Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода. - Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройстваПроцесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимыТолщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блокаВ работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
- диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
- система управления на основе драйвера и двух транзисторов;
- силовая часть из управляющего транзистора и выходного трансформатора;
- выходная часть из диодов и дросселя;
- система охлаждения из кулера;
- система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Видео инструкции
Сварка – своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно – без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь – сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов.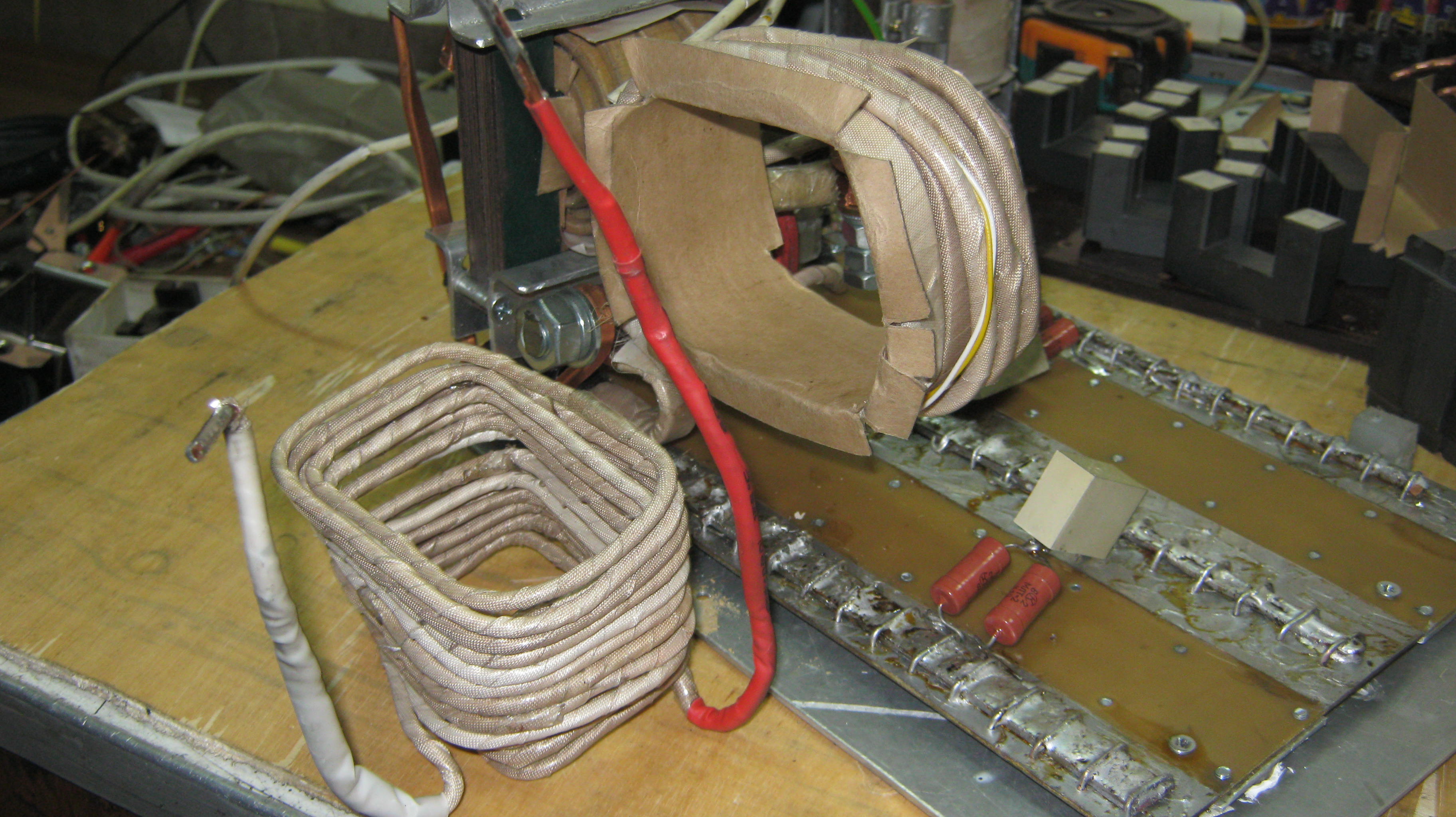 Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв – сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р – в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 – 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j – плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А – 8 А/мм2; при токе менее 200А – 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S – площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта – использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей “с полки” , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче – это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг – ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось – то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт – это уже пол дела – трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера – это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия – проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель – циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров – это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный “бублик” в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается – не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях – поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Если сечение выходит менее двух квадратных миллиметров – это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра. Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный “бублик” в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается – не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях – поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные – нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые – не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, “комфортно” тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки – они дают очень уж мягкую характеристику, тем не менее дело вкуса).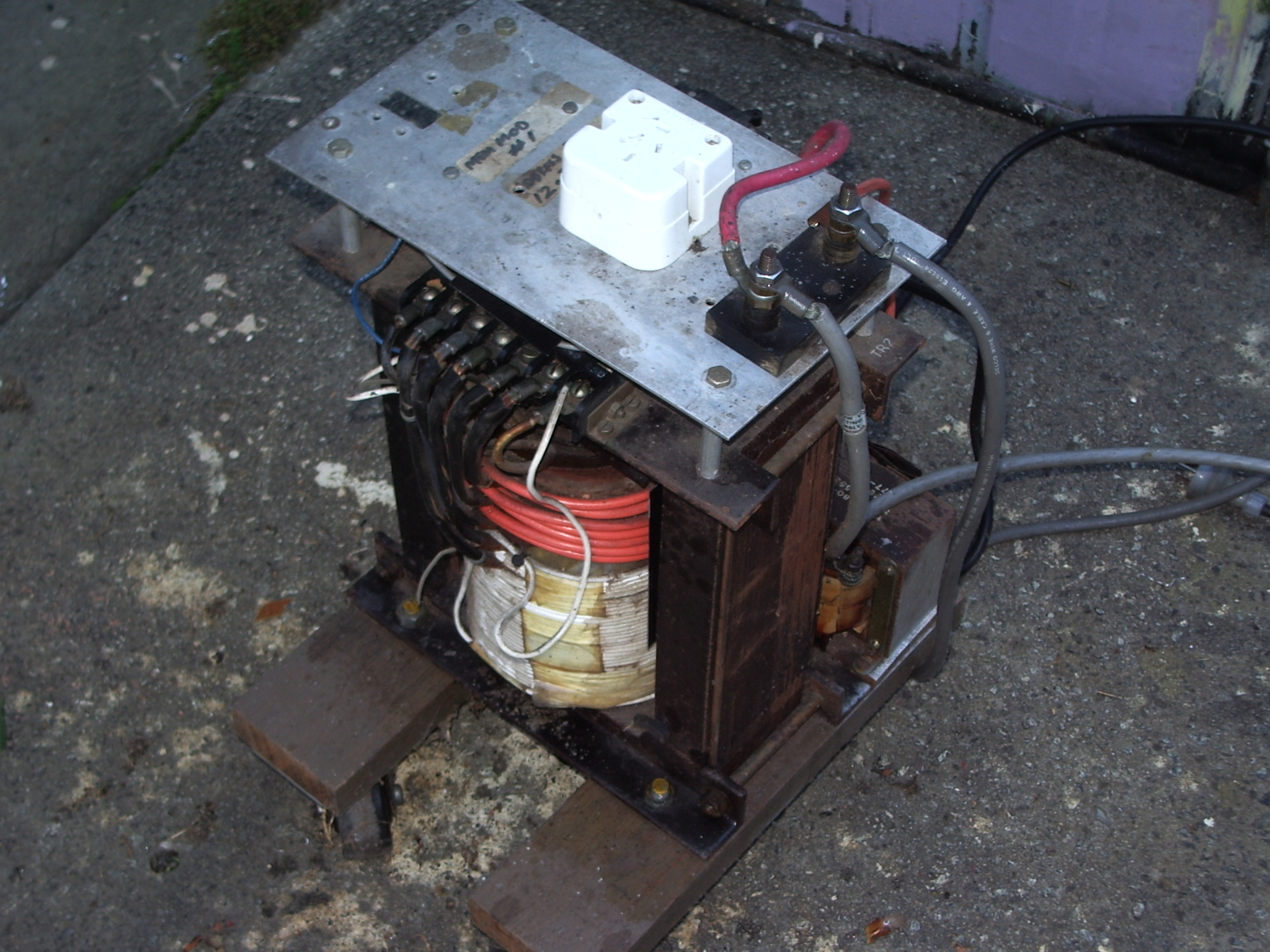 Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная – ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод – то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка – обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух – двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже – ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных “прикуривателей” , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с “вилками” из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем – нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка – ничего страшного, это тоже результат – он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком – то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости – о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки – это мы только что проверили. Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление – это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую – введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление – это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую – введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? – Не станем углубляться в объяснения о комплексных величинах, импедансах и т.д. – это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз – Нам придется найти еще один трансформатор – не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки – мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет – можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены – получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя – она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры – доматываем виточков пять и опять пробуем , если электрод липнет – отматываем витки , если все устраивает – фиксируем петельку провода – это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов – этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец – мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками – это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель – я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны – их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора – у меня они вырезаны из задних крышки старого телевизора – просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 – у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось – пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант – вполне пригодно.
В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны – их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора – у меня они вырезаны из задних крышки старого телевизора – просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 – у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось – пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант – вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты – ими завален весь интернет. Предложу опять эксперимент – делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть – стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера – останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети – получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет “что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?”. Есть ответ и на этот вопрос. Если все так туга – могу предложить два варианта, первый – вместо латра воспользоваться статором электродвигателя – описывать я не буду – достаточно набрать в поисковике “сварочник из электродвигателя” – результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит – у него на выходе два киловольта – может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая – тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить – она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) – их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. – потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть – меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 – тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные – последовательно – мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора “упакованы” в корпус от старого пылесоса. – Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные – последовательно – мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора “упакованы” в корпус от старого пылесоса. – Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах – тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса – трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель – тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе – металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
однофазный инвертор СВАРОГ в трехфазный . Ч.1.
Сварог TIG 200P AC/DC
Пришлось мне приводить в порядок старый дом в деревне. Без сварки мужику – сами знаете что. Фаза на краю деревни проваливалась на обычном сварочном трансформаторе так, что соседи приходили и в с держанном тоне предупреждали «по-хорошему».
Купил себе цацу TIG 200P AC_DC… точнее сначала был TIG 160 AC_DC, но его вынесли быстро вместе с линолеумом, поэтому о нем не будем…
Вот, соседи рады, я счастлив, т. к. от 40 до 90 ампер на тройку электрод и на TIG нержавейку – вполне достаточно. Вместе с новой проводкой в доме, договорился с энергосетями на подключение 3-х фаз – стало вообще кошерно, рейсмусовый станочек и все-такое… вах!
к. от 40 до 90 ампер на тройку электрод и на TIG нержавейку – вполне достаточно. Вместе с новой проводкой в доме, договорился с энергосетями на подключение 3-х фаз – стало вообще кошерно, рейсмусовый станочек и все-такое… вах!
Сварочный инвертор Сварог фото внутри
Однако, пришла нужда пару раз поварить алюминий…. тут то мне и взгрустнулось. Ток больше 90 А выкачать из одной деревенской фазы TIG 200P AC_DC ну никак не мог. Трещала защита, моргал свет,
ИБП на ОГВ после безуспешных попыток осознать, что происходит с фазой уходил в аут и реанимировался лишь после полного ВКЛ\ВЫКЛ. Пришлось побороть свою лень и включить мозк насчет того, можно ли из трех фаз взять понемножку, чтобы моему сварАппу хватило на рубашку (замечу, что гугл побрезговал мне помочь в этой теме)…
Ответственно, без личных эмоций, можно сказать что китайские модули собраны вполне прилично. Детали стоят ровно, платы покрыты лаком, полноценные радиаторы, практически все винты\болтики затянуты и маркированы красным лаком, провода зацеплены жгутами, спрятаны где необходимо в негорючие презервативы , честные медные шины на больших токах, т.е, если не знать что папа китаец — то выглядит пациент нормальным человеком. Сразу, чтобы делать операцию без осложнений – разгоняем кистью пауков и сдуваем пыль легочным компрессором…
Фото сварочный инвертор Сварог внутри: 1- блок импульсных трансформаторов и 2-Силовые транзисторы
Обращаем внимание на стандартную, для заявленных ТТХ, комплектацию модулей – то бишь, приличный сетевой фильтр импульсных помех (платка сзади внизу где входит провод 220v) дальше на переключатель ВКЛ\ВЫКЛ, после него провода идут на плату с релюшкой, которая с небольшой задержкой подает переменку на силовые выпрямительные диоды (две шоколадки в каждой по два независимых диода видимо) батарея конденсаторов на 400v, и с них выпрямленное и выглаженное питание идет на блок импульсных трансформаторов (1) спрятанных между радиаторами в левом модуле на фото. Правый модуль, по ходу дела, занимается импульсами тока и деланием его из постоянного снова в переменное когда это необходимо.
Правый модуль, по ходу дела, занимается импульсами тока и деланием его из постоянного снова в переменное когда это необходимо.
Дальше – лень разбираться, потому как нам нужно препарировать лишь часть схемы, которая до батареи конденсаторов.
Почти сразу нашел начавший обгорать болт (2) к которому прикручена медная шина, идущая на правый модуль.
Здесь на фото уже после восстановления новая гайка, затянутая на разогретую паяльником снизу шину, заодно плата снизу была к шине еще и припаяна.
Силовые транзисторы (3) кучей аккуратно придавлены к массивным радиаторам — лепота.
На следующем фото видны друг за другом два одинаковых разъема (5), в каждом по четыре параллельно провода желтых – это два переменных конца на полнопериодный диодный выпрямитель из двух шоколадок (4).
Пара пар красных проводов – это плюс с выпрямительного моста и пара пар черных — это минус.
Фото сварочный инвертор Сварог внутри: 4- диодный выпрямитель, 5- разъемы, 6-батарея конденсаторов
Если померить напряжение между красными и черными к ним еще подключена батарея конденсаторов (6), то с одной фазы набегает примерно 240-260v постоянки.
Откручиваем со своей стороны пару гаек и приподымаем плату (7).
Фото сварочный аппарат внутри
Да, верно, к желтым идет переменка, а выпрямленный плюс и минус уходит на конденсаторы.
Сюда бы нам и прилепить свой плюс и минус с выпрямленных трех фаз! Кстати, (12) это как раз восстановленный и пропаянный обгоревший контакт о котором говорилось выше.
Красный провод (9) переменка приходит с выключателя ВКЛ/ВЫКЛ, вместе с ним жгутом перетянут провод черный.
Это второй провод переменки и он тоже идет в плату, НО, видите за ним белую релюшку?
Она срабатывает чуть позже включения питания сварАппа и подает силовую переменку с черного провода на 4 желтых в разъеме и дальше на выпрямитель….
Возьмем этот момент на заметку!
В белом презервативе (8) видим два красных провода, идущих на выключатель ВКЛ/ВЫКЛ.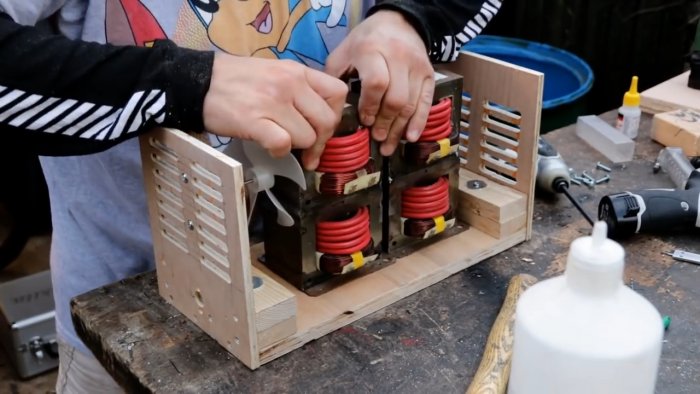
Это 220v которые вы включаете в розетку.
Начало этого провода (11) мы видим выходящим из платы ВЧ сетевого фильтра (вон там за 11 виден его дроссель).
Обратите внимание на черный варистор (10).
Ниже красный овальчик, в нем едва заметная дорожка на плате, она позже будет перерезана и освобожденный контакт перемычкой будет перепаян чуть в сторону.
Фотка будет ниже… плинн, я один вижу тюльпанчики или еще кто?!
Резюмируем — осмотр пациента внушает надежду на положительный исход от вживления трансплантатов и расширение возможностей функционала.
Можно планировать хирургическое вмешательство.
Теперь прикидываем «что и как».
Как выпрямить 3 фазы и вообще, что это такое. Снова google дает картинки в которых только гуру разберутся, звезды да треугольники, да действующие напряжения, мы и слов таких не знаем… сейчас сам нарисую, чтобы «все ежики» поняли…. Вот, смотрите кто еще не в теме, все очень просто, как два пальца.
Теперь, кратенький ассоциативный ряд:
Представим, что слева три тестера есть квартиры на одной лестничной площадке. В общем стояке проходят три провода «трехфазного напряжения 360в» (обозначены L1, L2, L3 разными цветами) и четвертый, общий\земляной\нулевой провод (в особенности не вдаемся).
До нулевого провода (NULL) можно дотронуться рукой, он прикручен к раме\дверце металлической крышки общего щитка на лестничной площадке, и он один\общий не только на вашем этаже, но и для всех во всем доме…. И даже в вашей розетке один из двух контактов есть именно этот нулевой провод. На рисунке он обозначен черным цветом и общий для трех левых тестеров.
Так вот, если померить напряжение между проводом NULL и любым из L1, L2, L3 то тестеры покажут 220в. И именно так, во все три квартиры на лестничной площадке разведены один из L1, L2, L3 и один общий NULL. НИКАКИХ 360в там нет!, вроде бы….
На каждой фазе (L1, L2, L3) относительно NULL, в форме синусоиды с размахом в плюс и в минус присутствует ЭДС, которая напрягает\давит электроны, заставляя их двигаться «туда-сюда», если цепь от фазы замкнется на NULL через какую либо нагрузку. Эта ЭДС, среди обывателей обзывается «напряжением» и условно обмеряется Вольтами. Для нас она в сети есть 220в. Итого, в розетку каждой квартиры приходит один NULL и одна фаза Lх, на которой, то в одну, то в обратную сторону появляется давление на электроны силой\напряжением 220в.
Эта ЭДС, среди обывателей обзывается «напряжением» и условно обмеряется Вольтами. Для нас она в сети есть 220в. Итого, в розетку каждой квартиры приходит один NULL и одна фаза Lх, на которой, то в одну, то в обратную сторону появляется давление на электроны силой\напряжением 220в.
САМОЕ ЗАГАДОЧНОЕ в «3-х фазном» — где же 360 вольт?
Дело в том, что синусоиды на L1, L, и L3 (смотрите изображение в предыдущей части) сдвинуты друг от друга по форме напряжения на 120 градусов , и если до сих пор мы замеряли напряжение на фазе относительно NULL провода, то замер напряжения одной фазы относительно другой преподнесет нам сюрприз – посмотрите на четвертый тестер внизу картинки. Если провести на графике линию в какой-либо момент времени, то можно сразу понять – «так вот они какие! 360в» Я точками отметил что показывает тестер, измеряющий напряжение между L1 и L2.
Теперь нам становиться понятно и явление, когда в нашем доме из-за электрика, который перепутал провода, горят холодильники и телевизоры.
Просто вместо NULL электрик пробросил соседнюю фазу и в розетке случилось двухфазное напряжение, которое после выпрямления в бытовом приборе дает вместо 250в на конденсаторах блоков питания все 400в с хвостиком, что в свою очереди разрывает электролитические конденсаторы, которые не рассчитаны на такое издевательство. В холодильнике и в лампочке, после непродолжительной борьбы сгорают обмотки и спиральки.
Однако, не торопитесь обвинять электрика.
Гораздо чаще, проблема носит техногенный характер. Где-то в сплетениях силовых проводов на подстанции рядом с вашим домом, а может даже в общем стояке, крыса или просто эрозия изоляционной обмотки на какой-либо фазе, замыкает фазу на NULL. ЭДС радостно разгоняет электроны по образовавшейся цепи в глубину нашей планеты, намертво сваривая место контакта. Через некоторое время, если у ЭДС хватает силы, NULLевой провод в сторону ядра планеты разогревается и переплавляется…. цепь в землю размыкается и… вуаля!
Через место сварки фазы с проводом NULL, который в направлении земли отгорел, а в направлении квартир остался цел (туда тока почти не было), мы получаем в розетке ДВЕ фазы! Последствия вам уже известны.![]()
Повезет только тем, кто висел на той же фазе, которая приварилась к NULL. У них просто все выключится без последствий (несмотря на то, что на обеих контактах розеток будет телепаться одна и та же фаза, и если за нее взяться рукой, то будет очень неприятно!).
Есть еще третий вариант последствий, просто с «отгоранием нулевого провода» и «перекосом фаз из-за разности нагрузок», но он чуть сложнее в понимании и не будем в него вдаваться.
Итак, теперь после теории, приступаем к практике.
С правой стороны рисунка с тестерами, показаны сравнительные результаты выпрямления 3-х фаз по схеме Миткевича (именно ее мы будем пользовать по ряду причин) И выпрямленное напряжение однофазное по полномостовой схеме, которая применяется в нашем сварАппе. Схематически такой выпрямитель справа.
Что можно сказать о них?
Первое, что трехфазный выпрямитель в отличии от однофазного дает пульсации 150Гц вместо 100Гц, и это хорошо для нас, т.к. силовая емкостная батарея заряжается на 50 раз в с екунду чаще (кстати, и служить будет дольше).
Второе, нагрузка от сварАппа разделяется на три части, что уменьшает просаживание линий, и это тоже дает нам выигрыш.
Третье, самое интересное – это закрашенная площадь действующего напряжения.
В выпрямленной однофазной схеме есть полный провал до нуля, а в трехфазной схеме его вообще нет.
Из-за такого расклада, емкости сварАппа заряжаются минимум в 1,3 раза эффективнее, а реально — эффективность будет еще выше!
Теперь, мы знаем, что при самом пессимистическом прогнозе, мы сможем поднять, в моем случае, допустимый сварочный ток с 90А до 120А. И это уже приятно.
Продолжение читайте в «Апгрейд: однофазный инвертор СВАРОГ в трехфазный. Ч.2»
Сварочный аппарат своими руками – 3 конструкции
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Трансформатор
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Снятие вторичной обмотки
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
 Ток будет регулироваться клеммами.
Ток будет регулироваться клеммами.В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.

Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
Самодельный сварочный инвертор своими руками — собираем из доступных деталей
Сделать инвертор самостоятельно реально, даже при отсутствии глубоких познаний в области электротехники, электроники. Для этого всего лишь нужно разобрать принцип работы подобного устройства, четко придерживаться готовой схемы. Если заняться изготовлением самодельного сварочного аппарата, который практически не будет уступать по техническим характеристикам заводскому аналогу, можно очень хорошо сэкономить.
Не стоит сомневаться, что сварочный агрегат, изготовленный самостоятельно, будет эффективно работать. Устройство, собранное по самой простой схеме, будет позволять варить электродами 3,0-5,0 мм, с длиной дуги – 1 см.
Подбираем конструкцию инвертора
- Ненужный компьютерный блок может быть корпусом установки.
- Комплектация сварочного инвертора своими руками неоригинальна, напоминает большинство прочих самодельных конструкций. Многие элементы можно заменить аналогами. При наличии основных деталей конструкции можно рассчитать оптимальные параметры корпуса и начать его изготовление.
- Подойдут готовые радиаторы от старых приборов, например, блоков питания ПК. Но их можно изготовить и самостоятельно, если есть под рукой шина из алюминия, толщина которой составляет от 2 до 4 мм, а ширина больше 3 см. Можно задействовать вентилятор от какого-либо старого прибора.
- Все детали больших размеров рекомендуется первоначально разложить на плоскости, чтобы можно было наглядно определить возможности соединения согласно схеме.
- Далее нужно определиться с местом под вентилятор. Он не должен гнать горячий поток воздуха от одних элементов устройства к иным. Если в данной ситуации присутствуют сложности, тогда можно воспользоваться несколькими вентиляторами одновременно, которые будут работать на вытяжку. Цена кулеров, их масса незначительны, но зато надежность агрегата в целом существенно увеличится.
- Основные элементы конструкции самодельного сварочного полуавтомата, отличающиеся большими размерами и массой – это дроссель и трансформатор. Рекомендуется их размещать по краям (симметрично друг другу) или по центру. То есть их масса не должна перетягивать аппарат в одну из сторон. К примеру, работать с установкой, подвешенной на ремне через плечо сварщика достаточно неудобно, когда она постоянно будет сползать в одном направлении.
- После того как все детали из сварочного инвертора расставлены по своим местам, необходимо определиться с параметрами днища для агрегата, вырезать из подручного материала, который обязательно должен быть неэлектропроводящий. Чаще всего для этих целей применяется стеклотекстолит, гетинакс. Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.
- Компонентами крепежа обычно являются шурупы, что упрощает, удешевляет сборку изделия.
 Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.
Если же данного материала нет, тогда подойдет обычная древесина, предварительно обработанная влагостойкими, противопожарными растворами. Крайний вариант даже отличается некоторыми достоинствами.Самодельная сварка: материалы для изготовления, основные характеристики
После сборки полуавтоматического сварочного инвертора по стандартной несложной электрической схеме, вы станете обладателем эффективной установки со следующими эксплуатационными характеристиками:
- напряжение – 220В;
- ток на входе – 32А, на выходе – 250А.
В схему сварочного оборудования с подобными техническими показателями входят следующие детали:
- блок питания;
- блок силовой;
- драйверы силовых ключей.
Перед тем как собирать самодельный сварочный аппарат, рекомендуется подготовить все компоненты по схеме, инструмент для выполнения сборки. Для такой самоделки понадобятся:
- нож;
- комплект отверток;
- ножовка по металлу;
- проволока, полосы из меди;
- паяльник для соединения деталей электронных схем;
- металлический лист малой толщины:
- резьбовые компоненты крепежа;
- компоненты для формирования электронных схем;
- текстолит;
- термобумага;
- слюда;
- стеклоткань.
Для применения в домашних условиях изготавливают чаще инверторы, которые функционируют от стандартной электросети (220В). Если существует потребность, то можно также собрать аппарат, который будет функционировать от трехфазной электросети (380В). Инверторы подобного типа отличаются собственными преимуществами, одним из которых можно обозначить довольно высокий КПД в отличие от однофазных изделий.
Намотка трансформатора
Чтобы произвести намотку трансформатора понадобиться полоска из меди: толщина – 0,3 мм, ширина – 40 мм. Проволока из меди подходит для высокого нагрева. Термопрослойку можно выполнить из бумаги, используемой для кассовых аппаратов, или ксероксной. Но второй вариант хуже, бумага не достаточно прочная, может порваться.
Проволока из меди подходит для высокого нагрева. Термопрослойку можно выполнить из бумаги, используемой для кассовых аппаратов, или ксероксной. Но второй вариант хуже, бумага не достаточно прочная, может порваться.
Лакоткань – оптимальный доступный изоляционный материал, желательно использовать минимум слой. Для электрической безопасности устройства можно поместить в обмотки пластины из текстолита. Напряжение зависимо от качества выполненной изоляции между обмотками. Длины полос из бумаги должно хватать для полного перекрытия периметра обмотки и еще должен быть запас – минимум 2 см.
Запрещено использовать толстую проволоку, так как работа инверторного сварочного аппарата основана на высокочастотных токах. Если взять такой провод, то его сердцевина при работе задействоваться не будет. В результате может произойти перегрев трансформатора.
Для того чтобы не допустить подобного эффекта, рекомендуется брать проводник минимальной толщины, большей площади. Поверхность подобного типа не перегреется, является эффективным проводником.
При выполнении вторичной обмотки рекомендовано использовать 3 полоски из меди, отделяемые между собой фторопластовой пластинкой. И снова выполняется термическая прослойка из бумажной кассовой ленты. Недостаток этой бумаги – темнеет после нагревания, но остается прочной на разрыв.
Вместо полоски из меди можно также использовать проволоку ПЭВ – диаметр не более 0,7 мм. Такой провод имеет большое количество жил – это его основное достоинство. Но подобный вариант обмотки намного хуже, чем медный, провода подобного типа обладают значительными воздушными просеками, из-за чего плохо стыкуются.
При использовании ПЭВ конструкция полуавтомата из инвертора имеет четыре обмотки (используется ПЭВ диаметром – 0,3 мм):
- первичная обмотка – 100 витков;
- 1-я вторичная обмотка – 15 витков;
- 2-я вторичная обмотка – 15 витков;
- 3-я вторичная обмотка – 20 витков.

Обязательно необходим вентилятор охлаждения трансформатора и всей конструкции. Для этих целей прекрасно подойдет кулер системного блока (220В, 0,15А).
Охлаждение
Силовые компоненты схемы самодельного сварочного инвертора, изготовленного самостоятельно, значительно нагреваются. Это может способствовать быстрой поломке. Чтобы не допустить их перегревания, кроме радиаторов охлаждения для блоков, нужно дополнительно устанавливать вентиляторы.
При наличии вентилятора большой мощности, можно обойтись только им. При этом поток холодного воздуха необходимо направлять на силовой трансформатор. При использовании вентиляторов небольшой мощности, к примеру, от старых ПК, их нужно около шести, три из которых будут охлаждать трансформатор.
Также, чтобы не допускать перегревания сварочного аппарата своими руками, рекомендуется устанавливать на наиболее нагревающийся радиатор температурный датчик, который при достижении максимально допустимой температуры подаст сигнал на автоматическое отключение.
Для эффективной работы вентиляционной системы в корпусе сварочного агрегата необходимо правильно установить воздухозаборники, решетки которых не должны быть перекрыты.
Настройка
Самодельный сварочный инвертор собрать несложно, и для этого не требуются значительные капиталовложения. Но выполнить его настройку без привлечения специалиста проблематично. Как сделать и настроить самодельный инвертор самостоятельно?
Инструкция
- Необходимо предварительно на плату сварочного агрегата подать напряжение. Блок станет издавать характерный писк. Сетевое напряжение также нужно подать на вентилятор охлаждения, который не допустит перегрева деталей, и агрегат будет стабильней работать.
- Когда силовые конденсаторы получили достаточную зарядку, необходимо замкнуть токоограничивающий резистор (проверяется работа реле, на резисторе должно быть нулевое напряжение).
Важно – если сварку подключить без токоограничивающего резистора, возможен взрыв!
- Использование подобного типа резистора существенно снижает скачки тока в момент подключения сварки к сети 220В.
- Наш инструмент вырабатывает ток более 100А. Данный параметр зависит от конкретно применяемой схемы, а вычислить его можно с помощью осциллографа.
- Проверка режима сварки на блоке управления самодельного плазмореза. Для этого нужно подсоединить к выходу усилителя оптрона вольтметр. Для устройств незначительной мощности среднее амплитудное напряжение должно быть порядка 15В.
- Далее нужно проверить выходной мост на правильность его сборки. Для этого подается от подходящего блока питания напряжение 16В на вход агрегата. Блок на холостом ходу потребляет ток порядка 100 мА, что стоит учесть при выполнении контрольных замеров.
- Работу своего самодельного инвертора можно сравнить с работой промышленного. На обеих обмотках осциллографом измеряется соответствие друг другу импульсов.
- Далее нужно проконтролировать работу сварочного устройства с конденсаторами. Необходимо поменять напряжение с 16В на 220В, подсоединяя инвертор напрямую к электросети. С помощью осциллографа, подсоединенного к выходным транзисторам, наблюдаем за формой сигнала, ее соответствие испытаниям на минимальном напряжении.

Инвертор для сварки является достаточно востребованным агрегатом в любой сфере деятельности: на производстве, в домашних условиях. А благодаря использованию встроенного регулятора, выпрямителя тока сварочный агрегат инверторного типа позволит добиться наиболее эффективных результатов сварки, если их сравнивать с результатами аналогичных работ с использованием стандартных сварочных агрегатов, на которых установлены трансформаторы из стали электротехнической.
Вывод
Сборка самодельного аппарата для точечной сварки не представляет особой сложности. Если для этого нет достаточного опыта, то можно всегда обратиться к специалистам за дополнительной консультацией. Но в результате можно собрать агрегат с дополнительными функциями, которых лишены заводские аналоги, и существенно сэкономить денежные средства.
Делаем вместе сварочный аппарат своими руками
Принцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов.
Самодельный сварочник
Сварочный аппарат одновременно технически сложное и очень просто устройство. Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше.
В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги.
Необходимый материал и инструменты
Первое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
Итак, приступаем к сбору нужных нам деталей и инструментов:
- Для сборки трансформатора, нам будут необходимы листы сердечника, О- , Ш- или П- образной формы. Если такие отсутствуют в наличии, их можно купить в любом магазине электротоваров.
- Провод из меди или алюминия. Мы советуем использовать именно медный, так как он способен проводить более высокое напряжение и выдерживать температуры выше, чем алюминиевый.
- Статор от двигателя, асинхронный.
- Изоляция для обмоток например лако- или стеклоткань.
- Электроды для сварочных работ.
- Детали для радиотехники.
- Самый простенький паяльник.
- Мелкие инструменты: зубило, напильники, пинцет с лупой.
- Припой для паяльника.
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками.
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
Схема блока трансформатора
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
Различные схемы сварочников
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства.![]() Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер, которые будет вытягивать горячий воздух из корпуса.
 Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Также следует добавить автоматические выключатели, которые защитят устройство от чрезмерных скачков напряжения. Такое устройство будет иметь значительно меньший размер и вес, благодаря облегчённой структуре используемого трансформатора.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
схема конструкции и особенности сборки
Во время ремонта или строительства часто требуются сварочные работы для соединения металлических конструкций. На сегодняшний день в продаже имеются различные модели аппаратов, не схожих по цене и конструктивным данным. Чтобы сэкономить время и деньги, можно изготовить самодельный сварочный аппарат с созданием определенного типа напряжения.
Технические особенности оборудования
Принцип рабочего действия сварочных аппаратов может быть основан на подаче постоянного и переменного тока.Последний вариант предназначен для малообъемных работ по соединению частей из металла небольшой толщины. Сварочная дуга, имеющая постоянный ток, считается более выносливой, потому как процесс пайки может проводиться на двух полярных полях: обратного и прямого напряжения. Во время сварки можно воспользоваться электродной проволокой без обмотки или применить электроды.
Для стойкости сварочной дуги, имея небольшое напряжение, рекомендовано совершать завышенную подачу тока при холостой сварочной обмотке.
Оборудование для пайки работает от электропитания с выходом в 220 В. Оборудование имеет мощные показатели по электротехническ
Выбор обмотки
Для первичной обмотки используют медную проволоку толстого диаметра, покрытой изоляционным материалом на основе стеклоткани. Можно применять также провода, имеющие прорезиненную основу. Не рекомендуются к эксплуатации шнуры, которые покрыты полихлорвинилом.
Вторичная обмотка должна состоять из 67-70 витков медной проволоки с насечками в 35 мм. Можно брать многоуровневый сетевой шнур или гибкий многоуровневый кабель. Изоляционный материал должен иметь теплостойкую и надежную основу.
Процесс изготовления оборудования
Чтобы не терять время на поиск тонкого провода, изготовленного из меди, стоит приобрести готовое трансформаторное устройство с выходом в 9А или взять за основу магнитный шнур от неиспользуемого лабораторного трансформатора. Для этого потребуется:
Избавиться от лишней арматуры и заграждений, чтобы добраться до старой обмотки и удалить ее.
Магнитный шнур необходимо отсоединить от обмоточных слоев с помощью электрокартона или лаковой ткани.
Трансформаторное устройство для сварки содержит первичный и вторичный обмоточный ряд. На первом этапе нужно совершить обмотку всего провода. Между обмоточным материалом следует встроить изоляционный материал.
Вторичная обмотка состоит из наматывания медной проволоки, помещенной в хлопчатобумажную ленту. Вторичная обмотка располагается поверх первичной и состоит из 45 витков.
Внутри шнур наматывается плотно друг к другу, а с внешней стороны он должен иметь зазоры. Это необходимо для охлаждения и равномерного распределения.
На создание самостоятельного оборудования понадобится несколько человек. Один человек обязан аккуратно, не зацепив соседних витков, протянуть и закрепить шнур. Напарник в это время должен придержать свободный конец провода, следя за его ровностью. В итоге должен получиться аппарат с выходом тока в 50-185 Ампер.
Если имеется готовый трансформатор на 9 Ампер, его нужно проверить на исправность обмотки — это поможет быстрей собрать сварочный прибор.
Если в качестве первичной обмотки брать готовую медную катушку, то можно в течение часа создать готовый трансформатор с выходом тока в 70-150 Ампер.
Для осуществления быстрого процесса потребуется провести демонтаж ограждений, платы постоянного тока и арматурного крепления. Выходы, имеющие 220В, необходимо пометить маркером. Остальные выходные части провода стоит изолировать и пригнуть к магнитному носителю. Монтаж осуществляется точно так же, как в первом случае, но с применением медной проволоки одинаковой длины и сечением.
Заключительный этап сборки
Готовый трансформатор помещают в специальный защитный кожух с изоляцией. Шнур первичной обмотки подводят к электропитанию в 220В кабелем. В приборе необходимо заранее вмонтировать автовыключатель для остановки аппарата.
Вторичную обмотку соединяют с гибким изолированным электропроводом. К первому проводу подсоединяют электродный держатель, а ко второму — сварочную панель. Второй, в целях безопасности, необходимо заземлить. В обязательном порядке должны быть такого рода элементы, как каска с защитным стеклом, спецодежда и перчатки.
Готовый сварочный аппарат на протяжении всей эксплуатации необходимо защищать от влаги и не допускать перегрева. Как видите, смастерить самодельное сварочное оборудование не так уж сложно, если иметь представление о технологии его изготовления.
Похожие статьи Цепь мини-сварочного аппаратадля малых сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется более подробно. Идея была предложена г-ном Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Данная схема, основанная на SMPS и требующая высоких характеристик мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Тана, схема самодельного небольшого сварочного аппарата – это то, на что будут обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на рабочем месте.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, так что в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки с помощью относительно простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, можно ожидать, что этот ток приведет к серьезным сварочным работам.
Вы можете проверить указанные выше характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу посредством коротких разрывов, а не непрерывного искрения дуги. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что конденсатор с электролитом также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для большего тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием под напряжением.
О Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!
Сделайте свой собственный сварочный аппарат «Wonder How To
Как к
: Сделать аппарат для сварки фольгиС трудом удерживаете предметы, которые нужно сваривать? Тогда посмотрите это видео, чтобы узнать, как сделать машину для быстрой сварки фольги.Сделать этот аппарат, который поможет в ваших сварочных проектах, действительно очень просто. Все, что вам нужно, это две небольшие доски и два шурупа.
Как к
: Поддерживайте зону транспортера на вашей швейной машинеЭкономьте деньги, выполняя техническое обслуживание швейной машины самостоятельно! Хотя есть различия между швейной машиной Singer, моделью Brother или машиной Janome, между ними есть много общего.В этом видео показано, как ухаживать за зубчатой рейкой на швейной машине и очищать ее.
Новости
: Создайте свой собственный генератор осциллирующих волнПоперечное волновое движение – это красивый эффект ряби, который возникает, когда движущаяся волна вызывает колебания, которые распространяются перпендикулярно направлению передаваемой энергии.(Например, через Википедию: «Если поперечная волна движется в положительном направлении оси x, ее колебания … подробнее
Как к
: Сделайте самодельный резьбонарезной станокЕсли у вас на рабочем месте есть какие-то детали, и вам нужно что-то с ними сделать, почему бы не попробовать сделать станок для нарезки резьбы.Конечно, вам нужны определенные детали, но если у вас есть почти все, что вам нужно, вы можете пойти и купить остальное, не тратя кучу денег. В этом … больше
Как к
: Сверните свою сигарету на ручном скручивающем станкеДля скручивания сигареты вам понадобится табак и другие составляющие, которые вам нужно добавить в сигарету, а также лист бумаги и ручной валик, чтобы скрутить сигарету.Сначала поместите лист бумаги на ролик и поместите его в положение, которое могло бы действовать как … подробнее
Как к
: Настройка сервера AsteriskНа протяжении многих лет мне нравилось играть с Asterisk.Я обнаружил, что Asterisk чрезвычайно мощный, и с ним весело играть. Есть несколько книг и множество разрозненных статей, но большинство из них устарели, и информация, необходимая для создания Asterisk с самого начала … подробнее
Как к
: Начни пользоваться швейной машиной как новичокУ вас есть швейная машина и вы хотите научиться ею пользоваться? Если это так, то это 10-минутное руководство, в котором представлена общая ориентация на использование электрической швейной машины, может быть именно тем, что вам нужно.Чтобы получить дополнительную информацию и начать работу на собственном компьютере, просмотрите этот простой в использовании … подробнее
Как к
: Создание пульсометра в After EffectsНе фанат Dr.офис? Что ж, в следующий раз, когда вам понадобится сделать ЭКГ, сделайте свою! В этом руководстве по After Effects руководитель Creative Cow Аарон Рабиновиц показывает вам, как построить собственный аппарат ЭКГ, не выходя из дома (или офиса). (Flatline не входит в комплект) Create a … more
Как к
: Заправьте нить в швейную машину и приступайте к шитьюПрежде чем вы сможете починить или создать одежду на швейной машине, вам нужно будет заправить нить.Это видео-руководство проведет вас через все необходимые шаги, от намотки шпульки до заправки нити в верхнюю часть самой машины. Для получения дополнительной информации и начала работы с потоками y … подробнее
Как к
: Сделайте дым-машину из бытового утюгаОживите свои вечеринки, сделав свою собственную машину для тумана, используя предметы, которые вы можете найти по всему дому.Вам понадобится * Утюг * Две алюминиевые сковороды глубиной около 5 дюймов или глубже * Ножницы * Алюминиевая фольга * Пистолет для горячего клея * 7 фунтов. галька или гравий * 20 унций. пластик б … подробнее
Как к
: Создайте непревзойденный охладитель тумана в этот ХэллоуинХотите добавить последние штрихи в Дом с привидениями? Тебе, друг мой, нужен Абсолютный Охладитель Тумана.В этом ролике от людей из MAKE вы узнаете, как построить такой, который можно назвать своим, примерно за час. Для получения подробных пошаговых инструкций и получения … больше
Как к
: Построить телеграф с азбукой МорзеХранение секретов в чужих руках требует отчаянных мер – а может быть, просто разумных.Если у вас есть секрет, лучший способ защитить его – использовать код, а лучший способ передать это секретное сообщение – через систему электронного телеграфа. Это видео покажет вам, как сделать … больше
Как к
: Изготовить быстрозажимной гильзовый пистолет из “Таксиста”.Этот видеоурок от IndyMogul покажет вам, как сделать быстросъемный гильзовый пистолет из «Таксиста».Роберт Де Ниро построил его в «Таксисте» Скорсезе, но Эрик Бек из INdy Mogul построил его по дешевке! В этом эпизоде Эрик создает печально известный пистолет с быстросъемным рукавом, который … еще
Как к
: Сделайте миниатюрную туманную машину из сухого льдаЧтобы получить великолепно выглядящий туман, вам больше не нужно идти в местный магазин кинопоказов или магазин Хэллоуина (который почти всегда закрыт 11 месяцев в году).Вы можете сделать самодельный вариант дымогенератора. Ладно, он не такой прочный, как электрогенератор, но если вы … еще
Как к
: Организация файлов и папок в Windows 7Top-Windows-Tutorials – отличный сайт, посвященный руководствам по Windows практически по всем вопросам, связанным с Windows.Независимо от того, являетесь ли вы компьютерным новичком или экспертом в области операционных систем Windows, в этих руководствах вы найдете полезную информацию, соответствующую вашему уровню знаний. Эти user frien … ещё
Как к
: Устранение распространенных проблем стиральных машинИтак, ваша стиральная машина мигает? Скопление грязной одежды? Вы стесняетесь своего маленького размера и не можете столкнуться с прачечной самообслуживания? Посмотрите этот видеоурок, чтобы сохранить румянец и в кратчайшие сроки снова запустить машину… Перво-наперво всегда всегда всегда … еще
Как к
: Сделайте рождественскую открытку из бумаги Cricut Paper PupsЕсли у вас есть устройство для резки бумаги Cricut, вы можете делать рождественские открытки Happy Howlidays, используя картридж Cricut Paper Pups.Станок Cricut предназначен для мастеров, которые хотят вырезать из бумаги и графики для скрапбукинга и изготовления открыток. Показанная карта будет иметь … еще
Как к
: Построить орнитоптерЭто летающая машина, приводимая в движение резинкой.Журнал Make Magazine покажет вам, как сделать свой собственный примерно за 10 долларов.
Как к
: Удалите воск для свечей с ковраХотите удалить засохший воск с ковра? Вам понадобятся четыре предмета: белое полотенце, обычный электрический утюг, раствор для чистки ковров и вытяжная машина с горячей водой.Для полной пошаговой демонстрации того, как удалить надоедливые пятна парафинового воска с вашего ковра, вы …
Как к
: Соберите ПК с процессором Core 2 Duo 3 ГГц менее чем за 450 долларовКогда вы покупаете компьютер, вы платите не только за составные части машины, но и за сборку всех этих частей вместе.Таким образом, сборка собственного компьютера может быть отличным способом сэкономить немного денег для технически подкованных. А если вы не сообразительны, приобретите смекалку с … еще
Как к
: Пришивной стационарныйВ этом видеоролике ReadyMade показано, как сделать свои собственные творческие сшитые канцелярские товары, сшивая бумагу вместе для различных целей.Все, что вам нужно, это швейная машинка (или игла с ниткой) и бумага.
Как к
: Преобразуйте свой мотоцикл на электроэнергиюЭто видео с практическими рекомендациями показывает, как построить свой собственный электрический мотоцикл; хороший способ перейти с газа на батареи, чтобы сохранить окружающую среду.Есть много сварочных работ, но ключ к сварке – это уронить деталь и проверить, остается ли она вместе. Шпиндели и звездочки должны совпадать … подробнее
Как к
: Сделать инфракрасные очкиКип Кей из журнала Make Magazine научит вас превращать сварочные очки в инфракрасные с помощью хитрости, которую он описывает в этом обучающем видео.Весь проект стоит всего 10 долларов. Чтобы воспроизвести этот прием дома и создать свою собственную пару инфракрасных очков в стиле стимпанк, следуйте инструкциям … еще
Как к
: Сшейте кружевное платье-топик на выпускной бал самостоятельноВ этом обучающем видео вы узнаете, как создать собственное платье-топ из кружева и тюля.Это будет полезно, если вам нужно уникальное платье на выпускной. Вам понадобится швейная машинка, ножницы, булавки, линейка, сантиметровая лента, нитки, пол-ярда серого трикотажа, тюль и … еще
Как к
: Ешьте здоровую пищу во время путешествий и проживания в отеляхХорошо питаться дома на самом деле довольно просто, если вы заранее спланируете, что вы собираетесь есть, приготовите себе еду и контролируете, где вы ее получите.Но как только вы начинаете путешествовать, еда, доступная вам, становится намного более ограниченной, в основном это касается мармеладных мишек и чипсов в торговых автоматах. …более
Как к
: Сделайте аппарат для дуговой сварки с автомобильным аккумулятором и карманной заменойДуговая сварка – это тип сварки, при котором используется источник питания для создания электрической дуги между электродом (электрическим проводником) и основным материалом для плавления металлов в точке сварки.Хотя вы, безусловно, можете приобрести сварочного аппарата для своего автомобильного магазина или ювелирного бизнеса, вы … больше
Как к
: Построить станок с ЧПУ с использованием двух старых приводов компакт-дисковВзгляните на этот учебный видеоролик и узнайте, как сделать свой собственный станок с числовым программным управлением (ЧПУ) из двух старых приводов компакт-дисков.Станки с ЧПУ служат в качестве контроллеров для ряда устройств, таких как станки, читая инструкции G-кода. Имея собственный станок с ЧПУ, вы … больше
Как к
: Самый быстрый способ исправить сломанные очкиУсовершенствованный сварочный аппарат, обычно используемый для ремонта ювелирных изделий.Короткий клип, показывающий, как микроскопическая сварка TIG восстанавливает оправы очков путем сплавления металлических поверхностей непосредственно друг с другом. Кадры высокой четкости, снятые с помощью камер HV10 и HV20.
Как к
: Отжим сахарной ваты в бутылочной крышкеЭто видео с практическими рекомендациями по кондитерскому искусству демонстрирует, что с помощью электродвигателя, крышек для сока, батареи и сахара вы можете сделать свою собственную машину для сахарной ваты.Не ждите карнавала или ярмарки, чтобы в следующий раз попробовать сладкую сладкую вату. Посмотрите этот видеоурок, чтобы увидеть … больше
Как к
: Сделать пердеж на машинеВ этом видео показано, как сделать пердящий автомат.Вот простая пошаговая инструкция, как сделать свою собственную Mega Fart Machine. От пукающих XL-2000 до бомб F-9000. Это так просто, что даже бабушка справится! Зачем ждать, идите и сделайте свою собственную Mega Fat Machine. Use … больше
Как к
: Выполнить стыковую сваркуВ этом уроке мы узнаем, как выполнить стыковую сварку.Сначала прочтите настройки сварочного аппарата и убедитесь, что все настроено в порядке. Теперь наденьте защитное снаряжение на свое тело и приступайте к сварке. Будьте осторожны и проделайте несколько отверстий в ме … подробнее
Как к
: Установите физический движок WOW-Engine в Flex 3Хотите установить физический движок для Flex или Papervision? В этом видеоуроке Майк Лайвли из Университета Северного Кентукки демонстрирует, как установить Wow Physics Engine в Flex 3 для использования с Papervision3D.Чтобы узнать больше и начать установку WOW-Engine на y … подробнее
Как к
: Победить аркадный автомат с падающими когтямиВойдите в аркаду или видеоигру, и вы увидите одну из этих хитрых машин с когтями или краном.Вы когда-нибудь видели, чтобы кто-нибудь выигрывал на одном из них? Возможно нет. У демонстратора видео есть собственная машина с когтями, поэтому он предлагает несколько советов по игре! Посмотрите это видео conning tuto … больше
Как к
: Покрасьте свою одеждуПосмотрите, как эксперт по гардеробам Барбра Горовиц продемонстрирует, как легко красить одежду дома.Все, что вам нужно, это соль, порошкообразный краситель и немного одежды. На самом деле вы можете покрасить одежду в собственной стиральной машине без особых усилий. Для очистки просто запустите пустую загрузку белья с … подробнее
Как к
: Заменить уплотнитель двери стиральной машиныПротекающая стиральная машина – проблема, которую нужно решать быстро.Любая утечка воды из машины может привести к тому, что ваш пол станет гладким и, возможно, создаст беспорядок, особенно если у вас есть ковер. В этом уроке вы узнаете, как заменить уплотнение на шайбу … подробнее
Как к
: Создание декоративной строчки на вышивальной машинеПосмотрите демонстрацию декоративного шитья различными нитками.Создайте свой собственный сэмплер на своей машине в качестве источника дизайна для будущих проектов. Пестрая машинная вышивка, машинная вышивка полиэстером, металлизированные нити. Часть 1 из 2 – Как создать декоративную строчку … больше
Как к
: Исправить негерметичный клапан стиральной машиныСтрадаете из-за негерметичного клапана стиральной машины? Возможно, это проще исправить, чем вы думаете, прежде чем вызывать сантехника, посмотрите это обучающее видео своими руками от разнорабочего Хаба Киркпатрика.Пошаговые инструкции по ремонту протекающего клапана стиральной машины вы найдете в …
Как к
: Сделать Vista быстрееВы разочарованы медлительностью Microsoft Windows Vista? Из этого видеоурока по Windows вы узнаете, как использовать инструмент «Производительность» в Windows Vista, чтобы отключить бессмысленные функции, которые вам не нужны, и ускорить запуск Vista в процессе.Для получения дополнительной информации или для … еще
Как к
: Используйте Virtual DJ с ноутбуком, DJ | iO и микшеромВ этом кратком видеоуроке ведущий покажет вам, как микшировать песни и ди-джея с помощью Virtual DJ.Он рекомендует использовать ноутбук как минимум с четырьмя гигабайтами оперативной памяти, иметь версию Virtual DJ 5.0 или выше, иметь под рукой микшер и иметь собственный аппарат DJIO с … подробнее
Как к
: Создайте комбайн для уборки сахарного тростника в MinecraftПосмотрите это видео, чтобы увидеть элегантное решение проблемы сбора урожая сахарного тростника.Оптимизируйте сбор урожая с помощью этой умной и эффективной машины. Посмотрите видео, чтобы узнать, как воспроизвести эту конструкцию и построить собственную машину для уборки сахарного тростника в Minecraft.
Как к
: Сделать жидкость для тумана своими руками для дымогенератораЕсли вы заядлый тусовщик, кинорежиссер или занимаетесь какой-либо другой деятельностью, в ходе которой вы часто использовали туманные машины, вам, вероятно, надоело платить за жидкость, чтобы они работали.Больше не надо! Посмотрите это видео, чтобы узнать, как сделать дешевую туманную машину своими руками … подробнее
Как к
: Безопасное удаленное управление компьютерами через VNC с помощью SSHVNC – отличный протокол, который вы можете использовать на машинах Windows и Linux для удаленного управления компьютерами.Это полезно, если вам нужно управлять компьютером вдали от дома, помочь бабушке проверить ее электронную почту или помочь клиенту с очисткой диска. VNC безопасен в том смысле, что … подробнее
Как к
: Исправить спутавшуюся посуду на стиральной машине с верхней загрузкойЕсли у вас есть стиральная машина с верхней загрузкой, у вас могут возникнуть проблемы с запутыванием.Это может раздражать, что случается регулярно. Но есть способ убедиться, что все, что вы положите в стиральную машину, останется незапутанным. В этом уроке вы узнаете удобный шаг … больше
Как к
: Подол джинсовЕсли вы хотите носить туфли на плоской подошве, которые сейчас в моде, вам, вероятно, придется подшить джинсы.с помощью этого урока вы можете сделать это сами. В учебнике используется швейная машина, но если у вас ее нет, вы можете сшить ее вручную.
Как к
: Сверните сигарету с Premier Supermatic ExcelAngelos714 описывает, как использовать машину для инъекций сигарет, чтобы сделать свои собственные сигареты.Видео представляет собой урок о том, как правильно скручивать сигареты с помощью Premier Supermatic Excel. Он рассказывает, какие виды табака он предпочитает, способы хранения табака, преимущества … больше
как построить недорогой сварочный аппарат
Easy Welding machine DIY! ⚡🔥 Дешевый, простой, компактный
27 июля 2018 г. Спасибо за вашу поддержку !!!! Не забудьте поделиться видео!) Больше просмотров заставит нас загружать быстрее !! Ссылки FACEBOOK https: // facebook…
作者: KREOSAN EnglishКак сделать сварочный аппарат в домашних условиях Top Review Zone
За исключением серийных аппаратов для дуговой сварки, большинство аппаратов для дуговой сварки имеют цикл, указанный производителем, в котором указано, сколько минут в течение 10 минут. -минутный период работы сварочного аппарата. Они рентабельны. По сравнению с другими сварочными процессорами, аппараты для дуговой сварки недороги и требуют минимального обучения для работы.
Снижение затрат на сварку 10 шагов
Организованная и логичная доставка деталей на сварочную станцию также является способом снижения затрат на сварку.Например, одна компания производила барабаны для смешивания бетона. В процессе производства компания произвела 10 деталей для одной секции, а затем произвела
DIY Машина для точечной сварки YouTube
01 февраля 2013 г. Страница канала: youtube / user / mopatin / Twitter: https: // twitter / mopatin Google +: google / + mopatin Как собрать аппарат для точечной сварки
作者: mopatinКак построить недорогой сварочный аппарат
Сварочные аппараты трением с перемешиванием MTI используются в исследовательских и опытно-конструкторских целях при проектировании и производстве всех видов аппаратов для сварки трением и систем, и требует меньших затрат энергии по сравнению с другими сварочными процессами.и при этом экономически выгодные, машины для
Очень недорогой аппарат для точечной сварки листового металла (портативный
Низкая стоимость этого аппарата для точечной сварки может быть снижена до нуля, если следующие предметы можно утилизировать вместо того, чтобы покупать, большую часть времени я соглашусь для компромисса между двумя. 1. Очень старая или испорченная микроволновая печь X1 (свалки переполнены ими) 2.
1. Низкая стоимость этого аппарата для точечной сварки может быть снижена до нуля, если вместо купил, большую часть времени я…2. Этот шаг описывает, как получить трансформатор из микроволновой печи 1. Разобрать микроволновую печь, не касаясь ничего на печатных платах … 3. Вся эта конструкция сделана из цельной доски, и единственные изменения, которые были внесены в нее, – это обрезать ее до нужной длины, таким образом, все … 4. Любой и каждый, кто имел дело со сваркой, знает, что при таких экстремальных температурах электроды разъедаются, как никто другой, поэтому я … 5. Для успешной работы точечной сварки ключ кроется в том, чтобы обеспечить пропускание большого количества тока через точку сварного шва в качестве этого переворота…6. Обратите внимание, как я использовал металлическую цепь, чтобы закрепить среднюю часть, я добавил это для прочности конструкции, так как вы не поверите, насколько это тяжело …Сварочный аппарат по низкой цене, сварочный аппарат по низкой цене
Широкий выбор сварки по низкой цене Вам доступны различные варианты оборудования. На Alibaba есть 2100 поставщиков, которые продают сварочные аппараты по низким ценам, в основном расположенные в Азии. Основными странами-поставщиками являются Китай, Малайзия и Гонконг S.A.R., из которых доля поставок недорогих сварочных аппаратов составляет 99%, 1% и 1% соответственно.
Amazon: Cheap Tig Welder
HITBOX 110V / 220V Tig Welder 200A Dual Voltage Arc D / C Stick MMA Inverter IGBT Digital Welder 60% Ducty Cycle High Frequency Digital Control (Модель: TIG 200A) 3,8 из 5 звезд 62. 229,99 $ 229,99 $. Доставка БЕСПЛАТНО. 2018 AHP AlphaTIG 200X 200 A IGBT AC DC Tig / Stick Welder с ИМПУЛЬСОМ 110 В 220 В ГАРАНТИЯ 3 ГОДА.
Счет за электроэнергию … стоимость эксплуатации сварочного аппарата Weld Talk
Как говорит Sberry, я вижу больше затрат, когда делаю что-то с помощью рабочих инструментов, чем сварка с помощью MM135.Фуговальный станок и настольная пила заставляют маленькое колесико в измерителе исчезнуть, как и воздушный компрессор. С другой стороны, если я подниму старую шумиху
Затраты на ремонт для сварщиков Miller Welding Discussion Forums
Если вы занимаетесь сваркой, но используете свое оборудование только вы, шансы на необходимость ремонта возрастают, но должно быть немного (например: Hawk, как указано выше). Вы должны иметь возможность списать стоимость ремонта. Если у вас есть сварочный бизнес или бизнес, который ежедневно использует сварщиков для разных рабочих, вы получите
Стоимость ремонта сварочного / плазменного резака Школа ремонта сварочного оборудования 查看 更多 结果Сварщик своими руками Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
2 марта 2015 г. Вариант сборки до 200 В (сварщики двигателей).Режимы Stick, TIG, MIG и зарядки аккумулятора. Чувство тока через ток возбуждения не совсем точное, но достаточно хорошее. Мой опыт работы с разными сварщиками показывает, что текущие настройки в любом случае приблизительны. 120А на одной машине действует иначе, чем 120А на другой. Процессор с сокетом PIC32.
Как построить недорогой сварочный аппарат
>>> Руководство покупателя сварочного аппарата. Поскольку стоимость сварочного аппарата частично зависит от того, сколько в нем сока. Иногда слабый ток вызывает нестабильность.И поддержка онлайн; как построить недорогой сварочный аппарат. Как создать сварщика eHow. Как собрать сварщика. Сборку сварщика можно укомплектовать обычными товарами.
Лучшие дешевые сварочные аппараты MIG стоимостью менее 400 долларов США в 2020 г. Welder Critic
9 ноября 2020 г. Завершает этот обзор сварочный аппарат MIG с сердечником из флюса на 120 В и сплошной проволокой, который также стоит менее 400 долларов США. Компания Smarter Tools заработала себе репутацию благодаря высококачественным недорогим электроинструментам, и этот MIG не является исключением. По цене вы получаете MIG с большой универсальностью, дающий вам широкий диапазон усилителей от 0140.
DIY Ультразвуковая сварка пластмасс Hackaday
20 января 2012 г. Я думаю, дело в том, что недорогая ультразвуковая сварка будет очень полезна для многих проектов DIY в целом, поэтому имеет сильное применение в области DIY в целом.
Оценка общих затрат на сварку Изготовление и металлообработка
Помимо затрат на рабочую силу, электроды и защитный газ, в общие затраты на сварку была включена плата за электричество, необходимое для питания сварочных аппаратов.Хотя в нашем примере стоимость электроэнергии на фунт сварочного металла никогда не превышала 0,40 доллара США, эта величина не является незначительной и поэтому была включена в расчеты.
5 Методы эффективного соединения металлов без сварочного аппарата
Припой – это сплав, плавящийся при низкой температуре, поэтому по сравнению со сваркой для пайки требуется меньше тепла. Плюсы пайки. Пайка – гораздо более безопасный процесс, чем сварка. Для создания сцепления требуется низкая температура. Он образует электрическое соединение и может быть использован для подключения электрических устройств.Минусы пайки
Какой самый дешевый способ собрать прицеп? Miller
Я должен быть честен здесь, и я думаю, что многие люди могут согласиться, но если у вас нет трейлера для использования в качестве донора (подумайте о трейлере для лодки) и дешевого источника стали (у меня есть свалка металлолома в том же комплексе мой магазин находится здесь. Иногда я покупаю вещи примерно за половину стоимости новых).
21 Прибыльные бизнес-идеи IronSteel NextWhatBusiness
Крючок для блузок – незаменимый предмет для швейной и швейной промышленности.Вы можете начать этот бизнес с одной машины и небольшими стартовыми капиталовложениями. Поэтому вы можете начать этот бизнес не выходя из дома. Читать дальше # 3. Диск сцепления. Диск сцепления является важным элементом автомобильной промышленности.
Сварщик «Сделай сам» Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
2 марта 2015 г. Вариант сборки для выхода до 200 В (сварочные аппараты двигателя). Режимы Stick, TIG, MIG и зарядки аккумулятора. Чувство тока через ток возбуждения не совсем точное, но достаточно хорошее. Мой опыт работы с разными сварщиками показывает, что текущие настройки в любом случае приблизительны.120А на одной машине действует иначе, чем 120А на другой. Процессор с сокетом PIC32.
Лучшие дешевые сварочные аппараты MIG стоимостью менее 400 долларов США в 2020 г. Welder Critic
9 ноября 2020 г. Завершает этот обзор сварочный аппарат MIG с сердечником из флюса на 120 В и сплошной проволокой, который также стоит менее 400 долларов США. Компания Smarter Tools заработала себе репутацию благодаря высококачественным недорогим электроинструментам, и этот MIG не является исключением. По цене вы получаете MIG с большой универсальностью, дающий вам широкий диапазон усилителей от 0140.
5 Методы эффективного соединения металлов без сварочного аппарата
Припой – это сплав, плавящийся при низкой температуре, поэтому по сравнению со сваркой для пайки требуется меньше тепла. Плюсы пайки. Пайка – гораздо более безопасный процесс, чем сварка. Для создания сцепления требуется низкая температура. Он образует электрическое соединение и может быть использован для подключения электрических устройств. Минусы пайки
DIY Ультразвуковая сварка пластмасс Hackaday
20 января 2012 г. Я думаю, дело в том, что недорогая звуковая сварка будет очень полезна для многих проектов DIY в целом, поэтому имеет сильное применение в области DIY в целом.
Постройте самодельный аппарат для дуговой сварки с помощью микроволнового трансформатора
См. Здесь множество советов по безопасности при сварке Вот действительно полезные инструкции, которые используются в этом проекте: построить сварочный аппарат на 70 ампер, крошечный сварочный аппарат Тим Уильямс домой Сделал сварочный аппарат (через afrigadget). Практическое руководство Дэна Хартмана тоже полезно для справки.
Аппарат для дуговой сварки Купить инверторный сварочный аппарат в Интернете
Купите аппараты для дуговой сварки на портале Industrybuying. Аппарат для дуговой сварки под флюсом, трансформатор для дуговой сварки, инверторный сварочный аппарат, трансформатор для однофазной дуговой сварки AMPS, автомат для резки – вот некоторые из полезных сварочных аппаратов, которые следует покупать онлайн только в лучших интернет-магазинах, среди которых промышленные закупки.
Решения по контролю сварочного дыма Lincoln Electric
Mobiflex® 200-M и 400-MS – это низковакуумные системы для удаления и фильтрации сварочного дыма. Их размер и мобильность делают их идеальными для небольших производственных предприятий. СТАЦИОНАРНЫЙ Statiflex 200-M, 200-M Dual Arm и 400-MS – это стационарные настенные низковакуумные системы, предназначенные для легкого и среднего извлечения и фильтрации
Оценка ваших затрат на сокращение FABRICATOR
Определение затрат.Чтобы сравнить экономику этих машин, затраты были разделены на три категории: 1. Рабочая сила: затраты, связанные с работой машины, включая время на обработку сырья, готовых деталей и остатков, а также на обслуживание оборудования во время его работы (при необходимости). . Чтобы оценить эти затраты, вы должны знать почасовые расходы оператора, количество времени, которое потребуется.
Сварочный аппарат MIG Купить MIG Welder Three Phase Online в
Сварочные аппараты MIG, разработанные для обеспечения превосходной производительности, используются для выполнения точных сварных швов при соединении таких металлов, как низкоуглеродистая сталь, нержавеющая сталь, медь и титан.Помимо аппаратов для сварки MIG и аппаратов для сварки TIG, аппараты для дуговой сварки специально спроектированы и разработаны с использованием современных передовых технологий. Они
Механическая обработка Оценка стоимости производства, котировки и ставки
Оценка стоимости механической обработки, котировки и ставки Введение: Почему оценка стоимости так важна. Независимо от того, производите ли вы свой собственный продукт для продажи или работаете в сервисной мастерской, которой необходимо производить детали для других, вам необходимо иметь возможность оценить затраты, связанные с их производством.
Лучшие сварщики для начинающих 2020: обзоры 10 лучших сварщиков с
23 ноября 2020 г. Сказав, что современные производители сварочных аппаратов делают его все более доступным и доступным даже для начинающих с самым ограниченным бюджетом. Вы можете ожидать, что самые качественные и высокопроизводительные сварочные аппараты начального уровня будут стоить от 500 до 800–1000 долларов. Заключительные слова
Получите лучшие цены на электросварочные аппараты в Индии
Сварочный аппарат: выберите правильный для хороших результатов.Металлы можно соединять несколькими способами с применением сварки. Во всех этих технологиях энергия преобразуется в тепловую форму, что в конечном итоге приводит к плавлению сплава или металла.
55 Идеи сварочных проектов для строительства дома или продажи
0Последнее обновление: 12 марта 2021 г.
Независимо от того, являетесь ли вы сварщиком-любителем или профессионалом в своей области, проекты «сделай сам» могут быть очень интересными. Но еще лучше, когда у вас есть планы по работе, которые были опробованы и проверены, так что вы знаете, что ваш труд окупится.
У нас есть список из 55 проектов, больших и малых, от простых до более сложных, предназначенных для внутреннего и внешнего использования. Каждый проект был выполнен хотя бы один раз, но обычно несколько раз. Они поставляются с подробными инструкциями и фотографиями, а некоторые включают видеоролики, в которых показано, как именно их выполнять.
Списки разделены на начальные и продвинутые проекты. Просмотрите и выберите следующий предмет для изготовления.
Рекомендуется: Вы можете щелкнуть, чтобы увеличить содержание ниже, чтобы получить полный обзор.
Сварочные проекты для начинающих
1. Проект “Сварка пазлов” подкова “
Если вы любитель головоломок, эта классическая головоломка-подкова – идеальный вариант для вас. Я все еще не могу снять это кольцо, но если вы будете следовать инструкциям, это несложный проект, и вы можете быть умнее меня и разделить их.
2. Ваза для цветов в деревенском стиле
Такой простой проект может быть действительно эффективным в подходящем месте.Мне нравится деревенский вид, и за время, необходимое для его изготовления, это будет отличный выбор для изготовления вашего дома. См. Инструкции здесь.
3. Сварные портреты пр.
У каждого есть любимый персонаж или человек, который их вдохновляет, и вы можете даже повесить их фотографию на своей стене. Раскройте свой творческий потенциал с помощью этих портретных инструкций и воплотите их в жизнь, пригодную для сварки. Невероятно, насколько реалистично они выглядят всего с несколькими сварными швами.
4. Держатель для винных бутылок
Если у вас завалялась старая цепь, очистите от нее свой сарай и превратите его в подставку для вина вот так. Он отлично выглядит и очень полезен для надежного удержания бутылки с вином. Как видно из инструкций, это просто сделать, и вам потребуется меньше получаса.
5. Стол угловой
Угловые столы – отличный вариант для использования пространства. Мне нравятся стабилизирующие перекладины между концевыми рамами.Это делает его очень прочным и придает ему стильный вид. Прочтите эти инструкции, чтобы изготовить его для себя.
Проекты промежуточной сварки
6. Идея проекта «Светящийся цветок»
Вы можете добавить сияния в свой сад с помощью этой продуманной конструкции ложки. Это простой проект, который будет потрясающе смотреться на вашем заднем дворе. Попробуйте изготовить это для себя.
7. Тележка для хранения дров
Никто не любит таскать к своему камину ведра дров.Вместо этого следуйте инструкциям для этого проекта. Он не только служит тележкой; ее также можно использовать как деревянную полку для дома.
8. Простой набор лестниц
Прочтите эти инструкции, чтобы узнать, насколько легко можно изготовить лестницу. Отображаются только две ступеньки, но гладкая планировка даст потрясающий результат для любого количества лестниц, которое вам нужно в вашем доме.
9. Полки подвесные
Эта система подвесных полок невероятно прочна и придает современный индустриальный вид любому помещению, в котором она установлена.Это простой дизайн, легкий в изготовлении и очень эффективный. Я впечатлен.
10. Маленькая садовая решетчатая арка
Есть ли у вас немного сварочных навыков? Дайте вашим лозам место для роста с этой садовой решеткой. Это простой дизайн, который отлично выглядит и обеспечит зону роста, необходимую для разведения лоз.
11. Решетка в форме дома
Для некоторых более крупных лоз, таких как маракуйя или виноград, эта решетчатая решетка в форме домика станет потрясающим дополнением к вашему саду.Он будет отлично смотреться с покрывающими его лозами, а его высота идеальна для легкого доступа. Следуйте инструкциям здесь.
Продвинутые сварочные проекты
12. Расширенный атом пр.
Можете ли вы представить, что в одной пылинке их миллион миллиардов? Невероятный! Попробуйте сварить один из этих гигантских, следуя приведенным здесь инструкциям, и вы сможете полюбоваться дизайном атома в расширенном виде.
13. Горелка для микрокружек
Устали от остывания кофе? Сделать эту микроконфорку специально для вашей кружки не составит большого труда. Теперь вы можете наслаждаться горячим кофе в любое время дня. Просто следуйте этим инструкциям.
14. Тележка сварочная пр.
.Это любимый проект каждого начинающего сварщика. Так удобно иметь тележку, на которой сварщик перемещается, вместо того, чтобы таскать ее взад и вперед вручную или с самодельной тележкой, не предназначенной для сварщика.Следуйте инструкциям здесь.
15. Проект сварки стальной розетки
Все мы знаем, как много значит покупка цветов для определенных людей, но я считаю это пустой тратой, учитывая, как быстро они служат. Эта потрясающая роза произведет неизгладимое впечатление, которое не увянет, как садовая роза. Если ее не подарить, она может стать прекрасным дополнением к вашей каминной полке. См. Инструкции здесь.
16. Creative Log Burner Fireguard
Наблюдать, как их малыш обжигается, – худший кошмар для каждого родителя.Следуя этой схеме, вы получите уникальную самодельную пожарную охрану, которая поможет обезопасить ваших детей. Еще одна идея – взять эту конструкцию и с ее помощью сварить собачью клетку.
17. Каминная перегородка из нержавеющей стали пр.
Взгляните на инструкцию к этой каминной ширме, если хотите сделать ее для себя. Это просто, но имеет привлекательный вид и помогает защитить камин от проникновения посторонних рук.
18.Тандемный велосипед
Я мечтал приобрести велосипед-тандем, и теперь это стало реальностью с этим самодельным велосипедом. Ознакомьтесь с инструкциями и посмотрите, сможете ли вы создать такой же крутой. Вашей семье и друзьям это понравится.
19. Картинг багги
Этот проект выглядит забавным. Это может показаться немного сложным для погружения, но с несколькими подержанными предметами вы будете удивлены, насколько доступно и легко это сделать, если вы будете следовать инструкциям.
Табуреты, скамейки и стулья
20. Стул простой
Иногда лучше меньше. Простой и чистый дизайн этого стула делает его быстрым проектом, который оказывается сильным и эффективно подойдет любому, кто захочет сесть на него.
21. Барный стул с конической спинкой
Темно-коричневый и черный всегда так хорошо сочетаются друг с другом, особенно с этим барным стулом. В конструкции используются угловые секции для привлекательного внешнего вида, позволяющего снизить вес без ущерба для прочности.
22. Стул подвесной
Эти впечатляющие табуреты могут быть вашими, если вы хотите получить сварку с таким дизайном. Они полностью сделаны из металлолома, который можно найти в ближайшем магазине металлолома, и на них очень удобно сидеть.
23. Скульптурная скамья
Если вы увлекаетесь искусством или вам нужен какой-то предмет в доме, эта скульптурная скамья может быть именно тем, что вам нужно. Он уникальный, прочный и удивительно простой в изготовлении. Взгляните на инструкции здесь.
24. Табурет для регулировки высоты
В моем местном магазине Pizza Hut они есть по всему магазину. Они отлично подходят для быстрой адаптации для людей разного роста. Это еще один из наших проектов по сварке для начинающих с четкими инструкциями, который оказывается исключительным.
25. Гамак Кресло-качалка
Многим людям нравится отдыхать в гамаке, но им может быть неудобно входить и выходить, а некоторым людям просто некуда повесить гамак в своем доме.Эта конструкция кресла-качалки в виде гамака может решить обе проблемы. Его не нужно вешать, и он качается, чтобы помогать вам входить и выходить.
26. Стильный табурет
.Обычно одна нога на табурете портит ее намерение. На этот раз его прочность остается прочной, но при этом он имеет уникальный вид, который будет выделяться в комнате. Прочтите инструкции, чтобы изготовить его для себя.
Столы и парты
27. Набор парных столиков для блоков
Иногда хорошо иметь дополнительные столики или стулья у дивана, когда к вам приходят друзья, но пространство часто может быть такой проблемой.Этот продуманный дизайн позволяет аккуратно положить один под другой, а также установить дополнительную пару столов или стульев. Это блестящая идея.
28. Журнальный столик
.Столы могут стоить целое состояние, а если у вас есть дети, их можно забить молотком. Этот журнальный столик из поддонов стоит недорого и выдержит большинство брошенных на него предметов. Даже горячие следы от кружки только добавят деревенскому виду. Ознакомьтесь с инструкциями здесь.
29. Современный уличный стол
Дизайн этого стола намного проще, чем кажется.Если вам нравится мебель современной формы с теплым естественным видом, это будет идеальным вариантом для вас.
30. Уникальный квадратный журнальный столик
Эти журнальные столики невероятно просты по своей конструкции, но создают потрясающий вид, который создает иллюзию большего пространства в гостиной и при этом обеспечивает много места на столе. Попробуйте этот проект для новичков в сварке и расскажите, чем все закончилось.
31. Полный набор обеденных столов
Вам нужен новый полноценный столовый гарнитур? Если вы хотите создать что-то, что выглядит потрясающе без особых затрат, ознакомьтесь с этими инструкциями, чтобы оживить этот стол в своем собственном доме.Вы можете создать четыре одиночных стула или две сидячие скамейки, если вам не нравится смешанный вариант здесь.
32. Тройник стол
Если вам нужно серьезное рабочее место или вы хотите заполнить пустую часть вашего дома или рабочего места, этот стол-тройник подойдет. В инструкциях показано, насколько он прочен, но это несложный проект.
Освещение
33. Потрясающий уличный свет
Это один из моих любимых дизайнов в нашем списке.Его просто сделать, но он создает эффектный вид, который вы можете повесить в собственном доме. Попробуйте сами.
34. Звездный свет
Будь то Рождество или вы хотите осветить свой дом, этот звездный свет станет блестящим проектом. Внесите немного творчества в свой дом с таким проектом ручной работы, как этот, без необходимости придумывать дизайн. Просто следуйте этим инструкциям.
35. Дерево при свечах
Это похоже на елку, только лучше.Он имеет простой минималистский вид с естественным свечением огня и не оставляет следов иголок от елки на вашем ковре. Ознакомьтесь с дизайном здесь.
36. Шарик и цепь
Кто в последнее время беспокоил вас? Следуйте этим инструкциям для решения вашей проблемы. Это не самый тяжелый мяч, который можно таскать, но он преподнесет урок любому, если он будет прикреплен к нему на целый день. (Мы, конечно, шутим, но из этого получится интересное произведение искусства.)
Декор
37.Гигантский паук
Я не фанат пауков, но этот размером с крышу впечатляет. С несколькими изгибами, несколькими сварными швами и старым шаром для боулинга за 5 долларов из местного благотворительного магазина вы тоже можете иметь шар на крыше. Ознакомьтесь с дизайном здесь.
38. Сороконожка
Не знаю, что страшнее, паук или эти многоножки. В любом случае, дизайнер проделал отличную работу, и вы можете следовать его инструкциям, чтобы сделать некоторые из них для себя.
39. Многоугольная чаша из нержавеющей стали
Нужна ваза для фруктов или декоративный предмет для скамейки? Этот проект отлично получится, если у вас есть доступ к пластине из нержавеющей стали.Приятно начинать такой умный проект, когда кто-то проделал за вас тяжелую работу и придумал дизайн, а с правильными инструментами и поддержкой это может быть хорошим сварочным проектом для начинающих.
40. Ваза из нержавеющей стали
.Подобно многоугольной чаше выше, эта ваза имеет впечатляющий дизайн, который будет дополнять любые цветы, добавленные к ней, но при этом прекрасно выглядеть как отдельная деталь. Прочтите инструкции, чтобы подготовиться к следующему предприятию.
41. Ваза для улицы
.Эта уличная ваза сделана из клетчатой пластины, которая выглядит потрясающе, но вариант из нержавеющей стали также будет отличным вариантом. Выберите понравившийся материал и приступайте к сварке, следуя этим инструкциям.
42. Букет цветов
.Вы изо всех сил пытаетесь найти идеи подарков для этого особенного человека в вашей жизни? Или, может быть, вы слишком заняты в мастерской, чтобы пойти и что-то купить? Какой бы ни была проблема, решите ее с помощью этого креативного цветочного дизайна.Им понравится красочная конструкция, и они не будут возражать, когда вы будете в мастерской, чтобы закончить ее.
43. Биплан из нержавеющей стали
Мне нравится финальный результат биплана. Хотя инструкции заканчивают его краской, я страстно люблю чистую нержавеющую поверхность и лично протравил / отполировал ее и оставил как есть. Независимо от того, как вы хотите, чтобы он закончился, прочтите инструкции и почувствуйте гордость, имея этот шедевр для себя.
Костровые ямы и печи
44.Дровяная печь
Обожаю эту красотку. Он небольшой, но имеет длинный дымоход, чтобы не допустить дыма, а также создать достаточно тепла, чтобы согреться холодным утром. Он идеально подходит для разогрева чайника или приготовления любых блюд на плите. Следуйте этим инструкциям, чтобы изготовить его для себя.
45. Печь для пиццы на дровах
.Кто не любит свежую пиццу в дровяной печи? Немного переделав два старых резервуара и немного металлолома, вы можете получить свой собственный.Следуйте этим инструкциям, чтобы узнать, как это сделать.
46. Мангал треугольный пр.
.Эта жаровня немного меньше, чем указанная выше, но у нее элегантная отделка и она не занимает много места. Ознакомьтесь с дизайном, чтобы начать строительство, и дайте нам знать, как он прошел, в разделе комментариев ниже.
47. Пожарная яма
В каждом доме должна быть своя кострище для вечеринок на природе и семейных праздников. В этой конструкции достаточно места, чтобы развести здоровенный огонь.Следуйте этим простым инструкциям, чтобы сделать его для себя, и вы сделаете счастливыми всю свою семью и друзей.
48. Курильщик
Большинство людей любят копчености. Получите свое собственное копчение с этими инструкциями, и вы можете наслаждаться любимым копченым блюдом, когда захотите. Кроме того, в качестве дополнительного бонуса он отводит тепло зимой.
49. Пожарная яма турбины
Дизайн этой костровой ямы просто невероятен. Если вы хотите попробовать это в своем следующем проекте, прочтите эти инструкции, и ваша следующая зимняя вечеринка разогреется.С небольшими изменениями конструктор усовершенствовал турбину, чтобы она вращалась без тушения пожара.
Мебель и дом
50. Угловой диван
.Стоимость приличного секционного дивана в розничном магазине феноменальна. Если вы достанете сварочный аппарат из нескольких кусков стали, вы можете сделать эту простую основу для создания своей собственной экономичной версии купленных в магазине. Вы можете найти все необходимое для его сборки в этих инструкциях.
51.Душевая кабина из нержавеющей стали
Если вам нравятся душевые кабины из нержавеющей стали, но вы хотите получить удовольствие, сделав их своими руками за небольшую часть стоимости, взгляните на этот дизайн, чтобы самостоятельно изготовить душ. Инструкции предназначены для завершения всего душа.
52. Беседка
Если вам предстоит более серьезная задача, инструкции для этой беседки превратят картину в реальность на вашем участке. Это работа не одного человека, а с одним или двумя друзьями, которые могут помочь. Это будет на одном дыхании.
53. Поручень из нержавеющей стали
.Если вы ищете блестящие перила для своего проекта, прочтите эти инструкции, чтобы получить простой путеводитель по фантастическому результату. Мне нравится полированная отделка в этом примере, но вы можете оставить ее с любой отделкой, которая лучше всего подходит для вашего дома.
54. Нержавеющая дверь
Эта дверь впечатляет при сварке штучной сваркой и представляет собой передовой сварочный проект. Вы можете выполнить сварку TIG, MIG или сварку вставкой, но следуйте этим инструкциям, и результат будет аналогичен этому примеру.
55. Перегородка из стали и стекла
Это еще один крупный проект, если вы чувствуете себя игрой. Я видел такие перегородки раньше и всегда любил их. Наличие такого простого, но исчерпывающего набора инструкций заставляет меня попробовать самому.
Заключительные мысли:
Спасибо, что прочитали наш список из 55 сварочных проектов своими руками. С небольшими указаниями в Интернете, подобными этому, вы можете быть уверены, что сможете создавать удивительные творения в пределах вашего собственного дома.
Дайте нам знать ваши комментарии ниже, особенно если вам понравилось создавать некоторые из этих замечательных проектов. Мы хотели бы услышать от вас.
Если вас интересует деловой аспект сварки, мы рекомендуем прочитать нашу статью «Руководство по открытию сварочного бизнеса» и статью «6 дополнительных идей для сварщиков»
1s мини точечный сварочный аппарат diy 18650 литиевая батарея никелевая лента точечная сварка портативный бытовой аппарат для сварки волокон Продажа
Совместимость
Чтобы подтвердить, что эта деталь подходит вашему автомобилю, введите данные вашего автомобиля ниже.Эта запчасть совместима с автомобилем (ами) 0 . Показать все совместимые автомобили
Эта деталь совместима с 1 транспортных средств, соответствующих
Эта деталь несовместима с
- Год
- Марка
- Модель
- Субмодель
- Накладка
- Двигатель
Q&A:
Q: В чем разница между Upgrade 1S и предыдущим 1?
A: 1S добавил функцию добавления автоматического разряда в режиме ожидания, который может автоматически разряжаться до 50% за 5 дней и продлить срок службы батареи.1S также оптимизирует схему и структуру с лучшей производительностью. Кроме того, к 1S добавлена версия порта зарядки типа C.
В: В чем разница между типом C и micro USB?
A: Версия типа C использует порт зарядки типа C, поддерживает подключение положительного и отрицательного полюсов и распределяет линию зарядки типа C. Кроме того, в схеме типа C используется более прочный процесс осаждения золота.
В: Поддерживает ли тип C быструю зарядку?
A: Учитывая, что быстрая зарядка может повлиять на срок службы батареи, для зарядки от 50% до 100% требуется всего около 2 часов, поэтому быстрая зарядка не поддерживается.
Характеристика:
Материал корпуса из алюминиевого сплава, огнестойкий и предотвращающий падение; Технология анодирования поверхности, антиабразивная и безопасная в использовании.
Портативный аппарат для точечной сваркив основном используется для сварки никелевых листов цилиндрических батарей, таких как 18650.
Встроенный высокопроизводительный полимерный силовой элемент, максимальный выходной ток до 639 А, он может непрерывно сваривать тысячи точек. после полной зарядки.
Имеется два режима вывода с индикацией выходной мощности и оставшейся мощности: выход синхронизации по времени и выход автоматического триггера.Одновременно можно установить 4 выходных мощности.
Имеет четыре двухцветных световых индикатора: зеленый свет для индикации мощности, красный свет для индикации мощности сварки.
Индикатор зарядки: красный – зарядка, зеленый – полная зарядка.
Он автоматически отключится через десять минут простоя.
Компактный размер и легкий вес, легко и удобно носить с собой.
Технические характеристики:
Тип изделия: Аппарат для точечной сварки
Материал: Алюминиевый сплав
Размер: 10×8.4×2,8 см / 3,9×3,3×1,1 дюйма
Цвет: черный
Выходное напряжение: 4,2 В (макс.)
Выходной ток: 639A (макс.)
Расчетный ток: 1200A (макс.)
Емкость аккумулятора: 4300 мАч
Интерфейс ввода: Micro USB
Вход: 5 В 1A
Толщина сварки: 0,1-0,12 мм
Количество: 1 комплект
Инструкции:
Длительно нажмите кнопку включения, зеленый свет показывает электрический количество, красный свет показывает выходную мощность.
Короткое нажатие дважды для входа в настройку мощности, выходная мощность четырех передач, короткое нажатие дважды для сохранения и выхода.
В это время сварка запускается в фиксированное время, а выходная мощность составляет 1,5 секунды один раз.
Короткое нажатие один раз для переключения в автоматический режим триггера и автоматический выход, когда обнаруживается, что две сварочные ручки находятся в хорошем контакте с никелевым листом.
Длительное нажатие для выключения.
В комплект входит:
1 аппарат для точечной сварки
1 кабель для зарядки
2 ручки для точечной сварки
1 руководство пользователя на английском языке >>> НАЖМИТЕ ДЛЯ СКАЧИВАНИЯ <<<
Подробно Фотографии:
Сварщик для точечной сварки своими руками
Я разработал D.I.Y точечной сваркой, потому что мне понадобился специальный сварочный аппарат для сборки моего солнечного велосипеда Maxun One. Оказалось, что установку для точечной сварки строят многие люди по всему миру, поэтому я опубликовал здесь весь проект здания.
Плата контроллера точечной сварки
Поскольку собрать электронику было непросто, я сделал плату контроллера для точечной сварки, которая продается вместе с некоторыми другими деталями.
Характеристики аппарата для точечной сварки
Аппарат для точной точечной сварки – одно из немногих устройств, где собрать самому дешевле, чем купить.Уже опубликовано много самодельных точечных сварочных аппаратов, у этого есть некоторые уникальные особенности:
- Может использоваться в двух сварочных операциях: в противоположной и в последовательной конфигурации.
- Конструкция очень проста.
- Точная регулировка силы электрода.
- Имеет прочный электрододержатель, состоящий из зажима заземления радиатора.
- Микроконтроллер Arduino используется для точной установки времени сварки.
- Создает двойной импульс, улучшающий зажим.
- Ток можно уменьшить для сварки чувствительных деталей.
Сварщик для точечной сварки своими руками, конструкция очень проста (старое изображение без контроллера)
Техника безопасности при ремонте микроволновой печи
Работать с микроволновой печью чрезвычайно опасно. Обычно НЕ переживет высокое напряжение, доступной мощности более 1000 Вт достаточно, чтобы убить вас мгновенно, как электрический стул. Пожалуйста, прочтите сначала эту статью.
Конфигурация серии точечной сварки
Сварочный аппарат для резистивной точечной сварки самодельным аккумулятором с корпусом Держатели сплошных электродов
Аппарат точечной сварки оппозитной конфигурации
Аппарат для точечной сварки в оппозитной конфигурации Аппарат для точечной сварки в оппозитной конфигурации Держатели сплошных электродов
Высокое напряжение!
Обратите внимание: плата напрямую подключена к электросети, безопасна только низковольтная часть. Вы используете на свой страх и риск .
Вопросы
Если у вас есть вопросы, задайте их на сайте Instructables.com.
Электрические характеристики
- Сварочный ток: 1100A или 400A
- Открытое напряжение: 2,6 В
- Сетевой ток во время сварочного импульса: 14 А
- Ток покоя: 1,6 А
Максимальная толщина сварки
Легкие переносные пистолеты для точечной сварки имеют сварочный ток не менее 4000 А, что позволяет сваривать 2 листа низкоуглеродистой стали толщиной 1 мм.Аппарат для точечной сварки DIY просто выдает 1100 А, что отлично подходит для сварки небольших электронных деталей. Хотя я видел, что люди сваривали листы 2 x 0,75 мм с помощью таких точечных сварочных аппаратов.
Параметры сварки вкладки батареи
Приварной язычок батареи
Настройки для полос из никелированной стали толщиной 0,15 мм
Чаще всего используются полосы из никелированной стали толщиной 0,15 мм, которые лучше всего свариваются. Возможно, вам придется поэкспериментировать со временем сварки и силой электродов, но начните со следующих значений:
- Усилие сварочного электрода 0.4 кг (4N)
- Время перед сваркой 50 мс
- Пауза 500 мс
- Время импульса сварки 100 мс (от 50 до 250 мс)
- Диаметр наконечника электрода 1,5 мм
- Наружное расстояние между электродами 5 мм
Примечание. Полосы из никелированной стали дешевле, чем полоски из чистого никеля, и имеют более высокое сопротивление, что облегчает сварку.
Профессиональный аппарат для приварки батарейных язычков
Примечания к точечной сварке
Конфигурация серииТочечная сварка
Оба электрода находятся на одной стороне.Очень важно, чтобы сила обоих электродов была практически одинаковой; иначе одна сторона будет плохо свариваться.
Точечная сварка противоположной конфигурации
Это наиболее часто используемый; свариваемые детали зажимают между электродами.
Измерение сварочного тока
Сварочный ток можно определить, измерив напряжение на определенном расстоянии сварочного кабеля.
Рассчитайте сварочный ток следующим образом:
I = U * диаметр [мм2] / (0.0175 * длина [м])
Для измерения сварочного тока к сварочному кабелю прикрепляют два провода на расстоянии 44,5 см. Напряжение при коротком замыкании 0,34В; поэтому максимальный сварочный ток = 0,34 В * 25 мм2 / (0,0175 * 0,445 м) = 1100 А.
Измерение сварочного тока
Двойной импульс
Двойной импульс улучшает качество сварки. Первый короткий импульс смягчит металл. Второй импульс – это импульс сварки. Во время паузы между двумя импульсами части сближаются и контактируют лучше.
Время сварки
Первый импульс, импульс перед сваркой, составляет 50 мс. Второй импульс, импульс сварки, можно установить поворотным переключателем с шагом 50 мс. Я обнаружил, что время сварки от 50 до 250 мс во многих случаях работает нормально.
Снижение сварочного тока
Сварочный ток 1100 А может быть слишком большим, поэтому рекомендуется уменьшить ток. Проволочный резистор мощностью 50 Вт и сопротивлением 27 Ом, включенный последовательно с сетью, снижает сварочный ток примерно до 400 А. Обратите внимание, что резистор перегружен на 120%, но импульсная перегрузочная способность проволочного резистора WH50 позволяет это.
Обогреватель или фен в качестве силового сопротивления
Чтобы определить, какое сопротивление необходимо для получения определенного сварочного тока, я взял в качестве резисторов нагреватель и фен. Их можно комбинировать последовательно или параллельно, чтобы получить желаемое сопротивление.
Конструкция аппарата точечной сварки
Панель фанерная
Все детали смонтированы на фанерной панели опалубки толщиной 15 мм и размером 15 см x 18 см. Обратите внимание, что плата питания является старым прототипом и заменена новой печатной платой для точечной сварки.
Сварочный аппарат для резистивной точечной сварки с защитным вкладышем для самостоятельной сборки
Трансформатор для микроволновой печи
Попробуйте вытащить из неисправной СВЧ трансформатор мощностью 800Вт … 1100Вт, чем выше, тем лучше. Обратите внимание, что в некоторых микроволновых печах высокой мощности для экономии веса вместо трансформатора используется электронный высоковольтный инвертор, их нельзя использовать:
Высоковольтный силовой модуль для микроволновой печи Panasonic
Выпилите с одной стороны вторичную обмотку пилой по металлу. Затем вытолкните обмотку из сердечника с помощью специального деревянного бруска и большого молотка.Магнитный шунт между первичной и вторичной обмотками ограничивает ток и должен быть удален:
Удалите магнитный шунт.
Используйте 3 вторичные обмотки. Их можно склеить полиуретановым клеем, смочить, чтобы он вспенился.
Снятие вторичной обмотки с трансформатора микроволновой печи Снятие вторичной обмотки с трансформатора микроволновой печи
Плечи электроды
Два электродных плеча изготовлены из U-образного алюминиевого профиля шириной 20 мм.
Соединение электродных рычагов
Установите руки вместе с помощью болта с буртиком 4 мм:
Болт с буртиком 4мм
Два алюминиевых шарнира рычага и болт с буртиком должны быть изолированы друг от друга во избежание короткого замыкания.Следовательно, отверстие под болт в правом шарнире алюминиевого рычага на 2 мм больше диаметра болта, то есть на 6 мм. Изоляция между соединениями рычагов обеспечивается эпоксидными печатными платами размером 80 x 20 мм и 16 x 20 мм.
Трение между рычагами должно быть очень низким; это создается эпоксидной доской между ними. Также между левым рычагом и фанерной панелью помещается эпоксидная плита 80 x 20 мм вместе с алюминиевой пластиной 80 x 20 мм. Затяните болт так, чтобы трение было небольшим, но зазор не был слишком большим.
Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов Соединение электродных рычагов
Электрододержатель
Держатели электродов изготовлены из прямоугольного латунного заземляющего зажима шириной 20 мм. К сожалению, их в большинстве стран не достать, я их продаю ЗДЕСЬ. Просверлите в середине отверстие диаметром 4 мм для крепежного винта. Увеличьте отверстие для сварочного кабеля до 7 мм.
Зажим заземления радиатора
Эта клемма заземления доступна не во всех странах.Но на eBay есть хорошие альтернативы; поиск по “Шина заземления терминала”.
Сварочный кабель
Используйте гибкий сварочный кабель 3AWG / 25 мм 2 длиной 140 см, это позволяет использовать 3 витка. Я проверил, дает ли более толстый кабель более высокий сварочный ток, но это не так. Сварочный ток ограничивается самим трансформатором.
Поскольку сила электрода имеет решающее значение, сварочные рычаги должны иметь возможность свободно перемещаться, не ограничиваясь жесткостью кабелей.Поэтому кабели имеют большой изгиб. Не используйте сплошной кабель, сварочный кабель гибкий и будет стоить около 15 долларов за м.
Электроды для точечной сварки
Важно использовать стержень из чистой меди. Нет латуни или электрического провода, мягко отожженного. Используйте квадратную планку того же размера, что и прорезь держателя электрода, или подпилите планку до нужного размера. Я использую наконечник диаметром 1,5 мм. Для простоты можно отпилить кончик электрода квадратной формы вместо круглой. Подходящие медные прутки продаю ЗДЕСЬ.
Электроды для точечной сварки Держатель электрода для точечной сварки
Периодически очищайте концы сварочных электродов наждачной бумагой.
Пружинные зажимы
Сила электрода является столь же важным параметром, как и другие параметры сварки, такие как сварочный ток и время импульса. Здесь мы используем два небольших пружинных зажима. Отрегулируйте усилие на электроде, изменив положение пружинного зажима, и измерьте усилие с помощью кухонных весов:
Регулировка усилия сварочного электрода
Полностью вдавите новые пружинные зажимы пару раз.Вы можете изменить усилие зажима, согнув пружину. См. Здесь, как повторно установить пружинный зажим:
Снова установите пружинный зажим
Рычаг управления
Я использовал нейлоновую пластину толщиной 5мм, которую распил лобзиком. Могут использоваться и другие пластмассовые материалы, но алюминий может издавать звуковой сигнал.
Рычаг управления
Рычаг управления
Корпус
Корпус из полистирола толщиной 2мм:
Сварочный аппарат для резистивной точечной сварки с контактом батарейки для самостоятельного изготовления с корпусом
Мини-интеллектуальный аппарат для точечной сварки DIY OLED с автоматическим и ручным переключением литиевых батарей – SEQURE
Введение в продукт
В настоящее время литиевые батареи широко используются в электронных продуктах, аккумуляторных батареях, электромобилях, балансирах, моделях самолетов, кораблях, электронных инструментах и т. Д.Традиционному сварочному аппарату не хватает гибкости из-за разнообразия формы и объема батарей, а также ограничения режима питания. SQ-SW1 питается от батареи, OLED-дисплей может отображать предупреждение о высоком и низком напряжении. Использование новой технологии точечной сварки и интеллектуальное переключение автоматического или ручного режима работы в соответствии с различными потребностями. Это гибкий и эффективный сварочный инструмент.
Бесплатная доставка во многие страны, пожалуйста, ознакомьтесь с политикой бесплатной доставки.
Технические параметры
1.Входное напряжение: 10–14 В
2. Толщина сварки: 0,1–0,3 мм
3. Задержка срабатывания: 0,5–3 с
4. Переворот экрана: 180 °
5. Время импульса: 1–100 мс (по умолчанию), 1–500 мс ( настройка)
6. Короткий импульс: 0-100%
7. Рабочая модель: автоматический / ручной
8. Предупреждение о напряжении: низкое / высокое напряжение
9. Интерфейс источника питания: XT90
10. Рекомендуемая батарея: литиевая батарея (3S 5000 мАч минимум 60 ° C) Автомобильный аккумулятор (12 В 400-800CCA)
Советы по безопасности
1. Во избежание короткого замыкания нельзя касаться двух электродов и паяных штырей.
2. Обратите внимание на правильность подключения. Обратитесь к руководству по конкретному способу подключения.
3. При первом использовании установите длительность сварочного импульса на 2 мс и проверьте результат сварки. В соответствии с реальной сварочной ситуацией шаг за шагом установите соответствующую длительность сварочного импульса, чтобы добиться хорошего качества сварки.
4. Если вы используете более мощные или не заводские детали, вы должны рискнуть сами.
Описание упаковки
Упаковка один
1 × Хост
1 × сварочная ручка
1 × никелевая полоса
1 × ножная педаль
2 × Паяльный штифт
2 × держатель аккумулятора
Пакет два
1 × Хост
1 × Авторучка для точечной сварки
1 × Соединительный кабель ручки для паяльника
1 × Никелевая полоса
2 × Штырь для припоя
2 × Держатель батареи
Комплект из трех штук
1 × Хост
1 × сварочная ручка
1 × ножная педаль
1 × автоматический спусковой крючок ручки для точечной сварки
1 × соединительный кабель ручки паяльника
1 × никелевая полоса
2 × держатель батареи
4 × штырь для припоя