Шлифовка направляющих станин в Туле. Обработка изделий из металла
от 10 000 ₽ за погонный метр
Нашей компанией оказывается широкий спектр услуг по обработке и изготовлению изделий, относящихся к типу крупногабаритных.
Среди них:
- Крупногабаритная шлифовка
- Обработка механизмов и узлов крупногабаритных металлорежущих станков
- Шлифовка станины и кареток разного размера, а также столов, оснований и плит, обработка деталей из чугуна и стали, имеющих плоские и призматические поверхности.
- Возможность произвести обработку изделий из металла способом фрезерования, шлифования и строгания.
Преимущества наших услуг
Каждая деталь станка со временем подвергается деформации и механическому износу. Это же относится и к станине. Износ станины определяется образованием трещин, перепадом уровня и другими повреждениями. Детали, изготавливаемые на станке с неисправной станиной, отличаются низким качеством и высоким процентом брака.
Шлифование представляет собой финишную операцию обработки деталей, которая отличается высокой производительностью. С помощью шлифования можно добиться нужной формы, размеров, а также придания определенных параметров детали.
Среди прочих услуг выполняем следующие работы:
- Фрезеровка, в том числе сложная, на плоских поверхностях.
- Фрезеровка уступов, тел вращений, пазов и винтовых поверхностей.
- Качественное шлифование плоского типа.
- Продольное строгание.
На нашей производственной базе работает оборудование, которое отличается следующими производственными характеристиками обработки деталей:
- Максимальная длина: 3100 мм.
- Максимальная ширина: 1000 мм.
- Максимальная высота: 900 мм.
- Максимальная масса обрабатываемой заготовки: 4500 кг.
Изготовить и обработать изделие возможно из различных материалов. Это и цветные и черные металлы, и различные сплавы и полимеры.
Это и цветные и черные металлы, и различные сплавы и полимеры.
Мы принимаем заказы по чертежам и эскизам как на бумажных носителях, так и выполненных в таких распространенных программах, как AutoCAD или SolidWorks
При получении чертежа или эскиза, наши специалисты на месте информируют клиента о сроках и цене работы.
Для заказа оборудования – позвоните нам по телефону
8 (800) 700-31-54
Закажите
обратный звонок
и наш менеджер свяжется с вами в течении 15 мин.
Переносной шлифовальный станок – Конкурс «Сделано своими руками»
У восстанавливаемого в моей мастерской «из руин» токарно-винторезного станка 16К20 большой износ направляющих станины — более 0,4 мм. Направляющие можно отшлифовать в заводских условиях (необходима полная разборка станка, да и дорого) или отшабрить вручную. Но второй вариант вообще проблематичен, так как направляющие на этом станке закалены, т.е. термообработаны до высокой твердости металла.
Направляющие можно отшлифовать в заводских условиях (необходима полная разборка станка, да и дорого) или отшабрить вручную. Но второй вариант вообще проблематичен, так как направляющие на этом станке закалены, т.е. термообработаны до высокой твердости металла.Для выхода из сложившейся ситуации был разработан и изготовлен переносной шлифовальный станок (здесь и далее ПШС) для шлифовки призматических и плоских направляющих станин токарных станков типа 1А616, 1К62, 16К20 и др.
Состоит из следующих основных узлов: стойки, выдвижной пиноли и шлифовальной головки. ПШС позволяет, не демонтируя и не полностью разбирая ремонтируемый станок, осуществить шлифовку изношенных направляющих в условиях любого гаража и мастерской. Базируется ПШС по направляющим задней балки, перемещается с помощью ручной тросовой лебедки, снабжен контргрузами. Привод шлифовальной головки имеет мощность 0,42 кВт, 3000 об/мин., 3 ф. Для охлаждения шлифовального камня и удаления отработанного абразива из зоны шлифовки имеется система подачи смазочно-охлаждающей жидкости (СОЖ) с помощью штатного насоса ремонтируемого станка.
Все детали изготавливались на моём токарном станке 1А616К, сварка велась полуавтоматом. Стойка куплена в пункте приёма металлолома, пиноль изготовлена из задней бабки станка 1А616, купленного на форуме у чипмейкеров.
Есть небольшие видеоматериалы, наглядно иллюстрирующие работу ПШС.
Всем удачи в конкурсе! Пусть победит лучший и достойнейший!
Конкурсная работа № 35, предоставлена в рамках Конкурса «Сделано своими руками»
Спонсоры Конкурса
Ресанта — ведущий поставщик электрооборудования для сварки, тепла и комфорта.
Тиберис — первый интернет-гипермаркет сварочного оборудования.
Евротек — интернет-магазин строительного оборудования.
Ремонт направляющих токарных станков: видео, фото, методы
В ходе капитального ремонта токарного станка производится восстановление точности направляющих станины. При выборе способа восстановления руководствуются степенью их износа. Когда погрешность не превышает 0,15 мм на отрезке длины в 1000 мм, то их восстанавливают шабрением. При большем износе прибегают к их механической обработке: шлифовке или строганию. Когда направляющие закаленные основным методом ремонта является шлифовка.
Ремонт шабрением
Шабрение направляющих или шабрение с последующей притиркой остается до сих пор самым эффективным способом восстановления их геометрической, технической точности. И сейчас этот способ часто используется, на протяжении многих десятилетий демонстрируя прекрасный результат ремонта станины. В первую очередь надо обследовать состояние направляющих, определить степень их износа. То место, где износ минимальный, принимается за базовой уровень, а данные замеров заносятся в таблицу, на основании которых будет производится ремонт. В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
В токарном станке за базовую поверхность принимают чаще всего место расположение задней бабки, которое в процессе эксплуатации оборудования практически не изнашивается. Метод включает следующие этапы:
- установка станины станка на жесткое основание (ремонтный стенд), следует выставить продольное и поперечное положение станины точно в горизонтальной плоскости клиньями, башмаками или с помощью домкратов;
- после окончания подготовительных работ выполняется черновое (предварительное) шабрение с рабочей шириной шабера 20-25 мм при этом выдерживается длина штрихов на поверхности более 10 мм и достигается 4-6 пятен при контроле на краску в квадратах 25×25 мм. Этим достигается разбивка крупных пятен на более маленькие;
- получистовое шабрение выполняется шабером 12-16 мм, длиной штрихов 5-10 мм до достижения 8-15 пятен на квадрат;
- финишное (чистовое) шабрение производят шабером шириной 5-10 мм и длиной штрихов 3-5 мм для достижения 20-25 пятен в квадрате.
Поскольку направляющие станины токарного станка достаточно длинные, обработка выполняется по маякам с разбивкой общей длины на участки. Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Первым маяком всегда является место максимальной выработки. На расстоянии, меньшем длины поверочной линейки, от первого маяка шабрят второй маяк, находящийся в одной плоскости с первым. Затем шабрится вся поверхность между маяками с последующим переходом на соседний участок. Периодически следует прикладывать линейку с краской для оценки состояния направляющих и качества работы.
Смотрите видео чернового шабрения
Такой обработке подвергаются незакаленные части направляющих токарного станка, метод гарантирует достижение высокой точность поверхности (0,002 мм на 1000 мм длины). Образующиеся после шабрения мельчайшие лунки способны хорошо удерживать и равномерно распределять смазку. Качество шабрения полностью зависит от профессионализма рабочего.
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Ремонт строганием
Этот способ менее утомительный, чем шабрение и менее дорогостоящий шлифования. Например, усредненная продолжительность ремонта направляющих станка составляет:
- шабрением: около 35 часов;
- шлифованием специальной абразивной головкой: 8-10 часов;
- финишным строганием: 4-5 часов.
При износе более 0,15 мм ручное шабрение заменяют механической обработкой на продольно-строгальном станке при централизованном способе организации ремонта в ремонтном цехе или на специализированном предприятии. Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Причина простая, придется произвести снятие станины с фундамента и произвести установку и выверку на жестком столе строгального станка.
Строгание направляющих станины
На первом этапе один раз производят пробное строгание для получения базовой поверхности, что позволит определить отклонения по всей длине станины. Для этого поочередно подводят резец к наиболее изношенным поверхностям и снимают слой металла до устранения износа. Финишное строгание выполняют минимум за два прохода чистовыми широкими твердосплавными резцами. Последний проход выполняют глубиной реза менее 0,05 мм, постоянно смачивая резец и поверхность направляющих керосином. Когда износ превышает 0,4-0,5 мм направляющие подвергают грубому и тонкому строганию. Главным недостатком этого способа ремонта является немалое время на демонтаж станины, транспортировку, установку станины на стол строгального станка, выверку и снятие восстановленной станины.
При обработке резанием плоской призматической поверхности направляющих из массива станины вырываются мельчащие частицы металла различной величины и формы. На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
На поверхности появляются борозды, канавки, образуя шероховатую поверхность. Поэтому иногда после механической обработки без шабрения или вибрационного обкатывания не обойтись. Это увеличивает прочность направляющих за счет пластического деформирования (изменения структуры материала). Вибрационным обкатываем достигают выглаживание микрошероховатостей и неровностей поступательным движением вдоль и поперек оси специально обработанными шариками или роликами.
Ремонт направляющих токарного станка одним из описанных способов является элементом комплексных работ, связанных с восстановлением полной работоспособности и точности металлорежущего оборудования. Но не стоит забывать, что качество ремонта при минимальном сроке его выполнения существенно зависит от степени подготовки станка к ремонту и квалификации слесаря.
Шлифовка направляющих станин, заказать Челябинск, цена
Одним из основных видов деятельности нашей компании является восстановление геометрической точности металлорежущих станков: токарных, фрезерных, шлифовальных, строгальных.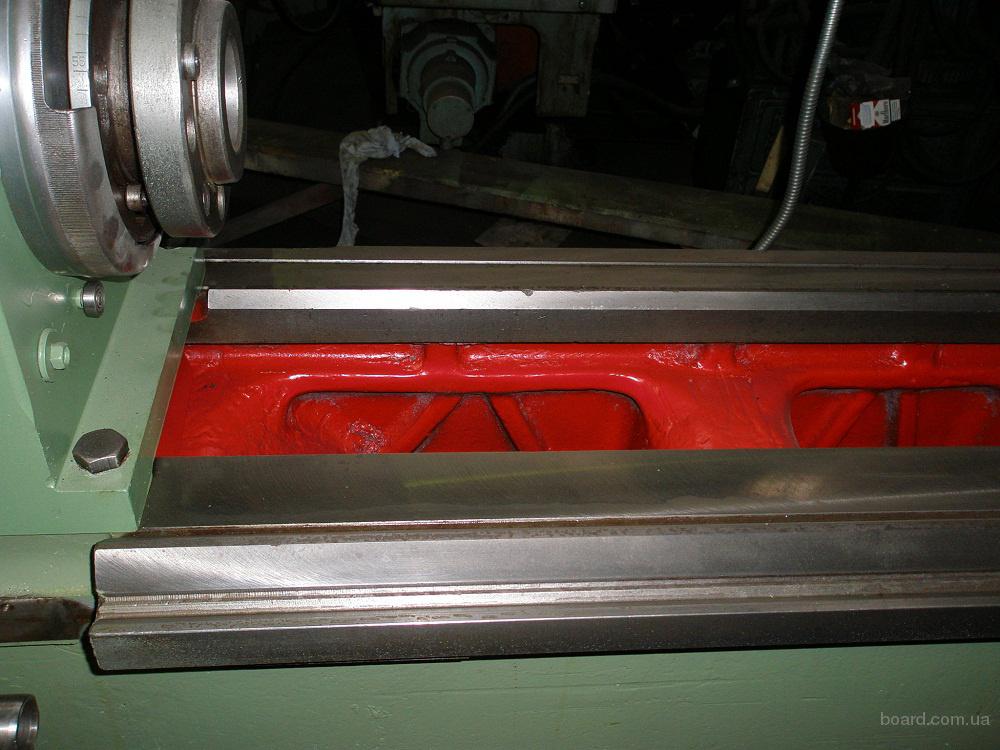
1. Шлифовка/шабрение направлящих станины под заднюю бабку. Отклонение от параллельности – 20мкм на всей длине, отклонение от прямолинейности – 10 мкм на всей длине. Уровнем достигается высокая точность отсчета, поэтому он используется для поверки направляющих станков различной точности, в том числе – особо высокой. Также контролируется отклонение от параллельности направляющих и опорных поверхностей под рейку продольного перемещения. Это позволяет исключить непараллельность перемещения каретки и оси ходового вала, а также погрешность показаний лимба продольного перемещения.
2. Шлифовка/шабрение направляющих станины под каретку и под прижимные планки каретки. Их отклонение от параллельности направляющим под заднюю бабку не должно превышать 15мкм на всей длине.
3. Регулировка положения шпиндельной бабки: отклонение от параллельности направляющих станины и оси шпинделя не превышает 30мкм в вертикальной и 10мкм в горизонтальной плоскости на длине 300мм.
4 Шабрение направляющих поперечного суппорта, отклонение от параллельности направляющих – не более 15мкм, отклонение от прямолинейности – не более 10 мкм на всей длине.
5. Шабрение ответных направляющих каретки, отклонение от параллельности направляющих – не более 20 мкм, от прямолинейности – не более 10 мкм на всей длине, отклонение от параллельности направляющих и оси винта поперечного перемещения – не более 35мкм.
6 Шабрение клина. При повышенном износе – восстановление антифрикционным материалом
7. Шабрение продольных направляющих каретки, при повышенном износе – восстановление антифрикционным материалом. Толщина слоя антифрикционного материала зависит от степени совокупного износа. На этом этапе восстанавливается соосность ходового вала и его посадочного места в фартуке, перпендикулярность поперечного перемещения суппорта к оси шпинделя, параллельность перемещения резцового суппорта и оси шпинделя в вертикальной плоскости а также корректное зацепление реечной шестерни и рейки продольного перемещения.
Станина токарного станка. Ремонт направляющих станины токарного станка
Станина токарного станка.
 Подготовка к ремонту
Подготовка к ремонтуКачество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др.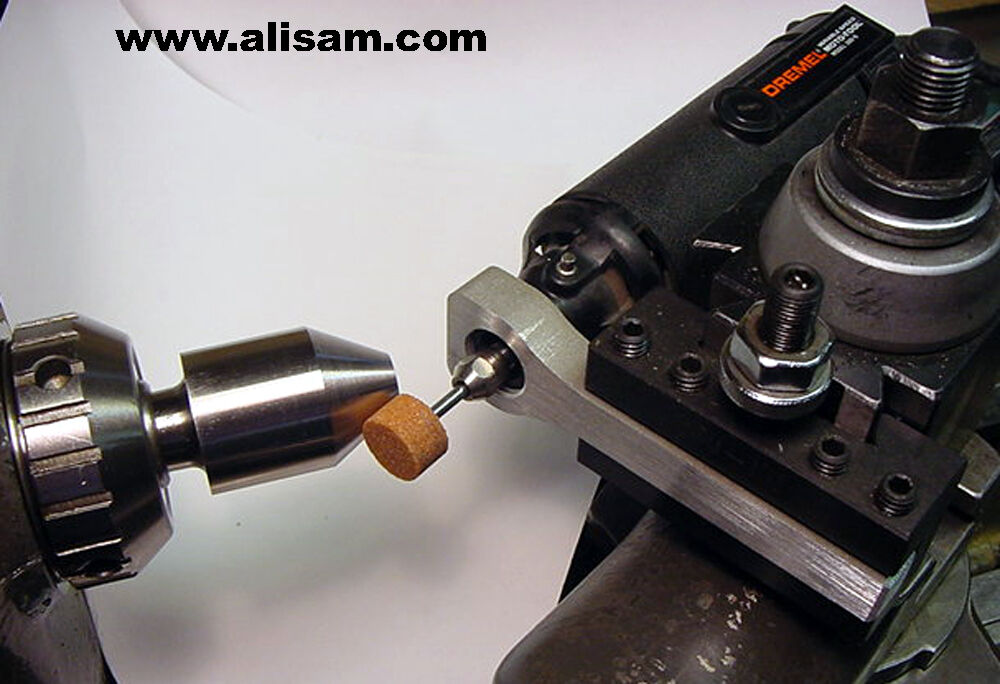
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением
Рис. 48. Выверка станины токарно-винторезного станка на стенде
- Основание мостика
- Резьбовая колонка
- Уровень
- Опора
- Резьбовая колонка
- Площадка для уровня
- Резьбовая колонка
- Опора
- Подпятники
- Уровень
- Рамный уровень
- Балочка
- Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
Рис. 49. Профиль направляющих станины токарно-винторезного станка 1к62
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм.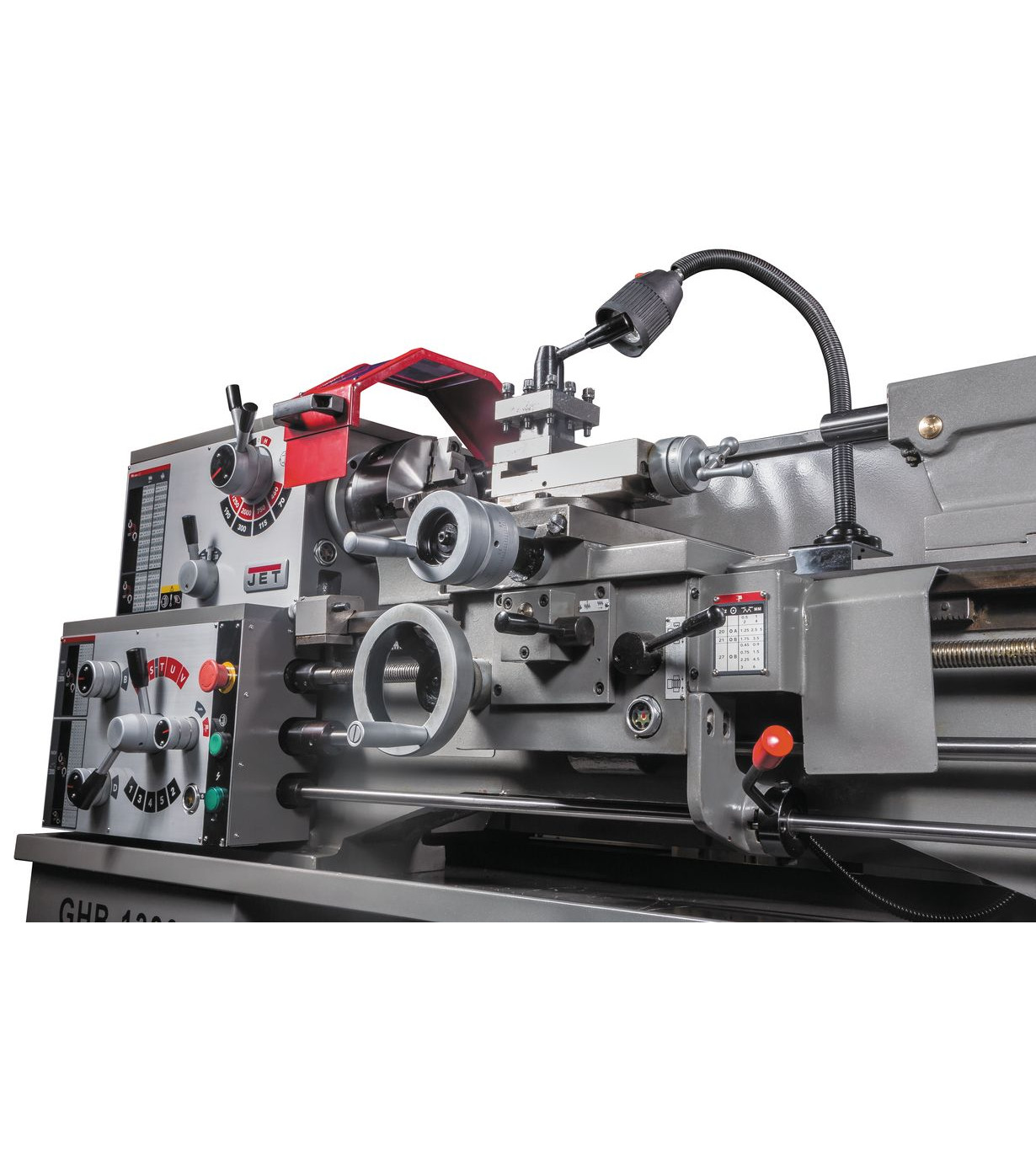 Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).
Рис. 50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Ремонт направляющих станины финишным строганием
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл.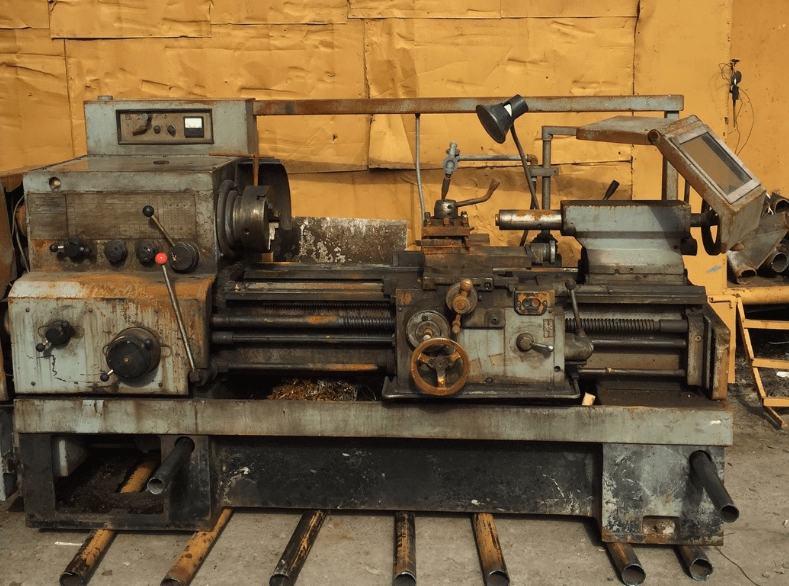 3.
3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
| Номер операции | Содержание операции | Технические условия | Инструмент и приспособления | Способ проверки |
| 01 | Зачистить поверхность 8 (см. рис. 49) от забоин | Границы забоин не должны выступать над поверхностью | Напильник, шабер, поверочная линейка | Линейкой на краску |
| 02 | Установить станину на строгальный станок и выверить на параллельность по ходу стола | Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины | Индикатор, щуп | Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка |
| 03 | Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3 | – | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении |
| 04 | Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно | Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3 | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | То же |
| 05,06,07 | Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49) | Чистота поверхностей V7 | Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67) | Чистоту обработки определять визуально методом сравнения с эталоном |
| 08 | Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих | Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм.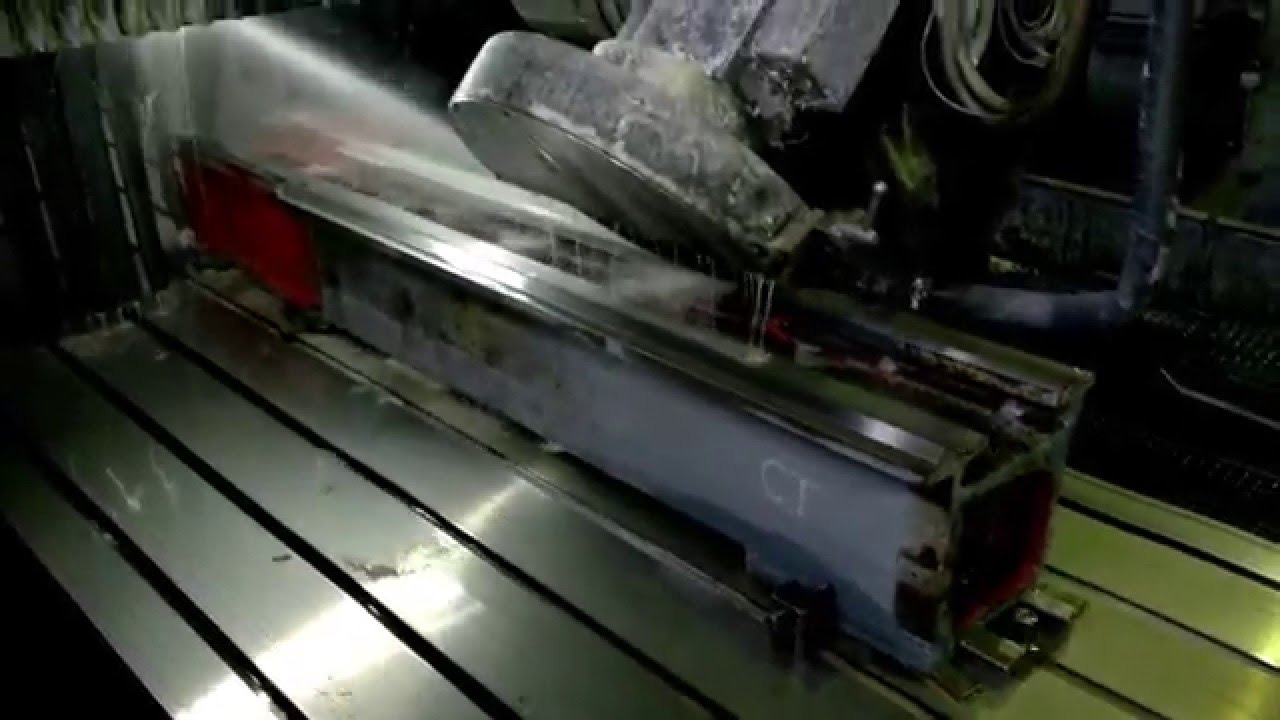 Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм | Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень | Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б) |
| 09 | Открепить станину и предъявить в ОТК | Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм | То же | То же |
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине.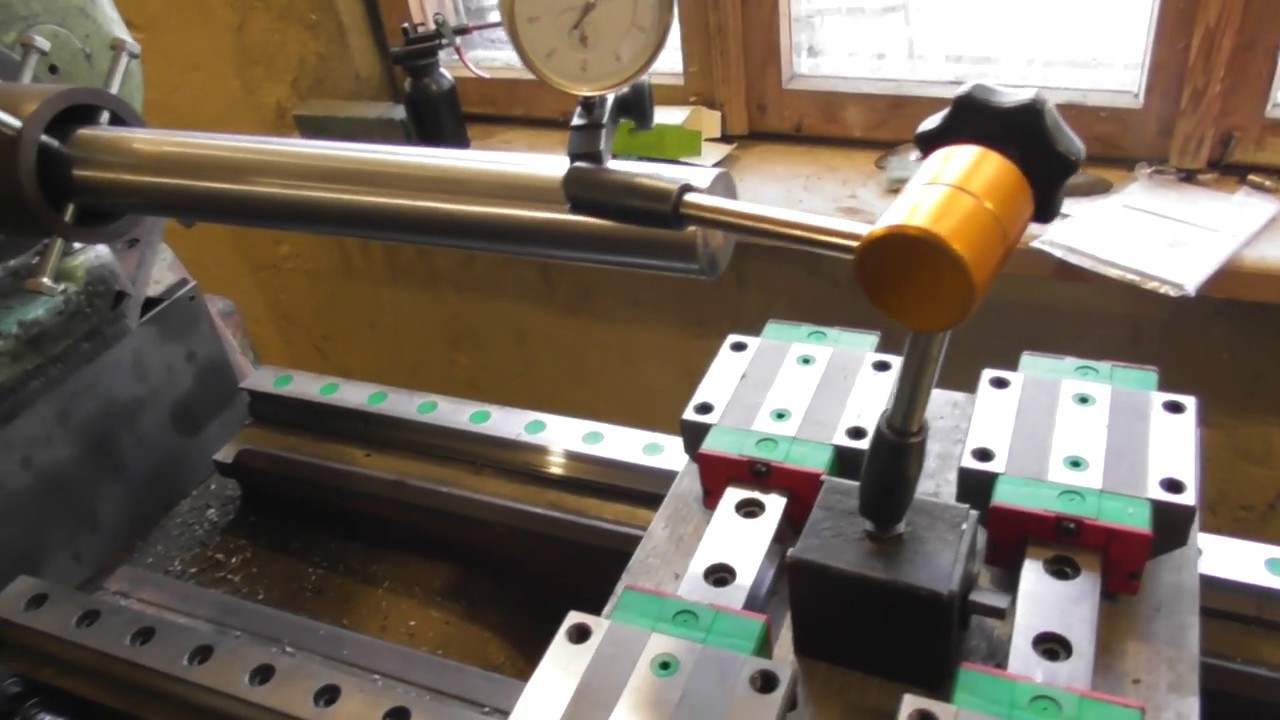 Проверку расположения резца относительно поверхности можно производить щупом.
Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Шабрение направляющих токарного станка
Восстановление геометрии направляющих токарного станка
Шлифовка направляющих станины токарно-винторезного станка
Шлифовка направляющих станины токарно-винторезного станка
Восстановление станины токарного станка
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Паспорта и книги по ремонту металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Приспособление для обработки направляющих станин токарных станков
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования.
Известен переносной станок по А.С. СССР №691251, публ. 15.10.1979 г., МПК В23С 1/20 для обработки направляющих станин металлорежущих станков. Он содержит установленную с возможностью перемещения по направляющим стойку с поворотной траверсой, несущей инструментальную головку. Траверса выполнена из шарнирно соединенных между собой звеньев, одно из которых связано со стойкой, а другое несет инструментальную головку и соединено посредством тяги со стойкой; оси в местах соединения звеньев между собой, со стойкой, с тягой и тяги со стойкой расположены таким образом, что при проекции их на горизонтальную плоскость, они являются вершинами параллелограмма. Обработка изношенных направляющих станины производится установкой на ее базовые поверхности каретки переносного станка с приводом и коробкой подач.
К недостаткам данного технического решения относится значительный вылет инструментальной головки относительно каретки, что снижает точность обрабатываемых направляющих. Применение станка предполагает разборку всех узлов, размещенных на ремонтируемых направляющих станины.
Известно приспособление для шлифовки направляющих металлорежущих станков по информационному листку №278-83 от 05.08.1983 г. ЦНТИ г.Ульяновска, выбранное за прототип.
Оно состоит из основания, закрепляемого на суппорте продольно-строгального станка, шлифовальной головки с приводом от отдельного электродвигателя. На суппорте расположен палец, вокруг него поворачивается основание. Зажим основания производится двумя болтами, перемещаемыми по кольцевой канавке суппорта станка.
Подбором разных типов шлифовальных кругов с поворотом шлифовального приспособления обеспечивается шлифовка поверхности, расположенными под любым углом к горизонту.
К недостаткам прототипа также как и аналога относится необходимость разборки ремонтируемого станка и специального строгального станка для шлифовальных работ.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта.
Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Станина токарного станка содержит направляющие 1 и 2 для продольного суппорта станка, направляющие 3 и 4 для задней бабки; обратные поверхности
которых 5 и 6 используются для зажима бабки на направляющих 3 и 4 прижимной планкой.
Изложенная сущность поясняется чертежом, где изображены:
Фиг.1 – общий вид приспособления;
Фиг.2 – вид сверху;
Фиг.3 – механизм винтовой пары;
Фиг.4 – державка с системой отверстий для инструментальной головки.
При эксплуатации станка интенсивному неравномерному износу подвержены направляющие 1 и 2, максимальному на расстоянии до 1,5 метров от передней бабки станка; направляющие 3 и 4 практически не изнашиваются, так как в рабочем положении задняя бабка неподвижна. Приспособление состоит из инструментальной головки 7 с державкой 8, установленной на стойке 9 стола 10, последний закреплен на каретке 11 четырьмя болтами 12. На каретке 11 выполнены опорные поверхности 13 и 14, сопрягаемые с направляющими 3 и 4 и ответные им. Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
На державке 8 закреплены направляющие 18 и 19, охватывающие стойку 9. Сверху на стойке 9 установлена пластина 20 с резьбовым отверстием для винта 21, а на державке 8 установлена пластина 22 с пазом для кольцевой канавки 23, выполненной на конце винта 21. На стойке 9 установлено 4 болта 24, а на державке 8 выполнены пазы; это обеспечивает возможность жесткого крепления державки 8 на стойке 9.
На свободном конце державки 8 установлена ось 25 и выполнены отверстия 26 для болтов, устанавливаемых одновременно в отверстиях основания 27 инструментальной головки 7. Отверстия 26 расположены под углом 45 градусов между собой. Это обеспечивает поочередную обработку угловых поверхностей направляющей 1.
Возможно другое расположение отверстий 26 в зависимости от профиля обрабатываемых направляющих 1. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
устанавливается на дополнительной стойке, инструментальная головка 7 располагается над направляющей 2 с обеспечением ее шлифования за счет подбора необходимого профиля круга.
На столе 10 возможно выполнение резьбовых отверстий для закрепления основания 27 и головки 7. На столе 10 возможно также расположение винтовой пары 28-29, аналогичная механизму деталей 20, 21, 22 и обеспечивающая микроподачу абразивному кругу 30 инструментальной головки 7.
Каретка 11 кинематически связана с ходовым винтом или валом станка любым из известных способов, например установкой на каретке кронштейна с гайкой или втулкой.
Работает устройство в следующей последовательности.
Продольный суппорт станка демонтирован с наружных направляющих станины, каретка 11 установлена на внутренних вспомогательных направляющих 3 и 4. Планка скольжения 16 закреплена болтом 17 на каретки 11 до упора в прокладки 15, при этом между поверхностями 5, 6 и планкой 16 имеется зазор минимальной величины в пределах 0,01 мм.
Инструментальная головка 7 установлена в положение, обеспечивающее совмещение торца круга 30 с обрабатываемой плоскостью направляющей 1.
Каретка 11 кинематически связана с ходовым винтом.
Заглубления вращающегося круга 30 в обрабатываемую плоскость производится винтовой парой 28-29 в крайнем положении каретки на станине, т.е. на изношенной части направляющей 1. Затем при включении привода винта каретка 11 перемещается на станине, производя шлифование отдельных участков направляющей 1. Очередное заглубление может производится на изношенных участках направляющей 1 винтом 21.
В такой последовательности работы инструментальной головки будет производится шлифование направляющей 1 до появления искрения на всей длине обрабатываемой поверхности.
Глубина заглубления круга 30 на отдельной плоскости фиксируется, затем головка 7 переналаживается на шлифовку второй плоскости направляющей 1.
Переналадка может осуществляться разворотом инструментальной головки 7 или замены круга 30 при перемещении державки 8 в необходимое положение, например, перемещением стола 10.
В этих случаях на столе 10 и державке 8 могут быть предусмотрены дополнительные отверстия и пазы, обеспечивающие грубую переустановку головки 7. Точная регулировка будет производиться винтовыми пазами 20-21-22 или 28-29.
Перешлифовка второй поверхности направляющей 1 будет производится в последовательности, изложенной выше. Глубина заглубления для обеих поверхностей должна быть одинаковой, она затем назначается такой же величиной для перешлифовке направляющей 2.
Настройка круга 2 для направляющей 2 может осуществляться разворотом державки 8 и головкой 7, либо установкой на столе 10 дополнительной стойки. Шлифование направляющей 2 производится в указанной выше последовательности.
Предложенное приспособление возможно использовать без снятия со станины продольного привода суппорта, используя его в качестве привода линейного перемещения каретки 11 путем их соединения жесткой тягой. В этом случае возможны варианты:
– шлифование только направляющих станины, расположенного у передней бабки станка;
– поочередное шлифование направляющих станины, разделенной на два участка: передний, у передней бабки и задний – на конце станины. Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
1. Приспособление для обработки рабочих наружных направляющих станины токарного станка, содержащее инструментальную головку, установленную на державке с возможностью линейного и углового позиционирования инструмента на державке, относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола, установленного в направляющих продольной каретки, последняя расположена на станине станка, отличающееся тем, что каретка установлена на внутренних вспомогательных направляющих станины.
2. Приспособление по п.1, отличающееся тем, что на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих.
3. Приспособление по пп.1 и 2, отличающееся тем, что между кареткой и планкой скольжения установлены прокладки, закрепленные, например, на каретке.
4. Приспособление по п.1, отличающееся тем, что на станке установлена винтовая пара, а на державке – планка с пазом для кольцевой канавки, выполненной на винте.
Шлифовка станин без демонтажа – Ремонт и сервис – СЕРВИС
Обработка направляющих с помощью переносных приспособлений
Обработка направляющих с помощью переносных приспособлений. При этом способе направляющие станков можно обрабатывать строганием, фрезерованием, шлифованием и протягиванием. Широкое распространение получил метод шлифования станин.
Переносные приспособления применяют обычно для обработки направляющих тяжелых станков, имеющих большую длину, которые нельзя обработать на имеющемся оборудовании.
Обработка направляющих станин токарного станка. При ремонте станин токарных станков наиболее распространенных типов базой для перемещения приспособлений в большинстве случаев служат направляющие задней бабки ремонтируемого стенка.
При значительном износе направляющих задней бабки они не могут служить базой. В этих случаях (сравнительно редких) вместо подушки задней бабки в качестве основания для приспособления используют плиту, перемещающуюся по вершинам призматических направляющих станин (рис. 1). При этом предварительно по линейке производится шабрение вершин призм 1 и боковых плоскостей 2.
Крупные токарные и револьверные станки часто имеют плоские направляющие, общие для салазок суппорта и задней бабки (револьверной головки). Для обработки таких направляющих с помощью переносных приспособлений приходится прибегать к созданию искусственных оперативных баз, по которым перемещают основание под приспособление. Иногда в качестве таких баз выбирают узкие полосы на самих направляющих, которые отшабривают вручную.
Обработка направляющих станин расточных, продольно-строгальных и других станков. При исправлении станин станков, относящихся к 3-й группе, за базы принимают плоскости 1 и 2 (рис. 2). В отдельных случаях, когда из-за большого износа основных направляющих в результате опускания стола подверглись износу также и поверхности 1, в качестве базы можно использовать поверхности 3.
На рис. 3 показано применение промежуточных элементов (установочных плит) для приспособлений при обработке направляющих станин разной конструкции. При проектировании установочной плиты приспособления не всегда следует стремиться к ее универсальности. Часто выгоднее изготовить простую плиту, специально предназначенную для данного станка, чем приспосабливать имеющуюся плиту другого назначения. Рабочие аппараты (строгальный, шлифовальный) крепят на плите так, чтобы было удобно обработать большую часть станины. Однако участок станины, закрываемый плитой, остается необработанным. Поэтому, когда станина исправлена, переставляют рабочий аппарат на другой край плиты и шлифуют оставшийся необработанным участок станины. Пружинный упор для переключения возвратно-поступательного движения также переносят и укрепляют на станине в соответствующем месте.
Рис. 1. Поверхности направляющих токарного станка, используемые как база при обработке рабочих поверхностей с помощью переносного приспособления
Рис. 2. Поверхности, принимаемые за базы при исправлении направляющих станин 3-й группы: а — у станин расточного станка; б, в, д — у станин продольно-строгальных станков; г — применение рельсов в качестве искусственной оперативной базы при исправлении станины крупного токарного станка
Рис. 3. Промежуточные элементы (плиты) для приспособлений: а — базирование по верхним обработанным, неизношенным поверхностям и по боковым поверхностям станины продольно-строгального станка; б — базирование по вершинам призм и боковым обработанным поверхностям; в — настройка для восстановления изношенных верхних базовых поверхностей; 2 — плита; 2 — компенсирующая планка; з —промежуточные планки, опирающиеся нижние обработанные неизнашиваемые участки направляющих
Полное руководство по инструментальной оснастке для токарных станков
Хотя существует ряд различных инструментов, доступных для использования на токарном станке, некоторые из них абсолютно необходимы для выполнения работы. Будь то обычный набор долот, канавок или более продвинутый набор инструментов, токарные инструменты помогут вам получить максимальную отдачу от каждого проекта. Вот краткий обзор некоторых распространенных – и не очень распространенных – токарных инструментов на рынке.
Руководство по инструментальной оснастке для токарных станков
Черновая строжка шпинделя: когда вы переводите заготовку с квадрата на круг, черновая канавка шпинделя поможет вам в этом.Доступны в различных размерах – некоторые из них до неприличия широкие – они помогут вам быстро и эффективно пополнить запасы.
Шпиндель или канавка с мелкими канавками: если пришло время добавить детали, шпиндель или канавка с мелкими канавками предоставят вам более точный контроль для выполнения работы.
Наклонное долото: Косое долото требует уважения, но также может быть удивительно универсальным инструментом для строгания дерева на токарном станке и добавления чистовой отделки, почти до такой степени, что при правильном использовании наждачная бумага для отделки не требуется.
Инструмент для отрезки: инструмент для отрезки хорошо работает, когда вам нужно быстро и безопасно выполнить глубокий надрез. Его можно узнать по характерному V-образному профилю на кончике.
Чаша или канавка с глубокими канавками: когда вам нужно углубиться, вы можете воспользоваться чашей или канавкой с глубокими канавками. Имея более глубокий канал, чем канавка шпинделя, он разработан для быстрого придания формы дереву для чаш.
Стыковка для шлифовальной чаши со скользящей меткой: Подобно чаше или канавке с глубокими канавками, этот инструмент имеет заточку, которая проходит дальше назад, что позволяет более эффективно использовать крылья инструмента для нескольких дополнительных резов.
Зная о различных возможностях использования токарного инструмента, вы можете быть уверены, что используете правильный тоже л для правильной работы , одновременно улучшая свою деревообработку. Но что, если вам нужно улучшить свое производство или, возможно, вам нужен инструмент, который сложно найти или которого еще нет? Единственная цель Custom Tool & Grinding – помочь вам разработать высококачественный инструмент, чтобы вы могли работать более эффективно и результативно, будь то на токарном станке или где-либо еще.Пожалуйста, не стесняйтесь обращаться к нам сегодня, чтобы запросить расценки на некоторые из наших высококачественных инструментов или на уникальный дизайн, который станет вашим собственным.
Связаться с Custom Tool
В Custom Tool and Grinding мы предлагаем круглогодичную переточку инструмента, восстановление, хорошие консультации и другие услуги для промышленных клиентов. Чтобы узнать больше о наших услугах, свяжитесь с нами сегодня.
Как затачивать токарные инструменты по металлу
Токарный станок – это станок, который быстро вращает заготовку; Затем режущий инструмент медленно перемещается в заготовку, удаляя материал, когда заготовка вращается против нее.Токарные станки часто используются в профессиональных и любительских мастерских и представляют собой универсальный инструмент.
Режущие коронки для токарного станка, в частности для токарного станка по металлу, требуют периодической заточки. Долота для токарных инструментов не похожи на часто хрупкие долота обычных сверл; их блочная форма и общая конструкция токарного станка означают, что большую часть работы выполняет сам инструмент, а не бит.
Однако токарные режущие коронки требуют заточки или правки, повторной полировки кромок, которые соприкасаются с заготовкой, и предотвращения их закругления.Биты, потерявшие свою кромку, могут вызвать стук или плохую обработку поверхности.
Это руководство даст вам основные шаги и оборудование, необходимые для поддержания ваших токарных инструментов в отличном состоянии.
Необходимые инструменты
- Круг шлифовальный – основной инструмент для заточки металлических инструментов с незапамятных времен. У вас может быть старомодный каменный круг или, что более вероятно, вы будете использовать современный точильный станок.
- Биты для заточки
- Средства индивидуальной защиты – защита лица и ушей жизненно важны.Избегайте свободной одежды.
- Шлифовальный кондуктор – это приспособление для заточки, изготовленное по индивидуальному заказу для ваших бит, которое удерживает их на месте под правильным углом к шлифовальному кругу. Установка приспособления требует точного измерения углов, но после установки у вас будет готовое руководство для быстрой заточки.
Подготовка
- Закрепите и закрепите колесо.
Убедитесь, что настольный шлифовальный станок надежно закреплен на полу, не раскачивается и не деформируется. Если вы недавно использовали верстачную шлифовальную машину, вам нужно будет ее обработать, удалив старые частицы мусора, застрявшие в камне.Это легко сделать с помощью алмазного инструмента для заточки; просто включите колесо и проведите инструментом по поверхности камня.
Когда вы затачиваете насадку для токарного инструмента, вы действительно заново рисуете ряд критических углов. Эти углы на вашей коронке определяют, насколько быстро или агрессивно инструмент врезается в заготовку и даже насколько велики стружки и стружки. Большинство углов небольшие – от 5 до 30 градусов, – но вам нужно знать, как они взаимодействуют друг с другом.
Изображения с сайта metalartspress.com
- Закрепите контактное приспособление / испытательный стенд
Убедитесь, что ваше приспособление плотно прилегает к ограждению настольного шлифовального станка. Медленно подайте биту вперед, чтобы убедиться, что она плавно перемещается по скамейке и имеет хороший контакт.
Шлифовальный
Фактический процесс шлифования довольно прост, но есть несколько вещей, которые вам нужно запомнить.
- Измельчайте с шагом в десять секунд
Вы, вероятно, сразу увидите искры.Это нормально, но есть реальный риск перегрева, если вы будете работать слишком долго. Каждые десять секунд охлаждайте насадку в ведре с водой.
- Отшлифуйте каждую грань отдельно
Еще один простой шаг. Охладите насадку, прежде чем переходить к следующей грани, и будьте осторожны, чтобы не перетереть ни одну грань.
Заточить токарные инструменты по металлу несложно, но когда дело касается правильных углов, требуются некоторые знания. Проведите исследование, узнайте лучшие углы для вашего инструмента и подходящего металла и используйте угловой зажим, чтобы избежать ошибок.
Расширенная заточка инструментов
Расширенная заточка инструментовРасширенная заточка инструмента для токарного станка
с особым упором на
Инструменты для нарезания резьбы
Многие люди создают токарные станки из быстрорежущей стали, не используя ничего, кроме настольного шлифовального станка, и становятся вполне приемлемыми, если не сказать прямо. отлично, результаты. Для большинства проектов нормального размера с умеренными допусками это может быть все, что вам когда-либо понадобится. Как допуски становятся более плотными, или для уменьшения размеров деталей требуется улучшенная обработка поверхности, требуются более совершенные инструменты.Ты не можешь бриться десятых и одновременно получить отличную отделку тупым инструментом.
Моя цель – показать вам некоторые практические приемы, которые можно быстро применить для улучшения качества кромок ваших инструментов. Эти методы не являются авторитетными и не подкреплены обширными исследованиями. Это просто вещи, которые я подобрал за достаточное количество лет, создавая сборки с жестким допуском, научные инструменты, а также читая и наблюдая, как другие Машинисты, некоторые из которых имеют гораздо больше знаний и опыта, чем я, делают вещи.С некоторой мыслью вы вполне можете продолжить, и улучшить, идеи, рассмотренные здесь.
Следует отметить, что я сосредоточен исключительно на создании чрезвычайно острых краев, и вы не можете применять это вслепую. тип инструмента для любой ситуации. Острые как бритва края – это именно то, что не нужно в большинстве высокоскоростных производств. ситуации с нержавеющей сталью и другими сплавами. Этот инструмент не предназначен для черновой обработки или очистки окалины от финишной обработки. стали.У этих кромок не будет прочности, необходимой для серийного производства.
Итак, когда сделает вам понадобятся эти инструменты?
- Когда необходимо контролировать размер на десятом уровне или ниже.
- Когда проблема с конусом связана с неподдерживаемым прикладом и вы не можете использовать центр.
- Когда припуск имеет тенденцию к деформации твердения во время резки.
- При изготовлении регулировочных винтов любого шага, когда важны плавность хода и посадка.
- При изготовлении тонкой резьбы более 40 TPI.
- При изготовлении резьбы, где важно низкое трение.
Углы наклона инструмента хорошо описаны во многих местах, от Southbend’s How to Run a Lathe, до Интернета и Руководства по машинному оборудованию, так что Я не буду тратить время на поиск идеального переднего угла для резки алюминия 6061. Информация о том, как достичь максимума Труднее добиться остроты режущих кромок, и это настоящая тема этой страницы.Я должен добавить что все мы, кажется, впитали много ошибочного фольклора относительно резкости, начиная с того времени, когда друг из лучших побуждений или родственник показал нам, как точить этот первый перочинный нож. Разговор о твердосплавной оснастке тоже уместен, так как ее вариант с множеством сильных сторон и недостатков, особенно для домашнего машиниста.
Точные подробности того, что происходит, когда мы «режем» металл, также выходят за рамки этой страницы, но читателю предлагается сделайте дополнительное исследование.Начните с поискового запроса «механика резки металла». Если вы посмотрите на режущее действие На типичном токарном станке вы увидите, что фактическая резка происходит вдоль линии, причем обычно очень короткой. Линия может быть изогнутой и иметь радиус, но до тех пор, пока присутствует достаточный рельеф, что происходит в 25 тысячах от этой линии. не имеет отношения к процессу. Таким образом, когда мы говорим об углах инструмента, важен именно угол на режущей кромке. Все, что я представляю ниже, является попыткой управлять геометрией в той крошечной области инструмента, где происходит резка.
Невозможно получить хорошую заточку кромки от руки
Достаточно одного прохода по камню или миллисекунды на шлифовальном станке под неправильным углом, чтобы нарушить геометрию камня. передовой. Невозможно затачить от руки и получить качественную кромку. Вы должны использовать какую-то систему направляющих.Я уже слышу, как Хрустящие Старые Машинисты называют меня идиотом и делают всевозможные заявления о том, как они могут бриться. их инструменты, заточенные от руки. Дело в том, что они могут. Почему? Они обманывают. Они используют систему направляющих, осознают они это или нет.
Crusty Old Машинисты
Новичок часто раскачивает свой инструмент по точильному кругу из-за недостатка навыков и практики. Хрустящий старый машинист может сделать то же самое, но только для увеличения скорости съема металла при черновой обработке.После этого он обычно сохраняет вся лицевая сторона инструмента в непосредственном контакте с колесом. Вы увидите только полый участок земли с одним радиусом на его инструменты. Когда он подносит инструмент к кругу, и особенно когда он его вынимает, он осторожен, чтобы не поцарапать режущий инструмент. край. Таким образом, даже если он может этого не осознавать, режущая кромка защищена встроенной направляющей системой изогнутая поверхность инструмента скользит по изогнутому шлифовальному кругу.Это не идеально, но вам следует овладеть этой техникой, потому что это приводит к следующему этапу уточнения.
Вот как должен выглядеть инструмент после выхода из шлифовальной машины. Вам также понадобится верхний рейк и, возможно, стружколом для большинство приложений, но обратите внимание на чистые и слегка изогнутые грани. Его шлифовали на обычной 8-дюймовой шлифовальной машине без отдыхает совсем. Основная (боковая) режущая кромка обращена к вам, хотя инструмент также будет очень хорошо резать в другую сторону, если глубина резания (DOC) мала.
Уточнение края по старинке
Если вы выполнили грубую шлифовку правильно, несколько вещей будут выполнены. Во-первых, режущая кромка будет достаточно острый, пригодный для многих вещей как есть. Во-вторых, под кромкой будет значительный рельефный угол, потому что угол больше среднего угла криволинейной шлифовки. В-третьих, и это очень важно, на краю будет четко очерченный край. нижняя сторона инструмента.Эта кромка представляет собой простую направляющую систему, которая предотвратит повреждение, поскольку режущая кромка забита камнями. совершенство.
Пока нижний край инструмента остается в контакте с камнем, вы можете избежать ошибочного удара, который создает новый фаска на режущей кромке. Поднимите этот нижний край и одним движением по камню вы создадите небольшую грань на неправильный угол, для удаления которого требуется огромное количество корректирующих камней. Нижний край также определяет угол наклона, который будет производиться, поэтому обратите внимание во время шлифования, чтобы убедиться, что общая форма правильная.
Подумайте о гранях, как на огранке алмаза. Когда они ловят свет, они должны выглядеть как идеальные самолеты, без закруглений по краям. Некоторые люди затачивают инструменты, используя бумагу из карбида кремния. Хотя это может быть эффективным для острие, он неизменно закругляет края, притупляя инструмент и вызывая трение чуть ниже реальной режущей кромки. В профиль это выглядит как изношенный инструмент. Хотя общий угол рельефа может составлять 8 °, это почти микроскопический угол при край, который имеет значение.Помните, что при некотором увеличении край всегда будет выглядеть тусклым, а рельефный угол не существует, поэтому требуется определенное количество суждений, чтобы сопоставить край с приложением. Когда режущая кромка трется вам нужно дополнительное давление, чтобы заставить его разрезать. Правильно сформированный край будет обрезаться почти при контакте, смывая столько или меньше пыли материал по мере необходимости.
Подходящие абразивные инструменты для обработки кромки включают твердые камни Арканзаса, камни из синтетического масла, более жесткую японскую воду. камни (редко используются для металлорежущих инструментов) и различные пластиковые притирочные пленки.Не используйте клей, чувствительный к давлению Притирочные пленки на основе (PSA), поскольку податливость клея приведет к закруглению кромки инструмента. Вы можете хранить простые пленки от скольжения, нанеся каплю воды на спину. Используйте пленки с толстым листом стекла или поверхностной пластиной. Притирка пленки доступны практически со всеми известными абразивами. Алмаз подходит для твердых сплавов и приемлемо для HSS, в несмотря на общий совет не использовать алмаз с черными металлами.Оксид алюминия дешевле и хорошо подходит для HSS. 12 микрон – хороший сплав общего назначения. 9 микрон, вероятно, настолько хорошо, насколько это действительно необходимо. Для более грубой работы обычно имеющиеся в наличии гальванические алмазные камни довольно хороши и очень прочные. Обязательно достаньте цельный, как с перфорацией. имеют тенденцию зацепляться за наконечник инструмента.
Вот тот же самый инструмент выше, забитый вручную маленьким средним Арканзасом, а затем тонким черным, используя оба края в качестве система направляющих.Всегда удерживая оба края в контакте с камнем, можно избежать закругления режущей кромки. Гладкий Радиус также был забит камнями между гранями. Помните, что от качества этого радиуса будет зависеть качество поверхности. закончить можно. Иногда люди продолжают увеличивать радиус, пытаясь улучшить качество поверхности, когда они на самом деле просто нужна высококачественная режущая кромка по радиусу, который у них уже есть. Большой радиус увеличит тенденцию болтать.Небольшой радиус, как этот, нужно подавать очень медленно, но он также не будет отклонять мелкие запасы. Облегчение угол под режущей кромкой составляет 6 ° (также известный как угол наклона конца), а передняя кромка отклоняется от режущей кромки под углом 15 ° (также известный как крайний угол режущей кромки).
Не забывайте другую сторону инструмента
Верхнюю поверхность инструмента часто игнорируют, но она так же важна, как и грани. Если верхняя поверхность шероховатая, ничего побития камнями на другие грани даст чистый режущий край.Следы шлифования наверху будут проходить через резку край, ухудшающий качество поверхности обрабатываемой детали. Они также снизят долговечность режущей кромки. Если вы втираете грабли в верхнюю поверхность, следуйте той же процедуре, что и выше, и гладьте ее. Если оставить верхнюю часть инструмент плоский, все еще неплохо забивать его камнями. Я ускоряю процесс, наклеивая на заднюю часть инструмента тонкий кусок ленты. Это дает крошечный отрицательный угол наклона, но позволяет быстро улучшить наконечник без удаления большого количества металла.
Современная торговая практика стремится к инструментам с нулевым или даже отрицательным рейком, но они редко подходят для домашнего магазина. Положительный грабли сделают ваш инструмент свободным резанием, уменьшив прогиб и потребляемую мощность. Со сталью можно использовать 10-20 градусов, но никогда не пытайтесь использовать инструмент, шлифованный по стали по латуни; он схватит и, возможно, вырвет ложу из патрона или повредит сам токарный станок. Обратитесь к различным справочным материалам, чтобы узнать правильные углы для использования с различными материалами.Острые инструменты с правильный угол может иметь решающее значение между гладкой работой или просто неприятностями.
Линии шлифования всегда должны быть перпендикулярны режущей кромке. Если линии параллельны краю, край будет более хрупкий. В качестве примера приспособления для заточки сверл обычно показаны установленными на горизонтальной средней линии круга, делая шлифовальные линии параллельными режущей кромке. В идеале они должны быть подняты так, чтобы наконечник сверла касался колеса на вертикальная осевая линия, чтобы шлифовальные линии были перпендикулярны режущей кромке.Или вы можете поднять болгарку и работать на нижней части колеса. Если характер установки ставит шлифовальные линии параллельно режущей кромке, камнями еще более важно довести кромку до чистых граней и предотвратить выход режущей кромки из строя на большом горизонтальном участке. площадь.
Очень острые края по своей природе не являются прочными, но чем более гладкими и бездефектными вы их сделаете, тем дольше они прослужат. последний.
Срезной инструмент
Хорошо, я не собирался говорить об углах инструмента, но режущий инструмент заслуживает особого упоминания.Я видел это только в описании мало текстов по механической обработке, и описание обычно было непонятным. Я никогда не разбирался в инструменте, пока он не был должным образом описано в онлайн-форуме. У него есть только одно специальное назначение – отделочные материалы, которые имеют свойство рваться. если ты не можете получить хорошую отделку на некоторых сложных сортах стали, это инструмент, который стоит попробовать. Имейте в виду, что у него много ограничений. В виде Как показано, резка выполняется только справа налево, а глубина резания редко бывает больше 0.001 “. Трудно подобраться к заплечик без тщательной шлифовки и с низкой точкой контакта. Как скорость шпинделя, так и скорость подачи обычно остаются довольно низкими. Таким образом, предпочтительна медленная подача мощности, особенно если деталь длинная. Используйте масло.
Режущая кромка инструмента отшлифована под небольшим углом для обеспечения зазора всего в несколько градусов. Режущая кромка обычно 30-40 градусов. от вертикали. Камень, пока он не станет гладким и острым. Как видно ниже, вертикальное положение инструмента не критично, по сути когда одно место потускнеет, просто немного приподнимите или опустите инструмент.При правильной работе этот инструмент будет производить микросхему, которая выглядит почти в точности как стальная вата. При правильных условиях режущий инструмент может дать настолько гладкую поверхность, что ее можно будет принять за земля.
Другие светильники
Поставленные на заводе опоры на большинстве шлифовальных машин практически бесполезны. Немного поискав в сети, вы можете найти планы для значительно улучшенных опор и держателей инструмента. Я также рекомендую купить копию Tool and Cutter Sharpening от Harold Hall, Серия семинаров №38, которая включает множество полезных советов, а также планы для многих простых в сборке шлифовальных машин. светильники.
Тем не менее, большая часть того, что доступно, касается только шлифовальной части процесса, и я сосредоточен на получении лучшего края чем одно только измельчение может дать. Я упоминал карманные ножи ранее, и ничто не дает лучшего лезвия ножа чем оригинальная система заточки Lansky. В них используется направляющая, прикрепленная к лезвию, что предотвращает случайное забивание камнями. край, даже ненадолго, под неправильным углом. У каждого камня есть длинный стержень, идущий от спины, который едет в направляющей.Одинаковый Принцип можно применить практически к любой кромке, которую вы хотите подкрасить, включая концевые фрезы и фрезы «ласточкин хвост». Ты можешь создавайте свои собственные камни, приклеивая их к бруску или используя притирочную пленку (здесь пригодится PSA), но я просто использую камни Ланского прямо из стандартного набора. Вот основная идея ремонта концевой фрезы, хотя хотелось бы вещи связаны немного лучше, чем сидеть в студии без шва. Да, я знаю, что речь идет о токарных инструментах; использовать немного воображение и примените эту технику к любому краю, с которым вам нужно иметь дело.
Инструменты для нарезания резьбы и приспособления
Вышеуказанные методы подходят почти для всех типичных токарных операций с использованием заготовок из быстрорежущей стали и литых сплавов. В углы могут быть определены с достаточной точностью на глаз и опыт. Это не относится к потокам. Как минимум, вы следует использовать датчик “рыбий хвост”, чтобы проверить включенный угол и перпендикулярность инструмента, но это все равно оставляет вам долгие пути из того, что может быть достигнуто с очень небольшими дополнительными усилиями.
После того, как вы обработали инструмент на шлифовальном станке, вам понадобится приспособление для улучшения углов. Я сделал приспособление, показанное здесь из лома обрезки Делрина. Некоторое время назад я сделал прямоугольную, но у нее выросли ноги, так что они должны быть желанными. Точная форма и размеры не важны, хотя вы должны стараться держать две ножки и наконечник инструмента рядом с точками. равностороннего треугольника. Единственное строгое требование заключается в том, чтобы насадку можно было закрепить очень близко под углом 30 °. и что все углы можно точно настроить с помощью двух регулируемых ножек.Светильник кинематической конструкции; у него три контакта указывает, что делает его полностью стабильным в использовании. Углы можно немного изменить, но для Acme потребуется другое приспособление. или другие резьбы со значительно отличающимися углами.
PDF-файл для приспособления для нарезания резьбы
Из алюминиевого кровельного оклада можно сделать красивый угловой шаблон. Просто начертите его и вырежьте ножом для бумаги (не роторный резак).Вот приспособление, устанавливаемое на основной угол 30 °. Если вы хотите работать с другой стороны инструмент или сам приспособление, шаблон, безусловно, можно вырезать, чтобы отразить это предпочтение.
Затем мы переходим к задней части инструмента, чтобы установить угол наклона. Надо будет пару раз пройти туда и обратно потому что корректировки взаимодействуют.
Если вы присмотритесь, то увидите идеальную грань на кончике, созданную ультратонким черным арканзасским камнем.Рядом Край инструмента улавливает свет, но это все еще неровная поверхность и не ударяется о камень.
Также можно использовать светильник на стекле или на поверхности с притирочной пленкой. Это чувствительная к давлению пленка из оксида алюминия, а клейкая основа слегка закругляет грань, в результате чего режущий кончик становится менее острым и менее свободным. Попытаться получить гладкая притирочная пленка.
Теперь переверните инструмент в приспособлении, отрегулируйте и настройте другую сторону.Вы можете удалить лишний материал, который не требует притирки, как описано вкратце, поэтому операция притирки выполняется быстро. Правильно заточенным инструментом притирка не должно занимать больше десяти минут.
Хорошо, скажите еще раз, зачем нам нужен такой уровень контроля над краями? Для правильного функционирования резьбы боковые стороны винт должен контактировать с торцами гайки. Если углы не совпадают, контактная площадка будет узкой линией высокого давления около ID или OD резьбы.Смазка не сможет поддерживать давление, и вы получите контакт металла с металлом, возможно истирание и, безусловно, более высокое трение, чем было бы в противном случае. Если вы делаете болт 1/4 x 20, он, вероятно, не иметь значение. Если вы делаете регулировочный винт для крепления лазерного зеркала, это, безусловно, имеет значение.
Для обычных токарных станков из быстрорежущей стали хорошо подходит метод полого шлифования, описанный выше. Для резьбонарезных инструментов, которые притираются с помощью приспособления можно сэкономить огромное количество работы, удалив ненужный материал на шлифовальном круге.Ты должен быть притирка минимального количества материала, необходимого для работы инструмента. Если для поддержки передний край, не тратьте время, пытаясь нахлестать больше. Если максимальная глубина резьбы, которую вы когда-либо нарезали, составляет 0,025 дюйма, отшлифуйте инструмент, так что вам не придется притирать 0,5 дюйма каждый раз, когда вы его затачиваете. Это еще больше экономия времени с твердосплавным сплавом.
Карбид – замечательная вещь для многих работ. В настоящее время очень мало HSS используется в коммерческих целях.Вы услышите, что карбид не такой подходит для домашнего магазина как HSS, но я не полностью разделяю это мнение. Проблема в том, что промышленные твердосплавные пластины разработан для производственного использования на совершенно иных машинах, чем большинство HSM. Обычно они не очень острые, могут иметь отрицательный передний угол и может иметь покрытия, которые работают только при высоких скоростях резания, вызывающих высокие температуры. Существуют острые немелованные вставки для алюминия, и они должны подойти даже на небольшом легком станке, который обычно можно найти в домашнем магазине.В В общем, я считаю, что вставки – дорогое и ненужное усложнение для HSM.
Паяный твердосплавный инструмент варьируется от плохо сделанного импортного инструмента до очень тонкого инструмента Micro 100. Помимо этих высококачественных инструментов, немногие припаянные инструменты работают на полную мощность прямо из коробки, и вы не можете исправить это, используя , только зеленый твердосплавный круг. Скорее всего, вы усугубите ситуацию. Если вы хотите, чтобы твердый сплав работал как HSS, вы должны создать острые кромки, такие как HSS, а для этого требуются алмазные абразивы. Для резьбонарезных инструментов выполните описанные выше процедуры, но используйте зеленый круг, а затем алмазные притирочные пленки. Легко, проблема решена. Для других токарных инструментов лучшим решением является тихоходный алмазный круглошлифовальный станок, такой как Accu-Finish или сделанная своими руками версия того же самого. В отсутствие этого алмазные пленки для притирки доставят вас туда, куда вы хотите, медленно, но как только вы воспользуетесь специальной твердосплавной шлифовальной машиной с надлежащим регулируемым подвижным столом и алмазными кругами, вы сможете быть слишком избалованным, чтобы думать о чем-либо еще.
Я мог бы добавить, что, чтобы вы не подумали, что я переборщил, специалисты Accu-Finish предоставляют гладкий керамический шлифовальный диск, а также бутылка тонкой алмазной жидкости для зарядки. В результате получается зеркальная полировка карбида и лезвие, напоминающее бритву. Нет вопросов что большинство работ можно выполнить, используя гораздо более простые методы, но когда вам нужно совершенство, хорошо знать, как его достичь.
Будьте резкими!
ДОМ
По многочисленным просьбам на этой странице подробно рассказывается о заточке токарного инструмента общего назначения. Это попытка простыми словами объяснить конструкцию инструмента, терминологию и процесс шлифования, необходимые для его создания. | |||||||
Это первое изображение показывает заготовку инструмента.На мероприятии стоит рассмотреть 5 лиц. режущий конец, но только 3 из них требуют шлифовки. Задняя (4) поверхность и нижнюю (5) поверхность можно оставить нетронутой. г. остальные три грани требуют шлифовки по двум осям, однако их все еще можно создать за три шлифовальные операции. На большинстве инструментов есть также четвертая операция шлифования, которая представляет собой радиус на вершине инструмента. Этот радиус увеличивает стойкость инструмента и улучшает качество поверхности. | |||||||
Пронумерованные грани на этом изображении также указывают порядок, в котором вырезаются три грани. Хотя нужно вырезать три грани, и для каждой из них нужно задать два угла, передняя и боковые грани имеют два критических угла и два не критично. Верхняя грань имеет два угла, оба из которых важны. | |||||||
| Геометрия инструмента. г. торцевые и боковые грани имеют зазор / заданный угол и еще одну кромку угол резания. Углы снятия напряжения нужны для предотвращения трения инструмента.А инструмент с большим углом спуска обычно имеет меньшую скорость износа, но поскольку меньше материала для поддержки режущей кромки, инструмент может легче ломается, он также не может так эффективно отводить тепло. г. верхняя грань имеет два передних угла, потому что она может врезаться как «в», так и «вдоль» заготовка. Эти углы обозначаются как угол бокового наклона и угол «задний передний». Передний угол устанавливает угол сдвига для срез. Больший передний угол снижает силы резания и увеличивает срок службы инструмента, но слишком большой передний угол может сделать инструмент хрупким. | |||||||
На схеме ниже показана терминология, используемая для описания режущих инструментов (щелкните, чтобы увеличить изображение). | |||||||
Разное материалы лучше всего резать, используя немного разные углы и стол ниже приведены некоторые предлагаемые углы для критических граней; но в Суммарно более твердые материалы имеют меньшие передние углы, а более мягкие большие передние углы.Исключение составляют латунь и бронза, которые обычно режут с нулевым или отрицательным углом наклона, чтобы предотвратить “ закапывание ” орудие труда. | |||||||
A Подставка для заточки инструмента Точная шлифовка требуемых поверхностей легче достигается с помощью регулируемого шлифовального упора. г. фото справа показывает простую шлифовальную опору, которая имеет только угол регулируется (не по высоте) и имеет раздвижной упор, который можно использовать для держите резак под заданным углом, когда он проходит через край шлифовальный круг. Некоторые примечания по конструкции шлифовального упора можно найти здесь. | |||||||
| Последовательность заточки инструмента Во всем В этой последовательности температура инструмента поддерживалась разумной за счет частых окунание в кастрюлю с водой. Кроме того – всегда следите за тем, чтобы защитные приспособления на шлифовальном круге и всегда ждите, пока он остановится перед настройкой остальных. | |||||||
Первой вырезанной гранью была боковая грань. В этом примере мы делаем нормальный правосторонний инструмент для токарного станка. | Шлифовка боковой грани инструмента | ||||||
г. шлифовальный упор был наклонен, чтобы обеспечить необходимый боковой зазор и упор отрегулирован таким образом, чтобы получить угол боковой режущей кромки.Работа была подается через край шлифовального круга с легким внутренним давлением сделать разрез. г. Угол, установленный столом, является здесь важным углом, так же как и боковые рельеф. Угол ограждения не критичен, его просто используют. что боковой рельеф не нужно шлифовать по всей длине орудие труда. | |||||||
Вторым нужно было разрезать торец, показанный ниже зеленым цветом. | Шлифовка торца инструмента | ||||||
г. шлифовальный упор был наклонен, чтобы обеспечить требуемый угол снятия торца, а упор отрегулирован для получения угла переднего лезвия. Снова фронт угол режущей кромки не имел значения, хотя обычно он сделать чаевые и меньше 90. Угол рельефа является критическим. | |||||||
Если необходимо закруглить наконечник инструмента, он обрезается следующим образом. Это может выполняться вручную на верстачном шлифовальном станке или вручную шлифовальный шликер, если нужен только очень маленький радиус. | Заточка радиуса режущей кромки вручную | ||||||
Наконец, была вырезана верхняя грань.У этой грани был боковой и задний передний угол. | Инструмент в сборе | ||||||
Кому срезал верхнюю грань, шлифовальный упор был наклонен для установки боковых граблей угол и упор наклонены, чтобы сократить задний передний угол. Оба эти углы важны для создания эффективного инструмента. | |||||||
Инструмент в действии | Это На фотографии показан инструмент, режущий пруток из мягкой стали толщиной 25 мм и оставляющий хорошая отделка поверхности.Давление резания было небольшим, и инструмента не было. болтовня. | ||||||
| левый. Распечатайте, ламинируйте, поделитесь и распространите по мере необходимости. | |||||||
Как заточить токарные инструменты по дереву, не нанимая профессионалов!
Деревообработка или токарная обработка, что бы вы ни придумали, для создания красивой мебели необходимы токарные элементы.
Под элементами я подразумеваю такие части, как колонны, тяги, шпиндели и ножки. Итак, для плотников совершенно очевидно, что токарная обработка – это техника, которую необходимо знать. Их лучшие друзья здесь – небольшой токарный станок по дереву и некоторые токарные инструменты.
Однако невозможно создать что-то хорошее без правильно оформленных и заточенных токарных инструментов по дереву.
Даже купленные в магазине инструменты нужно время от времени хонинговать для правильного использования. Что еще более удивительно, новые инструменты также нуждаются в доводке перед первым применением.Итак, возникнет разочарование в том, как точить токарный инструмент по дереву.
КАК ЗАТОЧИТЬ ТОКАРНЫЙ ИНСТРУМЕНТ ПО ДЕРЕВУ: РУКОВОДСТВО ПО БЕЗОПАСНОСТИ, СОВЕТЫ ИНСАЙДЕРА И МНОГОЕ ДРУГОЕ…
Не расстраивайтесь из-за этого грустного вступления, я здесь, чтобы продемонстрировать общий метод заточки этих токарных инструментов по дереву. Это мои основные способы заточки, которые относительно просты для всех. Заточка от руки – мой самый предпочтительный способ.
Однако это похоже на езду на велосипеде без тренировочных колес.Вам нужно приспосабливаться к заточке и токарной обработке одновременно. Именно тогда вы можете быстро и без проблем перейти от шлифовального станка к токарному.
Вот мое руководство по заточке с использованием болгарки и несколько советов, которыми я до сих пор ни с кем не делился. В следующем разделе мы обсудим еще несколько вещей. Давайте углубимся.
Вещи, которые вам понадобятся
Конечно, помимо токарного инструмента вам понадобится еще кое-что для процесса заточки. Плодотворный результат частично зависит от инструментов, которые вы используете в этом процессе.Так что лучше иметь краткие знания о каждой из этих необходимых вещей. Указатели должны быть полезны.
- Шестидюймовый или восьмидюймовый шлифовальный станок является основным отливом для этой серии заточек. Это лучший выбор для экспертов по заточке или изменению формы инструментов. Кроме того, процесс занимает меньше времени и проходит без особых усилий с помощью болгарки. Можно сделать крепление болгарки на скамейке или доске. Столешница, которую вы предпочитаете, отлично подойдет для установки.
- Иногда шлифовальный станок требует периодической правки.Итак, вы можете собрать Т-образный стержень с несколькими ромбами , чтобы метод работал хорошо.
- Необходимость под прямым углом скоса более чем важна. Итак, независимо от того, являетесь ли вы новичком или экспертом, убедитесь, что в списке есть приспособлений для лучших результатов заточки.
- Вам также понадобятся некоторые базовые вещи, такие как чаша , вода и сухие тряпки .
Подготовка к процессу
Позаботьтесь о безопасности при подготовке к процессу заточки.Для этого вам понадобится качественная защитная экипировка. Чтобы справиться с вибрацией, вам понадобятся средства защиты рук. Резиновая перчатка лучше всего поглощает вибрацию и защищает руки от царапин.
Также никогда не забывайте о средствах защиты глаз, таких как очки . Вы не хотите, чтобы мелкие металлические фрагменты беспокоили (или повреждали) ваши драгоценные глаза.
Кроме того, шлифовальный станок, который вы используете, должен быть устойчивым. Итак, убедитесь, что он идеально закреплен на скамейке или столешнице, не совершая никаких движений.Это необходимо отсортировать перед тем, как начинать какой-либо процесс заточки. Вы можете использовать зажимы , чтобы надежно удерживать его на верстаке.
Некоторые другие проблемы при подготовке, о которых вы, возможно, захотите узнать:
- Носите защитную одежду на случай, если у вас проблемы с легкими или дыхательными путями.
- Никогда не ставьте токарный инструмент по центру круга.
- Токарный инструмент не должен зажиматься между платформой и колесом.Поэтому убедитесь, что платформа находится достаточно близко.
Шлифовальный круг, главный герой!
Для заточки, конечно же, основным стержнем является шлифовальный круг. Для того, чтобы процесс заточки прошел хорошо, ему, безусловно, нужно уделить особое внимание. Вам необходимо подготовить колесо, прежде чем начинать работу.
Есть несколько шлифовальных кругов, на которых часто образуется разумное нарастание металлических фрагментов. Это может иметь огромное негативное влияние на общую производительность, особенно на возможность повышения резкости.
Итак, чтобы этого никогда не произошло, вы должны использовать алмазный инструмент для заточки для правки круга. Просто потрите инструментом внешний край круга. Это позволит избавиться от лишней грязи или мусора с поверхности и тщательно выровнять ее.
Прямые углы – лучший выбор
Некоторые из вас, возможно, уже знают, что различные токарные инструменты имеют разный угол резания. Таким образом, вы должны попробовать разные углы для их заточки. Это в высшей степени верно для таких инструментов, как выемки чаши или шпинделя.
Процесс угловой заточки также зависит от уровня квалификации пользователя и применяемого типа токарной обработки.
Очень важный совет – помнить, что усиление контроля над инструментом означает меньший угол заточки. Таким образом, когда вы начинаете с более крутого угла, возможно лучшее управление инструментом. Таким образом, вы также сможете избежать уловов.
Следуйте указаниям по углу для различных инструментов, приведенным ниже:
- Для черновой обработки канавок лучше всего подходит угол 45 или 35 градусов.
- Начните с 50 или 60 градусов на канавке чаши. Позже вы можете уменьшить его, например, на 40 или 45 градусов, когда управление инструментом начнет улучшаться.
- Для строжки шпинделя вы можете попробовать угол в 45 градусов, если необходимо простое управление. Однако с более точным управлением инструментом можно использовать угол в 35 градусов.
- Для плоского отрезного инструмента необходимо обеспечить угол наклона кромок 90 градусов.
- Алмазный отрезной инструмент можно использовать под углом 45 градусов.
Цена правильного контакта
Этого будет не только достаточно, если вы просто реализуете правильный угол заточки, но при этом не получите должного контакта. Когда вы научитесь использовать прямые углы, убедитесь, что контакт, который нужно создать, также известен.
Убедитесь, что токарные инструменты размещены над надлежащим упором перед любыми операциями. Продолжайте так, пока не заметите, что инструмент касается колеса. Лезвия не должны давить на круг болгарки.Вместо этого он должен поддерживать очень легкий контакт.
В некоторых случаях требуется слишком сильное нажатие или неправильный угол. Это приведет к дополнительной вибрации или отскоку лезвий. И это приведет к тому, что вы потеряете хватку, а также контроль над инструментом. Так что будьте осторожны!
ГЛАВА ЗАТОЧКА ПЕРВАЯ
- Теперь мы переходим к первому этапу заточки.
- Удерживая токарный инструмент, поднесите его к колесу.Не торопитесь, вместо этого двигайтесь постепенно.
- Вам необходимо ограничить контакт инструмента, не удерживая его более десяти секунд. Здесь необходимо легкое давление.
- Это вызовет очень небольшое количество искр, что нормально, если ваш угол и уровень контакта правильный.
- Теперь попробуйте переместить инструмент плавными движениями. Движение должно быть из стороны в сторону.
- Необходимо проверить характер искры.Они должны быть на краю, на безопасном расстоянии.
ВТОРАЯ ГЛАВА ЗАТОЧКИ
- У вас должно получиться хорошо с десятисекундной фазой повышения резкости, упомянутой выше. Сделайте это несколько раз, пока инструмент не станет достаточно острым.
- Затем вам нужно окунуть его в таз с прохладной водой и дать ему успокоиться. В процессе шлифования инструменты сильно нагреваются, поэтому этот шаг необходим.
- Как только вы почувствуете, что инструмент остыл, переходите к противоположной стороне.
- Не кладите на колесо мокрую поверхность.
- Также избегайте чрезмерной заточки любой стороны этих инструментов. Это только поставит под угрозу надежность ваших инструментов. А иногда чрезмерная заточка может сделать эти инструменты склонными к растрескиванию.
Что делать, если у вас нет точильщика?
Ничего страшного, если у тебя нет электрической болгарки. Вы все еще можете попробовать заточить токарный инструмент вручную. В этом случае вам понадобится шлифовальный камень зернистостью 1000.
Удерживайте шлифовальный камень одной рукой.Затем просто поместите токарный инструмент под углом 45 градусов к камню.
Теперь слегка надавите, чтобы соскрести инструментом вперед и назад по камню. Продолжайте идти этим путем, пока не будете довольны заточкой своих токарных инструментов.
ИНСАЙДЕРСКИЙ СОВЕТ!
Вы знаете основную разницу между формованием и заточкой, верно? Формовка заключается в удалении минимального количества материала с токарного инструмента путем токарной обработки. После этого вы можете попробовать процесс заточки, и результаты будут намного более долговечными.Эксперты говорят, что подкрашивания краев более чем достаточно, чтобы быстро и без усилий получить резкий результат. Итак, попробуйте сначала придать форму, а затем приступить к заточке.
Sharp or Not, быстрые знаки
Это не сработает, если вы просто подумаете о заточке токарного инструмента, потому что он кажется тупым. Это может быть просто замечательно, и из-за чрезмерной резкости вы сделаете его слабее. Есть ли какие-нибудь признаки того, что инструментам действительно не хватает остроты? Да это так!
Попробуйте перетащить край инструмента по миниатюре.Если вы чувствуете, что края смыкаются и создают завиток, значит, все готово. Вы всегда должны пытаться подправить края перед использованием, но не переусердствуйте.
Обладая большим опытом, вы сможете заметить разницу, но, тем не менее, не рискуйте и не доверяйте фактам.
Заключение
Итак, это все о том, как затачивать токарный инструмент по дереву. Надеюсь, тупой и менее острый инструмент больше никогда вас не огорчит. Просто убедитесь, что вы хорошо разбираетесь в инструментах и методах заточки.
Не пытайтесь делать что-то инстинктивно и правильно расставляйте факты. Вы должны знать обо всем, что связано с использованием шлифовального станка или любого другого инструмента для заточки, прежде чем приступить к процессу.
Потому что слишком часто можно увидеть новичков, портящих состояние и долговечность токарного инструмента из-за неправильных методов заточки. Удачи с этими острыми краями!
СвязанныеКак заточить токарный инструмент ленточным шлифовальным станком за считанные минуты?
Можно ли заточить токарный инструмент на ленточно-шлифовальном станке? Ответ положительный.Как известно, токарный инструмент выполняет различные функции; особенно это помогает выполнять такие операции, как сверление, накатка, деформация или резка. А когда ваши токарные инструменты затупятся, вы можете заточить их с помощью ленточной шлифовальной машины. Просто установите двухдюймовый ремень в ленточно-шлифовальный станок, готово! Все готово для заточки токарного инструмента.
Теперь вы можете задаться вопросом, правильнее ли выбрать ленточную шлифовальную машину вместо тихоходной настольной шлифовальной машины для заточки токарных инструментов. Вы можете опробовать токарный станок на дереве или орехе, как только он будет заточен.Тем не менее, в этой статье я собираюсь объяснить, почему ленточная шлифовальная машина – лучший вариант.
Почему я должен выбрать ленточный шлифовальный станок для заточки токарных инструментов?
- Ленточная шлифовальная машина дешевле настольной шлифовальной машины. Шлифовальные круги также работают хорошо, но это немного дорого для простой работы по заточке.
- Зернистость на ленточной шлифовальной машине легко меняется.
- По сравнению со настольным шлифовальным станком, ленточный шлифовальный станок вызывает меньшее трение.
- Токарный инструмент на ленточно-шлифовальном станке легко заточить, так как он режет очень быстро.
- Широкий плоский рисунок на поясе не требует частой перевязки.
- Ремни сравнительно дешевы, доступны и обеспечивают лучший сервис при использовании восковой смазки.
- Заточка инструмента занимает меньше минуты.
Итак, приведенные выше причины того, что использование ленточной шлифовальной машины для заточки токарных инструментов и ленточной шлифовальной машины довольно убедительно, можно рассматривать как лучший способ заточки токарных инструментов. Теперь перейдем к процессу:
Инструменты для заточки токарных станков (Пошаговое руководство)
Шаг 1: Необходимые предметы
Для выполнения этого метода вам понадобится ленточная шлифовальная машина с 2-дюймовым ремень, абразив для ремня (подойдет зерно от 80 до 120) и затупившийся токарный инструмент, который вы собираетесь затачивать.
Шаг 2: Подготовка ленточной шлифовальной машины
Установите двухдюймовый ремень. Вы не можете просто использовать для этой цели 1-дюймовый ремень, потому что он не так равномерно шлифует токарные канавки.
Не затягивайте ремень слишком туго; держите ремень между собой не слишком туго и не слишком свободно.
Ste p-3: Заточите токарный инструмент
Теперь, слегка надавив, поместите токарный инструмент на ленточный шлифовальный станок. Я бы рекомендовал затачивать инструмент так, чтобы он не касался режущей кромки.
Слегка поверните инструмент так, чтобы ленточная шлифовальная машина заточила инструмент со всех сторон. Узнайте больше о заточке ножа с помощью ленточной шлифовальной машины, чтобы узнать больше об использовании ленточной шлифовальной машины.
Предупреждение:
Слегка держите инструмент. Если вы надавите на него, шлифовальный станок может просто съесть большую часть металлов.
Проверяйте инструмент при каждом движении. Помните, что ленточный шлифовальный станок режет быстро. Вы же не хотите, чтобы ваш инструмент стал хрупким? Вот почему так важно проверять каждый штрих.
Шаг 4: Охлаждение токарного инструмента
Если вы поместили инструмент на ленточно-шлифовальный станок, при постоянном трении он станет горячим. Так что вам нужно охладить инструмент после окончания работы. Если не подумать об его охлаждении, инструмент может немного увлажниться.
Шаг 5: Протестируйте что-нибудь
После определенных штрихов, когда вы почувствуете себя достаточно заостренным, проверьте его на грецком орехе или чем-то еще, чтобы убедиться, что он достаточно заточен.
Всегда надевайте защитные очки и перчатки для самозащиты.Летящие металлические части могут в долгосрочной перспективе повредить вашу кожу. Чтобы избежать неприятных ощущений, даже килевых очков и перчаток под рукой.
Теперь, когда мы узнали, как это сделать, мы должны знать, с какими трудностями вы можете столкнуться при заточке ленточной шлифовальной машиной.
Поскольку я провел обширное исследование пользователей, людям было сложно найти место, где можно было бы удерживать токарный инструмент на ленточно-шлифовальном станке. Они часто не понимают, в каком направлении им следует направить токарный инструмент. Некоторые пользователи предпочитают использовать приспособление для заточки токарного инструмента.
С другой стороны, ленточная шлифовальная машина дешевле и выполняет свою работу в кратчайшие сроки. Таким образом, решение сводится к вам, хотите вы его выбрать или нет.
На какой угол точить токарный инструмент?
Угол наклона токарного инструмента может варьироваться в зависимости от типа обрабатываемого материала. Простое практическое правило заключается в том, что при резке мягких материалов необходим меньший угол (примерно 10 °), а для более твердых материалов – больший (примерно 45 °).
Для токарной обработки древесины в большинстве книг и руководств обычно используется угол 25-35 градусов.
Некоторые люди могут порекомендовать совершенно другой диапазон, так что экспериментируйте со всем, что стоит! С электроинструментами лучше всего проконсультироваться с вашим руководством пользователя или сначала попробовать их, чтобы найти то, что вам подходит … но когда они начинают стареть и изнашиваться, нет другого выбора, кроме как затачивать свои инструменты!
Какой камень точить токарный инструмент?
Секрет острого токарного инструмента – в небольшом количестве масла и правильной зернистости.Прежде чем начать, используйте бумагу или даже щетку с жесткой щетиной, чтобы очистить поверхность инструмента от пыли. Это обеспечит плавный разрез и не забивается частицами металлической стружки от предыдущих разрезов. Затем погрузите край в емкость с маслом на минуту или около того; это поможет предотвратить ржавление во время работы.
Повесьте по одному камешку на каждый конец ленточной шлифовальной машины (или держите их между ног) и включите машину. Камень с крупным зерном должен находиться в мертвой точке относительно круга настольного точильного станка; это позволит вам одинаково заточить инструмент с обеих сторон.При высокоскоростном шлифовании поверните токарный инструмент прямо вверх и вниз (вместо того, чтобы перемещать его вперед и назад), чтобы равномерно удалить металл с каждой стороны. Камень песка должен быть немного выше уровня рабочей поверхности, чтобы не оставлять бороздок на столе.
Во время шлифовки перемещайте ленточную шлифовальную машину вперед и назад, чтобы заточить край. Как только вы видите покачивание (или небольшой изгиб) на линии металла, это означает, что ваш инструмент затачивается равномерно с обеих сторон. Шлифовальный станок с плоской лентой также удалит все выступающие точки вдоль режущей кромки; это потенциальные слабые места.
После шлифовки очистите точильный камень, а затем используйте более мелкую зернистость, чтобы получить зеркальный рисунок на поверхности инструмента. Продолжайте до тех пор, пока в масле не исчезнут примеси, или пока вы не увидите, как ваше лицо четко отражается в лезвии, когда оно находится на свету. Если у вас нет ленточного шлифовального станка, просто используйте электрический ручной шлифовальный станок с абразивным камнем (держите инструмент под углом примерно 30 градусов к диску).
С какой скоростью следует точить токарный инструмент?
Скорость варьируется в зависимости от типа обрабатываемого материала, но обычно может быть подходящей скорость около 115–120 об / мин.Более подробная информация будет зависеть от технических характеристик токарного станка и может варьироваться от одного станка к другому.
Заточка в целом – это балансирующее действие, заключающееся в уменьшении как затупления режущей кромки, так и слишком быстрой заточки, при которой чрезмерная заточка активно забивает режущие кромки и затупляет их еще быстрее.
Для разных типов материалов требуются разные подходы к скорости и подаче, чтобы не перегружать их и не поцарапать. Идеальные скорости могут сильно различаться в зависимости от того, что вы делаете или пытаетесь достичь этим ходом.
Заключительные слова
Ручной ленточный шлифовальный станок может быть немного хлопотным, но это не невыполнимая задача.Если у вас нет тонны токарных работ по дереву, выбор ленточной шлифовальной машины может быть идеальным выбором в этой ситуации. Кроме того, ленточная шлифовальная машина не вызывает большого трения; и меньшее трение хорошо для токарных инструментов по дереву.
Если вы не новичок в использовании ленточной шлифовальной машины и хотите получить более быстрый, но более точный результат, тогда выбирайте ленточную шлифовальную машину для заточки токарных инструментов. К тому же он намного дешевле болгарки.
Реставрация станины токарного станка | The Hobby-Machinist
Мои мысли, и я не эксперт, но у меня также есть токарный станок с плоскими направляющими (Myford ML7), на котором можно немного поработать, поэтому я подумал о нем с точки зрения среднего возраста. моего 57-летнего токарного станка. Хотя верхние горизонтальные поверхности путей наиболее очевидны и заметны, они наименее важны. Любой износ здесь приведет к тому, что инструмент будет подниматься и опускаться, что приведет лишь к небольшой разнице в диаметре обрабатываемой детали.
Любой износ вертикальной направляющей поверхности, однако, приведет к смещению инструмента по направлению к работе и от нее, что приведет к изменению диаметра, равному удвоенному износу.
В качестве примера (в крайнем случае для демонстрации):
Для износа вертикальных направляющих поверхностей направляющих:
D2 = D1 + (2 x горизонтальное перемещение инструмента) i.2) т.е. если исходный диаметр составляет 25 мм, а инструмент перемещается на 1 мм вниз, то новый диаметр равен 25,08 мм.
Поэтому я хочу сосредоточиться на вертикальных поверхностях путей. Этот износ также вызывает у меня проблему, заключающуюся в том, что, когда упор седла регулируется так, чтобы он был красивым и твердым на зажимном конце станины, он застревает при перемещении к концу задней бабки, поэтому вы в конечном итоге настраиваете его для неизношенного конца задней бабки и живете на конце патрона он слабее идеального. Чтобы исправить это, мне нужно удалить немного материала по ширине пути на конце задней бабки, чтобы привести его в соответствие с шириной самой узкой (наиболее изношенной) области.
Я не знаком с Atlas, но когда производился Myford, все четыре вертикальные поверхности направляющих были обработаны, однако на моем только две используются для направления седла (только передняя часть). Две внутренние вертикальные поверхности используются для направления задней бабки. Таким образом, задняя поверхность заднего хода остается нетронутой и является чистой эталонной поверхностью. Некоторые токарные станки имеют «широкую направляющую» (включая более позднюю модель ML7) и используют два внешних пути для направления седла, так что это будет одна из внутренних вертикальных направляющих поверхностей, которая будет лучшей опорной поверхностью.
Определите, какая у вас наименее изнашиваемая поверхность, и измерьте все по отношению к этой поверхности, чтобы определить, сколько материала вам нужно удалить, чтобы вернуть все в прямое и параллельное положение.