устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление “к оператору или от оператора”).
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик – энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя “картриджного” типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
пример – шпиндель “картриджного” типа |
пример – шпиндель с валами и шестернями коробки скоростей |
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.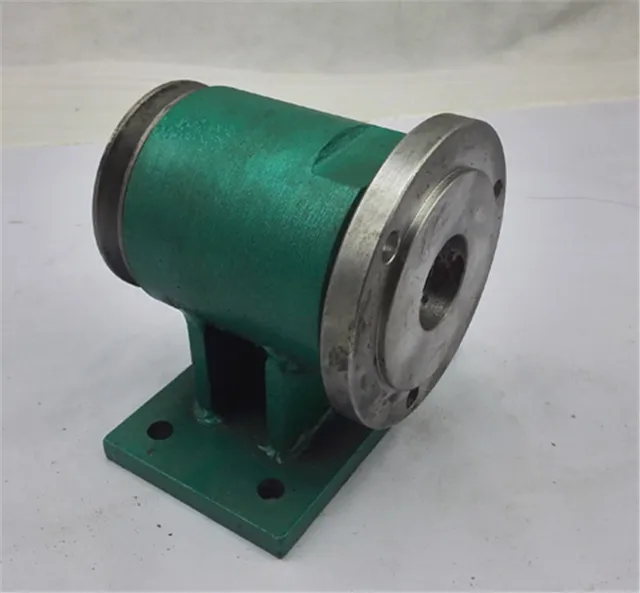
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Шпиндели токарные в России – Биржа оборудования ProСтанки
- Главная
- Продажа
- Запчасти, оснастка к металлообрабатывающим станкам
- Шпиндели токарные
Вы можете очень быстро сравнить цены шпинделей токарных и подобрать оптимальные варианты из более чем 25653 предложений
Шпиндель токарного станка 16к20,1к62
Состояние: Новый
В наличии
ООО ПКФ «Станкодеталь» предлагает шпиндель к станкам 1К62, 16К20,1М63 Шпиндель токарного станка 1К62 Шпиндель токарного станка 16К20 Шпиндель токарного станка 1М63
23.
Шпиндель токарных, фрезерных, сверлильных станков
Состояние: Новый
В наличии
Шпиндель (5ось) 6М13, 6М83, 6М83-3-31АШпиндель (5ось) 6М13, 6М83, 6М83-3-31А СБШпиндель (5ось) 6М82-3-31АШпиндель (5ось) 6М82-3-31А СБШпиндель 16К20.020.398 СБШпиндель 16К20.020.401 СБШпиндель…
21.10.2022 Энгельс (Россия)
Шпиндель токарного станка 16к20,1к62
Состояние: Новый
В наличии
ООО «ПКФ«Юг-Комплект» предлагает шпиндель к станкам 1К62, 16К20,1М63Шпиндель 1К62.02.130Шпиндель 16К20. 020.401Шпиндель 1М63 Цены по прайс-листу! С более подробной информацией вы можете…
23.01.2023 Ростов-на-Дону (Россия)
Станок настольный токарный мод. WM250V-F
WM250V-F
Состояние: Новый
В наличии
Автоматическое (механическое) продольное перемещение суппорта. Автоматическое (механическое) поперечное перемещение суппорта. Изменение направления автоматического поперечного и продольного…
18.02.2014 Екатеринбург (Россия)
Токарный станок с ЧПУ CK6132, CJK6132
Состояние: Новый
Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбу Стандартный резцедержатель с электроприводом…
10.05.2018 Рыбинск (Россия)
Токарный станок с ЧПУ
Состояние: Новый Производитель: Тайвань
Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбу
Стандартный резцедержатель с электроприводом. ..
..
10.05.2018 Рыбинск (Россия)
Станок токарный настольный с ЧПУ TU2506 CNC
Состояние: Новый Производитель: Группа “Станко” (Россия)
Главные аргументы: качество, эффективность и ценаНастольный токарный станок с ЧПУ для мелкосерийного изготовления небольших деталей приборов и механизмов.Предназначен для обработки деталей из…
07.05.2021 Москва (Россия)
500 000
Станок токарный настольный с ЧПУ TU2304S CNC
Состояние: Новый Производитель: Группа “Станко” (Россия)
Главные аргументы: качество, эффективность и ценаНастольный токарный станок с ЧПУ для обработки небольших деталей в приборостроительной промышленности и мастерских. Отлично подходит для. ..
..
07.05.2021 Москва (Россия)
476 000
Станок токарный настольный с ЧПУ TU2807 CNC
Состояние: Новый Производитель: ООО Станко (Россия)
Главные аргументы: качество, эффективность и ценаНастольный токарный станок с ЧПУ для мелкосерийного изготовления небольших деталей приборов и механизмов.Предназначен для обработки деталей из…
01.05.2021 Москва (Россия)
578 000
Станок токарный с ЧПУ ТС23
Состояние: Новый Производитель: Группа “Станко” (Россия)
В наличии
Главные аргументы: качество, эффективность и ценаВысокопроизводительный экономичный токарный станок с ЧПУ для мелкосерийного изготовления деталей приборов и механизмов. Предназначен для обработки…
Предназначен для обработки…
11.05.2021 Москва (Россия)
768 000
Станок токарный с ЧПУ TC25
Состояние: Новый Год выпуска: 2017 Производитель: Группа “Станко” (Россия)
В наличии
Главные аргументы: качество, эффективность и ценаВысокопроизводительный экономичный токарный станок с ЧПУ для мелкосерийного изготовления деталей приборов и механизмов.Предназначен для обработки…
10.05.2021 Москва (Россия)
839 000
Токарный станок с ЧПУ CK6132, CJK6132
Состояние: Новый Производитель: Китай
Характеристики:Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбуСтандартный резцедержатель с. ..
..
10.05.2018 Рыбинск (Россия)
токарно-винторезного станка тв-320П
Состояние: Б/У Год выпуска: 1980 Производитель: Уфимский моторостроительный завод.
Технические характеристики токарно-винторезного станка тв-320· Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм· Наибольший диаметр заготовки типа…
06.05.2019 Новосибирск (Россия)
50 000
Токарный станок SPV-300
Состояние: Новый Производитель: proma
В наличии
У НАС БОЛЬШОЙ ВЫБОР ФРЕЗЕРНЫХ И ЛАЗЕРНЫХ СТАНКОВ С ЧПУ, ФОРМАТНО-РАСКРОЕЧНЫЕ, КРОМКООБЛИЦОВОЧНЫЕ, СТОЛЯРНЫЕ. СКЛАД В МОСКВЕ, НОВОРОССИЙСКЕ, ЕКАТЕРИНБУРГЕ. ДОСТАВКА. НАЛАДКА.Микротокарный станок…
НАЛАДКА.Микротокарный станок…
24.01.2023 Москва (Россия)
59 762
Токарный станок ИЖ-250
Состояние: Б/У Год выпуска: 1963 Производитель: Россия
1963 г. выпуска, работал в ремгруппе, станина чугунная торгТокарный станок ИЖ 250 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для…
14.07.2019 Рязань (Россия)
200 000
Токарные станки со склада в Челябинске
Состояние: Б/У Год выпуска: 1994 Производитель: Россия
Токарно-винторезный ТВ-250 ф250мм рмц1000мм состояние хорошееТокарно-винторезный 16Е16КП ф350мм рмц750мм состояние хорошееТокарно-винторезный 1К62 Ф400мм РМЦ1000мм Состояние хорошее. ..
..
06.11.2019 Челябинск (Россия)
Токарно-фрезерный обрабатывающий центр CTX beta 1250 TC c устройством поодачи прутка и контршпинделем
Состояние: Б/У Год выпуска: 2011 Производитель: DMG Mori ( Gildemeister) (Германия)
Станок проверен. Условия гарантии обсуждаются .Наработка шпинделя 10 часов . Состояние нового станка . CTX beta 1250 TC Универсальный токарный станок Максимальная обрабатываемая…
10.03.2020 Екатеринбург (Россия)
Токарно-фрезерный обрабатывающий центр CTX beta 1250 TC с гарантией 2 месяца
Состояние: Новый Производитель: DMG Graziano (Италия)
В наличии
CTX beta 1250 TCУниверсальный токарный станокМаксимальная обрабатываемая длина 1250 мм. – Главный шпиндель: интегрированный мотор-шпиндель ISM 76- Главный привод переменного тока мощностью 25/34…
– Главный шпиндель: интегрированный мотор-шпиндель ISM 76- Главный привод переменного тока мощностью 25/34…
28.10.2020 Екатеринбург (Россия)
СЕРВОДВИГАТЕЛЬ SM130-G15015LZ, 130 ММ, 1500 ОБ/МИН, 15 НМ, 2.3 кВт. Шаговые моторы драйверы сервоприводы
Состояние: Новый
БЕСЩЕТОЧНЫЙ СИНХРОННЫЙ СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА (PMSM SERVOMOTOR) 2.3 кВт. Двигатели серии SM применяются в системах автоматики, где требуется высокий крутящий момент, в приводах конвейерных…
12.12.2022 Арзамас (Россия)
32 200
SM110-G06020LZ Серводвигатель, 110 мм, 2000 об/мин, 6 НМ, 1,2 кВт. Шаговые моторы драйверы сервоприводы
Состояние: Новый
БЕСЩЕТОЧНЫЙ СИНХРОННЫЙ СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА (PMSM SERVOMOTOR) 1.2 кВт
Двигатели серии SM применяются в системах автоматики, где требуется высокий крутящий момент, в приводах конвейерных.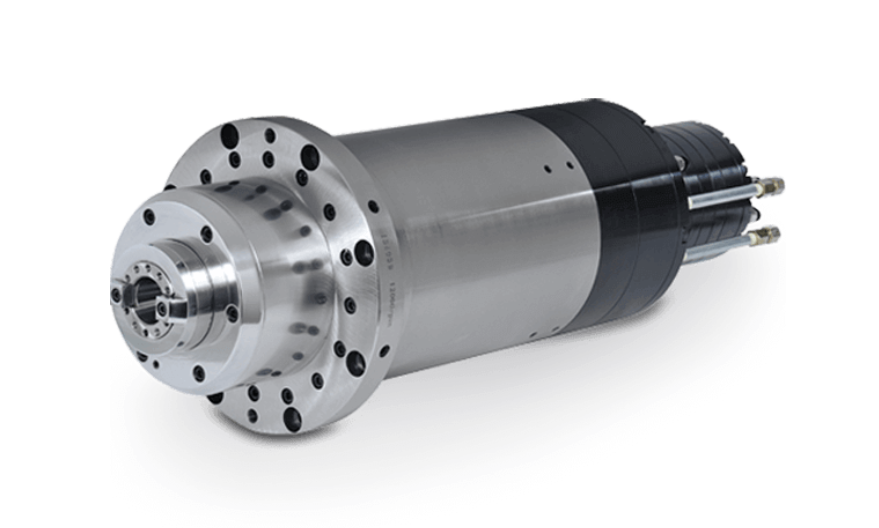 ..
..
12.12.2022 Арзамас (Россия)
21 700
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по шпинделям токарным почти как на Авито и TIU
Видео шпинделей токарных
Гидростатические шпиндели токарного станка
Увеличить изображение
• Очень низкое трение лишь немного нагревает шпиндель. Почти вся мощность двигателя передается на заготовку
. Вырабатываемое тепло немедленно выводится из области шпинделя вместе с маслом и охлаждается в чиллере.
• Отсутствие вибрации от подшипников качения для чрезвычайно плавной работы.
• Отличное гашение вибрации в процессе шлифования, что обеспечивает превосходное качество поверхности и точность обрабатываемой детали. Кроме того, шлифовальные круги дольше остаются острыми.
PDF Лист технических данных: Гидростатические шпиндели токарного станка (240.590)
Подробнее Задать вопрос Запросить цену
Характеристики гидростатических шпинделей токарных станков • Очень низкое трение лишь незначительно нагревает шпиндель.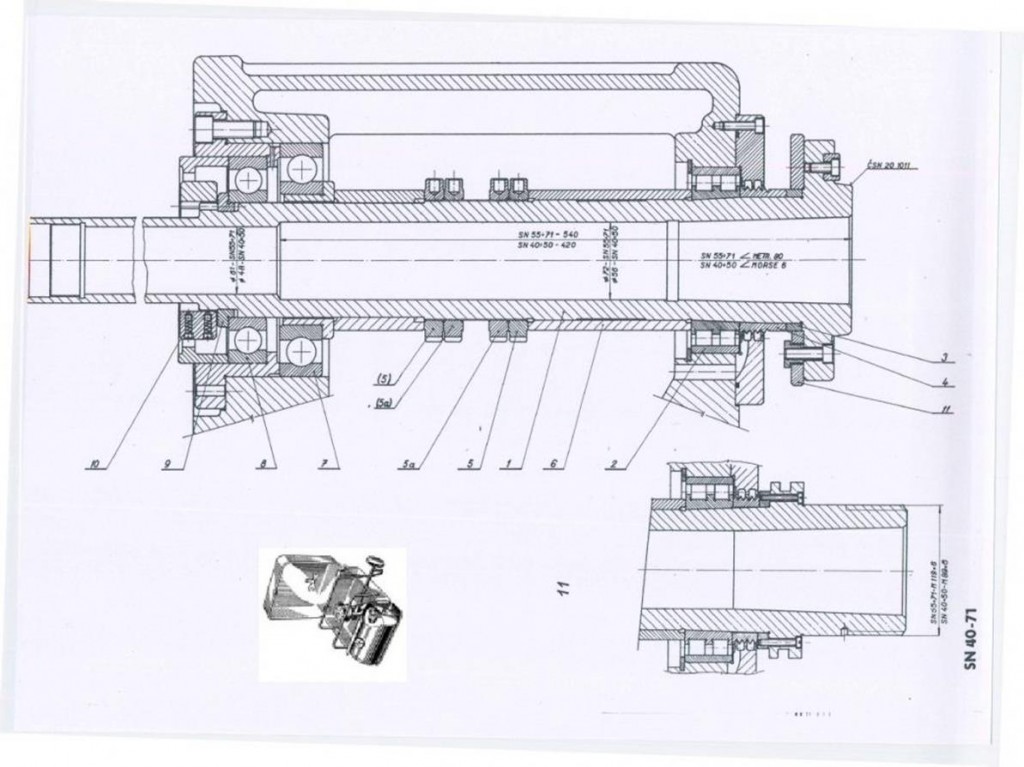 Почти вся мощность двигателя передается на заготовку
Почти вся мощность двигателя передается на заготовку
. Вырабатываемое тепло немедленно выводится из области шпинделя вместе с маслом и охлаждается в чиллере.
• Отсутствие вибрации от подшипников качения для чрезвычайно плавной работы.
• Отличное гашение вибрации во время процесса шлифования, что обеспечивает превосходное качество поверхности и точность обрабатываемой детали. Кроме того, шлифовальные круги дольше остаются острыми.
• Очень высокая осевая и радиальная жесткость, позволяющая достигать требуемых размеров быстрее и точнее.
. Отличная округлость диаметров шлифования.
• Высокая грузоподъемность.
• Скорость и жесткость не зависят друг от друга, и возможен поворот с полной нагрузкой от
до максимальной скорости.
• Не изнашивается, поскольку во время работы нет контакта между движущимися частями.
• Отсутствие потери точности даже при полной нагрузке на максимальной скорости.
• Менее чувствителен к стружке и другому мусору, поскольку подшипники постоянно очищаются гидростатическим маслом.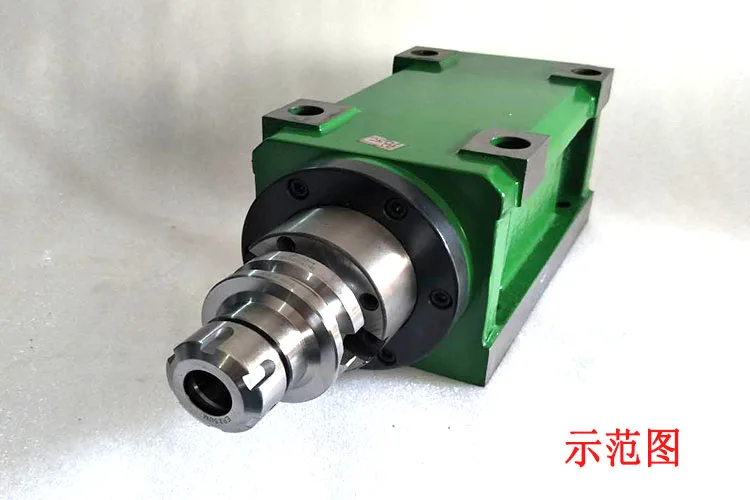
• Зазор герметизирован воздушным затвором компрессора, который удерживает масло в шпинделе и предотвращает попадание охлаждающей жидкости и стружки
.
• Шпиндель поставляется с гидравлической силовой установкой соответствующего размера с охладителем. Система предназначена для защиты внутренних подшипников в случае отключения электроэнергии.
• Шпиндель может приводиться в движение ремнем, прямым приводом или мотор-шпинделем.
• Статические и динамические силы опоры от силы резания или дисбаланса заготовки могут быть обнаружены путем измерения давления в кармане.
• Гидростатический токарный шпиндель особенно хорошо подходит для горизонтальных и вертикальных токарных станков
или для фрезерных / токарных станков.
• Гидростатический шпиндель можно адаптировать к конкретным требованиям к усилию обработки и крутящему моменту
Для получения дополнительной информации об этом изделии (шпиндели гидростатического токарного станка) или других изделиях заполните форму ниже. или свяжитесь с нашим офисом напрямую:
или свяжитесь с нашим офисом напрямую:
Телефон: 815-962-5600
Факс: 815-962-4600
Адрес: 304 North Main St, Suite 104, Rockford, IL 61101-1101 USA
Эл.
Родственные
Системы гидростатических шлифовальных шпинделей из CBN
Это пример гидростатического шпинделя, предназначенного для высокоскоростного шлифования шлифовальными кругами из CBN. Небольшой диаметр подшипника в сочетании с высокой поверхностной скоростью позволяет использовать круги из CBN даже для поднутрений распределительных валов.
Оправки для проверки биения фланцевого шпинделя токарного станка A2
Тестовая оправка для установки на токарный центр и измерения биения. Предназначены для торцевой установки токарных станков А2-5, А2-6 и др. Также доступны для плоских токарных станков 110 и 140.
Торцевое кольцо шпинделя токарного станка
Кольцевые калибры серии 492.026 предназначены для торцевой поверхности шпинделя токарного станка.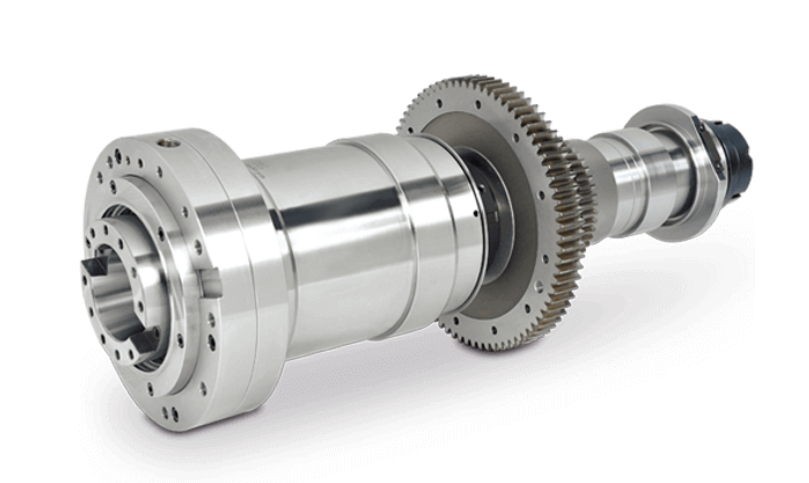
Оправки с плоским носом токарного станка
Регулировочные планки револьверной головки токарного станка VDI
Регулировочная планка револьверной головки токарного станка для интерфейса VDI. Используется как для проверки концентричности интерфейса, так и для выравнивания и регулировки центра на токарном станке. Сделано по DIN 69стандарт 880. 465.V50.59767 — это специальная конфигурация, используемая на некоторых машинах Mazak. Свяжитесь с нами для получения дополнительной информации. Свяжитесь с нами для других размеров или специальных требований/конфигураций.
Торцевое кольцо шпинделя токарного станка с креплениями индикатора
Кольцевые калибры серии 492.126 предназначены для торцевой поверхности шпинделя токарного станка.
Применение: Гидростатические поворотные столы
Крупнейшие в мире зубошлифовальные и профильно-шлифовальные станки используют гидростатические подшипники.
Регулировочные планки револьверной головки токарного станка
Контрольные стержни револьверной головки обеспечивают простой способ проверки перпендикулярности револьверной головки. Бары устанавливаются в башне как штатное орудие. Тестовые стержни имеют точность 0,003 мм (0,0001 дюйма) и включают футляр для переноски и сертификат.
Бары устанавливаются в башне как штатное орудие. Тестовые стержни имеют точность 0,003 мм (0,0001 дюйма) и включают футляр для переноски и сертификат.
Рабочий лист для гидростатического применения
Загрузить лист данных в формате PDF для рабочего листа для гидростатического применения
6- и 8-шпиндельные токарные станки | Симада
CN660 6-шпиндельный автоматический токарный станок с ЧПУ –
Shimada первой в мире разработала и произвела 6-шпиндельный автоматический токарный станок с ЧПУ.
• Черновая обработка выполняется на позициях без каретки ЧПУ, а чистовая обработка выполняется на позиции ЧПУ.
• Скорость обработки примерно в четыре раза выше, чем у токарных станков с ЧПУ общего назначения.
• Высокая точность обработки достигается за счет использования разделенной конструкции, в которой используется скользящая резка с ЧПУ и криволинейное соединение (опционально).
• Макс. диаметр поворота 60 мм (2,36″).
диаметр поворота 60 мм (2,36″).
• Цанговый патрон или 5-дюймовый гидравлический патрон.
• Экономит пространство, энергию и рабочую силу.
• Можно установить до трех кареток ЧПУ.
видео
Особенности
Направляющая концевого инструмента — самое большое (55 мм) отверстие для установки инструмента в своем классе. Двойные кровати Chevron сводят к минимуму зигзагообразное движение и износ
Широкая зона обработки и стружечная плита — жесткая коробчатая конструкция. Специальный двигатель и редуктор обеспечивают быстрое и мощное индексирование.
Основные характеристики
| Модель | Без направляющей ЧПУ | 1 направляющая ЧПУ | 2 направляющих с ЧПУ | 3 направляющих с ЧПУ |
|---|---|---|---|---|
| Шпиндель | ||||
| Количество шпинделей | 6 | 6 | 6 | 6 |
| Диаметр шпинделя | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) |
Макс. Скорость шпинделя Скорость шпинделя | 3000 об/мин | 3000 об/мин | 3000 об/мин | 3000 об/мин |
| Двигатель | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) |
| Вращаемость | ||||
Размер цанги (диам. ) ) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) |
| Гидравлический патрон, размер | 5 дюймов | 5 дюймов | 5 дюймов | 5 дюймов |
| Макс. Длина поворота | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) |
| Направляющая концевого инструмента | ||||
| Система привода | Гидравлический бескулачковый Опция: Сервопривод с ЧПУ | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод с ЧПУ |
| Диаметр инструмента | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) |
| Ход | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) |
| Направляющие с ЧПУ | ||||
| Количество осей | 0 | Два топора | Четыре оси | Шесть осей |
| Ход по оси X | Н/Д | 120 мм (4,7 дюйма) | 120 мм/70 мм (4,7″/2,8″) | 120 мм/70 мм/50 мм (4,7 дюйма/2,8 дюйма/2,0 дюйма) |
| Ход оси Z | Н/Д | 120 мм (4,7 дюйма) | 120 мм/60 мм (4,7″/2,4″) | 120 мм/60 мм/50 мм (4,7 дюйма/2,4 дюйма/2,0 дюйма) |
| Масса базовой машины | 3500 кг (7800 фунтов) | 3800 кг. (8500 фунтов) (8500 фунтов) | 4300 тыс. (9500 фунтов) | 4500 кг. (10 000 фунтов) |
8-шпиндельный автоматический токарный станок с ЧПУ SS-8
• Черновая обработка выполняется в положениях без суппорта ЧПУ, а чистовая обработка выполняется в положении ЧПУ.
• Скорость обработки примерно в пять раз выше, чем у станков с ЧПУ общего назначения.
• Макс. диаметр токарной обработки составляет 60 мм (2,36″).
• Цанговый патрон или 4-дюймовый гидравлический патрон.
• Экономит пространство, энергию и рабочую силу.
• Возможны различные варианты использования, такие как обработка лицевой стороны→инверсия→обработка обратной стороны и одновременная вставка/испускание двух частей.
Основные характеристики
| Модель | Без направляющей ЧПУ | 1 NC направляющая | 2 направляющих с ЧПУ | |
|---|---|---|---|---|
| Шпиндель | ||||
| Количество шпинделей | 8 | 8 | 8 | |
| Диаметр шпинделя | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2″) | |
Макс. Скорость шпинделя Скорость шпинделя | 3500 об/мин | 3500 об/мин | 3500 об/мин | |
| Двигатель | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | |
| Вращаемость | ||||
| Размер цанги (диам.) | 32 мм (1,26 дюйма) | 32 мм (1,26 дюйма) | 32 мм (1,26 дюйма) | |
| Гидравлический патрон Размер | 4 ” | 4 дюйма | 4 дюйма | |
Макс. |