружки равен углу в плане ф. Однако положение меняется при работе двумя режущими кромками — главной и вспомогательной. В этом случае направление схода стружки определяется двумя векторами давления стружки, пропорциональными по величине и направленными нормально проекциям главной и вспомогательной режущих кромок на основную плоскость. Пренебрегая вспомогательным углом в плане (pi (при малом значении его), можем считать направление схода стружки перпендикулярным диагонали параллелограмма с основанием, равным подаче s, и высотой, равной глубине резания (фиг. 67, б). Следовательно, угол схода стружки равен углу между диагональю и основанием параллелепипеда. Тогда [c.86]
Влияние конструкции режущего инструмента. Опыты проводились в лабораторных условиях при постоянных режимах резания (у = 110 м/мин, S = 0,4 мм/об, t = 6 мм) поочередно различными режущими инструментами — трапецеидальным канавоч-ным резцом (с тремя режущими кромками), проходным резцом токаря Сельцова (с двумя режущими кромками главной, расположенной под углом ф = 45°, и вспомогательной, расположенной [c.26]
Влияние конструкции режущего инструмента. Опыты проводились в лабораторных условиях при постоянных режимах резания (г = 110 mImuh S = 0,4 мм1об г = 6 мм) поочередно различными режущими инструментами — трапецеидальным канавочным резцом (с тремя режущими кромками), проходным резцом токаря Сельцова (с двумя режущими кромками главной, расположенной под углом ф = 45°, и вспомогательной, расположенной параллельно обрабатываемой поверхности) и обычным проходным резцом с углом ф = 45°. [c.22]
Подрезной резец В. Колесова. Этот резец (рис. 63), как и проходной, оснащен пластинкой твердого сплава Т15К6 и имеет три режущие кромки. Главная режущая кромка /, выполняющая основную работу, наклонена к оси станка под углом 90°. [c.97]
Проходной резец конструкции токаря В. А. Колесова (рнс. 299), предназначен для работы на больших подачах 5 3 мм1об. Резец оснащен пластинкой из твердого сплава Т15К6 и имеет три режущие кромки. Главная режущая кромка / с главным углом в плане 45° выполняет основную работу резания. Вспомогательная режущая кромка 2 (шириной на 0,5 мм больше подачи), расположенная параллельно оси обрабатываемой детали, срезает остающиеся гребешки и повышает чистоту обработанной поверхности. Переходная режущая кромка 3 предохраняет вершину резца от скалывания и облегчает работу кромки 2. Она имеет ширину около 1 мм и угол в плане 20°. Режущие кромки 1 и 2 имеют узкие фаски шириной 0,2—0,3 мм с отрицательным передним углом УФ = 5°, полученные доводкой. [c.312]
На режущей кромке может быть выполнена фаска шириной /ф под углом уф (рис. 3.1). Вершина резца в точке сопряжения главной и вспомогательной режущих кромок, а также ребро, образованное пересечением главной и вспомогательной задних поверхностей, закругляется по радиусу закругления вершины Го (рис. 3.8). Режущие кромки могут быть криволинейны, и тогда углы в плане переменны в каждой точке режущего лезвия. На рис. 3.8 показана режущая часть резца с криволинейной главной режущей кромкой. Главный угол в плане увеличивается от Фт1п в точке 1 до фтах в точке 2. [c.34]
По общему определению главный угол в планеф измеряется между главной режущей кромкой и линией, на которой лежит вектор скорости подачи Vs- Следовательно, на правой и левой боковых главных режущих кромках главный угол в плане ф = ф , = ао/2, где Оо – угол при вершине нарезаемого резьбового профиля (для метрической резьбы о = 60°). На режущей [c.259]
Срезаемый слой металла. Форма и размеры срезаемого с заготовки слоя металла зависят от формы главной режущей кромки, главного угла в плане йнст- [c.14]
Станок мод. ЗГ667 предназначен для поэлементной заточки торцовых фрез диаметром 80—630 мм с ножами, оснащенными пластинами из твердых сплавов, или фрез из быстрорежущей стали. Обработку производят торцом или периферией абразивного, алмазного или эльборового круга без применения или с применением СОЖ. На полуавтомате пооперационно затачивают все прямолинейные режущие кромки главные, вспомогательные и переходные. [c.110]
Проходной резец (рис. 130, а) имеет три режущие кромки главную 1 с углом ф = 45°, переходную 2 длиной I мм с углом фо = 20° и зачищающую 3 с углом ф1 = 0°. Углы резца у = 5° а = 6° 1 = 3- -5° А, = 0- -4°. Длина зачищающей кромки должна быть равна от 1,1 5 до 1,2 5, где 5 — подача в мм1об. Основную работу по снятию стружки выполняют главная и переходная ре- [c.142]
При точении возможны три случая резания свободное, полусвободное и блокированное. При свободном резании процесс осуществляется одной режущей кромкой. Это соответствует точению узкого буртика с поперечной подачей (рис. 24, а). При полусвободном резании принимают участие две режущие кромки главная и вспомогательная. Такой вид резания соответствует обычному точению (рис. 24, б), растачиванию, подрезанию. При блокированном резании в процессе участвуют три режущие кромки главная и две вспомогательные. Такой вид резания имеет место при разрезке детали, проточке 24, в). В большинстве случаев [c.34]
Добро пожаловать в Дом с привидениями на переднем крае
Посмотреть еще видео о современных домах с привидениями ЗДЕСЬ !
«Дом с привидениями на переднем крае» – это настоящий дом с привидениями в Форт-Уэрте, штат Техас. Cutting Edge – это мрачный аттракцион, наполненный устрашающими живыми актерами, потрясающими спецэффектами и невероятными монстрами. Дом с привидениями на Cutting Edge – это интенсивный, многоэтажный, разноплановый аттракцион с привидениями, который считается одним из лучших домов с привидениями в стране, полный пугающих деталей и невероятных ужасов!
Расположенный в 100-летнем заброшенном мясокомбинате в районе Форт-Уэрта, исторически называемом «Адская половина акра», Дом с привидениями на переднем крае построен на основе страха.Оборудование для упаковки мяса с Дикого Запада все еще используется, но теперь это двухэтажный производственный цех. Реалистично выглядящие человеческие манекены поднимаются на второй уровень и проходят через весь процесс упаковки мяса, пока конвейерная система не вернет зарезанные трупы на первый уровень. Старый мясокомбинат в центре Форт-Уэрта – отличный дом для фантастических спецэффектов, которые ожидают наши постоянные клиенты.
Чтобы исследовать Дом с привидениями на переднем крае, у посетителей уходит в среднем 55 минут.Этот проходной дом с привидениями пугающе реалистичен.
Cutting Edge Дом с привидениями заработал репутацию одного из лучших домов с привидениями в стране. Дом с привидениями “Каттинг Эдж”, занесенный в Книгу рекордов Гиннеса, является одним из лучших и крупнейших домов с привидениями в Америке. Приходите посмотреть, какие новые ужасы таятся в извилистых коридорах знаменитого дома с привидениями в Форт-Уэрте.
Награды и награды
ОБЯЗАТЕЛЬНО ПОСЕТИТЕ
Обзоры
Подробнее Передовые обзоры домов с привидениями здесь!
Добро пожаловать в Cutedge.com | Режущая кромка
Добро пожаловать на Cutedge.com
Благодаря Cutting Edge® и cutedge.com ™, A. G. Russell ™ Knives предоставляет уникальную услугу владельцам ножей, которые решают продать принадлежащие им ножи, или покупателям ножей, которые ищут этот особый нож, который чрезвычайно популярен или который трудно найти. Мы предоставляем место для продажи или покупки высококачественных ножей ручной работы от коллекционеров или производителей ножей. Наш многолетний опыт и долгая история с ножами, а также обширные знания о ножах и их ценностях позволяют нам предлагать эти старинные ножи ручной работы по той цене, которую они стоят.Мы также предлагаем рынок заводских ножей, старых и недавно изготовленных, по начальной розничной цене от 75 долларов США.
Этот каталог и веб-сайт работают немного иначе, чем большинство других.
Поскольку каждый из этих ножей представлен только по одному, мы не принимаем заказы через Интернет. Вы должны позвонить нам, чтобы сделать заказ либо с веб-сайта, либо из печатного каталога. Мы делаем это, чтобы не «обещать» нож более чем одному покупателю.
Большинство этих ножей принадлежит физическим лицам.Мы продаем их на самовывоз.
Цена на ножи, которые не продаются, снижается примерно на 10% каждый месяц на сайте cutedge.com или с каждой новой книгой в The Cutting Edge® до тех пор, пока они не продадутся или владелец не потребует их возврата.
У покупателей есть 14-дневный предварительный просмотр, в течение которого они могут решить, оставить себе нож или нет.
Наша гарантия заключается в том, что каждый нож будет в описанном нами состоянии, однако покупатель может вернуть любой нож в течение этого 14-дневного периода предварительного просмотра по любой причине или вообще без причины.
Мы добавляем ножи на Cutedge.com ежемесячно в среду, ближайшую к 1-му числу месяца. Цены снижаются в среду, ближайшую к 15-му числу месяца, на все непроданные ножи, кроме тех, которые были добавлены в начале того же месяца. Ножи, представленные на сайте, в основном фабричные, некоторые старые и редкие, а некоторые довольно новые.
Печатный подписной каталог Cutting Edge® в настоящее время рассылается по почте шесть раз в год: в январе, марте, мае, июле, сентябре и ноябре.В каждом каталоге представлено около 200 ножей ручной работы и других элитных ножей всех эпох. Ножи, которые не продаются в конкретном каталоге, переносятся в следующий каталог с примерно десятипроцентным снижением цены.
На протяжении более сорока пяти лет Cutting Edge® и cutedge.com ™ были крупнейшим и наиболее заметным рынком запасных частей для всех видов ножей. С 1968 по 1990-е годы список ножей A.G. Russell для немедленной доставки (в 1990 году стал The Cutting Edge® ) был ЕДИНСТВЕННЫМ местом, где можно было продать свою коллекцию ножей, не посещая выставку ножей.Печатные каталоги ( The Cutting Edge®) предлагают самый большой выбор подержанных ножей в любой точке мира.
В 2000 году мы запустили Cutedge.com , но большую часть времени тратили на печатную книгу, потому что значительная часть владельцев и покупателей не пользовалась Интернетом активно. Ситуация изменилась, и мы получаем все больше и больше запросов на предоставление ножей в Интернете и на отправку уведомлений по электронной почте, когда и где PDF-файл печатного каталога доступен в Интернете.Мы только что перестроили сайт Cutedge.com . Вы обнаружите, что это намного удобнее, чем предыдущий сайт. Он также был разработан для удобного использования с планшетом или смартфоном.
А.Г. и Голди Рассел
Передовые фильмы Заявление о вере и целях Мы считаем, что наш сайт представляет
наиболее полный, краткий и исчерпывающий доступный источник информации, который
имеет дело с библейским пророчеством о Новом Мировом Порядке.Наша христианская организация
является фундаментальным независимым евангелизационным служением баптистской церкви. Мы посвящены
к Священным Писаниям как единственному откровению Бога и Его Сына, Иисуса Христа. Наше заявление веры и Заявление о видении Наша цель Наша миссия тройная: Чтобы объяснить цели и устремления Нового Мирового Порядка Вооружившись этой информацией, вы узнаете, как вы можете: Защитите себя, своих детей, свою семью, своих близких и друзей Мы предоставляем вам эту важную информацию несколькими способами: * Сделав доступными примерно 2000 стенограмм из нашей статьи Архив С самого начала моего исследования, когда я почувствовал, что Святой Дух подталкивает меня к исследовать оккультную сторону плана создания Антихриста, я понял, что Сатана лжец; следовательно, как мне распознать, когда части его плана по-настоящему, а когда они были ложными? Я пришел к выводу, что единственный безопасный способ продолжить было бы перенять практику капитанов моряков в те дни, когда изощренные навигация. Когда они подводили свое судно в порт, они выбирали три (3) отличные физические маркеры, которые они могли выстроить в линию, чтобы направить их к пристани. Два маркеры не будут надежными, потому что вы можете неправильно совместить любые две точки; только три очка обеспечили капитану моряка безопасность, когда он его судно в док. Поэтому я решил всегда ставить три (3) очка.Их: 1) Особая точка плана оккультных иллюминатов Если определенная часть плана Иллюминатов не соответствует библейской доктрине и пророчество, я отбрасываю его и никогда не сообщаю о нем. Многие такие части плана Я отказался на этом основании. Я никогда ни в чем не верил им на слово !! Но самым захватывающим было то, что, когда я принял эту философию, я понял, что очень захватывающая правда: план Иллюминатов действительно выстраивается, когда он вводится в действие, очень точно исполняет пророчество Бога во многих десятках раз.Их план величайшее доказательство Всемогущества и Вездесущности нашего Иисуса! Сообщая вам об этом, * В первую очередь мы уделяем внимание вашим детям и вашей семье. * Мы всегда стараемся информировать вас, основываясь на знаниях и фактах, а не на страхе. * И, наконец, мы уверены, что это время не за горами. Израиль вернулся в нее земля и все другие пророчества сбываются. Вся цель этого служения – убедить Необращенных и Отступников что Иисус Христос реален, и что пришло время покаяться в грехах и принять Иисус как Спаситель через Его кровавую жертву. Приглашение Если вся эта концепция Нового Мирового Порядка нова для вас, мы можем предложить что вы начнете читать нашу еженедельную рассылку новостей и новостей и начнете получать ваши ежедневные новости из нашего Ежедневного обновления новостей .В нашем ежедневном обновлении новостей мы организуем новости в разделах, которые показывают, как план развивается ежедневно. Благодарим вас за посещение и, пожалуйста, отправьте электронное письмо в передовые министерства. если у вас есть какие-либо вопросы о нашем служении. ПриглашениеПожалуйста, присоединяйтесь к нам сейчас и разрешите наш веб-сайт стать одним из важнейших христианских ресурсов в повседневной жизни. Если вся эта концепция Нового Мирового Порядка является новым для вас, мы можем предложить вам начать с выбранного стенограммы с нашего радио-шоу. Спасибо за посещение и пожалуйста, не стесняйтесь на номер , электронная почта Cutting Edge Ministries если у вас есть какие-либо вопросы о нашем служении. Текущий Информационный бюллетень – Информационный бюллетень Архивы – Что новое в Книги и DVD – Подписаться в заголовки новостей – Иллюминаты Карточная игра – Ежедневно Обновления новостей – Headeline Зона подписки на новости – истощена Уран – Из Сердце пастора – масонство Угол – Резка Край в Бразилии Резка Edge по-испански – Cutting Edge на немецком языке – Cutting Edge на финском – Артикул Архив Посетить наша торговая площадь – Подписаться в заголовки новостей – Гарри Обзоры Книги Поттера – Справочник всех новостных статей – Защита KJV – Бывший Стенограммы радио – Текущие Информационные бюллетени – бесплатно Архив новостей – Pastoral Статьи – «Президент» Буш: зло против добрых плодов »- Роман Католицизм – Книжный магазин – Познакомьтесь с директором – Другие ссылки – Погода Контроль Cutting Edge, PO Box 1067, Wagener, SC 29164 803-564-3341 – Служба поддержки клиентов или бесплатная доставка заказов в США 800-451-8211 Три способа заказа: 1.Безопасный онлайн 2. звоните 803-564-3341 3. Почта бланк заказа ) |
Cutting Edge Athletics – Cutting Edge вдохновляет детей вести счастливую и уверенную жизнь, двигаясь.
Мы считаем, что все дети заслуживают благоприятной среды, в которой они учатся и растут.Мы создаем эту среду, развивая у детей установку на рост, чтобы они были готовы преодолевать трудности. Мы обеспечиваем качественное обучение с помощью хорошо разработанной учебной программы. Персонал Cutting Edge поощряет детей делать все возможное в веселой обстановке.
Что говорят наши клиенты …«Я просто хотел воспользоваться моментом, чтобы поблагодарить вас всех за все, что вы делаете!» Для Гленна и Ким было невероятно отказаться от платы за обучение (отключение COVID), и они могли бы выбрать не делаю, так как мой личный спортзал до сих пор берет свои деньги каждый месяц.Это действительно показало, насколько они заботятся о семьях, с которыми работают, и о том, что они являются общественным бизнесом.
Всем тренерам, которые тратили свое время на проведение масштабных встреч – вы все невероятные люди! Я знаю, что иногда трудно заставить их полностью вовлекаться и / или участвовать, но я надеюсь, что вы знаете, что в нашем мире было важно иметь что-то активное, чего можно ожидать. Для Камиллы, если не считать коротких школьных звонков, это действительно единственный раз, когда она может видеться с другими детьми.
Также огромное влияние оказало дополнение MySkills. Я наблюдал, как Камилла расстраивается из-за вызовов масштабирования, потому что наш дом на самом деле не предназначен для работы, и она не могла выполнять все задачи по вызову, но она раскачивалась, тренируя свои навыки и наблюдая за Видео на YouTube, чтобы учиться и совершенствоваться. Комментарии, которые Мишель оставляет Камилле, действительно помогли ей повысить уверенность в себе, и некоторые заставляют ее хихикать, когда она читает «Я очень разборчива… “
Я знаю, что все это не было идеальным, но вы все так много работали, чтобы извлечь максимум из того, что у всех есть. Я так горжусь тем, что являюсь частью семьи CEA, и благодарен каждому из вас! Спасибо! »- Сара
«Я просто хотел послать небольшую записку, чтобы поблагодарить инструкторов мини-ниндзя в субботу утром. Все они были замечательными! Эван действительно делает все возможное, чтобы помочь им обрести уверенность в себе и помочь им преодолеть препятствия, с которыми они сталкиваются. боимся пробовать.На это очень весело смотреть “. – Rohlmans
.«Отличное место, замечательные люди» – Кевин МакБейн
«Мы любим и абсолютно рекомендуем Cutting Edge. Моя дочь начала посещать занятия около 6 месяцев назад, в возрасте 2 лет. Я очень рад видеть, как моя дочь развивается и добивается большего успеха в том, что она не могла делать раньше. Прекрасные тренеры, Тренер Ким, Эмма, Адрианна, Кристина, Мариса – лучшие, а весь персонал за стойкой – очень приятные и отзывчивые люди.Лучшее место, чтобы начать и продолжить с детьми. “- Наталия Машинг
The Cutting Edge, Риэлторы
Мы стремимся уважать ваше право на неприкосновенность частной жизни и защищать ваши информация, когда вы посещаете или пользуетесь нашими услугами.
Эта политика конфиденциальности также описывает доступные вам варианты использования вашей личной информации. и как вы можете получить доступ к этой информации и обновить ее.
Мы хотим, чтобы вы понимали, какую информацию о вас мы собираем, как мы используем его и меры, которые у нас есть для его защиты.Настоящая Политика конфиденциальности применяется к собранной информации. через этот веб-сайт и иным образом. Использование вами этого веб-сайта и наших услуг, а также любые споры, возникающие в связи с этим, регулируется настоящей Политикой конфиденциальности, а также Условиями использования и всеми положениями о разрешении споров, включая арбитраж, ограничение убытков и выбор права.
Этот веб-сайт предназначен для широкой аудитории, и мы сознательно не собираем личную информацию от детям до 13 лет.
Если у вас есть вопросы или опасения относительно этой политики, вам следует сначала связаться с нашим веб-сайт и поставщик рекламы по адресу [email protected]
1. Сбор и использование вашей личной информации
Мы собираем личную информацию от вас только тогда, когда вы добровольно отправляете ее, чтобы получить определенные
информация, включая, помимо прочего, (A) запросы на получение дополнительной информации о наших программах; (B) запросы к
свяжитесь с нами; и (C) запросы на передачу вашей информации одному из наших аффилированных лиц.
Мы соблюдаем все запросы и настройки «не отслеживать». Если вы используете какие-либо сигналы или другие механизмы, обеспечивающие у вас есть возможность выбора в отношении сбора личной информации о вашем действия в Интернете с течением времени и на сторонних веб-сайтах или онлайн-сервисах, мы не будем пытаться отменять такие сигналы или механизмы, а также мы не будем отслеживать использование вами каких-либо таких сигналов или механизмов. Когда вы используете наш веб-сайт, никакие другие стороны не могут собирать личную информацию о ваших действиях в Интернете с течением времени и разные сайты.Ваш выбор указывается вашими настройками в вашем веб-браузере. Индикация «не отслеживать» отправка из вашего веб-браузера приведет к тому, что любая отслеживающая активность (например, отслеживающие файлы cookie) на веб-сайте будет программно отключен.
Мы собираем от вас следующую личную информацию:
- Контактная информация, такая как имя, адрес электронной почты, почтовый адрес и номер телефона
Мы используем эту информацию, чтобы:
- Отправьте запрашиваемую информацию о продукте или услуге
- Отвечать на запросы в службу поддержки
- Администрирование учетной записи
- Отправить вам информационный бюллетень
- Отправлять вам маркетинговые сообщения
- Улучшение нашего веб-сайта и маркетинговых усилий
- Проведение исследований и анализа
- Отображать контент на основе ваших интересов
Нажимая кнопку «Отправить», вы соглашаетесь на передачу нам вашей информации и на то, чтобы мы связались с вами через
телефон, мобильный телефон (в том числе с помощью автоматического набора, текстовых SMS / MMS или предварительно записанных сообщений) и / или
по электронной почте, даже если ваш номер телефона указан в корпоративном, государственном или национальном реестре запрещенных звонков, и вы соглашаетесь
к нашей Политике конфиденциальности.
Специальное уведомление для жителей Калифорнии. Если вы проживаете в Калифорнии, в дополнение к изложенным правам
в этой Политике конфиденциальности:
1. Мы не будем передавать какую-либо личную информацию о вас в объеме, запрещенном действующим законодательством штата Калифорния или в той степени, в которой ваше предварительное согласие на передачу требуется в соответствии с действующим законодательством штата Калифорния; и
2. Вы имеете право запросить у нас информацию о том, каким образом мы разделяем определенные категории информацию, передаваемую третьим лицам для целей прямого маркетинга.Закон Калифорнии дает вам право отправлять нам запрос по указанному адресу на получение следующей информации
- 1.1. категории информации, которую мы раскрыли третьим сторонам для целей прямого маркетинга во время предыдущий календарный год
- 1.2. имена и адреса третьих лиц, получивших эту информацию; и
- 1.3. если характер бизнеса третьей стороны не может быть определен по их названию, примеры продаваемые продукты или услуги.
Права пользователей
Мы принимаем это Уведомление в соответствии с Законом Калифорнии о конфиденциальности потребителей от 2018 года (CCPA). Любые термины, определенные в
CCPA имеют то же значение при использовании в этом Уведомлении.
Пользователи могут осуществлять определенные права в отношении своих Данных, обрабатываемых Владельцем.
В частности, Пользователи имеют право делать следующее:
- Отозвать свое согласие в любое время. Пользователи имеют право отозвать согласие, если они ранее дали свое согласие на обработку своих Персональных данных.
- Возражать против обработки своих Данных. Пользователи имеют право возражать против обработки их Данные, если обработка осуществляется на законном иное основание, кроме согласия. Более подробная информация представлена в соответствующем разделе ниже.
- Доступ к их данным. Пользователи имеют право узнать, обрабатываются ли Данные Владельцем, получить раскрытие в отношении определенных аспекты обработки и получить копию обрабатываемых Данных.
- Проверить и исправить. Пользователи имеют право проверять точность своих Данных. и попросить обновить или исправить.
- Ограничить обработку своих Данных. Ограничить обработку своих Данных. У пользователей есть право при определенных обстоятельствах ограничивать обработка их Данных. В этом случае Владелец не будет обрабатывать свои Данные для каких-либо целей, кроме хранение его.
- Удалять или удалять свои личные данные иным образом. Пользователи имеют право в соответствии с при определенных обстоятельствах, чтобы получить удаление своих Данных от Владельца.
- Получить свои данные и передать их другому контроллеру. Пользователи имеют право получать свои Данные в структурированном, широко используемом и машиночитаемом формате и, если это технически возможно, передать его другому контроллеру без каких-либо препятствий. Этот положение применимо при условии, что Данные обрабатываются автоматизированными средствами и что обработка на основании согласия Пользователя, по контракту, участником которого является Пользователь, или по преддоговору свои обязательства.
- Подать жалобу. Пользователи имеют право предъявить претензию до своих компетентных данных. орган защиты.
Сведения о праве на возражение против обработки
Если Персональные данные обрабатываются в общественных интересах, при осуществлении официальных полномочий, возложенных на Владелец или в целях законных интересов, преследуемых Владельцем, Пользователи могут возражать против такой обработки предоставление основания, связанного с их конкретной ситуацией, для обоснования возражения.
Пользователи должны знать, что, однако, если их Персональные данные будут обрабатываться в целях прямого маркетинга, они могут возражать против такой обработки в любое время без объяснения причин. Узнать, является ли Владелец обработки Персональных данных в целях прямого маркетинга, Пользователи могут обратиться к соответствующим разделам настоящего документ.
Как воспользоваться этими правами
Любые запросы на осуществление прав пользователя могут быть направлены Владельцу через контактную информацию, указанную в этом документ.Эти запросы могут быть выполнены бесплатно и будут рассмотрены Владельцем как можно раньше. и всегда в течение одного месяца.
Мы можем предоставить эту информацию в стандартном формате, который не подходит для вас. Указанный адрес электронной почты для этих запросов – [email protected]
Согласие на получение электронных писем, автоматический набор и автоматические текстовые сообщения:
Регистрируясь, вы даете нам и нашим профессиональным клиентам и рекламодателям разрешение связаться с нами. вам через текстовое сообщение, электронную почту или по телефону, используя адрес электронной почты и / или номер телефона, которые вы предоставили во время процесса регистрации.Такой контакт может время от времени включать попытки связаться с вами через технология автоматического набора или отправки текстовых сообщений. Вы можете отказаться от получения этих форм связи, отказ от подписки на электронные письма или текстовые сообщения STOP в ответ на одно из наших текстовых сообщений. Есть мы или рекламодатели не взимаем плату за получение текстовых сообщений, однако ваши поставщик услуг мобильной связи может взимать плату за отправку и / или получение текстовых сообщений и эфирное время, а также за любые другие стандартные действующие тарифы, взимаемые вашим оператором мобильной связи.
Обмен информацией
Мы передадим вашу личную информацию третьим лицам, в том числе одному из участвующих кредиторов.
связанные с этим сайтом, только способами, описанными в этом Заявлении о конфиденциальности. Мы можем предоставить вам
личная информация для компаний, которые предоставляют услуги, чтобы помочь нам в нашей деловой деятельности, например, предлагая
обслуживание клиентов. Эти компании имеют право использовать вашу личную информацию, если это необходимо для ее предоставления.
услуги вам.
Мы также можем раскрыть вашу личную информацию:
- В соответствии с требованиями закона, например, в соответствии с повесткой в суд или аналогичным судебным процессом.
- Когда мы добросовестно считаем, что раскрытие информации необходимо для защиты наших прав, вашей безопасности или безопасность других, расследование мошенничества или ответ на правительственный запрос,
- Любой другой третьей стороне с вашего предварительного согласия на это.
- Мы можем передавать вашу личную информацию другим компаниям, чтобы они могли продавать свои продукты или услуги. тебе. Если вы не хотите, чтобы мы передавали вашу личную информацию этим компаниям, свяжитесь с нашим веб-сайтом. поставщик и поставщик рекламы по адресу [email protected]
Файлы cookie и другие технологии отслеживания
Мы можем использовать файлы cookie, например, для отслеживания ваших предпочтений и информации профиля.Файлы cookie также используются для сбора общей статистической информации об использовании и объеме, не включающей личную информацию.
Мы можем использовать другую компанию для размещения файлов cookie на вашем компьютере для сбора неличных идентифицирующая информация для составления для нас агрегированной статистики о посетителях нашего сайта.
Ссылки на другие веб-сайты
Наш сайт содержит ссылки на другие сайты, политика конфиденциальности которых может отличаться от нашей.Если вы отправляете личные информации на любой из этих сайтов, ваша информация регулируется положениями их политики конфиденциальности. Мы поощряем внимательно прочтите заявление о конфиденциальности любого посещаемого вами веб-сайта.
Безопасность
Безопасность вашей личной информации для нас важно. Мы следуем общепринятым отраслевым стандартам для защиты предоставленной личной информации. нам, как во время передачи, так и после получения.Нет метода передачи через Интернет или метода передачи Однако электронное хранилище на 100% безопасно. Поэтому мы не можем гарантировать его абсолютную безопасность. Если у тебя есть вопросы о безопасности нашего веб-сайта, вы можете связаться с нашим сайтом и рекламный провайдер [email protected]
Дополнительная информация о политике
Наш веб-сайт включает в себя виджеты, которые представляют собой интерактивные мини-программы, которые запускаются на нашем сайте для предоставления конкретных услуги от другой компании (например,г. отображение новостей, мнений, музыки и т. д.). Личная информация, например ваш адрес электронной почты, может быть получен через виджет. Файлы cookie также могут быть установлены Виджетом, чтобы он мог работает правильно. Информация, собираемая этим виджетом, регулируется политикой конфиденциальности компании, которая создал это.
Наш веб-сайт предлагает общедоступные блоги, социальные сети или форумы сообщества, такие как Facebook, Twitter или Гугл плюс. Вы должны знать, что любая информация, которую вы предоставляете в этих областях, может быть прочитана, собрана и использована. другими, кто имеет к ним доступ.
Посещение наших веб-сайтов из-за пределов США.
Настоящая Политика конфиденциальности предназначена для сбора информации на наших веб-сайтах с жители США. Если вы посещаете наши веб-сайты из-за пределов США, имейте в виду. что ваша информация может передаваться, храниться и обрабатываться в Соединенных Штатах, где находятся наши серверы находится и работает наша центральная база данных.Защита данных и другие законы США и другие страны могут быть не такими всеобъемлющими, как в вашей стране. Пользуясь нашими услугами, вы понимаете, что ваш информация может быть передана на наши объекты и тем третьим лицам, с которыми мы делимся ею, как описано в настоящая Политика конфиденциальности.
Отсутствие прав третьих лиц.
Настоящая Политика конфиденциальности не создает прав, подлежащих принудительному исполнению третьими сторонами, и не требует раскрытия каких-либо личных данных. информация, касающаяся пользователей наших веб-сайтов.
Уведомление об изменениях в Политике конфиденциальности
Мы можем обновлять это заявление о конфиденциальности, чтобы отразить изменения в нашей информационной практике или изменениях в правилах. регулирование конфиденциальности. Если мы внесем какие-либо существенные изменения, мы уведомим вас по электронной почте (отправлено на адрес электронной почты указанный в вашей учетной записи) или посредством уведомления на этом Сайте до того, как изменение вступит в силу. Мы Рекомендуем вам периодически просматривать эту страницу для получения последней информации о наших правилах конфиденциальности.
В последний раз настоящая Политика конфиденциальности была пересмотрена 17 января 2020 г. Мы оставляем за собой право вносить изменения или изменить эту политику в любое время, разместив обновленную Политику конфиденциальности на веб-сайте.
Передний край – Ювелирная галерея | Натуральные камни | Камни
В A Cutting Edge – Gallery of Jewelry мы гордимся тем, что располагаем самым большим инвентарем незакрепленных алмазов, драгоценных камней и полу-монтировок в верхней части Среднего Запада. Это дает вам возможность создать уникальное изделие с самого начала! Наш квалифицированный персонал имеет более чем 100-летний опыт работы в ювелирной индустрии и с радостью поможет вам сориентироваться в нашем эксклюзивном сочетании лучших природных камней, которые может предложить мир! У нас также есть возможность создавать индивидуальные дизайны ювелирных украшений практически для любого стиля и бюджета.
Нет ничего, что мы любим больше, чем быть частью этого особенного момента, когда вы решаете, что они «ЕДИНЫЕ». Настройки взаимодействия – наша специальность, и у нас есть выбор из более чем 1300! Когда вы соединяете их с сотнями незакрепленных бриллиантов и тысячами рассыпных цветных драгоценных камней, вы можете найти тот уникальный предмет, который говорит с вами. Есть так много вариантов дизайна и стилей на выбор! Если у вас есть мечта, которую вы хотите воплотить в жизнь, мы каждую неделю создаем индивидуальные изделия.Наши талантливые ювелиры отточили свои навыки с помощью CAD / CAM – 3D-печати и ручной вырезки из воска. Когда вы думаете о выборе того украшения, которое они будут носить вечно, не ищите ничего, кроме A Cutting Edge – Gallery of Jewelry.
Мы открыли наши розничные двери в 2002 году в Фарго, Северная Дакота. До этого мы более 20 лет занимались огранкой драгоценных камней. Благодаря нашему опыту огранки драгоценных камней, мы смотрим на каждый камень с точки зрения огранщика. Огранка камня – единственный аспект, на который люди влияют, и мы хотим помочь вам увидеть разницу, которую это может иметь.Почти все наши драгоценные камни были огранены нашей командой огранщиков драгоценных камней. Большинство наших драгоценных камней уникальны, разработаны и созданы прямо здесь, в A Cutting Edge. Мы вручную отбираем каждое украшение и каждый бриллиант, чтобы предложить вам лучший выбор.
Программа грантов на новейшие исследования
ASDS проявил активный подход к положительному влиянию на будущее специальности дерматологической хирургии, рекомендуя исследования по темам, рекомендованным Советом.Данные исследований, проводимых Советом директоров, призваны помочь продвинуть дерматологических хирургов как новаторов, повысить осведомленность общественности о дерматологических хирургах как экспертах, поддержать позиции ASDS по вопросам безопасности пациентов и нормативным требованиям и многое другое. Требуются также научно-обоснованные исследования и сравнительные исследования эффективности. Содействуя исследованиям в определенных областях, ASDS сможет в дальнейшем позиционировать себя как катализатор ключевых открытий в дерматологической хирургии, а вы сможете сыграть важную роль.