Вулканитовый круг — идеальная полировка металла — Bezhelme.ru
Хотели бы вы сделать нож самостоятельно, причем чтобы он был красивый, блестящий и с ровной и гладкой выточенной кромкой? Некоторые наши покупатели, которые занимаются обработкой металла на полупрофессиональном уровне(делают знакомым что-то на заказ например) спрашивают нас, какие круги лучше брать для того, чтобы полировать металл до такого состояния, чтобы можно было видеть свое отражение, как в зеркале.
Выбор в таком случае один — это вулканитовые круги, некоторые их называют резиновыми кругами, в принципе, это верно, поскольку в их состав входит и резина, вернее даже не резина, а каучук, который вулканизируется, в него добавляется абразивный материал и прочие добавки. Выглядят они вот так:
Маркировка абразивной добавки — 14А — электрокорунд, применяется для обработки сталей.
Внешне они сразу отличаются от других абразивных кругов, в частности от кругов для наждака.
Итак, читаем, для чего предназначены шлифовальные вулканитовые круги — для чистой шлифовки и полировки металла. То есть если таким кругом долго шлифовать металл, то можно даже снять сотые доли миллиметра с поверхности.
Поэтому их часто используют «заточники» — люди, занимающиеся заточкой режущего инструмента. В хозяйстве такой круг однозначно пригодится, с его помощью можно «наводить» блеск» на любое изделие из металла, очень удобно отчищать мелкую ржавчину, придавать блеск изделиям из нержавеющей стали и обычного металла.
Для людей, которые решили делать ножи самостоятельно, можно порекомендовать следующий набор инструментов для этого:
Полируют вулканитовым кругом после того, как придали заготовке окончательную форму. Число оборотов — 2500-3000 можно считать оптимальным для обработки металла.
После обработки вулканитом можно дорабатывать деталь войлочным кругом с нанесенной пастой ГОИ для наведения окончательного блеска. После пасты ГОИ, если уж серьезно решили сделать всё красиво, можно полирнуть разными специальными пастами очень мелкой зернистости 4000 и 5000.
Круги полировальные (войлочные, резиновые) | ЛИНКОР
Чтобы внешний вид автомобиля оставался привлекательным на долгое время, необходимо уделять уходу за «железным конем» должное внимание. Самыми распространенными видами работ при этом считаются полировка фар, кузова и салона. Некоторые автолюбители прибегают к профессиональной помощи, но большинство все же предпочитает заниматься полировкой самостоятельно.
Используя шлифмашинку, дрель или болгарку снимается микроскопический слой покрытия, затем убираются все неровности и шероховатости. Чтобы работа была выполнена качественно, важно не только правильно выбрать инструмент, но и приобрести подходящую оснастку в виде полировальных кругов.
Виды и этапы полировочных работ
Выделяют два основных этапа полировочных работ:
- Абразивный – его основная цель избавление мелких дефектов.
- Защитный – проводится в целях профилактики, позволяя обеспечивать ЛКП кузовной части автомобиля, металлическим деталям, фарам и стеклам должное состояние.
Полировка включает несколько фаз, для каждого из которых предусмотрен свой вид полировочного диска. Чем ближе процесс подходит к чистовой обработке, тем меньше становится показатель абразивности диска. В итоге поверхность автомобиля будет отражаться зеркальным блеском. В ходе полировочных работ необходимо задействовать не менее 6 дисков.
Разновидности полировальных кругов
Полировальные круги представляют собой различные по диаметру насадки, крепящиеся при помощи резьбы или специальной липучки на шлифовальную машинку, дрель или болгарку. Конструкция диска предполагает наличие с одной стороны рабочей поверхности, с другой – крепежа. Особенностью этих дисков является то, что они обладают мягкой матрицей, в которую внедряется твердый абразивный материал – алмазная крошка. Благодаря тому, что нагрузка на круг распределяется равномерно, ним можно обрабатывать до 10 кв.м.
Благодаря тому, что нагрузка на круг распределяется равномерно, ним можно обрабатывать до 10 кв.м.
Какой вид полировального диска выбрать зависит от силы трения, возникающей в процессе обработки кузова авто. При этом необходимо следить, чтобы полируемая поверхность не нагревалась до температуры, превышающей 40 °C. В противном случае может измениться структура и цвет покрытия. Чтобы избежать такой ситуации, используется специальный инструмент с принудительным водяным охлаждением. При сухой полировке применяют гибкий алмазный круг, устанавливаемый на болгарку с небольшими оборотами.
Диски различаются не только по степени зернистости, но и по диаметру: у автомобильных кругов этот показатель варьируется в диапазоне 50-3000 мм; существует также диск типа Buff, предназначенный для доведения металлических, стеклянных или лакокрасочных поверхностей до зеркального блеска.
В зависимости от жесткости выделяют такие виды кругов:
- твердый – предназначен для избавления от трещин и сколов, изготавливается в белом цвете;
- средний – служит для придания поверхностям глянцевого блеска, представлен оранжевым цветом;
- мягкий – используется для обработки поверхностей до глянцевого блеска, поставляется в черном цвете;
- с рельефной поверхностью – служит для доведения больших по площади поверхностей до зеркального блеска.


Отличаются полировальные диски и по материалу, используемому для изготовления:
- войлочные круги – изготавливается из плетенного или прессовочного материала, в состав ткани может входить небольшой процент синтетических волокон;
- матерчатые круги – могут быть прошитыми, не прошитыми, специальными;
- поролоновые круги – отличаются постоянным составом и разной величиной ячеек. Чаще всего полировка начинается с использования таких дисков с крупными ячейками, а финиширует более мягким диском с мелкими ячейками;
- кожаные круги – могут быть однослойными или с наборными пластинками.
К используемым материалам применяют особые требования, чтобы они не повредили во время обработки поверхность. Итак, материалы должны быть прочными, обладать способностью к удерживанию на поверхности диска полировочной пасты, быть мягкими, легкими, эластичными.
Войлочные круги
При необходимости в полировке больших по площади поверхностей отличным решением станут войлочные полировочные диски, которые представлены большими размерами и способны покрывать значительные площади обрабатываемых изделий. Для установки в патрон кулачкового типа используются цилиндрические диски – такая форма позволяет обрабатывать абсолютно любые детали и элементы сложной конфигурации.
Для установки в патрон кулачкового типа используются цилиндрические диски – такая форма позволяет обрабатывать абсолютно любые детали и элементы сложной конфигурации.
Круглые плоские или цилиндрические диски из войлока бывают нескольких типов:
- грубошерстные – отличаются повышенной износостойкостью, долговечностью. Предназначаются для черновой или предварительной обработки металлических поверхностей и деталей;
- полугрубошерстные – активно используются не только в автомобильном деле, но и для обработки хирургических инструментов из нержавеющей стали;
- тонкошерстные – подходят исключительно для полировки фар и особо важных деталей и приборов.
Для придания автомобилю презентабельного внешнего вида обычно применяются грубошерстные круги с толщиной 25 мм и диаметром 71-250 мм.
Рекомендуется производить полировочные работы с помощью войлочных дисков на низких скоростях инструмента. Такой материал имеет свойство быстро загрязняться, поэтому хранить круги необходимо в чистом сухом месте, упакованными в бумагу или вакуумный пакет.
Резиновые (вулканитовые) круги
Такой тип полировальных кругов предназначается для финишной обработки металла с целью придания ему зеркального блеска. Для изготовления вулканитовых дисков используется каучук, которые предварительно вулканизируется, и лишь потом в него добавляют абразивный материал. Подобная конструкция позволяет снять очень тонкий слой металла – до сотых долей миллиметра.
Особенностью каучука является его упругость, гибкость и эластичность, поэтому такие круги можно применять для полировки фасонных поверхностей.
Стандартно диаметр резинового круга находится в пределах 80-200 мм, самый распространенный диаметр посадки круга – 32 мм.
Выполнены круги по ТУ 13.96.16-0001-0170760553-2018
Настоящие технические условия (ТУ) распространяются на круги полировальные войлочные предназначенные
- для полирования ответственных деталей, таких как узлы измерительных приборов; хирургические инструменты;
- для обработки цветных металлов;
- для полировки металлических поверхностей;
- для полировки стекла;
- для полировки пластика.

По физико-механическим и химическим показателям войлочные круги должны соответствовать нормам, указанным в таблице 1.
Таблица 1.
Шлиф круг резиновый с липучкой+переходник 125мм (645161)
Описание диска Ермак
Предназначен для проведения шлифовальных работ совместно с абразивными кругами на ворсовой основе. Используется в качестве насадки для дрели и угловой шлифовальной машинки. Сменный инструмент для шлифовки любых поверхностей. Используется при обработке дерева, металла, пластика или бетона. Удобен, практичен, надежен, долговечен. Продуманная конструкция позволяет быстро заменять рабочую поверхность.
Как и сколько можно купить Ермак Шлиф круг резиновый с липучкой+переходник 125мм
Всего в остатке по складам 279 шт. Доступно к заказу в интернет магазине 279 шт.
При покупке на общую сумму свыше 9 999р действует автоматически цена 107,58 р. /шт. .
/шт. .
Купить онлайн минимально можно от 1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Характеристики диска Ермак
Характеристики диска Ермак приведены в таблице ниже
| Диаметр, мм | 125 мм |
| Измерено в Шукур в упаковке | |
| Вес, брутто | 0.142 кг |
Где купить диск
Наличие диска Ермак приведено в списке ниже. Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
Обращаем внимание, что самостоятельно вы можете сами забрать товар с складов и розничных точек в нужном количестве. Отправка нами ограничена остатками основного склада.
| Магазин | Количество, шт |
|---|---|
| Основной склад Магазин Рыбинская 25Ц | 279 шт |
| Склад Рыбинская 25Ц/1 | 0 шт |
| Рыбинская 19в | 0 шт |
| с. Солянка, ул. Каспийская, д. 2А | 0 шт |
| Рыбинская 25М | 0 шт |
| Аксакова 7 Б | 0 шт |
с. Карагали, ул. Зеленая д.22/4 Карагали, ул. Зеленая д.22/4 | 0 шт |
| 1-й проезд Рождественского 3б | 0 шт |
| Остаток всего | 279 |
| В резерве | 0 |
Оплата
 Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Резиновый круг для полировки | Авто Брянск
Хотели бы вы сделать нож самостоятельно, причем чтобы он был красивый, блестящий и с ровной и гладкой выточенной кромкой? Некоторые наши покупатели, которые занимаются обработкой металла на полупрофессиональном уровне(делают знакомым что-то на заказ например) спрашивают нас, какие круги лучше брать для того, чтобы полировать металл до такого состояния, чтобы можно было видеть свое отражение, как в зеркале.
Выбор в таком случае один — это вулканитовые круги, некоторые их называют резиновыми кругами, в принципе, это верно, поскольку в их состав входит и резина, вернее даже не резина, а каучук, который вулканизируется, в него добавляется абразивный материал и прочие добавки. Выглядят они вот так:
Маркировка абразивной добавки — 14А — электрокорунд, применяется для обработки сталей.
Внешне они сразу отличаются от других абразивных кругов, в частности от кругов для наждака. Те сделаны из электрокорунда и служат для заточки металла, снятия некоторого слоя металла с поверхности. Для первоначальной обработки они, конечно, обязательны.
Итак, читаем, для чего предназначены шлифовальные вулканитовые круги — для чистой шлифовки и полировки металла. То есть если таким кругом долго шлифовать металл, то можно даже снять сотые доли миллиметра с поверхности.
Поэтому их часто используют «заточники» — люди, занимающиеся заточкой режущего инструмента. В хозяйстве такой круг однозначно пригодится, с его помощью можно «наводить» блеск» на любое изделие из металла, очень удобно отчищать мелкую ржавчину, придавать блеск изделиям из нержавеющей стали и обычного металла.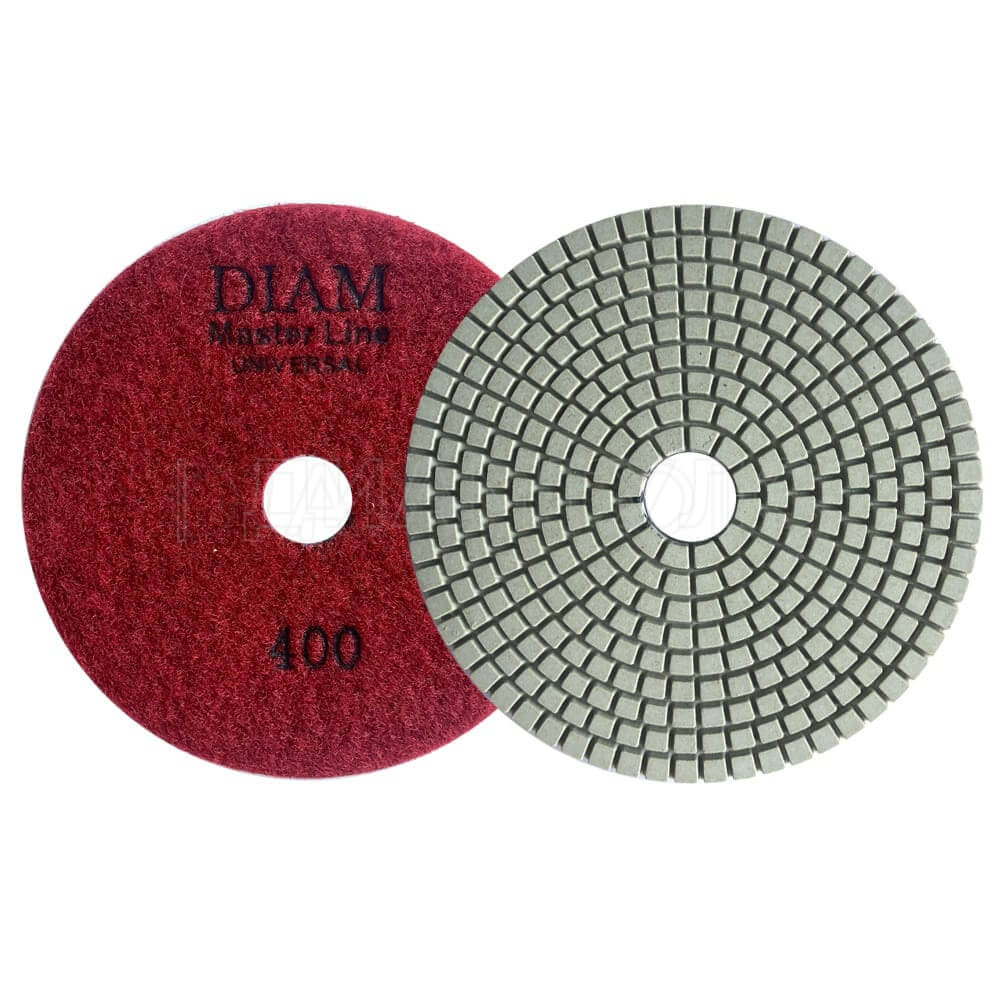
Для людей, которые решили делать ножи самостоятельно, можно порекомендовать следующий набор инструментов для этого:
- Абразивный круг 25А — электрокорунд(окончательная доводка формы ножа)
- Абразивный круг 64С — карбид кремния(первоначальная обдирка, снятие большого слоя металла)
- Вулканитовый круг для наждака(размер берем в зависимости от наждака, диаметр 125 мм, 150 или 175).
- Алмазные круги для наждака
- Войлочный круг для полировки
- Паста ГОИ
- Напильник
- Набор надфилей
- Бруски для заточки ножей
Полируют вулканитовым кругом после того, как придали заготовке окончательную форму. Число оборотов — 2500—3000 можно считать оптимальным для обработки металла. Резиновый круг отлично снимает все заусеницы, оставшиеся после обтачивания обычным абразивным кругом.
После обработки вулканитом можно дорабатывать деталь войлочным кругом с нанесенной пастой ГОИ для наведения окончательного блеска. После пасты ГОИ, если уж серьезно решили сделать всё красиво, можно полирнуть разными специальными пастами очень мелкой зернистости 4000 и 5000.
После пасты ГОИ, если уж серьезно решили сделать всё красиво, можно полирнуть разными специальными пастами очень мелкой зернистости 4000 и 5000.
Круг шлифовально-полировальный STAYER резина карбон 22.
Круг полировальный HAMMER Flex PD M14 PV 125×30 мм, для.
Круг полировальный Практика абразивный, средний 125*22м.
Круг полировальный резиновый 150*16*32 F90 ГТ
Круг полировальный Практика лепестковый, абразивный, мя.
Круг полировальный войлочный ПРАКТИКА 125×10 мм 773-767
Полировальный круг Hammer 227-010 150 мм 1 шт
Круг полировальный резиновый 175*10*32 F90 ГТ
Полировальный круг DREMEL 414 12,7 мм, войлочный
Полировальный круг PRO.STO JH-004-6CMO 150 мм 1 шт
Полировальные круги 3M 50242 Hookit 260L P600 7 отверст.
Полировальный круг Hammer 227-021 125 мм 1 шт
Полировальные круги 3M 51155 Hookit 260L Purple P800 15.
Диск полировочный U.S.Pex поролоновый 125×50мм гайка М1.
3M Круг полировальный Trizact™, Р6000, 150 мм.
Полировальный круг PRO.STO JH-004-6F 150 мм 1 шт
Круг полировальный шерстяной ПРАКТИКА на липучке 150×5.
Полировальные круги 3M 51158 Hookit 260L Purple P1200 1.
Полировальные круги 3M 51157 Hookit 260L Purple P1000 1.
Круг полировальный Практика 125×22мм войлочный абразивн.
Полировальный круг DREMEL 429 25,4 мм, войлочный
Круг полировальный DREMEL 429 26.0мм, 3шт.
Круг полировальный резиновый 200*10*32 F90 ГТ
Полировальный круг Hammer 227-015 125 мм 1 шт
Круг полировальный ПРАКТИКА 038-616
Полировальные круги 3M 50239 Hookit 260L P1200 7 отверс.
Полировальный круг конусный бордовый жесткий autotriz 2.
Круг stayer шлифовально-полировальный, резина,карбон, d.
Полировальный круг PRO.STO JH-007-6F 150 мм 1 шт
Круг STAYER шлифовально-полировальный, резина,карбон, d.
Круг полировальный шерстяной ПРАКТИКА 180×40 мм 773-194
Круг полировальный DREMEL 425 22.5мм, 4шт.
Круг полировальный резиновый 175*16*32 F90 ГТ
Шлиф круг резиновый с липучкой+переходник 125мм
Круг полировальный Hammer 227-008 pd m14 pv 115 х 30 мм
Круг полировальный DREMEL 414 13.0мм, 6шт.
Держатель полировальных кругов для полировальной машинк.
Полировальный круг PRO.STO JH-007-6CMO 150 мм 1 шт
Полировальный круг ЗУБР 3590-125-h4 125 мм 2 шт
Губка полировальная Hammer Flex 227-007 PD M14 WL 150×5.
Круг полировальный резиновый 175*20*32 F90 ГТ
Диск полировальный “Hammerflex”, войлок, на л.
Круг STAYER шлифовально-полировальный, 29916-h3, резина.
Круг полировальный шерстяной ПРАКТИКА 125×5 мм 038-609
Полировальный круг Hammer 227-012 125 мм 1 шт
Диск полировальный HAMMER 227-023 PD M14 FL, 115×2 мм
Полировальные круги ЗМ™ 09358 на velcro основе
Круг полировальный шерстяной ПРАКТИКА 200×50 мм 773-187
Губка полировальная Hammer Flex 227-006 PD M14 WL 125×5.
Полировальные круги 3M 50414 Trizact P3000
Круг шлифовальный резиновый 2шт FIT 36909
Полировальный круг жесткий зеленый 80-95×25 мм, K061080.
Круг шлифовальный DIAM АГШК 100×2.0 №200 Extra Line сух.
Полировальные круги 3M 05600 Trizact P1500
Полировочный круг поролоновый 125мм*50мм М14 USP 39615.
Полировальный круг финишный, белый, 150/180 мм, 9.BF180.
круг полировальный фетровый практика 125 мм 10 мм липуч.
Круг STAYER шлифовально-полировальный, резина,карбон, d.
круг полировальный губка поролон практика 125 мм 30 мм.
Круг полировальный на липучке 150×30мм ср.жесткости PRO.
Круг STAYER шлифовально-полировальный, резина,карбон, d.
Круг STAYER шлифовально-полировальный, резина,карбон, d.
Круг stayer шлифовально-полировальный, резина,карбон, d.
Полировальные круги для неабразивной пасты — черный, ди.
Круг полировальный 180 x 50 мм поролоновый м14 FIT 3961.
Набор кругов шлифовальных “Fit”, 10шт, 50 мм
Круг полировальный поролон ПРАКТИКА 125×30 мм 038-562
Круг полировальный LUX-TOOLS войлочный 75 мм
Круг STAYER шлифовально-полировальный, 29916-h3, резина.
Круг шлифовально-полировальный STAYER резина карбон 22.
круг полировальный меховой под липучку 125мм зубр экспе.
Круг полировальный шерстяной ПРАКТИКА на липучке 125×5.
Дата публикации: 10 апреля 2017 .
Категория: Автотехника.
Насколько бы осторожно водитель не эксплуатировал любимого «железного коня», рано или поздно на поверхности ЛКП машины начнут появляться мелкие царапины, сколы, потертости и трещины. Такие повреждения образуются не только в результате неосторожного вождения, но и из-за летящих навстречу мелких камней, веток, перепадов температур и многого другого. Чтобы обновить и защитить лакокрасочное покрытие автомобиля, достаточно приобрести болгарку и подобрать нужные круги для полировки авто.
Полировальные диски обладают разными характеристиками и подходят для различных целей, поэтому при выборе изделий необходимо обратить внимание на их типы и сферу использования.
На что обратить внимание при выборе круга для полировки
Иногда насадки для полировки уже идут в комплекте с полировальными жидкостями, однако, если изделия приобретаются отдельно необходимо учитывать их:
- Форму. Диски бывают двух типов: плоскошлифовальные (в виде круга) и лепестковые (конусообразные). Для того чтобы полировка была произведена максимально эффективно, лучше приобрести изделия нескольких форм.
- Жесткость. Этот параметр напрямую зависит от типа полировальной пасты. Если жидкость используется для восстановления кузова, то и подбирать необходимо более жесткие полировочные круги. Чтобы подобрать нужный диск, достаточно обратить внимание на его цвет: черные считаются самыми мягкими, оранжевые отличаются средней жесткостью и подходят для всех паст, белые круги самые жесткие, поэтому чаще всего они используются для удаления наиболее серьезных царапин.
- Диаметр. Лучше приобрести несколько разных по диаметру дисков, тогда вам будет удобнее полировать разные детали автомобиля и труднодоступные места. Для полировки кузова обычно выбирают большие диски, а для фар – самые маленькие.
- Тип крепления. Диски могут крепиться на полировальную машину или обычную дрель двумя способами: накручиваться на резьбу или фиксироваться с помощью липучки. Последний вариант считается универсальными, так как вам не придется подбирать диски по диаметру резьбы.

При выборе насадки для полировки автомобиля, необходимо уделить наибольшее внимание материалу шлифовального покрытия, так как именно от него и будет зависеть, для каких работ больше подойдет круг.
Из какого материала выбрать диск
Сегодня на рынке представлен широкий перечень насадок для полировки авто, которые помогают удалить как мелкие трещины, так и глубокие сколы. Рассмотрим их подробнее.
Шерстяные диски
Диски из шерсти пользуются наибольшей популярностью благодаря их невысокой стоимости и эффективности. Такие изделия подходят для грубой обработки ЛКП.
Такие изделия подходят для грубой обработки ЛКП.
Более жесткую обработку можно получить с помощью круга для полировки, изготовленного из скрученной шерстяной нити. Такие изделия подходят для трещин средней глубины и мелких дефектов.
Абразивные диски
Круги, изготовленные из абразивных материалов, также считаются жесткими, однако в отличие от своих шерстяных «коллег», они отличаются более высокой эффективностью и, соответственно, стоимостью.
Такими свойствами изделия обладают благодаря особому химическому составу самого покрытия полировальной поверхности. Чаще абразивный слой изготавливают из электрокорунда, хрома и кремния.
Войлочные диски
Круги, изготовленные из войлока, чаще всего используют для металлических кузовных деталей авто. Такие изделия бывают разных типов, в зависимости от уровня шерстистости полировального покрытия. Для полировки рекомендуется приобретать толстошерстные круги, которые лучше всего справляются с удалением довольно глубоких царапин с цветных металлических поверхностей. Мелкошерстные круги используются реже всего.
Такие изделия бывают разных типов, в зависимости от уровня шерстистости полировального покрытия. Для полировки рекомендуется приобретать толстошерстные круги, которые лучше всего справляются с удалением довольно глубоких царапин с цветных металлических поверхностей. Мелкошерстные круги используются реже всего.
Диаметр войлочных дисков может составлять от 70 до 250 мм, а ширина остается одинаковой – 25 мм.
Вулканитовые (резиновые) диски
Такие диски снимают тонкий слой ЛКП, после чего поверхность отличается зеркальным блеском. Поэтому вулканитовые круги используются только на финишном этапе полировки, когда уже были использованы более грубые диски.
Полирующая поверхность кругов изготавливается из вулканизированного каучука с добавлением абразивных компонентов.
Как правило, резиновым полирующим диском обрабатывают только металлические поверхности, на завершающем этапе восстановительных работ.
Фетровые диски
Круги из фетра применяются на этапе основных работ, после грубой обработки, но перед заключительной полировкой.
Фетровые изделия справляются с большинством разновидностей повреждений и эффективно «работают» не только на металлических поверхностях, но также подходят для фар, стекол, бампера и прочих кузовных деталей.
При использовании такого универсального изделия необходимо учитывать один важный нюанс – диск необходимо периодически смачивать в воде. Тогда он будет в несколько раз эффективнее.
Также фетровые диски подходят практически для всех полировальных паст, в купе с которыми они удаляют царапины еще быстрее.
Диски ЗМ
Круги этого типа используются после того, как детали автомобиля были покрыты грунтовкой и лаком. Такие изделия проще всего крепятся, а иногда, и вовсе, применяются без шлифовальных машин. По большому счету ЗМ – это расходный дешевый материал для мойки и сухой полировки кузовных деталей из любого материала.
В качестве полирующего слоя в таких дисках чаще всего используется поролон. При выборе поролоновых дисков стоит учитывать один нюанс – чем мельче будут ячейки круга, тем лучше он отполирует ЛКП.
Обратите внимание на то, что насадка на дрель для полировки автомобиля будет менее эффективной по сравнению с диском, установленным на шлифовальную машину (или как ее в простонародье называют – болгарку). Поэтому рассмотрим некоторые рекомендации по выбору специализированного оборудования.
Выбираем машинку для полировки автомобиля
Чтобы приобрести надежную и недорогую болгарку для полировки автомобиля, стоит обратить внимание на следующие технические параметры инструмента:
- Мощность агрегата должна составлять порядка 1200 – 1400 Вт. В этом случае шлифовальная машина будет справляться с большим количеством задач.
- Обратите внимание на наличие функции регулировки скоростных режимов. При их наличии вы сможете осуществлять все этапы полировки наиболее качественно. Кроме этого, благодаря таким режимам, можно будет обрабатывать разные типы поверхностей.
- Наличие компенсатора. Благодаря компенсации мощности можно менять уровень нагрузки, поддерживая при этом количество оборотов агрегата. Дело в том, скачки оборотов (при нажатии и отпускании машины) могут привести к быстрому перегреву чувствительной к высоким температурам поверхности ЛКП.
- Плавный пуск двигателя. Данная функция защитит вас от пусковых токов при долгой работе инструмента. Благодаря такому режиму машину можно включать, когда она уже установлена на поверхности кузова. «Подгара» в этом случае происходить не будет.
 Дело в том, скачки оборотов (при нажатии и отпускании машины) могут привести к быстрому перегреву чувствительной к высоким температурам поверхности ЛКП.
Дело в том, скачки оборотов (при нажатии и отпускании машины) могут привести к быстрому перегреву чувствительной к высоким температурам поверхности ЛКП.В заключении
При правильно подобранных дисках, поверхность автомобиля можно восстановить и придать ей блеск абсолютно новой машины. Лучше всего использовать несколько разных полировальных кругов различной формы и диаметра, а также специализированную жидкость для полировки.
Вальцешлифовальные круги Шлифовальные машины для резины
Технические данные– Шлифование резины
Шлифование резины – сложная задача из-за скопления резины на поверхности шлифовального круга. Трение, возникающее при контакте резины с резиной при резке колеса, в сочетании с плохой теплопроводностью резины приводит к чрезмерному тепловыделению. Это, в свою очередь, приводит к растрескиванию и поломке колеса. Наиболее остро эта проблема проявляется при шлифовании мягких каучуков на керамических кругах.По этой причине абразивная промышленность часто не решалась поставлять шлифовальные круги для этого применения.
Трение, возникающее при контакте резины с резиной при резке колеса, в сочетании с плохой теплопроводностью резины приводит к чрезмерному тепловыделению. Это, в свою очередь, приводит к растрескиванию и поломке колеса. Наиболее остро эта проблема проявляется при шлифовании мягких каучуков на керамических кругах.По этой причине абразивная промышленность часто не решалась поставлять шлифовальные круги для этого применения.
Многое зависит от твердости шлифуемой резины. В целом, чем сложнее шлифовать резину, тем она легче. Так, например, эбонит можно относительно легко отшлифовать с помощью керамического круга традиционной конструкции. Для других более твердых каучуков, например Фторуглеродные эластомеры 80-90 Shore A, например Можно использовать круг из витона, афласа и т. Д., Покрытых мягкой смолой.
Рекомендованная Phoenix сортировка колес: C46-K7-B
Однако очень мягкие каучуки, обычно используемые в офсетной печати, представляют наибольшие трудности для поставщика абразивных материалов. Эти материалы по своей природе липкие и чрезвычайно эластичные, что приводит к очень быстрому забиванию поверхности шлифовального круга, что, в свою очередь, приводит к чрезмерному тепловыделению и всем связанным с этим проблемам. Типичные материалы этого типа включают EPDM, хлоропрен (Neoprene TM), хлорсульфированный полиэтиленовый каучук (Hypalon TM), полиуретановый каучук и т. Д.
Эти материалы по своей природе липкие и чрезвычайно эластичные, что приводит к очень быстрому забиванию поверхности шлифовального круга, что, в свою очередь, приводит к чрезмерному тепловыделению и всем связанным с этим проблемам. Типичные материалы этого типа включают EPDM, хлоропрен (Neoprene TM), хлорсульфированный полиэтиленовый каучук (Hypalon TM), полиуретановый каучук и т. Д.
Твердость в районе 30 – 50 по Шору А не редкость.
Самый эффективный (и самый безопасный) способ измельчения этих материалов – это шлифовальный круг из квасца со связующим из смолы. Очень высокая пористость этого типа круга позволяет кругу продолжать резку, не забивая поверхность. Пористость также позволяет рассеивать тепло, уменьшая вероятность растрескивания и поломки
Phoenix рекомендует следующие характеристики для шлифования мягкой резины этого типа
Черновая обработка: WBA24-K-BB
Отделка: WBA46-K-BB
Какой шлифовальный круг выбрать?
Выбор правильного шлифовального круга для вашего проекта важен, и при почти непостижимом ассортименте продуктов это может стать проблемой.
 Вот почему мы составили этот исчерпывающий обзор, чтобы помочь вам сделать наиболее осознанный выбор.
Вот почему мы составили этот исчерпывающий обзор, чтобы помочь вам сделать наиболее осознанный выбор.Это руководство охватывает:
Что такое шлифовальный круг?
Шлифовальный круг – это прецизионный инструмент с тысячами режущих точек на его поверхности – абразивными зернами, которые удерживаются связующей матрицей (отсюда их называют связанными абразивами) и разделены порами. Эти поры представляют собой полые промежутки между абразивными зернами и связкой, которые помогают удалить металлическую стружку, выброшенную в процессе шлифования. | Есть животрепещущий вопрос по шлифованию? Чтобы получить ответ, просмотрите наши видеоролики с часто задаваемыми вопросами о шлифовании. |
Во время использования круга абразивные зерна врезаются в измельчаемый материал, удаляя нежелательный поверхностный материал в виде мелких стружек.
Во время шлифования режущие кромки абразивных зерен изнашиваются; становится все более тупым. В то же время повышенное трение вызывает накопление тепла, которое разрушает абразивное зерно и обнажает новые режущие кромки или начинает разрушать связующие мостики, удерживающие абразивные зерна на месте.
В то же время повышенное трение вызывает накопление тепла, которое разрушает абразивное зерно и обнажает новые режущие кромки или начинает разрушать связующие мостики, удерживающие абразивные зерна на месте.
При обычном шлифовании на керамической поверхности круг необходимо править с помощью правочного инструмента. Варьируя свойства абразива, тип связки, конструкцию круга, можно изготавливать шлифовальные круги с широким диапазоном различных характеристик шлифования.
Какие абразивы доступны для шлифовальных кругов?
Существует 4 основных типа абразивных зерен для шлифовальных кругов, а именно:
Керамический оксид алюминияЗапатентованная Norton Quantum керамическая форма оксида алюминия, которую часто называют просто «керамикой», тверже и острее. чем обычные абразивные зерна. Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. | |
Карбид кремнияТвердее, чем стандартный оксид алюминия, с очень острым абразивным зерном. Это универсальный материал, рекомендуемый для шлифования относительно мягких металлов, таких как алюминий или чугун, но также может использоваться для обработки чрезвычайно твердых материалов, таких как твердый сплав. | |
Цирконий оксид алюминияДля грубого шлифования, где требуется большой съем материала. Это зерно связано с высокотехнологичными полимерными связками. | |
Оксид алюминияОбычно рекомендуется для шлифования материалов с высокой прочностью на растяжение, таких как нержавеющая сталь и инструментальные стали, но также может использоваться для некоторых высокопрочных алюминиевых и бронзовых сплавов. Оксид алюминия бывает разного качества. |
 Это в конечном итоге снижает регулярность правки шлифовального круга и обеспечивает значительно более холодное резание при использовании.
Это в конечном итоге снижает регулярность правки шлифовального круга и обеспечивает значительно более холодное резание при использовании.
Считывание шлифовального круга
При выборе идеального круга для вашего проекта важно знать, что означают пиктограммы на передней промокательной бумаге. Это руководство поможет вам расшифровать их значение: |
Какой размер зерна мне нужен?
Когда выбирать крупный размер зерна: , когда чистота поверхности не важна для проекта, можно использовать крупное зерно.Кроме того, чем крупнее зерно, тем быстрее снимается материал, что делает его более подходящим для больших площадей контакта, чем мелкозернистый абразив.
Они также являются лучшим вариантом для мягких, пластичных и волокнистых материалов, таких как мягкая сталь и алюминий.
Когда выбирать размер мелкого зерна: мелкого зерна используется, когда отделка является неотъемлемой частью успеха проекта.
Также выбирайте более мелкую зернистость, когда проект требует более тщательной и точной работы на меньшей площади контакта.Твердые и потенциально хрупкие материалы, такие как стекло, инструментальная сталь и твердый сплав, наиболее подходят для мелкозернистого абразива.
Какой сорт шлифовального круга выбрать?
Марка указывает на относительную удерживающую способность связки, удерживающей абразивные зерна в круге.
Мягкие сплавы:
• Для твердых материалов, таких как твердые инструментальные стали и карбиды
• Для больших площадей контакта
• Для быстрого удаления припуска.
Твердые сплавы:
• Для мягких материалов
• Для небольших или узких участков контакта
• Для увеличения срока службы колеса.
Выбор правильного шлифовального круга
При выборе шлифовального круга для любого применения необходимо учитывать девять основных факторов:
1. Какой материал вы будете шлифовать и насколько он твердый?
Какой материал вы будете шлифовать и насколько он твердый?
2. Какой припуск нужно удалить с материала?
3.Определите форму материала и требуемую отделку поверхности (или отделку).
4. Какой тип машины вы будете использовать? Обратите внимание на его мощность и условия.
5. Какие скорости вращения и подача колеса будут задействованы? (Продукты Norton разработаны и протестированы для определенных приложений и рабочих скоростей.
В интересах безопасности уделите время, чтобы убедиться, что рабочая скорость устройства не превышает максимальную рабочую скорость, указанную на любом конкретном продукте. .
6. Определите размер и твердость поверхности контакта шлифования.
7. Будет ли ваша операция измельчения влажной или сухой?
8. Какая степень необходимого шлифования?
9. Какой метод перевязки?
Какой материал вы будете шлифовать?
Тип материала влияет на выбор абразива, размера зерна и сорта.
- Абразивы на основе глинозема наиболее подходят для шлифования высокопрочных материалов , таких как сталь и ферритный чугун. Более хрупкие типы оксида алюминия предпочтительны для более твердых сталей и применений, имеющих большие дуги контакта.
- Материалы с низкой прочностью на разрыв и неметаллические материалы наиболее эффективно шлифуют или режут абразивом из карбида кремния. Твердость материала определяет степень проникновения абразива.
- По этой причине для шлифования твердых материалов требуются круги с более мелким зерном. и мягкие материалы. лучше всего шлифовать с помощью кругов среднего и крупного размера.Для наиболее эффективной работы сорт необходимо отрегулировать в соответствии с твердостью материала.
 Более хрупкие типы оксида алюминия предпочтительны для более твердых сталей и применений, имеющих большие дуги контакта.
Более хрупкие типы оксида алюминия предпочтительны для более твердых сталей и применений, имеющих большие дуги контакта.Как правило, чем тверже материал, тем мягче требуемый класс круга .
Привал / удаляемый материал
Надеюсь, это руководство помогло вам сделать наиболее осознанный выбор. Просмотр прецизионных шлифовальных кругов + Просмотр черновых шлифовальных кругов + | В большинстве случаев (особенно при техническом обслуживании, ремонте и операциях) вы обычно используете шлифовальный круг на угловой шлифовальной машине.В нашей статье об угловых шлифовальных машинах объясняется, почему они должны быть незаменимым элементом любого ящика для инструментов, сарая или мастерской.Загрузить RAG Guide |

Если у вас есть конкретные вопросы о шлифовании, попробуйте наш новый раздел часто задаваемых вопросов о шлифовании или отправьте нам электронное письмо.
Заинтересованы в покупке продуктов Norton? Попробуйте нашу удобную функцию где купить.
Шлифовальный инструмент для резины | Тунко Производство
Tunco – производитель шлифовальных и ремонтных инструментов из резины с покрытием.Наши продукты с покрытием из измельченного карбида вольфрама могут продлить срок службы ваших шлифовальных инструментов и позволить вам получить максимальное качество от ваших инструментов.
Мы также можем разработать собственные инструменты или продукты или добавить покрытия из карбида вольфрама к инструментам, которые уже используются в вашем бизнесе. У нас есть возможность восстановить все продукты, приобретенные у Tunco или у наших конкурентов. Сделайте запрос сегодня для индивидуальных приложений.
Позвольте нам помочь найти решение, которое подойдет вам. Поговорите с одним из членов нашей команды сегодня.Обслуживаемые отрасли
Мы обслуживаем различные отрасли, например, шинную и обувную промышленность. Узнайте больше ниже.
Узнайте больше ниже.
Производители шин
Tunco – крупнейший поставщик шлифовальных кругов для коррекции однородности OEM-производителям шин.Когда дело доходит до шин, важно поддерживать ровный протектор по всей шине, но резиновые шлифовальные инструменты могут легко изнашиваться.
Наши продукты
- Собственное производство всей продукции, поставляемой для шинной промышленности.
- И новые, и восстановленные шлифовальные шпиндели для коррекции однородности.
- Шлифовальные круги по боковине для шин с ребристыми и рельефными белыми буквами.
- Полная линейка инструментов для ремонта шин для окончательного финишного ремонта.
- Испытание на равномерность нагрузки колес.
- Просмотрите наш каталог продукции.
Наши клиенты
В шинной промышленности мы являемся надежным поставщиком сменных колес и шпинделей для коррекции однородности. Среди наших клиентов:
Среди наших клиентов:- Стандартная машина Акрон
- Акрон Спецтехника
- Micro Poise
- Firwood
- Спадоне
- Goodyear
- Мишлен
- Бриджстоун / Файерстоун
- Collmann
- Маттеуцци
Производители обуви
Мы также производим и разрабатываем инструменты по индивидуальному заказу для обрезки и резки резины и других искусственных изделий, используемых для изготовления обуви.Формовка резиновой подошвы для обуви может оказаться утомительным процессом без острых и точных инструментов. Tunco предлагает запчасти для этих продуктов, а также быстрый ремонт, если вам нужен инструмент, покрытый одним из наших продуктов из карбида вольфрама. Чтобы узнать больше о нашей продукции для производства обуви или приобрести товар, свяжитесь с нами сегодня.
Глава 16: Шлифовальные круги и операции | Применение режущего инструмента
Шлифование или абразивная обработка – это процесс удаления металла в виде мельчайших стружек под действием абразивных частиц неправильной формы. Эти частицы могут находиться в приклеенных колесах, ремнях с покрытием или просто незакрепиться.
Эти частицы могут находиться в приклеенных колесах, ремнях с покрытием или просто незакрепиться.
Шлифовальные круги состоят из тысяч мелких абразивных зерен, скрепленных связующим материалом. Каждое зерно абразива – это режущая кромка. По мере того, как зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и аккуратную поверхность. По мере того, как каждое абразивное зерно тускнеет, оно отрывается от связующего материала.
Типы абразивов
В шлифовальных кругах используются два типа абразивов: натуральные и промышленные.Промышленные абразивы, за исключением алмазов, почти полностью заменили природные абразивные материалы. В некоторых случаях даже натуральные алмазы были заменены синтетическими алмазами.
Промышленные абразивы, наиболее часто используемые в шлифовальных кругах, – это оксид алюминия, карбид кремния, кубический нитрид бора и алмаз.
Оксид алюминия. При переработке бокситовой руды в электропечи образуется оксид алюминия. Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом, образуя шихту.Затем смесь плавится и охлаждается. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом, образуя шихту.Затем смесь плавится и охлаждается. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Круги из оксида алюминия изготавливаются с использованием абразивов разной степени чистоты, что придает им определенные характеристики для различных операций шлифования и применения. Цвет и прочность круга зависят от степени чистоты.
Круги общего назначения из оксида алюминия, обычно серого цвета с чистотой 95%, являются наиболее популярными абразивами.Они используются для шлифования большинства сталей и других сплавов черных металлов. Они используются для шлифования большинства сталей и других сплавов черных металлов. Круги из белого оксида алюминия почти чистые и очень хрупкие (легко отделяются от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Карбид кремния. Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли, а затем путем обжига смеси в электрической печи.Этот процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученная кристаллическая масса измельчается и сортируется по размеру частиц.
Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли, а затем путем обжига смеси в электрической печи.Этот процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученная кристаллическая масса измельчается и сортируется по размеру частиц.
Колеса из карбида кремния тверже и хрупче, чем круги из оксида алюминия. Есть два основных типа колес из карбида кремния: черные и зеленые. Черные круги используются для шлифования чугуна, цветных металлов, таких как медь, латунь, алюминий и магний, а также неметаллических материалов, таких как керамика и драгоценные камни. Круги из зеленого карбида кремния более хрупкие, чем черные круги, и используются для шлифования инструментов и фрез из твердого сплава.
Кубический нитрид бора (CBN). Кубический нитрид бора – чрезвычайно твердый, острый и холодный абразив для резки. Это один из новейших абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуру до 2500 ° F. CBN производится с помощью процессов высокой температуры и высокого давления, аналогичных тем, которые используются для производства искусственного алмаза, и по твердости почти не уступает алмазу.
Он может выдерживать температуру до 2500 ° F. CBN производится с помощью процессов высокой температуры и высокого давления, аналогичных тем, которые используются для производства искусственного алмаза, и по твердости почти не уступает алмазу.
CBN используется для шлифования сверхтвердых быстрорежущих сталей, инструментальной и штамповой стали, закаленного чугуна и нержавеющей стали.Сегодня в промышленности используются два типа колес из кубического нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии связки и используется при шлифовании общего назначения. Второй тип – это абразив без покрытия для использования в системах гальванического металла и керамической связки.
Алмаз. При производстве шлифовальных кругов используются два типа алмаза: натуральный и искусственный. Природный алмаз – это кристаллическая форма углерода, и он очень дорогой. В виде кругов на связке натуральные алмазы используются для шлифования очень твердых материалов, таких как твердые сплавы, мрамор, гранит и камень.
Последние разработки в области производства искусственно изготовленных алмазов снизили их стоимость и привели к расширению их использования. Промышленные алмазы теперь используются для шлифования вязких и очень твердых сталей, режущих инструментов из твердого сплава и оксида алюминия.
Типы связок
Абразивные зерна удерживаются вместе в шлифовальном круге с помощью связующего материала. Связующий материал не режется во время шлифования. Его основная функция – удерживать зерна вместе с разной степенью прочности.Стандартные связки шлифовальных кругов – керамические, смоляные, силикатные, шеллаковые, резиновые и металлические.
Связка керамическая. Керамическая связка используется более чем на 75% всех шлифовальных кругов. Керамический связующий материал состоит из тонко измельченной глины и флюсов, с которыми абразив тщательно перемешан. Затем смесь связующего и абразива в форме круга нагревают до 2400 ° F для сплавления материалов.
Колеса из керамики прочные и жесткие. Они сохраняют высокую прочность при повышенных температурах и практически не подвержены воздействию воды, масел и кислот.Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где происходят удары и большие перепады температур.
Они сохраняют высокую прочность при повышенных температурах и практически не подвержены воздействию воды, масел и кислот.Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где происходят удары и большие перепады температур.
Смола на связке. Шлифовальные круги на полимерной связке уступают по популярности кругам на керамической связке. Фенольная смола в порошковой или жидкой форме смешивается с абразивными зернами и отверждается при температуре около 360 ° F. Круги из пластмассы используются для скоростей шлифования до 16 500 SFPM. Их основное применение – черновая шлифовка и отрезка.
Силикатная связка. Этот связующий материал используется, когда тепло, выделяемое при шлифовании, необходимо свести к минимуму. Силикатный связующий материал освобождает абразивные зерна быстрее, чем другие типы связующего. Скорость ограничена до 4500 SFPM.
Связка шеллак. Это органическая связка, используемая для шлифовальных кругов, которые обеспечивают очень гладкую отделку таких деталей, как валки, столовые приборы, распределительные валы и шатунные шейки. Как правило, они не используются при шлифовании в тяжелых условиях.
Как правило, они не используются при шлифовании в тяжелых условиях.
Резиновая связка. Колеса на резиновой связке чрезвычайно прочные и прочные. В основном они используются в качестве тонких отрезных кругов и ведущих кругов в бесцентрово-шлифовальных станках. Они также используются, когда требуется очень тонкая отделка поверхностей подшипников.
Металлическая связка. Металлические связки используются в основном как связующие для алмазных абразивов. Они также используются при электролитическом шлифовании, когда связка должна быть электропроводной.
Размер абразивного зерна
Размер абразивного зерна важен, потому что он влияет на скорость съема материала, зазор стружки в круге и качество получаемой поверхности.
Размер абразивного зерна определяется размером отверстия сита, через которое проходят абразивные зерна. Номер номинального размера указывает количество отверстий на дюйм в экране. Например, зерно размером 60 зерен пройдет через сито с 55 отверстиями на дюйм, но не пройдет через сито с размером 65. Низкое значение размера зерна указывает на крупную зернистость, а высокое значение – на мелкое зерно. .
Низкое значение размера зерна указывает на крупную зернистость, а высокое значение – на мелкое зерно. .
Размер зерна в широком смысле определяется как крупный (от 6 до 24), средний (от 30 до 60), мелкий (от 70 до 180) и очень мелкий (от 220 до 1000.) Очень мелкое зерно используется для операций полировки и притирки, мелкое зерно – для чистовой обработки и шлифования малого диаметра. Зернистость среднего размера используется в операциях с большим съемом материала, когда требуется некоторый контроль качества поверхности. Крупнозернистый материал используется для операций по кондиционированию и заеданию заготовок на сталелитейных и литейных заводах, где скорость съема материала важна, а качество поверхности не имеет особого значения.
Марка шлифовального круга
Марка шлифовального круга – это мера прочности связующего материала, удерживающего отдельные зерна в круге.Он используется для обозначения относительной твердости шлифовального круга. Марка или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Диапазон, используемый для обозначения сорта – от A до Z, где A представляет максимальную мягкость, а Z – максимальную твердость. Выбор правильной марки колеса очень важен. Слишком мягкие колеса имеют тенденцию слишком быстро отделять зерна, и износ колес велик. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».”
Структура шлифовального круга
Структура шлифовального круга относится к относительному расстоянию между абразивными зернами; это плотность круга. В круге с открытой структурой абразивных зерен меньше, чем в круге с закрытой структурой. Цифры от 1 до 15 обозначают структуру круга. Чем выше число, тем более открытой будет структура; и чем меньше число, тем более плотной будет структура.
Характеристики шлифовального круга
Шлифовальный круг производители согласовали систему стандартизации для описания состава колес, а также форм и поверхностей колес.
Маркировка шлифовальных кругов
Абразивные шлифовальные круги имеют другую систему маркировки, чем CBN и алмазные круги.
Круги абразивные шлифовальные. Эта система маркировки используется для описания состава круга в отношении типа абразива, размера зерна, марки, структуры и типа связки.
CBN и алмазные диски. Такая же стандартизация применима к CBN и алмазным кругам. Маркировка колес представляет собой комбинацию букв и цифр.
Формы и поверхности шлифовальных кругов
Большинство производителей шлифовальных кругов приняли восемь стандартных форм круга и 12 стандартных поверхностей круга для общего использования. На рисунке показаны наиболее распространенные стандартные формы круга, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности круга, используемые на большинстве форм шлифовальных кругов.
Гальванические шлифовальные круги
Из нескольких методов, используемых в настоящее время для закрепления суперабразивных частиц алмаза или CBN на рабочей поверхности абразивного инструмента, гальваника является наиболее быстрорастущей. Все больше и больше производственных операций включают комбинации трудно шлифуемых материалов и сложных форм кругов, что фактически диктует необходимость использования гальванических суперабразивных инструментов.
Все больше и больше производственных операций включают комбинации трудно шлифуемых материалов и сложных форм кругов, что фактически диктует необходимость использования гальванических суперабразивных инструментов.
Характерно, что такие инструменты представляют собой прецизионную инструментальную форму или оправку с суперабразивными частицами, нанесенными на рабочую поверхность и зафиксированными электроосаждением связующей матрицы, чаще всего никеля. Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Балансировка, правка и правка кругов
Все шлифовальные круги ломаются, а некоторые очень хрупкие. При обращении со шлифовальными кругами следует соблюдать особую осторожность. Новые колеса следует внимательно осмотреть сразу после получения, чтобы убедиться, что они не были повреждены во время транспортировки. Перед установкой на станок необходимо также проверить шлифовальные круги.
Для проверки на наличие повреждений подвесьте колесо пальцем и осторожно постучите по боковой стороне рукояткой отвертки для маленьких колес и деревянным молотком для больших колес.Неповрежденное колесо издаст чистый звонкий звук; треснувшее колесо вообще не будет звенеть.
Балансировка колес
Перед установкой на машину важно выполнить балансировку колес размером более 10 дюймов. Чем больше шлифовальный круг, тем более критичной становится балансировка. Баланс также становится более важным по мере увеличения скорости. Несбалансированные колеса вызывают чрезмерную вибрацию, ускоряют износ колеса, вызывают вибрацию, плохую отделку, повреждение подшипников шпинделя и могут быть опасны.
Правильная процедура балансировки колес – это сначала статическая балансировка колеса. Далее устанавливаем круг на шлифовальный станок и правим. Затем снимите колесо и повторно сбалансируйте его. Установите колесо и слегка оденьте его второй раз.
Перемещение грузов на колесной опоре уравновешивает колеса. Колесо устанавливается на балансировочной оправке и размещается на балансировочном приспособлении. Затем грузы перемещаются таким образом, чтобы удалить все тяжелые точки на колесном узле.
Колесо устанавливается на балансировочной оправке и размещается на балансировочном приспособлении. Затем грузы перемещаются таким образом, чтобы удалить все тяжелые точки на колесном узле.
Правка и правка круга
Правка – это процесс, используемый для очистки и восстановления затупленной или нагруженной режущей поверхности шлифовального круга до первоначальной остроты.При правке удаляется стружка, затупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки торца круга так, чтобы он давал желаемые результаты шлифования.
Правка – это процесс удаления материала с поверхности круга так, чтобы результирующая поверхность резания была абсолютно точной. Это очень важно при прецизионном шлифовании, потому что неправильный круг оставит нежелательные следы вибрации на заготовке. Новое колесо всегда следует отрегулировать перед использованием.Кроме того, рекомендуется выполнить чистовую обработку колеса, если оно переустанавливается на машину.
Правка и правка обычных шлифовальных кругов – это две отдельные и разные операции, хотя иногда они могут выполняться одним и тем же инструментом. Инструменты, используемые для обычной правки шлифовальных кругов, включают:
Механические правки, , обычно называемые звездчатыми правками, прижимаются к кругу во время его работы. Захватывающее действие острия звездообразных колес в инструменте удаляет тусклые зерна, связку и другие частицы стружки.Звездчатые шлифовальные машины используются для обычных кругов с относительно крупным зерном, как правило, в ручных шлифовальных работах, где точность шлифования не является основным критерием.
Правильные палочки используются для правки обычных колес меньшего размера, особенно в форме чашек и блюдце, вручную. Некоторые из этих стержней сделаны из чрезвычайно твердого абразива, называемого карбидом бора. При использовании стержень из карбида бора прижимается к поверхности круга, чтобы проткнуть тусклые абразивные зерна и удалить излишки связки. Другие стержни для напряжения содержат крупные зерна Crystolon или Alundum на твердой застеклованной связке.
Другие стержни для напряжения содержат крупные зерна Crystolon или Alundum на твердой застеклованной связке.
Алмазные инструменты для правки используют непревзойденную твердость алмазного острия для очистки и восстановления шлифовальной поверхности круга. Хотя одноточечные алмазные инструменты когда-то были единственными продуктами, доступными для этого вида правки, растущий дефицит алмазов привел к развитию многоточечных алмазных инструментов.
В многоточечных алмазных инструментах для правки используется несколько маленьких алмазов, удерживаемых в матрице.При использовании инструмент надежно удерживается в держателе инструмента и прижимается к поверхности рабочего колеса. По мере того, как он одевается, инструмент перемещается по поверхности колеса, пока работа не будет сделана. По мере того, как алмазы на поверхности инструмента изнашиваются, появляются новые новые алмазные наконечники, что продлевает срок их службы и увеличивает срок службы. Этот тип инструмента обеспечивает очень стабильную поверхность колеса от платья к платью.
Доступны многоточечные алмазные инструменты для правки с широким диапазоном диаметров хвостовика и форм торцов, что позволяет удовлетворить требования самых разных шлифовальных станков.
Выбор шлифовального круга
Прежде чем пытаться выбрать шлифовальный круг для конкретной операции, оператор должен учесть следующие шесть факторов для максимальной производительности и безопасных результатов:
Материал для шлифования. Если шлифуемым материалом является углеродистая или легированная сталь, обычно выбираются колеса из оксида алюминия. Сверхтвердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния.Общее правило по размеру зерна – использовать мелкозернистый круг для твердых материалов и крупнозернистый для мягких и пластичных материалов.
Характер операции шлифования. При выборе колеса необходимо учитывать требуемую чистоту, точность и количество удаляемого металла. Прекрасная и аккуратная отделка лучше всего достигается с помощью мелкозернистых шлифовальных кругов на связке из смолы, резины или шеллака.
Прекрасная и аккуратная отделка лучше всего достигается с помощью мелкозернистых шлифовальных кругов на связке из смолы, резины или шеллака.
Зона контакта. Площадь контакта между кругом и заготовкой также важна.Если площадь контакта небольшая, используются мелкозернистые диски, твердые диски и мелкие зерна.
Состояние машины. Вибрация влияет на качество обработки детали, а также на характеристики колеса.
Скорость шлифовального круга. Скорость вращения колеса влияет на связку и сплав, выбранные для данного колеса. Скорость вращения колес измеряется в футах на поверхности в минуту (SFPM). Керамические связки обычно используются до 6 500 SFPM или в отдельных операциях до 12 000 SFPM.Колеса на связке смолой могут использоваться для скоростей до 16 500 SFPM.
Давление измельчения. Давление измельчения – это скорость подачи, используемая во время операции измельчения; это влияет на класс колеса. Общее правило, которому следует следовать, заключается в том, что по мере увеличения давления при шлифовании необходимо использовать более твердые круги.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Axminster Trade Ultimate Edge Резиновый заточный и хонинговальный круг
Axminster Trade Ultimate Edge Резиновый заточный и хонинговальный круг | Axminster ИнструментыМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
– получите вторник 20 июля получите четверг 22 июля , закажите внутри и выберите премиум-доставку. Информация о доставке
Информация о доставке- Абразивный материал из карбида кремния в прорезиненной матрице
- Холодная резка с хорошей отделкой
- Универсальность, используется для заточки, удаления заусенцев и чистовой обработки
- Полное описание
Часто покупаемые вместе
Эти абразивные круги на резиновой связке имеют диаметр 100 мм, ширину 13 мм и отверстие 12 мм, подходящие для оправки Ultimate Edge “Twist n Fix”.При использовании эти диски обеспечивают более холодную резку и хорошую отделку. Равномерное распределение абразива из карбида кремния по резиновой матрице обеспечивает равномерный износ. Эти круги очень универсальны, их можно использовать для заточки, снятия заусенцев, финишной обработки и как часть процесса полировки.
Несмотря на то, что материал износостойкий, можно профилировать кромку с помощью стандартной правочной палочки. Типичные области применения включают заточку и хонингование лезвий, удаление ржавчины и коррозии, удаление заусенцев, удаление следов нагрева, удаление следов шлифования и царапин, разрушение кромок, закругление и полирование выступов.Максимальная скорость 4775 об / мин.
Основные характеристики
- Абразивный материал из карбида кремния в прорезиненной матрице
- Холодная резка с хорошей отделкой
- Универсальность, использование для заточки, удаления заусенцев и чистовой обработки
- Подходит для оправки Ultimate Edge “twist n fix”
- Диаметр 100 мм, ширина 13 мм, ширина 12 мм отверстие
- Легко расточить до большего диаметра
| Размер отверстия | 12 мм |
|---|---|
| Зернистость | 60 |
| Диаметр колеса | 100 мм |
| Ширина колеса | 13 мм |
Easy Returns
Мы стремимся продавать высококачественные товары, однако мы также знаем, что бывают случаи, когда вам необходимо обменять или вернуть товар.
- Политика возврата в течение 30 дней без возражений
- Организуйте возврат онлайн, в магазине или по телефону
- Простой и легкий процесс возврата
Политика конфиденциальности и файлы cookie
Мы используем файлы cookie для улучшения и персонализации наших услуг, для маркетинга и социальной активности.Пожалуйста, посмотрите наш
Политика конфиденциальности для получения дополнительной информации о том, как и почему мы используем ваши данные. Вы можете изменить свой
настройки файлов cookie в любое время. Продолжая, вы соглашаетесь с нашими
использование файлов cookie.
Вы можете изменить свой
настройки файлов cookie в любое время. Продолжая, вы соглашаетесь с нашими
использование файлов cookie.
Мастер Группа | Абразивные материалы для обработки резины
Изделия из резины обладают уникальной амортизирующей способностью для гладкого и свободного покроя. Они устойчивы к засорению или смазыванию и идеально подходят для применений, где важны допуски на размеры и контроль.
Они устойчивы к засорению или смазыванию и идеально подходят для применений, где важны допуски на размеры и контроль.
Наши шлифовальные круги на резиновой связке обеспечивают высококачественную отделку с длительным сроком службы. Они имеют более холодную резку, могут обеспечить превосходную отделку и более длительный срок службы и доступны во всех формах в соответствии с требованиями.
Мы предлагаем новейшие разработки в области резиновых изделий с алмазной пропиткой и управляющих колес для бесцентрового применения, а также можем работать с клиентами над разработкой специализированных продуктов в качестве решения прикладных задач.
Наличие
Ассортимент продукции Master на каучуковой и эпоксидной связке представлен колесами, быстросменными дисками, острием и рукоятью.
Предлагаемые размеры зерна от 36 до 1000, от крупного до сверхтонкого.
Зернистость
A – Оксид алюминия
C – Черный карбид кремния
GC – Зеленый карбид кремния
D – Алмаз
Области применения
- Резка, шлифовка и полировка
- Сломанные кромки, закругление и полировка выступов
- Удаление ржавчины, очистка резьбы и сглаживание кромок
- Заточка и хонингование плашки
- Разнообразное промышленное применение, например, автомобильная и медицинская
Круги шлифовальные
Шлифовальные круги на эпоксидной связке Master имеют связку с контролируемой пористостью и высококачественными абразивами, что увеличивает производительность. Шлифовальные круги на резиновой связке Master обеспечивают высококачественную отделку и длительный срок службы благодаря более холодной резке.
Шлифовальные круги на резиновой связке Master обеспечивают высококачественную отделку и длительный срок службы благодаря более холодной резке.
Очки
Резиновые острияMaster могут сглаживать и полировать труднодоступные участки и широко используются для полировки форм, штампов, шаблонов и легких отливок.
Диски быстрой смены
Быстросменные дискиMaster на резиновой связке предназначены для эффективного шлифования и полировки различных металлов, таких как нержавеющая сталь. Независимо от того, требуется ли удаление большого количества материала или полированная отделка, ассортимент Master предлагает сплав, подходящий для данной области применения.
Прорезиненные отделочные продукты Cratex известны своей отличной способностью к отделке стали без риска повреждения поверхности обрабатываемого материала. Мы являемся единственным представителем этой линейки в Великобритании, предлагая его в форме рукояти, колеса, комплекта и навесного наконечника.
Продукты Cratex производятся с четырьмя стандартными зернистостями или составами, которые различаются в зависимости от размера ячеек используемого абразивного зерна:
- C – грубый (зеленый)
- M – средний (темно-коричневый)
- F – мелкий (красновато-коричневый)
- XF – экстра мелкий (серо-зеленый)
Приложения
- Легкое удаление заусенцев и разглаживание для снятия концентрации напряжений и удаления видимых и микроскопических заусенцев без воздействия на окружающие области.
- Разглаживание и полировка для улучшения износостойкости и снижения опасности прогрессирующего разрушения и усталостного разрушения.
- Очистка и полировка для удаления нежелательных отложений с поверхности.
- Полировка и разглаживание для улучшения характеристик, внешнего вида, чистоты и уменьшения опасности загрязнения поверхности.

Для получения дополнительной информации о доступных продуктах и марках Cratex см. Брошюру Cratex или свяжитесь с нашей службой поддержки клиентов.
Выбор правильного шлифовального круга
Шлифовальные круги обычно имеют маркировку с указанием максимальной безопасной рабочей скорости. Не превышайте этот предел скорости. Самый безопасный вариант – даже не устанавливать данное колесо на какой-либо шлифовальный станок достаточно быстро, чтобы превысить этот предел.
Эти круги с алмазной связкой на металлической связке обеспечивают превосходную производительность при шлифовании круглых инструментов.
Предыдущий СледующийШлифовальный круг – это режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья пилы. Но в отличие от пилы, у которой зубья есть только на краю, на шлифовальном круге абразивные зерна распределены по всему кругу. Тысячи этих твердых, твердых зерен движутся по заготовке, срезая крошечные стружки материала.
Но в отличие от пилы, у которой зубья есть только на краю, на шлифовальном круге абразивные зерна распределены по всему кругу. Тысячи этих твердых, твердых зерен движутся по заготовке, срезая крошечные стружки материала.
Поставщики абразивных материалов предлагают широкий спектр продуктов для широкого спектра шлифовальных работ в металлообработке. Выбор неправильного продукта может стоить магазину времени и денег. В этой статье представлены некоторые основы выбора лучшего шлифовального круга для работы.
Абразивы – крупа и зерна
Шлифовальные круги и другие абразивные материалы на связке состоят из двух основных компонентов: абразивного зерна, которое выполняет резку, и связки, которая удерживает зерна вместе и поддерживает их во время резки.Процент зерна и связки, а также их расстояние в круге определяют структуру круга.
Конкретный абразив, используемый в круге, выбирается в зависимости от того, как он будет взаимодействовать с обрабатываемым материалом. Идеальный абразив должен оставаться острым с минимальным затуплением острия. Когда начинается затупление, абразив ломается, образуя новые точки резания.
Идеальный абразив должен оставаться острым с минимальным затуплением острия. Когда начинается затупление, абразив ломается, образуя новые точки резания.
Каждый тип абразива уникален с различными свойствами твердости, прочности, вязкости разрушения и устойчивости к ударам.
Оксид алюминия – наиболее распространенный абразив, используемый в шлифовальных кругах. Обычно это абразив, выбранный для шлифования углеродистой стали, легированной стали, быстрорежущей стали, отожженного ковкого чугуна, кованого железа, бронзы и подобных металлов. Существует множество различных типов абразивов из оксида алюминия, каждый из которых специально разработан и смешан для определенных типов шлифовальных работ. Каждый тип абразива имеет собственное обозначение – обычно это комбинация буквы и числа. Эти обозначения различаются в зависимости от производителя.
Циркониевый оксид алюминия – это еще одно семейство абразивов, каждый из которых состоит из оксида алюминия и оксида циркония с разным процентным содержанием. В результате получается прочный и долговечный абразив, который хорошо подходит для грубого шлифования, например, отрезных операций, по широкому спектру сталей и стальных сплавов. Как и в случае с оксидом алюминия, существует несколько различных типов оксида циркония на выбор.
В результате получается прочный и долговечный абразив, который хорошо подходит для грубого шлифования, например, отрезных операций, по широкому спектру сталей и стальных сплавов. Как и в случае с оксидом алюминия, существует несколько различных типов оксида циркония на выбор.
Карбид кремния – это абразив, используемый для шлифования серого чугуна, закаленного железа, латуни, мягкой бронзы и алюминия, а также камня, резины и других цветных металлов.
Керамический оксид алюминия – новейшая крупная разработка в области абразивных материалов. Это зерно высокой чистоты, полученное в процессе спекания в геле. В результате получается абразив со способностью разрушаться с контролируемой скоростью на субмикронном уровне, постоянно создавая тысячи новых точек резания. Этот абразив исключительно твердый и прочный. Он в основном используется для прецизионного шлифования в сложных условиях обработки стали и сплавов, которые наиболее трудно шлифовать. Абразив обычно смешивают в различных процентах с другими абразивами, чтобы оптимизировать его характеристики для различных применений и материалов.
Как только зернистость известна, следующий вопрос касается размера зерна. На каждом шлифовальном круге есть номер, обозначающий эту характеристику. Размер зерна – это размер отдельных абразивных зерен в круге. Он соответствует количеству отверстий на линейный дюйм в конечном размере сита, используемом для определения размера зерна. Другими словами, более высокие числа означают меньшие отверстия в сите, через которые проходят зерна. Меньшие числа (например, 10, 16 или 24) обозначают колесо с крупным зерном. Чем крупнее зерно, тем больше размер удаляемого материала.Крупное зерно используется для быстрого съема материала, где качество обработки не имеет значения. Более высокие числа (например, 70, 100 и 180) – это круги с мелким зерном. Они подходят для тонкой отделки небольших участков контакта, а также для работы с твердыми и хрупкими материалами.
Покупка облигаций
Чтобы абразив в круге мог эффективно резать, круг должен содержать надлежащую связку. Связка – это материал, который скрепляет абразивные зерна, чтобы они могли эффективно резать. Связка также должна изнашиваться, поскольку абразивные зерна изнашиваются и удаляются, чтобы обнажить новые острые зерна.
Связка также должна изнашиваться, поскольку абразивные зерна изнашиваются и удаляются, чтобы обнажить новые острые зерна.
В обычных шлифовальных кругах используются три основных типа связки. Каждый тип может придавать отличные характеристики шлифовальному действию круга. Выбранный тип связки зависит от таких факторов, как частота вращения круга, тип операции шлифования, требуемая точность и материал, который нужно шлифовать.
Большинство шлифовальных кругов изготавливаются на керамической связке, состоящей из смеси тщательно отобранных глин. При высоких температурах, возникающих в печах, где изготавливают шлифовальные круги, глины и абразивное зерно плавятся в состояние расплавленного стекла.Во время охлаждения стекло образует промежуток, который прикрепляет каждое зерно к соседнему и поддерживает зерна, пока они измельчаются.
Шлифовальные круги на керамической связке очень жесткие, прочные и пористые. Они удаляют исходный материал с высокой скоростью и измельчают до точных требований. На них не влияет вода, кислота, масла или колебания температуры.
На них не влияет вода, кислота, масла или колебания температуры.
Керамическая связка очень твердая, но в то же время хрупкая, как стекло. Они разрушаются под давлением измельчения.
Некоторые облигации изготовлены из органических веществ. Эти связки размягчаются под действием тепла шлифования. Наиболее распространенным типом органической связки является полимерная связка, которая изготавливается из синтетической смолы. Круги с полимерными связками – хороший выбор для приложений, требующих быстрого снятия материала, а также для тех, где требуется более качественная отделка. Они предназначены для работы на более высоких скоростях и часто используются для колес в производственных цехах, литейных цехах, цехах заготовок, а также для заточки пил и гуммирования.
Другой тип органической связки – каучук. Круги с резиновыми связками обеспечивают плавное шлифование. Резиновые связки часто встречаются в колесах, используемых там, где требуется высокое качество отделки, таких как шариковые подшипники и дорожки качения. Они также часто используются для отрезных кругов, где заусенцы и прожоги должны быть сведены к минимуму.
Они также часто используются для отрезных кругов, где заусенцы и прожоги должны быть сведены к минимуму.
Прочность связки обозначается маркой шлифовального круга. Связка считается твердой, если промежутки между каждым абразивным зерном очень прочные и хорошо удерживают зерна против сил шлифования, которые стремятся их отсоединить.Говорят, что колесо имеет мягкий уклон, если требуется лишь небольшое усилие для высвобождения зерен. Относительное количество связки в круге определяет его марку или твердость.
Колеса из твердого сплаваиспользуются для увеличения срока службы колес, для работы на мощных машинах, а также для работ с небольшими или узкими поверхностями контакта. Круги из мягких сплавов используются для быстрого съема материала, для работ с большими площадями контакта, а также для твердых материалов, таких как инструментальная сталь и твердые сплавы.
Формы колес
Само колесо бывает разных форм.Продукт, который обычно представляют, когда думают о шлифовальном круге, – это прямой круг. Шлифовальная поверхность – часть круга, предназначенная для работы, – находится на периферии прямого круга. Распространенным вариантом конструкции прямого колеса является утопленное колесо, названное так потому, что центр колеса утоплен, чтобы позволить ему поместиться на фланцевом узле шпинделя станка.
Шлифовальная поверхность – часть круга, предназначенная для работы, – находится на периферии прямого круга. Распространенным вариантом конструкции прямого колеса является утопленное колесо, названное так потому, что центр колеса утоплен, чтобы позволить ему поместиться на фланцевом узле шпинделя станка.
На некоторых колесах режущая поверхность находится сбоку от колеса. Эти колеса обычно называют в честь их отличительных форм, таких как цилиндрические колеса, чашечные колеса и тарелочные колеса.Иногда связанные абразивные части различной формы собираются в непрерывный или прерывистый боковой шлифовальный круг. Эти продукты называются сегментами. Круги с режущими поверхностями по бокам часто используются для шлифования зубьев режущих инструментов и других труднодоступных поверхностей.
Навесные круги – это небольшие шлифовальные круги особой формы, например конусы или заглушки, которые постоянно устанавливаются на стальной оправке. Они используются для различных операций ручного и точного внутреннего шлифования.
Связываем все вместе
Необходимо учитывать ряд факторов, чтобы выбрать лучший шлифовальный круг для выполняемой работы. Первое, что нужно учитывать – это материал, который нужно отшлифовать. Это определяет вид абразива, который вам понадобится в круге. Например, оксид алюминия или оксид циркония следует использовать для шлифования сталей и стальных сплавов. Для шлифования чугуна, цветных металлов и неметаллов выберите абразив из карбида кремния.
Для твердых и хрупких материалов обычно требуется круг с мелким зерном и более мягким классом.Твердые материалы сопротивляются проникновению абразивных зерен и вызывают их быстрое затупление. Таким образом, сочетание более мелкого зерна и более мягкого сплава позволяет абразивным зернам отламываться по мере их затупления, обнажая свежие острые режущие кромки. С другой стороны, колеса с крупной зернистостью и твердостью следует выбирать для материалов, которые являются мягкими, пластичными и легко проникающими.
Также принимается во внимание количество удаляемого запаса. Более крупное зерно обеспечивает быстрое удаление материала, так как оно обеспечивает большее проникновение и более тяжелые резания.Однако, если обрабатываемый материал трудно проникнуть, круг с более мелким зерном будет резать быстрее, поскольку для работы требуется больше точек резания.
Более крупное зерно обеспечивает быстрое удаление материала, так как оно обеспечивает большее проникновение и более тяжелые резания.Однако, если обрабатываемый материал трудно проникнуть, круг с более мелким зерном будет резать быстрее, поскольку для работы требуется больше точек резания.
Круги на керамической связке обеспечивают быструю резку. Связующие на основе смолы, резины или шеллака следует выбирать, если необходимо удалить меньшее количество материала или если требования к отделке выше.
Еще одним фактором, влияющим на выбор крепления колеса, является рабочая скорость колеса. Обычно керамические круги используются на скоростях менее 6500 футов поверхности в минуту.На более высоких скоростях застеклованная связка может разорваться. Круги на органической связке обычно выбирают от 6 500 до 9 500 футов поверхности в минуту. Для работы на более высоких скоростях обычно требуются специально разработанные круги для высокоскоростного шлифования.
Ни в коем случае не превышайте безопасную рабочую скорость, указанную на колесе или его промокательной бумаге. Это может быть указано в rpm или sfm.
Это может быть указано в rpm или sfm.
Следующим фактором, который следует учитывать, является площадь шлифовального контакта между кругом и заготовкой. Для большой площади контакта используйте круг с более крупной зернистостью и более мягким.Это обеспечивает свободное, прохладное резание при более высокой нагрузке, обусловленной размером шлифуемой поверхности. Для меньших площадей шлифовального контакта требуются круги с более мелким зерном и более твердыми сортами, чтобы выдерживать большее удельное давление.
Затем рассмотрите серьезность шлифовального действия. Это определяется как давление, под которым шлифовальный круг и заготовка сводятся и удерживаются вместе. Некоторые абразивные материалы разработаны с учетом жестких условий шлифования при шлифовании стали и стальных сплавов.
Также необходимо учитывать мощность шлифовального станка. Как правило, на машинах с большей мощностью следует использовать колеса более твердого сорта. Если мощность меньше диаметра колеса, следует использовать более мягкое колесо. Если мощность в лошадиных силах больше диаметра колеса, выберите колесо более твердого класса.
Если мощность в лошадиных силах больше диаметра колеса, выберите колесо более твердого класса.
Уход и кормление
Шлифовальные круги следует обращаться, монтировать и использовать с надлежащими мерами предосторожности и защиты.
Их всегда следует хранить так, чтобы они были защищены от ударов и выдавливания.Помещение для хранения не должно подвергаться резким перепадам температуры и влажности, поскольку они могут повредить соединения в некоторых колесах.
Сразу после распаковки все новые колеса следует внимательно осмотреть, чтобы убедиться, что они не были повреждены при транспортировке. Все бывшие в употреблении колеса, возвращенные в складское помещение, также должны быть проверены.
С колесами следует обращаться осторожно, чтобы не упасть и не удариться, так как это может привести к повреждению или появлению трещин. Колеса следует переносить на работу, а не катать.Если колесо слишком тяжелое для безопасной переноски вручную, используйте ручную тележку, тележку или вилочный погрузчик с амортизацией, чтобы избежать повреждений.
Перед установкой керамического круга проверьте его на кольце, как описано в Правилах безопасности B7.1 Американского национального института стандартов по использованию, уходу и защите шлифовальных кругов. Кольцевой тест предназначен для обнаружения любых трещин в колесе. Никогда не используйте треснувшее колесо.
Разумная мера предосторожности – убедиться, что частота вращения шпинделя используемого вами станка не превышает максимально безопасную скорость шлифовального круга.
Всегда используйте круг с размером центрального отверстия, который плотно, но свободно прилегает к шпинделю, не прилагая к нему усилий. Никогда не пытайтесь изменить центральное отверстие. Используйте подходящую пару чистых утопленных фланцев не менее одной трети диаметра колеса. Опорные поверхности фланца должны быть плоскими и не иметь заусенцев или скоплений грязи.
Затяните гайку шпинделя ровно настолько, чтобы надежно удерживать колесо без чрезмерной затяжки. При установке направляющего колеса обратите внимание на стрелку, отмеченную на самом колесе, и убедитесь, что она указывает в направлении вращения шпинделя.
Всегда проверяйте, чтобы все ограждения колес и машины были на своих местах, и что все крышки плотно закрыты, прежде чем работать на машине. После того, как колесо будет надежно закреплено и защитные кожухи будут на месте, включите машину, отступите в сторону и дайте ей поработать не менее одной минуты на рабочей скорости, прежде чем начинать шлифование.
Шлифуйте только лицевой стороной прямого круга. Шлифуйте только на стороне цилиндра, чашки или сегментного круга. Придавайте шлифовальный контакт осторожно, без ударов и зазубрин.Никогда не применяйте принудительное шлифование, чтобы двигатель заметно замедлился или работа стала горячей. Машинный амперметр может быть хорошим индикатором правильной работы.
Если колесо сломалось во время использования, внимательно осмотрите машину, чтобы убедиться, что защитные кожухи и ограждения не повреждены. Кроме того, проверьте фланцы, шпиндель и крепежные гайки, чтобы убедиться, что они не погнуты, не подпружинены или не повреждены иным образом.
Системный анализ
Шлифовальный круг – это один из компонентов спроектированной системы, состоящей из круга, станка, рабочего материала и эксплуатационных факторов.Каждый фактор влияет на все остальные. Соответственно, цех, который хочет оптимизировать производительность шлифования, выберет шлифовальный круг, который лучше всего подходит для всех этих других компонентов процесса.
Об авторе: Джо Салливан – старший менеджер по продукту в компании Norton Company , Вустер, Массачусетс.
Что такое суперабразивы?
Суперабразивы составляют особую категорию связанных абразивов, предназначенных для шлифования самых твердых и сложных рабочих материалов.
Поскольку карбиды, быстрорежущие стали, PCD, PCBN, керамика и некоторые другие материалы, используемые для изготовления режущих инструментов, могут быть почти такими же твердыми, как и обычные абразивы, их заточка приходится на специальный класс абразивов – алмазы и CBN, суперабразивы.
Эти материалы обладают высокой твердостью, но они дороже обычных абразивов (карбид кремния и оксид алюминия). Поэтому суперабразивные шлифовальные круги имеют другую конструкцию, чем обычные абразивные круги.Там, где обычный абразивный продукт полностью состоит из абразива, суперабразивные круги имеют абразив на режущей кромке круга, который связан с материалом сердцевины, который формирует форму круга и способствует шлифованию.
Суперабразивные круги поставляются в том же стандартном диапазоне зерен, что и обычные диски (обычно от 46 до 2000). Как и другие типы кругов, они могут изготавливаться различных марок и концентраций (количество алмаза в связке) в зависимости от условий эксплуатации.
В суперабразивных кругах используются четыре типа связки. Круги на полимерной связке обеспечивают исключительно быструю и прохладную резку. Они хорошо подходят для заточки многозубых фрез и разверток, а также для всех операций точного шлифования. Смола – это «рабочая лошадка», чаще всего используемая и наиболее щадящая. Круги на керамической связке сочетают быстрое резание с износостойкостью. Они часто используются в крупносерийных производственных операциях. Круги на металлической связке используются для шлифования и резки неметаллических материалов, таких как камень, армированный пластик и полупроводниковые материалы, которые нельзя обрабатывать другими режущими инструментами.Круги с однослойным покрытием используются, когда операция требует как быстрого снятия припуска, так и создания сложной формы.
.