Шлифовка клапанов делается на специальном станке
Шлифовка клапанов производится для восстановления требуемой чистоты поверхности фаски клапана (на его тарелке). Делается это во время капитального ремонта двигателя. Данная операция достаточно сложная и ответственная, выполнить ее можно только на специальном станке. Не рекомендуется выполнять шлифовку в условиях своего гаража, потому что малейшая неточность может привести к повреждению тарелки клапана, вследствие чего его можно будет только выбросить. Ведь даже незначительная вибрация при шлифовке или неправильно выставленный угол резко снижает ее качество, на поверхностях фасок начинают появляться мелкие риски, следы дробления.
Специалисты станций техобслуживания знают способ, как избежать неточностей и повреждений в процессе шлифовки клапанов. Для этого они к имеющемуся зажимному устройству добавили дополнительную опору – быстродействующий люнет. Во время установки клапана в устройство подвижную пружинящую рукоятку люнета сжимают, а сам клапан продевают в цанговый зажим до упора.
Как происходит процесс притирки и шлифовки? Очевидно, что делается это на разобранной головке блока цилиндров. После того, как клапана будут вынуты, желательно их не перепутать, поэтому на них лучше сразу нанести метки. После снятия нужно тщательно очистить седла и клапана от нагара, промыть и осмотреть на предмет возможных повреждений. Если будут обнаружены какие-либо дефекты, либо клапан будет погнут, то его лучше сразу же заменить. Новые клапаны нужно будет обязательно подвергнуть шлифовке и притирке, чтобы обеспечить герметичность. Также нужно будет выполнить и шлифовку седел.
Шлифовка клапанов, фасок и седел осуществляется на специальных станках – делать это вручную категорически запрещается, потому что нужно строго выдерживать заданный угол.
Качественная шлифовка фасок клапанов и седел должна полностью восстанавливать их поверхность. Если при осмотре головки клапана обнаружилась хотя бы незначительная выработка, имеются следы прогара, раковины или иные повреждения, их необходимо устранить. В противном случае герметичность камеры сгорания будет нарушена. И если повреждения будут на выпускном клапане, то он очень быстро прогорит. Если будут обнаружены мелкие следы точечной эрозии, то шлифовку можно и не выполнять – не перед этим нужно обязательно проверить, не нарушают ли они герметичность.
После выполнения шлифовки следует обязательно проверить высоту пояска головки клапана – если она будет менее 0,3 миллиметра, клапан нужно обязательно заменить. Также нужно обязательно проверить концентричность рабочей поверхности клапана относительно стержня – делается это на специальном устройстве с индикаторными головками. Допустимое биение фаски относительно стержня не должно превышать 0,025 миллиметра. Что касается шлифовки седел клапанов, то ее нужно делать при замене направляющих втулок, либо при сильном износе фасок клапана, при восстановлении их концентричности относительно отверстий.
Таким образом, шлифовка клапанов – дело ответственное и трудоемкое, требующее мастерства, опыта и специального оборудования. Делать ее в гараже крайне не рекомендуется – можно испортить не только клапана, но и саму головку, что повлечет дополнительные затраты на ремонт.
Смотрите также:
Все статьи >>
Шлифовка клапанов | Расточка Двигателя
Шлифовка клапанов | Расточка Двигателя| Шлифовка клапанов в «1Микрон» Санкт-Петербург. В короткий срок и с высокой точностью произведем шлифовку фаски клапана, торцевание в СПб без очередей и по адекватной цене |
Ремонт клапанов головки блока цилиндров ( ГБЦ ) подразумевает шлифовку рабочей фаски и торца клапана на шлифовальном станке. Рабочая фаска клапана имеют разные углы. Например, 90, 70, 60, 45, 40, 37.5, 35, 30, 25, 20 градусов. По этой причине следует безошибочно определить угол клапана, выставить клапан на станке с максимальной точностью и произвести шлифовку рабочей фаски клапана.
| Шлифовка клапана | Иномарка – Легковая 120 р. /шт. /шт. |
| Шлифовка клапана | Отечественная – Легковая 60 р./шт. |
| Шлифовка клапана | Иномарка – Грузовая 170 р./шт. |
| Шлифовка клапана | Отечественная – Грузовая 130 р./шт. |
Компания специализируется профессиональном ремонте клапанного механизма ГБЦ | Головки блока цилиндров и шлифовке клапанов
- Самые низкие цены на шлифовку клапанов ГБЦ
- Быстро и без задержек произведем шлифовку клапанов головки блока цилиндров
- Даем гарантию на качество восстановления клапанного механизма
Загнуло клапаны , что делать ?
При загибании страдают не только клапаны, но и направляющие втулки. Как правило, в направляющих деформируется внутреннее отверстие или образуются трещины. В этом случае производится замена втулок клапанов, правка (зенковка ) седел, притирка новых клапанов к седлу и последующая сборка.

Сколько времени занимает замена маслосъемных колпачков ?
Процедура замены маслосъемных колпачков занимает в среднем от 10 до 30 минут. Время выполнения зависит от типа головки и количества клапанов в ГБЦ.
Можно ли восстановить головку блока цилиндров, если в результате обрыва тарелки клапана пострадало седло?
Да, ГБЦ восстановить, возможно. Как правило, внутри головки, вокруг седел клапанов проходят водяные каналы. По ним течет антифриз и охлаждает клапанный механизм. Прежде всего, следует убедиться, что в результате удара не нарушилась герметичность системы охлаждения. Данная процедура проверки называется опрессовка. Если в результате проверки не обнаружены микротрещины, то головка блока цилиндров восстанавливается без особых проблем.
При необходимости производятся сварочные работы в проблемном цилиндре. После сварки восстанавливается посадочное место седла клапана.
Седло изготавливается с учетом требуемого натяга и устанавливается в подготовленное посадочное место. Затем производятся стандартные технологические операции — правка, притирка, замена мск, сборка.

 Седло изготавливается с учетом требуемого натяга и устанавливается в подготовленное посадочное место. Затем производятся стандартные технологические операции — правка, притирка, замена мск, сборка.
Седло изготавливается с учетом требуемого натяга и устанавливается в подготовленное посадочное место. Затем производятся стандартные технологические операции — правка, притирка, замена мск, сборка.© Двигатель-СПб. Все права защищены.
Шлифовка клапанов двигателя МТ10-32 Днепр-11
После того, как клапана проездили на мотоцикле всего несколько тысяч километров, на их рабочей фаске образуется небольшая канавка, "продолбленная" седлом клапана. На фото ниже показан клапан, который проездил всего-то пять тысяч в моторе.
Ответ, как всегда, до гениальности прост, для любого человека нашей закалки, который почитывал в детстве что-то типа моделист-конструктор, а будучи уже взрослым продолжал понемногу в свое удово- льствие играться всякими там железками да инструментами. Небольшую установку для шлифовки рабочей фаски клапана можно сделать самому. В книгах есть изображения, дающие понимание как, например в славной книги Котова. Смущает только необходимость иметь очень качественный цанговый патрон, который обеспечит вращение клапана по возможности без биения.
Если возникнет желание притереть клапана, то перед этим вполне закономерно может возникнуть желание восстановить фаску клапана до ровного состояния. Если вы живете в большом городе, то вам может быть проще купить новые клапана,или отнести людям, у которых есть хорошее оборудование, и которые за половину цены нового клапана вам прошлифуют ваши слегка БУ клапана.
При чем прошлифуют так, что на хорошо снятой фаске седла клапана (особенно,если седло обрабатывали те же самые люди, на столь же хорошем оборудовании) вам, даже, не придется притирать детали пастой. Но если магазин далеко, людей с хорошим оборудованием рядом не наблюдается,то что делать?
К четырем подшипникам-опорам клапан прижимается сверху пятым. Пятый подшипник немного повернут, он не перпендикулярен ножке клапана. Это приводит к тому, что клапан при вращении смещается вдоль оси от тарелки, то есть в итоге он прижимается к алмазу при снятии фаски. Но прижаться слишком сильно ему не дает болт,в который упирается ножка клапана. Само собой разумеется, что ножка клапана не должна быть согнута. В этой моей установке есть пара явных недостатков, которые придется исправить. Во первых - она должна быть закреплена на наждаке, а не на столе, при чем как можно более жестко. Во вторых - клапан я проворачивал вручную, а это требует колоссальной точности: чуть прижал-надавил - точность обработки сразу никакая.
То есть,гораздо лучше было бы, если бы прижимной ролик был резиновый и вращался (например дрелью) на самых малых оборотах. Но повторюсь: для клапана лучше делать принудительное вращение.
Но даже при такой компоновке,а она, напомню, нужна была просто для эксперимента, удалось получить какие-то результаты. Самое главное при такой работе-это выставить угол так, чтобы фаска клапана была расположена строго в 45 градусов к алмазу. В принципе даже без угломера можно как-то понимать,верно ли выставлен угол: надо прокрутить клапан по не вращающемуся алмазу и оценить царапины - если клапан начинает тереть по алмазу не одновременно верхней и нижней частью рабочей фаски - тогда угол не верный. Но увы, увидеть это можно на относительно не убитом клапане, да и слишком уж не корректно делать это все "на глаз". Второй способ увидеть верно ли выставлен угол шлифования - это теронуть пару раз притирочной пастой по свежепрошарошенному седлу: если след на клапане в ширину седла - значит все верно, если только полоска - угол шлифовки ошибочен.
Тем более, что эта выемка не всегда одинаковой глубины, как видно на одной из иллюстраций частичной шлифовки. Важно в этом всем не забыть одно условие: фаску на клапане можно шлифовать, если толщина нижнего пояска не станет от этого меньше чем 0,5мм.

 Про патрон от дрели и думать забудьте.
Я как-то потратил один вечер на игры с этим всем, и в итоге получилась такая установка, в которой
ножка клапана лежит на четырех подшипниках.
Про патрон от дрели и думать забудьте.
Я как-то потратил один вечер на игры с этим всем, и в итоге получилась такая установка, в которой
ножка клапана лежит на четырех подшипниках.

 То есть может случиться так, что поиграться вам прийдется не мало.
При запуске установки, упорный болт (ему надо обеспечить вращение "втугую",чтобы
сам не выкручивался от вибрации) вкручен так, что клапан не прикасается к алмазу,
больше того, между поверхностями миллиметра три-четыре.
Выкручивая постепенно упорный болт,мы приближаем тарелку к кругу,при самом легком
соприкосновении тарелка клапана начинает вращаться.
Тут надо обратить внимание на то, что пережатый упорный подшипник не даст клапану
легко вращаться, а недожатый - позволит клапану болтаться и люфтить.
Нужно выбрать золотую середину.
По завершению обработки клапан сам останавливается, ибо ослабевает трение его
тарелки о круг.
То есть может случиться так, что поиграться вам прийдется не мало.
При запуске установки, упорный болт (ему надо обеспечить вращение "втугую",чтобы
сам не выкручивался от вибрации) вкручен так, что клапан не прикасается к алмазу,
больше того, между поверхностями миллиметра три-четыре.
Выкручивая постепенно упорный болт,мы приближаем тарелку к кругу,при самом легком
соприкосновении тарелка клапана начинает вращаться.
Тут надо обратить внимание на то, что пережатый упорный подшипник не даст клапану
легко вращаться, а недожатый - позволит клапану болтаться и люфтить.
Нужно выбрать золотую середину.
По завершению обработки клапан сам останавливается, ибо ослабевает трение его
тарелки о круг.
 На фото так же можно видеть,что круг для эксперимента был выбран с крупноватым зерном,клапан выглядит
немного более царапанным, по сравнению с заводской шлифовкой.
Но в любом случае, притереть такой клапан будет намного проще, чем клапан с выемкой.
На фото так же можно видеть,что круг для эксперимента был выбран с крупноватым зерном,клапан выглядит
немного более царапанным, по сравнению с заводской шлифовкой.
Но в любом случае, притереть такой клапан будет намного проще, чем клапан с выемкой.
шлифовка и торцевание клапана при ремонте ГБЦ
Ремонт головки блока цилиндров (ГБЦ) не обходится без тщательного измерения и притирки седла и клапана. После обработки посадочных поверхностей, клапаны требуют не меньшего внимания, поскольку они должны точно соответствовать размеру седла. Посадка головки клапана отвечает за герметичность головки. Ее некорректный размер может привести к утрате компрессии в двигателе и его перегреву.
Ее некорректный размер может привести к утрате компрессии в двигателе и его перегреву.
Как и все остальные детали, клапана изнашиваются длительной эксплуатацией, высокой нагрузкой и влиянием высокой температуры.
Торцевание и шлифовку необходимо производить при:
- изменении формы;
- чрезмерном износе;
- уменьшении пояска;
- повреждении торцевой части.
Для оценки необходимости восстановления или замены клапана производится ряд точных измерений. Если деталь подлежит восстановлению, выполняют операции шлифовки и торцевания.
Шлифовка
Данная операция позволяет устранить незначительные повреждения на поверхности элемента. Например — мелкие точечные эрозии, царапины, шероховатость поверхности. Это обеспечит идеальную притирку поверхности седла с элементом.
Эффективна такая обработка лишь в тех случаях, если деталь соответствует заводским нормам отклонения. В противном случае — клапан лучше заменить. Но данная процедура не менее важная, чем шлифовка головки блока цилиндров.
Но данная процедура не менее важная, чем шлифовка головки блока цилиндров.
Торцевание
Роль торцов часто недооценивают. Хотя они также отвечают за герметичность. «Гаражные» ремонтники и вовсе оставляют их без внимания, притирая деталь к седлу при помощи абразивной пасты. В итоге — такой ремонт мало эффективный и через короткое время водителю снова придется проходить эту процедуру.
Обрабатывать торцы ручными фрезерами или неприспособленными токарными станками также практически бессмысленно. Опять же — эффект от таких действий временный или и вовсе губительный.
Для обработки поверхности торцов (торцевания клапанов) используются высокоточные станки, в устройстве которых предусмотрены специальные крепежи. Такое оборудование позволяет устранить повреждения на торцах без риска изменения формы детали. К тому же — после обработки торцевой поверхности при помощи профильного оборудование нет необходимости дополнительной притирки. Высокоточные пилоты разрешают добится необходимого размера, а шлифовальные круги полируют поверхность.
В цехах по ремонту ГБЦ компании Микрон Моторз используется современное оборудования для шлифовки и торцевания клапанов.
Шлифовка рабочих кромок клапанов – Автомобили
Здравствуйте уважаемое сообщество созидателей. Выношу на суд общественности приспособу для шлифовки рабочих кромок клапанов, собранную буквально на коленке за 2 часа. Для реализации проекта понадобится любой токарный станок и дремель с цилиндрической абразивной насадкой.
Предистория: на мицубиси на двиг. 4G64 вырос расход масла, но мощностные показатели не поменялись. Было принято решение поменять колпачки и до кучи маслосъемные кольца, а т.к маслосъемные отдельно не нашел, то закупил комплект вместе с компрессионными. Снял голову, снял поддон двигателя, вытащил поршневую. На удивление, все кольца, включая маслосъемные, были в границах допуска, и это при 260 т пробега!!! Но все равно, так как кольца были закуплены, все поменял на новые.
Полез менять клапанные колпачки. И вот она причина расхода масла – все колпачки сухие, почти не держат. Предпологал поменять только колпачки, но вытащив выпускные клапана понял, что без их замены не обойтись, т.к они были все в раковинах. А в наших краях таких клапанов в автомагазах днем с огнем не сыщешь, только на заказ и в хорошем случае примерно с неделю. Мелькнула мысль их попробовать шлифануть в гаражных условиях, тем более я ничего не терял, в случае неудачи их просто можно выбросить.
Предпологал поменять только колпачки, но вытащив выпускные клапана понял, что без их замены не обойтись, т.к они были все в раковинах. А в наших краях таких клапанов в автомагазах днем с огнем не сыщешь, только на заказ и в хорошем случае примерно с неделю. Мелькнула мысль их попробовать шлифануть в гаражных условиях, тем более я ничего не терял, в случае неудачи их просто можно выбросить.
В наличии имеется токарный 1 П611. В результате за 2 часа сделал вот такую приспособу. Клапан вращается в бронзовай втулке. Бронзовая втулка запрессована в металлическую. Диаметр металлической равен диаметру центра и связан посредством стального уголка и хомутов с центром, в итоге клапан расположился строго по оси вращения шпинделя. Привод вращения клапана от шпинделя через силиконовый шланг и карданчик для ручной притирки клапанов. Клапан через металлическую втулку опирается на бронзовую и обратным ходом ЗБ за счет силиконового шланга выбираются все люфты, т.е. делается натяг примерно в 10Н.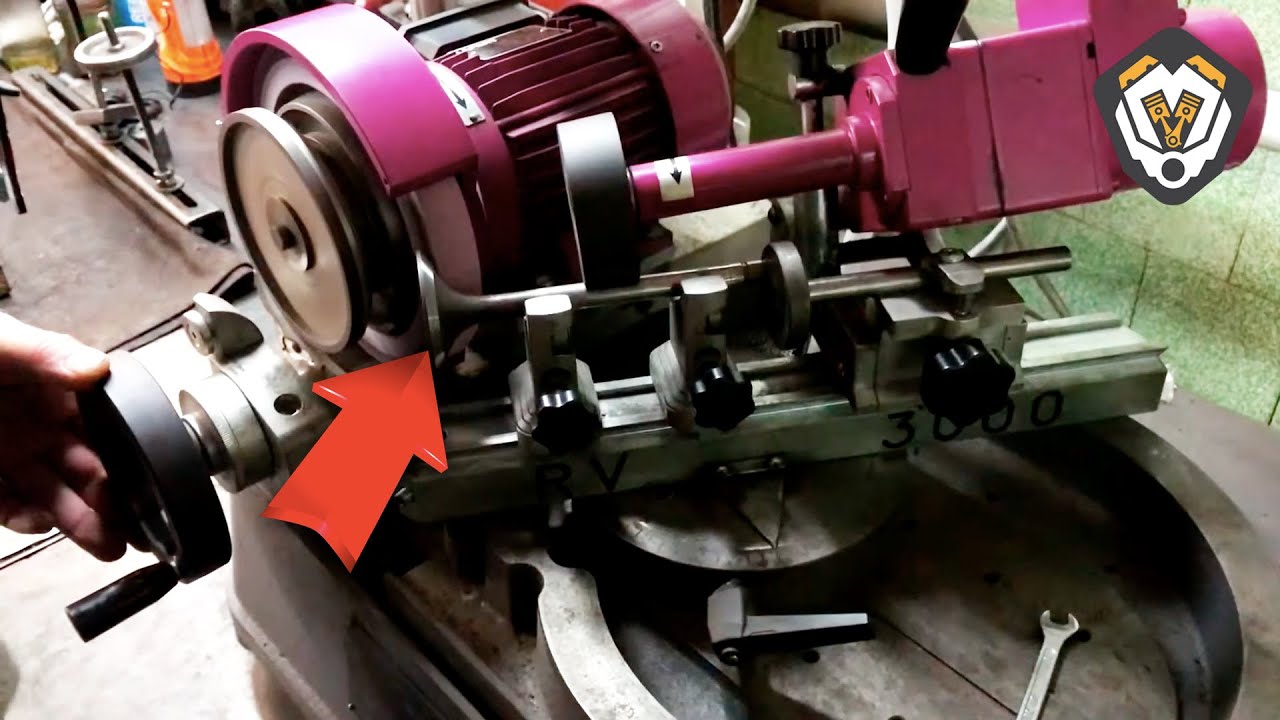 В резцедержку, через пластину, на высоту резца, зажимается дремель с цилиндрической абразивной насадкой. Резцедержка поворачивается на угол 45градусов. Обороты дремеля примерно 15000. В самом худшем случае клапан шлифовался 3 минуты посредством хода туда -сюда малой продольной и небольшой подачей поперечной. Затем 3-х минутная притирка пастой в головке и все супер. Возможно сие творение еще кого то выручит….
В резцедержку, через пластину, на высоту резца, зажимается дремель с цилиндрической абразивной насадкой. Резцедержка поворачивается на угол 45градусов. Обороты дремеля примерно 15000. В самом худшем случае клапан шлифовался 3 минуты посредством хода туда -сюда малой продольной и небольшой подачей поперечной. Затем 3-х минутная притирка пастой в головке и все супер. Возможно сие творение еще кого то выручит….
Шлифование седла клапана
Ил. 22.1. Для шлифования седел клапанов в головке блока цилиндров необходимы соответствующее оборудование и шлифовальные камни. Слева на снимке — шлифовальный камень с 45-градусной рабочей поверхностью, предназначенный для шлифования посадочной фаски седла. В центре — 60-градусный камень для подъема нижнего края и сужения седла. Справа — 30-градусный камень, предназначенный для сужения и опускания, при необходимости, верхнего края седла клапана
Ил. 22.2. Перед тем как приступать к шлифованию седел, необходимо выполнить “правку” или очистку шлифовальных камней с помощью алмазного карандаша. Шлифовальный камень закрепляется на оправке, которая вращается с помощью пневматического привода. На снимке автомеханик правит рабочую поверхность шлифовального камня под углом 45° с помощью алмазного карандаша
22.2. Перед тем как приступать к шлифованию седел, необходимо выполнить “правку” или очистку шлифовальных камней с помощью алмазного карандаша. Шлифовальный камень закрепляется на оправке, которая вращается с помощью пневматического привода. На снимке автомеханик правит рабочую поверхность шлифовального камня под углом 45° с помощью алмазного карандаша
Ил. 22.3. Направляющий стержень (пилот) подобранного диаметра вставляется в направляющую втулку. Он будет удерживать шлифовальный камень в центре шлифуемого гнезда, обеспечивая соосность обработанного седла
Ил. 22.4. Шлифовальный камень приводится во вращение высокоскоростным пневмоприводом. Шлифование выполняют короткими циклами, без надавливания на седло
Ил. 22.5. Этот автомеханик использует для точного определения зоны контакта клапана с седлом специальную разметочную краску.
Для этих целей также широко используется берлинская лазурь
Ил. 22.6. Слой краски наносится на рабочую фаску клапана с помощью маленького фетрового шарика
22.6. Слой краски наносится на рабочую фаску клапана с помощью маленького фетрового шарика
Ил. 22.7. Некоторые автомеханики для определения зоны контакта клапана с седлом вместо маркировочной краски пользуются фломастерным маркером
Ил. 22.8. После нанесения на рабочую фаску равномерного слоя краски клапан вставляют в направляющую втулку клапана и поворачивают вручную в седле. Затем клапан вынимают из седла и осматривают. Как видно на фотографии, в данном случае зона контакта седла с клапаном проходит приблизительно по центру рабочей фаски
Ил. 22.9. После проверки клапан и седло необходимо тщательно очистить от остатков маркировочной краски
Ил. 22.10. Некоторые автомеханики предпочитают также притирать поверхности клапана и седла для обеспечения более плотного контакта, используя для этого притирочную пасту. На рабочую фаску наносится тонкий слой притирочной пасты
Ил. 22.11. Клапан вставляют в направляющую втулку клапана и с помощью рукоятки с присоской проворачивают в седле. Притирочный компаунд между рабочей фаской и седлом помогает притереть их друг к другу
22.11. Клапан вставляют в направляющую втулку клапана и с помощью рукоятки с присоской проворачивают в седле. Притирочный компаунд между рабочей фаской и седлом помогает притереть их друг к другу
Ил. 22.12. После притирки клапан и седло тщательно очищают от притирочной пасты. Это очень ответственная операция, потому что оставшиеся после притирки следы пасты, если их не удалить, могут привести к ускоренному износу других деталей двигателя
Стенд для шлифовки клапанов Comec FSV090. Гаражное оборудование: Стенд для шлифовки клапанов
www.garant-techservice.ru/product/st%25d0%25b5nd-dlya-shlifovki-klapanov-comec-rv516
 com/embed/Er-g5SGKRqI” frameborder=”0″ allowfullscreen=””/>
com/embed/Er-g5SGKRqI” frameborder=”0″ allowfullscreen=””/>
Стенд для шлифовки клапанов Comec FSV110 |
Стенд для шлифовки клапанов Comec FSV090 |
| Обрабатываемый диаметр, мм | 14 – 90 |
| Продольный ход шпинделя, мм | 1050 |
| Микрометрический поперечный ход, мм | 7 |
| Поперечный ход шпинделя, мм | 11 |
| Поперечный ход шпинделя, мм | 200 |
| Вертикальное перемещение шпинделя, мм | 200 |
Максимальный наклон шпинделя, град. | +6/-6 |
| Мощность двигателя шпинделя, кВт | 0,75 |
| Скорость вращения шпинделя, об/мин | 30 – 700 |
| Рабочее давление, Бар | 6 |
| Питание воздуха, л/мин | 300 |
| Габаритные размеры (ДхШхВ), мм | 1700х1170х2210 |
| Вес, кг | 800 |
Замена седел клапанов – Реклама Scientific American
ПРИ ремонте седел клапанов автомобильного двигателя обычно делают развертку из литой стали, подвергают закалке и шлифуют до нее. Это довольно утомительное занятие и довольно дорогое удовольствие. Недавно друг писателя счел необходимым отремонтировать седла клапанов его четырехцилиндрового автомобильного двигателя, что означало, что нужно было обработать восемь клапанов. Вместо использования обычного метода расширение. Писатель предложил, чтобы «он сделал свою развертку из мягкой стали и снабдил ее режущими кромками, пропилив скошенную кромку развертки ножовкой в четырех местах и вогнав четыре части часов: пружина.Эти фрезы были опилены почти
на поверхность развертки. Фаска была обработана на токарном станке. с помощью шлифовального станка, позволяя полоскам часовой пружины выступать примерно на 0,02 дюйма или меньше от поверхности. В развертке перед режущими кромками были сделаны небольшие канавки для удаления стружки. Нижний конец расширителя должен хорошо входить в направляющую седла клапана. Одна из заглушек в двигателе прямо над клапаном была просверлена, чтобы соответствовать верхней части расширителя.Эта заглушка не только точно удерживала развертку, но и действовала как подача; поскольку его можно было завинтить при вращении расширителя. Восемь сидений были переделаны с идеальной легкостью, последнее вырезано так же, как и другие. Когда работа была закончена, дырка. Просверленная втулка была заделана куском металла, а в двигателе для обслуживания была заменена заглушка.
Писатель предложил, чтобы «он сделал свою развертку из мягкой стали и снабдил ее режущими кромками, пропилив скошенную кромку развертки ножовкой в четырех местах и вогнав четыре части часов: пружина.Эти фрезы были опилены почти
на поверхность развертки. Фаска была обработана на токарном станке. с помощью шлифовального станка, позволяя полоскам часовой пружины выступать примерно на 0,02 дюйма или меньше от поверхности. В развертке перед режущими кромками были сделаны небольшие канавки для удаления стружки. Нижний конец расширителя должен хорошо входить в направляющую седла клапана. Одна из заглушек в двигателе прямо над клапаном была просверлена, чтобы соответствовать верхней части расширителя.Эта заглушка не только точно удерживала развертку, но и действовала как подача; поскольку его можно было завинтить при вращении расширителя. Восемь сидений были переделаны с идеальной легкостью, последнее вырезано так же, как и другие. Когда работа была закончена, дырка. Просверленная втулка была заделана куском металла, а в двигателе для обслуживания была заменена заглушка. Клапаны были помещены в токарный станок и повернуты так, чтобы их можно было исправить, после чего они были вставлены в двигатель и отшлифованы до посадки с порошковым стеклом и маслом.
Клапаны были помещены в токарный станок и повернуты так, чтобы их можно было исправить, после чего они были вставлены в двигатель и отшлифованы до посадки с порошковым стеклом и маслом.
Эта статья была первоначально опубликована под заголовком «Refacing Valve Seats» в Scientific American 105, 15, 317 (октябрь 1911)
doi: 10.1038 / scientificamerican10071911-317b
ОБ АВТОРЕ (S)
Последние статьи Альберта Ф. Епископ
Прочитать дальше
В магазине
Scientific American
Информационный бюллетень
Станьте умнее. Подпишитесь на нашу новостную е-мэйл рассылку.
Поддержите научную журналистику
Откройте для себя науку, меняющую мир.Изучите наш цифровой архив 1845 года, содержащий статьи более 150 лауреатов Нобелевской премии.
Подпишитесь сейчас!Замена поверхности седла клапана – High Power Media
С самого начала массового производства инженеры были озабочены формой и положением, но только сравнительно недавно это было формализовано в геометрический стандарт. Язык геометрических размеров и допусков, GD&T для вас и меня, состоящий из правил, символов и условных обозначений, был разработан для обеспечения того, чтобы детали можно было изготавливать в любой точке мира и собирать вместе с высочайшей степенью уверенности для производства полностью функционального продукта или сборки.При указании таких характеристик, как форма, ориентация и расположение, одним из наиболее часто встречающихся символов на любом инженерном чертеже, особенно в случае круговых размеров, является концентричность.
Язык геометрических размеров и допусков, GD&T для вас и меня, состоящий из правил, символов и условных обозначений, был разработан для обеспечения того, чтобы детали можно было изготавливать в любой точке мира и собирать вместе с высочайшей степенью уверенности для производства полностью функционального продукта или сборки.При указании таких характеристик, как форма, ориентация и расположение, одним из наиболее часто встречающихся символов на любом инженерном чертеже, особенно в случае круговых размеров, является концентричность.
Возьмем, к примеру, тарельчатый клапан, его направляющую и седло. Если седло не концентрично отверстию направляющей, каждый раз, когда клапан закрывается, на шток клапана будет создаваться изгибающая нагрузка. В конечном итоге это приведет к усталости клапана, и его головка сломается. Итак, пока все смотрят на клапан, настоящей причиной может быть концентричность между направляющей и седлом.
Во время первоначального изготовления установочное отверстие для направляющей и для вставки седла, скорее всего, будут обработаны с одним и тем же центром. В этом случае концентричность направляющего отверстия и вставки седла клапана не должна быть проблемой. Однако различия в концентричности между внешним диаметром и внутренним диаметром направляющей и способом ее сборки в головке, а также изменения, связанные с вкладышем седла клапана, несомненно, внесут некоторую неопределенность между отверстием в отверстии. направляющая клапана и седла, когда вся партия собрана.И если не были использованы самые строгие геометрические ограничения, выравнивание седла клапана на вставке и отверстия направляющей клапана в некоторой степени пострадает. Чтобы исправить это, нормально обработать седло клапана, используя отверстие в направляющей клапана в качестве базы.
В этом случае концентричность направляющего отверстия и вставки седла клапана не должна быть проблемой. Однако различия в концентричности между внешним диаметром и внутренним диаметром направляющей и способом ее сборки в головке, а также изменения, связанные с вкладышем седла клапана, несомненно, внесут некоторую неопределенность между отверстием в отверстии. направляющая клапана и седла, когда вся партия собрана.И если не были использованы самые строгие геометрические ограничения, выравнивание седла клапана на вставке и отверстия направляющей клапана в некоторой степени пострадает. Чтобы исправить это, нормально обработать седло клапана, используя отверстие в направляющей клапана в качестве базы.
Один из способов – индивидуально настроить каждое отверстие направляющей клапана на концентричность шпинделя фрезы. После этого обработка седла клапана обеспечит высокую концентричность. Потенциально это самый точный метод из всех, концентричность здесь зависит от навыков оператора, но с многоклапанными головками это, конечно, редко бывает практичным. Однако большинство людей, особенно тех, кто занимается переработкой продукции, предпочитают использовать другие, гораздо более быстрые средства.
Однако большинство людей, особенно тех, кто занимается переработкой продукции, предпочитают использовать другие, гораздо более быстрые средства.
Когда дело доходит до повторной обработки седел клапана, существует две основные точки зрения, и обе они связаны с методом определения «центра» обработки. Первый из них иногда называют «живым» пилотом и закреплен на шпинделе станка, но, плавающий в направляющей клапана, инструмент режет седло клапана, вращаясь в отверстии направляющей клапана.Другой способ, запатентованный производителем станков, Rottler Manufacturing из Вашингтона, США, заключается в использовании так называемого «неподвижного» или мертвого пилота, который, как утверждается, дает большую степень точности по сравнению с «живым» эквивалентом. По сути, эта система позволяет центрирующему штоку из карбида вольфрама располагаться в направляющем отверстии, но, что важно, оставаться неподвижным, пока седло клапана перерезается. Поскольку пилот неподвижен, зазор между центрирующим штоком может быть меньше, чем у «живого» пилота, так что концентричность между седлом клапана и направляющей может составлять всего 0. 01 мм (0,0004 дюйма).
01 мм (0,0004 дюйма).
Но точность неизменно стоит денег, и на этом уровне скорости, вероятно, будут примерно на 10% ниже, чем у «живого» пилота. Но в поисках совершенства это не имеет большого значения?
Рис. 1 – Признанный во всем мире символ концентричности вместе с пределами, допустимыми по отношению к точке А на чертеже
По сценарию Джона Коксона
Техническое обслуживание устройства для повторного нанесения клапана| Инструменты и расходные материалы Goodson
Дэвид П.Монихан, сертифицированный ASE специалист по головкам цилиндров
Как видно из Engine Builder
Наиболее важной частью любой работы клапана является возможность создания концентрического контакта с седлом клапана для надлежащего уплотнения. Без этого концентрического контакта вся ваша работа буквально превращается в дым в виде черного дыма из выхлопной системы.
Все редукторы клапанов делают в основном одно и то же – шлифуют клапаны. Но не все производители клапанов правильно шлифуют клапаны. Есть несколько основных моментов обслуживания, которые справедливы для всех редукторов клапана.
Но не все производители клапанов правильно шлифуют клапаны. Есть несколько основных моментов обслуживания, которые справедливы для всех редукторов клапана.
Во-первых, начнем с чистой машины! Нет ничего хуже, чем пытаться заточить клапаны грязной, не обслуживаемой машиной. Каждый день уделяйте немного времени тому, чтобы ваше устройство для восстановления клапана было вытерто и готово к использованию, когда вы придете на работу на следующий день. Начните с использования магазинного полотенца, чтобы стереть излишки масла, жира и песка со всех поверхностей. Затем возьмите мощный очиститель и снова протрите все поверхности. Опорожните резервуар для охлаждающей жидкости / масла и вытрите осадок. Если ваша машина оборудована сетчатым фильтром или фильтром для масла, убедитесь, что он также очищен.Вы можете использовать растворитель, чтобы удалить пятна, оставшиеся от давно минувших дней. Переверните машину на бок и очистите все поверхности, чтобы удалить налет снизу.
Во-вторых, пройдите и убедитесь, что ваши приводные ремни в хорошем состоянии. Смотрите на них, как на фанерский ремень на машине. Если вы видите трещины или плоские пятна, пора заменить ремень. Посмотрите на канавки шкива. Убедитесь, что шкивы вращаются правильно и на них нет сколов. Если это винтик, убедитесь, что он чистый.Еще раз проверьте установочные винты, которыми шкивы крепятся к приводным валам. У них будут винты с внутренним шестигранником, которые можно ослабить. При необходимости затяните.
Смотрите на них, как на фанерский ремень на машине. Если вы видите трещины или плоские пятна, пора заменить ремень. Посмотрите на канавки шкива. Убедитесь, что шкивы вращаются правильно и на них нет сколов. Если это винтик, убедитесь, что он чистый.Еще раз проверьте установочные винты, которыми шкивы крепятся к приводным валам. У них будут винты с внутренним шестигранником, которые можно ослабить. При необходимости затяните.
В-третьих, проверьте слайды или Гиббса, как их часто называют. Это очень важно для правильной работы вашей машины. Большинство этих слайдов предназначены для периодической корректировки. Они изнашиваются, и если вы не будете их регулировать, они не будут обеспечивать плавное движение, необходимое для шлифовки.
В-четвертых, проверьте подшипник на шум. Поочередно запускайте двигатели и при помощи стетоскопа слушайте мельчайшие шумы, связанные с поломкой подшипника.Замените эти сомнительные подшипники, прежде чем ваша машина выйдет из строя во время важной работы.
Вам также следует прислушаться к патрону клапана. Он поговорит с вами, когда ему понадобится обслуживание. У каждого производителя есть особая процедура для этой регулировки. Убедитесь, что вы проконсультируетесь с руководством по поводу метода, подходящего для вашей модели. Поместите кусок сверла в патрон и достаньте циферблатный индикатор, чтобы проверить степень биения. Если он чрезмерный, отрегулируйте патрон до нужного уровня.Если биение не улучшится, пора заменить патрон. Всегда сверяйтесь с руководством производителя, чтобы убедиться, что эта процедура выполняется правильно.
Бывают случаи, когда вам нужно работать с клапанами с очень маленьким штоком. Большинство более поздних многоклапанных цилиндров с верхним распределительным валом имеют чрезвычайно маленькие штоковые клапаны размером всего 4 мм. Когда приходит эта работа, не отказывайтесь от нее, вы можете добавить переходник патрона, который предназначен для этих небольших клапанов (мы рекомендуем наш номер для заказа UVRC-46).
Теперь, когда все чисто, отремонтировано и отрегулировано, можно приступать к шлифовке клапанов. Начните с заливки настоящего масла для шлифования клапанов – прекратите использование трансмиссионного масла; он просто не предназначен для притирки арматуры! Имейте в виду, что есть некоторые машины, предназначенные для работы с синтетической охлаждающей жидкостью на водной основе.
Установите камни в соответствии с процедурой, описанной в вашем руководстве по эксплуатации. Есть много разновидностей камней на выбор, потому что в сегодняшних клапанах используется очень много новых сплавов. Нет ни одного колеса, которое заточило бы все клапаны.Всегда подбирайте камень к шлифуемому материалу: нержавеющая сталь, титан, железо, стеллит или инконель. Вам придется менять колеса и запасать различные колеса, но вы заметите результаты своих трудов по отделке поверхностей клапанов.
Важно править круг и вращать алмаз. Используйте качественный алмаз, в котором есть острие. Вы можете повлиять на шлифовку круга, регулируя скорость, с которой вы одеваетесь. Если вы будете медленно одевать поверхность колеса, зерна закроются и поверхность станет более гладкой.Однако вам, возможно, придется чаще одеваться. Когда вы быстро одеваете камень, вы раскроете его зерно, и он будет измельчать быстрее, но не всегда оставляет желаемую отделку. При необходимости скорость правки можно регулировать в зависимости от материала клапана, который вы используете.
Если вы будете медленно одевать поверхность колеса, зерна закроются и поверхность станет более гладкой.Однако вам, возможно, придется чаще одеваться. Когда вы быстро одеваете камень, вы раскроете его зерно, и он будет измельчать быстрее, но не всегда оставляет желаемую отделку. При необходимости скорость правки можно регулировать в зависимости от материала клапана, который вы используете.
Обработка стыкового камня также имеет решающее значение. Во-первых, с помощью индикатора с круговой шкалой убедитесь, что насадка для заточки встык соответствует кругу. Подмести поверхность; если он не на 90 градусов, отрегулируйте его до нужного значения. Снова используйте острый бриллиант и обработайте этот камень, как камень лицевой стороны клапана.
Помните, что это магазин, который особенно заботится о своих машинах, а также о своих покупателях. Ваши клиенты будут благодарны за то, что вы предоставите им чистый, качественный продукт, отражающий организованный и ухоженный магазин, который у вас есть.
Помните: если у вас есть дополнительные вопросы, обращайтесь в технический отдел Goodson по телефону 1-800-533-8010 (для клиентов за пределами США и Канады звоните по телефону 507-452-1830).
Каким образом шлифовка головки блока цилиндров двигателя с верхним распределительным валом влияет на фазу газораспределения и что следует делать, если необходимо заменить покрытие головки?
Символ GDT и величина допуска показаны буквами (n) _______ _______.
Технология прецизионной обработки (список курсов MindTap)
Какие основные функции базы данных не могут выполнять электронные таблицы?
Системы баз данных: проектирование, внедрение и управление
При испытании ареометра результаты следующие: Gs = 2,60, температура воды = 24 и показания ареометра …
Основы геотехнической инженерии (список курсов MindTap) )
A (n) ______________ – это компьютерная система, которая может распознавать закономерности или тенденции в данных и действовать в соответствии с ними.
Основы информационных систем
Чем ложноположительная тревога отличается от ложноотрицательной тревоги? С точки зрения безопасности, что меньше …
Принципы информационной безопасности (список курсов MindTap)
В чем разница между материальными и нематериальными выгодами? Определите пять ощутимых преимуществ, которые часто встречаются …
Основы информационных систем
Используя рисунок P2.4 в качестве руководства, работайте Проблемы 45. На реляционной диаграмме DealCo показаны исходные сущности и…
Системы баз данных: проектирование, внедрение и управление
_______________ охватывает все действия, необходимые для того, чтобы нужный продукт попал в руки нужных клиентов …
Принципы информационных систем (Список курсов MindTap)
Что такое цель индекса?
Справочник по SQL
Наклонная лестница AB поддерживает маляра (85 кг) в точке C, а вес самой лестницы iq = 40 K / m}. …
Механика материалов (Список курсов MindTap)
Основываясь на принципах инженерной экономики, объясните, как бы вы выбрали лучшую альтернативу из множества гл. ..
..
Основы инженерного дела: Введение в инженерное дело (Список курсов MindTap)
Повторите задачу 2.4 со следующими данными. 2.4 Ниже приведены результаты ситового анализа. а. Определите …
Принципы геотехнической инженерии (список курсов MindTap)
Сравнительный анализ: Under Armour, Inc. и спортивная одежда Columbia См. Отчеты 10-K Under Armour, …
Краеугольные камни финансового учета
в примере задачи 5.5, вычислите натяжение TAD, используя одно скалярное уравнение равновесия.
International Edition — инженерная механика: статика, 4-е издание
Microsoft Project мощный, но довольно дорогой. Как менеджер, как бы вы обосновали покупку этого со …
Системный анализ и проектирование (серия Shelly Cashman) (Список курсов MindTap)
Коммунальная компания направила подрядчику письмо, в котором говорится, что имеющийся ток неисправности на линии …
EBK ЭЛЕКТРОПРОВОДКА ЖИЛОЙ
Сколько категорий угроз перечислено в этой главе? Который отмечен как наиболее часто встречающийся. ..
..
Управление информационной безопасностью
Почему так сложно обрабатывать ТБО?
Инжиниринг твердых отходов
Преобразование энергии мощностью 10 000 фут-фунт-сила в британские тепловые единицы, джоули и килоджоули.
Основы термодинамики химической инженерии (Список курсов MindTap)
Что подразумевается под управлением скоростью с обратной связью?
Управление электродвигателем
Испытание на растяжение проводилось на металлическом образце, имеющем круглое поперечное сечение диаметром 12 дюймов.T …
Steel Design (активируйте обучение с этими НОВЫМИ названиями от Engineering!)
Сварка определяется как процесс соединения, который вызывает слияние материалов путем их нагрева с или без …
Сварка: принципы и применение ( Список курсов MindTap)
Если ваша материнская плата поддерживает память ECC DDR3, можете ли вы заменить память DDR3 без ECC?
A + Guide to Hardware (Автономная книга) (Список курсов MindTap)
Проведите линии влияния вертикальных реакций на опорах A и B балки, показанной на рис. P8.33. ИНЖИР. P …
P8.33. ИНЖИР. P …
Structural Analysis
Какое наименьшее количество битов вам нужно будет заимствовать из сетевой части маски подсети класса B для …
Network + Guide to Networks (MindTap Course List)
What Вы можете предпринять дополнительные шаги, чтобы люди и компании не могли хранить информацию о вас?
Enhanced Discovering Computers 2017 (серия Shelly Cashman) (список курсов MindTap)
| машины Вегас Невада одиночная 2-клапанная головка цилиндра | 150 долларов.00 |
| VW Клапан головки блока цилиндров с воздушным охлаждением | 200,00 $ |
| 4-цилиндровый чугун с верхним расположением клапанов 8-клапанный | 150,00 $ |
| 4-цилиндровый чугун 8-клапанный 2.3L Ford с кулачком | 350,00 $ |
| 4-цилиндровый алюминиевый 8-клапанный верхний клапан | 225,00 |
| 4 цилиндра, алюминий с верхним расположением клапана, 12 клапанов | 300,00 $ |
| 4-цилиндровый алюминиевый с верхним расположением клапанов 16-клапанный | 350 долларов. 00 00 |
| 4-цилиндровый алюминиевый DOHC 16-клапанный | 475,00 $ |
| 4-цилиндровый алюминиевый 20-клапанный DOHC | 475,00 $ |
| БМВ СОХК 4 цилиндра с двойными валами коромысла | 475,00 $ |
| H-4 SOHC | 350,00 $ |
| H-4 DOHC | 350,00 $ |
| Рядный 6 чугунный 12-клапанный | 200,00 $ |
| Рядный 6 Алюминий SOHC | 375 долларов.00 |
| Рядный 6 Алюминий DOHC | 375,00 $ |
| Рядные шесть BMW SOHC с двойными коромыслами | 475,00 $ |
| V6 Чугун с верхним расположением клапанов, 12 клапанов | 200,00 $ |
| V6 Алюминиевый 12-клапанный OHV | 200,00 $ |
| V6 Алюминиевый 12-клапанный OHV GM 3.1 / 3.4L | 200,00 $ |
| V6 Алюминий SOHC 24 клапана | 375 долларов.00 |
| V6 Алюминий DOHC, 24 клапана | 425,00 $ |
| V6 Алюминиевый 30-клапанный DOHC | 475,00 $ |
| Чугун V8 Small Block OHV | 225,00 |
| Малый блок V8, алюминиевый с верхним расположением клапанов | 250,00 $ |
| V8 Big Block OHV чугун | 250,00 $ |
| V8 Алюминий OHV большой блок | 275,00 $ |
| V8 Алюминий SOHC | 475 долларов.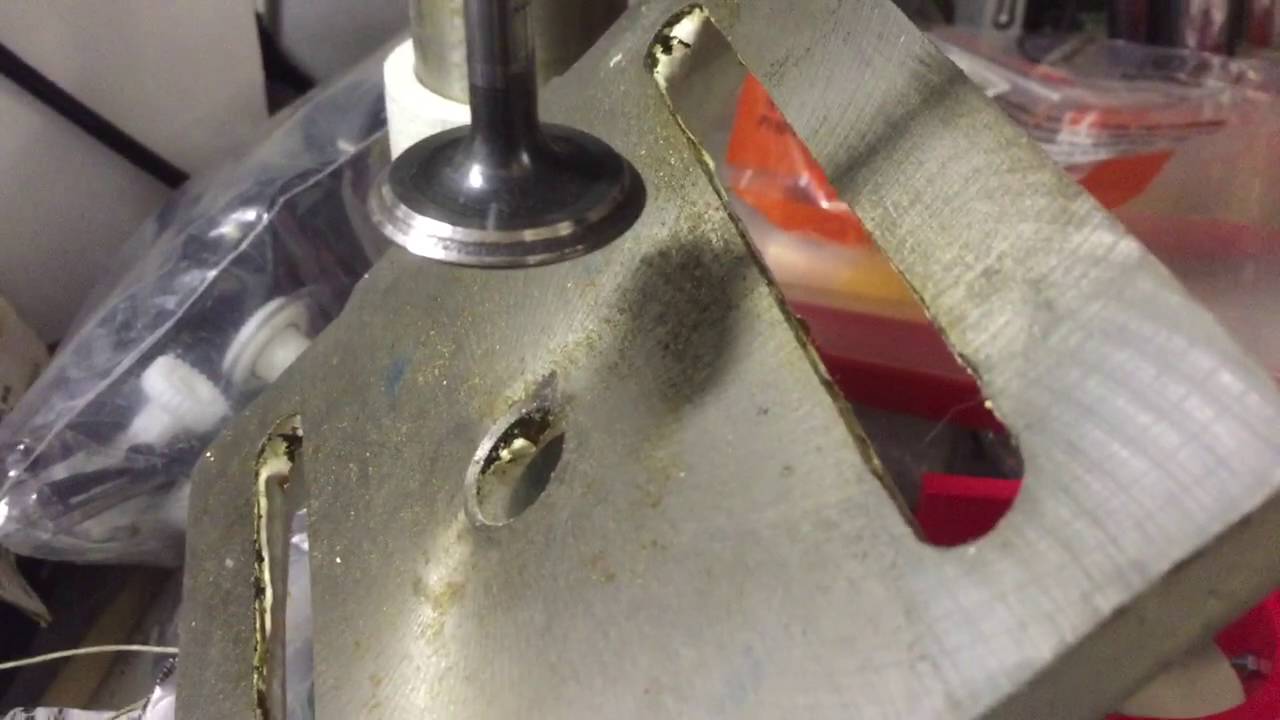 00 00 |
| V8 Алюминий DOHC | 475,00 $ |
| Дизельный 16-клапанный двигатель V8 (поверхность не входит в комплект) | 450,00 |
| Дизельный 32-клапанный двигатель V8 (поверхность не входит в комплект) | 550,00 $ |
| V10 SOHC | 550,00 |
| V10 DOHC | 500,00 $ |
| V12 DOHC | 600,00 $ |
| Поверхность 4 цилиндров | 100 долларов.00 |
| Поверхность цилиндра 5-6 | 125,00 $ |
| Поверхность 8 цилиндров | 160,00 $ |
| Угловая головка для испытания под давлением | 100,00 $ |
| Испытание под давлением Головки V6-V8 | 125,00 $ |
| Испытание давлением Головки V10-V12 | 200,00 $ |
| Разборка и осмотр | 100,00 $ |
| Выпрямление алюминиевой головки | 200 долларов. 00 00 |
| Magnaflux Литая головка | 65,00 $ |
| Вакуумные испытательные клапаны | 65,00 $ |
| R&R до нового литья | 150,00 $ |
| Заменить уплотнения штока клапана | 100,00 $ |
| Регулировочные шайбы | 20,00 $ каждый |
| Отверстие свечи зажигания Heli-Coil | 85,00 $ |
| Вставка свечи зажигания 5.4 / 6,8 л (1) | 85,00 $ |
| Вставка свечи зажигания 5.4L Ford (8) | 400,00 $ |
| Вставка свечи зажигания 6,8 л Ford (10) | 450,00 |
| Фреза для шпилек / направляющих пластин | 200,00 $ |
| Седла со срезанной пружиной | 10,00 $ каждый |
| Седла с вырезом для больших клапанов | 10,00 $ каждый |
| CC Камера сгорания | 65 долларов.00 |
| Просверлить и установить верхнюю заглушку | 65,00 $ |
| CC На впуске / выпуске | 100,00 $ |
| Клапан очистки и ремонта поверхности | 60,00 $ |
| Направляющие клапана R&R | 15,00 $ каждый |
| Обрежьте и установите седла клапана | 35,00 $ |
| Горячий бак и магазин | № 65. 00 00 |
| Bake & Mag | 85 долларов.00 |
| Головки угловых фрез | 350,00 $ |
| Поверхность выхлопной стороны головки | 100,00 $ |
| Поверхность впускного коллектора | 150,00 $ |
| Внешний выпускной коллектор | 85,00 $ каждый |
Замена поверхности латунных седел спринклерных клапанов
Замена латунных седел спринклерных клапанов Дэвид С. Юрист. mailto: [email protected]
Июнь 2013 г.
Хотя есть инструменты для шлифовки латунного крана крана
сиденья, их режущие головки обычно недостаточно велики для использования на
седла клапана спринклера.Решение состоит в том, чтобы сделать свой собственный инструмент или использовать
какой-нибудь инструмент для мелкозернистой шлифовки (если он у вас есть). В большинстве
корпуса, нужно удалить немного латуни седла, чтобы можно было повернуть
инструмент одним пальцем и часто заканчивают работу после нескольких
поворачивается вперед и назад. При использовании электроинструмента существует риск
удаления слишком большого количества латуни, если вы не двигаетесь на очень медленной скорости в течение
только секунду или две.
При использовании электроинструмента существует риск
удаления слишком большого количества латуни, если вы не двигаетесь на очень медленной скорости в течение
только секунду или две.
Изготовить ручной инструмент для наплавки посадочного места разбрызгивателя 1 дюйм. клапан (другие размеры выполняются аналогично) используйте, скажем, зернистость 600, влажную или сухую наждачная бумага.Более мелкая зернистость – это нормально. Затем найдите длинный крепежный винт (скажем, Диаметром 3/8 дюйма) для установки шайб. Используйте шайбы большого диаметра. шайба крыла (не менее диаметра резиновой шайбы) для крепления наждачная бумага на. Положите эту шайбу крыла на лист наждачной бумаги. и с помощью ножниц для стрижки ногтей вырежьте диск наждачной бумаги из такого же размера. Затем карандашом нарисуйте круг на шлифовке. диск через центральное отверстие шайбы и вырежьте его так, чтобы сделайте центральное отверстие в шлифовальном диске того же диаметра, что и машинный винт.
Затем соберите все детали и соберите самодельный инструмент. В
части: Машинный винт длиной несколько дюймов; диск наждачной бумаги; шайба крыла,
3 @ стандартные шайбы, 2 гайки. Наденьте их на крепежный винт в
в следующем порядке: гайка, шайба стандартная, шайба крыла, наждачная бумага
диск, 2 стандартные шайбы, гайка. Затяните гайки, вставьте инструмент в
клапан наждачной бумагой по центру седла, нанесите немного
давление на сиденье и крутить взад и вперед, стараясь удерживать
уровень шлифовального диска на сиденье.Убедитесь, что шлифовальный диск влажный.
После первых нескольких поворотов поднимите инструмент и посмотрите на сиденье.
Вы почти закончили, когда поверхность сиденья сияет по всему периметру
и шире острия ножа. Если он слишком широкий, он более склонен к
между поверхностью сиденья и резиной застрял осадок и т. д.
шайба, в результате чего возникла течь.
В
части: Машинный винт длиной несколько дюймов; диск наждачной бумаги; шайба крыла,
3 @ стандартные шайбы, 2 гайки. Наденьте их на крепежный винт в
в следующем порядке: гайка, шайба стандартная, шайба крыла, наждачная бумага
диск, 2 стандартные шайбы, гайка. Затяните гайки, вставьте инструмент в
клапан наждачной бумагой по центру седла, нанесите немного
давление на сиденье и крутить взад и вперед, стараясь удерживать
уровень шлифовального диска на сиденье.Убедитесь, что шлифовальный диск влажный.
После первых нескольких поворотов поднимите инструмент и посмотрите на сиденье.
Вы почти закончили, когда поверхность сиденья сияет по всему периметру
и шире острия ножа. Если он слишком широкий, он более склонен к
между поверхностью сиденья и резиной застрял осадок и т. д.
шайба, в результате чего возникла течь.
Инструмент будет немного легче крутить вручную, если у вас есть
шестигранная головка крепежного винта рядом с шлифовальным диском.
Это противоположно последовательности сборки, описанной выше, и вы
нужна только одна гайка, но на ее завинчивание потребуется больше времени, так как
он должен проходить по всей длине крепежного винта. Вместо
крепежный винт, я использовал резьбовой стержень сиденья крана
инструмент для наплавки
Вместо
крепежный винт, я использовал резьбовой стержень сиденья крана
инструмент для наплавки
Причина использования двух шайб стандартного диаметра рядом с каждой другой – использовать их, чтобы держать инструмент в некоторой степени выровненным с отверстие в седле (эти шайбы входят в отверстие в седле). Если спринклерный клапан использует свободно вращающийся держатель резиновой шайбы, один может использовать это для установки шлифовального диска (вместо станка винт).
Хотя восстановление поверхности сиденья может занять больше времени, чем требуется просто замените весь клапан, преимущества в том, что оба экономит деньги, и вы можете получить клапан лучшего качества, так как старые, сделанные в США, обычно более высокого качества, чем импорт сделал сегодня.
Rossi & Kramer – PEG: машины с седлами клапана
Сегодня The Ultimate Tooling посещает компанию Rossi & Kramer – PEG в Италии, в провинции Тревизо, где находится машин с седлами клапана высочайших стандартов качества произведено.
Владелец Rossi & Kramer – PEG, г-н Антонио Даминато , с особой вежливостью и доступностью открывает нам двери своей компании и начинает с предоставления некоторой исторической информации и объяснения продуктов и производственных процессов.
Росси и Крамер – PEG: компания
История
Росси и Крамер – PEG была основана еще в 1967 году двумя основателями Эджидио Перин и Санте Бусатта.
В 1972 году к компании присоединился г-н Антонио Даминато, который в последующие годы стал ее владельцем.
Rossi & Kramer – PEG занимает площадь 1800 кв.м. и может рассчитывать на сотрудников из 18 сотрудников , которые охватывают все ключевые области корпоративной структуры.
Она варьируется от коммерческой и административной стороны до проектирования, разработки и производства машин для седла клапана и шлифовальных машин , которые производятся на заводах.
Производство
Гордость Rossi & Kramer – PEG , производственная площадка оборудована высококачественным оборудованием , таким как токарные станки с ЧПУ Японские марки Mazak и Okuma , обрабатывающие центры с ЧПУ под маркой Okuma, а также тангенциальные и внешние круглошлифовальные станки.
Г-н Даминато объясняет, что для укрепления и без того превосходного производственного сектора 2 новых рабочих блока скоро будут доступны , такие как токарный станок с ЧПУ и автоматизированный рабочий центр, всегда под торговой маркой Okuma.
В настоящее время компания имеет достаточно стандартизированное производство, и производит около 500 машин в год.
Однако г-н Антонио Даминато напоминает нам, что на рубеже 80-х / 90-х Rossi & Kramer – PEG достигла пикового уровня – более 1200 штук в год , включая машины для замены клапанов и машины для седел клапанов.
Производственная площадка с рабочим центром Okuma с ЧПУ
Не только станки для изготовления седел клапана
Как уже было сказано, Rossi & Kramer – PEG специализируется на производстве станков для седла клапана , станков для заточки клапанов двигателя, систем резки седел клапанов, переносных расточной станок для кулачковых сидений.
Rossi & Kramer – PEG также производит 2 модели вакуумометров , специальные инструменты для проверки герметичности клапанов, которые обычно используются после обработки седла клапана для проверки точного соединения между клапаном и седлом клапана.
VACUCHECK 90 – Пневматический вакуумметр
VACUTEST 116 – Электрический вакуумметр
Продукция
Теперь давайте подробно рассмотрим, какие продукты собственной конструкции представлены в каталоге Rossi & Kramer – PEG .
FM1 – Инструмент для резки седла клапана
PEG 8 – Переносной шлифовальный станок для седла клапана
PEG 10 – Переносной шлифовальный станок для седла клапана
RV 3000 – Устройство для заточки клапана для диаметров Ø 4 ÷ 16 мм
RS 08L – Станок для шлифования седла клапана
RS 993 – Машина для заточки седла клапана
Машины для заточки клапанов, фрезерные станки и машины для заточки седел клапанов достигают всех уголков мира благодаря сети официальных дистрибьюторов, представляющих бренд Rossi & Kramer – PEG на всех континентах.