Какой выбрать сварочный инвертор. Диагностика самодельного инвертора и его подготовка к работе. Обслуживание и ремонт.
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть – это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат.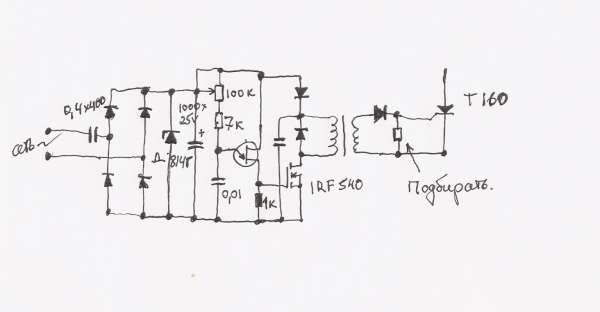
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики – это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой – это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.


Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 – 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.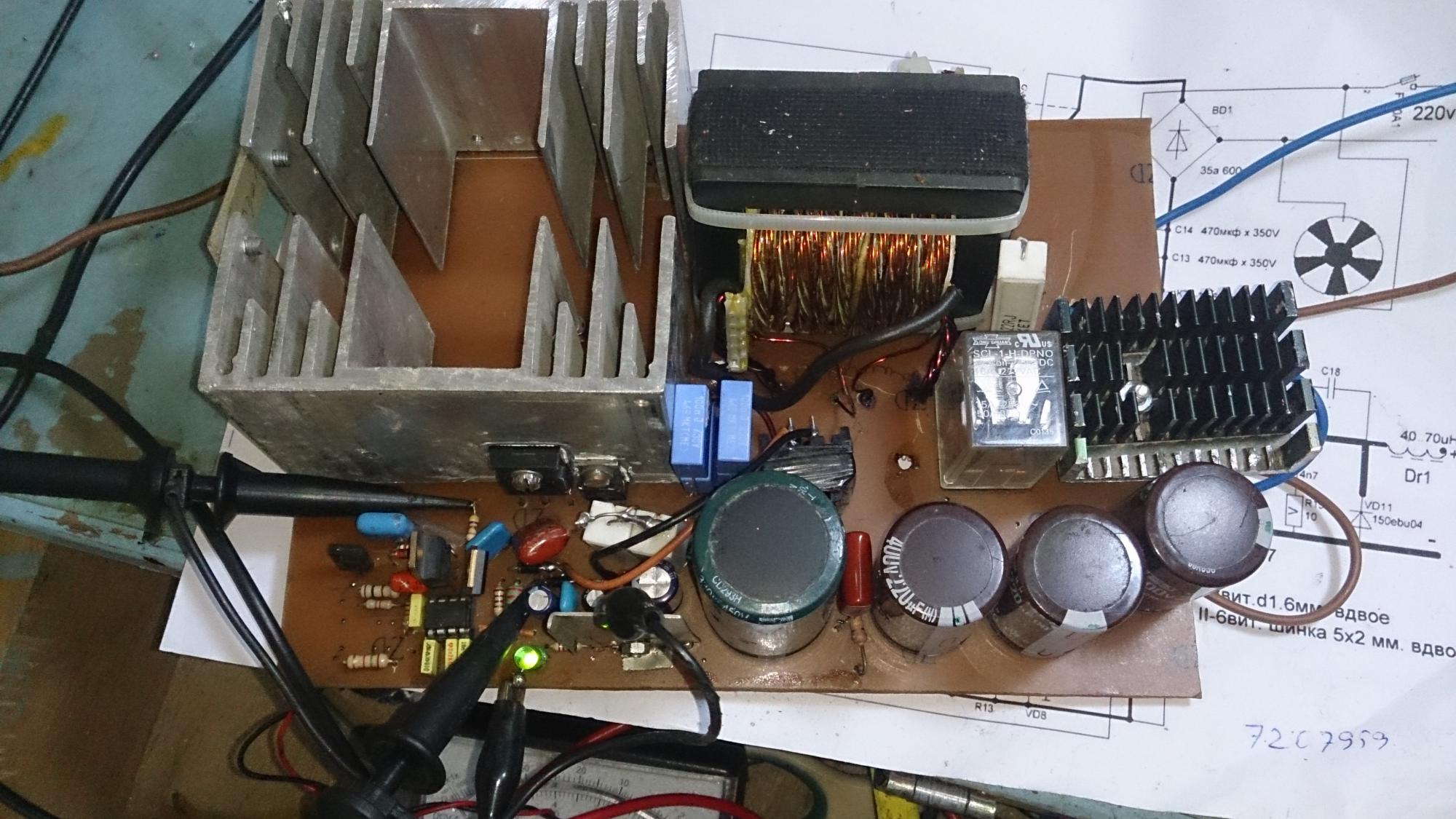
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, – самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора.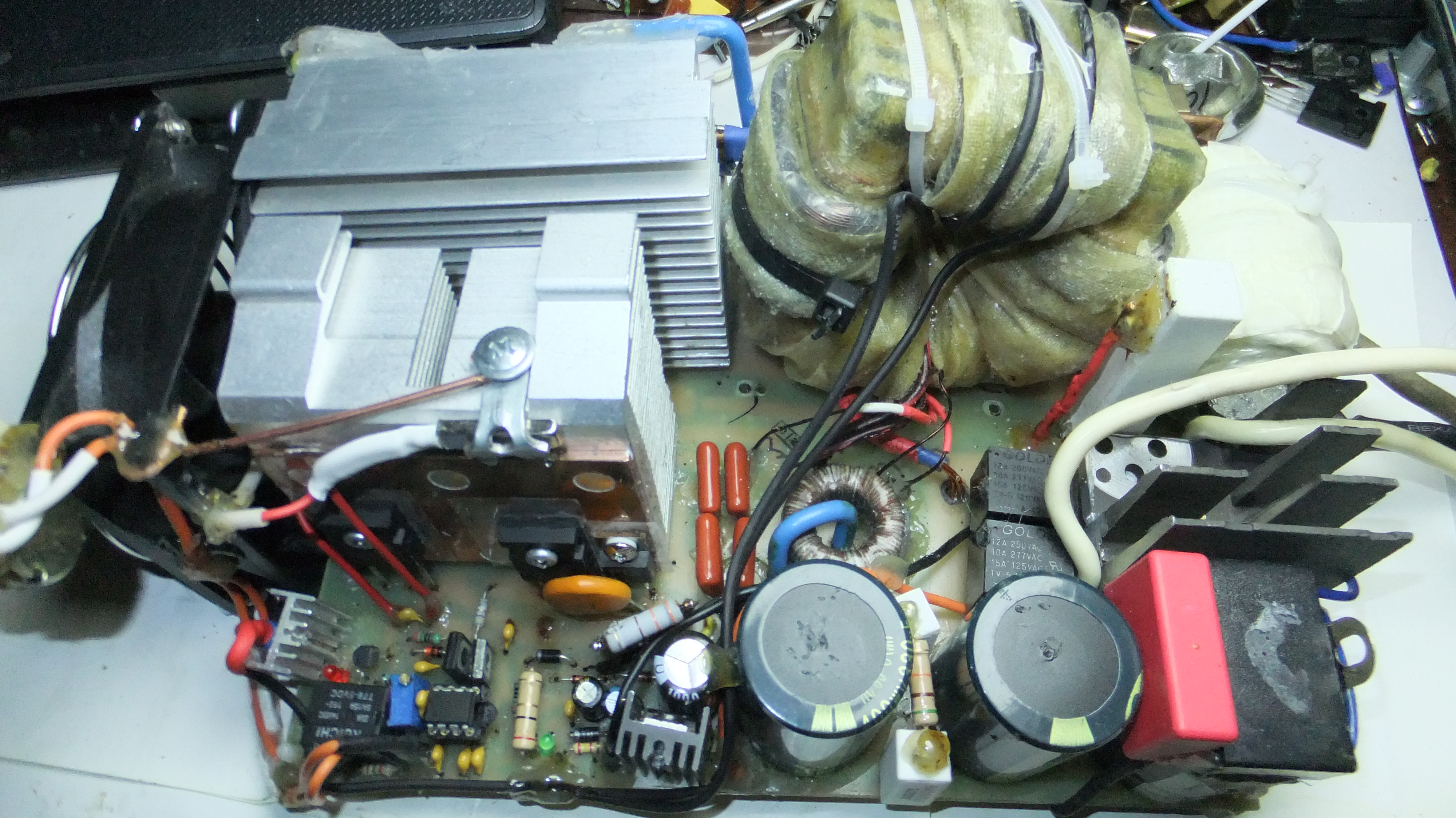
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные.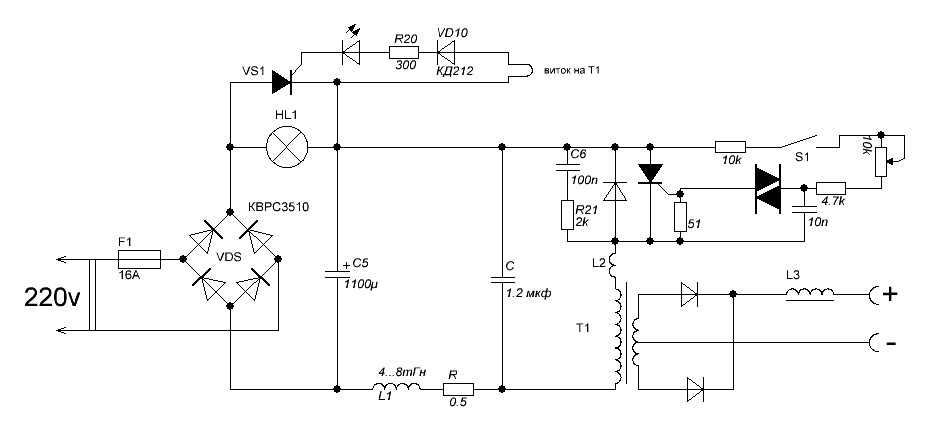 Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
 При повреждении блокирует работу последующих узлов.
При повреждении блокирует работу последующих узлов.Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Самой важной частью приобретенного или самодельного сварочного инвертора является схема. Провод в сварочном инверторе не обматывается материалом для термоизоляции. За основу можно взять плиту из дюралюминия. К ней понадобится присоединить несколько проводов и проводников, которые будут отдавать тепло. Для обдува понадобится использовать вентилятор большой мощности (в данном случае может использоваться радиатор от автомобиля). Также будут необходимы радиаторы диодов выпрямления и дроссель. Последний элемент прижимается к конструкции через прокладочный материал для уплотнения.
Самодельный сварочный аппарат не сможет работать без дроссельного устройства.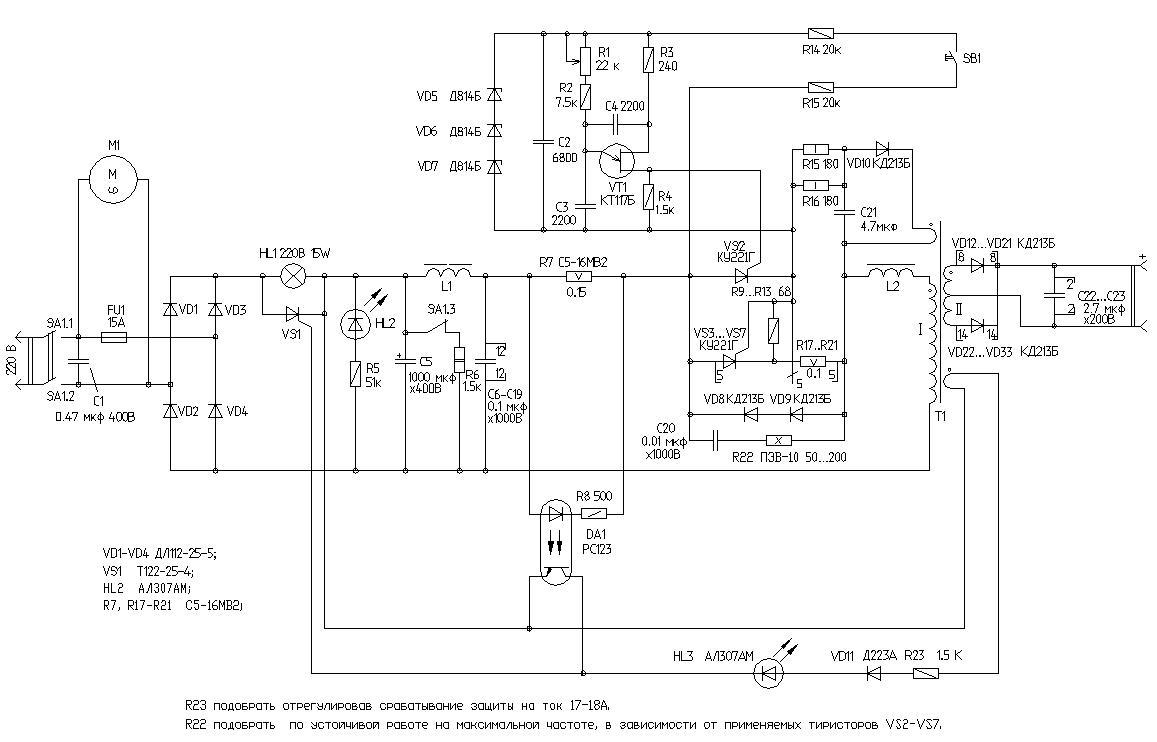 Его можно изготовить из медных сердечников. Подобные элементы чаще всего установлены в строчных трансформаторах. Если таких приспособлений нет, можно их изготовить своими руками из деталей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию инверторной схемы, после чего к ним подсоединяются уплотнители для изоляции и стабилизаторы напряжения.
Его можно изготовить из медных сердечников. Подобные элементы чаще всего установлены в строчных трансформаторах. Если таких приспособлений нет, можно их изготовить своими руками из деталей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию инверторной схемы, после чего к ним подсоединяются уплотнители для изоляции и стабилизаторы напряжения.
Пример изготовления сварочного инвертора
В подобной конструкции будет использоваться нестандартный трансформатор, так как магнитный провод в нем имеет сечение 2 мм. Подобный провод не покрывается изоляционными материалами, однако можно использовать и защищенный кабель.
Пучок проводника собирается из нескольких проводков, их тоже нужно будет изолировать изолентой или полосой из фторопласта. Схему изготавливаемой конструкции для сварки можно увидеть на рис 1. Благодаря подобной вторичной обмотке лента из фторопласта будет расходоваться очень экономно, так как щель между изоляциями уже присутствует. Благодаря данному зазору можно производить охлаждение трансформатора тока. Если будет использована данная схема, то не понадобится дополнительно устанавливать какие-либо тиристоры или транзисторы.
Если будет использована данная схема, то не понадобится дополнительно устанавливать какие-либо тиристоры или транзисторы.
Рисунок 1. Пучок проводника из различных проводков необходимо изолировать изолентой.
Проводники надо будет развести в разные стороны, чтобы они не контачили и не вызывали сбоев в процессе работы. После этого на транзисторе нужно произвести монтаж силового моста. Он выполняется навесом. В данном случае понадобится использовать медный шнур сечением 2 мм без изоляции. Его следует залудить и обмотать обыкновенными нитками в несколько слоев. Подобный проводник имеет защиту от повреждений в процессе пайки или сварки. Для фиксации можно использовать пятки для изоляции, на которые будет переноситься нагрузка с транзисторов. Таким образом можно продлить работоспособность.
Транзисторы нужно дополнительно прижать к радиатору. Их можно закрепить при помощи использования пластинок из дюралюминия. Подобные прокладки следует привинтить с помощью винтов небольших размеров. Данные крепежные элементы удобно использовать при изготовлении маленького самодельного аппарата для сварки.
Данные крепежные элементы удобно использовать при изготовлении маленького самодельного аппарата для сварки.
Вентилятор будет охлаждать несколько мостов, но каждый из мостов следует ограждать изоляционным слоем.
Вентиляция вторичной обмотки имеет большое значение. Если есть необходимость, то можно вывести вторичную обмотку на ферритовые цилиндры. В данном случае можно использовать и приемник питания со средними волнами, из которого энергия сможет поступать к сердечникам.
Как сделать импульсный инверторный сварочный аппарат своими руками?
Принципиальная схема инверторного устройства сварочного аппарата.
Импульсный инвертор можно сделать своими руками в домашних условиях. Следует помнить, что обмотки могут наматываться лишь на полную ширину каркаса. В таком случае трансформатор станет более устойчив к перепадам напряжения и воздействиям окружающей среды. Для того чтобы изготовить сварочный аппарат подобного типа, понадобится подготовить следующие элементы:
- преобразователь трансформатора на 41 Гц;
- элементы для уплотнения
- жестянка из меди;
- изолента;
- чертежи инверторов.

В данном случае будет рассмотрен пример изготовления одноконтактного инвертора, который функционирует с помощью углекислого газа или аргона.
Вторичная обмотка в данном варианте наматывается в несколько слоев. На ферритный сердечник надо будет намотать дроссель. Через трансформаторное устройство нужно закрепить специальные кольца к первичной или вторичной обмотке.
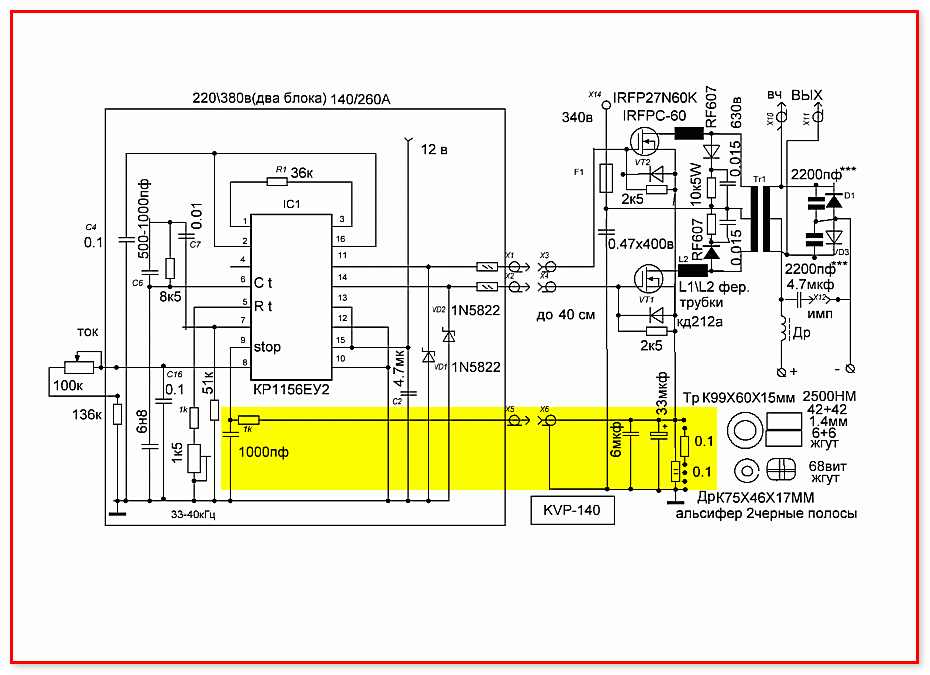
Рисунок 2. Схема работы импульсного инверторного сварочного аппарата.
Чтобы производить охлаждение самодельного инвертора для сварки, понадобится использовать специальный компьютерный радиатор, который отлично подходит и по мощности, и по потреблению энергии. Импульсное трансформаторное приспособление наматывается полосой из меди, так как алюминиевые провода не смогут выдержать перепадов непостоянного тока.
Бесперебойная работа конструкции будет напрямую зависеть не только от величины тока, но и от толщины провода. Если будет намотана обмотка толстым слоем, то получится обратный скин-эффект, который может негативно сказаться на работе остальных бытовых конструкциях.
Вес подобного приспособления составляет приблизительно 5-10 кг, его пропускная способность составляет 30-150 А. Схему подобной конструкции можно увидеть на рис. 2.
Как настроить работу самодельного инвертора?
Изготовить подобную конструкцию можно с легкостью своими руками, при этом понадобится незначительное количество материалов. Однако правильно настроить данное приспособление самостоятельно сможет далеко не каждый, потому может потребоваться помощь высококвалифицированных специалистов с опытом работы.
Если все же есть желание произвести настройку инвертора самостоятельно, то следует знать последовательность действий. Настройка конструкции состоит из следующих этапов:
Рисунок 3. Схема источника питания инвертора.
- Прежде всего понадобится подключить сварочный аппарат к электросети. После этого блок должен начать издавать громкие звуки. Это означает, что приспособление передает ток. Электричество должно подаваться на емкостный вентилятор. Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.
- Для того чтобы замкнуть резистор, понадобится подключить реле. Данный элемент следует подключать исключительно после зарядки конденсаторов. Подобные действия способны существенно уменьшить перепады тока в процессе включения аппарата для сварки в сеть 220 В.
- Следует помнить, что если подсоединить трансформатор без резистора, то может произойти взрыв. Все изготавливаемые инверторы будут пропускать по 100 А и более, точный уровень определяется исходя из того, какая плата использовалась в процессе разработки. Для определения уровня следует использовать мультиметр. Понадобится выполнить следующие действия: первым делом устройство включается в режиме амперметра, после чего выполняется замер периодичности поступающих импульсов.
- Сварку понадобится проверить на усилителе, который будет проводить сигнал к блоку. Средняя амплитуда составляет 15 В (если изготавливается сварочный аппарат небольшой мощности). Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.
- Проверить работу инвертора для сварки можно с помощью осциллографа. Импульсы, которые исходят от обмоток, должны быть одинаковыми.
- Понадобится проконтролировать трансформатор для сварки под управлением силовых конденсаторных приспособлений. Необходимо изменить пропускной уровень на больший, после чего подключить осциллограф. Важно следить за формой сигнала, который исходит от коллектора.
 Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.
Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.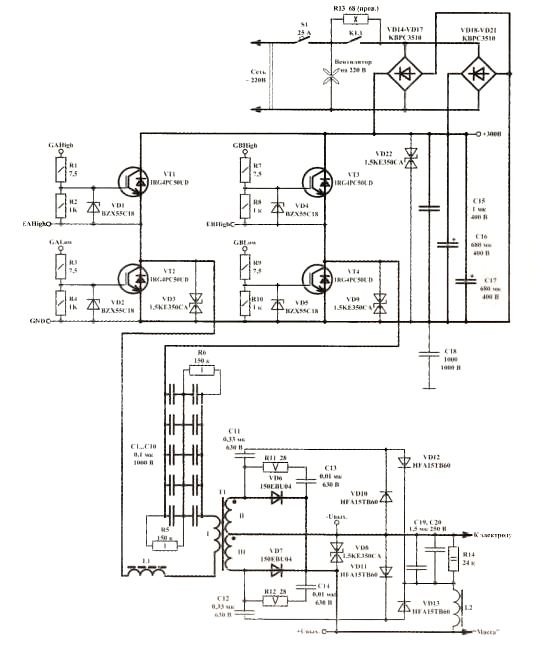 Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.
Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.Схема источника питания инвертора изображена на рис. 3.
Как правильно использовать инвертор для сварки?
При включении инвертора в электросеть контроллер автоматически выставит величину задания тока сварки на 120 А. Если после включения напряжение в проводах конструкции не превысит 100 В, то на индикаторе можно будет увидеть много восьмерок. Подобные цифры указывают на неисправность устройства. При нормальном запуске данные цифры должны смениться значением тока 120 А. Величина задания тока может изменяться с помощью кнопок.
Подобные цифры указывают на неисправность устройства. При нормальном запуске данные цифры должны смениться значением тока 120 А. Величина задания тока может изменяться с помощью кнопок.
Чтобы контролировать температуру конструкции в процессе работы, нужно нажать все кнопки одновременно. При нажатии индикатор должен показывать заданную температуру радиаторной конструкции.
Если температура радиаторного устройства в процессе работы превысит 75 °С, то индикатор начнет отображать температуру конструкции, после чего включится звуковой сигнал. Работа инверторной конструкции не заблокируется, но ток автоматически снизится до 20 А.
Как только температура будет составлять менее 65 °С, звуковой сигнал выключится. Ток в данном случае будет составлять 20 А. Индикация будет такой, как до превышения температуры.
Если оборвется температурный датчик, то индикатор должен выдать код ошибки Ert1. После этого включится звуковой сигнал. Работа инверторного приспособления заблокирована не будет, но величина тока автоматически изменится до 20 А.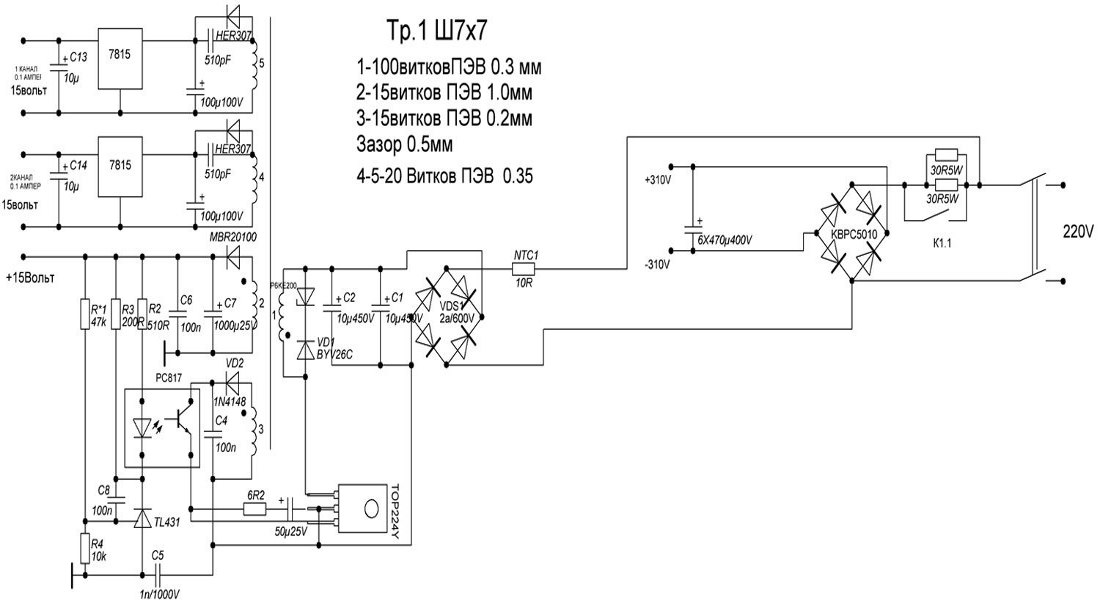 Если температурный датчик замкнется, то индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а ток снизится до 20 А.
Если температурный датчик замкнется, то индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а ток снизится до 20 А.
Нюансы, которые следует учитывать в процессе изготовления сварочного инвертора
- При намотке в качестве термопрослойки можно использовать обыкновенную бумагу с кассового аппарата. Подойдет и бумага для ксерокса, однако она имеет плохие механические характеристики. Материал должен быть прочным.
- Нельзя наматывать толстый провод. Приспособление работает на высоких токах, которые не смогут задействовать сердцевину в проводнике большой толщины. В результате произойдет сильный перегрев трансформаторной конструкции. Лучше всего использовать медную ленту небольшой толщины.
- Вторичная обмотка компонуется из нескольких полос меди, которые отделяются друг от друга. В данном случае также понадобится произвести обмотку бумагой из кассового аппарата. Альтернативным вариантом является использование провода ПЭВ сечением до 0,7 мм. Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.
- В конструкции понадобится обязательно предусмотреть вентилятор для охлаждения, так как обмотка сильно нагревается в процессе работы. В данном случае можно использовать обыкновенный кулер от системного блока компьютера.
 Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.
Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.Инвертор для сварки является популярной и необходимой конструкцией, которая достаточно часто используется как в условиях промышленности, так и дома.
Сегодня широко востребованным аппаратом для сварки является сварочный инвертор. Его достоинствами является функциональность и производительность. Изготовить мини сварочный аппарат своими руками можно без особых денежных вложений (потратившись только на расходные материалы), если есть понимание, как устроена и работает электроника. Сегодня хорошие инверторы стоят дорого, а дешевые могут разочаровать плохим качеством сварки. Прежде, чем сконструировать такой инструмент самостоятельно, необходимо скрупулезно изучить схему.
Прежде, чем сконструировать такой инструмент самостоятельно, необходимо скрупулезно изучить схему.
Все составляющие прибора нужно установить на основание. Для его производства подойдет пластина гетинакса толщиной ½ см. По центру пластины вырезать круглое отверстие для вентилятора, который нужно будет оградить решеткой.
Между проводами обязательно должно присутствовать воздушное пространство.
На фронтальную часть основы нужно вывести светодиоды, ручки резистора и тумблера, кабельные зажимы. Весь этот механизм нужно сверху оборудовать «кожухом», для изготовления которого подойдут винипласт или текстолит (не менее 4 мм толщины). На крепление для электрода монтируется кнопка, которую вместе с подключенным кабелем нужно хорошо изолировать.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ , одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
- Для замыкания резистора необходимо подключить реле . Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
- Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
- Потом подается питание 15В на мост , чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
- Проверить корректность установки трансформаторных фаз . Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
- Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
- Начинать сварку с 10 секунд . Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.


Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
 Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.Сборка самодельного сварочного инвертора своими руками на видео
Сварочные аппараты прочно вошли в обиход домашних мастеров. Традиционные трансформаторы недорого стоят, легко ремонтируются, и такую конструкцию можно изготовить собственноручно.
Однако у них есть недостаток – для сварки металла толще автомобильного кузова, требуются высокие токи. Это дает нагрузку со стороны первичной обмотки 220 вольт, порядка 3-5 Вт.
Заварить трубу в квартире не удастся, по техническим условиям, ввод счетчика ограничен мощностью 3,5-5 Вт. Да и в частном доме гарантирован просад электроэнергии.
Да и в частном доме гарантирован просад электроэнергии.
Для работы в бытовых условиях лучше пользоваться сварочным инвертором. Этот прибор имеет меньшую мощность, компактные габариты и небольшую массу.
Стоимость такого автомата выше, чем обычного трансформаторного. Поэтому многие домашние «кулибины» изготавливают своими руками.
В отличие от трансформатора, при изготовлении которого вы боретесь с большим весом и толщиной вторичной обмотки, инвертор предлагает решить иные проблемы.
Схема сварочного инвертора может повергнуть в шок даже радиолюбителя со стажем, не говоря о домашнем мастере, познания которого сводятся к замене предохранителя.
Не стоит пугаться. Следуя инструкциям по сборке, любой радиолюбитель, умеющий держать в руках паяльник, соберет этот блок за несколько свободных вечеров.
Важно! Сварочный инвертор при работе использует токи высокой частоты, поэтому некоторые элементы сильно греются.
Любой , даже небольшой мощности, требует принудительного охлаждения. К этому добавим грамотное расположение компонентов внутри корпуса.
К этому добавим грамотное расположение компонентов внутри корпуса.
Разумеется, сам корпус должен быть снабжен проточными отверстиями для вентиляции. В противном случае постоянно будет срабатывать тепловая защита (необходимый элемент оборудования).
Предлагаем к рассмотрению варианты, как сделать сварочный своими руками.
Резонансный инвертор в фабричном корпусе
В качестве оболочки можно использовать привычный блок питания для компьютера. Чем старее будет возраст – тем лучше. 20 лет назад не жалели металла на стенки, и размеры блоков питания формата AT были крупнее.
От самого блока питания потребуется лишь вентилятор (если он в нормальном состоянии) и радиаторы охлаждения. Поэтому исправность электрической начинки донора нас не интересует. Так будет дешевле его приобрести.
Инвертор построен на б/у элементной базе от старых мониторов и телевизоров. Если нет доступа к подобным «запасникам» — покупка радиоэлементов на рынке, не сильно обременит кошелек.
Подробный рассказ как сделать сварочный инвертор своими руками — видео
Важно! По этим дорожкам протекают токи до 25А, тонкая медь печатной платы перегорит от высокой температуры.
Важно! Невыполнение требований безопасности при монтаже силовой электроники приведет к порче оборудования, а в худшем случае – к травмам.
Задаем для себя параметры будущего сварочного аппарата:
- Ток нагрузки на выходе: 5 – 120А
- Напряжение холостого хода 90В
- Продолжительность нагрузки для электродов 2 мм – 100%, для электродов 3 мм – 80%. (при высокой температуре воздуха, время охлаждения увеличивается на 20%-50%)
- Потребляемый ток на входе: не более 10А
- Масса без силовых проводов 2 кг
- Регулятор тока
- Вольтамперная характеристика – падающая. Поэтому можно работать в режиме полуавтомата с СО2.
Это достаточно простой сварочный инвертор, несмотря на то, что схема насыщенная:
Все номиналы элементной базы указаны на схеме, дублировать их отдельным списком не имеет смысла. Сердце задающего генератора собрано на популярной микросхеме SG3524.
Она используется в блоках питания компьютерных бесперебойников.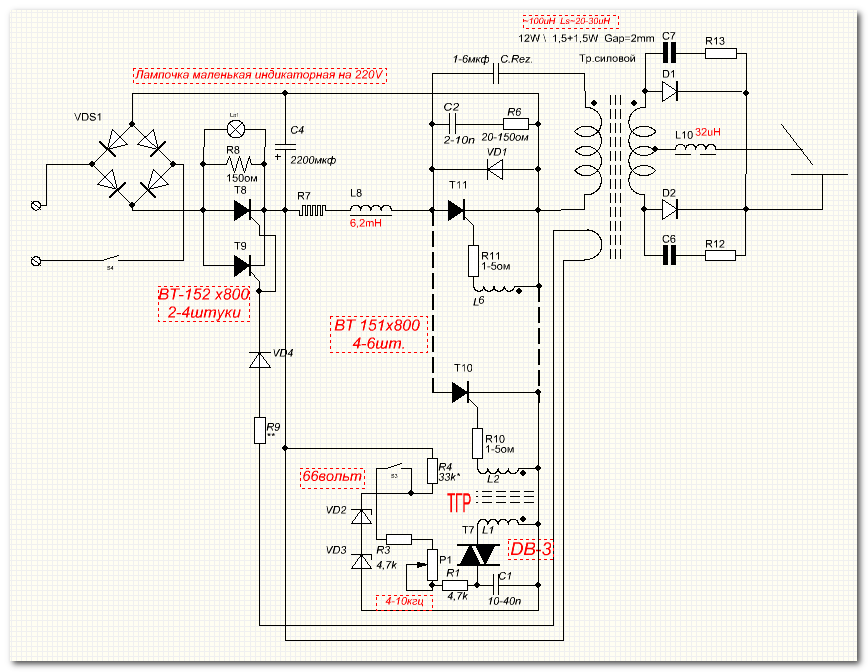 Можно извлечь деталь из сгоревшего UPS.
Можно извлечь деталь из сгоревшего UPS.
Особенность инвертора – крайне низкая потребляемая мощность (по меркам сварочника, разумеется) – не более 2,5 Вт. Это позволяет использовать его не только в гараже, но и в квартире с входным автоматом 16А.
Силовой трансформатор собирается на сердечниках E42. Монтаж вертикальный, иначе не влезет в корпус. Подобные сердечники в изобилии присутствуют в старых ламповых мониторах, и дефицитом не являются в принципе. Для изготовления одного трансформатора потребуется «распотрошить» 6 мониторов.
Из этих же деталей (которые останутся от разобранных трансформаторов) выполняем дроссель. Сердечники для остальных компонентов делаются из стандартного феррита 2000 НМ.
Основа силового блока – мощные диоды и транзисторы, которые нуждаются в рассеивании тепла. Их можно установить на радиаторы от блока питания (в котором собирается инвертор), или набрать из тех же старых компьютерных мониторов.
До включения вольтодобавки, холостой ход поддерживается величиной 35В. За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
За счет такого малого напряжения силовая часть не перегружается. Длина схватываемой дуги составляет 3-4 мм. Это комфортное значение, позволяющее уверенно работать даже начинающим сварщикам.
Выпрямленное напряжение имеет форму синуса (это особенность резонансных инверторов). Для окончательного сглаживания полуволн, необходимо уложить выходные кабели в ферритовые трубки индуктивностью 3-4mkH. Можно использовать фильтрующие кольца от того же блока питания для компьютера, и уложить провод в 2 витка.
Дополнительная обмотка трансформатора добавляет напряжение, поэтому при начале работ дуга зажигается моментально, вне зависимости от атмосферных условий. Главное – качественная обмазка электродов.
Трансформаторы тока подключены во вторичной обмотке. Это конструктивная особенность схемы – в первичной обмотке максимальный ток возможен лишь во время образования резонанса.
Защита инвертора
Залипание электрода предотвращает полевой транзистор IRF510. На схеме хорошо видно этот участок. Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
Им же обеспечивается плавный пуск. Отметим, что такое устройство добавляет комфорта для неопытного сварщика.
На микросхеме SG3524, вход shutdown прерывается в трех случаях:
- Срабатывание термодатчика
- Блокировка транзисторной схемой при коротком замыкании
- Отключение тумблером.
Важно! Самодельный сварочный инвертор не имеет заводского сертификата безопасности. Поэтому защита оператора – это ответственность создателя устройства.
В схеме предусмотрены основные моменты безопасности, их не следует исключать из конструкции. Корпус не должен иметь лишних отверстий (кроме вентиляционных) и открытых полостей. Силовые выходные клеммы устанавливаются на термостойких прочных изоляторах.
Итог:
Собрать инвертор своими руками возможно. Пусть вас не пугает множество деталей в схеме – это забота разработчика. Настраивать готовое изделие не придется, сварочник сразу готов к работе. При условии, что вы все правильно припаяете и скомпонуете модули в корпусе.
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.
Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как или , внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока, которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа..gif.05114be580c2cdf03833a2c599495165.gif)
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.
Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.

Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения.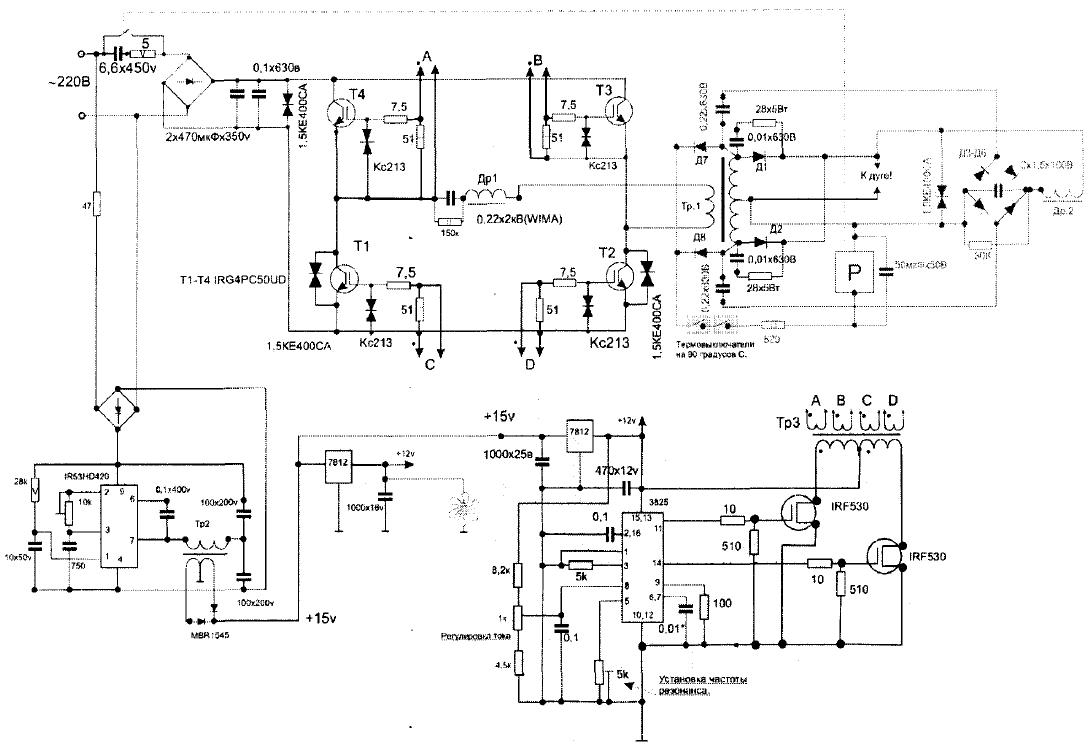 Во время работы следует соблюдать основные правила электробезопасности.
Во время работы следует соблюдать основные правила электробезопасности.
Как сделать сварочный инвертор своими руками
Время чтения: 10 минут
Инверторная сварка — самая популярная из всех на данный момент. Казалось бы, еще 20 лет назад об инверторах и речи не шло. А сейчас простенький инверторный аппарат можно найти на даче у каждого второго дачника и в гараже у многих автомобилистов. Раньше сварочный аппарат был сложен в освоении и за сварку принимались только те, кто действительно хотел постичь все азы этого дела. Но времена изменились. Сейчас даже новичок может включить инвертор в розетку и начать сварку, посмотрев один-два обучающих ролика в интернете.
Не удивительно, что инверторные аппараты завоевали такую популярность. Производители во многом этому поспособствовали, выпустив в продажу бюджетные аппараты. Сейчас можно зайти в обычный строительный магазин и увидеть там инвертор ценой в 50$, а то и меньше. Ассортимент большой, и каждый может подобрать аппарат для своих целей.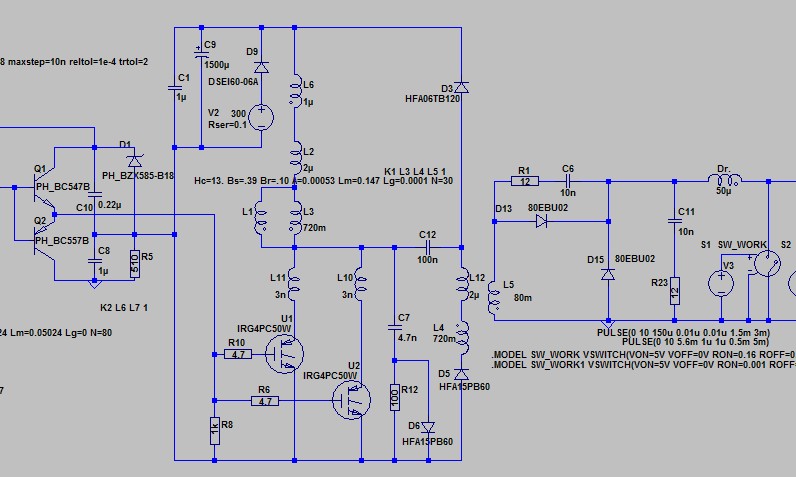
Но что делать, если у вас нет средств на качественный инвертор, а покупать дешевого «китайца» вы не хотите? А может быть, вы просто любите изготавливать электроприборы и хотите собрать сварочный аппарат? Эта статья для вас. Мы расскажем, что такое инвертор, каково его устройство и принцип работы, стоит ли вообще собирать инвертор самому и, наконец, как сделать сварочный инвертор своими руками.
Содержание статьи
- Общая информация
- Устройство инвертора
- Принцип работы
- Расходные материалы
- Купить или собрать своими руками?
- Почему вам стоит собрать самодельный инвертор
- Почему НЕ стоит делать инвертор своими руками
- Самодельный инвертор
- Вместо заключения
Общая информация
Сварочный инвертор (именно инвертор, а не инвентор, как путают многие сварщики) — это разновидность сварочного оборудования. Всего выделяют четыре группы сварочных аппаратов: трансформаторные, топливные сварочные генераторы, выпрямители и, конечно, сварочные инверторы. Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Остальные приборы (например, полуавтомат или САК) являются лишь разновидностью одной из четырех групп.
Задача любого сварочного прибора — это легкая генерация сварочной дуги и поддержка ее стабильного горения. Инверторы отлично справляются с этой задачей, оставаясь простыми и понятными в эксплуатации. Аппараты инверторного типа завоевали свою популярность лишь в 21 веке, поскольку производители научились изготавливать недорогие модели для бытового применения. И на данный момент инвертор — это самый популярный тип сварочного оборудования в мире.
Чем же инвертор так понравился многим сварщикам? Дело в том, что в основе инвертора лежит силовой трансформатор нового поколения, который имеет существенной меньшие габариты и вес, чем трансформаторы из прошлого столетия. Благодаря такой особенности инженеры смогли создать самые маленькие сварочные аппараты весом не более 5 кг, которые при этом снабжены набором дополнительных функций (например, «горячий старт» или «форсаж дуги»).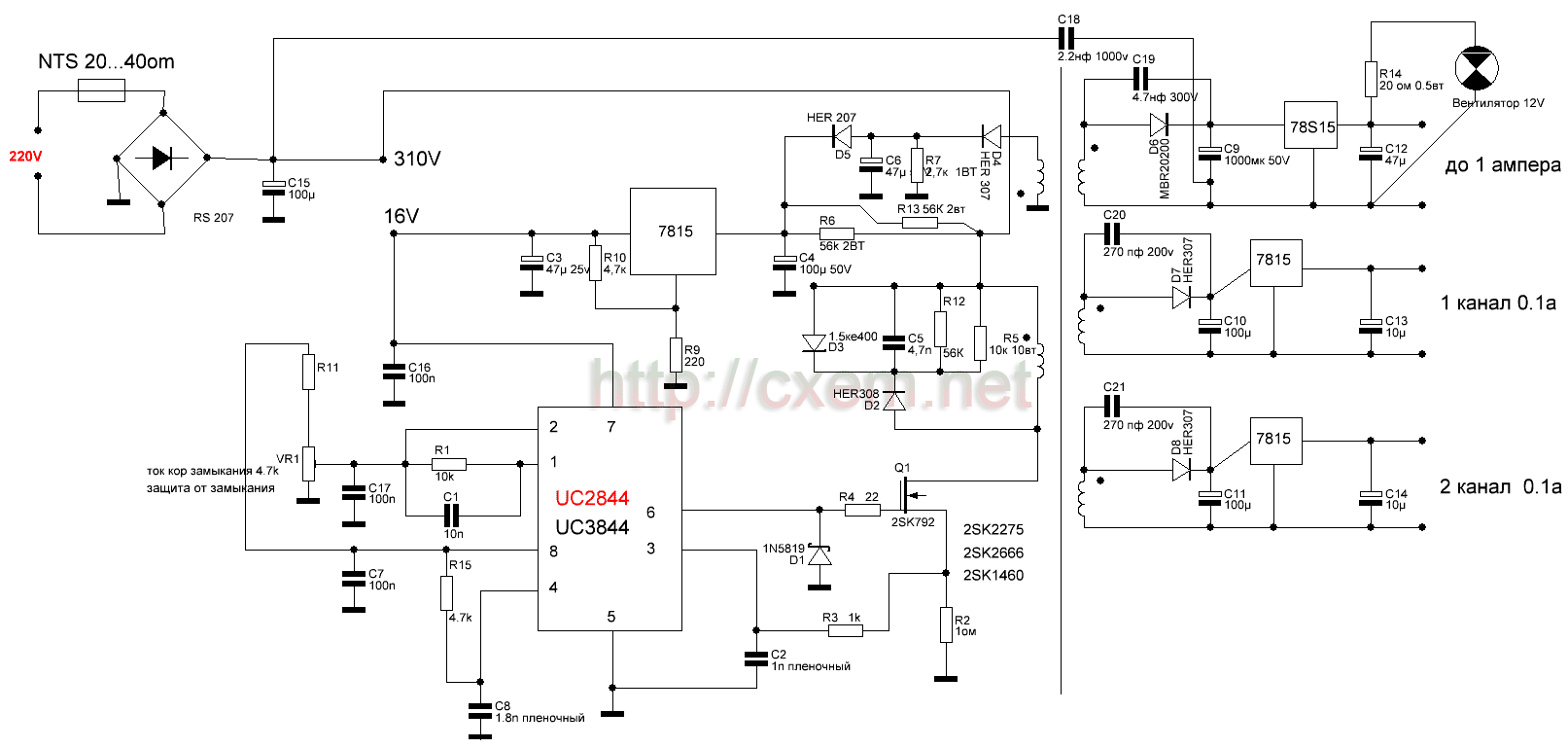
Применение инверторных аппаратов позволяет варить даже новичку без опыта, поскольку встроенные функции упрощают сварочный процесс. При этом возможна плавная регулировка силы сварочного тока и детальная настройка режима сварки. Не удивительно, что инверторы стали настолько популярны и их даже начали собирать своими руками.
Устройство инвертора
Стандартный инвертор состоит из трех условных частей: силового трансформатора, блока электросхем на транзисторах и дросселя. Трансформатор необходим для понижения входящего напряжения электросети до необходимого значения. Блок электросхем — это «мозг» инвертора. А дроссель уменьшает пульсацию тока, выполняя стабилизирующую функцию.
Ниже вы можете видеть устройство типичного инвертора. Как видите, оно простое и понятное, так что вы сможете без проблем собрать похожую инверторную сварку своими руками. Откройте изображение в новой вкладке, чтобы приблизить его.
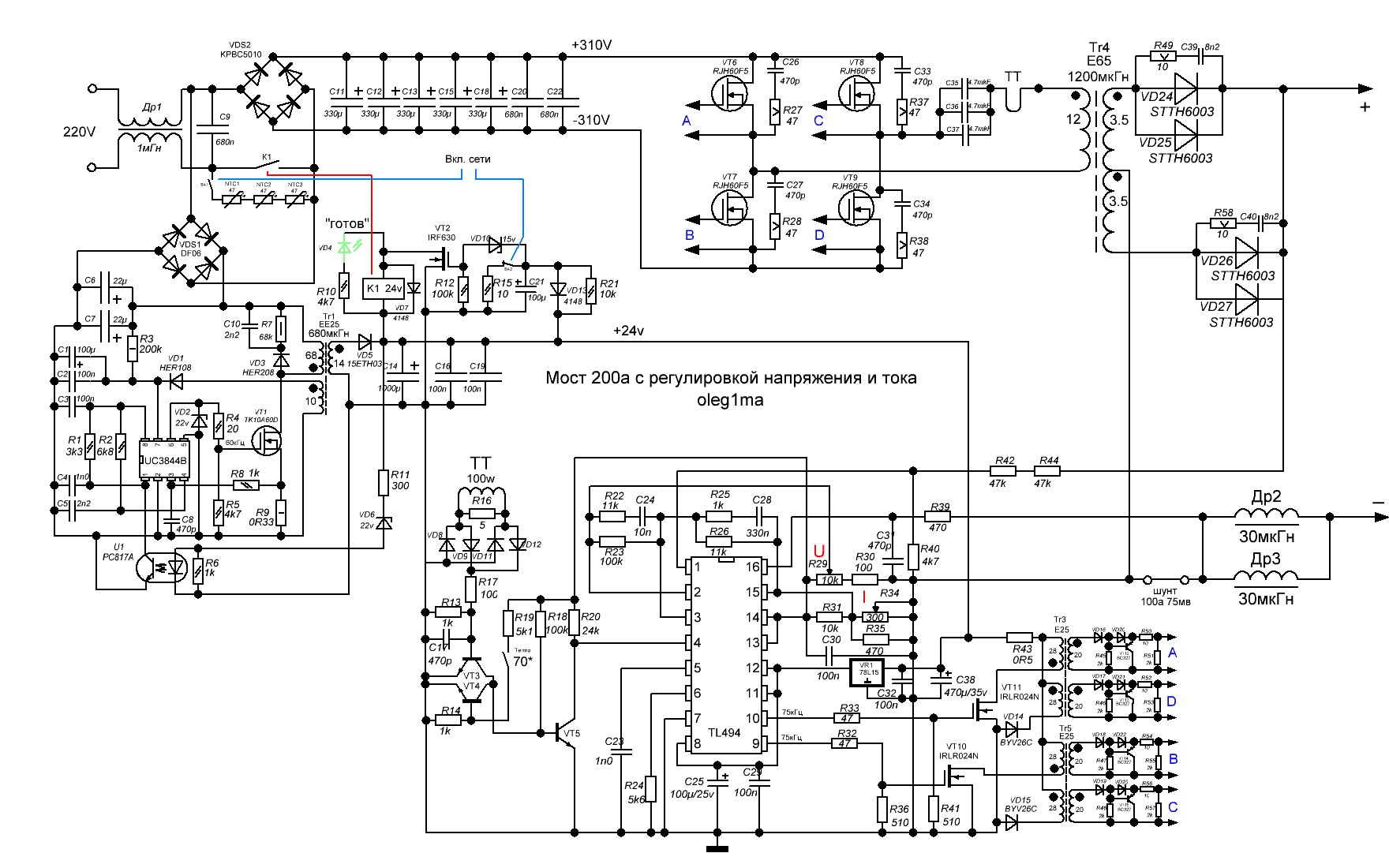
Также ниже схема сварочного инвертора. Можно использовать любую из двух представленных.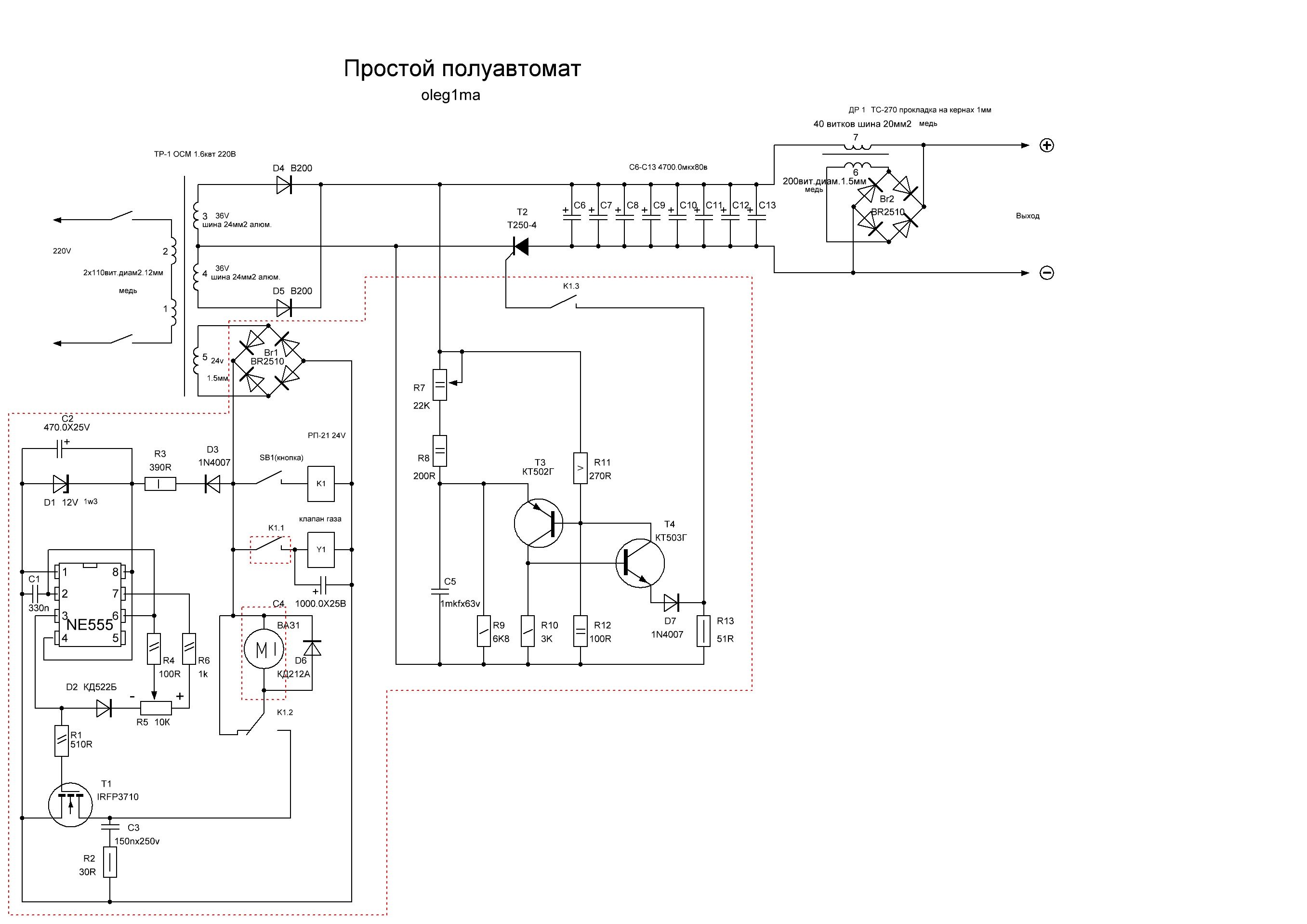 В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
В первой подробно показано расположение драйвера сварочного инвертора, что удобно. Также в интернете есть еще с десяток схем, и вы можете подыскать наиболее удобную и понятную для вас.
Принцип работы
Сборка сварочного инвертора своими руками требует тщательной подготовки. Для этого недостаточно знать одно лишь устройство аппарата. Нужно понимать принцип его действия.
Принцип работы инвертора выглядит так. Сначала переменный ток частотой в 50 Гц поступает на выпрямитель прямо из вашей бытовой электросети. Проще говоря, из розетки. Пройдя через выпрямитель, ток сглаживается с помощью фильтра. На выходе мы получаем постоянный ток, который снова преобразовывается в переменный с помощью транзисторов.
Полученный переменный ток обладает слишком высокой частотой, поэтому аппарат понижает ее до необходимого значения, чтобы вы могли получить силу сварочного тока в среднем около 200 Ампер (в зависимости от модели аппарата и его технических характеристик).
Зная это, вы сможете сами собрать сварочный аппарат своими руками в домашних условиях, обладая базовыми знаниями в области электротехники.
Расходные материалы
В качестве расходных материалов самодельный аппарат будет использовать обычные плавящиеся электроды с защитным покрытием. Они бывают разных типов, марок и диаметров. Теме выбора сварочных электродов мы посвятили сразу несколько статей. Прочтите их, чтобы разбираться в теме и не ошибиться с выбором расходников.
Читайте также:
Всё, что вам нужно знать про электроды для сварки
Популярные электроды для сварки
Как настроить сварочный ток и выбрать диаметр электрода?
Маркировка электродов
Правильный выбор марки электродов для дуговой ручной сварки
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Самодельный инвертор
Сборка простого сварочного инвертора не будет для вас проблемой, поскольку необходимо обладать лишь базовыми знаниями в области электротехники и использовать простые детали. Посмотрите ниже видеоролик о том, как собрать самый простой сварочный инвертор своими руками, поместив всю «начинку» в компьютерный корпус.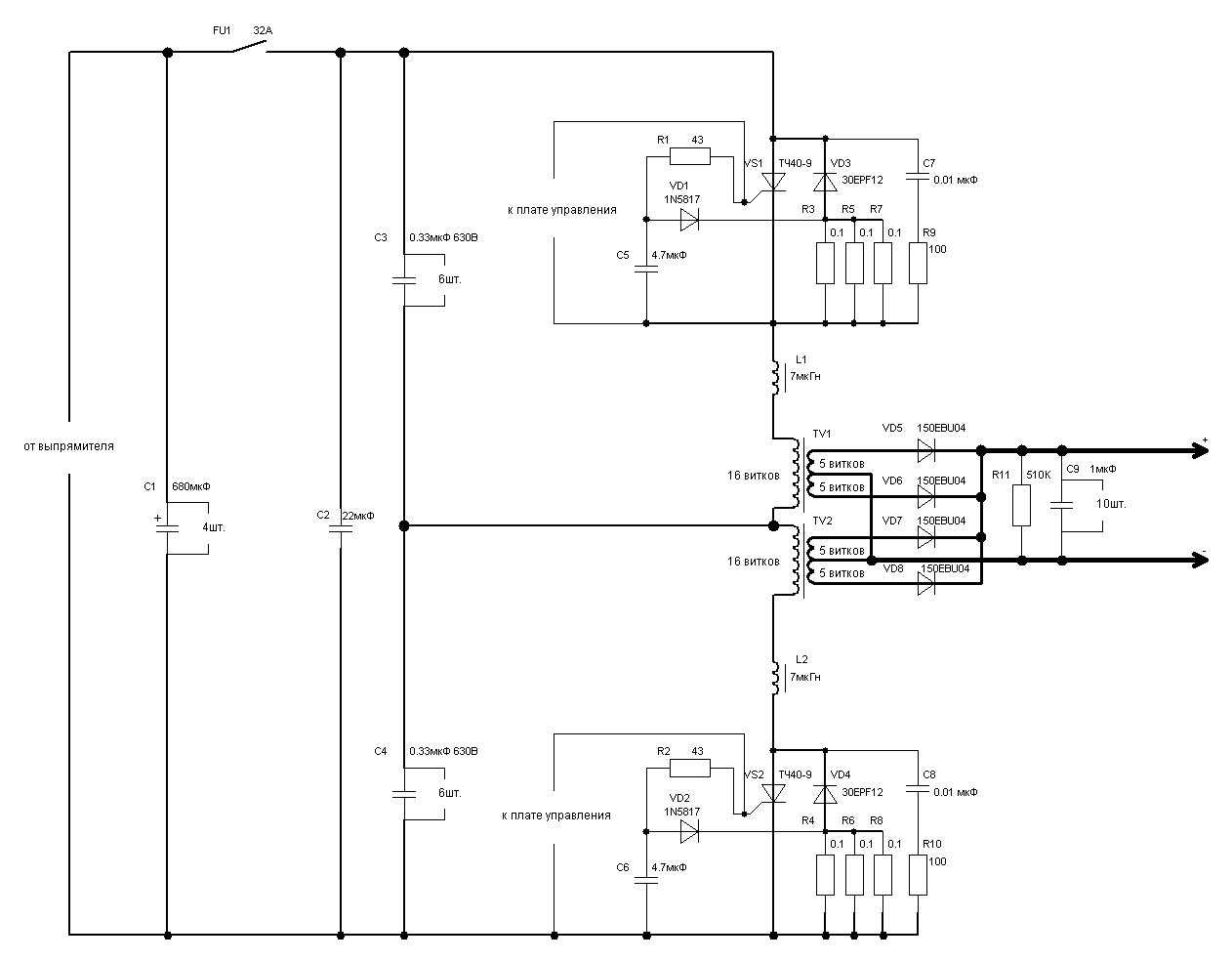
Watch this video on YouTube
Устройство аппарата очень простое. Инвертор состоит из силовой части, трансформатора и дросселя. Также есть полноценный блок питания. Аппарат оснащен плавной регулировкой силы сварочного тока и удобным выключателем. Также автор ролика добавил в корпусе несколько отверстий для лучшей циркуляции воздуха.
В ролике подробно рассказывается, какие детали были использованы и каков принцип работы этого аппарата. Детали можно без проблем найти на радиорынке или онлайн, и собрать простой самодельный аппарат в домашних условиях. А у многих умельцев та же ручка для сварочного инвертора или трансформатор для сварочного инвертора без труда находятся даже в собственном гараже.
Автор видео показывает полную работоспособность такого прибора и уверяет, что собранный им инвертор очень надежен и неприхотлив в хранении. Если вам удастся собрать такой же аппарат с помощью этого видео, то поделитесь своим опытом в комментариях ниже. Это будет полезно для всех читателей (и нас в том числе).
Вместо заключения
Вот и все, что вам нужно знать о сборке инвертора своими силами. В видеоролике показан довольно простой аппарат, который, тем не менее, способен годами работать, не доставляя никаких проблем с его эксплуатацией и обслуживанием. В интернете есть различные схемы сварочных инверторов, так что вы можете выбрать наиболее понятную и простую для себя. Некоторые умельцы собирают инверторы, которые сложно применить в быту, но их сборка может принести массу положительных эмоций. Посмотрите на этот миниатюрный простой сварочный инвертор на одном транзисторе в ролике ниже. Вы можете собрать такой же 🙂
Watch this video on YouTube
Транзисторы для сварочных инверторов – Pcity.su
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов:
• Изначально выпрямляют ток, полученный из сети;
• Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток;
• Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе;
• Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности.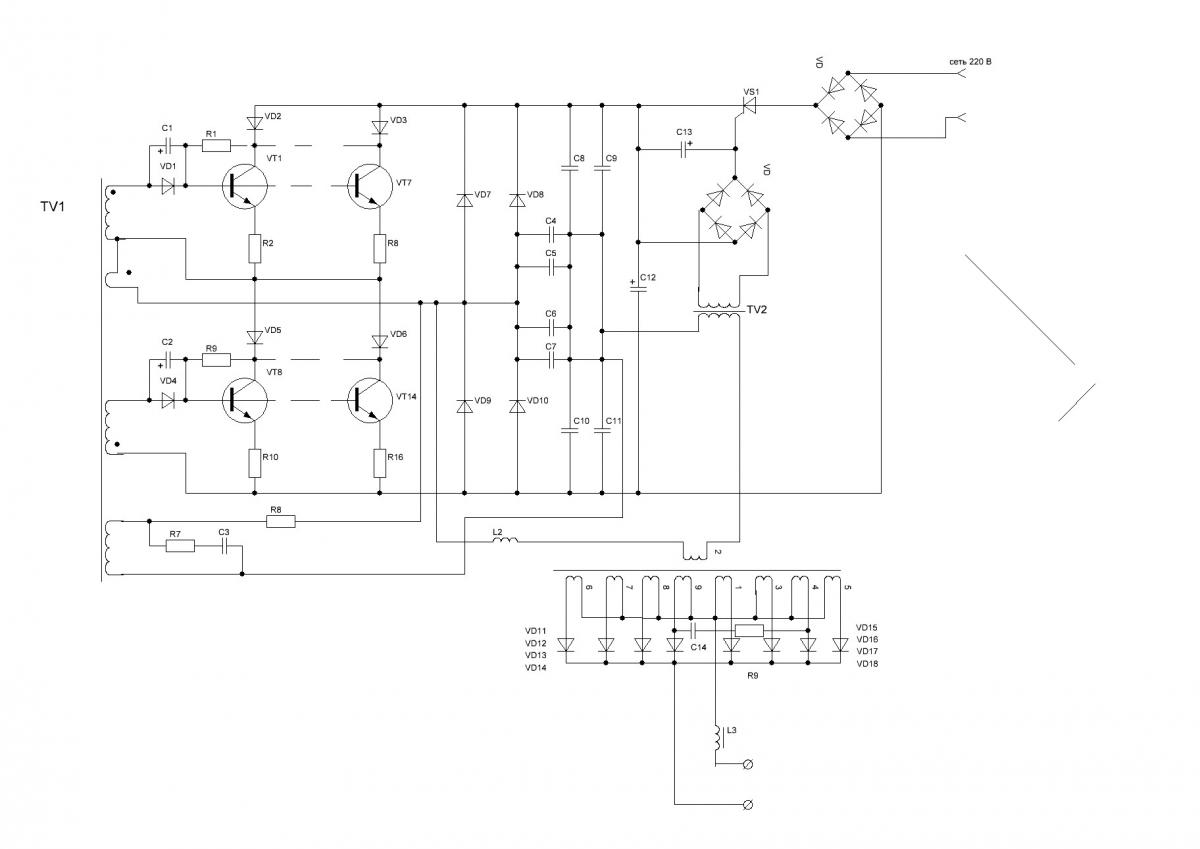 Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.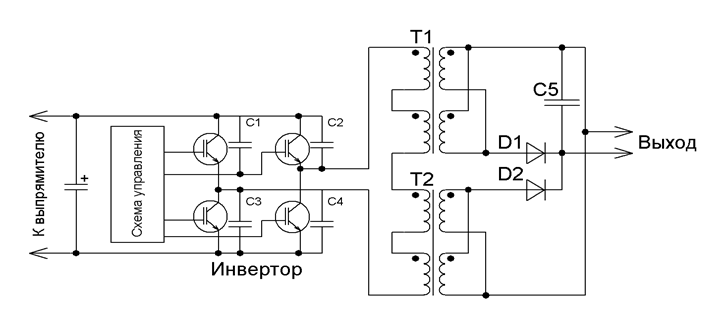
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно:
• Вентиляторов;
• нескольких радиаторов.
Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления
Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема.
На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно:
• Паяльников 40В;
• Ножей;
• Плоскогубцев;
• Кусачек;
• Амперметров на 50 и 250А;
• Осциллографа;
• Вольтметров на 50В и 250В;
• Паяльников 40В;
• Гаечного и торцового ключей.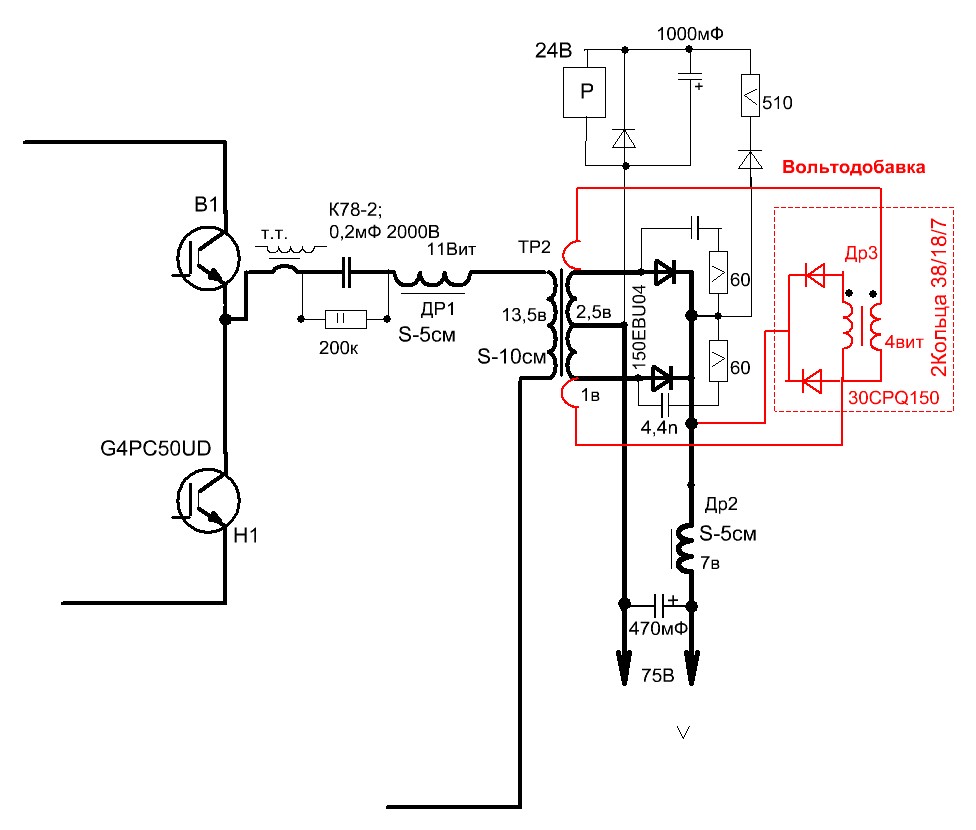
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Источник:
http://svarkagid.com/tranzistory-dlja-svarochnyh-invertorov/
Транзисторы для сварочных инверторов: техническое описание
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.

Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок.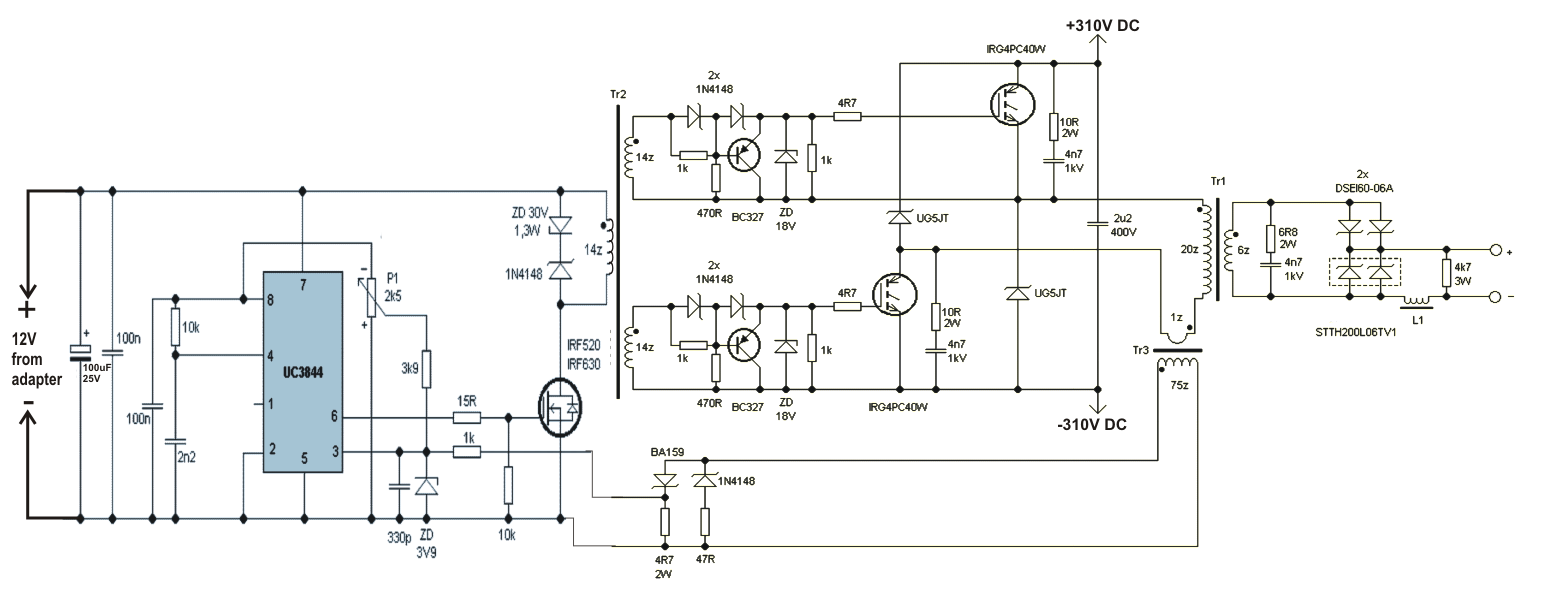 Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель.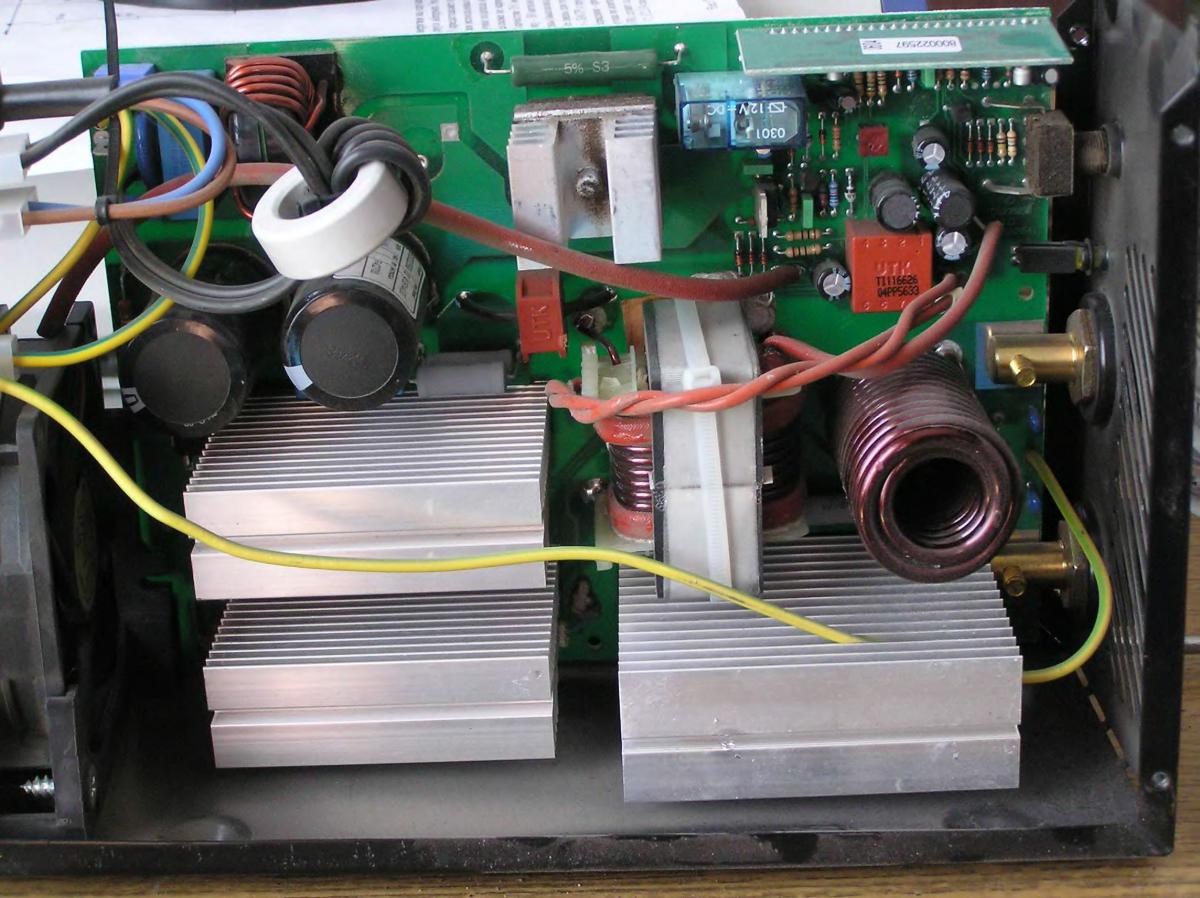 Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.

Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.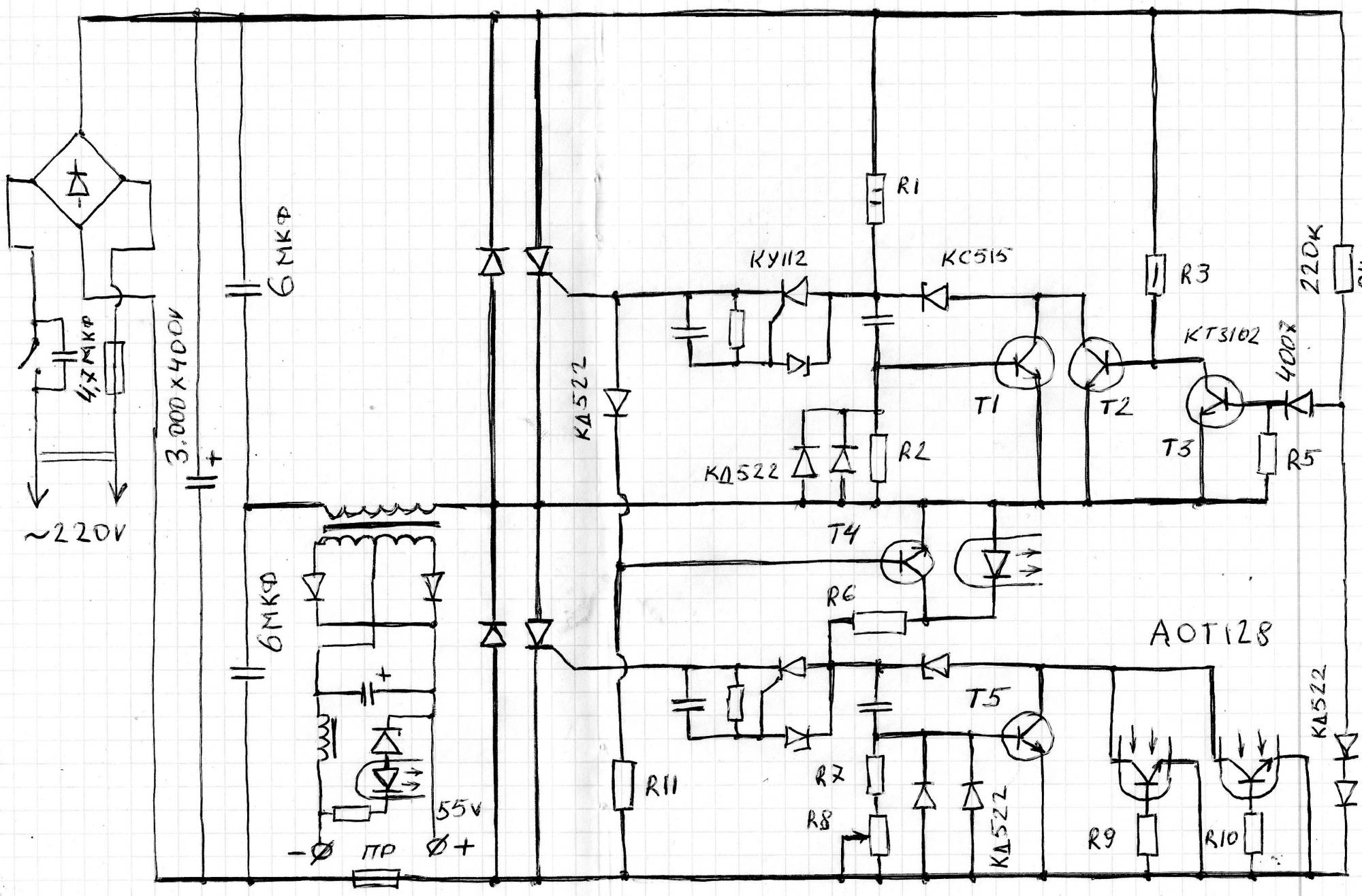
Источник:
http://stanok.guru/oborudovanie/svarochnyy-apparat/tranzistory-dlya-svarochnyh-invertorov-tehnicheskoe-opisanie.html
Транзисторы для сварочных инверторов
Время чтения: 6 минут
За последние 100 лет технология сварки претерпела значительные изменения. Классические сварочные аппараты были усовершенствованы, а в продаже появились совершенно новые устройства. Наибольший вклад в развитие домашней и любительской сварки внесло изобретение инверторного сварочного аппарата. Его электронная «начинка» позволяет внедрить функции, которые недоступны классическому трансформатору или выпрямителю.
А если в сварочном аппарате применяется электроника, значит, используются и транзисторы. В этой статье мы подробно расскажем, что такое транзистор, какие транзисторы используются в сварочных инверторах и чем отличаются транзисторы IGBT в сварочном аппарате от транзисторов MOSFET.
Общая информация
Транзисторы — что это такое? Наверняка каждый, кто хоть раз сталкивался с ремонтом или банальной разборкой радиоэлектроники, слышал этот термин. Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
Говоря простыми словами, транзистор — это электронная деталь с выводами, изготовленная из полупроводникового материала. Основная функция транзистора — это усиление или генерирование электрических сигналов, поступающих извне. Также с помощью транзисторов выполняется коммутация.
На данный момент транзисторы есть в любом электронном приборе и являются один из важнейших компонентов. В середине прошлого века сразу несколько ученых получили Нобелевскую премию за изобретение транзистора. И с тех пор это небольшое приспособление кардинально изменило мир электроники.
Транзисторы очень маленькие и компактные. Они экономичны, их производство стоит недорого. Несмотря на свой скромный размер, транзистор устойчив к механическому воздействию и долговечен. Также транзисторы способны исправно работать при низком напряжении и при высоких значениях тока. Именно благодаря этим достоинствам к концу 20-го века транзисторы стали неотъемлемой частью каждого электронного прибора. В том числе, у инверторных сварочных аппаратов.
С помощью транзисторов удалось собрать компактную схему и внедрить ее в инвертор. Таким образом, существенно снизились размеры и вес сварочного аппарата. На данный момент производители предлагают инверторы весом до 5 кг, которые можно положить в рюкзак и взять с собой на выездные работы. Также такие аппараты незаменимы при сварке на высоте или в труднодоступных местах.
В сравнении с обычным трансформатором, который использовался раньше для сварки, инверторы намного проще в освоении. А наличие дополнительных функций (например, функции горячего старта или антизалипания) помогает новичкам как можно скорее приступить к работе. И все это заслуга транзисторов.
Транзисторы в инверторах
Транзистор — это один из главных компонентов современного сварочного инвертора. Без него инвертор в принципе не будет так называться. И, поскольку сварочные инверторы уже прочно вошли в нашу жизнь, то нелишним будет узнать немного больше об их электронной «начинке». Эта информация будет полезна не столько мастерам по ремонту сварочных аппаратов, сколько самим сварщикам.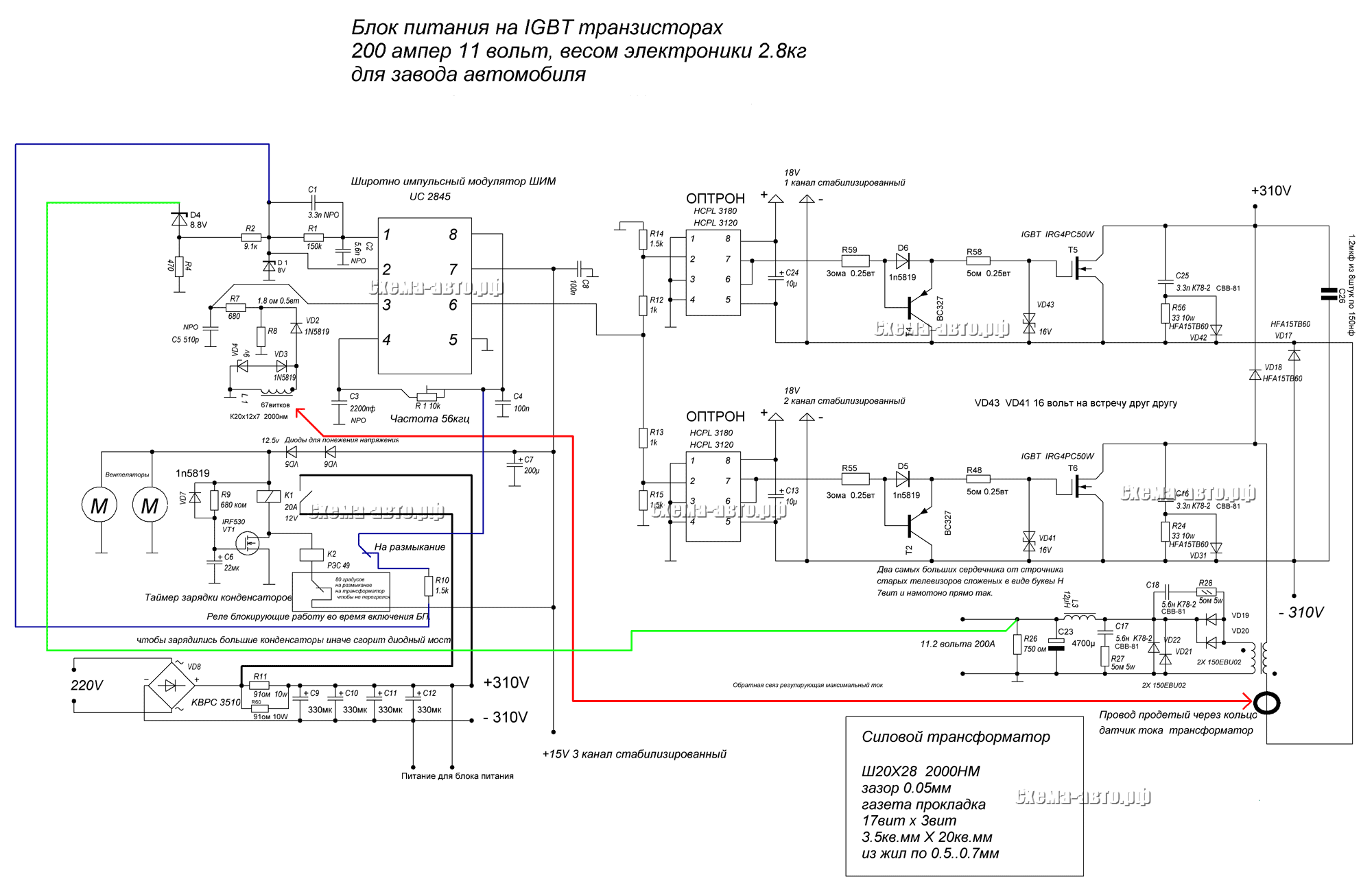 Для лучшего понимая сути используемого вами оборудования.
Для лучшего понимая сути используемого вами оборудования.
Итак, на данный момент чаще всего в сварочных инверторах применяются транзисторы двух типов: IGBT и MOSFET. Именно благодаря им удается добиться достойного качества работ, внедрения новых функций и уменьшению габаритов аппарата.
Подробнее про IGBT
Мы решили заострить ваше внимание на IGBT транзисторах, поскольку они считаются самыми технологичными. IGBT представляет собой стандартный биполярный транзистор с изолированным затвором. Усиливает и генерирует электрические колебания. Часто применяется в инверторе. От полевого транзистора отличается тем, что генерирует силовой канал, а не управляет им. Представляет собой 2 транзистора на подложке.
Именно благодаря IGBT транзисторам удалось развить производство современных сварочных инверторов. Поскольку именно данный тип транзисторов способен работать при высоком напряжении. Очень скоро производителям стало ясно, что применение IGBT транзисторов способно вывести производство инверторов на новый уровень.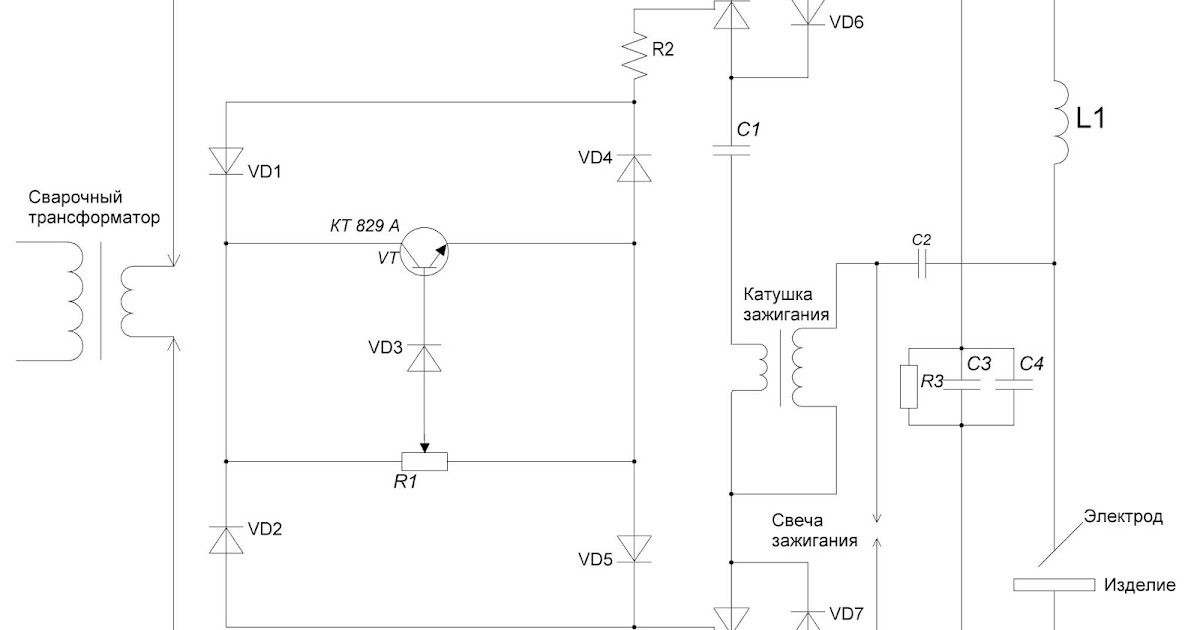 Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Удалось значительно уменьшить размеры аппаратов и увеличить их производительность. Порой стандартный IGBT транзистор способен заменить даже тиристор.
Иногда в IGBT инверторы внедряют специальные микросхемы, которые усиливают управляющий электрический сигнал и ускоряют зарядку затворов. Это необходимо для исправного функционирования мощных переключателей.
IGBT или MOSFET?
Выше мы уже упомянули, что помимо транзисторов типа IGBT существуют еще и транзисторы MOSFET. И многие сварщики любят спорить на форумах, какие транзисторы лучше, а какие хуже. Что мы думаем по этому поводу? Сейчас узнаете.
IGBT — это биполярные транзисторы. А MOSFET — полевые. И отличий у них больше, чем многим кажется на первый взгляд. Основное отличие — максимальная мощность, которую способен выдержать транзистор. У IGBT этот показатель выше, поэтому стоят они дороже, чем MOSFET. А это значит, что управляющая схема тоже стоит дороже. 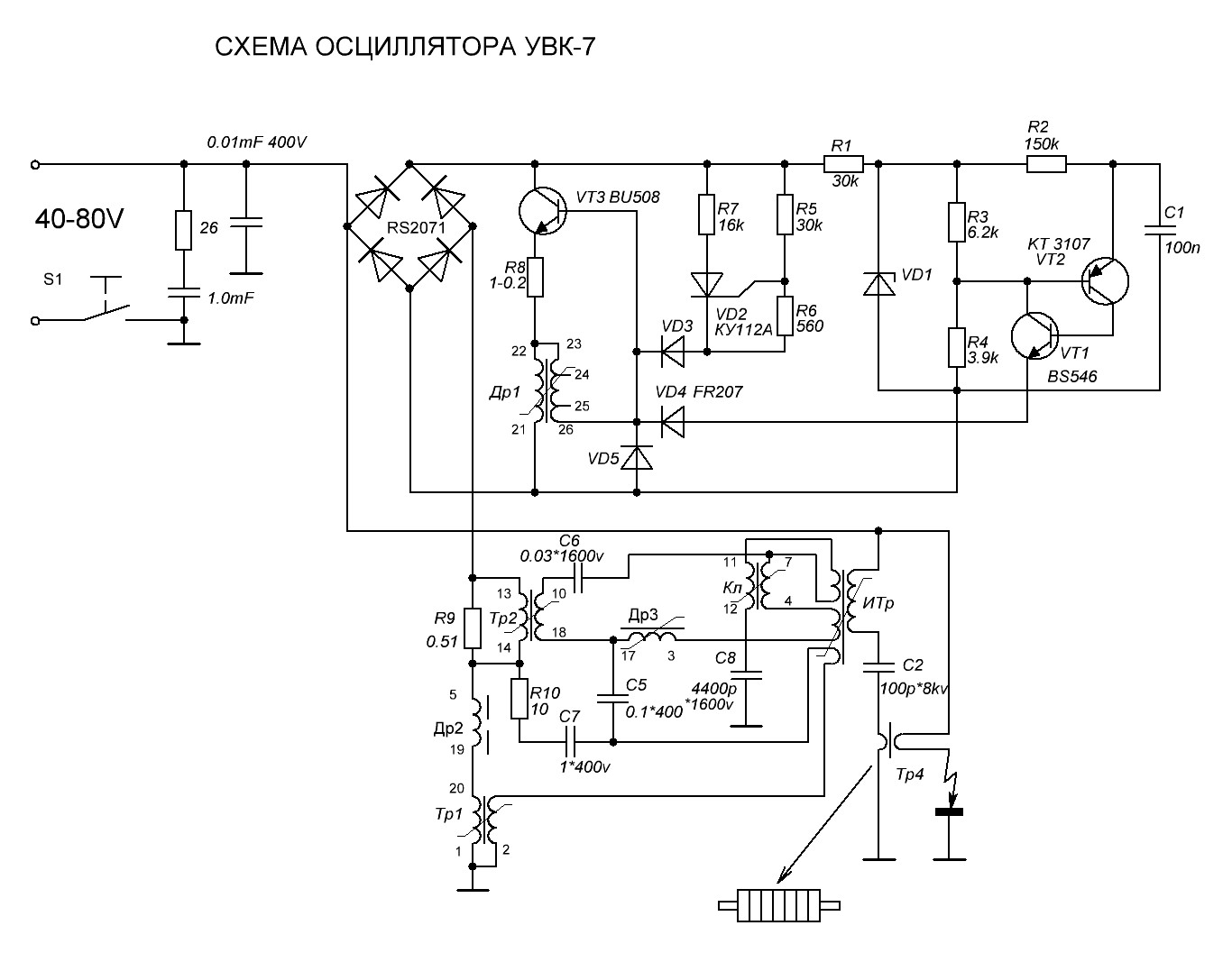 gif” data-lazy=”true” data-src=”https://www.youtube.com/embed/o2-ZQ_SgOFU”/>
gif” data-lazy=”true” data-src=”https://www.youtube.com/embed/o2-ZQ_SgOFU”/>
На практике, сварщик практически не заметит разницы при работе с инверторам на IGBT или MOSFET. В характеристиках разница есть, но на практике она ощущается слабо. К тому же, на IGBt инверторы сложнее найти запчасти и вообще грамотного мастера по ремонту. И расходники стоят дороже.
Если вы используете недорогой инвертор для домашней сварки, то разницу между IGBT и MOSFET вы точно не заметите. Все преимущества IGBT раскрываются только в профессиональном оборудовании, предназначенном для высоковольтного подключения. В таком случае больший диапазон мощностей действительно играет важную роль и стоит предпочесть IGBT инвертор. В остальных же случаях не важно, какие транзисторы установлены. Вы, как любитель, разницу не почувствуете.
Словом, если вы новичок, то приобретайте инвертор на любых транзисторах. Инвертор на MOSFET будет стоить дешевле, вы сможете проще и быстрее его отремонтировать. А если вы выбираете инвертор для профессиональной сварки, то лучше выбрать аппарат на IGBT транзисторах. Они позволят использовать больше мощности. Но и их обслуживание обойдется дороже.
А если вы выбираете инвертор для профессиональной сварки, то лучше выбрать аппарат на IGBT транзисторах. Они позволят использовать больше мощности. Но и их обслуживание обойдется дороже.
Вместо заключения
Не важно, какие именно силовые транзисторы для сварочных инверторов вы выберите. В любом случае, современный инвертор предоставит вам множество удобных плюсов. Вы сможете брать его с собой, поскольку вес и размеры незначительны. Вы сможете выполнять мелкий ремонт, даже если варите впервые, поскольку дополнительные функции упростят вашу работу. А благодаря технологичным транзисторам электронная схема будет работать еще стабильнее и дольше.
Да, инверторные аппараты куда сложнее по своему строению как раз за счет применения электроники. Вы не сможете починить инвертор «на коленке», как это можно сделать с трансформатором. Но преимуществ слишком много, чтобы отказываться от нововведений. А что вы думаете по этому поводу? Поделитесь своим мнением в комментариях ниже. Желаем удачи в работе!
Желаем удачи в работе!
Источник:
http://svarkaed.ru/oborudovanie-dlya-svarki/detali-i-prisposobleniya/tranzistory-dlya-svarochnyh-invertorov.html
Транзисторы для сварочных инверторов
Сварочная технология прочно и уверенно вошла в нашу жизнь, и без качественного соединения поверхности металлических изделий невозможно представить себе нашу жизнь. Обилие сварочных технологий позволяет на первое место выдвинуть инверторную технологию, где можно добиться высокого качества сварных швов и соединений. Силовые транзисторы для сварочных инверторов по праву называют сердцем прибора. Правильный выбор устройства зависит от эффективного расчёта мощности и прочих технических характеристик сварочного прибора.
Что такое инвертор, и правильный выбор основных узлов и компонентов
Чтобы понять, какие транзисторы используются в сварочных инверторах, необходимо знать строение и принцип работы инверторного оборудования. Инвертор в широком понимании, это универсальный источник постоянного тока, который обеспечивает процесс зажигания дуги и поддержания оптимального режима работы.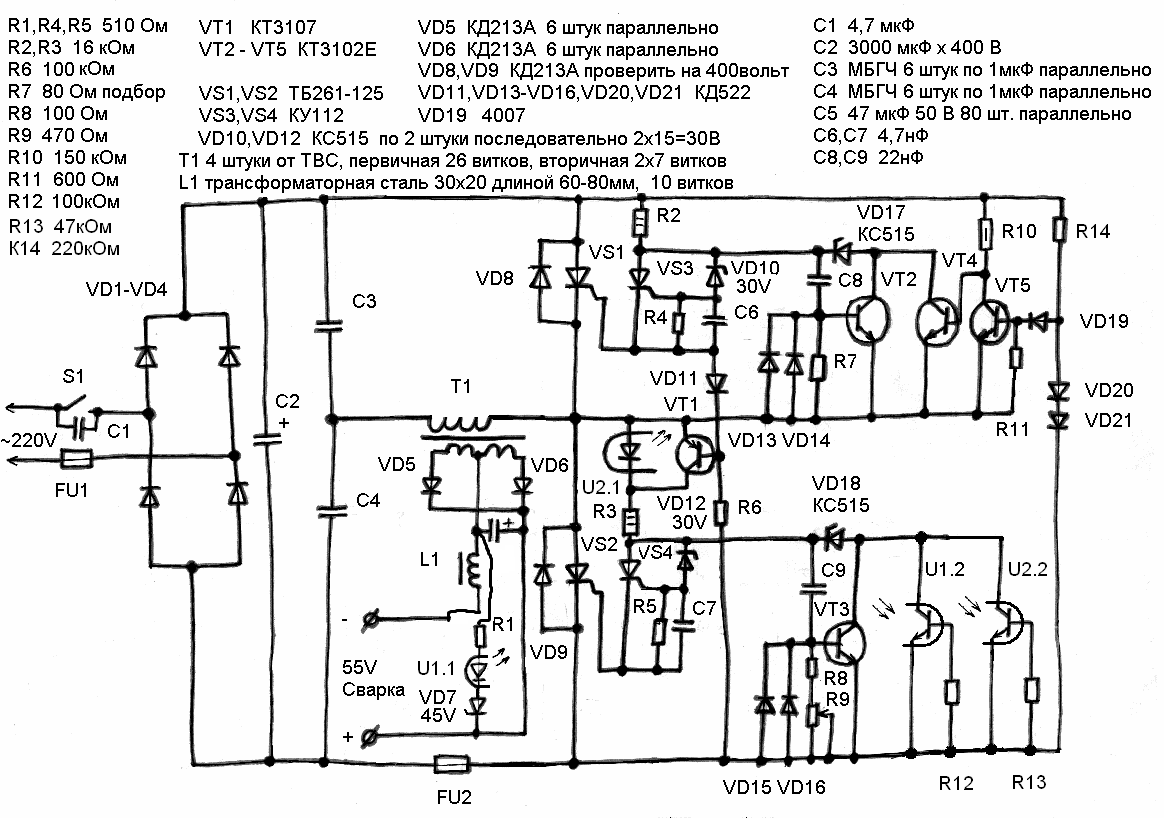 Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
Сварка осуществляется при помощи подачи значительной силы тока на прибор, за счёт внедрённого в конструкции высокочастотного трансформатора. В данном случае можно использовать уменьшенный вариант трансформатора, и увеличить стабильность и эффективный режим регулировки силы тока, который обеспечивается за счёт внедрения IGBT транзистора для сварочного инвертора.
IGBT транзисторы для сварочного инвертора
На сегодняшний день, рынок сварочного оборудования представлен различными вариантами техники, которые имеют уникальные свойства и принцип работы, который определяет в конечном итоге, почему горят транзисторы в сварочном инверторе. В настоящее время варианты сварочного инвертора представлены следующими агрегатами:
- Сварка ручного типа с плавящимися электродами, серийный ряд manual metal arc, ММА. Ручная сварочная аппаратура, работающая в среде защитных газов tungsten inert gas, TIG. Полуавтоматическая технология сварки с использованием инертных газов, типовое исполнение- metal inertgas, MIG. Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
- Сварочные агрегаты с инверторным принципом функционирования – трансформаторные приборы, а также полностью инверторное оборудование.
- Агрегаты с постоянным режимом выходного тока подачи, например для сварки металлов стали, а также с переменным режимом работы, например для пайки алюминия, или чугуна.
 Сварочные приборы на основе работы активных газов типа metal active gas, MAG.
Сварочные приборы на основе работы активных газов типа metal active gas, MAG.Как видно, для каждого типа оборудования предъявляются свои условия эксплуатации и, следовательно, необходимо выбирать импортные и отечественные марки транзисторов для сварочных инверторов, и иногда в соответствующей комбинации.
«Обратите внимание!Чаще всего в работе используются инверторные установки, которые работают по принципу ММА.»
Такие типы устройства неприхотливы и отлично зарекомендовали себя как в частном домашнем хозяйстве, так и на производственном участке.
Технические компоненты
Общая структура работы такого устройства простая, и включает в себя основной источник тока, опциональный элемент выпрямителя для выходного тока, общий блок управления.
Качественный источник тока может быть полностью реализован на базе трансформаторной технологии или исключительно на базе инверторной системы, где силовые транзисторы для сварочных инверторов играют важную роль качественной работоспособности устройства.
Для трансформаторных установок допускается самостоятельное ручное регулирование работы прибора, но среди недостатков выделяется грубый режим регулировки, низкий уровень качества сварного шва. Инверторные установки, наоборот, имея самый простой сварочный инвертор на одном транзисторе обеспечивают высокое качество образования шва, которые сочетаются с силовыми полупроводниковыми элементами.
Транзисторы для инверторов
Основными техническими компонентами, обеспечивающие высокое качество сварочных работ, является наличие IGBT-транзисторов, а также универсальных быстродействующих диодов. В этом случае возникает резонный вопрос, как проверить IGBT транзистор сварочного инвертора. Укажем основные данные транзисторных компонентов для сварки версии IGBT
Сверхнизкая энергия осуществления выключения, работа до 600 В, частота до 1200 кГц
Малое напряжение насыщенного принципа воздействия. Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц
Низкая энергия выключения. Напряжение до 650 Вольт, частота до 50 кГц
Низкий эффект режима выключения. Напряжение подачи – до 1200 вольт, частота до 35 кГц.
Низкое напряжение режима насыщения, напряжение сети до 1200 Вольт, частотный параметр – до 20 кГц
Режим малого прямого падения напряжения, и минимальный режим эффекта восстановления работоспособности.
Особенности работы транзисторных узлов
Наиболее частая схема применения внутри инверторов используется по технологии push-pull, мостовой принцип функционирования, полумостовой вариант рабочего инвертора, полумостовой комплексный несимметричный вариант исполнения инверторного прибора или косой полумост. Несмотря на достаточное обилие топологий, замена транзистора FGh50N60 в сварочном инверторе по общим требованиям является стандартным, куда включается следующее:
- Высокий режим напряжения. Для эффективной замены транзисторов в сварочных инверторах, общие данные сети напряжения должны быть выше 600 Вольт.
- Большие параметры коммутационных токов. Среднее значение показателя должен быть не менее десятков ампер, а максимальные параметры могут показывать отметку за сотни Амперов.
- Режим высокой частоты переключения. В зависимости от габаритов трансформатора внутри прибора, можно увеличить частоту прибора, а также индуктивность для модели выходного фильтра.
- Для режима минимизации потерь на включение и выключение агрегата, можно узнать, как проверить транзисторы сварочного инвертора, при помощи малого значения подачи энергии на режим включения (Евкл), а также на режим выключения (Евыкл). В данном случае будут минимизированы все потери.
- Для минимизации возможных потерь, используем низкое значение для напряжения режима насыщения, или Uкэ нас.
- Жесткий эффект коммутации, должен быть стойкий для транзисторов для сварочных инверторов Ресанта. Инверторное оборудование в данном случае работает только с индуктивным режимом нагрузки.
- Параметры короткого замыкания. Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.

 Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.
Аппарат должен иметь режим стойкости для данного параметра, эти сведения являются исключительно критичными для мостовых и полумостовых вариантов инверторной техники.Как рассчитать потерю мощности на IGBT?
Рекомендуем для детального расчёта правильного выбора транзисторных систем использовать ниже приведённую схему.
Источник:
http://svarkaipayka.ru/oborudovanie/raznoe/tranzistoryi-dlya-svarochnyih-invertorov.html
Транзисторы для сварочных инверторов: техническое описание
Самым популярным методом соединения является сварка. Существует несколько её разновидностей. Одним из популярных является сварка инверторным способом. Сварочный инвертор является надёжным оборудованием, но, тем не менее нередко возникают ситуации, когда он выходит из строя.
Причины, по которым это происходит, могут быть самыми разными. Если оборудование, которое используется для сварочных работ, перешло в нерабочее состояние, то перед владельцем возникает задача с его ремонтом.
Общие сведения об инверторах
Под инвертором следует понимать источник постоянного тока, благодаря которому обеспечивается зажигание и поддержание электрической дуги. А, как все знают, именно её посредством выполняется сварка металлов.
В основу работы этого оборудования заложено следующее: сварка производится посредством сварочного тока значительной силы, который возникает посредством высокочастотного трансформатора.
Это даёт возможность для уменьшения размеров трансформатора, а также позволяет повысить стабильность и улучшить возможность регулировки выходного тока.
Ряд этапов включает процесс получения тока нужной силы для выполнения сварочных работ:
- Первичное выпрямление электрического тока, полученного из сети.
- Осуществление трансформации первичного постоянного тока в электрический высокой частоты.
- Повышение силы тока с одновременным уменьшением величины напряжения в трансформаторе.
- Вторичное выпрямление электрического тока выходной силы.
Процесс выпрямления тока осуществляется посредством диодных мостов определённой мощности. Для изменения частоты используются мощные транзисторы. Высокочастотным трансформатором обеспечивается необходимая сила выходного тока.
Конструкция инверторов
Несколько основных блоков имеет в составе своей конструкции инверторное оборудование, предназначенное для выполнения сварочных работ. Стабилизация выходного сигнала обеспечивается благодаря блоку питания.
На многообмоточном дросселе и наличии управления, осуществляемого при помощи транзисторов, а также накоплении в конденсаторе энергии основана схема управления блоком. Помимо этого, диоды используются в системе управления дросселем. Отдельно от других блоков располагается блок питания. В большинстве моделей сварочных инверторов от других блоков он отделён, как правило, перегородкой из металла.
Если говорить об основном элементе сварочного инверторного оборудования, то таковым является силовой блок. Его посредством обеспечивается процесс преобразования первичного тока, поступающего от блока питания, до выходного сварочного тока, который можно использовать для ведения сварочных работ.
Диодный мост, на который осуществляется подача электрического тока силой не более 40А, представляет собой первичный выпрямитель. Величина подаваемого напряжения варьируется в диапазоне от 200 до 250В с частотой 50 Гц.
Своим видом инверторный преобразователь представляет силовой транзистор, у которого такой показатель, как мощность составляет менее 8 кВт. Рабочее напряжение находится на уровне 400В. С преобразователя выходит сигнал, у которого частота составляет 100 кГц.
В оснащении высокочастотного трансформатора имеются ленточные обмотки, благодаря чему обеспечивается увеличение тока до величины 200–250А, а во вторичной обмотке величина напряжения не превышает 40В.
На базе мощных диодов, у которых рабочая сила тока не менее 250А, собирается вторичный выпрямитель. Рабочее напряжение у него может доходить до 100В. Конструкцией предусматривается наличие элементов, обеспечивающих его обязательное охлаждение:
Чтобы обеспечить стабилизацию выходного сигнала дроссель устанавливается на выходную плату.
Блоки управления
Задающий генератор или широко импульсный модулятор используется в качестве основы для блока управления. Если на основе генератора собрана схема, то в качестве него используется микросхема.
Кроме неё, резонансный дроссель размещается на плато, а помимо них ещё и конденсаторы. Их устанавливают в количестве 6 или 10 штук. Трансформатором обеспечивается схема управления каскадного типа.
В большинство моделей инверторов схема защиты собрана на плато силового блока для обеспечения надёжной защиты соответствующего элемента. Для эффективной защиты от перегрузок при использовании оборудования в нём используется схема на базе микросхемы 561 ЛА 7.
Снабберы применяются в системе защиты выпрямителей и преобразователей на основе резисторов и конденсаторов К78–2. Установка термовыключателя позволяет обеспечить надёжную тепловую защиту элементов силового блока.
Основные причины неисправности сварочных инверторов
Даже самый современный надёжный сварочный инвертор при продолжительной эксплуатации выходит из строя. Причины поломок могут быть самыми разными. Чаще всего это связано с короткими замыканиями в электрических схемах. Они возникают из-за попадания туда влаги.
В некоторых случаях неисправным аппарат становится из-за попыток сварщика производить работы, на которые это оборудование не рассчитано.
Например, некоторые специалисты используют сварочный инвертор небольших габаритов для операций по резке железнодорожного рельса. Решение такой задачи с помощью этого оборудования, конечно же, приведёт к серьёзным перегрузкам и как следствие, к выходу оборудования из строя.
Основные виды неисправностей
Существует довольно много неисправностей, которые приводят к неработоспособности сварочного инвертора.
Прежде всего, это случаи, когда при наличии необходимого входного напряжения электрический ток на выходе инвертора отсутствует. Возникновение такой неисправности связано с перегоранием предохранителей. В некоторых случаях она может возникать по причине нарушения целостности электроцепи, которая может появиться в любой зоне инвертора.
Другим видом неисправности является недостижение сварочным током нужных значений даже при максимальных установках. Основной причиной возникновения такой неисправности сварочного инвертора может быть недостаточная величина входного напряжения. Также причиной подобной неполадки могут быть потери, возникшие в контактных зажимах.
Если при выполнении работ с использованием сварочного инвертора часто происходит самопроизвольное отключение оборудования, то это говорит о наличии короткого замыкания в электрической цепи.
Также это может указывать на сильный перегрев элементов силового блока. При этом в нормальном режиме может работать система защиты, благодаря которой обеспечивается аварийное отключение.
Порядок проведения ремонта сварочного инверторного оборудования
Вне зависимости от неисправности, с которой столкнулся специалист, использующий сварочный инвертор, ремонт необходимо начинать с внешнего осмотра агрегата. Он поможет определить наличие на корпусе механических повреждений или следов от короткого замыкания в виде прожогов или почернения. После этого необходимо проверить, насколько надёжно закреплены в клеммах электрокабели.
Вне зависимости от результатов проведённой проверки следует выполнить подтягивание зажимов кабеля при помощи отвёртки или ключа. Также нелишним будет выполнить проверку целостности предохранителей, используя для этого тестер.
Если после проведённых манипуляций неисправность не устранена, то необходимо снять крышку корпуса инверторного оборудования. После этого нужно тщательно осмотреть внутренности агрегатов с целью выявления обрывов электрических цепей. В процессе осмотра необходимо искать следы воздействия короткого замыкания.
Чтобы быстрее найти причину неисправности, можно выполнить измерение величины выходного напряжения, а также силы входного тока. Для выполнения измерительных работ необходимо использовать тестер или мультиметр.
Если явная неисправность сварочного оборудования отсутствует, то в этом случае выполняется поблочный контроль целостности электрической цепи. Выполнение проверки начинается с блока питания, постепенно переходя к осмотру других блоков.
Ремонт силового блока инверторного оборудования
Для качественного устранения неисправностей нужно основательно подготовиться к ремонту, при проведении которого в обязательном порядке должен использоваться определённый набор инструментов.
Выполняя проверку и ремонт сварочных инверторов, у специалистов часто возникает необходимость в использовании специальных инструментов и измерительных приборов:
- плоскогубцы;
- паяльники 40 Вт;
- отвёртка;
- гаечный и торцовый ключ;
- нож;
- кусачки;
- амперметр на 50 и 250А;
- вольтметры на 50В в 250В;
- осциллограф.
Выполнив проверку силового блока и блока управления сварочного инвертора, необходимо в первую очередь проверить основные их элементы. Если говорить о неисправностях силового блока, то наиболее распространённым является выход из строя силового транзистора. Поэтому поиск неисправности в этом блоке следует начинать именно с него.
Технология работ
Определить то, что транзистор неисправен, можно по следам повреждения на его поверхности. Если визуальный осмотр не помог определить состояние транзистора, то следует выполнить проверку его состояния при помощи мультиметра. Если транзистор вышел из строя, то его необходимо заменить новым. Установка нового прибора на плато выполняется с использованием термопасты КПТ-8.
Если в сварочном инверторе оказался неисправен транзистор, то его неработоспособное состояние сопровождается выходом из строя одного из его драйверов. Следует выполнить проверку этих транзисторов управления, используя в качестве прибора для оценки работоспособности омметр. Обнаружив неисправные детали, их необходимо отпаять, а потом заменить новыми.
В современных моделях сварочных инверторов диодные мосты выпрямителей являются наиболее надёжными из деталей инвертора в сравнении с транзисторами. Но их проверку также следует провести.
Для того чтобы точно определить причину неисправности, необходимо снять диодный мост с плато, а потом проверить его состояние в условиях подсоединения всех диодов между собой. При показаниях сопротивления после проверки близких к нулю необходимо искать конкретный диод, который находится в нерабочем состоянии. Обнаружив его, этот неисправный элемент придётся заменить новым.
Выполнение ремонта блока управления связано, прежде всего, с выполнением проверки параметров деталей, которые выдают сигналы сложных видов. Это может приводить к проблемам в диагностике неисправностей с использованием осциллографов. В таких случаях выполнение ремонта блоков следует доверить специалистам.
Если при возникновении перегрева элементов силового блока отключения сварочного инвертора не происходит, то в термовыключателях следует искать причины неисправности. Для того чтобы определить их, необходимо выполнить проверку надёжности крепления деталей, на которых они контролируют температуру. Если при проверке выясняется, что один из термовыключателей не срабатывает, то необходимо выполнить замену неисправного новым.
Специалисты-сварщики часто, выполняя сварочные работы, в качестве основного оборудования используют сварочные инверторы. При продолжительной эксплуатации даже самое современное оборудование может выходить из строя. В этом случае необходимо качественно выполнить ремонт.
Устранить небольшие неисправности можно своими силами. Для этого нужно лишь иметь представление об основах электротехники и иметь в своём распоряжении специальный инструмент для поиска неисправностей. Правильная диагностика причины выхода из строя сварочного инвертора поможет затратить минимум времени на выполнение ремонта и быстрее вернуть ему рабочее состояние.
Источник:
http://stanok.guru/oborudovanie/svarochnyy-apparat/tranzistory-dlya-svarochnyh-invertorov-tehnicheskoe-opisanie.html
Решено Нужен совет по IGBT транзисторам (для сварочных инверторов)
Всем доброго дня!
Пришло три сварочных инвертора.
Первые два Титан ПИС-4000
Третий Эталон MMA 160.
Названия не особо важны, т. к. нишки у этих китайских братьев, идентичны.
У одного Титана была спаленая СМД мелочевка в управлении силовых ключей (сами ключи цены).
У второго Тиана пробито два ключа из четырех (FGh50N60).
У Эталона так же пробито два ключа (RJH60F5DPK)+СМД мелочевка в управлении.
В общем первый Титан быстро сделал, в Эталон поставил два живых ключа, со второго Титана, СМД мелочь подобрал.
(транзисторы FGh50N60 и RJH60F5DPK являются полными аналогами).
Эти аппараты были выданы.
А на оставшийся Титан начал искать ключи. Как оказалось, найти их в нашем городе (Харьков), большая проблема.
Нашел в киевской фирме РАДИОМАГ, как мне показалось, аналоги GT60N321.
Но не тут то было, видимо что то упустил во время изучения даташитов: инвертор запускается — выходит на рабочий режим — через пол минуты срывается — опять запуск — и так далее. При этом не входя в защиту.
Подключалось это все через лампочку, напрямую не рискнул
Похоже нестыковка по времени открытия/закрытия транзисторов.
Может кто сталкивался, можно ли как то заставить GT60N321 работать вместо FGh50N60 ?
Прошу сильно не пинать , инверторы ремонтирую недавно.
Что это ? Неисправность Прошивки Схемы Справочники Маркировка Корпуса Программаторы Аббревиатуры Частые вопросы Ссылки дня
Это информационный блок по ремонту
Вопросы по ремонту
Если у вас есть вопрос по ремонту и определении дефекта, Вы должны создать свою, новую тему в форуме. По этой теме уже рассмотрены следующие неисправности:
- не включается
- прошивка
- перезагружается
- замена;
- мигает;
- цена;
- купить;
Прошивки в разделах:
Схемы в разделах:
Справочники в разделах:
Marking (маркировка) — обозначение на электронных компонентах
Package (корпус) — вид корпуса электронного компонента
Programmer (программатор) — устройство для записи (считывания) информации в память или другое устройство
Краткие сокращения
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему Нужен совет по IGBT транзисторам (для сварочных инверторов) как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам — LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям — схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Источник:
http://monitor.net.ru/forum/threads/377480/
Простой инвертор точечной сварки на одном транзисторе. Самый простой сварочный инвертор своими руками
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.
Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.
Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.
Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.
Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Фото сварочного инвертора своими руками
Трудно представить, в наше время, любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины или габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве выбора моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством выполненной работы. Но даже если Вы решили купить сварочный – знакомство с данной статьей поможет вам выбрать необходимый Вам аппарат. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух, которые можно без специфических навыков собрать своими руками в домашних условиях.
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмотки, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях – 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (той, которая будет подключаться к сети 220 В). Минимальная площади сечения медного провода должна быть 3-4 кв. мм, оптимальным же является 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный своими руками, то сечение медного провода нужно умножить на коэффициент 1,6. Важно, чтобы провода были в тряпичной оболочке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет . Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их в паре. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Прежде чем собирать сердечник необходимо просчитать его размеры, делается это следующим образом: во-первых, величина окна, т. е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора, во-вторых, площадь крена, которая вычисляется по формуле Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше греется и соответственно дольше работать. Лучше, чтобы Sкрена была равна 50 кв. см. Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, чем больше количество витков в первичной обмотке – тем выше будет сила тока Вашего сварочного устройства. После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того как Вы уловите дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к увеличению тока сварки, а соответственно улучшит качество шва. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить характеристики можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, преобразовав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161. Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками 15000 мкФ и напряжением 50В. Далее собираем схему которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 для подключения держателя, а х5 для подачи тока на свариваемый участок детали.
Чтобы подключить к бортовой электросистеме автомобиля бытовые устройства требуется инвертор, который сможет повысить напряжение с 12 В до 220 В. На полках магазинов они имеются в достаточном количестве, но не радует их цена. Для тех, кто немного знаком с электротехникой есть возможность собрать преобразователь напряжения 12 220 вольт своими руками. Две простые схемы мы разберем.
Преобразователи и их типы
Есть три типа преобразователей 12-220 В. Первый — из 12 В получают 220 В. Такие инверторы популярный у автомобилистов: через них можно подключать стандартные устройства — телевизоры, пылесосы и т.д. Обратное преобразование — из 220 В в 12 — требуется нечасто, обычно в помещениях с тяжелыми условиями эксплуатации (повышенная влажность) для обеспечения электробезопасности. Например, в парилках, бассейнах или ванных. Чтобы не рисковать, стандартное напряжение в 220 В понижают до 12, используя соответствующее оборудование.
Третий вариант — это, скорее, стабилизатор на базе двух преобразователей. Сначала стандартные 220 В преобразуются в 12 В, затем обратно в 220 В. Такое двойное преобразование позволяет иметь на выходе идеальную синусоиду. Такие устройства необходимы для нормальной работы большинства бытовой техники с электронным управлением. Во всяком случае, при установке настоятельно советуют запитать его именно через такой преобразователь — его электроника очень чувствительная к качеству питания, а замена платы управления стоит примерно как половина котла.
Импульсный преобразователь 12-220В на 300 Вт
Эта схема проста, детали доступны, большинство из них можно извлечь из блока питания для компьютера или купить в любом радиотехническом магазине. Достоинство схемы — простота реализации, недостаток — неидеальная синусоида на выходе и частота выше стандартных 50 Гц. То есть, к данному преобразователю нельзя подключать устройства, требовательные к электропитанию. К выходу напрямую можно подключать не особ чувствительные приборы — лампы накаливания, утюг, паяльник, зарядку от телефона и т.п.
Представленная схема в нормальном режиме выдает 1,5 А или тянет нагрузку 300 Вт, по максимуму — 2,5 А, но в таком режиме будут ощутимо греться транзисторы.
Построена схема на популярном ШИМ-контроллере TLT494. Полевые транзисторы Q1 Q2 надо размещать на радиаторах, желательно — раздельных. При установке на одном радиаторе, под транзисторы уложить изолирующую прокладку. Вместо указанных на схеме IRFZ244 можно использовать близкие по характеристикам IRFZ46 или RFZ48.
Частота в данном преобразователе 12 В в 220 В задается резистором R1 и конденсатором C2. Номиналы могут немного отличаться от указанных на схеме. Если у вас есть старый нерабочий беспербойник для компьютера, а в нем — рабочий выходной трансформатор, в схему можно поставить его. Если трансформатор нерабочий, из него извлечь ферритовое кольцо и намотать обмотки медным проводом диаметром 0,6 мм. Сначала мотается первичная обмотка — 10 витков с выводом от середины, затем, поверх — 80 витков вторичной.
Как уже говорили, такой преобразователь напряжения 12-220 В может работать только с нагрузкой, нечувствительной к качеству питания. Чтобы была возможность подключать более требовательные устройства, на выходе устанавливают выпрямитель, на выходе которого напряжение близко к нормальному (схема ниже).
В схеме указаны высокочастотные диоды типа HER307, но их можно заменить на серии FR207 или FR107. Емкости желательно подобрать указанной величины.
Инвертор на микросхеме
Этот преобразователь напряжения 12 220 В собирается на основе специализированной микросхемы КР1211ЕУ1. Это генератор импульсов, которые снимаются с выходов 6 и 4. Импульсы противофазные, между ними небольшой временной промежуток — для исключения одновременного открытия обоих ключей. Питается микросхема напряжением 9,5 В, который задается параметрическим стабилизатором на стабилитроне Д814В.
Также в схеме присутствуют два полевых транзистора повышенной мощности — IRL2505 (VT1 и VT2). Они имеют очень низкое сопротивление открытого выходного канала — около 0,008 Ом, что сравнимо с сопротивлением механического ключа. Допустимый постоянный ток — до 104 А, импульсный — до 360 А. Подобные характеристики реально позволяют получить 220 В при нагрузке до 400 Вт. Устанавливать транзисторы необходимо на радиаторы (при мощности до 200 Вт можно и без них).
Частота импульсов зависит от параметров резистора R1 и конденсатора C1, на выходе установлен конденсатор C6 для подавления высокочастотных выбросов.
Трансформатор лучше брать готовый. В схеме он включается наоборот — низковольтная вторичная обмотка служит как первичная, а напряжение снимается с высоковольтной вторичной.
Возможные замены в элементной базе:
- Указанный в схеме стабилитрон Д814В можно заменить любым, выдающим 8-10 V. Например, КС 182, КС 191, КС 210.
- Если нет конденсаторов C4 и C5 типа К50-35 на 1000 мкФ, можно взять четыре 5000 мкФ или 4700 мкФ и включить их параллельно,
- Вместо импортного конденсатора C3 220m можно поставить отечественный любого типа на 100-500 мкФ и напряжение не ниже 10 В.
- Трансформатор — любой с мощностью от 10 W до 1000 W, но его мощность должна быть минимум в два раза выше планируемой нагрузки.
При монтаже цепей подключения трансформатора, транзисторов и подключения к источнику 12 В надо использовать провода большого сечения — ток тут может достигать высоких значений (при мощности в 400 Вт до 40 А).
Инвертор с чистым синусом а выходе
Схемы денных преобразователей сложны даже для опытных радиолюбителей, так что сделать их своими руками совсем непросто. Пример самой простой схемы ниже.
В данном случае проще собрать подобный преобразователь из готовых плат. Как — смотрите в видео.
В следующем ролике рассказано как собирать преобразователь на 220 вольт с чистым синусом. Только входное напряжение не 12 В, а 24 В.
А в этом видео как раз рассказано, как можно менять входное напряжение, но получать на выходе требуемые 220 В.
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение – 220 В;
- сила тока на входе – 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х 7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи.
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током , поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя , поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит , создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа , это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус . В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть . В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок . Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения . На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы . После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Схема простого самодельного инвертора (преобразователя) напряжения 12В
В настоящее время интернет пестрит всевозможными схемами инверторов 12-220 Вольт, которые построены на микросхемах серии TL и полевых транзисторах и нет ни одной схемы максимально простой, на отечественной элементной базе. Я решил заполнить этот пробел.
Предлагаю для повторения очень простую и надежную схему инвертора (преобразователя) напряжения из 12В в 220 Вольт, для энергосберегающей лампы. Схема до безобразия проста и вместе с тем очень надежна, запускается без каких либо проблем сразу, содержит всего два транзистора и три детальки в обвязке – проще не бывает.
Рис. 1. Принципиальная схема простого инвертора напряжения 12В – 220В на двух транзисторах.
В качестве трансформатора использовал ферритовые чашки с такимим размерами: диаметр – 35 мм, высота – 20мм. Намотка данного трансформатора не имеет никаких особенностей. Фото феррита, катушки и собранного трансформатора для инвертора напряжения прикладываю ниже.
Рис. 2. Ферритовые чашки для изготовления трансформатора к инвертору напряжения.
Сперва мотается первичная обмотка, она содержит 14 витков провода диаметром 0,5 мм, после намотки ее нужно обернуть изолентой в один слой. Вторичная обмотка трансформатора мотается проводом диаметром 0.2мм и содержит 220 витков, поверх ее также обматываем изолентой в один слой. Все, трансформатор готов, осталось только собрать половинки и посадить на болтик.
Рис. 3. Каркас трансформатора с намотанными катушками индуктивности.
Рис. 4. Готовый трансформатор для схемы простого инвертора напряжения 12В – 220В.
Методом проб и ошибок подобрал для схемы транзисторы, ориентируясь на минимальный ток потребления схемы. Получилась пара КТ814 и КТ940, затем были подобраны сопротивления и емкость. В результате моих опытов получилась вот такая схема с указанными номиналами, она приведена выше.
Данная конструкция простого инвертора напряжения отлично подходит для питания энергосберегающей лампы мощностью в 8,9,11 Ватт. Лампы мощностью в 20 ватт не хотят работать, скорее всего вторичка слабовата – переделывать я не стал. Лампа мощностью в 9 ватт светит так же ярко как и при питании напрямую от сети переменного тока 220В. Потребляемый ток схемы преобразователя напряжения колеблется в пределах 0.5 – 0.54 Ампера.
Рис. 5. Внешний вид готового устройства в сборе.
Рис. 6. Размеры конструкции в сравнении.
Если использовать вместо транзистора КТ940 транзистор КТ817 и аналогичные то ток, потребляемый схемой инвертора напряжения и лампой, возрастает до величины 0,86 Ампера. Данная конструкция простого инвертора напряжения доступна к изготовлению всем радиолюбителям и начинающим. Преимущества данной конструкции очевидны: простота изготовления и надежность в работе.
Нужно отметить что очень много радиолюбителей проживает в сельской местности и не имеют возможности приобрести импортные детали, к тому же хоть и недорого но стоят денег те же полевые транзисторы, которые при ошибке тут же могут сгореть или выйти из строя, не говоря уже о микросхемах.
Рис. 7. Подключение инвертора напряжения к батарее и энергосберегающей лампе.
Рис. 8. Самодельный инвертор напряжения в работе – ярко горит энергосберегающая лампа.
А чаще всего у сельского радиолюбителя запасы радиодеталей ограничены старым советским телевизором. Вот так и появился простой инвертор напряжения, собранный из деталей, полученых из советского хлама. Имея в распоряжении аккумулятор емкостью в 7 Ампер-Часов нетрудно подсчитать на сколько времени его хватит – проверял лично.
От гелевого китайского аккумулятора эмкостью в 7 Ампер-Часов лампа горит на полной яркости в течении 6 часов, и горит практически до полного разряда аккумуляторной батареи (падение напряжения до 5.5 вольт). Схема надежно запускается и при питании от 9 Вольт. Применение в быту данной конструкции каждый найдет сам для себя.
Автор статьи и конструкции: Сэм ( dimka.kyznecov[собачка]rambler.ru ).
Самодельный полумостовой сварочный инвертор
схема самодельной инверторной сварки и как сделать аппарат?
На чтение 10 мин. Просмотров 9.3k. Опубликовано Обновлено
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
[box type=”info”]Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.[/box]Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
[box type=”warning”]При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.[/box]При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Простейшая схема инвертора с полным мостом
Среди различных существующих топологий инвертора топология инвертора с полным мостом или H-мостом считается наиболее эффективной и действенной. Настройка полной мостовой топологии может повлечь за собой слишком большую критичность, однако с появлением интегральных схем с полным мостом они стали одними из самых простых инверторов, которые можно построить.
Что такое полномостовая топология
Полномостовой инвертор, также называемый H-мостовым инвертором, является наиболее эффективной топологией инвертора, в которой используются двухпроводные трансформаторы для подачи необходимого двухтактного колебательного тока в первичную обмотку.Это позволяет избежать использования трехпроводного трансформатора с ответвлениями, который не очень эффективен из-за того, что у них вдвое больше первичной обмотки, чем у двухпроводного трансформатора.
Эта функция позволяет использовать трансформаторы меньшего размера и получать большую мощность при том же Сегодня из-за легкой доступности микросхем мостовых драйверов все стало предельно просто, и создание схемы полного мостового инвертора в домашних условиях стало детской забавой.
Здесь мы обсуждаем схему полного мостового инвертора с использованием микросхемы полного моста IRS2453 (1) D от International Rectifiers.
Упомянутая микросхема представляет собой выдающуюся интегральную схему драйвера полного моста, поскольку она в одиночку берет на себя все основные критические проблемы, связанные с топологиями H-мостов, благодаря своей усовершенствованной встроенной схеме.
Сборщику просто нужно подключить несколько компонентов извне, чтобы получить полноценный рабочий инвертор с H-мостом.
Простота конструкции очевидна из приведенной ниже схемы:
Работа схемы
Выводы 14 и 10 – это выводы плавающего напряжения питания высокой стороны ИС.Конденсаторы емкостью 1 мкФ эффективно поддерживают эти важные выводы в тени выше, чем напряжения стока соответствующих МОП-транзисторов, гарантируя, что потенциал истока МОП-транзисторов остается ниже, чем потенциал затвора для требуемой проводимости МОП-транзисторов.
Затворные резисторы подавляют возможность перенапряжения стока / истока, предотвращая внезапное срабатывание МОП-транзисторов.
Диоды на резисторах затвора вводятся для быстрой разрядки внутренних конденсаторов затвора / стока в периоды отсутствия проводимости для обеспечения оптимального отклика устройств.
Микросхема IRS2453 (1) D также имеет встроенный генератор, что означает, что для этой микросхемы не потребуется каскад внешнего генератора.
Всего пара внешних пассивных компонентов заботится о частоте для управления инвертором.
Rt и Ct могут быть рассчитаны для получения ожидаемых частотных выходов 50 Гц или 60 Гц через МОП-транзисторы.
Расчет компонентов, определяющих частоту
Для расчета значений Rt / Ct можно использовать следующую формулу:
f = 1/1.453 x Rt x Ct
, где Rt в Омах, а Ct в фарадах.
Функция высокого напряжения
Еще одной интересной особенностью этой ИС является ее способность работать с очень высокими напряжениями до 600 В, что делает ее идеально подходящей для бестрансформаторных инверторов или компактных ферритовых инверторных схем.
Как видно на данной диаграмме, если доступное извне 330 В постоянного тока подается через «выпрямленные линии +/- переменного тока», конфигурация мгновенно превращается в бестрансформаторный инвертор, в котором любая предполагаемая нагрузка может быть подключена непосредственно через точки, отмеченные как “нагрузка”.
В качестве альтернативы, если используется обычный понижающий трансформатор, первичная обмотка может быть подключена через точки, отмеченные как «нагрузка». В этом случае «выпрямленная линия + AC» может быть соединена с контактом №1 ИС и подключена к аккумулятору (+) инвертора.
Если используется батарея с напряжением выше 15 В, «выпрямленная линия + переменного тока» должна быть подключена непосредственно к плюсу батареи, в то время как контакт № 1 должен быть подключен к пониженному регулируемому напряжению 12 В от источника батареи с использованием IC 7812.
Несмотря на то, что показанная ниже конструкция выглядит слишком простой для сборки, она требует соблюдения некоторых строгих правил. Вы можете обратиться к этой публикации для обеспечения правильных мер защиты для предлагаемой простой схемы полного мостового инвертора.
ПРИМЕЧАНИЕ. Соедините вывод SD IC с линией заземления, если она не используется для операции выключения.
Принципиальная схема
Простой H-мостовой или полный мостовой инвертор с использованием двух полумостовых ИС IR2110
На приведенной выше диаграмме показано, как реализовать эффективную конструкцию полномостового инвертора прямоугольной формы с использованием пары полумостовых ИС IR2110 .
Микросхемы представляют собой полноценные полумостовые драйверы, оснащенные необходимой сетью загрузочных конденсаторов для управления МОП-транзисторами высокого напряжения и функцией мертвого времени для обеспечения 100% безопасности проводимости МОП-транзисторов.
ИС работают путем попеременного переключения МОП-транзисторов Q1 / Q2 и Q3 / Q4 в тандеме, так что в любом случае, когда Q1 включен, Q2 и Q3 полностью переключаются как OF, и наоборот.
Микросхема способна производить вышеуказанное точное переключение в ответ на синхронизированные сигналы на их входах HIN и LIN.
Эти четыре входа должны быть активированы, чтобы гарантировать, что в любой момент HIN1 и LIN2 включаются одновременно, а HIN2 и LIN1 выключены, и наоборот. Это делается с удвоенной скоростью на выходе инвертора. Это означает, что если требуется, чтобы выход инвертора составлял 50 Гц, входы HIN / LIN должны генерироваться с частотой 100 Гц и так далее.
Схема генератора
Это схема генератора, оптимизированная для запуска входов HIN / LIN описанной выше схемы полного моста инвертора.
Одна ИС 4049 используется для генерации необходимой частоты, а также для изоляции переменных входных каналов для ИС инвертора.
C1 и R1 определяют частоту, необходимую для генерации полумостовых устройств, и могут быть рассчитаны по следующей формуле:
f = 1 / 1,2RC
В качестве альтернативы, значения могут быть получены методом проб и ошибок.
Дискретный полномостовой инвертор на транзисторе
До сих пор мы изучали топологии полномостового инвертора с использованием специализированных ИС, однако то же самое может быть построено с использованием дискретных частей, таких как транзисторы и конденсаторы, и независимо от ИС.
Простую схему можно увидеть ниже:
О Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете взаимодействовать с ними через комментарии, я буду очень рад помочь!
с использованием 4-канальных МОП-транзисторов
В следующем сообщении описывается модифицированная схема синусоидального инвертора с Н-мостом, использующая четыре n-канальных МОП-транзистора. Давайте узнаем больше о работе схемы.
Концепция H-Bridge
Все мы знаем, что среди различных типов инверторов H-мост является наиболее эффективным, поскольку он не требует использования трансформаторов с центральным ответвлением и позволяет использовать трансформаторы с двумя проводами. . Результаты становятся еще лучше, когда задействованы четыре N-канальных МОП-транзистора.
С двухпроводным трансформатором, подключенным к H-мосту, соответствующая обмотка может проходить двухтактные колебания в обратном прямом направлении. Это обеспечивает лучшую эффективность, поскольку достижимый коэффициент усиления по току здесь становится выше, чем в обычных топологиях с центральным ответвлением.
Однако никогда не бывает легко получить или реализовать лучшие вещи. Когда в сети H-моста задействованы МОП-транзисторы идентичного типа, их эффективное управление становится большой проблемой. Это в первую очередь связано со следующими фактами:
Как мы знаем, топология H-bridge включает четыре МОП-транзистора для указанных операций.Поскольку все четыре из них относятся к N-канальному типу, управление верхними или боковыми МОП становится проблемой.
Это связано с тем, что во время проводимости верхние МОП-транзисторы испытывают почти такой же уровень потенциала на выводе источника, что и напряжение питания, из-за наличия сопротивления нагрузки на выводе источника.
Это означает, что верхние МОП-транзисторы сталкиваются с аналогичными уровнями напряжения на затворе и истоке во время работы.
Поскольку согласно спецификациям, напряжение источника должно быть близко к потенциалу земли для эффективной проводимости, ситуация мгновенно запрещает конкретному МОП-транзистору проводить ток, и вся схема останавливается.
Для эффективного переключения верхних МОП-транзисторов на них должно подаваться напряжение затвора как минимум на 6 В выше, чем имеющееся напряжение питания.
Это означает, что если напряжение питания составляет 12 В, нам потребуется не менее 18-20 В на затворе полевых МОП-транзисторов на стороне высокого напряжения.
Использование 4 N-канальных МОП-транзисторов для инвертора
Предлагаемая схема инвертора с H-мостом, имеющая 4-канальные МОП-транзисторы, пытается решить эту проблему, вводя сеть самонастройки с более высоким напряжением для работы МОП-транзисторов с высокой стороной.
Вентили N1, N2, N3, N4 НЕ от IC 4049 устроены как цепь удвоителя напряжения, которая генерирует около 20 вольт из имеющегося источника 12 В.
Это напряжение подается на полевые транзисторы верхнего плеча через пару NPN-транзисторов.
МОП-транзисторы нижнего уровня получают напряжение затвора непосредственно от соответствующих источников.
Частота колебаний (тотемный полюс) определяется стандартной интегральной схемой декадного счетчика, IC 4017.
Мы знаем, что микросхема IC 4017 генерирует последовательные высокие выходные сигналы на определенных 10 выходных контактах.Логика секвенирования затем отключается при переходе с одного вывода на другой.
Здесь используются все 10 выходов, так что у ИС никогда не будет шанса произвести неправильное переключение своих выходных контактов.
Группы из трех выходов, подключенных к МОП-транзисторам, обеспечивают разумную ширину импульса. Эта функция также предоставляет пользователю возможность настраивать ширину импульса, подаваемого на МОП-транзисторы.
Уменьшая количество выходов на соответствующие МОП-транзисторы, можно эффективно уменьшить ширину импульса и наоборот.
Это означает, что среднеквадратичное значение здесь в некоторой степени настраивается и придает схеме модифицированную способность синусоидальной схемы.
Тактовые сигналы IC 4017 берутся из самой сети самонастраивающегося генератора.
Частота колебаний схемы самонастройки намеренно зафиксирована на уровне 1 кГц, так что она становится применимой также для управления IC4017, который в конечном итоге обеспечивает выходной сигнал около 50 Гц на подключенную 4-канальную схему H-мостового инвертора.
Предлагаемую конструкцию можно значительно упростить, как указано здесь:
https: // homemade-circuit.com / 2013/05 / full-bridge-1-kva-Inverter-circuit.html
Следующий простой полномостовой или полумостовой модифицированный синусоидальный инвертор был также разработан мной. Идея не включает в себя 2-канальные МОП-транзисторы и 2-канальные МОП-транзисторы для конфигурации Н-моста и эффективно реализует все необходимые функции безупречно.
Распиновка IC 4049
Поэтапная конфигурация схемы инвертора
Схема может быть в основном разделена на три этапа, а именно.Каскад генератора, каскад драйвера и выходной каскад полного мостового МОП-транзистора.
Глядя на показанную принципиальную схему, идею можно пояснить следующими пунктами:
IC1, который является IC555, подключен в своем стандартном нестабильном режиме и отвечает за генерацию необходимых импульсов или колебаний.
Значения P1 и C1 определяют частоту и рабочий цикл генерируемых колебаний.
IC2, который представляет собой декадный счетчик / делитель IC4017, выполняет две функции: оптимизацию формы сигнала и обеспечение безопасного запуска для полного моста.
Обеспечение безопасного срабатывания МОП-транзисторов является наиболее важной функцией, которую выполняет IC2. Узнаем, как это реализовано.
Как устроена работа IC 4017
Как мы все знаем, выходные данные последовательностей IC4017 в ответ на каждый тактовый сигнал нарастающего фронта, приложенный к его входному выводу №14.
Импульсы от IC1 инициируют процесс упорядочения, так что импульсы переходят с одного вывода на другой в следующем порядке: 3-2-4-7-1. Это означает, что в ответ на поданный каждый входной импульс на выходе IC4017 будет высокий уровень от контакта №3 до контакта №1, и цикл будет повторяться, пока сохраняется вход на контакт №14.
Когда выход достигает контакта №1, он сбрасывается через контакт №15, так что цикл может повторяться с контакта №3.
В момент, когда на выводе №3 высокий уровень, на выходе ничего не проводит.
В момент, когда вышеуказанный импульс переходит на контакт № 2, он становится высоким, что включает T4 (N-канальный МОП-транзистор отвечает на положительный сигнал), одновременно транзистор T1 также проводит, его коллектор становится низким, который в тот же момент включает T5, который будучи P-канальным МОП-транзистором, он реагирует на низкий сигнал на коллекторе T1.
При включенных T4 и T5 ток проходит от положительной клеммы через задействованную обмотку TR1 трансформатора к клемме заземления. Это проталкивает ток через TR1 в одном направлении (справа налево).
В следующий момент импульс перескакивает с вывода №2 на вывод №4, так как эта распиновка пуста, снова ничего не проводит.
Однако, когда последовательность переходит от контакта №4 к контакту №7, T2 выполняет и повторяет функции T1, но в обратном направлении. То есть на этот раз T3 и T6 коммутируют ток через TR1 в противоположном направлении (слева направо).Цикл завершает успешную работу H-моста.
Наконец, импульс переходит с вышеуказанного вывода на вывод №1, где он сбрасывается обратно на вывод №3, и цикл повторяется.
Пустое пространство на выводе №4 является наиболее важным, поскольку оно полностью защищает МОП-транзисторы от любого возможного «прострела» и обеспечивает 100% безупречное функционирование всего моста, избегая необходимости использования сложных драйверов МОП-транзисторов.
Пустая распиновка также помогает реализовать требуемую типичную грубую модифицированную синусоидальную форму, как показано на диаграмме.
Передача импульса через IC4017 от его контакта №3 к контакту №1 составляет один цикл, который должен повторяться 50 или 60 раз для генерации требуемых циклов 50 Гц или 60 Гц на выходе TR1.
Следовательно, умножение количества выводов на 50 дает 4 x 50 = 200 Гц. Это частота, которая должна быть установлена на входе IC2 или на выходе IC1.
Частоту можно легко установить с помощью P1.
Предлагаемая конструкция схемы синусоидального инвертора с полным мостом может быть модифицирована множеством различных способов в соответствии с индивидуальными предпочтениями.
Влияет ли какое-либо расстояние между метками IC1 на характеристики импульса? …. вещь, о которой стоит задуматься.
Принципиальная схема
Список деталей
R2, R3, R4, R5 = 1K
R1, P1, C2 = необходимо рассчитать при 50 Гц с помощью этого калькулятора 555 IC
C2 = 10nF
T1, T2 = BC547
T3, T5 = IRF9540
T4, T6 = IRF540
IC1 = IC 555
IC2 = 4017
Предполагаемая форма сигнала
О компании Swagatam IETE 9000, инженер по электронике любитель, изобретатель, схемотехник / конструктор печатных плат, производитель.Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь! .
Схема полного мостового инвертора SG3525
В этом посте мы попытаемся исследовать, как спроектировать схему полного мостового инвертора SG3525, применив в проекте внешнюю схему начальной загрузки. Идея была предложена г-ном Абдулом и многими другими заядлыми читателями этого сайта.
Почему схема полномостового инвертора не проста
Всякий раз, когда мы думаем о полной мостовой или H-мостовой схеме инвертора, мы можем идентифицировать схемы со специализированными микросхемами драйверов, что заставляет нас задаться вопросом, действительно ли это возможно спроектировать полный мостовой инвертор с использованием обычных компонентов?
Хотя это может показаться устрашающим, небольшое понимание концепции помогает нам понять, что в конце концов процесс может быть не таким сложным.
Решающим препятствием в конструкции полного моста или H-образного моста является включение 4 N-канальной топологии МОП-транзистора с полным мостом, что, в свою очередь, требует включения механизма начальной загрузки для МОП-транзисторов с высокой стороны.
Что такое самонастройка
Итак, что же такое сеть самонастройки и почему это становится настолько важным при разработке схемы полного моста инвертора?
Когда идентичные устройства или 4-канальные МОП-транзисторы используются в полной мостовой сети, самозагрузка становится обязательной.
Это связано с тем, что изначально нагрузка на источнике МОП-транзистора высокого напряжения имеет высокий импеданс, что приводит к увеличению напряжения на источнике МОП-транзистора. Этот растущий потенциал может достигать напряжения стока МОП-транзистора высокого напряжения.
Таким образом, в основном, если потенциал затвор / исток этого МОП-транзистора не может превышать максимальное значение этого растущего потенциала источника как минимум на 12 В, МОП-транзистор не будет работать эффективно. (Если у вас возникли трудности с пониманием, дайте мне знать в комментариях.)
В одном из своих предыдущих постов я всесторонне объяснил, как работает транзистор эмиттерного повторителя, что может быть точно применимо и для схемы повторителя истока mosfet.
В этой конфигурации мы узнали, что базовое напряжение для транзистора всегда должно быть на 0,6 В выше, чем напряжение эмиттера на стороне коллектора транзистора, чтобы транзистор мог проводить через коллектор к эмиттеру.
Если мы интерпретируем вышесказанное для МОП-транзистора, мы обнаружим, что напряжение затвора МОП-транзистора истокового повторителя должно быть как минимум на 5 В или в идеале на 10 В выше, чем напряжение питания, подключенное на стороне стока устройства.
Если вы проверите МОП-транзистор верхнего плеча в полной мостовой сети, вы обнаружите, что МОП-транзисторы верхнего плеча на самом деле устроены как последователи истока и, следовательно, требуют напряжения запуска затвора, которое должно быть не менее 10 В над напряжением питания стока.
Как только это будет выполнено, мы можем ожидать оптимальной проводимости МОП-транзисторов с высокой стороны через МОП-транзисторы с низкой стороны для завершения одностороннего цикла двухтактной частоты.
Обычно это реализуется с помощью диода быстрого восстановления в сочетании с высоковольтным конденсатором.
Этот критический параметр, в котором конденсатор используется для повышения напряжения затвора МОП-транзистора верхнего плеча до 10 В выше, чем напряжение питания стока, называется самонастройкой, а схема для этого называется сетью самонастройки.
МОП-транзистор нижнего плеча не требует этой критической конфигурации просто потому, что источник напряжений нижнего плеча напрямую заземлен. Следовательно, они могут работать от самого напряжения питания Vcc без каких-либо усовершенствований.
Как сделать схему полного моста инвертора SG3525
Теперь, когда мы знаем, как реализовать полную мостовую сеть с использованием самонастройки, давайте попробуем понять, как это можно применить для создания схемы полного моста инвертора SG3525, что, безусловно, одна из самых популярных и востребованных микросхем для создания инвертора.
Следующая конструкция показывает стандартный модуль, который может быть интегрирован в любой обычный инвертор SG3525 через выходные контакты ИС для создания высокоэффективной полной мостовой схемы SG3525 или H-мостовой схемы инвертора.
Принципиальная схема
Ссылаясь на приведенную выше схему, мы можем идентифицировать четыре МОП-транзистора, настроенные как Н-мост или полную мостовую сеть, однако дополнительный транзистор BC547 и связанный с ним диодный конденсатор выглядят немного незнакомыми.
Если быть точным, каскад BC547 позиционируется так, чтобы обеспечить выполнение условия начальной загрузки, и это можно понять с помощью следующего пояснения:
Мы знаем, что в любом H-мосте МОП-транзисторы сконфигурированы так, чтобы вести себя по диагонали для реализации предполагаемого двухтактная проводимость через трансформатор или подключенную нагрузку.
Поэтому предположим, что контакт № 14 SG3525 находится в низком положении, что позволяет проводить ток через верхний правый и нижний левый МОП.
Это означает, что в этом случае на контакте № 11 ИС высокий уровень, что удерживает левый переключатель BC547 в положении ВКЛ. В этой ситуации с левым каскадом BC547 происходят следующие вещи:
1) Конденсатор 10 мкФ заряжается через диод 1N4148 и МОП-транзистор нижнего уровня, подключенный к его отрицательной клемме.
2) Этот заряд временно сохраняется внутри конденсатора и может считаться равным напряжению питания.
3) Теперь, как только логика SG3525 возвращается в исходный цикл с последующим циклом генерации, на выводе № 11 устанавливается низкий уровень, что мгновенно выключает связанный BC547.
4) Когда BC547 выключен, напряжение питания на катоде 1N4148 теперь достигает затвора подключенного МОП-транзистора, однако теперь это напряжение усиливается накопленным напряжением внутри конденсатора, которое также почти равно уровню питания.
5) Это приводит к эффекту удвоения и позволяет увеличить в 2 раза напряжение на затворе соответствующего МОП-транзистора.
6) Это состояние мгновенно переводит МОП-транзистор в режим проводимости, что подталкивает напряжение к соответствующему МОП-транзистору с противоположной стороной низкого напряжения.
7) В этой ситуации конденсатор вынужден быстро разряжаться, и МОП-транзистор может проводить только столько времени, сколько накопленный заряд этого конденсатора способен поддерживать.
Следовательно, становится обязательным гарантировать, что значение конденсатора выбрано таким образом, чтобы конденсатор мог адекватно удерживать заряд в течение каждого периода включения / выключения двухтактных колебаний.
В противном случае МОП-транзистор преждевременно откажется от проводимости, что приведет к относительно низкому среднеквадратичному выходу.
Что ж, приведенное выше объяснение всесторонне объясняет, как функция начальной загрузки работает в полномостовых инверторах и как эта важная функция может быть реализована для создания эффективной схемы полномостового инвертора SG3525.
Теперь, если вы поняли, как обычный SG3525 может быть преобразован в полноценный инвертор с H-мостом, вам также может потребоваться изучить, как то же самое можно реализовать для других обычных опций, таких как IC 4047 или инвертор на базе IC 555. схемы,….. подумайте об этом и дайте нам знать!
Схема инвертора SG3525, которая может быть сконфигурирована с использованием описанной выше полной мостовой сети
На следующем изображении показан пример схемы инвертора с использованием IC SG3525, вы можете заметить, что выходной каскад МОП-транзистора отсутствует на схеме, и только Выходные открытые распиновки можно увидеть в виде выводов №11 и №14.
Концы этих выходных выводов просто должны быть подключены через указанные участки описанной выше полной мостовой сети для эффективного преобразования этой простой конструкции SG3525 в полноценную схему полного моста SG3525 или H-мост с 4 N канальным mosfet цепь.
Отзыв от мистера Робина (который является одним из заядлых читателей этого блога и страстным энтузиастом электроники):
Hi Swagatum
Хорошо, просто чтобы проверить, все ли работает, я разделил два высоких боковые ножки из двух нижних боковых ножек и использовали ту же схему, что и:
(https://homemade-circuits.com/2017/03/sg3525-full-bridge-inverter-circuit.html),
соединительный отрицательный колпачок к источнику МОП-транзистора, затем подключив этот переход к резистору 1 кОм, а светодиод к земле на каждой стороне высокого напряжения.Штифт 11 пульсировал на одном выводе на верхней стороне, а на вывод 14 – на другом выводе на высокой стороне.
Когда я включил SG3525, оба педали на мгновение загорелись, а затем начали нормально колебаться. Думаю, это могло бы стать проблемой, если бы я связал эту ситуацию с трафаретом и низкими полями?
Затем я протестировал два полевых транзистора на стороне низкого напряжения, подключив источник питания 12 В к (резистор 1 кОм и светодиод) к стоку каждого транзистора низкого уровня и подключив исток к земле. Выводы 11 и 14 были подключены к каждой стороне низкого напряжения. Фетские ворота.
Когда я переключил SG3525 на нижнюю сторону, гетеродин не будет колебаться, пока я не поставлю резистор 1 кОм между выводом (11, 14) и затвором (не знаю, почему это происходит).
Принципиальная схема прикреплена ниже.
Мой ответ:
Спасибо Робин,
Я ценю ваши усилия, однако, похоже, это не лучший способ проверить выходную реакцию ИС …
в качестве альтернативы вы можете попробовать простой метод, подключив отдельные светодиоды от контактов №11 и №14 микросхемы к земле, причем каждый светодиод имеет собственный резистор 1K.
Это позволит вам быстро понять реакцию выхода ИС …. это можно сделать, удерживая полный мостовой каскад изолированным от двух выходов ИС, или без его изоляции.
Кроме того, вы можете попробовать подключить стабилитроны 3 В последовательно между выходными контактами IC и соответствующими входами полного моста … это гарантирует, что ложное срабатывание через МОП-транзисторы, насколько это возможно, избегается …
Надеюсь, это поможет
С уважением …
Swag
От Робина:
Не могли бы вы объяснить, как {3V стабилитроны последовательно соединяются между выходными контактами IC и соответствующими входами полного моста…это будет гарантировать, что ложные срабатывания через МОП-транзисторы, насколько это возможно, избегнуты …
Cheers Robin
Me:
Когда стабилитрон включен последовательно, он пропустит полное напряжение после его указанное значение превышено, поэтому стабилитрон 3 В не будет проводить только до тех пор, пока не будет пересечена отметка 3 В, при превышении этого значения будет обеспечен весь уровень напряжения, приложенного к нему.
Таким образом, в нашем случае также, поскольку можно предположить, что напряжение от SG 3525 находится на уровне питания и превышает 3 В, ничто не будет заблокировано или ограничено, и весь уровень питания сможет достичь стадии полного моста.
Дайте мне знать, как это работает с вашей схемой.
Добавление «мертвого времени» к МОП-транзистору нижнего уровня
На следующей диаграмме показано, как можно ввести мертвое время на МОП-транзистор нижнего уровня, чтобы всякий раз, когда транзистор BC547 переключается, вызывая включение верхнего МОП-транзистора, соответствующая нижняя сторона МОП-транзистор включается после небольшой задержки (несколько мсек), предотвращая, таким образом, любые возможные прострелы.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель.Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть какие-либо вопросы, связанные со схемами, вы можете взаимодействовать с ними через комментарии, я буду очень рад помочь!
Полумостовой инвертор
Введение в полумостовой инвертор
Инвертор используется для преобразования постоянного тока в переменный. Полумостовой инвертор включает только два переключающих устройства, но инвертору требуется четыре переключающих устройства. В полумостовом инверторе используются два переключающих устройства, а еще два устройства заменены конденсатором. Используемая здесь методика генерации импульсов – это метод SPWM. Опорный синусоидальный сигнал сравнивается с несущей треугольной волны и генерируется выходной сигнал.
Демонстрационное видео
Блок-схема Matlab Simulink для полумостового инвертора
Вышеупомянутый раздел Matlab объясняет силовую схему полумостового инвертора In. Входное напряжение – постоянное, а выходное – переменное. Эта операция может быть достигнута за счет использования двух переключающих устройств и двух конденсаторов
.Генерация импульсов для полумостового инвертора
Форма выходного сигнала полумостового инвертора
Форма выходного сигнала полумостового инвертора
.схема и преимущество использования в сварке
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.
Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении от допустимых значений срабатывает компаратор, который отключает аппарат.
Для ручной регулировки сварочного тока предусмотрен переменный резистор, регулировочная ручка которого выводится на панель управления.
Сварочное оборудование на IGBT транзисторах имеет наилучшие характеристики по надежности. По сравнению с полевыми ключами биполярные транзисторы с изолированными затворами имеют преимущество больше 1000 В и 200 А.
При использовании в бытовых приборах и сварочных инверторах для домашнего пользования первое место до недавнего времени оставалось за сварочным оборудованием с MOSFET полупроводниками. Эта технология давно используется и хорошо отработана. Но у нее нет перспектив роста, в отличие от оборудования на IGBT транзисторах.
Новые модели уже ничем не уступают устройствам с полевыми приборами и на малых напряжениях. Только по цене первенство остается за аппаратами с полевыми транзисторами с индуцированным затвором.
Информация о сварке инвертора– BSA Machine Tools
Инверторный сварочный аппарат против трансформатора:
Инверторный источник сварочного тока (ИИСТ, Сварочный инвертор) – один из современных источников питания сварочной дуги .
Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие только в генерируемой вольт-амперной характеристике.
Таким образом, возможно изготовление универсальных ИИСТ, подходящих для различных видов сварки (MMA, TIG, MIG / MAG).
История:
Основное назначение всех сварочных источников – обеспечение стабильной сварочной дуги в гараже и ее легкое зажигание.
Одним из важнейших параметров сварочного процесса является его устойчивость к вибрациям и помехам. Существует несколько типов источников питания сварочной дуги – трансформаторы, дизельные или бензиновые генераторы, выпрямители и инверторы.
Инверторный источник сварочного тока появился в XX веке, а в начале XXI века он стал одним из самых популярных сварочных аппаратов для всех видов дуговой сварки.
Принцип работы
Сварочный инвертор – это силовой трансформатор для понижения сетевого напряжения до необходимого напряжения холостого хода источника, блок силовых электрических цепей на основе MOSFET или IGBT транзисторов и стабилизирующий дроссель для уменьшения пульсаций выпрямленного тока.
Принцип работы инверторного источника сварочной дуги следующий: сетевое напряжение переменного тока подается на выпрямитель, после чего силовой модуль преобразует постоянный ток в переменный ток высокой частоты, который подается на высокочастотный сварочный трансформатор, который может иметь масса намного меньше сетевого напряжения, которое после выпрямления подводится к сварочной дуге.Дуга постоянного тока более стабильна.
Преимущества
Преимущество инверторного источника питания сварочной дуги заключается в уменьшении габаритов силового трансформатора и улучшении динамических характеристик дуги.
Использование инверторных технологий привело к уменьшению размера и веса сварочных аппаратов , улучшению показателя качества сварочной дуги, повышению эффективности, минимальному разбрызгиванию во время сварки и позволило плавно регулировать сварку. параметры.
Недостатки
До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежными.
По состоянию на 2010-е годы цена инверторных устройств значительно снизилась и приблизилась к трансформаторной. Надежность IIST также значительно выросла, особенно с началом массового использования модулей IGBT.
Ограниченный коэффициент нагрузки, связанный со значительным нагревом элементов схемы.
Повышенная чувствительность к влажности воздуха и выпадению конденсата внутри корпуса.
Высокий (и часто опасный) уровень генерируемых высокочастотных электромагнитных помех.
Эта проблема частично решается за счет использования так называемой улучшенной широтно-импульсной модуляции и синхронных выпрямителей во вторичных цепях.
Однако эти решения значительно увеличивают стоимость и вес устройства, поэтому используются только в профессиональных стационарных моделях.В ряде стран, например в Канаде, Бельгии и Нидерландах, существуют ограничения на использование импульсных источников питания с «жесткими» переключаемыми транзисторами.
Самые ранние сварочные инверторы типа (построенные на биполярных транзисторах) использовали резонансный принцип и переключение выходных транзисторов при нулевом фазном токе, что значительно сужает спектр электромагнитных помех и снижает их спектральную мощность.
По состоянию на 2015 год сварочные инверторы резонансного типа все еще производятся в России и некоторыми производителями в Китае.
Схемотехника
Инверторные источники сварочного тока могут быть построены по самым разным схемам, но на практике преобладают три:
Преобразователь импульсов прямоточный, однотактный, с ШИМ-регулированием и рекуперацией энергии.
Такие инверторы являются наиболее простыми, легкими и компактными, но силовые транзисторы переключаются с токовым промежутком при ненулевом напряжении, что приводит к значительным коммутационным потерям и большому уровню электромагнитных помех.
Схема может быть реализована только на высокоскоростных мощных MOSFET или IGBT транзисторах, поэтому распространение она получила только в начале 2010-х годов.Также для схемы требуются мощные диоды с чрезвычайно коротким временем обратного восстановления.
Эффективность схемы во многом зависит от интенсивности переходных процессов, паразитной емкости и индуктивности компонентов, проводов и печатных плат, что требует тщательного проектирования и высокой точности изготовления.
Схема применяется в переносных сварочных аппаратах малой мощности (до 4 кВт). Несмотря на небольшое количество компонентов, такие инверторы довольно дороги, и 60-70% стоимости составляют специальные транзисторы и диоды.Схема распространена у европейских и японских производителей.
Полумостовой или мостовой двухтактный преобразователь с ШИМ управлением. Коммутационные потери и уровень электромагнитных помех в них меньше, чем в предыдущем типе, но все же достаточно высок.
Схема более сложная и требует большего количества компонентов, но мощность, развиваемая преобразователем, значительно выше, чем в однотактных схемах (до 10 кВт).
Также требуются высокоскоростные полевые МОП-транзисторы или IGBT с высокой допустимой рассеиваемой импульсной мощностью, хотя и меньшей, чем в однотактной схеме.
Требования к диодам также значительно ниже, чем в однотактной схеме. Эффективность схемы зависит, но в меньшей степени, чем у однотактных схем, от интенсивности переходных процессов на паразитной емкости и индуктивности компонентов, проводов и печатных плат.
Гибкость, скорость и точность ШИМ-управления позволяет управлять током дуги по сложным законам, что улучшает качество сварки. Схема популярна у американских и корейских производителей.
Полумостовой или мостовой резонансный преобразователь с частотным или фазовым управлением. Наличие специально введенного резонансного контура дает возможность формировать оптимальный путь переключения транзисторов при нулевом напряжении или нулевом токе, а также нивелировать влияние паразитных емкостей и индуктивностей.
К скорости переключения и мощности транзисторов особых требований нет, так как процессы переключения происходят пассивно.
Это дает возможность строить такие инверторы на недорогих транзисторах и диодах.Подойдут даже биполярные транзисторы.
Мощность резонансных инверторов может достигать десятков киловатт. Однако резонансный контур должен иметь значительные энергозатраты и соответственно большие габариты.
Следовательно, такие устройства довольно большие и тяжелые. Из-за невысокой востребованности резонансных преобразователей к характеристикам транзисторов цена на такую продукцию может быть относительно невысокой.
По этой причине большинство сварочных инверторов, производимых в России и Китае, изготавливаются с использованием резонансной схемы.
Резонансные преобразователи также доступны для кустарного производства. Резонансный преобразователь имеет относительно узкий диапазон и низкую скорость регулирования, поэтому можно реализовать только относительно простые законы управления током дуги.
Виды сварочного оборудования
- Сварочные выпрямители
- Как сделать сварочный трансформатор своими руками.
- Как рассчитать обмотку.
- Аппарат для самостоятельной дуговой или контактной сварки
Сварочный трансформатор: устройство и принцип действия
Что выбрать: сварочный трансформатор или сварочный инвертор
Сварка металла применяется во многих отраслях промышленности, строительстве и даже при решении небольших бытовых вопросов.Чтобы сделать ровный шов, нужно иметь навыки и оборудование.
Сварочное оборудование – это все, с чем должен работать сварщик. Это специальные сварные устройства, защитные элементы и расходные материалы.
Используя все это, вы можете объединить большинство металлов на молекулярном уровне. Конечный продукт прочный и прослужит долго.
Сварочный аппарат типа зависит от сварочной техники, которой должен владеть работник. Выбор метода сварки зависит от поставленной задачи.
Специалисты используют следующие типы механизмов:
Трансформаторы сварочные. Этакая классика среди сварочных аппаратов. Трансформатор – надежное и простое устройство. Работая с ним, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне хватит.
Трансформатор преобразует сетевое напряжение в низкое. Сейчас инверторы встречаются гораздо чаще трансформаторов. Однако опытные сварщики по-прежнему ценят трансформаторы.
Данное оборудование предназначено для ручной дуговой сварки электродами. К недостаткам относятся большой вес и немалые габариты, которые вызовут затруднения с передвижением.
Неопытные сварщики также могут столкнуться с нестабильным горением дуги.
Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать начинающие сварщики. Компактность, множество параметров и хороший выбор агрегатов на рынке – вот основные преимущества инвертора.
Инверторы, предназначенные для сварки в среде защитного газа, называются полуавтоматическими. Функции «дожигание дуги», «горячий старт» и «защита от заклинивания» доступны практически во всех современных инверторах.
Сварочные генераторы: Инвертор может выполнять простой ремонт и быстро сваривать небольшую деталь, но без электричества он совершенно бесполезен.
Газопровод или дизельный генератор решают эту проблему, обеспечивая автономное электроснабжение, что важно для строительных работ в районе, где нет электрической сети.
Сварочный агрегат – это генератор и сварочный аппарат в одном корпусе. То есть для работы со сварочным оборудованием необязательно иметь электрическую сеть.
Устройство работает на одном топливе. Он недорогой и компактный, а качество швов, получаемых с помощью генераторов, достаточно высокое. Но чтобы использовать устройство в полной мере, вам нужно будет купить выпрямитель.
Сварочные выпрямители: Аппарат называют классикой сварки наравне с трансформаторами.Выпрямители преобразуют переменный ток в постоянный, который затем используется для создания сварного шва.
В этом их особенность. Обычно такое оборудование состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулирующих элементов.
Аппараты для дуговой сварки: Преимущество выпрямителей – надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такое устройство можно собрать в домашних условиях.
Сварочные аппараты: Автоматизация позволяет значительно снизить трудозатраты.Машина также помогает рабочему контролировать правильное создание шва.
Электроды не требуются для автоматической сварки , вместо этого используется присадочная проволока, которая автоматически подается в рабочую зону.
Сварочные выпрямители:
Принцип работы выпрямителей прост. Сначала устройство снижает сетевое напряжение 380 В до напряжения холостого хода, а затем преобразует переменный ток в постоянный. Во время сварочных работ можно использовать контролируемый сварочный ток.
Основное различие между выпрямителем и трансформатором: первый использует постоянный ток для создания сварного шва, а трансформатор использует переменный ток.
В остальном оба типа сварочного оборудования можно назвать одинаковыми. Некоторые сварщики даже утверждают, что выпрямитель – это тот же трансформатор, только проще в использовании.
Достоинством выпрямителя является возможность работы в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют.
Также отлично подходит для выполнения сложных сварочных операций , таких как сварка нержавеющей стали или цветных металлов.
В умелых руках дуга горит постоянно, что позволяет выполнять плавные и точные соединения.
Большинство сварочных технологий можно использовать с выпрямителями: MMA, TIG, MIG или MAG. Еще одно преимущество – возможность создания нескольких сварочных постов с использованием всего одного выпрямителя, что позволит работать одновременно нескольким специалистам.
Однако у выпрямителей есть три существенных недостатка:
Большой вес. Это часто не позволяет самостоятельно перемещать оборудование.
Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень дорого, но полный комплект всего необходимого оборудования может стоить немалую сумму. Также необходимо быть готовым к высоким затратам на электроэнергию.
Необходимость определенного умения сотрудника. Новичкам будет не очень комфортно работать с таким устройством, но после постоянной практики с выпрямителем начинающий специалист освоит любое сварочное оборудование.
Лучший выбор для домашнего использования. Чаще всего они также оснащены функциями подзарядки автомобильного аккумулятора. Иногда в комплекте есть устройства для подачи проволоки, что необходимо для сварки MIG / MAG (полуавтомат). Такие сварочные аппараты не требуют много электроэнергии.
Они очень практичны. Такие устройства обычно имеют три режима работы:
Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
Запуск двигателя автомобиля.Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
Сварка. Ток регулируется от 30 до 180 А, показатель прерывистости у современных сварщиков измеряется в процентах. То есть коэффициент 60% означает, что дуга будет гореть непрерывно в течение 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Как сделать сварочный трансформатор своими руками. Как рассчитать обмотку. Сварочный аппарат для дуговой или контактной сварки
Как сделать сварочный трансформатор своими руками.Как рассчитать обмотку. Сварочный аппарат для дуговой или контактной сварки
Сварка металла применяется во многих отраслях промышленности, строительстве и даже при решении небольших бытовых вопросов. Чтобы сделать ровный шов, нужно иметь навыки и оборудование.
Сварочное оборудование – это все, с чем должен работать сварщик. Это специальные сварные устройства, защитные элементы и расходные материалы. Используя все это, вы можете объединить большинство металлов на молекулярном уровне. Конечный продукт прочный и прослужит долго.
Тип сварочного аппарата зависит от сварочной техники, которой должен владеть работник. Выбор метода сварки зависит от поставленной задачи.
Аппарат для дуговой сварки, сварочный аппарат с инвертором постоянного тока, 20-160 ампер, IGBT, комплект для поддержки сварочного стержня 1/8 дюйма, 110 В / 220 В (вилка США) –
ПОЯСНИТЕЛЬНЫЙ ПЕРЕКЛЮЧАТЕЛЬ
1.Откройте выключатель питания, на экране отобразится установленный текущий объем, и вентилятор начнет вращаться (RILARC160 не имеет экрана счетчика).
2. Отрегулируйте ручки сварочного тока и нажатия на дугу, чтобы функция сварки соответствовала требованиям (ARC 160 не имеет ручки привода зажигания дуги,
привод увеличивается пропорционально.)
3. Обычно сварочный ток соответствует сварочному электроду при следующих условиях:
2.5: 70-100А; 03.2: 110-160A;
4.0: 170-220A; 4. Ручка привода зажигания дуги используется для регулировки функции сварки, особенно при низком токе, которая взаимодействует с ручкой регулировки сварочного тока, они могут регулировать ток зажигания дуги и выходить из-под контроля ручки регулировки сварочного тока. .Таким образом, машина может обрабатывать мощную энергию, а ток толчка может достигать эффекта, который может имитировать вращение сварочного аппарата постоянного тока. 5.Если сварочный аппарат был согласован с устройством дистанционного управления: 1) Перед началом работы убедитесь, что переключатель находится в положении «ВЫКЛ». Если переключатель находится в положении «ВЫКЛ.», То это не относится к дистанционному управлению. Переключатель находится в положении «ВКЛ.», Который использует устройство дистанционного управления. 2) Правильно вставьте штекер пульта дистанционного управления в гнездо пульта дистанционного управления и плотно затяните, чтобы предотвратить плохой контакт. 3) Если устройство дистанционного управления не используется, убедитесь, что переключатель находится в положении «ВЫКЛ», иначе сварочный ток не будет регулироваться на панели. 4) Во время транспортировки машины переключатель дистанционного управления не находится в правильном положении из-за удара, потому что регулировка сварки не работает. Пожалуйста, обратите на это внимание. 6. Не бросайте и не ударяйте машину. Advanced Integrated Technologies (AIT) – поставщик оборудования для контактной сварки и технической поддержки для аппаратов точечной сварки и принадлежностей марки Nippon Avionics (Avio), а также аппаратов для точечной сварки Sunstone. Мы можем оценить образцы вашей продукции, предоставить бесплатные пробные сварные швы и точно указать, какое оборудование лучше всего подходит для вашей области применения. Затем мы можем предоставить вам необходимое оборудование по экономичной цене и помочь с любыми техническими проблемами, с которыми вы столкнетесь при настройке сварочного процесса.Отправьте контактную форму или позвоните нам сегодня, чтобы запросить помощь в вашем следующем проекте. Высокоточные аппараты для контактной сварки и электроды # twoj_fragment1-1 # twoj_fragment1-2 # twoj_fragment1-3 # twoj_fragment1-4 # twoj_fragment1-5 # two Units # twoj_fragment1-7 # twoj_fragment1-9 # twoj_fragment1-10 # twoj_fragment1-11 # twoj_fragment1-12 В сварочном аппарате инверторного типа входной переменный ток выпрямляется в выходной постоянный ток.Благодаря высокой частоте и хорошему тепловому КПД этот тип сварочного аппарата подходит для прецизионной сварки электронных компонентов. Инверторный сварочный аппарат предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Функция обратной связи по напряжению позволяет сварщику приспосабливаться к изменениям состояния сварного шва в реальном времени, что приводит к стабильному качеству сварных швов. Высокоскоростная повторяющаяся сварка делает этот сварочный аппарат подходящим для автоматизированных систем. В аппарате для линейной сварки на постоянном токе электрический ток напрямую регулируется транзистором.Это обеспечивает быструю скорость управления и контролируемую форму волны. Благодаря высокоскоростному линейному контроллеру этот сварочный аппарат подходит для сварки очень мелких деталей или очень тонкой проволоки. Сварочный аппарат для транзисторов предлагает три режима управления: постоянное напряжение, постоянный ток или постоянная мощность. Режимы управления делают возможными очень надежные и стабильные сварные швы. Гибридный аккумуляторный аппарат для точечной сварки обладает быстродействующими характеристиками источника постоянного тока и функцией переключения полярности источника переменного тока.Полярность высокого тока переключается на высокой скорости силовым транзистором. Этот тип сварочного аппарата очень хорош для сварки выводов аккумуляторных батарей, когда необходимо последовательно сваривать различные типы металлов. В установке для сварки конденсаторным разрядом электрическая энергия накапливается в конденсаторе и сразу же разряжается. Поскольку большой ток можно разрядить сразу, этот тип используется для сварки материалов с высокой проводимостью, таких как алюминий и медь. Кроме того, благодаря короткой продолжительности сварки минимизируется тепловое воздействие на окружающий материал, что делает его полезным для сварки небольших чувствительных компонентов. В однофазном сварочном аппарате переменным током ток регулируется тиристером и работает при относительно низком пиковом токе. Этот тип сварочного тока меньше подвержен влиянию грязи или загрязнений на сварном шве. Поскольку время сварки можно регулировать в более широком диапазоне, этот тип сварочного аппарата подходит для толстых листов и медной проволоки. NA-131 NA-132 NA-142 NA-143 NA-60A NA-60A – это сварочная головка общего назначения с широким спектром применения для многих видов электрических деталей, требующих точности и надежности, таких как переключатели, контакты реле, часы, компоненты камеры и другие различные механические детали. Тип общего назначения NA-72 NA-72 подходит для сварки различных механических деталей или многопроволочных проволок, которым требуется более сильное электродное усилие. NA-43 NA-43 используется для автоматизированных машин из-за использования плавающей системы, которая редко вызывает смещение, а также стандартного пневмопривода. Горизонтальное давление Тип Серия сварочных аппаратов с ручным управлением предназначена для сварки сложных объектов, которые нельзя сварить с помощью сварочной головки фиксированного типа, например, в зоне заклинивания. Отсутствие покачивания электродов из стороны в сторону. Работают с низким энергопотреблением благодаря компактному и легкому размеру. NA-54A NA-54LA NA-57A NA-58A NA-201 CNT-310 NA-201 + CNT-310 24 В постоянного тока ± 10% 2 А, дополнительно: адаптер переменного тока 100-240 В переменного тока Пневматический привод NA-221 222 Ручной привод NA-231 Прямой тип Тип смены Нижний электродный столик 143-БС Этап 11X-BS Стадия выравнивания 11X-BS-F XYZ Этап 11X-BS-F-MM База НА-301, 302 Поддон С-МП Набор микроскопов Микрокопик, монтажная подставка, светодиод и поддон S302-MP, S-SMS, S-SMS-MS, S-SMS-LED Сварной кабель Кабель Двухпозиционный индексатор поворотный IND-2-R1 Высокая надежность для контроля качества Монитор силы QC-100 Монитор смещения QC-200 Контроль сварочного тока Сварочный монитор QC-440 Форма сварочной волны Тороидальная катушка Пример настройки Сила тока: больше, меньше (3 цифры) Время: больше, меньше (Цикл: 2 цифры мс: 3 цифры) Смещение: сверху, снизу (4 цифры) * с функцией выходного сигнала GOOD или NG Компактный, легкий и удобный тип FG-400 и серии TJ Форма наконечника датчика Станок для ремонта PWB Устройство уплотнения Сварочный аппарат для герметизации банок Может быть, вы хотите узнать больше об этих трех типах сварки? Во-первых, это поможет вам определить, какой сварочный аппарат вам следует приобрести. Сварка МИГ (GMAW) MIG, также известная как Gas Metal Arc Welding (GMAW), вероятно, является самым легким процессом для изучения. Сварщики MIG используют сварочную горелку, через которую проходит сплошной проволочный электрод. Затем проволочный электрод попадает в сварочную ванну, где соединяет основные материалы вместе. Для защиты сварочной ванны от загрязнения через сварочную горелку также подается защитный газ. Отсюда и название Metal Inert Gas, или сокращенно MIG. Как уже упоминалось, освоить сварку MIG несложно. Таким образом, этот процесс позволяет художникам, фермерам и любителям дома самостоятельно работать над различными типами изготовления и ремонтом сварки. Сварочные работы MIG для материалов толщиной 26 и до ½ дюйма. Подводя итог, можно сказать, что сварка MIG – это удобный и чистый процесс, который можно использовать как для толстых, так и для тонких металлических листов. Дуговая сварка порошковой проволокой (FCAW) очень похожа на сварку MIG. Единственное отличие состоит в том, что сварка FCAW не требует подачи защитного газа через сварочную горелку.Это потому, что порошковая проволока сама защищает арку от загрязнения. Сварка TIG При сварке вольфрамовым электродом в среде инертного газа или TIG используются неплавящиеся вольфрамовые электроды. Электроды передают ток сварочной дуге. Сварочная ванна и газ вольфрам защищены от загрязнения путем охлаждения инертным газом. Для этой цели предпочтительным инертным газом является аргон. Для некоторых сварных швов может потребоваться дополнительная защита, и в этом случае наряду с защитным инертным газом будут добавлены присадочные металлы. TIG в основном используется для сварки более тонких металлов. Итак, если вам нужно сварить тонкий участок нержавеющей и легированной стали, алюминия, медного сплава или магния, вы можете сделать это с помощью этого типа сварки. Что отличает сварку TIG от других, так это то, что она обеспечивает больший контроль над сваркой. Чем лучше контроль, тем выше качество сварных швов. Однако освоить этот процесс не так-то просто. Он более сложен и включает в себя различные элементы, над которыми сварщик должен иметь контроль. [Прочтите полное руководство по сварке TIG] Ручная сварка Сварка палкой имеет несколько псевдонимов. Он также известен как дуговая сварка защищенного металла (SMAW) или ручная дуговая сварка металла (MMA / MMAW). В этом процессе сварки используется электрический ток от источника сварочного тока. Ток может быть как постоянным, так и переменным, но пока вам не о чем беспокоиться. Электрический ток идет от источника сварочного тока и проходит через зазор между сварочной палкой и металлом.Вот где ток сформирует электрическую дугу из-за разницы потенциалов. Оборудование, используемое для SMAW, довольно простое. Если учесть, что сварка штучной сваркой довольно универсальна и ее несложно освоить (хотя она все же требует значительных усилий), становится очевидным, почему этот процесс сварки является самым популярным. палкой можно применять как в помещении, так и на улице. Он очень эффективен для сварки большинства соединений и сплавов. Кроме того, это самый экономичный процесс сварки, поэтому большинство сварщиков выбирают его. Сварка палкой позволяет создать надежное и эффективное соединение даже на грязных и ржавых металлах. Однако у этого процесса сварки есть несколько недостатков. Начнем с того, что SMAW не может сваривать что-либо тоньше 18-го калибра. Кроме того, этот процесс требует частой замены стержня, а также приводит к разбрызгиванию. Следовательно, после работы требуется большая чистка. Среди других сварочных аппаратов (постоянного, переменного / постоянного тока) переменный ток является наиболее экономичным. – отличный выбор для домашнего обслуживания или работы на ферме. Иногда бывает удобнее выполнять сварочные работы в полевых условиях, а не в магазине. Современные генераторы и сварочные аппараты более мощные и портативные, что упрощает сварку в удаленных местах, но какой размер генератора для сварки подходит вам? Перейти к: Вы обнаружите, что мощность генератора обычно выражается в ваттах. Мощность равна ампер, умноженных на напряжение, что означает, что генератор мощностью 4800 Вт может обеспечить 40 ампер при 120 В и, возможно, 20 ампер при 240 вольт. Преобразуйте номинальную мощность в кВА (киловольт-ампер) в ватты, умножив на 800. Например, генератор мощностью 9 кВА, умноженный на 800, преобразуется в 7200 Вт. Ищите два номинальных выхода для генератора. Один для постоянной постоянной нагрузки, известной как рабочая, или рабочих ватт . «Этот бесшумный инверторный генератор с коэффициентом нелинейных искажений менее 3% может безопасно питать любые сварочные аппараты с напряжением 120 В или 240 В.” Большинство генераторов также могут справиться с кратковременным всплеском мощности, возникающим при запуске двигателя (или сварочного аппарата). Обычно на 25–30% выше рабочего значения, это номинальная мощность при пуске или пиковой мощности . В названии модели большинства генераторов указано значение мощности. Вам нужно будет проверить, соответствует ли он рабочей мощности или импульсной мощности, так как это зависит от производителя. Определение размера генератора для питания сварщика начинается с определения максимальной мощности, потребляемой сварщиком.Тогда вы будете знать минимальных ватт, необходимых вашему сварщику для работы на полной мощности . Редко можно найти в списке для сварщиков полную мощность, но некоторые производители предоставляют полезные рекомендации по минимальному размеру генератора. Хотя не все производители предоставляют эту информацию, обычно вы можете рассчитать мощность в ваттах, используя значения напряжения и силы тока из руководства пользователя или паспортной таблички сварочного аппарата. Хотя вы найдете генераторы на 120 и / или 240 вольт, некоторые производители оценивают свои сварочные аппараты на 110, 115 или 230 вольт. Для обеспечения точности лучше всего использовать номер производителя, указанный на табличке технических данных как U000 . Это напряжение, которое они использовали для оценки машины и измерения силы тока. В зависимости от сварщика вы можете найти несколько ампер разных номиналов или только один. Найдите номер I 1max . Это лучший рейтинг , потому что он представляет собой максимальный номинальный ток питания. Вы можете увидеть, что это называется максимальным «пусковым» или «импульсным» током, потребляемым при запуске. Умножьте I 1max на номинальное напряжение производителя, чтобы получить максимальных ватт, необходимых для вашего сварочного аппарата. При использовании вышеуказанного сварочного аппарата 24,2 ампера, умноженные на 240 вольт, дают 5808 максимальных ватт. Производитель, Everlast, рекомендует использовать импульсный генератор мощностью не менее 6000 Вт в руководстве пользователя 140 STi. «Доступный по цене генератор Westinghouse имеет хорошие размеры для сварщиков трансформаторов на 120 В и небольших 240 В. Более мощная модель должна работать с любым сварочным аппаратом трансформатора 240 В до 250 ампер ». Число ампер I 1eff – это номинальная тепловая мощность, учитывающая пределы номинального рабочего цикла (время простоя) и тепловыделение в соответствии с размерами контуров здания.Без регулировки она слишком мала для расчета максимальной мощности. Когда производители дают обе оценки, я считаю, что I 1max обычно на в 1,7–2,2 раза больше , чем рейтинг I 1eff . На некоторых табличках с данными показана только информация I 1 или «рекомендованный автоматический выключатель», как на Lincoln 140. Использование 20 ампер умножить на 120 вольт дает нам 2400 ватт, но Lincoln рекомендует генератор на 3000 ватт. для этого сварщика.3000 Вт, разделенные на 120 вольт, равны 25 ампер, что, вероятно, ближе к номинальному значению I 1max для этой машины. Рекомендуемый размер автоматического выключателя может быть слишком мал для расчета полной рабочей мощности. Правильно работающий автоматический выключатель спроектирован с выдержкой времени и, вероятно, не сработает из-за кратковременного скачка напряжения 25 А. Но это может вызвать проблемы с генератором с номинальной мощностью 2400 Вт. Наконец, не делайте ошибки, используя значения выходной силы тока, такие как I 2 или силу тока рабочего цикла. Перед тем, как выбрать генератор какого размера для работы сварочного аппарата, следует учесть еще несколько моментов. Разжижение воздуха означает меньшую мощность на больших высотах. По данным одного производителя генератора: «… плотность воздуха уменьшается с увеличением высоты, что приводит к снижению номинальной мощности двигателя генераторной установки – примерно на 3,5 процента при каждом увеличении на 1000 футов (305 м) (Таблица 3). Может потребоваться запустить меньшее количество приборов на больших высотах. ». Эти генераторы Onan имеют регулятор высоты над уровнем моря. Для многих моделей генераторов доступны высотные комплекты. Во время сварки вам может потребоваться включить освещение, вентиляторы и воздушные компрессоры, поэтому добавьте их требования к мощности к общей сумме. Шлифовальные машины и отрезные пилы могут потреблять до 1800 Вт каждая. Это не проблема, если вы работаете в одиночку. Но в командной ситуации, подбирая генератор на удвоенную максимальную мощность сварщика, сведет к минимуму влияние на сварку других инструментов при запуске. Внутренние источники питания сварщиков делятся на две различные проектные категории, каждая из которых обрабатывает входящий ток по-разному для создания свариваемой выходной мощности. Эти мощные источники питания с большими трансформаторами, изготовленными из меди и алюминия, преобразуют входной переменный ток в мощность постоянного / низкого напряжения для сварки. Традиционные сварочные аппараты, очень надежные и нечувствительные к грязной энергии, работают с любым генератором. Инверторные сварочные аппараты часто весят меньше половины традиционных сварочных аппаратов.Они обеспечивают очень стабильный выход благодаря конденсаторам, сохраняющим высокое напряжение. Но для этой сложной электроники требуется качественная входная мощность. Многие генераторы создают чрезмерные колебания напряжения и частоты, известные как «грязная энергия». Он измеряется в процентах от общего гармонического искажения или THD. Грязное питание может быстро вывести из строя чувствительную электронику или сократить срок службы с совокупным повреждением. Особенно чувствительны старые инверторные сварочные аппараты, использующие технологию металлооксидных полупроводниковых полевых транзисторов (MOSFET). Более новые машины, основанные на биполярных транзисторах с изолированным затвором (IGBT), работают лучше, но по-прежнему требуют генератора чистой энергии с 5% или менее THD. Вот видео, демонстрирующее сварочный аппарат Lincoln 180 MIG, работающий на генераторе мощностью 7250 Вт: Компактный и надежный, современный портативный генератор обеспечит питание вашего сварочного аппарата и других инструментов на любой рабочей площадке и сохранит ваши во время отключения электроэнергии дома свет и холодильник включены. По сути, это генератор переменного тока с моторным приводом, традиционные генераторы общего назначения вырабатывают энергию за один шаг.Вращение генератора переменного тока на 3600 об / мин создает напряжение 120 вольт с частотой 60 Гц. Любое изменение этой скорости вызывает колебания напряжения и частоты, что приводит к гармоническим искажениям. Конечно, регулятор будет пытаться поддерживать постоянные обороты, но любое значительное изменение нагрузки вызовет кратковременный скачок вверх или вниз. Хотя традиционные сварочные аппараты на базе трансформаторов хорошо работают с обычными генераторами, мощность не соответствует чистым стандартам. Этот тип генератора не должен питать инверторные сварочные аппараты , которым требуется 5% или менее THD. Сварочный аппарат Портативный генератор Westinghouse WGen6000 Портативный генератор Westinghouse WGen9500 Двухтопливный генератор DuroMax XP12000EH Основные характеристики Для сварочных аппаратов на 120 В и малых 240 В. Каждое устройство проверено на заводе-изготовителе, кнопка электрического запуска, центр обработки данных VFT отображает выходное напряжение, частоту и срок службы Для всех сварочных аппаратов трансформаторов 120 В и многих 240 В до 250 А. Протестировано на заводе-изготовителе, дистанционный пусковой брелок, долговечная чугунная втулка с автоматическим отключением при низком уровне масла и цифровой счетчик наработки Для всех сварочных аппаратов трансформаторов 120 В и многих 240 В до 250 А.Работает на газе или пропане. Выбросы, одобренные EPA и CARB. Цельнометаллическая конструкция. Розетки (4) 120 В GFCI 5-20R, (1) Готовность к безобрывному переключателю L14-30R 120/240 В, (2) USB (4) 120 В GFCI 5-20R, (1) Готовность к безобрывному переключателю L14- 30R 120/240 В с поворотным замком, (1) 120/240 В 14-50R, (2) USB-порты (2) 120 В 20 А GFCI, (1) 120 В 30 А, (1) 240 В 30 А, (1) 240 В 50 А Время работы при 50% нагрузке (расчетное) Предварительный просмотр Сварочный аппарат Переносной генератор Westinghouse WGen6000 Основные особенности Для сварочных аппаратов трансформаторов 120 В и малых 240 В.Каждый блок протестирован на заводе-изготовителе, кнопка электрического запуска, центр обработки данных VFT отображает выходное напряжение, частоту и срок службы Розетки (4) 120 В GFCI 5-20R, (1) Готовность безобрывного переключателя L14-30R 120/240 В, (2) USB Время работы при 50% нагрузке (расчетное) Предварительный просмотр Сварщик Портативный генератор Westinghouse WGen9500 Особенности Для всех сварочных аппаратов трансформаторов 120 В и многих 240 В до 250 А. Протестировано на заводе-изготовителе, брелок дистанционного запуска, долговечная чугунная втулка с автоматическим отключением при низком уровне масла и цифровым счетчиком часов -блок, (1) 120/240 В 14-50R, (2) USB-порты Время работы при 50% нагрузке (расчетная.) Preview Сварочный аппарат Двухтопливный генератор DuroMax XP12000EH Особенности Для всех сварочных аппаратов на 120 В и многих 240 В трансформаторов до 250 А. Работает на газе или пропане. Выбросы, одобренные EPA и CARB. Цельнометаллическая конструкция. Розетки (2) 120 В 20 А GFCI, (1) 120 В 30 А, (1) 240 В 30 А, (1) 240 В 50 А Время работы при 50% нагрузке (расчетное) Оказывается, та же технология инвертора, которая дает сварщикам стабильную мощность, также помогает генераторам производить чистую энергию в три этапа: Начиная с высокой энергии, переменный ток позволяет инвертору больше контролировать конечный выход.В результате получается стабильная синусоида с низким THD (менее 5%), которая идеально подходит как для инверторных, так и для обычных сварочных аппаратов, а также для другой чувствительной электроники. Preview Сварочный аппарат Generac 7127 iQ3500-3500 Портативный инверторный генератор мощностью Портативный инверторный генератор Powerhorse мощностью 4000 Вт Champion Power 6250 Вт Инверторный генератор Особенности Для многих небольших до . Электрический запуск с включенным аккумулятором, готовность к параллельному подключению, интеллектуальный датчик отображает мощность и оставшееся время работы. Для многих небольших сварочных аппаратов на 120 В до 100 А. Чистое, надежное электричество. Обмотка из 100% меди обеспечивает непрерывную работу без перегрева. Автоматический регулятор напряжения с вольтметром и отключением при низком уровне масла. Для небольших сварочных аппаратов на 120 В до 165 А. Тихая работа, чистая энергия. Гарантия 3 года. Контролируйте напряжение, частоту и часы работы от Intelligauge Розетки (1) 120 В 50 А 14-50R, (1) 120 В 30 А TT-30R (RV), (2) USB (8) 120 В, 20 А, (1 ) 120/240 В 30 А, (1) 12 В постоянного тока (1) 120/240 В 30 А (L14-30R), (4) GFCI 120 В 20 А (5-20R), (1) 12 В постоянного тока Пуск Электрический / Запуск с усилием отдачи Время работы при 50% нагрузке (расчетное время)) Предварительный просмотр Сварочный аппарат Generac 7127 iQ3500-3500 Вт Портативный инверторный генератор Особенности Для многих небольших сварочных аппаратов на 120 В до 100 А. Электрический запуск с включенным аккумулятором, готовность к параллельному подключению, интеллектуальный датчик отображает мощность и оставшееся время работы. Розетки (1) 120 В 50 А 14-50R, (1) 120 В 30 А TT-30R (RV), (2) USB Пуск Пуск с электрическим / обратным пуском Время работы при 50% нагрузке (расчетное .) Welder Powerhorse Portable 4000 Watt Generator Особенности Для многих небольших сварочных аппаратов на 120 В до 100 А. Чистое, надежное электричество. Обмотка из 100% меди обеспечивает непрерывную работу без перегрева. Автоматический регулятор напряжения с вольтметром и отключением при низком уровне масла. Розетки (8) 120 В, 20 А, (1) 120/240 В 30 А, (1) 12 В постоянного тока Время работы при 50% нагрузке (расчетное) Предварительный просмотр Сварщик Champion Power Инвертор-генератор 6250 Вт Особенности Для небольших сварочных аппаратов на 120 В и током до 165 А.Тихая работа, чистая энергия. Гарантия 3 года. Контролируйте напряжение, частоту и часы работы от Intelligauge Розетки (1) 120/240 В 30 А (L14-30R), (4) GFCI 120 В 20 А (5-20R), (1) 12 В постоянного тока Время работы при 50 % Нагрузка (расчетная) Предварительный просмотр Welder Champion Инверторный генератор мощностью 8750 Вт Powerhorse Портативный генератор мощностью 13000 Вт Основные характеристики Для сварочных аппаратов на 120 В и малых 240 В, включая инвертор.Цифровой гибридный инверторный генератор чистой мощности. Сертифицировано EPA и соответствует требованиям CARB. Небольшая занимаемая площадь для вывода. Для сварочных аппаратов на 120 В и многих 240 В до 250 А, включая инвертор. 8 розеток чистой энергии. Головка генератора с обмоткой из 100% меди обеспечивает непрерывную работу без перегрева. Розетки (1) 120/240 В 30 А с блокировкой (L14-30R), (4) GFCI 120 В 20 А (5-20R), (1) 12 В постоянного тока для автомобильной промышленности (4) 120 В 20 А, (1) 120 В 30 А блокировка, (1) 120/240 В, 30 А, блокировка, (1) 120/240 В, 40 А, (1) 12 В постоянного тока Время работы при 50% нагрузке (расчетная.) Предварительный просмотр Сварочный аппарат Champion Инвертор-генератор мощностью 8750 Вт Особенности Для сварочных аппаратов на 120 В и малых 240 В, включая инвертор. Цифровой гибридный инверторный генератор чистой мощности. Сертифицировано EPA и соответствует требованиям CARB. Небольшая занимаемая площадь для вывода. Розетки (1) 120/240 В, 30 А с блокировкой (L14-30R), (4) GFCI 120 В, 20 А (5-20R), (1) 12 В постоянного тока для автомобильной промышленности Время работы при 50% нагрузке (расчетное) Сварочный аппарат Powerhorse Портативный генератор мощностью 13000 Вт Особенности Для 120 В и многих сварочных аппаратов 240 В до 250 А, включая инвертор.8 розеток чистой энергии. Головка генератора с обмоткой из 100% меди обеспечивает непрерывную работу без перегрева. Розетки (4) 120 В 20 А, (1) 120 В 30 А с блокировкой, (1) 120/240 В 30 А с блокировкой, (1) 120/240 В 40 А, (1) 12 В постоянного тока Время работы при 50% нагрузке (расчетное .) Генератор мощностью 3000 Вт при выходе 120 вольт может генерировать ток 25 ампер (амперы = ватты / вольт). В то время как многие сварочные аппараты на 120 В потребляют больше ампер при запуске на полную мощность, небольшой сварочный аппарат с выходной мощностью от 90 до 100 ампер должен работать. Да, генератор на 5000 Вт идеально подходит для сварщиков на 120 В, которые потребляют менее 40 А при запуске, в том числе большинство сварщиков до 160 А. Но большинству машин на 240 В для работы на полную мощность требуется более 5000 Вт. Многие сварочные аппараты, рассчитанные на выходную мощность 140 А, при запуске потребляют менее 30 А, но некоторым требуется почти 40 А. На всякий случай возьмите номинал I 1max (макс. Ток) и умножьте его на напряжение для получения максимальной мощности.Ожидается, что для полной работы сварочного аппарата на 140 ампер потребуется от 3600 до 4800 Вт. Некоторые из вас исследуют, какой размер генератора использовать для имеющегося сварочного аппарата, а другие имеют генератор и хотят знать, с каким размером сварочного аппарата он может справиться. В любом случае теперь вы можете принять обоснованное решение, основываясь на минимальной мощности, необходимой для работы сварочного аппарата на полной мощности. Хотя идеальным вариантом является оснащение сварочного аппарата генератором, мощность которого на 30-50% больше, чем вам нужно, вы можете решить, что комбинация сварочный аппарат / генератор, обеспечивающая только 80% мощности сварщика, подходит именно вам. Вы позвоните в зависимости от ситуации. Выбор генератора для сварки заставляет нас балансировать мощность, цену и портативность. Авторы считают важным, чтобы читатель знал, что в настоящее время существуют два стандарта для обозначения сварочных символов, оба из которых широко используются во всем мире: Международный стандарт ISO 2553 и американский стандарт AWS A2.4. Выбор только одного стандарта для взаимного признания будет означать, что половине глобальных пользователей любого стандарта придется перейти на другой стандарт.Для решения этого вопроса было проведено множество встреч между этими двумя комитетами по стандартам – обсуждалась даже возможность создания совершенно новой системы; однако ни один из рассмотренных вариантов не оказался приемлемым ни для одного из комитетов. В попытке найти решение, чтобы выйти из этого очевидного тупика, среди всех организаций-членов был разослан вопросник, в котором запрашивались их мнения относительно наилучшего пути продвижения вперед. В результате обе системы были включены в один Стандарт совместного проживания, если они не противоречили друг другу. Теперь это было достигнуто с помощью пересмотренного стандарта ISO 2553: 2013, который четко и недвусмысленно идентифицирует и иллюстрирует две системы. Версия ISO обозначена как система A, а американская версия обозначена как система B, что позволяет достичь одного приемлемого глобального стандарта. Эти системы никогда не должны отображаться смешанными, а на чертежах должно быть четко указано, какая система и единицы используются. Содержание этой главы соответствует содержанию BS EN ISO 2553: 2013.Система A проиллюстрирована, если не указано иное. Следующие ниже примечания предназначены для использования в качестве руководства по способу нанесения на технические чертежи наиболее часто используемых символов сварки, относящихся к более простым типам сварных соединений. В тех случаях, когда сложные соединения включают несколько сварных швов, такие конструкции часто проще детализировать на отдельных чертежных листах. Полную спецификацию условных обозначений сварных швов см. В BS EN ISO 2553: 2013. Каждый тип сварного шва характеризуется символом, приведенным в Таблице 33.1. Обратите внимание, что символ представляет форму сварного шва или подготовку кромки, но не указывает на какой-либо конкретный процесс сварки и не указывает ни количество проходов, которые необходимо наплавить, ни наличие корневого зазора или материала основы. будет использоваться. Эти подробности будут предоставлены в графике сварочных работ для конкретной работы. Таблица 33.1. Элементарные обозначения сварных швов. Аппарат для контактной сварки и принадлежности
ПРЕДОСТАВЛЯЕМ ВАМ ОБОРУДОВАНИЕ ДЛЯ ТОЧЕЧНОЙ СВАРКИ ПРЕВОСХОДНОГО СОПРОТИВЛЕНИЯ, АРЕНДУ, ЭЛЕКТРОДЫ И ПОДДЕРЖКУ ДЛЯ ВАШЕГО ПРОЕКТА ПО ТОЧЕЧНОЙ СВАРКЕ.
Более низкие цены на оборудование и электроды, чем у других производителей
Более короткие сроки поставки электродов
Индивидуальные сварочные решения и беспрецедентная поддержка клиентов Точечная сварка с противоположным зазором
Точечная сварка с параллельным зазором
Источники питания Сопротивление сварочной головки Иллюстрация Иллюстрация сварочной головки для параллельной / последовательной сварки Характеристики Противоположный тип NA-121 Диапазон давления (Н) 0.7–5 Размер (мм) 74x48x285 Масса (кг) 0,6 Метод привода мотор, воздушный, ручной Характеристики Противоположный тип NA-122 Диапазон давления (Н) 6–65 Размер (мм) 82x50x301 Масса (кг) 0.8 Метод привода мотор, воздушный, ручной Характеристики Противоположный тип NA-123 Диапазон давления (Н) 20–150 Размер (мм) 82x50x301 Масса (кг) 0.8 Метод привода мотор, воздушный, ручной Характеристики Противоположный тип NA-124 Диапазон давления (Н) 40–300 Размер (мм) 98x56x326 Масса (кг) 1.5 Метод привода воздух Характеристики Противоположный тип NA-125 Диапазон давления (Н) 100–600 Размер (мм) 212x204x75 Масса (кг) 21.5 Метод привода EH-F-02 Показано Тип с параллельным зазором Характеристики NA-131 Диапазон давления (Н) 0.7–5 Размер (мм) 76x51x299 Масса (кг) 0,7 Метод привода мотор, воздушный, ручной Тип с параллельным зазором Характеристики NA-132 Диапазон давления (Н) 5–65 Размер (мм) 76x51x299 Масса (кг) 0.7 Метод привода мотор, воздушный, ручной Серия Тип Характеристики NA-141 NA-142 Диапазон давления (Н) 0,5 – 5 5–65 Размер (мм) 136x50x268 153x50x268 Масса (кг) 1.3 1,6 Метод привода мотор, воздушный, ручной мотор, пневмо, ручной Серия Тип Характеристики NA-143 Диапазон давления (Н) 40–150 Размер (мм) 175x62x302 Масса (кг) 2.7 Метод привода мотор, пневмо, ручной Характеристики NA-60A Диапазон давления (Н) 9.8-132,3 Размер (мм) 72x175x285 Масса (кг) 2,8 Метод движения стопа, воздух Диаметр электрода (мм) 6,4 / 3,2 Глубина кармана 98 мм Ход электрода 12 мм макс. Характеристики NA-72 Диапазон давления (Н) 98-588 Размер (мм) 107x240x615 Масса (кг) 19 Метод движения воздух Диаметр электрода (мм) 10 Глубина кармана 160 мм Ход электрода 30 мм макс. Характеристики NA-43 Диапазон давления (Н) 88,2-294 Размер (мм) 248x240x319 Масса (кг) 11 Метод движения воздух Диаметр электрода (мм) 6.4 Глубина кармана – Ход электрода 12 мм макс. Характеристики NA-54A Диапазон давления (Н) 7,8–44,1 Ход электрода Макс 10 мм Глубина кармана 50 мм Метод движения Руководство Применяемый электрод Серия EL-125 Размеры (мм) 30x195x47 Сварной кабель 1500 мм Характеристики NA-54LA Диапазон давления (Н) 7.8-44.1 Ход электрода – Глубина кармана – Метод движения Руководство Применяемый электрод EL-54L Размеры (мм) 30x195x47 Сварной кабель 1500 мм Характеристики NA-57A Диапазон давления (Н) 9.8-49 Ход электрода – Глубина кармана – Метод движения Руководство Применяемый электрод Специально для NA-57A Размеры (мм) 36 Φ xD207 мм Сварной кабель 1500 мм Характеристики NA-58A Диапазон давления (Н) Руководство Ход электрода 1 мм макс. Глубина кармана 75 мм Метод движения Руководство Применяемый электрод Специально для NA-58A Размеры (мм) 24x16x157 Сварной кабель 1100 мм Характеристики NA-201 + CNT-310 Размеры NA-201 (мм) 50×82.5×320 Размеры CNT-310 (мм) 80x211x188 Масса NA-201: 2 кг; CNT-310: 2 кг Метод привода Импульсный двигатель Ход 50 мм Макс., 10 мкм м Шаг Источник питания Характеристики NA-221 NA-222 Размеры (мм) 78x63x280 86x85x289 Масса 1.3 кг 2,2 кг Метод привода Воздух Воздух Ход 50 мм макс. 50 мм макс. Контроль скорости с регулятором скорости – (трубка Φ 4 мм) с регулятором скорости – (трубка Φ 6 мм) Давление воздуха 0,05-0,6 МПа 0.4-0,6 МПа Характеристики NA-231 Размеры (мм) Приводная часть: 51x79x192; Ножная педаль: 124x268x125 Масса Привод: 1 кг; Ножная педаль: 2,2 кг Метод привода Руководство с педалью Ход Макс 10 мм Регулировка высоты 40 мм Диапазон Принадлежность верхнего электрода Головка Диаметр зажима электрода Тип Держатель / рожок Зажим NA-121
.0625 “/ 1,6 мм Прямой S121-16THD – Сдвиг S121-16HORN S121-CLMP .125 “/ 3,2 мм Прямой S121-32THD – Сдвиг S121-32HORN S121-CLMP NA-122
.125 дюймов / 3,2 мм Прямой S122-32THD – Сдвиг S122-32HORN S122-CLMP .250 “/ 6,4 мм Прямой S122-64THD – Сдвиг S122-64HORN S122-CLMP NA-124
.250 дюймов / 6,4 мм Прямой S124-64THD – 8 мм Прямой S124-80THD – Дополнительный нижний электрод Головка ; Диаметр зажима электрода Тип Держатель / рожок Основание держателя / зажим NA-121 .0625 “/ 1,6 мм Прямой S12X-16BHD 12X-B-F Сдвиг S12X-16BHORN 12X- BS .125 “/ 3,2 мм Прямой S12X-32BHD 12X-B-F Сдвиг S12X-32BHORN 12X-BS NA-122 .125 дюймов / 3,2 мм Прямой S12X-32BHD 12X-B-F Сдвиг S12X-32BHORN 12X-BS .250 “/ 6,4 мм Прямой S12X-64BHD 12X-B-F Сдвиг S12X-64BHORN 12X-BS NA-124 .250 дюймов / 6,4 мм Прямой S12X-64BHD 124-B-F 8 мм Прямой S12X-80BHD 124-B-F Дополнительный нижний держатель Нижний держатель и основание нижнего держателя S12X-16BHD и 12X-B-F
Характеристики QC-100 Диапазон измерения 0-1000N Точность ± 3% (от полной шкалы) Время выборки 0.5 мс (2000 раз / сек) Сжатие, время удержания 0–0,9 с Интерфейс RS-232C, ввод / вывод, аналоговый выход Источник питания DC24V ± 10% 2A Размер (мм) 170x210x150 Масса 3 кг Характеристики QC-200 Диапазон измерения 0-7.5 мм Разрешение: 1 мкм м Точность ± 1% (от полной шкалы) Время выборки 0,5 мс (2000 раз / сек) Сжатие, время удержания 0–0,9 с Интерфейс RS-232C, ввод / вывод, аналоговый выход Источник питания DC24V ± 10% 2A Размер (мм) 170x210x150 Масса 3.4 кг Характеристики TJS-1R ТЖС-20Р ТЖС-100Р Диапазон измерения (Н) 0-10 0-196 0-980 Критическая нагрузка (Н) 20 294 1470 Точность ± 3% (от полной шкалы) Характеристики Технические характеристики Тип QC-440 Форма волны Одиночный тип переменного тока, тип конденсатора, тип инвертора, тип транзистора Текущий 0.50-45.0КА Время 0,5-99,5 цикла (шаг 0,5 цикла) 1-199 мс (режим конденсатора, шаг 1 мс) Рабочий объем Диапазон измерения -99,99-99,99 мм или -9,999-9,999 мм Точность Ток ± 2% (F.S) Время ± 0% Пункты судебного решения Отображаемые элементы Chanel, текущее значение (A / B), аналоговый вход Количество условий мониторинга 2 * 99 каналов Емкость хранилища данных 2000 выстрелов Счетчик 0-99999 Интерфейс RS-485-жалоба Принтер Функция интервальной печати / Функция печати из памяти Тороидальная катушка Чувствительность: x1 (опция), x10 (опция) Потребляемая мощность 80 ВА Источник питания AC100-240V ± 10% 50/60 Гц Размеры (мм) 141x303x344 Масса 4.5 кг Характеристики FG-400 Дисплей 4 цифры (0000-9999) N: ньютон Регулировка нуля Автоматическое регулирование переключением Функция удержания Образец / пик Интерфейс RS-232C Источник питания (100–240 В перем. Тока) 1 Φ Использование от батареи типа AA, батареи типа Ni-H или специального адаптера переменного тока (100–240 В перем. Тока) Размер (мм) 77x140x27 Масса 300 г Характеристики ТДЖ-1А TJ-20R или TJ-20A TJ-100R или TJ-100A TJ-500R или TJ-500A Диапазон измерения (Н) 0-10 0-196 0-980 0-4900 Критическая нагрузка (Н) 20 294 1470 7350 Точность ± 2% (от полной шкалы) Датчик давления Характеристики TJS-1R ТЖС-20Р ТЖС-100Р Диапазон измерения (Н) 0-10 0-196 0-980 Критическая нагрузка (Н) 20 294 1470 Точность ± 3% (от полной шкалы) 5 лучших сварочных аппаратов за деньги (2021) SMAW-MMAW
Какой размер генератора для сварки? • WelditU
0 Как определить размер генератора для сварки
Сколько ватт потребляет ваш сварочный аппарат?
Используйте номинальное напряжение производителя
Получите правильное значение силы тока
Необходимые корректировки
Снижение мощности для работы на большой высоте
Не забудьте вспомогательное оборудование
«Грязные» и «чистые» генераторы для сварщиков
Традиционные сварочные аппараты на основе трансформаторов
Сварочные аппараты инверторного типа
Генераторы для сварщиков
Обычные генераторы для сварщиков
Инверторные генераторы для сварщиков
Советы по сварке с генератором
Forney Easy Weld 140 FC-i Руководство пользователя Будет ли генератор на 3000 ватт управлять сварщиком?
Будет ли генератор на 5000 ватт управлять сварщиком?
Генератор какого размера для работы сварочного аппарата на 140 А?
Заключение
Projection Welding – обзор
General
9 являются полным проваром, если иное не указано на символе сварного шва. Форма сварного шва Рисунок Обозначение ISO Фланец встык / Угловой шов Отбортовка V Стыковой сварной шов с одинарным V-образным сечением Стыковой шов с одинарной скосом Стыковой шов с одинарным V-образным соединением с широкой поверхностью корня 902 под сварку встык под углом под сварку встык одинарный U под сварку встык одинарный 9027 Угловой шов Вставной шов (круглое или удлиненное отверстие, полностью заполненное) Точечная сварка (контактная или дуговая сварка) или выступающая сварка Шовный шов
Может потребоваться указать на чертеже форму поверхности сварного шва как плоскую, выпуклую или вогнутую, а затем к элементарному символу добавляется дополнительный символ, показанный в таблице 33.2. Пример каждого типа нанесения поверхности сварного шва приведен в Таблице 33.3.
Таблица 33.2. Дополнительные символы.
| Форма поверхности шва | Обозначение ISO | |||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Плоское (обычно закончено заподлицо) | ||||||||||||||||||||||||||||||||||
| Выпуклый | ||||||||||||||||||||||||||||||||||
Вогнутый3. Некоторые примеры использования дополнительных символов.
Соединение также может быть выполнено с одним типом сварного шва на определенной поверхности и другой тип сварного шва на обратной стороне, и в этом случае элементарные символы, представляющие каждый используемый тип сварного шва, добавляются вместе.В последнем примере в Таблице 33.3 показан стыковой сварной шов с одним V-образным вырезом и подкладкой, где обе поверхности должны иметь ровную поверхность. Обозначение сварки наносится на чертеж с помощью справочных линий и линий со стрелками, как показано на рис. 33.1. Контрольные линии (одна непрерывная и одна пунктирная) должны быть проведены параллельно нижнему краю рамки чертежа. Пунктирная контрольная линия может располагаться выше или ниже непрерывной контрольной линии, но предпочтительно располагать ее ниже.Линия стрелки образует угол с непрерывной контрольной линией. Сторона соединения, ближайшая к наконечнику стрелки, известна как , сторона стрелки , а противоположная сторона соединения известна как , другая сторона . Непрерывная справочная линия относится к стороне стрелки , а пунктирная справочная линия относится к другой стороне . Рис. 33.1. Элементы символа сварки. Символ сварки должен располагаться на контрольных линиях, как показано в Таблице 33.4 и Рис. 33.1. Таблица 33.4. Значение стрелки и положение символа сварного шва.
На эскизе (A) показан символ для стыкового сварного шва с одним V-образным вырезом, расположенный на непрерывной контрольной линии; это потому, что сварной шов находится на стороне стрелки соединения. Эскиз (B) показывает тот же символ, расположенный на пунктирной опорной линии; это потому, что сварной шов находится на другой стороне стыка (напротив линии стрелки). На эскизе (C) показан символ, нанесенный на двойной V-образный стыковой сварной шов; в этом случае пунктирная линия опускается, и оба символа размещаются на непрерывной контрольной линии. При указании симметричных сварных швов или точечных и сварных швов, выполненных на границе между двумя компонентами, не требуется отображать пунктирную справочную линию. Эскиз (D) показывает стыковые сварные швы на крестообразном соединении, где верхний сварной шов находится на стороне стрелки , а нижний сварной шов – на другой стороне соединения. В этих случаях для верхнего сварного шва символ сварного шва располагается на непрерывной контрольной линии, а для нижнего сварного шва символ располагается на пунктирной контрольной линии. Расположение символа одинаково для чертежей в первой или третьей угловой проекции. Дополнительные символы могут быть добавлены к контрольной линии, как показано на рис.33.2. Сварку можно производить на заводе, в полевых условиях или на месте монтажа установки. Сварной шов на месте / на месте обозначается флажком. Сплошной сварной шов вокруг стыка показан кружком на пересечении стрелки и контрольной линии. Обратите внимание, что если непрерывная сварка должна выполняться в полевых условиях или на объекте, то оба символа должны быть добавлены к чертежу. Непрерывные сварные швы одного и того же типа между двумя точками могут быть обозначены с помощью символа «между», как показано на рис. 33.2C. Конечные точки сварного шва должны быть четко обозначены, а символ сварного шва должен четко обозначать сварной шов. Рис. 33.2. Обозначение (A) сварных швов на месте / на месте (B) непрерывных сварных швов и (C) сварных швов между двумя точками. Хвост – это необязательный элемент, который можно добавить в конец непрерывной контрольной линии (см. Рис. 33.3), где дополнительная дополнительная информация может быть включена как часть символа сварки. (Процесс выступающей сварки показан в примере на рис. 33.3). Можно указать следующую информацию: Рис. 33.3. Сварочный символ с дополнительной информацией, хвостовой индикацией, выступающей сваркой.
Информация должна быть указана и разделена косой чертой (/) (см. Рис. 33.4). Рис. 33.4. Разделение информации. Закрытый хвост должен использоваться только для указания ссылки на конкретную инструкцию, например ссылка на процедуру сварки или спецификацию (см. рис. 33.5). Рис. 33.5. Символ сварки со ссылкой на конкретную инструкцию. Повторение дополнительной информации о символах на чертеже не рекомендуется. Вместо этого следует использовать одно общее примечание к чертежу. Полезные стандарты для проектировщика: BS 499-1, который дает обширный глоссарий по сварке, пайке и термической резке и включает семь разделов, касающихся сварки давлением, сварки плавлением, пайки, испытаний, дефектов сварных швов и термической резки. резка, хотя она и длинна, настоятельно рекомендуется прочитать, чтобы понять процессы; Дополнение к BS 499-1, в котором даются определения электрических и тепловых характеристик сварочного оборудования. Европейские символы дуговой сварки в виде диаграммы проиллюстрированы в BS 499-2C. Символические изображения на чертежах сварных, паяных и паяных соединений проиллюстрированы в BS EN ISO 22553. Сварные и родственные процессы, номенклатура процессов и ссылочные номера приведены в BS EN ISO 4063: 2010. Сварочные аппараты zenithИнформация о поставке продуктаНа главную / Дробилка / Оборудование / Сварочные аппараты zeenithСварочный аппарат на 400 А – YouTube14 янв 2019 В этом видео я покажу, как сделать аппарат для дуговой сварки 400 А.Сварочный аппарат FOLLOW ME GOOGLE + 400 ампер. прм Компьютеры. Загрузка Отписаться от прм Компьютера? Отменить Отказаться от подписки. Сварочные аппараты – Migatronic60 // 100. Трехфазный плазменный резак для ручной и автоматической резки всех проводящих металлов и металлических сплавов. Читать далее. Migatronic – производитель аппаратов для дуговой сварки и сварочного оборудования. Мы упростили процесс сварки для сварочного аппарата – prm Engineering CorporationПроизводитель сварочного аппарата – двухголовочный сварочный аппарат для ПВХ, трехголовочный сварочный аппарат для ПВХ, сварочный аппарат с одной головкой и трехголовочный сварочный аппарат для ПВХ, предлагаемые prm Engineering Corporation, Vadodara, ARC TECH GROUP LTD – профессиональная сварочная компанияArc Tech Group Ltd специализируется на экспорте и импорте высокопроизводительной сварочной проволоки, сварочных материалов, сварочной проволоки на никелевой основе с углекислотой, высокоинтенсивной стальной сварочной проволоки, высокой прочная сталь, упрочняющая сталь, сварочный аппарат, испытание О компании – Seedorff ACMEОснована в 1947 году Александром П.Компания Seedorff начала производство оборудования для контактной сварки. После разработки стандартного оборудования (стационарного и переносного) к нам обратилась индустрия трубок (prm, Sony, Сварочные электроды – prm Water ProjectsДля всех металлургических и металлургических предприятий, мы предлагаем широкий ассортимент сварочных электродов для всех основных и специализированных предприятий. Наши производственные предприятия OEM имеют более чем 80-летнюю историю производства на украинском оборудовании. prm Welder제니스, мы специализируемся и накопили опыт в инверторных сварочных аппаратах, воздушных -плазменные резаки, аппараты для импульсной сварки MIG и источники питания. Сварочный аппарат 80 AMP – YouTube12 ноября 2018 Это настоящий сварочный аппарат на 80 ампер. 2 кг. 12 ч. Алюминиевая проволока. 2 кг. 5 шт. Алюминиевая проволока. 10 кг. основной. Сварочный аппарат 80 AMP. прм Компьютеры. Загрузка Отписаться от прм Компьютера? Отмена Сварочный аппарат от ИБП! – YouTube12 августа 2019 г. Новый канал https://www.youtube.com/channel/UCrhJYCA-X3sKDRKCpHeOE_w Мой Instagram https://www.instagram.com/akakasyan/ Мое лабораторное оборудование Лабораторная мощность Inverter CO2 / MAG WELDER INVERTER CO2 / MAG – prm Welder제니스, мы специализируемся на инверторных сварочных аппаратах, аппаратах воздушно-плазменной резки, импульсных сварочных аппаратах MIG, и для обеспечения стабильности дуги во время высокоскоростной сварки в системе реализован метод управления с обратной связью. позволяя Сварочный аппарат с одной головкой – prm Engineering Corporationprm ENGINEERING CORPORATION из Вадодара, Гуджарат (Индия), является производителем, поставщиком и экспортером сварочного аппарата с одной головкой по лучшей цене. prm Карбюратор – газовые сварочные аппараты SA-200 SA-250 F162Карбюраторprm для сварочных аппаратов Lincoln, подходит для двигателей SA-200 и SA-250 (GAS) F162 и F163 Continental с электрическими роликами соленоидного типа. НЕ для двигателя Continental TM27. Звоните нам по любым вопросам 602-850-73. prm Weldaids Ltd.prm Weldaids Ltd. – производитель высококачественных волочильных машин, расположенный в Газиабаде. Волочильные машины, вертикальное кольцевое колье, крутильные машины, печи, гальванические заводы, правильные машины, машины для стыковой сварки, Сварочный утюг Gold Welding Canon City, COМы предлагаем мобильные сварочные услуги для различных целей.Мы можем выполнить ремонт тяжелого оборудования на месте, если мы можем доставить наш грузовик к оборудованию. Благодаря этому грузовику мы можем предоставить большую часть наших сварочных услуг в полевых условиях. Почему Линкольн против Миллера в сварке труб? – Работа сварщика трубМой Lincoln SA-200 Fowler Mainliner Pipeliner, который я продаю за 7500 долларов, дымит всех остальных сварщиков. пытался сохранить олдскульную тему. все новые обновления платы ПК, масляного фильтра, стартера с высоким крутящим моментом, карбюратора PRM, нестандартного альтенатора, нестандартного магнита. Профильно-винтовой шлифовальный станок prm 400 PTG Holroyd PrecisionPTG Holroyd Precision: prm 400 – новейшая разработка Holroyd в области прецизионного винтового шлифования с возможностью использования всех типов шлифовальных абразивов и высокой ПЕРЕМЕЩЕННОЙ СВАРКОЙ. профильно-шлифовальный станок Zen I Geo Plast – Plastitalia Spaсистема IGeoPlast позволяет точно знать точку, где была сделана сварка, со всеми связанными с ней данными (тип точки сварного шва, повышенное обнаружение точность по сравнению с традиционными системами (системы GPS, вставленные в блоки управления – мы Трехфазный сварочный аппарат Ims Carmig 200, 78000 рупий за штуку, PRM AutoPRM Auto Corp – предлагаем трехфазный сварочный аппарат Ims Carmig 200 по цене 78000 рупий за штуку в Мумбаи, Махараштра.Получите лучшую цену, и ассортимент предлагаемой продукции состоит из Машины для выравнивания колес, Шиномонтажного станка и Балансировщика колес. Все предлагаемые PRM оцинкованные правые шарикоподшипниковые ворота и сварка столбаНайти prm цинковые правые шарнирные ворота и шарниры для сварки столбов – 2 шт. На складе Bunnings. Посетите местный магазин, чтобы приобрести самый широкий ассортимент строительной и строительной продукции. Clifford Machines & Technology: Custom Designed Resistance18 сен 2019 Clifford поставляет промышленное сварочное оборудование, оборудование для обработки решеток и проволоки и является лидером в отрасли контактной сварки.Clifford разрабатывает индивидуальное оборудование, которое является надежным, быстрым и экономичным с запасными частями по всему миру. Weld-MateNous avons déménagé! La gamme de produits Weld-Mate a été intégrée à ses entrepting soeurs; Produits de sécurité prm для того, чтобы обеспечить безопасность и Outils Aurora для файлов à souder, ainsi que les outils и принадлежностей Сварочный аппарат на 100 А Как сделать сварочный аппарат на2 января 2018 г. Профессиональный сварочный аппарат ARC, 100 ампер.FOLLOW ME GOOGLE + Сварочный аппарат на 100 ампер Как сделать сварочный аппарат дома | Сделай сам. |