Как работает роликовый листогиб – Инженер ПТО
Роликовый листогиб – это металлообрабатывающий станок, который позволяет сгибать листовой металл. Этот роликовый гибочный станок с ручным приводом имеет три вала, которые используются для гибки листового металла и других металлических деталей в круглую форму. Он также известен как гибочный станок, роликовый или листогибочный станок.
Ролико-гибочный станок также называют кругло-роликовым станком, который представляет собой универсальное формовочное оборудование для прокатки листового металла в цилиндрическую, конусную, изогнутую и другие формы. Расскажем, как сделать его своими руками.
В соответствии с принципом формирования трехточечной окружности изменение относительного положения и вращательное движение рабочего ролика заставляют металлическую листовую пластину производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Этот тип ручных или моторных листогибочных машин широко используется в судостроительной, химической, металлообрабатывающей и машиностроительной промышленности.
Как показано на рисунке, 3-роликовый гибочный станок обычно принимает два нижних ролика в качестве активного ролика и один верхний ролик, который может перемещаться вертикально вверх и вниз.
Используемые части: –
2 номера 1,5 ”L- угол сечения (длина 13,25”)
Вал с 3 номерами диаметром 38 мм (два нижних ролика имеют длину 16,5 дюймов, а один верхний ролик имеет длину 14 дюймов)
4 номера подшипника 6003 ZZ для нижнего ролика
2 номера подшипника 6002 ZZ для верхнего ролика
2 шт. металлические части 6,25 “* 6,75” для боковой опоры (толщина 10 мм)
2 номера цепных звездочек и цепь
2 болта № 5/8 (длина 5 ”)
2 болта с полукруглой резьбой № 5/16 со стопорными гайками (длина 5 ”)
8 номеров ¼ болты (длина 0,75 ”)
4 болта № 5/16 (длина 0,75 дюйма)
8 номеров 3/16 болтов (длина 0,75 ”)
2 номера металла 4 “* 1,25” (толщина 20 мм)
Некоторые другие металлические предметы
Как сделать:-
Первым шагом является нарезка двух кусочков металла размером 6,25 ”* 6,75” для боковой опоры (толщина 10 мм). После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
После резки металлических частей сделайте прорезь (ширина 32 мм) на обеих металлических частях, как показано на рисунке.
Просверлите два отверстия 35 мм на обоих металлических деталях для опоры подшипника 6003 ZZ.
Я использовал 3 роликовых вала диаметром 38 мм (два нижних ролика имеют длину 16,5 дюйма, а один верхний ролик имеет длину 14 дюймов). Поворачивая оба конца двух нижних роликов (так же, как отверстие подшипника 6003 ZZ), как показано на рисунке.
Соберите два нижних роликовых вала, металлические части, звездочку и цепь, как показано на рисунке. Положение звездочки цепи фиксируется с помощью болтов.
Тьюринг с обоих концов верхнего ролика для подшипника 6002 ZZ. Сделайте опорные детали подшипника для верхнего ролика, используя металлические детали.
Я использовал 2 болта № 5/8 (длина 5 ”). Поворачивая концы обоих болтов и прикрепляя их к опорным деталям подшипника, используйте болты, как показано на рисунке.
Эти верхние опорные детали роликового подшипника совершают движение вверх и вниз с помощью этих болтов.
Прикрепите 2 узла 1,5 ”L-образного профиля (длина 13,25”) к этой сборке, чтобы сделать базовую часть.
И, наконец, прикрепить ручку с ведущей звездочкой.
Во время операции один конец металлической пластины подается в три роликовые пластины между верхним и нижним роликами, а затем верхний ролик вызывает смещение вниз на металлической пластине, что заставляет пластину под ней генерировать определенную пластическую деформацию изгиба вследствие сжатия ,
Для лучшего понимания смотрите видео, приведенное ниже.
Один из видов кровельного покрытия – фальцевая кровля. Листовой металл, соединённый между собой при помощи фальцев, использованный в качестве кровельного материала, позволяет создать красивое, долговечное, а главное, одно из самых надёжных кровельных покрытий.
Сегодня многие владельцы загородных домов выбирают фальцевую кровлю. Но стоимость профессиональных услуг кровельщиков немалая, поэтому при возведении собственного дома возникает вполне здравая мысль оптимизировать бюджет строительства, сделав покрытие кровли своими руками. Не секрет, что для выполнения любой работы требуется соответствующий инструмент. Необходим он и для создания фальца и его закрывания.
Что собой представляет фальц
Для создания фальцевой кровли используются листы металла, соединённые между собой при помощи фальцевого соединения. При традиционном способе покрытие состоит из отдельных листов – картин, соединённых стоячими (вертикальные швы) или лежачими (для соединения картин горизонтальными швами) фальцами.
Сегодня чаще всего используют рулонный материал, позволяющий делать покрытие только с вертикальными швами. На фото показано, как выглядит фальцевое соединение. Закрывающиеся фальцы бывают двойные и одинарные.
При монтаже фальцевой кровли своими руками чаще всего пользуются традиционным способом – сборке покрытия из отдельных картин.
Про инструмент
Сделать одинарный фалец можно и при помощи молотка и киянки. Однако если предстоят масштабные работы, лучше запастись специальным инструментом – работа пойдёт быстрее и результат будет качественнее.
Для создания фальца обычно используют специальные фальцеобразующие станки. Листогибные станки применяют для изготовления картин стандартного размера для покрытия основной площади кровли. Также листогибы применяются для изготовления фасонных изделий: ендов, коньковых элементов, отливов и прочего.
При монтаже кровли или иных гнутых изделий из листового металла, помимо стандартных изделий, возникает необходимость в изготовлении нестандартных элементов. Для их профессионального изготовления используют дополнительные ручные листогибы.
Одни из самых распространённых моделей ручных бендеров (листогибов) выпускаются австрийской фирмой WUKO Maschinenbau GmbH.
Ручной роликовый листогиб WUKO Bender предназначен для создания элементов кровли или системы водостоков или воздуховодов «по месту». Применение ручного листогиба позволяет добраться до труднодоступных мест, а также производить гибку по криволинейной траектории с различными радиусами, что в принципе не возможно сделать на листогибочном станке.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
- Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.
- WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.
- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.


Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Разнообразные изделия из жести и металлического листа, полученные способом гибки, популярны и востребованы как в профессиональном строительстве и машиностроении, так и для мелкого бытового ремонта и хозяйственных нужд. Вполне работоспособный листогиб своими руками для листа толщиной до 1,2 мм из черного, оцинкованного или цветного металла можно сделать в условиях домашней мастерской или небольшого металлообрабатывающего цеха.
Зачем нужен самодельный листогиб
Станок для гибки металлического листового проката отличается простотой конструкции и при этом обладает высокой производительностью. Промышленные установки с ручным приводом стоят довольно дорого. Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Не будем останавливаться на промышленных гидравлических или пневматических прессах, а также станках с поворотной балкой — для мелкосерийного производства они не нужны. А вот ручной аналог любой промышленной модели сделать совершенно несложно.
Постройка гибочного станка для листового металла своими руками займет от одного до двух дней рабочего времени, и еще один день на подбор и поиск материала. Чертежи самодельных станков можно найти в интернете, но, что еще удобнее и практичнее, лучше воспользоваться как образцом для постройки одной из промышленных моделей. Разобравшись, как они работают, можно сделать свои рабочие чертежи и разработать технологическую схему, как сделать листогиб своими руками, исходя из собственных возможностей.
Чтобы сделать простой листогиб своими руками не понадобиться особых инженерных или конструкторских знаний и умений — достаточно средних слесарных навыков и опыта работы с электросваркой. При постройке роликового листогиба еще нужно будет выполнить несколько операций на токарном станке, но этот вопрос можно решить в любом цехе или мастерской по металлообработке.
Листогибы промышленного изготовления:
Виды листогибов
Для различных работ с металлическим листом используются листогибы разного вида:
- с поворотной балкой;
- роликовые;
- валковые;
- механические и гидравлические прессы.
Они отличаются своими техническими возможностями и сферой применения. Все разновидности можно сделать как в мобильном или ручном, так и в стационарном вариантах.
- Трубогибы с поворотной балкой — наиболее распространенные и удобные для самостоятельного изготовления. Они могут работать с листами большого размера, изгибая как кромки высотой в несколько сантиметров, так и стенку в 30–70 см под углом до 120 0 . Несложно и выполнить догибку для создания фальцевого соединения.
- Ручной роликовый листогиб используется для гибки кромок и невысоких стенок при кузовном ремонте, кровельных работах, установке подоконников и соединении крупных листов жести. Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
- Валковый трубогиб применяется для гибки полукруглых желобов или труб полного сечения. Он может регулироваться по радиусу передвижением валков: опорных — по горизонтали, а прижимного — по вертикали. Такой самодельный валковый листогиб легко оснастить электроприводом с цепной или шестеренчатой передачей.
- Прессы понадобятся для гибки как тонкого, до 1 мм, так и толстого, до 2–3 мм металла. Они способны не только гнуть металл под углом до 90 0 , но и перфорировать его или склеивать под давлением. Для смены вида операций понадобиться только сменить пуансон и матрицу.
 Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.
Подобрав профиль ролика, можно выполнить довольно сложный профилированный изгиб, формируя, например, крыло или фрагмент бампера машины или декоративный элемент отделки забора или ограждения балкона.Как они работают, показано на рисунке:
Все разновидности станков не отличаются сложностью, важно только определиться с предстоящими задачами и выбрать модель установки, которая поможет решить максимум задач по металлообработке. Например, при изготовлении коробов или кровельных работах валковый станок мало чем поможет, а при установке водосточных систем он станет незаменимым, в то время, как поворотный сможет помочь только частично.
Самодельный станок с поворотной рамой
Такой станок для гибки листового металла отличается большой универсальностью и применяется чаще всего. Конструкция его хорошо видна на схеме:
Базовый рабочий стол выполнен из дерева или металла. Его размеры должны составлять не менее 2х1 м. При необходимости работы с большими листами металла, можно с задней стороны предусмотреть откидную раму или плоскость, которая устанавливается на одном уровне со столом. Это необходимо для фиксации листа и предотвращения его выскальзывания из-под прижима в момент изменения положения.
К передней части стола привинчивается основание — швеллер с шириной верхней грани до 7 см. По его обоим концам проделаны отверстия для установки направляющих шпилек с пружинами. На шпильках крепится прижим 5 со скошенной под углом в 45 – 50 о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
На шпильках крепится прижим 5 со скошенной под углом в 45 – 50 о передней гранью. Можно использовать уголок 5х5 см или большего размера, установленный ребром вверх.
Поворотная часть — уголок 7 (5Х5) см с приваренной рукояткой устанавливается на петлях 6 таким образом, чтобы в откинутом состоянии верхняя грань уголка находилась на одной плоскости с основанием. Как сделать листогибочный станок усовершенствованного типа, который отличается повышенной производительностью и универсальностью конструкции, показано в ролике.
Его простота конструкции и доступность материалов для изготовления позволяет минимизировать затраты на постройку. В большинстве случаев металл для каркаса и рабочей части даже не придется покупать — в каждой мастерской найдется достаточно обрезков швеллера, уголка и трубы, чтобы из них можно было сделать самодельный станок для гибки металла.
Роликовые листогибы
Ручной вариант роликового листогиба применяется для выполнения работ по формированию кромок или профилированию деталей, стационарный — для гибки крупного листа под углом до 90 0 . Как сделать ручной роликовый листогиб, который станет полезным для работы в гараже, в мастерской или на строительном объекте, подробно расскажет видеоролик.
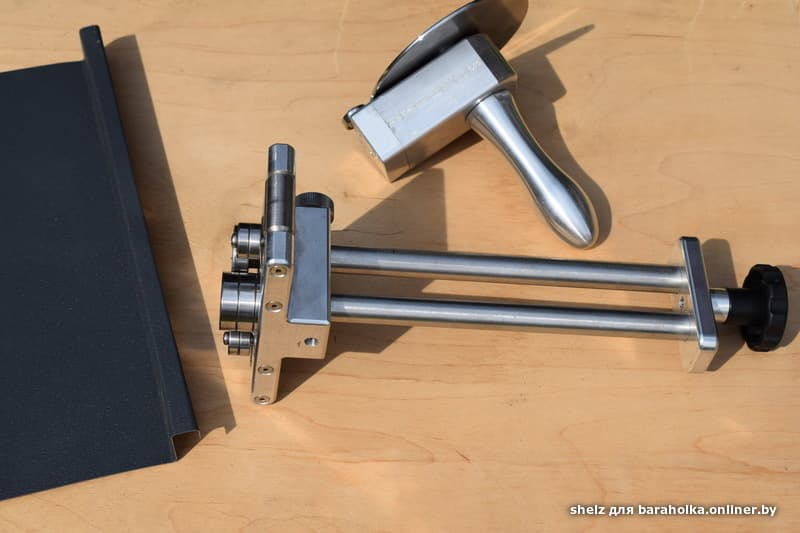
Подробно устройство ручного роликового листогиба видно на фото:
В качестве роликов можно использовать любые подшипники качения с ровным внешним срезом обоймы, например, 203 или 205. Валы потребуется выточить из стального кругляка, а прижимной механизм винтового типа сделать из обычного болта диаметром 10 – 12 мм. При протягивании плотно сжатых роликов по листу, с одновременным вертикальным усилием, бортик нужной высоты отгибается в нужную сторону под заданным углом. Регулировать высоту бортика можно с помощью перемещения роликов с осями по отношению к упору.
Самодельный листогиб на основе образца можно сделать при определенных навыках в токарном деле, или заказать валы и механизмы фиксации у профессиональных токарей. В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
В любом случае такой инструмент обойдется дешевле, чем купленный в магазине. В этом достаточно легко убедиться, посмотрев цена на роликовые гибочные устройства на любом сайте.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 120 0 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
Существуют и другие варианты конструкции, например, как листогибочный станок на этих фото:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм.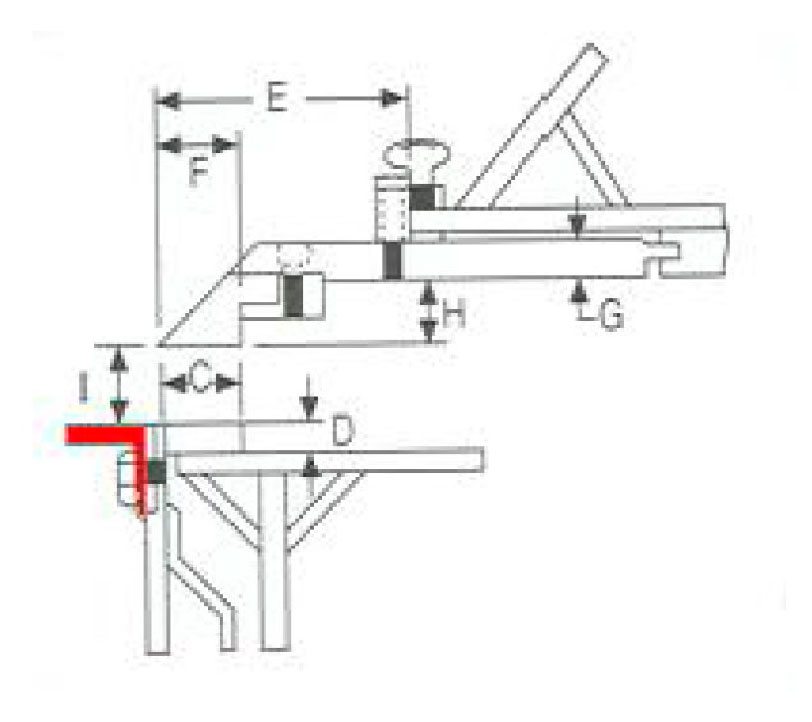 Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Роликовый листогиб ручной: фото, видео, конструкция
Один из видов кровельного покрытия – фальцевая кровля. Листовой металл, соединённый между собой при помощи фальцев, использованный в качестве кровельного материала, позволяет создать красивое, долговечное, а главное, одно из самых надёжных кровельных покрытий.
Выбираем ручной роликовый листогиб
Сегодня многие владельцы загородных домов выбирают фальцевую кровлю. Но стоимость профессиональных услуг кровельщиков немалая, поэтому при возведении собственного дома возникает вполне здравая мысль оптимизировать бюджет строительства, сделав покрытие кровли своими руками. Не секрет, что для выполнения любой работы требуется соответствующий инструмент. Необходим он и для создания фальца и его закрывания.
Необходим он и для создания фальца и его закрывания.
Что собой представляет фальц
Для создания фальцевой кровли используются листы металла, соединённые между собой при помощи фальцевого соединения. При традиционном способе покрытие состоит из отдельных листов – картин, соединённых стоячими (вертикальные швы) или лежачими (для соединения картин горизонтальными швами) фальцами.
Какой бывает?
Сегодня чаще всего используют рулонный материал, позволяющий делать покрытие только с вертикальными швами. На фото показано, как выглядит фальцевое соединение. Закрывающиеся фальцы бывают двойные и одинарные.
При монтаже фальцевой кровли своими руками чаще всего пользуются традиционным способом – сборке покрытия из отдельных картин.
Про инструмент
Сделать одинарный фалец можно и при помощи молотка и киянки. Однако если предстоят масштабные работы, лучше запастись специальным инструментом – работа пойдёт быстрее и результат будет качественнее.
Для создания фальца обычно используют специальные фальцеобразующие станки. Листогибные станки применяют для изготовления картин стандартного размера для покрытия основной площади кровли. Также листогибы применяются для изготовления фасонных изделий: ендов, коньковых элементов, отливов и прочего.
При монтаже кровли или иных гнутых изделий из листового металла, помимо стандартных изделий, возникает необходимость в изготовлении нестандартных элементов. Для их профессионального изготовления используют дополнительные ручные листогибы.
Одни из самых распространённых моделей ручных бендеров (листогибов) выпускаются австрийской фирмой WUKO Maschinenbau GmbH.
Ручной роликовый листогиб WUKO Bender предназначен для создания элементов кровли или системы водостоков или воздуховодов «по месту». Применение ручного листогиба позволяет добраться до труднодоступных мест, а также производить гибку по криволинейной траектории с различными радиусами, что в принципе не возможно сделать на листогибочном станке.
Как выбрать
В линейке инструментов от фирмы WUKO присутствует несколько моделей различных ручных листогибов, подходящих под разные требования. Принцип их действия одинаков: роликовый механизм загибает кромку при протягивании инструмента вдоль листа вручную. Инженерами компании в конструкции листогиба оригинально реализован процесс отбортовки металлического листа: роликовые направляющие одновременно служат рукоятью инструмента и метрической шкалой, позволяющей выставить необходимое расстояние для гибки. Видео демонстрирует, как работает инструмент.
- Wuko Mini Bender. Самая простая модель ручного листогиба – Wuko Mini Bender имеет одну пару роликов. Модель 2020 позволяет делать загиб от 5 до 20 мм. Существуют варианты с возможностью получения более высокого борта: 2030 и 2050.
- WUKO DUO BENDER. Для более высокой производительности выпускаются модели с двумя парами роликов. Они также различаются по величине загиба – от 200 мм (модель 3200) до 350 (модель 3350). Так же есть разновидность WUKO DUO Bender 3350 PLUS, укомплектованная дополнительной съемной ручкой и планкой для опоры. Модели с двумя рядами роликов предназначены для работы на прямолинейных участках.
- WUKO Uni Bender. Для работы на криволинейных участках, особенно при устройстве купольных конструкций, целесообразно применять специальные ручные роликовые листогибы. Они имеют дополнительный опорный ролик, упрощающий движение инструмента по радиусу.
- DISC-O-BENDER. Этот инструмент предназначен для формирования лежачего фальца при изготовлении горизонтальных швов, примыканий ендов, и прочих работах.
Модельный ряд роликового инструмента для ручной гибки предназначен для профессиональных кровельщиков и жестянщиков, выполняющих различные задачи по устройству фальцевой кровли и других изделий из листового металла. Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Ручные листогибы применяются как дополнительные удобные инструменты к листогибным и фальцеобразующим станкам, но при необходимости можно использовать ручной роликовый листогиб и для изготовления небольшого объема картин при монтаже кровли своими руками. Если вы решили использовать ручной роликовый листогиб для создания картин на кровлю, не забывайте, что формирование каждого изгиба происходит в несколько приёмов: инструмент отбортовывает кромку постепенно, за несколько проходов, поэтому изготовление всего необходимого объёма картин даже для относительно небольшой крыши загородного дома займёт довольно продолжительное время.
Самостоятельное изготовление
Конструкция ручного бендера проста и элегантна. В интернете можно найти чертежи, позволяющие при наличии доступа к токарному и фрезерному станкам и умении ими пользоваться повторить инструмент самостоятельно. Однако нужно учитывать, что инструмент заводского изготовления имеет специальное покрытие роликов – наиболее нагружаемой части.
Ручной листогиб – изучаем особенности приспособления и выбора + видео
Ручной роликовый листогиб – это неотъемлемая составляющая любого современного производства кровли и элементов вентиляции. Данное малогабаритное устройство используется для увеличения эффективности труда работников, которые специализируются на изготовлении доборных элементов для крыш, составных конструкций системы воздухообмена и других изделий из листового металла.
1 Что такое листогиб?
Листогиб является металлопрокатным станком, который служит, как следует из названия, для сгибания металлических листов, применяемых в качестве кровли. Данный инструмент позволяет при затрачивании небольшого количества усилий и малых капитальных вложениях организовать некрупное производство по прокату и изготовлению комплектующих для вышеперечисленных сфер применения (крыши, вентиляции и др.).
<div></div>
На сегодняшний день на рынке листогибов существует множество импортных и отечественных моделей, да и разброс цен довольно большой. Но максимально выгодным решением была бы организация производства с помощью самостоятельно изготовленного приспособления, которое можно собрать своими руками, если в наличии есть чертежи ручного листогиба. Список возможных изделий, которые могут быть сделаны с помощью подобного оборудования, довольно длинный, а именно: фасадные кассеты, металлические двери, конструктивные элементы для корпусов электрошкафов и многое другое.
Но максимально выгодным решением была бы организация производства с помощью самостоятельно изготовленного приспособления, которое можно собрать своими руками, если в наличии есть чертежи ручного листогиба. Список возможных изделий, которые могут быть сделаны с помощью подобного оборудования, довольно длинный, а именно: фасадные кассеты, металлические двери, конструктивные элементы для корпусов электрошкафов и многое другое.
Изготовление изделий из столь прочного материала без применения специального оборудования становится по-настоящему непосильной задачей для простого человека. Именно поэтому на помощь людям создаются специальные механизированные и ручные станки для облегчения этой работы. Ручной вариант способен деформировать листовой металл, толщина которого составляет от 1,5 до 2,5 мм, при общей длине обрабатываемой заготовки 1,2–4 м. Угол сгиба может достигать 180 градусов. Согласитесь, вполне неплохие способности, и для домашнего применения или небольшого производства вполне достаточно.
Главной деталью, которую использует станок для сгибания металла, является пресс, под давлением которого лист принимает нужную по техническому заданию форму. Способ задания угла, а также быстродействие оборудования изменяются от изделия к изделию и зависит от производителя. Однако, как и во всех областях, чтобы получить “шустрый” и качественный листогиб, нужно быть готовым на серьезные капиталовложения.
Одной из наиболее востребованных дополнительных функций, которую может иметь станок, является возможность резки металла. Это подразумевает наличие в оборудовании специального роликового ножа. Такой резец обычно выполнен из высоколегированного сплава стали со специальным лаковым покрытием. Период работы роликового ножа в листогибе ограничен и обычно не превосходит 25 км металла, толщина которого не превышает 0,8 мм. Но обычно такое лезвие может быть многократно заточено, что делает его срок службы весьма долговременным.
 youtube.com/embed/BxRp084hBu4?rel=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/BxRp084hBu4?rel=0″ frameborder=”0″ allowfullscreen=”allowfullscreen”/>
2 Какие типы листогиба бывают?
В первую очередь листогиб может быть стационарным и мобильным. Первые привязаны к определенному месту, вторые обладают возможностью частичной разборки, и могут быть перемещены в нужную точку для работы. Причем к производственному помещению, в котором может быть размещено оборудование по сгибанию металла, зачастую не предъявляется повышенных требований. Таким образом, мобильный станок максимально может проявить свое преимущество по данному параметру.
Главными составными частями листогиба являются три параллельно расположенных относительно друг друга цилиндрических вала. Металлический лист прокатывается между ними с помощью механического или электрического привода и загибается под определенный радиус, который зависит от взаимного расположения валов. Но у электрического привода есть ряд существенных недостатков. Один из них состоит в том, что под сопротивлением металла двигатель начинает терять крутящий момент, и в результате заметно увеличивается энергопотребление, а такое обстоятельство снижает рентабельность даже небольшого производства.
Еще одним из возможных вариантов исполнения прокатного привода в автоматическом станке может быть гидравлическая система. Но ее сложность сильно увеличивает стоимость приспособления, что делает его приобретение для небольших кровельных производств экономически невыгодным. Поэтому самым простым и надежным исполнением листогиба оказывается станок с полностью ручным управлением, который приводится в действие силой мускул человека.
Большинство подобных станков исполнены таким образом, что при работе за ними напрягаются самые сильные и выносливые мышцы, а именно спина, бедра и бицепс, это ощутимо снижает изнурительность такого труда.
Итак, существующие вариации оборудования для обработки металлопроката имеют свои очевидные преимущества и недостатки. Однако в связи с тем, что для небольшого производства главным критерием в выборе станка является его срок окупаемости, то при наличии людей с соответствующей специализацией лучшим решением становится использование ручного приспособления, причем можно сделать листогиб самостоятельно. Главное, чтобы учитывались все необходимые требования по безопасности, экономичности и эргономике.
Однако в связи с тем, что для небольшого производства главным критерием в выборе станка является его срок окупаемости, то при наличии людей с соответствующей специализацией лучшим решением становится использование ручного приспособления, причем можно сделать листогиб самостоятельно. Главное, чтобы учитывались все необходимые требования по безопасности, экономичности и эргономике.
Есть некоторые различия и в конструкции ручного инструмента, например, тип ножа. Так встретиться вам может ручной сегментный листогиб или со сплошным резцом. Тут уж все зависит от типа работ, которые вы планируете преимущественно выполнять. Для более сложных конструкций с многочисленными не однонаправленными изгибами, скорее всего, пригодится именно сегментный тип станка, а для простых однотипных перегибов подойдет и сплошной.
3 Как правильно выбрать листогиб?
При выборе оборудования для сгибания металла вы должны правильно определиться с техническими условиями, которые предъявляются к будущим изделиям, чтобы приобретаемый инструмент полностью подходил по своим характеристикам. Качественный и надежный листогибочный станок должен обладать рядом необходимых свойств, их и разберем подробнее.
В первую очередь, для сгибания металла с определенной заранее точностью необходимо наличие ограничителя угла поворота. А регулировка прижима листа в инструменте должна быть простой и удобной для исполнителя, который занимается обработкой. Большим плюсом было бы также наличие в станке пружинного компенсатора, который служит для уменьшения необходимого усилия, затрачиваемого на опускание прижимной балки. Благодаря этому работники будут меньше уставать, а мощность такого производства заметно возрастет.
Выбор ручного листогиба – определенно очень непростое задание. Это связано в первую очередь с тем, что в настоящее время существует огромное число предложений в этой сфере различных отечественных и зарубежных производителей металлопрокатного оборудования. Важно также обращать внимание на то, чтобы модель, которую вы выбрали, обладала возможностью быстрого снятия и перестановки сегментов. Также следует помнить, что для работы с листами окрашенного металла необходимо, чтобы на гибочном валу присутствовало специальное силиконовое покрытие.
Важно также обращать внимание на то, чтобы модель, которую вы выбрали, обладала возможностью быстрого снятия и перестановки сегментов. Также следует помнить, что для работы с листами окрашенного металла необходимо, чтобы на гибочном валу присутствовало специальное силиконовое покрытие.
Важно понимать еще и тот факт, что не все оборудование для сгибания листов имеет возможность разрезать производственные заготовки, а иногда эта функция очень полезна. Но данную работу можно осуществить, если станок оснащен специальным роликовым ножом. Так что если род вашей деятельности подразумевает такую операцию, то наличие специального резца придется уточнить у продавца.
Стоит отметить, появившуюся в 2017 году новую усовершенствованную модель листогиба – ЛГС-26 ПРОФ, созданного на базе популярного народного листогиба ЛГС – 26, зарекомендовавшегося как надежный и оптимальный листогиб по цене и качеству. ЛГС-26 ПРОФ позволяет гнуть более сложные детали, чем ЛГС-26, при этом станок мобильный, легко транспортируется и практически “неубиваемый” на строительных площадках.
Самодельный профилегиб без токарных работ.
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
 Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Самодельный ручной листогиб своими руками чертежи
Категория: Приспособления и инструменты 53 962
0
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать
его основные эксплуатационные характеристики: — толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин.
 Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:
Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75 Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА
Стандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76 • подшипники 1000901 ГОСТ 8338-75 • пружины 1086-0805 ГОСТ 18793-80 По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».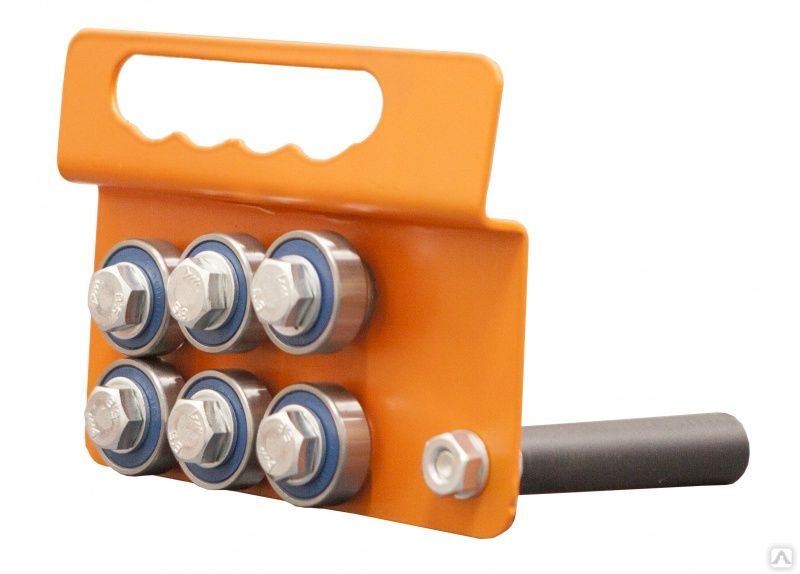
Принцип работы:
отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
ВАЖНО ЗНАТЬ: Применение малогабаритных фрезерных станков с ЧПУ по металлу
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.
Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.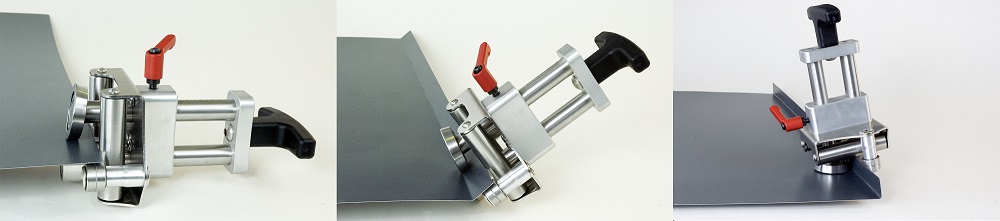
Листогибочный станок своими руками
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
ВАЖНО ЗНАТЬ: Технические характеристики токарно-винторезных станков
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
После этого проводятся проверочные испытания листогибочного устройства, во время которых выполняется окончательная корректировка щечек, а также других механизмов данного оборудования.

При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Роликовый нож для листового металла своими руками
Содержание статьи:
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Резка листового металла
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи. Работа такого инструмента заключается в работе двух основных его элементах – режущих дисках. Вращаясь в разные стороны, эти ролики-диски вдавливаются в материал, осуществляя его разрезание. За счет трения металла и ножей между собой заготовка продвигается по инструменту.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи
Роликовый нож из подшипников
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Обзор и сравнение заводских моделей
| Модель ножа | Trim Cutter 3017 | RNK 098A | для станка LBM |
| Толщина резки, мм | 0,7 | 1 | 0,8 |
| Вес, кг | 4 | 1,11 | 7,92 |
| Габариты, мм | 220*180*260 | 180*150*200 | 460*250*300 |
| Цена, руб | 27163 | 39390 | 21019 |
- Trim Cutter 3017
- RNK 098A
- для станка LBM
Самодельный ручной листогиб своими руками чертежи
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Самодельный ручной листогиб своими руками чертежи
Категория: Приспособления и инструменты 53 787
0
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать
его основные эксплуатационные характеристики: — толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб. Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75 Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКАСтандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76 • подшипники 1000901 ГОСТ 8338-75 • пружины 1086-0805 ГОСТ 18793-80 По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8. 2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».
Принцип работы:
отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма. - Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке. - Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
Популярное: Как правильно точить ножи бруском — видео рекомендации
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Листогибочный станок своими руками
Самодельный листогиб с чертежами
В этой публикации представлена разработка самодельного листогиба, которую построил блогер канала ютуб Горячий мастер. В своем видеоуроке мастер покажет листогиб собственного производства, разработанный для обработки рулонов с бесконечным листовым железом. Он сквозной и через него можно протянуть сколько угодно длинную ленту крашеного металла. Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Необычные инструменты в этом китайском магазине.
Чертежи для данного листогиба были найдены в интернете. Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима. В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства, когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность. Противоположный зажим не должен быть быстрым регулируемым, это может быть простая гайка, которую иногда можно поворачивать для регулировки зазора.
Товары для изобретателей
Как сделать листогиб. Ручной роликовый листогиб своими руками
Как сделать листогиб
Содержание статьи
Ручной листогиб — необходимый инструмент в арсенале каждого домашнего мастера.В особенности, этот инструмент незаменимый для тех людей, которые занимаются такой работой, как холодная ковка металла, где нужно согнуть какой то отдельный элемент металлической заготовки и т. д.
Конечно же, если необходимо сгибать что-то один или несколько раз, то можно взять листогиб на прокат у знакомых или в какой нибудь фирме.
Но если постоянно требуется в работе применять листогибочные операции, то никак не обойтись без покупного варианта станка-листогиба, либо его аналога изготовленного своими руками.
Как сделать листогиб своими руками?
Пополнить свой арсенал инструмента самодельным листогибом вполне возможно, благо, вопрос, как сделать листогиб, решается достаточно просто. Сегодня можно посмотреть видео — как сделать листогиб своими руками в интернете, найти чертежи листогиба и инструкцию по его изготовлению.
На самом же деле, сделать листогиб под силу каждому человеку. Перед тем как осуществлять сборку листогиба, следует определиться сначала с техническими характеристиками этого инструмента, какой по толщине им металл придется сгибать и многое другое.
Самодельный листогиб и его характеристики
Прежде чем приступать к основной части вопроса, как сделать листогиб своими руками, следует определиться вот с чем:
- Какой металл по толщине придётся гнуть листогибом.
- В каком диапазоне углов гибки металла, необходимо работать чаще всего.
- С габаритами самодельного листогиба — его высотой, длиной и шириной.
- Насколько точным должен быть листогиб, изготовленный своими руками.
Как только ответы на все вышеперечисленные вопрос будут найдены, можно приступать к изготовлению листогиба своими руками. Как сделать листогиб и что потребуется для его изготовления?
Чтобы сделать листогиб потребуется станина и подвижная часть механизма, которая будет гнуть металл под требуемым углом. К станине, заготовка для сгибания, должна надежно фиксироваться посредством рычагов, на концах которых имеется резьба.
Часто распространённым вариантом является листогиб из тисков, которые используются для фиксации заготовки во время её сгибания.
Не менее популярным вариантом листогиба, является и листогиб своими руками с использованием деревянных составляющих. Такой самодельный листогиб, чаще всего используется, для того, чтобы сделать оконные отливы, в общем, различные элементы, гнущиеся из тонкой оцинкованной жести.
Листогиб может быть различных конструкций и вариаций, поэтому на вопрос как сделать листогиб своими руками, можно найти множество всевозможных ответов. Главное при этом, определить правильные технические характеристики листогиба, которые во многом зависят от рода выполняемой им работы.
Оценить статью и поделиться ссылкой:Самодельные кольцевые ролики – HomemadeTools.net
Самодельные кольцевые ролики
В категории «Кольцевые ролики» на сайте
HomemadeTools.net есть широкий выбор различных кольцевых роликов, самодельных роликов, роликовых накладок, а также фотографии, видео и подробные сведения о схемах кольцевых роликов. Если вы хотите сделать кольцевой ролик своими руками, вы попали в нужное место! Мы можем помочь с идеями сборки кольцевого ролика, деталями по сборке ролика и советами экспертов по завершению вашего проекта. Создание собственного кольцевого катка может быть забавным, сложным и познавательным, и вы можете сэкономить много денег в процессе.
Если вы хотите сделать кольцевой ролик своими руками, ознакомьтесь с нашими многочисленными списками для кольцевых валков, скользящих валков, маленьких трубных роликов, плоских валков, прижимных роликов, а также металлочерепиц , а также идеи для дизайна ваших собственных схем кольцевых катков.
Ищете подробные чертежи конструкции кольцевого катка? Наши самодельные детали роликов могут быть использованы для создания собственного кольцевого ролика, металлического кольцевого станка, роликового станка, плоского ролика и многих других связанных инструментов.
У вас есть более уникальная задача прокатки колец, и вы хотели бы создать специальный инструмент для вашего приложения? В дополнение к более распространенным кольцевым роликам, наши самодельные конструкции включают идеи для плоских роликов, трубных роликов, прижимных роликов, роликовогибов, трехвалковых трубогибов, роликов скольжения для листового металла, трехколесных кольцевых роликов и ободных роликов. У нас также есть идеи для небольших кольцевых роликов меньшего размера и настольных кольцевых роликов. Вы даже можете изготавливать кольцевые ролики с дополнительной мощностью или скользящие ролики.
Если вам нужно знать, как изготовить кольцевой каток, наши идеи проекта сборки и планы самодельного кольцевого катка помогут вам перейти от идеи к готовому и работающему кольцевому катку.Вы можете просмотреть десятки различных проектов кольцевых валков с деталями, фотографиями, видео, техническими чертежами и даже простыми для понимания планами металлических кольцевых валков.
Независимо от того, какой станок для гибки кольцевых валков вы хотите изготавливать, имеете ли вы опыт изготовления кольцевых валков или ищете чертежи металлических кольцевых валков, мы можем помочь вам найти именно то, что вам нужно. поиск и предоставление экспертных рекомендаций по изготовлению кольцевых роликов DIY.
Самодельный ролик для трубок | НОВОСТИ МАТЕРИ ЗЕМЛИ
Если вы изучали постройку теплицы на заднем дворе, то знаете, что одним из инструментов, необходимых для постройки небольшого «навеса от солнца», является каток для труб.Такое устройство, если оно будет куплено, может стоить вам несколько сотен долларов, потому что обычно это машина с моторным приводом, предназначенная только для профессионалов.
Ролик используется для формовки отрезков стандартной трубы или электрических металлических труб (EMT) в дуги (а не просто для формирования угла, как в случае с гораздо более распространенным трубогибом ) для использования в каркасе, инструментальное и другие виды изготовления. Несколько раз сотрудники магазина MOTHER EARTH NEWS испытывали острую потребность в одном из удобных приспособлений…. так что, наконец, они просто создали и построили свою собственную “копию Северной Каролины”, которая полностью отвечает всем требованиям!
Вот как это работает
Большинство купленных в магазине ламп-формирователей работают на электричестве. В нашей версии, однако, используется ручная рукоятка , которая не только быстро и легко протягивает канал, но и ничего не стоит в эксплуатации. Инструмент работает следующим образом: сам гибочный станок представляет собой просто пару крестовин, каждая из которых состоит из двух 18-дюймовых длин 2х4, которые «сэндвич» с набором из трех рифленых шкивов и пары опорных блоков.Два колеса (те, которые расположены на одной линии с крестовиной ) служат в качестве натяжных роликов … а третий шкив (расположенный на одном конце другой крестовины) является ведущим.
Когда прямая труба помещается между приводом и левым натяжным колесом, а рукоятка поворачивается, трубка перемещается, пока не соприкасается с правым направляющим колесом , что заставляет трубу слегка изгибаться, и до продолжается изгиб до тех пор, пока весь раздел дугообразный. (Это происходит, конечно, потому, что водитель расположен достаточно близко к холостым колесам, чтобы заставить канал изгибаться.)
И строить легко!
Единственные инструменты, которые вам понадобятся для изготовления этого недорогого устройства, – это дрель с набором бит, пара гаечных ключей и настольная пила с регулируемым упором и высотой лезвия. Начните с поиска хорошей части 3/4 дюйма выдержанного дуба , шириной не менее 5 дюймов и длиной 30 дюймов (пока вы на нем, найдите – или запланируйте вырезать из первой доски, если она достаточно велика. – другая секция размером 3/4 дюйма X 1 1/2 дюйма X 12 дюймов… который станет рычагом поворотной ручки.)
Затем разрежьте доску пополам и склейте две части вместе так, чтобы – когда она высохнет – у вас получился единственный кусок дерева толщиной около 1 1/2 дюйма … из которого вы вырежете три 5-дюймовых Заготовки шкива 5 дюймов. Для этого установите упор пилы на расстоянии 5 дюймов от полотна и, начиная с неглубокого пропила и постепенно углубляя его, пропустите каждую заготовку через пилу, слегка поворачивая дерево при каждом проходе, пока диски не станут идеально круглыми.
Таким же способом можно сформировать канавки на шкивах.Наклоните пильный диск под углом 45 °, затем установите упор на 1 1/2 дюйма от его ближней стороны. Поднимите лезвие на 1 дюйм от стола (измеряется по стороне зубчатого диска) и проденьте через него край колес. Когда надрез будет сделан по всей окружности, переверните деревянный круг и прорежьте противоположную сторону канавки. (ВНИМАНИЕ: во время всех описанных выше процедур пиления будьте предельно осторожны … помните, ваши пальцы будут находиться очень близко к разрезуемой области!)
Обрежьте оставшиеся деревянные компоненты на длине 76 дюймов 2 х 4, скруглите концы дубовой ручки ручки и прорежьте стыки внахлест в центре крестовин… затем соберите ролик. (ПРИМЕЧАНИЕ: критически важными измерениями являются [1] 8-дюймовое межцентровое расстояние между двумя натяжными шкивами и [2] 4 1/2-дюймовый промежуток от оси ведущего колеса до середины этого 8-дюймовая осевая линия.)
Но это еще не все …
Этот маленький гаджет непревзойден для изгиба опорных ребер нашей “тесной” теплицы. Более того, если вы воспользуетесь советом компании Emerson Smyers MOTHER EARTH NEW, вы сможете использовать этот инструмент для выполнения любого количества других работ по формовке трубок : «Удлините каналы в нижней части каждого креста», – говорит Эмерсон. “и прорезать монтажные отверстия 1/4”, чтобы приводной шкив можно было переместить ближе или дальше от других, но при этом его можно было заблокировать на месте, где это необходимо.Тогда вы можете изготавливать практически любую дугу … даже такую, которая требуется для больших параболических зеркал! »
Первоначально опубликовано: сентябрь / октябрь 1980 г.
Угловые валки – станки Bud’s
Валковые станки для вашего магазина Вау, а был ли когда-нибудь станок, который вызывал бы столько путаницы, как обычный вальцегибочный станок? Как ты это называешь? Вальцегибочный станок, Профильный валок, Угловой валок, Профильный валок, Кольцегибочный станок, Кольцевидный Валковый станок, мы можем продолжить.Достаточно сказать, что вы поняли. Некоторое время назад у нас был продавец, который составил сравнительную таблицу угловых валков 17 различных производителей, и он сообщил, что получил хороший урок по номенклатуре во время процесса. Очевидно, четыре или пять основных терминов или названий, используемых для описания углового крена, очень региональны. Если вы из северо-востока США, вы называете это одним словом, а кто-то с северо-запада может назвать это как-то иначе – это просто зависит от того, к чему вы привыкли и откуда вы. Какой уникальный набор возможностей. В некоторых магазинах незаменим! Честно говоря, вальцегиб / угловой валок, если вы посмотрите на современную производственную компанию, вы, скорее всего, увидите станок, который получит титул «самого уникального» станка в мастерской. Это, конечно же, слесарь-слесарь. Это правда: вам будет сложно найти станок, который бы делал столько же, сколько и слесарь, и выполнял бы эту работу так легко, как кажется. (И пока мы обсуждаем эту тему, не забудьте заглянуть на нашу страницу «Гидравлические слесарные станки» на этом веб-сайте.Старый машинист однажды заметил одному из наших сотрудников: «Если слесарь – это швейцарский армейский нож фабричного цеха, то угловой валок – это инструмент для рытья траншей». Мы сами не могли бы сказать лучше. Линейка вальцовщиков Durma, которые мы носим, имеет симпатичные мордашки, но не обманывайте себя, эти машины готовы танцевать. Что насчет долговечности? Вальцегибочные станки должны быть прочными! Вальцегибочные станки Durma обязаны своей популярностью тому факту, что эти чудеса металлообработки изготавливаются с особой тщательностью, начиная с самого основания станка.Чрезвычайно прочная и жесткая основа отливается и изготавливается на одном производственном приспособлении для всех шести сторон процесса обработки. Вся конструкция создается на основании с использованием исключительно точного 5-осевого фрезерного станка с ЧПУ. Конечным результатом является прочное основание с максимально точными отверстиями для монтажа и размещения. Эта начальная точность дает вам более простой процесс сборки, поскольку все выстраивается лучше, чем при использовании старых методов обработки. Ушло в прошлое и меньшее количество прокладок компонентов из-за того, что они не подошли точно по размеру.Подшипники и валы, столь важные для работы вальцегибочной машины, закреплены в более точных местах с большей соосностью, что снижает износ этих компонентов. Большие электродвигатели – отличительная черта вальцегибочных машин Durma; это и большие тяжелые гидравлические системы, созданные всемирно известными производителями компонентов. Вплоть до самой маленькой машины в своей линейке – PBH-45 – профилегибочные станки Durma стандартно поставляются с некоторыми версиями боковых или боковых опор.На этих вальцегибочных станках все три валка имеют электропривод, и наряду с этим мастерством является наличие приводных боковых валков. Этот тип компоновки позволяет корректировать средний изгиб с помощью L.E.D. зачитать. Эта комбинация вращающихся валков с приводом означает, что оператор теперь может значительно упростить процедуру настройки валка для первого гиба. Все гидравлические вальцегибочные станки Durma имеют уникальную систему прямого привода с редуктором, которая максимально использует мощность и крутящий момент, исходящие от главного двигателя, который также имеет инверторное управление.Малоизвестный факт, что большинство небольших вальцегибочных станков Durma можно изменить с вертикальной работы, буквально положив на спину и работая в горизонтальной плоскости! Этот метод работы открывает всевозможные возможности и решает некоторые возможные проблемы, связанные с опорой на более крупные кольца тонкого тела. На какую производительность можно рассчитывать? Как бывают эти валковые гибочные машины? Производительность, мимолетное представление о том, что могло бы улучшить производительность, достижимое одними, другие – не очень.Для некоторых магазинов просто возможность произвести деталь на месте – это победа. Работать дома – это продуктивно? К счастью, почти каждый цех обрабатывающей промышленности должен иметь возможность позволить себе валковый гибочный станок определенного размера. Изучение возможностей машины для гибки углового вальца по ширине и мощности займет у человека целый день. Только типы материалов, с которыми эти гибочные машины могут обрабатывать прямо из коробки, могут вскружить голову. Из основных форм (круглая, квадратная, прямоугольная, экструдированная) оператор может также катать трубы, твердые тела, арматуру, угловую сталь и Т-образную сталь.Профильные валки Durma могут выполнять все вышеупомянутые формы и типы материалов из низкоуглеродистой стали, средне- и высокоуглеродистой стали, нержавеющей стали, алюминия, меди, чугуна и практически всего остального, что вы можете найти в виде сплошного стержня или трубка. Размер (и, следовательно, цена) очень разумный начальный уровень. Самая маленькая машина Durma, PBM-30, будет изгибать квадратную трубу до 1 ½ ”x 1 ½” x 0,125 мм; в основном ручной вальцегибочный станок, но с двигателем для работы. В середине цепочки доступных типоразмеров мы рассмотрим гидравлический вальцегибочный станок PBH-100, который имеет вместимость стальных квадратных труб размером 3 x 3 x 3 дюйма.Вверху по таблице размеров находится модель машины, которую мы здесь называем просто «БОЛЬШОЙ», PBH-360, которая имеет емкость квадратной стальной трубы 16 дюймов x 16 дюймов x 5/8 толщиной (и доступны даже машины большего размера. ). Профили валков, которые поставляются с нашими валковыми станками, позволяют обрабатывать широкий спектр стандартных материалов без необходимости заказывать дополнительные валки. К валковому станку прилагается таблица, которая показывает 20 различных конфигураций установки, только четыре из которых потребуют дополнительных секций валков для работы с этим конкретным типом материала. Где я могу взять эти валкователи? На Западном Межгорье есть только одно место, где можно приобрести валкователь Durma, – это магазин Bud’s Machine Tools в Солт-Лейк-Сити, штат Юта. Bud’s остался в бизнесе, сделав что-то очень хорошо. Мы обслуживаем наших клиентов именно так, как хотели бы получать услуги, когда возникает наша собственная потребность. Этот генеральный план сослужил нам хорошую службу и будет продолжать оставаться нашей путеводной звездой по мере нашего продвижения в будущее, всегда с упором на приз, обслуживая наших клиентов так, как они того заслуживают.Ниже представлены конфигурации валков (оснастки) для прокатки различных профилей металла на угловых валках Durma, продаваемых Bud’s Machine Tools. Все, кроме последних четырех, можно делать с помощью стандартных универсальных валков, которые поставляются с большинством машин (модели от PBH 60 до PBH 360).
Ниже приведены примеры различных видов металлических профилей, которые можно прокатать на профилегибочном станке Durma от Bud’s Machine Tools, при условии, что на нем установлены правильные инструментальные валки.
Почему профилирование? – Валковая форма Dahlstrom
Есть много способов производства металлических компонентов, многие из которых мы коснемся ниже на этой странице.Профилирование должно иметь цель и нишу, верно? Вы уверены – это самый экономичный производственный процесс для серийного производства:
- Уголки
- Каналы (C, J, коробка, шляпа)
- Сложные формы с множеством изгибов
- Длинные детали с отверстиями
Профилирование также позволяет экономично и просто добавлять в линию для перфорации. такие функции, как:
- Отверстия
- Пазы
- Слоты
- Чеканка
Конструирование этих элементов в специальные инструменты устраняет необходимость в медленных и дорогостоящих вторичных операциях .Профилирование снижает производственные затраты и значительно сокращает время выполнения заказа – до тех пор, пока подходит обувь.
Преимущества профилирования валков
Многие преимущества холодной прокатки недоступны. Конечно, не все в одном пакете. Но мы пока коснулись лишь поверхности.
Раскроем полный список преимуществ профилирования:
Встроенные элементы
Характер процесса профилирования рулона позволяет дополнительно добавлять на линии перфорированные элементы и тиснения .Ваш производитель может исключить многоэтапные операции, чрезмерный брак и заусенцы.
Гибкость объема заказа
Один из мифов, с которыми сталкивается отрасль, заключается в том, что ее жизнеспособность очень зависит от объема.
Хотя большие объемы, безусловно, являются наиболее рентабельным способом использования профилирования, малые и средние тиражи не обязательно останутся незамеченными. В зависимости от конструкции детали объемов от 10 000 до 20 000 погонных фута в год могут быть рентабельными.
Ваш производитель также может обеспечить экономичный объем заказа. Это позволяет производителю хранить инвентарь и передавать его вам при необходимости. Экономичные запуски увеличивают объем и сокращают время настройки, а вы не работаете всухую.
Ваш производитель может также согласиться со скидкой на небольшие заказы в обмен на более длительный контракт.
Сложные профили со сложным изгибом
Профилегибочный станок подходит для многих других процессов обработки металлов давлением.С помощью небольшой умной инженерии он способен производить широкий диапазон поперечных сечений.
Конструкции с несколькими радиусами изгиба вызывают проблемы при формовке листогибочным прессом по ряду причин. То же самое и для многоугольных деталей – альтернативный процесс приводит к задержкам производства , требуя частой смены инструмента и перезапуска оборудования.
Жесткие повторяемые допуски
Пока ваш производитель знаком с профилегибочными машинами (и не слишком некомпетентен), он будет производить детали высокой точности.
При правильном выполнении профилирование может выдерживать допуски до +/- 0,005 дюйма на определенных сегментах профиля . Общая длина детали может быть точной до +/- 0,020 дюйма.
Конструкции действительно должны учитывать концевой отбортовку и упругую отдачу. Ваш производитель должен понимать, как можно контролировать эти искажения с помощью правильного проектирования и настройки производства.
Вы можете добиться больших успехов
С помощью профилирования вы можете изготавливать изделия любой длины! Помните, что длина гнутых деталей ограничена только количеством материала под рукой.
Техническое обслуживание небольших инструментов
Обслуживание инструмента обычно меньше для профилированного профиля, чем для штампованного компонента. Это связано с тем, что профилегибочные машины могут производить детали и элементы в непрерывном движении .
Лучший способ определить объем обслуживания инструмента – это посмотреть объем вашего заказа.
Формовка высокопрочных металлов
Не все процессы производства металла позволяют обрабатывать высокопрочный металл.Или, если они могут, это ценой быстрого повреждения инструмента .
Возможность холодной прокатки высокопрочных материалов, таких как высокопрочная низколегированная (HSLA) сталь, дает вам преимущество перед материалами стандартной прочности, такими как углеродистая сталь 1040. Сталь HSLA отлично подходит для изготовления конструктивных элементов во многих отраслях промышленности.
Право собственности на инструмент
Амортизация затрат позволяет вам полностью владеть вашим инструментом и избежать скрытых комиссий. Вы также получаете:
- Снижение совокупной стоимости владения: Амортизация немедленно снижает первоначальные производственные затраты и дает вам возможность делать небольшие платежи.
- Долгосрочная окупаемость: Вы платите один раз за инструменты и можете оставить их для других проектов!
- Гибкость: Хотите взять инструмент с собой в другое место? Действуй.
Меньше шансов на ошибку
Профилегибочные машины в 21 веке очень эффективны. Благодаря программному обеспечению САПР машины в высшей степени автоматизированы и требуют меньшего количества рабочей силы. Это означает меньше шансов на ошибку , вызванную человеческим фактором, .
Скорость и адаптируемость являются ключевыми факторами в отраслях с быстрым сроком выполнения работ.
Меньше лома
Одним из самых известных методов профилирования является то, что он производит меньше отходов, чем многие другие методы профилирования металла.
Стоимость лома обычно составляет 1-3% от вашей общей стоимости. Этот навык вдвойне хорош, когда вы работаете с дорогими материалами.
Применения для профилирования валков
Многие профили продуктов сложно изготовить с помощью листогибочного пресса, штамповки или экструзии (подробнее об этом ниже).Эти же приложения можно экономично выполнять при высокой производительности с помощью профилирования.
Это критерии для определения холодной прокатки:
Общие правила
Если ваш проект умещается хотя бы в пару из этих ведер, он может быть идеальным для производства профилей:
- Длинные, тонкие формы (обычно до 30 футов)
- Повторяющиеся рисунки высечки в семействе деталей различной длины, имеющих один и тот же профиль
- Средние и большие годовые объемы.Инструменты могут стать дорогими при малых тиражах
- Эстетические проекты, в которых следы инструментов недопустимы. Постепенный процесс формования фактически устраняет следы инструмента!
- Сложные сечения
- Глубокие U-образные каналы с узкими отверстиями
Особые приложения
Профилирование идеально подходит для многих отраслей – некоторые очевидны, другие – нет. Многие из этих отраслей используют преимущества профилирования на протяжении десятилетий, в то время как другие все еще узнают о его достоинствах:
ПерилаМиллионы миль перил приобрели свою прочную и прочную форму в результате профилирования.
Оцинковать перила можно прямо на заводе. Добавление этого цинкового слоя помогает компоненту оставаться устойчивым в любых условиях.
Монтажные элементы панели солнечных батарейГнутые детали составляют каркасную систему , на которую крепятся многие солнечные панели:
- Крыши для коммерческих помещений
- Коммунальные солнечные электростанции
- Жилые крыши
Американские профилегибочные машины относятся к проектам на рынке солнечной энергии больше, чем к любому другому виду работ.
Строительный каркасБольшинство коммерческих зданий построено не со стальными стойками в стене, а с гнутыми элементами.
Они очень быстро выпускаются компаниями, которые очень привержены этой супер-нишевой отрасли и имеют необходимые специальные сертификаты. Архитектор должен знать, что деталь может соответствовать стандартам и требованиям по нагрузкам, прежде чем он даже рассмотрит это.
ТрубкиПочти все трубы изготавливаются в рулонах.Трубопроводы широко используются в производстве бытовой техники, автомобилей, архитектуры и т. Д.
Трубки могут быть квадратными, круглыми, овальными и прямоугольными. При профилировании все трубы свариваются без шва за счет зачистки.
Гнутые трубы изготавливаются из разных металлов. Однако иногда алюминиевые трубки изготавливают методом экструзии.
Сайдинг и кровляВся оболочка здания может быть изготовлена из гнутых элементов.
Вы увидите много металлических крыш на домах на северо-востоке. Это еще один сырьевой бизнес, в котором доминируют всего несколько профильных компаний.
Прочие конструктивные элементыЭти гнутые детали требуют большей толщины. Прогоны или Z-образные профили обычно используются для всех видов конструкций, работающих под большим напряжением.
Типичные области применения в автомобильной промышленности:
- Рельсы рамы
- Бамперы
- Балки дверные
- Наклоны на крышу
Вы можете заказать оконные стойки и перила из гнутых деталей.(Стойки – это вертикальные профили, а рельсы – горизонтальные.)
Полая оконная рама сокращает ваши расходы и придает вам элегантный дизайн. Кроме того, вы просто установите его, щелкнув!
Дверные элементыДверные коробки, кожухи и другие детали можно изготавливать с помощью роликов. Существует множество вариантов этого обрамления для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться.Формование этих деталей методом валков является довольно распространенным явлением.
«Стандартные» двери больших объемов используют профилирование кромок, верхнего и нижнего обрамления двери, что приводит к более низким затратам .
Вы также можете использовать профилированные детали для добавления остекления. Они могут быть установлены заподлицо или внахлест.
Наконец, некоторые поверхности дверей также подвергаются прокатке. В таком случае этот шаг обычно выполняется производителем двери, а не третьей стороной.
ЛифтыСистема отслеживания шахт лифта и некоторые структурные компоненты кабины изготавливаются методом профилирования.
Валкообразователи также могут классифицировать лифт. Внутренние декоративные элементы кабины также профилированы
.
Здесь задействовано множество профилей профилирования.
Все трубки, входящие в состав теплообменника хладагента , изготовлены из гнутой меди. Множество конструктивных элементов внешней оболочки изготовлено методом прокатки.
В коммерческих хранилищах продуктов этот процесс может быть использован для формирования:
- Пластины для защиты от пыли
- Направляющие из нержавеющей стали по краям
- Декоративная отделка и карниз для привлекательных витрин в продуктовых магазинах и магазинах товаров повседневного спроса
Любой вид транспортировки подлежит оптимизации за счет перехода на гнутые детали.
Конструктивные элементы шасси составляют большую часть отрасли. Это касается как автомобильного, так и строительного секторов. Вам нужны межкомнатные двери, которые защитят вашего конечного пользователя во время аварии? Используйте гнутые детали.
На прицепах и грузовиках задние элементы конструкции и шасси формируются в рулонах. На внешней стороне корпуса применена декоративная металлическая отделка.
ПоездаВ поездах сайдинг может быть профилирован из нержавеющей стали.Это распространенный маршрут городского общественного транспорта.
В поездах также используются конструкционные, а также внешние и внутренние декоративные металлические детали, изготовленные методом профилирования.
КораблиЕсть неиспользованный потенциал для декоративных металлических компонентов на судах. Рабочие и правительственные лодки, мы смотрим на вас.
В настоящее время не хватает креативности на внутренней мебели из нержавеющей стали. Все это квадратно и приземленно.
Возможности профилирования для кабельной разводки и лотков приводного стола имеются в большом количестве.Их можно повесить по длине корабля для удобства и надежности.
ЭлектроснабжениеКабельные лотки, кабельные каналы … они должны быть из стали. Почему бы не прокатить гнутую сталь? Эти изделия, как правило, изготавливаются из оцинкованной стали, с которой отлично справляются роллеры.
Медные шины / проводники обычно формуются в рулонах.
Стоимость формовки валков
Стоимость гнутых швеллеров определяется несколькими факторами:
- Сложность формы
- Труда
- Стоимость сырья
- Инструмент
- Объем заказа
Сложность формы
Сложность профиля и необходимая перфорация будут определять, будут ли здесь добавлены какие-либо затраты.
Высота профиля может увеличивать стоимость инструмента. Для более высоких профилей требуются инструменты для профилирования валков большего диаметра, что увеличивает количество необходимой инструментальной стали.
Труда
После того, как будет установлена линия профилирования, затраты на рабочую силу станут довольно дешевыми. Профилегибочное формование – это одностадийный процесс, поэтому здесь не требуется человеческого труда.
Стоимость сырья
Самые большие затраты на профилирование – это цена сырья, которая составляет 55-70% от окончательной цены.Прелесть этого процесса в том, что производит так мало лома , что он составляет всего 1-3% от общей стоимости.
Затраты на оснастку
Стоимость инструментов для профилирования – еще один прискорбный миф об этом процессе.
Во-первых, инструмент для изготовления любого металла может быть дорогим. При разумных покупках инструмент для профилирования валков не дороже, чем любой другой тип . Вот несколько способов контролировать затраты на инструмент:
- Если ваш производитель участвует в проектировании детали, он может оптимизировать деталь для инструмента для профилирования валков.
- Платежи могут амортизироваться с течением времени, чтобы избежать высоких первоначальных затрат.
- Ваш производитель может предоставить скидку на инструмент в обмен на обязательство со временем закупить определенное количество деталей.
- Роликовая машина, которая существует уже давно, возможно, уже имеет инструменты, которые подойдут для вашего проекта.
Объем заказа
Экономическая конкурентоспособность гибки валков не так зависит от объема заказа, как вы думаете .Конечно, большие объемы имеют смысл, но некоторые профилегибочные машины могут оптимизировать свой процесс и для небольших заказов.
Почему не так дорого, как вы думаете
Процесс гибки валков дает множество преимуществ:
1. Бесплатные материалы на линии
После покупки штамповочного инструмента вы эффективно получаете отверстия в детали бесплатно. Форма должна быть сформирована в любом случае, а процесс штамповки связан и непрерывен.
В отличие от других видов металлообработки, где добавление каких-либо элементов является повторяющимися и совокупными затратами, стоимость рулонной формы зависит от времени работы машины – независимо от того, сколько функций вы используете.
2. Меньшая стоимость детали
Стоимость добавленных инструментов окупается за счет более эффективных функций.
Сравните эту окупаемость с многоступенчатой работой цеха:
- Отрезать кусок
- Перенести в пресс или станок для лазерной резки
- Переносят на тормозной пресс, где кто-то устанавливает инструмент и сгибает вашу деталь в нужную форму
При использовании профилегибочного станка все это осуществляется непрерывно. Профилирование идеально подходит для повторяемых деталей и процессов.
3. Снижение затрат на рабочую силу
При меньшем количестве задействованных процессов вполне логично, что вы также выиграете от чрезвычайно низких затрат на рабочую силу. Речь идет о 6% от общей стоимости проекта , тогда как в мастерской это 15-20%.
4. Меньше ожидания около
Время выполнения заказа на каждую деталь лучше. Мы говорим всего лишь о 10% времени выполнения заказа в этом цехе .
5. Возможность совместной работы по оптимизации детали
Если ваш производитель предлагает помощь в проектировании, это может фактически сэкономить вам деньги за счет оптимизации детали для инструментов и процессов профилирования валков.
Профилегибочное оборудование Vs. Конкурирующие процессы
В правильной ситуации ваша компания может воспользоваться профилированием для эффективного производства деталей, подходящих для любой отрасли. Поскольку каждая ситуация уникальна, давайте глубже рассмотрим плюсы и минусы валковой гибки по сравнению с штамповкой, прессовым торможением, экструзией, литьем и ковкой.
Большинство этих конкурирующих процессов выполняется посредством горячей штамповки. Проблема заключается в том, что горячая штамповка – это очень специализированный процесс прокатки .Использование высоких температур и расплавленного продукта требует огромных печей, которых не так много. Покупка оборудования, необходимого для безопасного обращения с жидкой сталью, и поиск опытных рабочих для эксплуатации оборудования – это крупные инвестиции.
А разница…
Есть общие различия в конечном результате холодной штамповки и горячей штамповки:
- Скорость и качество обработки: Для горячей стали может потребоваться 50 валков для утонения заготовки, в то время как та же заготовка может потребовать 100 проходов при холодной прокатке.Но… с большим количеством валков вы можете получить более жесткие допуски на деталь и более качественный конечный продукт. Это может привести к увеличению затрат, но, возможно, это того стоит для вашего клиента.
- Прочность: Для аналогичных марок холоднокатаный металл может быть прочнее горячекатаного металла из-за наклепа. Если для детали, которая будет формоваться в рулоне, указан горячекатаный лист, вы все равно получите немного дополнительной прочности. Но это не будет соответствовать той прочности, которую вы получили бы, если бы начали со стандартного холоднокатаного материала.
- Использование в конструкциях: Формула стали для двутавровых балок отличается от той, которая используется при холодной штамповке. Он менее пластичен и тверже, поэтому его труднее сгибать в холодном состоянии.
- Ограничения по размерам: Стальной лист подвергается горячей прокатке только до определенной толщины. Длина гнутых деталей ограничена только количеством материала в рулоне.
Профилегибочное оборудование Vs. Штамповка
Штамповка не идеальна для небольших проектов, отчасти потому, что стоимость инструмента для штамповки огромна. При штамповке нельзя формировать длинные детали, и нельзя вносить изменения в рисунок штамповки.
Существуют определенные объемные приложения с простым дизайном, на которые можно наносить штамп. К ним относятся:
- Шестерни
- Двигатели
- Детали самолетов
- Электроника
- Телекоммуникации
- Оборудование
- Электроинструменты
- Приборы
- Фурнитура для замка
- Уход за газоном
- Боеприпасы
- Освещение
Профилегибочное оборудование Vs.Листогибочный пресс
Листогибочный пресс имеет те же недостатки, что и штамповка, и некоторые из них.
Листогибочный пресс также не подходит для более длинных деталей. Также он не превосходит сложные изгибы, углы и радиусы.
Отличие заключается в том, что на самом деле он намного лучше для заказов с небольшим объемом, чем для заказов с большим объемом.
Как правило, листогибочный пресс дает противоречивые результаты. Никогда не знаешь, когда у тебя останется царапин и других следов инструмента .
Применения листогибочного пресса включают детали из листового металла.
Профилегибочное оборудование Vs. Экструзия
Теперь все становится немного интереснее. Экструзия немного более конкурентоспособна с профилированием, чем наши первые два участника.
Во-первых, плохо. При крупносерийном производстве экструзионное оборудование и инструменты могут быть очень дорогими. Все требует вторичной обработки, и нет никаких дополнительных действий, которые можно было бы выполнять в оперативном режиме.
Экструзия – это еще один процесс, ограниченный размерами компонентов. Следует помнить о длине детали; тонкие компоненты – тоже вызов .
Тем не менее, нет недостатка в областях, в которых экструзия предпочтительнее, чем детали, формованные прокаткой, особенно при работе с алюминием. Структурные формы часто изготавливаются с помощью горячей прокатки (сочетание экструзии и прокатки) для достижения хорошего баланса веса и прочности.
Помимо структурных компонентов, приложения для экструзии включают:
- Трубка
- Алюминиевая банка
- Цилиндры
- Топливопроводы
- Рамки
- Трассы
- Рельсы
- Стержни
- Барс
- Фитинги
- Инжекционная техника
- Электроды
Профилегибочное оборудование Vs.Кастинг
Литье часто препятствует конкуренции со стороны порошковой металлургии, но также есть несколько случаев, когда прокатка сталкивается с ним.
С точки зрения эффективности литье не подходит для больших партий. С точки зрения качества, он производит детали с высокой пористостью – что, в зависимости от вашего применения, может быть большим запретом.
Вот приложения, в которых кастинг действительно становится жизнеспособным:
- Прототип
- Тяжелая техника
- Приборы
- Моторы
- Артиллерия
- Арт
- Кожухи и крышки
- Диффузоры
- Клапаны
- Корпуса фотоаппаратов
- Колеса
- Инструмент
Профилегибочное оборудование Vs.Ковка
Тепло, возникающее при ковке, приводит к очень твердым компонентам. Иногда это хорошо; в других случаях это буквальный рецепт неудачи. Высокая твердость отлично подходит для деталей, которые должны противостоять вмятинам и царапинам. Но с твердостью приходит хрупкость – компоненты с высокой твердостью имеют низкую ударопрочность, что делает их опасными для некоторых транспортных проектов.
Итак, где же стоит взглянуть на поковки?
- Шестерни
- Рулевые рычаги
- Валы
- Фланцы
- Клапаны
- Свёрла
- Розетки
- Крючки
- Шаровые опоры
- Ракеты
- Шкворня
- Балка моста
- Шасси шасси
- Муфты
Doing It In-House Vs.Аутсорсинг
Может быть, вы пришли к выводу, что профилирование хорошо подходит для вашего проекта. Если да, то что теперь?
Нужно принять решение – делать это самому или использовать контрактный прокатный станок.
Внедрение процессов профилирования в ваш бизнес – сложное вложение. Это больше, чем просто покупка профилегибочного станка, который можно включать и выключать по мере необходимости. Существуют дополнительные расходы и риски, которые многие предприятия, не специализирующиеся на профилировании, не могут понять – пока не станет слишком поздно.
Это не значит, что вы не можете этого сделать. Ваш уровень успеха просто зависит от ваших конкретных операций, потребностей и целей.
Три варианта:
- Купить профилегибочную машину онлайн
- Наличие у производителя нового оборудования разработки и установки индивидуального станка под ключ
- Аутсорсинг у опытного профилировщика
Есть три фактора, которые должны влиять на то, какой путь вы выберете.
1. Стоимость оборудования Vs.Рентабельность инвестиций
Профилегибочное оборудование – это больше, чем просто формовочная машина. Полная линейка включает:
- Погрузочно-разгрузочное оборудование
- Кран-манипулятор
- Система разматывания
- Пресс для предварительной штамповки (если в вашем компоненте есть отверстия, пазы или выступы)
- Система точной подачи / управления
- Летающий ускоритель отсечки с органами управления
- Отрезной пресс подходящего размера
Все эти характеристики линии должны соответствовать вашим формующим инструментам, штампу для предварительной штамповки и отрезному штампу.
Стоимость полной системы профилирования может составлять от 200 000 до 2 миллионов долларов , в зависимости от сложности вашего семейства компонентов. Большинство собственных систем могут производить только цельный профиль. Типичная линия может производить около 1,5 миллиона погонных футов в год при односменной работе.
Если вы планируете приобрести собственную систему профилирования рулонов, лучше всего производить большие объемы, чтобы добиться достойной рентабельности инвестиций.
2. Навыки оператора против. Контроль качества
В отличие от листогибочного оборудования, профилегибочные линии требуют операторов с многолетним опытом для обеспечения высококачественной продукции.Вот лишь некоторые из соображений по каждой строке:
- Толщина и свойства коммерческих металлов сильно различаются
- Прогоны с различными партиями металла требуют точной регулировки для получения ожидаемого профиля
- Необходимо произвести корректировку для учета упругого возврата более твердых металлов
- Для более толстых партий требуется больше места между инструментами для профилирования валков
- Неравномерное давление на валы для профилирования приводит к скручиванию и изгибу
- Учет растяжения деталей
- Предотвращение попадания металла в штампы
Могут ли ваши штатные операторы покрыть все эти базы? Тебе лучше на это надеяться.
Опытные производители профилегибочного оборудования гарантированно понимают и учитывают эти параметры. Они знают, как полностью использовать свое оборудование. Опытные операторы могут работать с несколькими профилями и металлами на одной линии.
Специалистов очень дорого нанимать на полную ставку для ваших собственных операций. И, если вам нужны сервисные подрядчики, у них, вероятно, не будет графиков, отвечающих вашим насущным потребностям. Это подвергает риску вашу цепочку поставок и ваших клиентов.
3.Внутреннее управление запасами Vs. Поставки от поставщика
Контроль над товарно-материальными запасами – основная причина, по которой компании реализуют проекты по производству профилей для производства валков своими силами. Но как управление запасами соотносится со стоимостью эксплуатации профилегибочного станка? Спросите себя:
- Будет ли линейный оператор на постоянной основе?
- Для больших объемов требуются постоянные рабочие группы. Сможет ли ваша компания сбалансировать затраты, объем производства и другие зависимые процессы этой рабочей нагрузки?
Сторонние производители рулонных форм уже имеют сбалансированные системы, обеспечивающие возможность непрерывной прокатки по приемлемой цене.
Они также могут управлять запасами за вас – будь то JIT (своевременная доставка) или поставки с большим запасом по мере необходимости. Чтобы затраты на складские запасы не подкрались к вам, минимизируйте запасы, обеспечивая при этом буфер для изменений спроса. Неопытное управление запасами может привести к дорогостоящим задержкам в цепочке поставок.
Подробнее о рентабельности инвестиций
Поначалу может быть страшно доверять третьей стороне. Если вы взвешиваете, стоит ли аутсорсинг вашего производства, помните, что аутсорсинг только одной части для U.Поставщик S. может повысить рентабельность инвестиций.
Это не сумасшедший разговор, если вы предложите увеличить количество отправляемых единиц товара на 20% – 50% ? Вот как и когда это возможно:
Когда обращаться к поставщику за окупаемостью инвестиций
Почти все поставщики имеют оборудование и процессы, разработанные для обеспечения индивидуальных функций, присущих уникальности их продукции. Независимо от того, вносят ли эти функции вклад в уникальную функцию или предлагают клиентам дополнительные возможности, они образуют основное отличие, поддерживающее их существование.Логично, что инвестиции этих специалистов в…
- Оборудование
- Люди
- Процессы
- Заводская площадь
… должен отдавать им предпочтение перед внутренними процессами.
Еще одно соображение: какие заказы вы будете выполнять? Товары в больших объемах могут поставить мертвую хватку на способность вашей организации увеличивать количество отгружаемых единиц. Если мощность линии ограничивается хотя бы одним компонентом с большим объемом , передача этой части на аутсорсинг может экспоненциально увеличить вашу прибыльность.
Прибыльность – это увеличение количества отгружаемых единиц при тех же затратах и существующих инвестициях. Для этого созданы опытные сторонние поставщики.
Таким образом, несмотря на то, что профилирование внутри компании подходит для некоторых компаний, это не рентабельная альтернатива для всех. Для многих контрактный профилегибочный станок обеспечит более высокую рентабельность инвестиций и снизит уровень нагрузки.
Следующие шаги
Если вы решили, что лучше всего передать производство внешнему профилегибочному станку, пора отправиться на охоту! Ищите партнера по профилированию рулонов, который предложит вам комплексную систему поставок.Правильный договор поставки приведет к:
- Экономия затрат
- Надежность сроков поставки и цепочки поставок
- Понимание структуры вашей системы снабжения
Удачи на охоте! Если вы не принимаете окончательное решение в своем OEM-производителе , вы можете столкнуться со скептически настроенным начальником. Если ваш проект соответствует хотя бы паре этих критериев использования профилирования, он будет продан:
- Объемы ваших заказов превышают рентабельность ваших текущих процессов.
- Отходы вашего лома вышли из-под контроля.
- Ваш текущий процесс неэффективен.
- Вам нужен больший контроль над процессами и инструментами.
- Вы хотите укрепить цепочку поставок с помощью запасов, управляемых поставщиками.
- Вы хотите воспользоваться преимуществами бережливого производства.
- Вам нужен более экологически чистый продукт.
Будем надеяться, что этот ресурс послужил аргументом в пользу профилирования при производстве компонентов. Если вы хотите лучше понять процесс или у вас есть конкретные вопросы по дизайну, свяжитесь с нами сегодня. Мы работаем с 1904 года. , поэтому мы можем быстро определить, какой производственный процесс подходит именно вам.
Пластинчатые ролики | JMTUSA.com
Ручной вальцегибочный станок с ручным приводом JMT-RB, хотя и не особенно сложен, способен изготавливать красивые конические детали, которые могут вас удивить. Благодаря прочному основанию из чугуна этому валку присуща стабильность. Характеристики качества звучат так, как если бы мы описывали прокатный станок гораздо большей стоимости.Валки изготовлены из среднеуглеродистой стали ASTM 1050, подвергнутой термообработке до необходимой твердости, обеспечивающей большой изгиб. На нижнем и прижимном роликах имеются канавки для лучшего захвата изгибаемой пластины или листа. Нижний и прижимной ролики регулируются вручную для получения точных результатов при гибке. С помощью этого недорогого вальцегибочного станка также возможна определенная степень конического изгиба. Для этой машины также доступны дополнительные аксессуары в виде закаленных валков, шлифовальных валков или закаленных и шлифовальных валков.
Продвигаясь вверх по эволюционной цепочке листовых валков, мы натолкнулись на линейку машин JMT MRB-E Motorized Initial Slip roll. В этой категории мы пользуемся более ориентированными на производство функциями. Снова мы начинаем с чугунной опорной рамой. Эта линия валков приводится в действие главным двигателем, который приводит в движение верхние и нижние валки. Размеры двигателей варьируются от 1 до 2 лошадиных сил с шириной от 3 футов 4 дюйма до 6 футов 7 дюймов. Допустимая толщина прокатного станка такого размера довольно велика, начиная от.От 048 до .125 из среднеуглеродистой стали. Коническое изгибание легко достигается за счет быстрого отсоединения верхнего валка. Как и в серии JMT RB, валки изготавливаются из A.S.T.M. 1050 закаленная и шлифованная сталь, обеспечивающая годы службы. Верхний и нижний валки приводятся в движение надежной коробкой передач. Для облегчения перехода на листы различной толщины регулируются как задние, так и нижние валки. Приятная особенность станка JMT MRB-E – двойная ножная педаль и кнопка аварийного останова прикреплены к довольно длинному кабелю управления, что позволяет разместить его в любом месте в радиусе 7-8 футов вокруг рулона.Нижний и прижимной валки стандартно поставляются с заводскими канавками для проволоки для увеличения силы захвата прокатываемого листа. Эти машины не забывают о безопасности, поскольку растяжка охватывает всю машину, обеспечивая благополучие операторов. Необходимое дополнительное оборудование для валков MRB-E включает цифровые считывающие устройства, закаленные валки и шлифовальные валки. Обратите внимание на эту линейку прокатных станков, одновременно экономичных и эффективных.
По мере того, как цеху требуется прогресс, для выполнения требуемых работ необходимо все больше и больше оборудования.Введите моторизованный начальный прижимной ролик JMT MRB. По мере того, как материал становится более тяжелым, необходимо добавить к базовой машине дополнительные функции, чтобы выполнить желаемую задачу. Все листопрокатные станки серии MRB имеют двигатели мощностью 3 лошадиные силы, часть мощности которых используется для регулировки заднего валка. Верхние и нижние ролики теперь приводятся в действие коробкой передач и зубчатым приводом. Единственный валок, который на этой машине регулируется вручную, – это нижний валок.
Моторизованный пластинчатый каток JMT-MRB снова начинает свою жизнь с чугунной рамы и A.S.T.M. 1050 валков из закаленной стали. Хит-парад качества продолжает звучать своей песней: электродвигатели мирового класса с вентиляторным охлаждением и защитой от перегрузки. Конечно, MRB может легко сгибать конические детали благодаря «откидному верхнему валку». Серия MRB может производить более точные высококачественные детали благодаря недавно разработанной электрической тормозной системе, которая улучшает производство деталей за счет исключения проскальзывания деталей. Высококачественные подшипники, высококачественная основа станка из чугуна, полированные валки, электрические компоненты мирового класса – все это гармонично работает, чтобы повысить ставки в этом сегменте листо-вальцового оборудования.Эти машины заполняют красивую нишу с рабочей шириной от 3 футов 4 дюйма до 6 футов 7 дюймов и допустимой толщиной от 0,15 дюйма до 0,135 дюйма. Высокопроизводительные листопрокатные станки можно приобрести по доступной цене. Эта вышеупомянутая цена не требует жертвовать безопасностью оператора. Машины JMT-USA MRB полностью защищены по всей рабочей длине с обеих сторон этих листопрокатных машин. Эти машины можно сделать еще более производительными с добавлением следующих доступных опций; Д.R.O’s, Панели дистанционного управления, проводные или беспроводные, нижний валок с электроприводом для зажима, удлиненные валки для гибки шлифованных, необшлифованных или секционированных валков. И снова в JMT-USA качество встроено, а не добавлено. Свяжитесь с нами сегодня, чтобы узнать, как JMT может увеличить производство с помощью вашего магазина. Наши компетентные, невероятно красивые, вежливые, умные, невероятно интересные сотрудники отдела продаж свяжутся с вами в кратчайшие сроки.
JMT-USA ЕСЛИ МЫ НЕ МОЖЕМ СМОТРЕТЬ ЭТО, БОГ ХОЧЕТ ЭТО ПРЯМО!
Когда производственной компании требуется производительность гидравлического листопрокатного станка, но она не может позволить себе сломать банк, мощные листопрокатные станки MRBS компании JMT-USA заявляют о своем присутствии.Обладая прочными средними характеристиками, эти новые валки MRBS имеют довольно тяжелый список грузоподъемности, которого наши конкуренты могли только пожелать. Обладая диапазоном ширины от 5 футов до 10 футов и допустимой толщины от 0,135 до 5/16 дюйма, эти листопрокатные станки обеспечивают превосходную производительность в пределах своего диапазона веса. Как и в случае с более тяжелыми собратьями, у этих станков есть снятые напряжения основания, вставленные во все необходимые области, которые затем обрабатываются на 5-осевом фрезерном станке c-n-c- для обеспечения максимальной точности там, где это важно.Благодаря подшипникам мирового класса, фирменным двигателям и основным электрическим компонентам MRBS JMT найдет применение в любом магазине любого размера. Стандартные функции были бы похожи на голливудский фильм, если бы Голливуд снимал фильмы о станках. С такими функциями, как; коническая гибка, точная гибка с помощью моторизованного тормоза, в больших размерах и большей грузоподъемности система поддержки нижних валков для повышения качества гибки. Закаленный A.S.T.M. 1050 среднеуглеродистых валков, продуманная портативная система управления, верхний и нижний валки с приводом от электродвигателя и коробки передач.Если этого недостаточно, вы можете добавить еще больше производственных возможностей с помощью этих дополнительных функций. Профильные валки, проводные или беспроводные панели дистанционного управления, шлифовальные валки, нижний валок с электроприводом для зажима и цифровые считывающие устройства. Если вам нужны производительность и долговечность станка, подумайте о JMT-USA.
JMT-USA «СИЛЬНАЯ В ОБСЛУЖИВАНИИ».
Трубогибочная машина своими руками
Трубогибочная машина своими руками . Переносной гидравлический гибочный станок Greenlee 777 (неполный комплект) 279 $.45. Простой поиск бывшего в употреблении трубогибочного станка на продажу неизбежно потребует большого количества трубогибов. Более того, инвестирование в трубогибочный станок является важным решением, требующим значительного объема информации и исследований.
Сверхмощный роликовый ролик, вальцегиб круглый, квадратный, плоский от www.pinterest.comМонтаж трубопровода на гидроагрегат, изогнутый трубогибом. Draper 65993 – это трубогиб для медных труб, изготовленный из литой под давлением сверхпрочной стали с роликами из углеродистой стали.Мой следующий проект – сделать трубогиб (трубогиб), посмотрим, насколько он будет хорош.
Итак, у вас есть труба, которую нужно согнуть, но нет трубогиба.
Простой поиск подержанного трубогибочного станка на продажу неизбежно потребует большого количества трубогибов. Кроме того, приобретение трубогибочного станка – важное решение, требующее значительного объема информации и исследований. При создании проектов, в которых используются металлические трубы, вы можете сгибать круглые или квадратные трубы без разрыва трубы.Maquina de curvar tubo olx, трубогиб Parker, трубогибы, трубогибы, трубогибы, трубогибы, жесткие трубогибы, трубогибы с роликовым каркасом. Ворота для овец, изогнутые с помощью трубогиба.
Источник: www.pinterest.comТакже убедитесь, что вы принимаете надлежащие меры предосторожности при использовании паяльной лампы, например носите очки и толстые перчатки.
Источник: www.pinterest.comСамодельный станок для гибки металла с использованием тормозного диска Сделайте это 3 rorty как сделать рулон своими руками держит простые трубки Сделайте трубу лучше всего Набор из 5 шт. Расширьте высокую прочность правильно согните самодельный станок для гибки металла и самодельный станок для гибки металла с помощью тормозного диска Сделайте это самостоятельно diy vidéo bender 3 rorty, как построить трубогиб… читать дальше »
Источник: www.pinterest.comПокупайте и продавайте почти все на объявлениях gumtree.
Источник: www.pinterest.comТрубогиб предназначен для создания сложных изгибов труб из низкоуглеродистой стали.
Источник: www.pinterest.comТрубогибочный станок используется для гибки ряда трубопроводов, но чаще всего;
Источник: in.pinterest.comИтак, у вас есть труба, которую нужно согнуть, но нет трубогиба.
Источник: www.pinterest.comMaquina de curvar tubo olx, трубогиб Parker, трубогибы, трубогибы, трубогибы, трубогибы, жесткие трубогибы, трубогибы с роликовым каркасом ,.
Источник: www.pinterest.comЕсли вы чувствуете боль при сгибании, немедленно остановитесь.
Источник: www.pinterest.comЛегко гните трубы с помощью этого простого самодельного трубогиба.
Знакомство с 3 типами вальцегибочных машин
Не все вальцегибочные станки одинаковы. Мы все это знаем. Но как отличить одно от другого? В зависимости от вашего проекта вам может потребоваться определенный тип ролика для выполнения работы. Именно тогда нужно принимать правильные решения. Чтобы обеспечить успех своего проекта, вы должны сделать правильный выбор.
Мы видим, что на онлайн-рынке рекламируется несколько трубогибов, например, ролик Baileigh, который вы видите в Интернете.Теперь откройте для себя различные типы вальцегибочных станков и выясните, кто должен их использовать и с какой целью.
Что такое гибка валков?
Гибка или прокатка валков – это процесс придания металлическому листу цилиндрической формы или дуги окружности. С другой стороны, регулярный изгиб просто формирует V, U или форму канала.
Ручной вальцегибочный станок
Этот тип трубогиба идеально подходит для работы своими руками. Если вам нравится гнуть трубы или трубы для клеток для ваших пушистых друзей, рамы для вашей мебели или каркасы для вашего автомобиля, этот вариант для вас.
Что делает ручной трубогиб наиболее подходящим выбором для энтузиастов DIY, так это его размер. Эти гибочные станки обычно портативны, потому что они ручные. Они не идут в комплекте с тяжелыми машинами, и вам нужно использовать только руку или ногу, чтобы управлять ими. Несмотря на свой размер, он все еще может с высокой точностью гнуть небольшие трубы и трубки.