Шпиндель фрезерного станка с ЧПУ
Оглавление:
– деление по оси вращения
– по скорости вращения
– по способу смены инструмента
– по типу привода
– по дополнительному оснащению: с возможностью подачи СОЖ через инструмент или без
В данной статье будет рассмотрен вопрос применения стандартизированных решений, без расчета и конструкторского обоснования применения узлов.
Шпиндель фрезерного станка необходим для прочной фиксации оправки с режущим инструментом. Осуществляет передачу крутящего момента от электродвигателя к оправке с режущими пластинками, с заданной скоростью. Различаются между собой по основным техническим характеристикам, которые определяют режим эксплуатации, виды работ и тип материалов, с которыми сможет работать станок. Устройство шпинделя фрезерного станка обеспечивает его устойчивость к высоким осевым и радиальным нагрузкам, хороший запас прочности и долговечность работы при правильной эксплуатации.
Условное деление по исполнению (направлению оси вращения)
- вертикального исполнения/использования;
- горизонтального исполнения/использования;
- универсального исполнения/использования.
Отличаются системой передачи вращающего момента, и применением различных вспомогательных приспособлений.
По скорости вращения:
-
низкоскоростные (до 2500 об/мин). часто применяются для передачи высокого крутящего момента от двигателя через коробку скоростей или редуктор.
-
Среднескоростные с ременным приводом – до 12 000 об/мин. Шпиндель получает вращение от электродвигателя шпинделя. Редукция обычно составляет 1:1, что позволяет осуществлять жесткое нарезание резьбы.
Мотор смещен от оси шпинделя и разжим/зажим осуществляется традиционным способом.
- высокоскоростные (12000~18000) об/мин, прямая передача момента от электродвигателя или применение электрошпинделя. Повышенные требования к качеству оправок и инструмента. Шпиндель получает вращение от электродвигателя шпинделя. Мотор устанавливается на оси шпинделя. Отличается большей динамичностью и меньшим уровнем шума.<
- ультравысокоскоростные 18000~70 000 об/мин. обычно выполнены в виде моторшпинделей, т.е. со встроенными обмотками и датчиками
По способу смены инструмента:
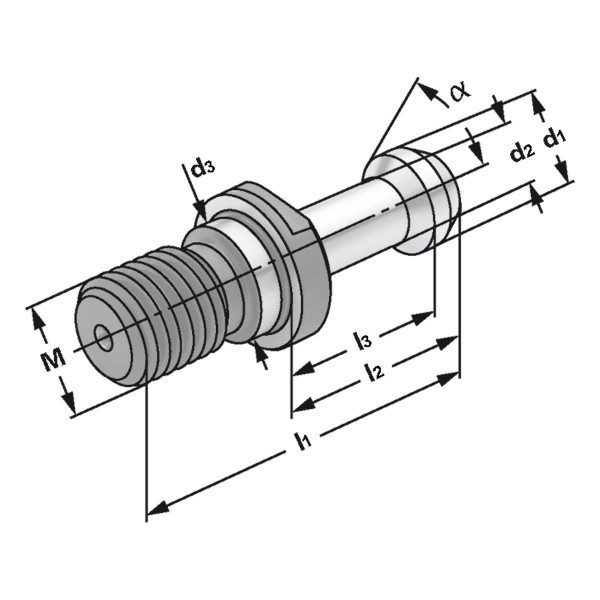
- механизированные (штревель и устройство зажима-разжима)
- ручные (штревель, болт, цанга) – только для универсальных станков
Особенности конструкции
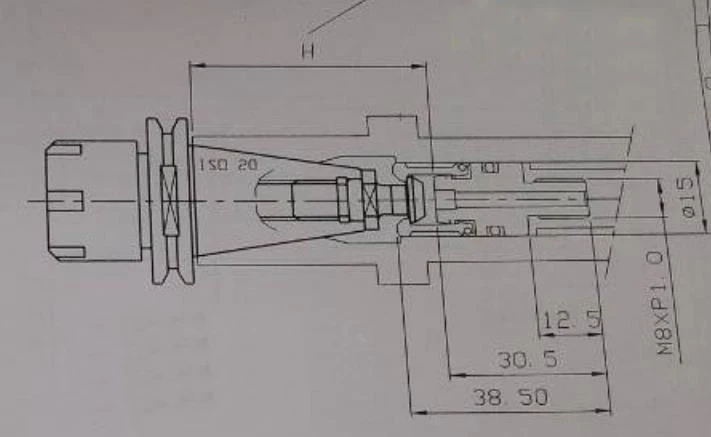
Шпиндель фрезерного станка — это высокотехнологичное устройство, собранное в термоконстантном помещении, с применением высокоточных и высокоскоростных подшипников. Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Торец шпинделя расточен и отшлифован под конус (ISO, BT, SK, HSK, Морзе и т.д.). Это необходимо для плотной посадки фрезерной оправки и точной установки фрезы. Фиксация оправки с режущим инструментом осуществляется с помощью внешнего усилия, чаще всего набором тарельчатых пружин.
Шпиндель состоит из нескольких узлов – неподвижного корпуса, вращающейся части, подшипников, системы полива СОЖ, шкивов, балансировочных колец и т.д. Роль неподвижного корпуса на низкоскоростных шпинделях может выполнять шпиндельная бабка.
Также в техническом языке существует подмена понятий: шпиндель как устройство в сборе и шпиндель как вращающаяся часть шпиндельного узла.
Шпиндель вращается в опорах. Роль опор выполняют – высокоточные подшипники, диаметр и тип которых зависит от размерного ряда шпинделя. На фрезерных станках не применяются шпинделя на гидростатических подшипниках, т.к. не обеспечивается усилие резания и минимальная величина отклонения от оси вращения
Основные требования к деталям
Шпиндели для станков с ЧПУ обладать следующими качествами:
-
точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
- статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
 Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;Шпиндели классифицируются по типу привода
-
ременной. Вращение передается на вал от рядом расположенного электродвигателя. Преимущества: высокая скорость вращения, простота установки, низкая вибрация. Недостатки – ограничение вращающего момента местом под установку двигателя, ценой двигателя и устройства управления. Устройства работают практически бесшумно и применяются обычно на вертикальных обрабатывающих центрах с ЧПУ. Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
- зубчатый. Передача крутящего момента происходит через коробку скоростей, расположенной внутри шпиндельной бабки. Преимущества возможность увеличения крутящего момента от электродвигателя. Несколько диапазонов вращения. Недостатки – относительно низкая скорость вращения, вызванная ограничениями кинематики (валов и шестерен). Регулировка вращения может осуществляться автоматически через ЧПУ. Шпиндели такого типа чаще всего устанавливают на универсальные фрезерные станки или обрабатывающие центра с вращающим моментом на шпинделе больше 200 Нм;
- с редуктором. Для увеличения крутящего момента на среднеразмерные фрезерные центра возможна установка ZF редуктора. Осуществляет передачу момента до 400 Нм с переключением скоростей в соотношении 1:1 или 1:4.
-
прямой. Электродвигатель располагается непосредственно над шпинделем, может вращаться с высокой скоростью.
- электрошпинделя – совмещение в одном корпусе шпинделя и двигателя. Отличаются высокой скоростью вращения и диапазоном изменения скорости вращения.
 Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;
Иногда при вращении на скоростях выше 5 000 об/мин может появляться свист от выходящего между зубьев воздуха;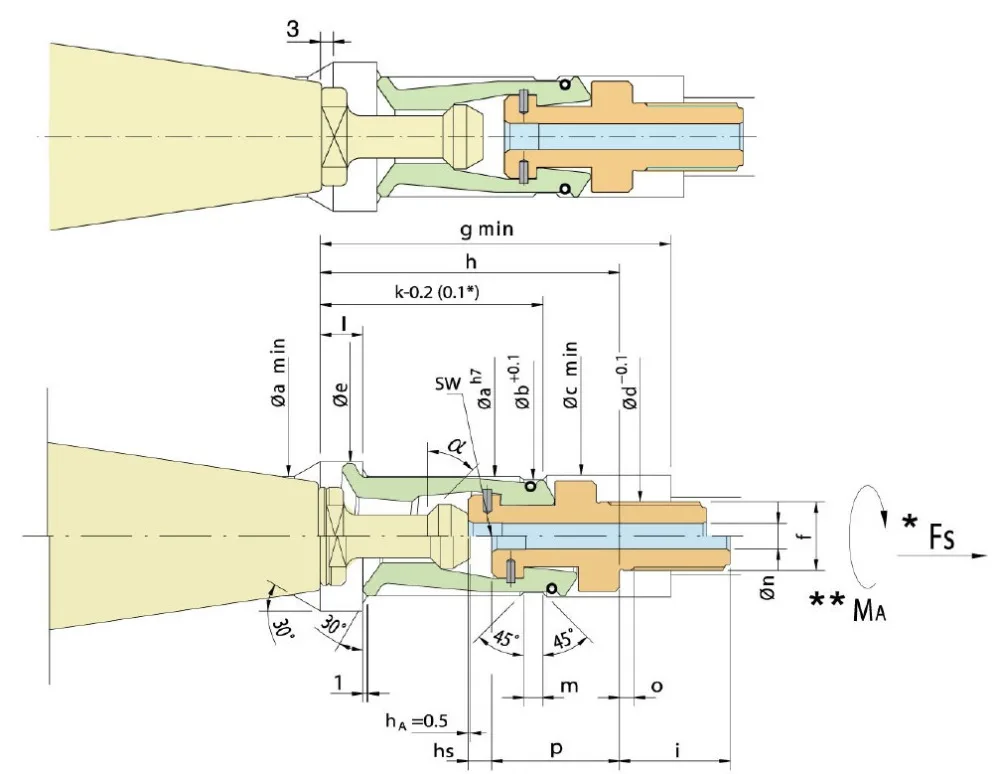
Система охлаждения:
– без охлаждения. рекомендуемые режимы работ – до 4 000 об/мин или кратковременно (15-30 минут) выше 4000 об/мин
– с системой охлаждения протоком масла. Масло из “холодильника шпинделя” – специального устройства, обеспечивающего контроль за прокачкой и охлаждением масла, циркулирует через рубашку шпинделя и производит отвод тепла, выделяемого при вращении шпинделя.
Система подачи СОЖ:
– полив вокруг шпинделя
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Хвостовики инструментальных оправок (справочная информация)
В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры.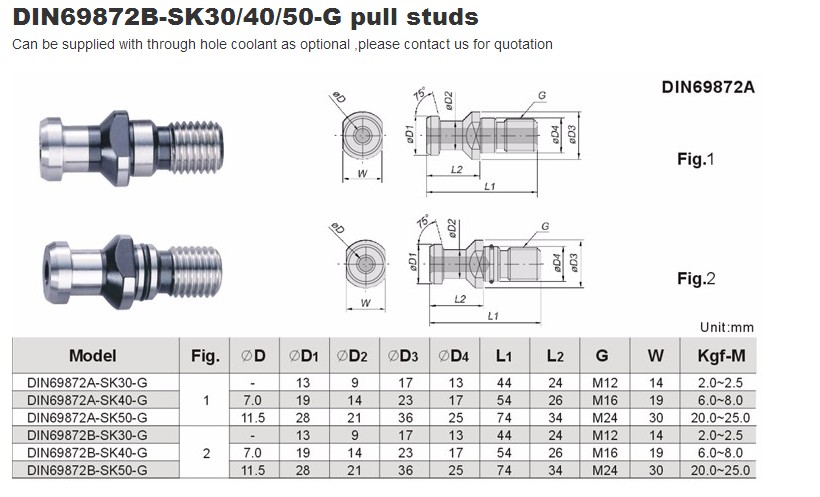
Отметим важный отечественный стандарт ГОСТ 24644 – определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков.
(Со ссылкой на ГОСТ 15 001-88, ГОСТ 2789-73, ГОСТ 2848-75, ГОСТ 8908-81, ГОСТ 9953-82, ГОСТ 11738-84, ГОСТ 14034-74, ГОСТ 15945-82, ГОСТ 16093-81, ГОСТ 17166-71, ГОСТ 19860-74, ГОСТ 25557-82, ГОСТ 25827-83)
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как:
(соответствие с нашими ГОСТами приведено в скобках)
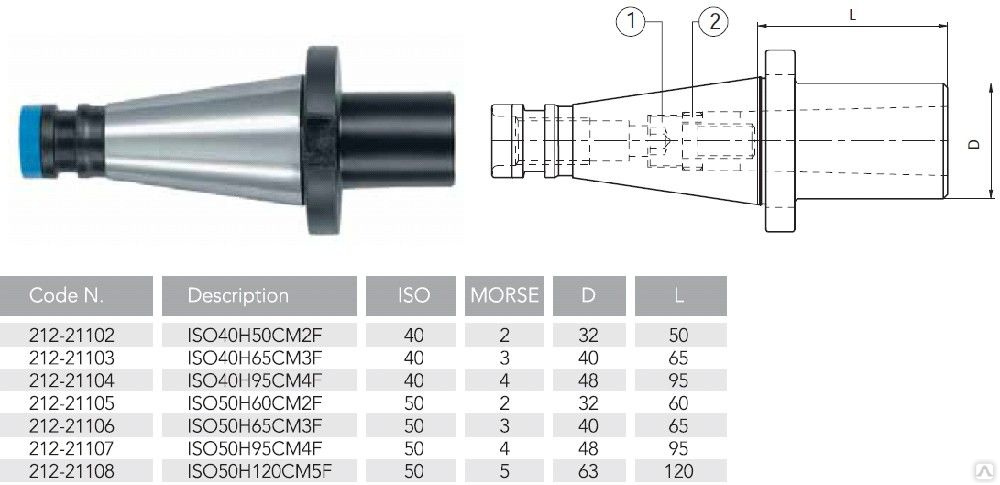
DIN 2080 (ГОСТ 25827 исп.1) – оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
DIN 69871 (ГОСТ 25827 исп.2) – могут в каталогах иметь обозначение DV, SK
ГОСТ 25827 исп.3 – нет аналога
MAS 403 BT (JIS B6339) – чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
ANSI/CAT – ANSI B5. 18, NST, ANSI B5.50 – обозначение CAT, CV – чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
18, NST, ANSI B5.50 – обозначение CAT, CV – чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных – конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют “юбкой” оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп.3)
Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.
Буквы в конце номера оправки указывают на исполнение подвода СОЖ через оправку.
Нужно так же указать на новые исполнения оправок по DIN69871, MAS403BT, ANSI/SAT, в которых предусмотрен контакт оправки со шпинделем не только по конусу, но и по торцу шпинделя.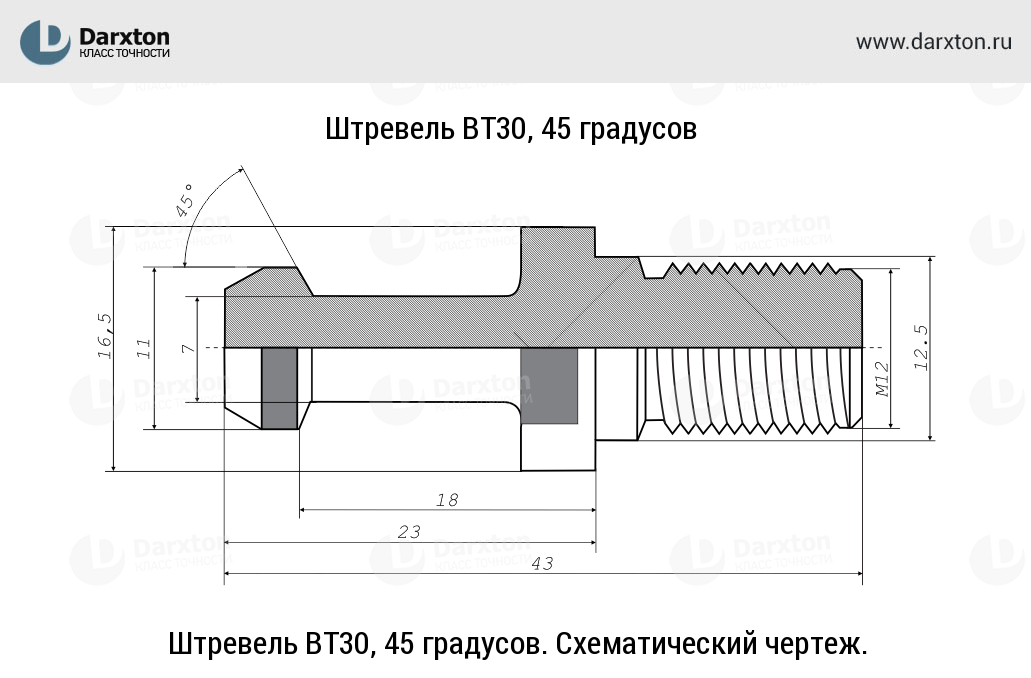
Такие оправки более точные, и их называют оправки с двойным контактом (Dual Contact, Face Contact и т.д.), они более жесткие.
Но есть возможность установки, например, в станок рассчитанный под оправки с двойным контактом оправок обычных, при этом они просто не будут опираться на торец шпинделя (хотя конечно это не желательно, но допустимо в отдельных случаях).
Оправки с конусами HSK типа (угол конусности 2 град., 51 мин., 78 сек., с соотношением стенок 1:10).
Система HSK (Hohl Shaft Kegel – полый конический хвостовик) разрабатывалась как система крепления для скоростной обработки. Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Основные различия в приводных пазах, захватных пазах, отверстиях под СОЖ, и площади поверхности фланца.
Приводные пазы находятся в конце хвостовика, они различной глубины, что позволяет устанавливать оправку только в одном положении.
Хвостовик в стиле А имеет размер конуса на один размер больше, чем в стеле В, это условие верно и для стилей D и F. Оправки в стиле С были разработаны исключительно для ручного зажатия.
В токарно-фрезерных, многофункциональных станках применяются оправки HSK-T (буква Т указывает что это токарное исполнение)
Отличие от оправок типа А незначительное по допускам, в связи с этим возможна взаимозаменяемость.
Конуса Морзе DIN228 (ГОСТ 25557)
Стандарт R8 DIN 1835 B – DIN6499/ISO15488
Стандарт ISO26623
Стандарт VDI DIN69880 (ГОСТ24600)
Резцедержатели изготовлены согласно DIN 69880, точность хвостовика – соответствует классу IT6 (H6)
• В соответствии с нормами DIN 69880-6 биение цанговых патронов DIN 6499 и DIN 6388 составляет 0,02
• Изготовлены из стали с последующей цементацией, твердость 58+/-2 HRC, прочность 800-1000 Н/мм2
• Все внутренние диаметры, хвостовик и насечки отшлифованы
Должны ли вы приобрести сверлильный станок или фрезерный станок?
Прежде чем инвестировать в сверлильный станок или фрезерный станок, убедитесь, что вы знаете, какой из них лучше всего подходит для ваших бизнес-требований
В чем разница между сверлильным станком и фрезерным станком Сверлильная машина?
- Стандартные сверлильные станки и фрезерно-сверлильные станки
- Фрезерные сверла с любым направлением
- Некоторые сверлильные станки имеют функции фрезерного сверления
Типовые сверлильные станки и фрезерно-сверлильные станки0003
Rong Fu RF-19 (вверху) представляет собой типичный напольный сверлильный станок, очень популярный в небольших мастерских. RF-45 (ниже) представляет собой настольный фрезерно-сверлильный станок. На первый взгляд они очень похожи – оба имеют вертикально установленный шпиндель для сверления и нарезки.
RF-45 (ниже) представляет собой настольный фрезерно-сверлильный станок. На первый взгляд они очень похожи – оба имеют вертикально установленный шпиндель для сверления и нарезки.
Принцип работы тот же, вы вставляете режущий инструмент в головку, и как фрезерные сверла, так и сверлильные станки вращают инструмент с переменной скоростью, чтобы срезать материал с заготовки, закрепленной на рабочем столе.
Разница между сверлильным станком и фрезерно-сверлильным станком заключается в том, насколько свободно вы можете изменять направление и угол резания во время работы. Обычно сверлильный станок работает только с одной осью, но фрезерное сверло может резать по осям x, y или z.
Фрезерные сверла, режущие в любом направлении
Большинство сверлильных станков могут перемещать сверлильную головку только вверх и вниз, но не из стороны в сторону или вперед и назад по заготовке. Заготовка для сверления закрепляется под бурильной головкой на неподвижном столе, и сверло опускается, чтобы врезаться в заготовку. Это очень простое устройство, которое делает сверлильные станки очень экономичным инструментом для быстрого сверления отверстий.
Это очень простое устройство, которое делает сверлильные станки очень экономичным инструментом для быстрого сверления отверстий.
Основное различие между фрезерными станками и сверлильными станками заключается в том, что рабочий стол фрезерного станка может перемещаться оператором, что позволяет ему использовать фрезерный станок для прорезания поверхностей заготовки, а также для сверления в ней.
Фрезерные станки имеют двигатели, аналогичные двигателям сверлильных станков, но головка спроектирована таким образом, чтобы выдерживать боковые и угловые силы, возникающие при торцевом фрезеровании и снятии фасок. Головки сверлильного станка имеют более легкую конструкцию для той же режущей способности, поскольку сверление создает более сбалансированные усилия, чем фрезерование.
Как сверлильные станки, так и сверлильные станки могут позволить вам изменить ориентацию буровой головки, и именно здесь некоторые сверлильные станки могут иметь полезные возможности фрезерования, но они не так универсальны, как настоящий сверлильный станок..jpg)
Некоторые сверлильные станки имеют функции фрезерного сверления
Может возникнуть путаница, когда некоторые сверлильные станки могут также выполнять торцевую резку, например, фрезерный сверлильный станок. Ниже показан радиально-сверлильный станок Rong Fu RF-35, который может выполнять торцевое фрезерование, нарезание резьбы и торцевое фрезерование, поскольку его радиальная головка может устанавливаться практически в любом положении.
Это очень удобно, если вы обычно много сверлите, но время от времени вам необходимо выполнять некоторые работы по нарезанию резьбы, полировке или торцовому фрезерованию, но этого недостаточно, чтобы сделать покупку фрезы рентабельной.
Как выбрать сверлильный станок или фрезерный сверлильный станок
- Сверление или фрезерование?
- Размер, скорость, характеристики и емкость
- Точность
- Объем производства
- Добавленная стоимость
Сверление или фрезерование?
Первый вопрос, который нужно задать, это то, сверлите вы или фрезеруете.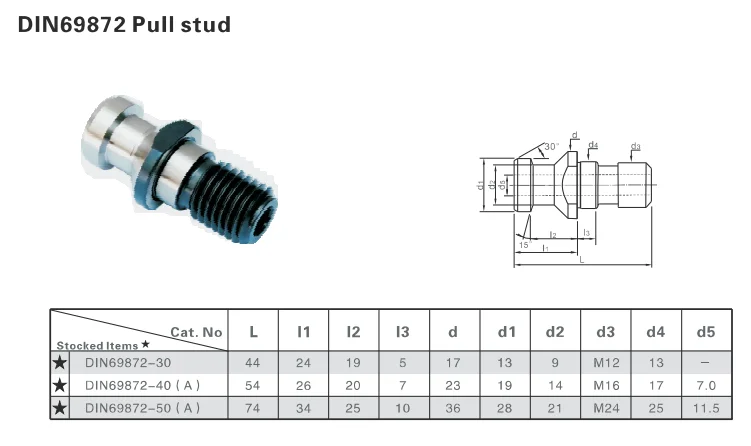 Очевидно, что если вы никогда не занимаетесь фрезерованием и не ожидаете, что вам это понадобится, вы можете подумать, что сверлильный станок — это все, что вам нужно. Имейте в виду, что даже если вам иногда нужно выполнить простую фрезеровку, усовершенствованный сверлильный станок с радиальной головкой, такой как RF-35, может удовлетворить ваши потребности.
Очевидно, что если вы никогда не занимаетесь фрезерованием и не ожидаете, что вам это понадобится, вы можете подумать, что сверлильный станок — это все, что вам нужно. Имейте в виду, что даже если вам иногда нужно выполнить простую фрезеровку, усовершенствованный сверлильный станок с радиальной головкой, такой как RF-35, может удовлетворить ваши потребности.
Бывают случаи, когда фрезерно-сверлильный станок может быть лучшим выбором, даже если все, что вам нужно сделать, это просверлить вертикальные отверстия, и это из-за преимуществ фрезерного сверла в точном зажиме и позиционировании заготовки. Если вы вырезаете пазы или режете материал до определенного размера, единственным практичным выбором будет фрезерное сверло.
Размер, скорость, характеристики и мощность
Поскольку в них используются аналогичные двигатели и типы инструментов, сверлильные станки и фрезерные станки доступны в одинаковом диапазоне размеров и производительности. Они также бывают как автономными, так и настольными. Для небольших мастерских настольный сверлильный станок или фрезерный станок являются хорошей компактной альтернативой отдельно стоящему станку.
Для небольших мастерских настольный сверлильный станок или фрезерный станок являются хорошей компактной альтернативой отдельно стоящему станку.
Скорость резания контролируется шестернями или приводными лентами в зависимости от модели, а сверлильные станки и фрезерные станки доступны как с механической, так и без механической подачей вниз. Быстросъемные шпиндели и кнопочное управление скоростью помогают сэкономить время, если у вас большой объем производства.
Мощность фрезерных сверл и сверлильных станков является еще одним важным соображением: вы должны быть уверены, что ваша заготовка подойдет, поэтому проверьте спецификации, чтобы убедиться, что она достаточно велика.
Precision
Как правило, фрезерно-сверлильные станки более точны в позиционном отношении, чем сверлильные станки, потому что рабочий стол предназначен для зажима заготовки, а затем очень точного ее перемещения в трех измерениях. Это позволяет производить повторную обработку заготовки с высокой степенью точности.
Сверлильные станки полагаются на то, что оператор устанавливает заготовку в зажиме точно в нужном месте, чтобы получить точность позиционирования. Даже если оператор использует предварительно установленный шаблон, это означает, что обычно возникают небольшие ошибки в позиционировании, которые на фрезерно-сверлильном станке легко исправляются путем перемещения рабочего стола, чтобы обеспечить идеальное выравнивание режущего инструмента.
Объем производства
Объем производства является важным фактором с точки зрения затрат и времени. Если вам необходимо выполнить большое количество операций по резке или сверлению, время, затрачиваемое оператором на настройку станка, может быть значительным. И сверлильные станки, и фрезерные станки имеют одинаковые диапазоны мощности и мощности резания, что позволяет выполнять более быструю резку, но имеют разные требования к настройке.
Объекты неправильной формы сложнее точно зажать, чем симметричный материал. Если у вас большой объем производства и трудно зажимать объекты, может быть лучше использовать фрезерно-сверлильный станок, чем сверлильный станок для сверления вертикальных отверстий, потому что вы можете точно отрегулировать выравнивание зажима, отрегулировав положение рабочего стола.
Если у вас большой объем производства и трудно зажимать объекты, может быть лучше использовать фрезерно-сверлильный станок, чем сверлильный станок для сверления вертикальных отверстий, потому что вы можете точно отрегулировать выравнивание зажима, отрегулировав положение рабочего стола.
Возможно, вы обнаружите, что если вам нужно выполнять как фрезерование, так и сверление, лучше иметь и сверлильный станок, и фрезерно-сверлильный станок, чтобы сократить время настройки. Если вам нужно только просверлить отверстия в большом количестве одинаковых симметричных (легко зажимаемых) компонентов, сверлильный станок, вероятно, будет самым быстрым вариантом.
Добавленная стоимость
Фрезерно-сверлильные станки дороже, чем сверлильные станки аналогичного размера, но они более универсальны. Для высокоточной и дорогостоящей работы лучше всего подойдет фрезерное сверло. Для любой работы, требующей высокого качества торцевой и чистовой обработки, фрезерное сверло также является лучшим решением.
Логичным выбором для многократного сверления вертикальных отверстий является сверлильный станок. Фрезерное сверло даст вам более точный и точный результат, но это может не понадобиться в зависимости от требуемых технических допусков.
Если вы посетите любой механический цех, вы обычно найдете больше фрезерных сверл, чем сверлильных станков, просто потому, что они более точны и универсальны, что позволяет выполнять широкий спектр работ по механической обработке. Со временем это компенсирует более высокую стоимость по сравнению со сверлильным станком.
Фрезерно-сверлильный станок или сверлильный станок для любой задачи
Компания Rong Fu производит фрезерно-сверлильные станки и сверлильные станки, подходящие для использования в домашних мастерских, небольших механических мастерских и крупных заводских установках. Ознакомьтесь с нашей линейкой фрезерных станков и сверлильных станков и свяжитесь с нами, чтобы обсудить ваши конкретные требования.
Фрезеровать или сверлить? Это вопрос
Опубликовано Penn Tool Co., Inc. 12 октября 2022 г.
Фрезеровать или сверлить? Вот в чем вопрос
Два машины иногда ошибочно принимают за одно и то же настольные мельницы и сверлильные станки. Они похожи, но значительно отличается. Самое заметное отличие — движение стол. Тем не менее, обе машины имеют определенные преимущества, которые могут ускорить вашу работу. процессов и принести пользу вашему магазину.
настольная мельница представляет собой легкую альтернативу типичному станку в стиле Бриджпорт. фрезерный станок. Универсальная настольная мельница, иногда называемая фрезерным станком. сочетает в себе возможности сверлильного станка и фрезерного станка в одном. Если вы ищете более легкий вариант, настольная мельница как раз машина для вас.
Преимущества владения настольным фрезерным станком:
1. Универсальность
Универсальность
Настольный фрезерный станок позволяет сверлить и мельница на одном станке. Стол настольной мельницы можно перемещать влево и вправо, вперед и назад, что отлично подходит для фрезерования пазов и другой легкой обработки Работа.
2. Легкий
Типичный полноразмерный вертикально-фрезерный станок весит от От 2000 до 4000 фунтов в зависимости от того, когда он был сделан. Как правильно место в вашем магазине может быть большой работой. Напротив, вы можете легко подобрать и перемещайте настольную мельницу по цеху, не используя громоздкий подъемный механизм оборудование.
3. Компактный размер
Настольная мельница занимает мало места и ее легче разместить в цеху или установить непосредственно на верстак. Настольные мельницы также могут поставляются с основанием для лучшего снижения вибрации и повышения точности.
Сверлильные станки имеют те же возможности, что и настольные фрезерные станки, но являются более специализированными. при выполнении отверстий. Использование дрели имеет определенные преимущества.
нажмите на другие методы изготовления отверстий.
при выполнении отверстий. Использование дрели имеет определенные преимущества.
нажмите на другие методы изготовления отверстий.
Преимущества владения сверлильным станком:
1. Точность
Сверлить отверстия на точную глубину, ширину и угол намного проще на сверлильном станке. Такие функции, как регулируемые столы и ограничители глубины самые современные сверлильные станки. Можно даже найти сверлильные станки с регулируемая скорость.
2.Эффективность
Возможность предварительной установки глубины отверстия и угла стола позволяет работать быстрее и сводит к минимуму вероятность совершения ошибки.
3. Мощность
Сверлильные станки имеют более мощные двигатели, чем стандартные ручные. сверлить. Это дает вам возможность использовать более крупные сверла и просверливать отверстия. более жесткий материал.
Когда
рассматривая покупку настольной мельницы или сверлильного станка, спросите себя, какой процесс
вам нужно сделать.